Станки своими руками для холодной ковки: сборка и создание элементов из металла
alexxlab | 30.01.2023 | 0 | Разное
|
|
Главная » Разное » Самодельные станки для холодной ковки металла своими руками Станки для холодной ковки своими рукамиОдин из способов украшения участков — использовать кованные изделия. Какие вообще устройства используютсяСодержание статьи Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. Какие же устройства используют:
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства. Самодельные «Улитки»По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности. Один из самодельных станков для холодной ковки Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки. Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание. Чертеж станка для холодной ковки «Улитка» Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий. Вариант крепления рычага Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные. Рычаг должен быть надежным, с усилением На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался. Вариант кондукторов для улитки Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом. Как сделать подобный станок для холодной ковки — в следующем видео. Торсионный станокКак уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку. В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию. Держатель для троса — отличный фиксатор для прутка Далее надо каким-то образом обеспечить захват и кручение второй части заготовки.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно. Видео про самодельные приспособления и станки для холодной ковки
 youtube.com/embed/FGR32VzjHWI” frameborder=”0″ allowfullscreen=”allowfullscreen”> youtube.com/embed/FGR32VzjHWI” frameborder=”0″ allowfullscreen=”allowfullscreen”>
Китай Ручная ковка машины, Китай Ручная ковка машины Производители и поставщики на Alibaba.com Механический кузнечно-прессовый станок с механическим управлением plc Механический кузнечно-прессовый станок 200ton с механическим управлением 200шт. Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5. , Китай Ручная ковка машина, Китай Ручная ковка машина Производители и поставщики на Alibaba.com Механический кузнечно-прессовый станок с механическим управлением plc Механический кузнечно-прессовый станок 200ton с механическим управлением 200шт. , 200 тонн Металлообрабатывающее оборудование 20000 Q1. Вы производитель или трейдер? Q2. Как получить точную цитату? Q4. Как ваша фабрика делает в отношении контроля качества? Q5. Как насчет вашего времени доставки? Q6. Каков гарантийный срок машины? Q7. Что такое сервисное обслуживание вашего завода? У нас есть полный комплекс услуг (проект «под ключ»), что означает, что мы можем не только предоставить пресс и пресс-форму, но и выполнить индивидуальный заказ в соответствии с вашим специальным заказом. . |
 Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить. 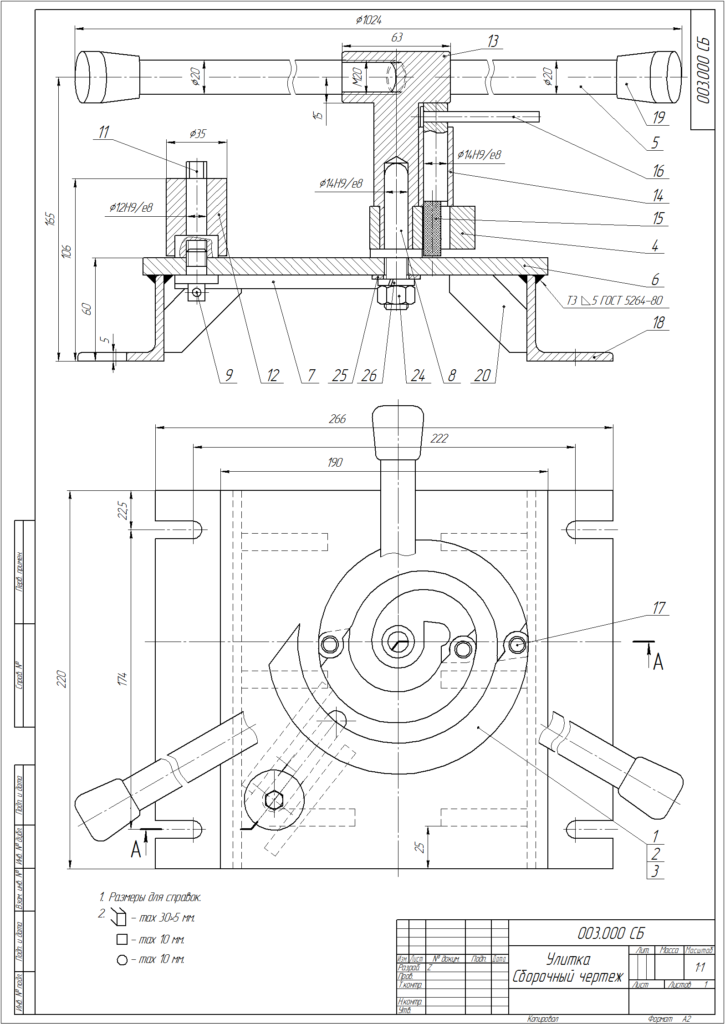
 По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.

 Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток. 5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.
5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18. 5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки. Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5.
Механический кузнечный пресс с механическим управлением 200ton Фотографии Технические данные ПУНКТ КОДЕКС Jh41-25 Jh41-45 Jh41-60 Jh41-80 Jh41-125 Номинальная вместимость Pe KN 250 450 600 800 1250 Ход слайдов S мм 80 120 140 160 180 Ход слайдов Фиксированный spm Времена / мин 100 80 70 60 50 Переменный (необязательно) spm Времена / мин 60-100 50-80 45-70 40-60 35-50 Макс.Высота высечки h4 мм 250 270 300 320 350 Регулировка высоты высечки t мм 50 60 70 80 90 Глубина горловины C1 мм 210 225 270 310 350 Расстояние между колоннами d1 мм 450 515 560 610 670 Размер нижнего ползуна FB b мм 250 340 400 460 520 LR a мм 360 410 480 540 620 Размер отверстия хвостовика Диаметр d мм 40 50 50 50 70 Глубина I мм 65 60 70 65 90 Размер валика FB D мм 400 440 520 600 680 LR C мм 720 825 930 950 1100 Толщина h5 мм 80 110 130 140 155 Диаметр отверстия отверстия для станины ¢ мм 150 150 150 180 200 Габаритные размеры FB A мм 1496 1585 1540 1765 2040 LR B мм 945 1075 1200 1200 1320 Высота H мм 2120 2391 2570 2725 3035 Мощность двигателя кВт 3 5. 5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18.
5 5.5 7.5 11 Вес (приблизительный) кг 2450 3550 5150 6450 9550 КОД ПУНКТА ПУНКТ Jh41-160 Jh41-200 Jh41-250 Jh41-315 Jh41-400 Номинальная емкость Pe KN 1600 2000 2500 3150 4000 Ход скольжения S мм 200 220 220 220 250 250 Слайд Штрихи Фиксированный SPM раз / мин 45 45 30 30 30 Переменная (необязательно) SPM раз / мин 30-45 25-45 20-30 20-30 20-30 Макс. Высота высечки h4 мм 400 450 500 500 550 Регулировка высоты высечки t мм 100 110 120 120 120 Глубина горловины C1 мм 400 430 450 450 490 Расстояние между колоннами d1 мм 736 910 980 980 1050 Размер ползуна FB b мм 580 650 700 700 750 LR a мм 700 880 950 950 1020 Размер отверстия хвостовика Диаметр d мм 70 70 70 70 70 Глубина I мм 100 100 130 130 130 Размер валика FB D мм 760 840 880 880 950 LR C мм 1175 1390 1500 1540 1700 Толщина h5 мм 165 180 190 190 210 Диаметр отверстия отверстия в кровати ¢ мм 220 250 270 270 290 Габаритные размеры FB A мм 2305 2600 2660 2720 2850 LR B мм 1420 1540 1640 1680 1750 Высота H мм 3215 3800 3865 3865 4150 Мощность двигателя кВт 15 18. 5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки.
5 22 30 37 Вес (приблизительный) кг 13600 19200 23200 26600 31600 Описание Кузнечный пресс 200 тонн Характеристики: 1. Сваренный корпус из стали, обработка при отпуске, высокая жесткость, точность и стабильность; 2. Вертикально расположенный коленвал, компактная конструкция; 3. Коленчатый вал подвергается шлифовальной обработке после высокочастотной закалки; 4. удлиненная прямоугольная направляющая с поверхностью из бронзовой пластины; 5. Пневматический двойной балансный цилиндр, который уравновешивает скользящий блок и вес пуансона, чтобы уменьшить шум и удар Управление 6.PLC и импортированный двойной клапан безопасности; 7.Мокрое сцепление и гидравлическая защита от перегрузки. Д.
Д. Мы можем предоставить интернет или услугу звонка в любое время.
Мы можем предоставить интернет или услугу звонка в любое время.
Холодная ковка своими руками: секреты мастерства обработки металла
Особенности отдельных видов холодной ковки. Какое оборудование и технологии применяется в холодной ковки. Как сделать станок для проведения холодной ковки своими руками. .
.
Холодная ковка позволяет создавать различные фигурные изделия без нагрева. Такая обработка не требует крупногабаритного оборудования и может производиться в небольшой мастерской. Для каждого вида декоративных элементов применяются свои приспособления. Они простые в исполнении и доступны начинающему мастеру, владеющим электроинструментом и сваркой. Для создания прокатного станка приобрести валки и некоторые детали.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками Козырек над крыльцом методом холодной ковки Перила для крыльца — украшение, а не исключительно утилитарное приспособление Можно сделать беседку и кованную мебель Ворота как в сказкеНазначение метода
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитковГибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефаПриспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапкаДля начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.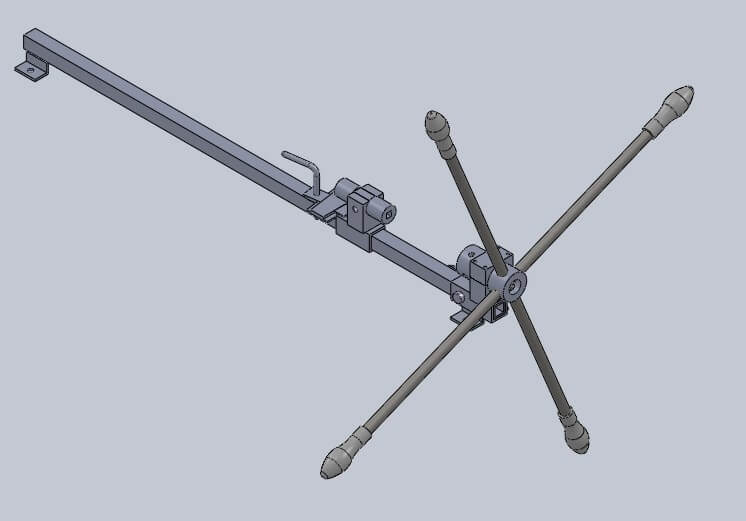
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка»Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилениемНа столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улиткиЧасто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для пруткаДалее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Видео про самодельные приспособления и станки для холодной ковки
 youtube.com/embed/FGR32VzjHWI” allowfullscreen=””>
youtube.com/embed/FGR32VzjHWI” allowfullscreen=””> Рекомендуемые статьи:
Холодная штамповка – Buchanan Metal Forming, Inc.
Холодное формование
Области применения для деталей холодной штамповки
BMF верит в раннюю разработку продукта, работая рука об руку с нашими клиентами.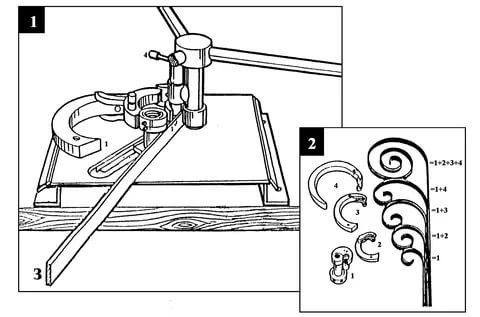 Для деталей холодной штамповки очень важно иметь правильную конструкцию и правильный материал, чтобы в полной мере использовать преимущества холодной штамповки. Наши инженеры окажут помощь в этой разработке не только детали холодной штамповки, но и всей сборки, чтобы вы могли вывести свой продукт на рынок вовремя и с наименьшими затратами.
Для деталей холодной штамповки очень важно иметь правильную конструкцию и правильный материал, чтобы в полной мере использовать преимущества холодной штамповки. Наши инженеры окажут помощь в этой разработке не только детали холодной штамповки, но и всей сборки, чтобы вы могли вывести свой продукт на рынок вовремя и с наименьшими затратами.
- Компоненты холодной штамповки используются во многих отраслях промышленности, например:
- Автомобили и грузовики
- Сельскохозяйственные машины и оборудование
- Горнодобывающая промышленность
- Внедорожное оборудование и железная дорога
- Клапаны, фитинги и оборудование для нефтяных месторождений
- Артиллерийское и судостроение
- Ручные инструменты и скобяные изделия
- Медицинский
- Общепромышленное оборудование
Преимущества
Холодное формование заменяет горячекованые и обработанные детали холодной штамповкой NET SHAPE, не требующей вторичной обработки и исключающей дополнительное время и затраты. Сплайны могут быть выполнены на наружном диаметре. и И.Д.
Сплайны могут быть выполнены на наружном диаметре. и И.Д.
Десять способов, с помощью которых холодное формование может помочь вам снизить затраты:
- Большее соотношение прочности и веса
- Требуется меньше материала
- Меньше вторичных операций
- Исключить или уменьшить механическую обработку
- Устранение дорогостоящего изготовления и сборки
- Исключить сварку
- Используйте менее дорогие материалы, достигающие такой же прочности
- Более быстрая печать при запуске детали
- Сокращение проверок и испытаний
- Оптимизация полной сборки за счет меньшего количества необходимых компонентов
Прослеживаемость
- Материальная теплота относится к стали во время заливки. Это тепло I.D. сохраняется на протяжении всей обработки
- Заказ на работу и код выполнения назначаются каждой плавке перед обработкой. Эти задания позволяют нам проследить материал и все производственные записи вплоть до заводской теплоты материала.
 По запросу клиента этот номер может быть сформирован непосредственно в детали для отслеживания в полевых условиях.
По запросу клиента этот номер может быть сформирован непосредственно в детали для отслеживания в полевых условиях. - Детали отгружаются заказчику с полной прослеживаемостью до плавки материала.
 По запросу клиента этот номер может быть сформирован непосредственно в детали для отслеживания в полевых условиях.
По запросу клиента этот номер может быть сформирован непосредственно в детали для отслеживания в полевых условиях.
Дополнительные факты о холодной штамповке
- Увеличение предела текучести: 100–300 %
- Увеличивает предел прочности при растяжении: 30% – 120%
- Повышение твердости: 60–150 %
- Уменьшение удлинения: 20% – 90%
- Уменьшение площади уменьшается: 20% – 60%
Сравнение
Непрерывное зерно делает деталь максимально прочной. Холодноформованные детали заменяют традиционные горячекованые и обработанные детали более прочными деталями сетчатой формы, не требующими вторичной обработки и повышающими производительность станка. Холодная формовка по сравнению с механической обработкой экономит в среднем 49% только на материальные затраты.
Рассмотрите холодную штамповку вместо. ..
..
Горячая штамповка
Холодноформованные детали прочнее, с лучшими металлургическими свойствами, менее затратны, имеют чистую или близкую к чистой форму, меньше брака, упрощенное производство и более надежные эксплуатационные характеристики.
Отливки
Холодноформованные детали прочнее, надежнее и в целом дешевле, с большей размерной стабильностью и более жесткими допусками.
Металлический порошок
Холодноформованные детали прочнее, с большей целостностью, с меньшим количеством вторичных операций и с меньшими затратами на материал.
Изготовлено из пруткового проката
Холодноформованные детали прочнее, с более экономичным использованием материалов, обеспечивающим меньше брака. Деталь холодного формования, имеющая форму, близкую к чистой, сокращает время обработки и требует меньше вторичных операций.
Сварные и штампованные изделия
Холодноформованные детали прочнее, экономия производства, экономия материалов, более стабильные, лучшие металлургические свойства, упрощенное производство и снижение стоимости проектирования и проверок.
Армированный пластик/композиты
Холодноформованные детали прочнее, с менее дорогими материалами, более надежными эксплуатационными характеристиками. У них налаженная документация, большая производительность и более широкий диапазон рабочих температур.
Типичная геометрия
Ступенчатая экструзия
Экструзия и высадка
Шестерня со скошенной кромкой
Экструзия назад
Можно сделать сквозные отверстия
© 2007 – 2020 Buchanan Metal Forming, Inc.
Сайт предоставлен Skribull.
Ковка алюминия с закрытыми штампами | Якорь Харви
Ковка в закрытых штампах — это процесс ковки горячего металла в определенную форму путем прижимания двух фигурных металлических пластин к заготовке с большой силой. Деталь будет изгибаться и деформироваться по форме граней на каждой пластине, заполняя доступное пространство. Штампы будут полностью охватывать заготовку, заставляя металл заполнять всю доступную полость, и выпускать в виде негатива пластины.
Штампы будут полностью охватывать заготовку, заставляя металл заполнять всю доступную полость, и выпускать в виде негатива пластины.
Ковка называется закрытой штамповкой, потому что пластины, используемые для придания формы заготовке, вместе называются штампом. В частности, он является закрытым именно потому, что он полностью закрыт вокруг заготовки. Это противоположно открытой матрице, которая не полностью охватывает заготовку и позволяет материалу расширяться наружу в пространство между пластинами матрицы.
Когда используется штамповка в закрытых штампах?
Ковка в закрытых штампах также может называться ковкой штамповкой. Он чаще всего используется для ковки мелких деталей или компонентов среднего размера и в основном используется для изготовления сложных форм, которые практически не требуют после ковки. Этот процесс считается формой пластической деформации, а это означает, что детали должны сохранять форму, которую они вынуждены принимать после открытия штампа. Процесс ковки в закрытых штампах выполняется при средневысокой температуре, ниже температуры плавления материала в диапазоне температур, которые делают материал мягким и пригодным для обработки.
Процесс ковки в закрытых штампах выполняется при средневысокой температуре, ниже температуры плавления материала в диапазоне температур, которые делают материал мягким и пригодным для обработки.
Часто процесс штамповки в закрытых штампах выполняется поэтапно. Особенно, если деталь имеет очень сложную форму, деталь будет проходить через несколько штампов. Каждая матрица будет деформировать деталь дальше от первоначальной формы заготовки до окончательной формы. Принуждение детали к слишком радикальному изменению формы может привести к поломке детали, хотя это меньше беспокоит при ковке алюминия, а не стали.
Прочность алюминиевой поковки в закрытых штампах
Алюминий является доступным и популярным материалом, используемым в штамповке в закрытых штампах, благодаря его пластичности, относительно высокому соотношению прочности к весу, хорошей адаптируемости к легирующим элементам и низкой температуре плавления. Алюминий можно относительно быстро нагревать и охлаждать в нагревательной печи, и он может подвергаться большей деформации в одной матрице, чем сталь.
Ковка в закрытых штампах имеет ряд преимуществ по сравнению с другими формами ковки и обработки металлов давлением:
- Ковка в закрытых штампах и ковка в открытых штампах: При сравнении ковки в закрытых и открытых штампах следует понимать, что эти процессы предназначены для разных целей. Ковка в открытых штампах не может формировать детали определенной формы в отличие от ковки в закрытых штампах. Ковка в открытых штампах часто позволяет изготавливать очень большие детали, но недостаточная точность и сложная форма ограничивают ее использование.
- Ковка в штампах и литье: Литье – это процесс заливки расплавленного металла в полость формы; расплавленный металл стекает в доступное пространство и охлаждается, принимая внутреннюю форму формы. Преимущество литья заключается в получении очень сложных форм, даже тех форм, которые трудно получить при ковке в закрытых штампах. Однако литье не выигрывает от прироста прочности в процессе пластической деформации. Полное расплавление металла смещает зернистую структуру и позволяет ей вернуться в хаотичное и легко ломающееся состояние. Даже термообработка литья не может обеспечить прироста прочности кованой детали.
 Однако литье не выигрывает от прироста прочности в процессе пластической деформации. Полное расплавление металла смещает зернистую структуру и позволяет ей вернуться в хаотичное и легко ломающееся состояние. Даже термообработка литья не может обеспечить прироста прочности кованой детали.
Однако литье не выигрывает от прироста прочности в процессе пластической деформации. Полное расплавление металла смещает зернистую структуру и позволяет ей вернуться в хаотичное и легко ломающееся состояние. Даже термообработка литья не может обеспечить прироста прочности кованой детали.
- Ковка в закрытых штампах по сравнению с ковкой на молоте: Ковка на молоте, также называемая ковкой с падением, использует мощный молот для придания формы заготовкам. Молотковая ковка имеет те же проблемы, что и ковка в открытых штампах, но имеет то преимущество, что требует меньшего общего усилия. Кузнечное штампование может выполняться при более низких температурах, но, как и ковка в открытых штампах, оно не может формировать сложные формы, как в кузне с закрытыми штампами.
- Ковка в штампах и механическая обработка: Иногда сложную деталь можно изготовить непосредственно в процессе механической обработки, в котором используются режущие инструменты для удаления материала из холодной металлической заготовки до готовой детали. Этот процесс может быть относительно быстрым для более простых форм, но может занять много времени для более сложных форм. Механическая обработка также разрушает зернистую структуру и делает всю деталь более слабой, чем кованая деталь в закрытом штампе. Механическая обработка может достичь такой степени точности, которой не может достичь ни одна кузница, но не все детали требуют предельной точности станков. Кованая деталь может достигать желаемых размеров при меньших затратах и с большей производительностью.
 Этот процесс может быть относительно быстрым для более простых форм, но может занять много времени для более сложных форм. Механическая обработка также разрушает зернистую структуру и делает всю деталь более слабой, чем кованая деталь в закрытом штампе. Механическая обработка может достичь такой степени точности, которой не может достичь ни одна кузница, но не все детали требуют предельной точности станков. Кованая деталь может достигать желаемых размеров при меньших затратах и с большей производительностью.
Этот процесс может быть относительно быстрым для более простых форм, но может занять много времени для более сложных форм. Механическая обработка также разрушает зернистую структуру и делает всю деталь более слабой, чем кованая деталь в закрытом штампе. Механическая обработка может достичь такой степени точности, которой не может достичь ни одна кузница, но не все детали требуют предельной точности станков. Кованая деталь может достигать желаемых размеров при меньших затратах и с большей производительностью.Чем Anchor Harvey справляется лучше?
Anchor Harvey имеет несколько ключевых преимуществ, которые делают их процесс ковки лучше, чем у конкурентов:
- Кузнечное проектирование: Anchor Harvey имеет команду профессиональных инженеров-ковщиков, которые проектируют деталь, штамп и производственный процесс еще до начала серийного производства.
- Собственный инструментальный цех: Механический цех предприятия Anchor Harvey может изготовить все штампы для кузнечного производства по индивидуальному заказу, чтобы гарантировать качество штампа.
