Станок 1п365: 1П365, 1П371 Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
alexxlab | 19.06.2018 | 0 | Разное
Станок токарно-револьверный универсальный 1П365 | Станочный Мир
Если Вам необходимо купить Станок токарно-револьверный универсальный 1П365 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-револьверный универсальный 1П365 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
1П365 и 1П371 ПАСПОРТ токарно-револьверного станка
В руководстве приведены данные по двум унифицированным моделям токарно-револьверных станков 1П365 и 1П371.
НАЗНАЧЕНИЕ
Токарно-револьверные станки моделей 1П365 и 1П371 предназначены для высокопроизводительной обработки разнообразных стальных и чугунных деталей инструментом из твердых сплавов и быстрорежущей стали (рис. 1, 2).
Скачать ПАСПОРТ токарно-револьверного станка 1П365 и 1П371
На станках можно выполнять черновое и чистовое точение и растачивание, сверление, зенкерование, развертывание и нарезание резьбы специальными приспособлениями.
Мощный главный привод станков, широкий диапазон чисел оборотов, большое количество подач, ускоренное продольное перемещение обоих суппортов, применение приспособлений и принадлежностей на станках дают возможность выполнять разнообразные токарно-револьверные работы.
РАСПАКОВКА И ТРАНСПОРТИРОВКА
Для того чтобы не повредить станок при распаковке, вначале нужно снять верхний щит упаковочного ящика, а затем боковые стенки.
При транспортировке станков в распакованном виде (рис. 3, 4) следить за тем, чтобы канатом не были помяты ходовые валы, кожухи, крышки и другие детали. Поэтому в соответствующих местах под канат нужно устанавливать подкладки.
УСТАНОВКА СТАНКА НА ФУНДАМЕНТ
Станок должен быть установлен на фундаменте и закреплен шестью фундаментными болтами.
Рисунок 1 – Токарно-револьверные станки моделей 1П365 и 1П371
Скачать ПАСПОРТ токарно-револьверного станка 1П365 и 1П371
1М365 Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка 1М365
Изготовитель токарно-револьверного станка модели 1М365 – Алапаевский станкостроительный завод, АСЗ, основанный в 1942 году.
Станки, выпускаемые Алапаевским станкостроительным заводом, АСЗ
1М365 Станок токарно-револьверный. Назначение, область применения
Станок токарно-револьверный 1М365 заменил в серийном производстве устаревшую модель 1П365 и был заменен на более совершенную модель 1Е365БП.
Универсальные токарно-револьверные станки 1М365 предназначены для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов инструментом из твердых сплавов и быстрорежущей стали деталей из штучных заготовок (поковок, штамповок, отливок и т. п.) диаметром до 500 мм и из прутка диаметром до 80 мм.
Станки предназначены для обработки в патроне штучных заготовок с наибольшим диаметром обработки над станиной 500 мм, изготовление которых требует выполнения ряда последовательных переходов: обтачивания, сверления, растачивания, развертывания, нарезания резьбы и др. в условиях серийного производства.
На станках можно выполнять черновое и чистовое точение, растачивание, сверление, зенкерование, развертывание и нарезание резьбы специальными приспособлениями.
Особенности конструкции и принцип работы станка 1М365
Токарно-револьверные станки 1М365 имеют револьверный суппорт с шестигранной револьверной головкой с вертикальной осью вращения. Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов.
Обрабатываемая деталь закрепляется в обычном самоцентрирующем или пневматическом патроне. Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке и в четырехстороннем резцедержателе суппорта.
На станке 1М365 деталь может быть обработана в шести позициях. Возможна параллельная работа инструментов, установленных в револьверной головке, и инструментов, установленных в резцедержателе суппорта.
Инструмент и ограничители хода суппортов (упоры) устанавливаются с таким расчетом, чтобы обрабатываемая деталь получила после обработки заданные размеры.
Компоновка узлов общепринятая для этого типоразмера универсальных револьверных станков. Все управление коробки скоростей и коробки подач гидравлическое. Выбор чисел оборотов шпинделя и величин подач на всех моделях преселективный.
Переключение чисел оборотов шпинделя и величин подач происходит при медленном повороте шестерен.
Станина станка жесткой конструкции с плоскими направляющими. Монтируется на двух тумбах, на которые устанавливается корыто для сбора стружки и охлаждающей жидкости. У корыта имеются два бака: один для масла гидропривода и смазки, другой для охлаждающей жидкости. В левой тумбе станины монтируется электродвигатель главного привода станка. Задняя стенка станины имеет два окна для свободного выхода стружки.
Габарит рабочего пространства токарно-револьверного станка 1М365
Габарит рабочего пространства станка 1м365
Посадочные и присоединительные базы токарно-револьверного станка 1М365. Шпиндель
Посадочные и присоединительные базы станка 1м365
Револьверная головка токарно-револьверного станка 1м365
Револьверная головка токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
Общий вид токарного токарно револьверного станка 1М365
Фото токарно-револьверного станка 1М365
Фото токарного револьверного станка 1М365. Смотреть в увеличенном масштабе
Фото токарно-револьверного станка 1м365
Фото токарного револьверного станка 1М365. Смотреть в увеличенном масштабе
Фото токарно-револьверного станка 1м365
Фото токарного револьверного станка 1М365. Смотреть в увеличенном масштабе
Фото токарно-револьверного станка 1м365
Фото токарного револьверного станка 1М365. Смотреть в увеличенном масштабе
Расположение составных частей токарно-револьверного станка 1М365
Расположение основных узлов токарно-револьверного станка 1м365
Фото токарного револьверного станка 1М365. Смотреть в увеличенном масштабе
Перечень составных частей токарно-револьверного станка 1М365
Основные узлы станка:
- Гидрооборудование – АР 42.117.000
- Коробка скоростей – 65.20.00 СП
- Пневмооборудование – 1П365.33.00
- Управление коробкой скоростей – 65.25.00 СП
- Устройство ограждающее с экраном – 65.09.000
- Охлаждение – 1П365.12.00
- Суппорт поперечный – 65.60.00 СП
- Головка резцовая – РГ 16.000 СП
- Фартук поперечного суппорта – 65.50.00_СП
- Комплект инструмента и принадлежностей – 1М365.15.00.00
- Суппорт револьверный – АР 37.707.000-1
- Фартук револьверного суппорта – 65.55.00 СП
- Станина – АР 42.103.000
- Электрооборудование – 1М365.90.00.00
- Привод вспомогательный – 65.82.00 СП
- Коробка передач – 65.30.00 СП
- Коробка подач – 65.40.00 СП
- Управление коробкой подач гидравлическое – 65.45.00 СП
Расположение органов управления токарно-револьверным станком 1М365
Расположение органов управления токарным станком 1м365
Фото токарного револьверного станка 1М365. Смотреть в увеличенном масштабе
Перечень органов управления токарно-револьверным станком 1М365
- Рукоятка: Зажим и разжим штучной заготовки в пневмопатроне
- Рукоятка: Пуск, останов и реверс шпинделя
- Кнопка: Останов главного электродвигателя
- Кран: Предварительная установка частоты вращения шпинделя
- Кнопка: Пуск главного электродвигателя
- Переключатель: Включение, отключение охлаждения
- Рукоятка: Переключение частоты вращения шпинделя
- Рукоятка: Крепление поперечного суппорта к станине
- Рукоятка: Поворот и зажим резцовой головки
- Рукоятка: Крепление лимба поперечного суппорта
- Рукоятка: Крепление револьверного суппорта к станине
- Рукоятка: Включение продольной подачи револьверного суппорта
- Лампа: Сигнальная лампа окончания поворота револьверной головки
- Кнопка: Подъем револьверной головки в переднем положении револьверного суппорта
- Переключатель: Переключатель рабочего и наладочного режима поворота револьверной головки
- Кнопка: Поворот револьверной головки в наладочном режиме
- Рукоятка: Реверс подач револьверного суппорта
- Маховик: Ручное продольное перемещение револьверного суппорта
- Рукоятка: Включение поперечной подачи поперечного суппорта
- Рукоятка: Включение ускоренного хода револьверного суппорта
- Рукоятка: Реверс подач поперечного суппорта
- Маховик: Ручное поперечное перемещение поперечного суппорта
- Рукоятка: Включение продольной подачи поперечного суппорта
- Рукоятка: Включение продольного ускоренного хода поперечного суппорта
- Маховик: Ручное продольное перемещение поперечного суппорта
- Переключатель: Включение и выключение освещения
- Кран: Предварительная установка величины подачи револьверного суппорта
- Кран: Предварительная установка величины подачи поперечного суппорта
- Рукоятка: Включение крупного и мелкого ряда подач
Cхема структурная револьверного станка 1М365
Структурная схема токарного станка 1М365
Кинематическая схема токарно-револьверного станка 1М365
Кинематическая схема револьверного станка 1М365
1. Кинематическая схема токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
2. Расположение подшипников токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
3. Расположение подшипников токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
Движения в станке:
- Основные
- главное движение
- продольные подачи револьверного суппорта
- продольные и поперечные подачи поперечного суппорта
- Вспомогательные
- быстрое продольное перемещение
- перемещение суппортов вручную
- поворот револьверной головки поперечного суппорта вручную
- поворот резцедержателя поперечного суппорта вручную
Конструкция и характеристика работы основных узлов станка 1М365
Токарно-револьверные станки имеют револьверный суппорт с вертикальной осью револьверной головки. Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов.
Компоновка узлов общепринятая для этого типоразмера универсальных револьверных станков.
Все управление коробки скоростей и коробки подач гидравлическое. Выбор чисел оборотов шпинделя и величин подач на всех моделях преселективный. Переключение чисел оборотов шпинделя и величин подач происходит при медленном провороте шестерен.
Станина
Станина 6 имеет жесткую конструкцию и широкие плоские направляющие для движения суппортов. Монтируется она на двух тумбах. В левой тумбе помещен электродвигатель привода главного движения. Задняя стенка станины имеет два окна для свободного выхода стружки. К станине прикреплено корыто 22 и два бачка: один для эмульсии, второй для масла гидропривода.
В передней бабке 5 расположены шпиндель и коробка скоростей.
Коробка скоростей крепится на левой части станины. Прямое и обратное вращение шпинделя осуществляется включением многодисковой фрикционной муфты, торможение шпинделя — многодисковым тормозом с помощью гидроцилиндров.
Шпиндель
Шпиндель имеет высокую жесткость и большой диаметр отверстия 85 мм.
Число оборотов шпинделя изменяется нажатием на рычаг переключения при невращающемся шпинделе.
Револьверный суппорт
Револьверный суппорт станка 1М365
Револьверный суппорт токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
Револьверный суппорт станка 1М365
Револьверный суппорт токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
Револьверный суппорт станка 1М365
Револьверный суппорт токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
Револьверный суппорт станка 1М365
Револьверный суппорт токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
Револьверный суппорт 15 служит для перемещения в продольном направлении шестигранной револьверной головки.
Нижние салазки имеют большую опорную поверхность и охватывают переднюю направляющую станины. Наличие регулируемых прижимных планок и клиньев гарантирует от перекосов и заклинивания салазок на станке. Нижние салазки специальным зажимом могут быть закреплены на станине.
Револьверный суппорт имеет шестигранную револьверную головку 1 (рис. 3) с вертикальной осью. Револьверная головка 1 работает от двух гидроцилиндров 8 и 14 (рис. 4), встроенных в заднюю стенку револьверного суппорта.
При ходе револьверного суппорта вправо нажимается конечный выключатель 15 (рис. 5), срабатывает электрозолотник гидроцилиндра зажима 8 (см. рис. 4), масло поступает в бесштоковую полость гидроцилиндра 8. Шток-рейка 9 поворачивает шестерню-гайку 3 (см. рис. 3).
Гайка 3 поднимается вверх, происходит расцепление плоской конической шестерни 2 фиксации револьверной головки. Одновременно с гайкой 3 поднимается вверх и нижняя полумуфта 6. В конце хода шток-рейка 9 (см. рис. 4) нажимает наконечник 11, срабатывает золотник гидроцилиндра поворота 14. Масло поступает в гидроцилиндр поворота 14.
Вторая шток-рейка 13 поворачивает зубчатый сектор 7 (см. рис. 3) на 1/6 часть окружности. В конце хода нажимается конечный выключатель 12 (см. рис. 4), срабатывает электрозолотник гидроцилиндра зажима 8. Масло поступает в штоковую полость гидроцилиндра зажима 8, при этом гайка 3 (см. рис. 3) опускается вниз, происходит замыкание плоских конических шестерен 2 и надежная фиксация револьверной головки 1, при этом полумуфты 6 и 7 расцепляются.
В конце хода шток-рейки 9 (см. рис. 4) нажимается конечный выключатель 10, срабатывает электрозолотник гидроцилиндра поворота 14, масло поступает в бесштоковую полость гидроцилиндра поворота 14, шток-рейка 13 возвращается в исходное положение.
При необходимости револьверная головка 1 (см. рис. 3) может быть повернута на следующее гнездо, для этого на корпусе револьверного суппорта установлен пульт. При нажатии на кнопки 14 и 16 (см. рис. 2) система зажима и поворота срабатывает в указанном порядке. В конце цикла на пульте зажигается контрольная лампа 13, показывающая, что система совершила полный цикл.
Каретка 18 (рис. 5) револьверного суппорта жесткой конструкции охватывает направляющие станины 16. Имеется зажим 17, закрепляющий каретку 18 к станине 16.
Для автоматического выключения продольной подачи имеется барабан 5 (см. рис. 3) с шестью переставными упорами 4, который поворачивается одновременно с поворотом револьверной головки.
Фартук
Фартук револьверного суппорта отличается от фартука поперечного суппорта отсутствием передачи и падающей рукоятки для поперечного движения.
Револьверный суппорт имеет шестигранную револьверную головку с вертикальной осью, установленную на коническом роликовом подшипнике. Фиксация обычная, с помощью пальца. Головка крепится хомутом с эксцентриковым зажимом. Поворачивают револьверную головку вручную. Вывод фиксатора и отжим хомута осуществляется одной рукояткой. Продольные салазки револьверного суппорта жесткой конструкции охватывают направляющие станины так же, как салазки поперечного суппорта, и имеют зажим, закрепляющий салазки на станине.
Для автоматического выключения продольной подачи имеется барабан с шестью переставными упорами. Барабан поворачивается одновременно с поворотом револьверной головки.
Поперечный суппорт
Поперечный суппорт 11 имеет передний четырехместный быстроповоротный и задний съемный резцедержатели. В резцедержатели можно устанавливать резцы или специальные многорезцовые державки для резцов. Автоматическое выключение поперечного движения салазок суппорта производится упором.
Поперечный суппорт мостового типа жесткой конструкции. Поперечные салазки имеют переднюю и заднюю плоскости с Т-образными пазами. На обеих плоскостях можно устанавливать как нормальный четырехгранный поворотный резцедержатель, так и специальные резцедержатели для многорезцовых наладок. Ходовой винт снабжен надежным креплением, предохраняющим от поворота.
Фартук поперечного суппорта служит для передачи движения суппорту от ходового вала, а также для передачи ему продольного ускоренного хода в обе стороны от вала ускоренного хода. Продольная, поперечная подачи могут быть как ручные — от механизмов, так и автоматические, включаемые падающими рукоятками. Фартук имеет реверс подач. Имеется блокировочное устройство, предотвращающее одновременное включение продольной подачи и продольного ускоренного хода.
Коробка передач
Коробка передач служит для передачи вращения от коробки скоростей к коробке подач, а для станка 1П371 — также для получения ускоренного хода суппортов и медленного проворота шестерен коробки скоростей, где ускоренный ход и медленный проворот шестерен обеспечиваются передачей вращения от приемного вала коробки скоростей через клиновой ремень. Механизм медленного проворота шестерен в коробке скоростей для 1М365 подключен к гидравлической схеме станка.
Коробка подач
Коробка подач 3 имеет механизмы, позволяющие включать любую из 18 подач револьверного и поперечного суппортов.
Коробка подач служит для сообщения суппортам различных величии подач. Управление коробкой подач гидравлическое с преселективной установкой подач.
Для возможности работы суппортов с оптимальными режимами подачи каждого из них устанавливаются независимо друг от друга.
Гидропривод
Гидравлическая схема токарно-револьверного станка 1м365
1. Гидравлическая схема токарно-револьверного станка 1м365. Смотреть в увеличенном масштабе
2. Гидравлическая схема токарно-револьверного станка 1м365. Смотреть в увеличенном масштабе
Гидравлическая схема токарно-револьверного станка 1м365
Гидравлическая схема токарно-револьверного станка 1м365. Смотреть в увеличенном масштабе
Гидропривод предназначен для переключения частот вращения шпинделя и подач суппортов, а также для принудительной, централизованной смазки станка.
Гидравлическая система станка обеспечивает управление коробками скоростей и подач, а также централизованную смазку (см. раздел «Смазка станка»).
Управляют гидромеханизмами станков 1М365 рычагами и маховиками.
Система охлаждения
Бак для охлаждающей жидкости приварен к корыту с правой стороны станка. Охлаждающая жидкость подается электронасосом к шпинделю коробки скоростей. Включают насос с электропульта, расположенного на коробке скоростей.
Охлаждающая жидкость подается на режущие инструменты электронасосом 20 по шлангу 10.
По специальному заказу завод изготовляет дополнительный узел охлаждения в револьверную головку. В этом случае охлаждающая жидкость подается к револьверному суппорту через резиновый шланг и поступает к той грани, которая располагается напротив шпинделя. На каждой грани имеется краник, перекрывающий подачу охлаждающей жидкости. Предусмотрена возможность подвода охлаждающей жидкости через отверстие в теле инструмента.
Электрооборудование станка
В шкафу 17 расположено электрооборудование станка. Переключателем 18 станок включается в электрическую сеть.
Главный электродвигатель включается и выключается кнопками «пуск» и «стоп» станции 4.
Схема электрическая токарно-револьверного станка 1М365
Электрическая схема токарно-револьверного станка 1м365
Электрическая схема токарно-револьверного станка 1м365. Смотреть в увеличенном масштабе
Пневматическая схема токарного станка 1М365
Пневматическая схема токарно-револьверного станка 1м365
Пневматическая схема токарно-револьверного станка 1м365. Смотреть в увеличенном масштабе
Пневматическая схема токарно-револьверного станка 1м365
Пневматическая схема токарно-револьверного станка 1м365. Смотреть в увеличенном масштабе
1М365 Станок токарно-револьверный. Видеоролик.
Технические характеристики станка 1М365
| Наименование параметра | 1М365 | 1П365 | 1П371 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 500 | 630 |
| Наибольший диаметр обрабатываемого изделия над поперечным суппортом, мм | 320 | 320 | 420 |
| Высота центров, мм | 250 | 250 | 315 |
| Расстояние от торца шпинделя до револьверной головки, мм | 275..1000 | 275..1000 | 320..1400 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 80 | 80 | 125 |
| Количество рабочих скоростей шпинделя | 12 | 12 | 12 |
| Пределы чисел оборотов шпинделя, об/мин | 34..1500 | 34..1500 | 20..893 |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 34..1500 | 34..1500 | 19..818 |
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-8Ц | 1-8Ц | 1-8Ц |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 123 | 260 | |
| Револьверный суппорт | |||
| Тип револьверной головки по ГОСТ 3859-72 | 2 шестигранная | 2 шестигранная | 2 шестигранная |
| Количество инструментов в револьверной головке | 6 | 6 | 6 |
| Диаметр отверстия под инструмент в револьверной головке, мм | 95Н7 | 95Н7 | 125Н7 |
| Наибольшее продольное перемещение револьверного суппорта, мм | 725 | 725 | 1080 |
| Количество ступеней подач | 13 | 13 | 13 |
| Диапазон скоростей продольных подач револьверного суппорта, I ряд, мм/об (количество ступеней) | 0,09..1,35 (9) | 0,09..1,35 (9) | 0,09..1,35 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, II ряд, мм/об (количество ступеней) | 0,18..2,70 (9) | 0,18..2,70 (9) | 0,18..2,70 (9) |
| Скорость быстрого продольного перемещения револьверного суппорта, м/мин (количество ступеней) | 6 | 6 | 6 |
| Число упоров револьверного суппорта | 6 | 6 | 6 |
| Перемещение на одно деление лимба, мм | 0,2 | 0,2 | 0,2 |
| Перемещение на один оборот лимба, мм | 45 | 45 | 45 |
| Поперечный суппорт | |||
| Количество резцов в резцедержателе | 4 | 4 | 4 |
| Количество резцов в заднем резцедержателе | 1 | 1 | нет |
| Наибольшая ширина х длина резца, мм | 20 х 32 | 20 х 32 | 25 х 40 |
| Наибольшее перемещение поперечного суппорта продольное/поперечное, мм | 725/ 310 | 725/ 310 | 1080/ 410 |
| Количество ступеней продольных подач поперечного суппорта | 13 | 13 | 13 |
| Диапазон скоростей продольных подач поперечного суппорта, I ряд, мм/об (число ступеней) | 0,09..1,35 (9) | 0,09..1,35 (9) | 0,09..1,35 (9) |
| Диапазон скоростей продольных подач поперечного суппорта, II ряд, мм/об (число ступеней) | 0,18..2,70 (9) | 0,18..2,70 (9) | 0,18..2,70 (9) |
| Количество ступеней поперечных подач поперечного суппорта | 12 | 12 | 12 |
| Диапазон скоростей поперечных подач поперечного суппорта, I ряд, мм/об (число ступеней) | 0,045..0,7 (9) | 0,045..0,7 (9) | 0,045..0,7 (9) |
| Диапазон скоростей поперечных подач поперечного суппорта, II ряд, мм/об (число ступеней) | 0,09..1,35 (9) | 0,09..1,35 (9) | 0,09..1,35 (9) |
| Скорость быстрого продольного перемещения суппорта, м/мин | 6 | 6 | 6 |
| Число упоров продольного перемещения | 5 | 5 | 5 |
| Число упоров поперечного перемещения | 2 | 2 | 2 |
| Перемещение на одно деление лимба продольное/поперечное, мм | 0,2/ 0,05 | 0,2/ 0,05 | 0,2/ 0,05 |
| Перемещение на один оборот лимба продольное/поперечное, мм | 45/ 10 | 45/ 10 | 45/ 10 |
| Электрооборудование станка | |||
| Количество электродвигателей на станке, кВт | 2 | 2 | 3 |
| Электродвигатель главного привода, кВт (об/мин) | 15 (1450) | 13 (1450) | 22 (1460) |
| Электродвигатель гидропривода, кВт (об/мин) | – | – | 1,5 (930) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габаритные размеры станка (длина, ширина, высота), мм | 3430 х 1500 х 1739 | 3430 х 1500 х 1655 | 4230 х 1850 х 1680 |
| Масса станка , кг | 4150 | 3900 | 6300 |
Полезные ссылки по теме
Каталог справочник токарно-револьверных станков
Паспорта и руководства токарно-револьверных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Станок токарно револьверный 1п365
1П365, 1П371 Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
Изготовитель токарно-револьверного станка модели 1П365 и 1П371 – Алапаевский станкостроительный завод АСЗ, основанный в 1942 году.
Основное направление деятельности Алапаевского станкозавода – производство металлообрабатывающего оборудования:
- Производство металлорежущих станков: токарно-револьверных, токарно-винторезных, станков общего и специального назначения, станков для производства Ж.Д. вагонов.
- Производство трубогибочного оборудования серии ИВ (ИВ3429 диаметр 26-76, ИВ3430 диаметр 42-102, ИБ3428 диаметр 26-63, ИА3432 диаметр 60-160)
Синонимы: токарно-револьверный станок, револьверный станок, револьверный полуавтомат, револьверный автомат, turret lathe, automatic turret lathe.
Токарно-револьверный станок – металлорежущий станок токарной группы, оснащенный многопозиционной поворотной револьверной головкой, несущей инструменты для обработки наружных и внутренних поверхностей точением, растачиванием, сверлением, зенкерованием, развёртыванием, накатыванием и т.п
Токарно-револьверные станки по сравнению с универсальными токарно-винторезными станками имеют следующие характерные особенности:
- токарно-револьверные станки не имеют ходового винта и задней бабки, и на месте последней находится суппорт с револьверной головкой, в гнездах которой устанавливается режущий инструмент, предназначенный для последовательной обработки деталей. При установке специальных державок в одном гнезде можно закреплять несколько режущих инструментов для одновременной обработки детали
- положение каждого из инструментов регулируется так, чтобы размеры обработанной им поверхности деталей соответствовали указанным в чертеже
- токарно-револьверные станки имеют переставные кулачки, предназначенные для автоматического выключения подач в конце каждого хода суппортов
- токарно-револьверные станки часто применяется для одновременной обработки деталей режущими инструментами, находящимися в державках револьверной головки и в резцедержателе поперечного суппорта, что значительно сокращает машинное время.
Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнить все основные токарные операции.
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента.
К преимуществам токарно-револьверных станков, по сравнению с токарными, относятся:
- возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте,
- сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают:
- прутковые токарно-револьверные станки
- патронные токарно-револьверные станки
Обычно станки малого размера — прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью вращения с расположением горизонтальной оси головки параллельно или перпендикулярно оси шпинделя станка.
а) Револьверная головка с вертикальной осью вращения
б) Револьверная головка с горизонтальной осью вращения параллельной оси шпинделя
в) Револьверная головка с горизонтальной осью вращения перпендикулярной оси шпинделя
Движения в револьверных станках. В револьверных станках главным движением является вращение шпинделя, несущего заготовку; движением подачи — продольное sx и поперечное s2 перемещение суппортов, несущих режущий инструмент. В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением револьверной головки. В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении.
Вспомогательными движениями в револьверных станках являются: повороты (индексирование) револьверной головки для последовательного ввода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппортов и др.
Универсальные токарно-револьверные станки 1П365 и 1П371 предназначены для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов инструментом из твердых сплавов и быстрорежущей стали деталей из штучных заготовок (поковок, штамповок, отливок и т. п.) диаметром до 500 мм и из прутка диаметром до 80 мм.
Станки предназначены для обработки в патроне штучных заготовок с наибольшим диаметром обработки над станиной 500 мм, изготовление которых требует выполнения ряда последовательных переходов: обтачивания, сверления, растачивания, развертывания, нарезания резьбы и др. в условиях серийного производства.
На станках можно выполнять черновое и чистовое точение, растачивание, сверление, зенкерование, развертывание и нарезание резьбы специальными приспособлениями.
Токарно-револьверные станки имеют револьверный суппорт с шестигранной револьверной головкой с вертикальной осью вращения. Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов.
Обрабатываемая деталь закрепляется в обычном самоцентрирующем или пневматическом патроне. Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке и в четырехстороннем резцедержателе суппорта.
На станке 1П365 деталь может быть обработана в шести позициях. Возможна параллельная работа инструментов, установленных в револьверной головке, и инструментов, установленных в резцедержателе суппорта.
Инструмент и ограничители хода суппортов (упоры) устанавливаются с таким расчетом, чтобы обрабатываемая деталь получила после обработки заданные размеры.
Компоновка узлов общепринятая для этого типоразмера универсальных револьверных станков. Все управление коробки скоростей и коробки подач гидравлическое. Выбор чисел оборотов шпинделя и велич
Содержание
Введение…………………………………………………..…………..4
1. Основные технические данные и характеристика
станка 1П365………………………………………………………….5
2. Схема станка. Устройство и органы управления………………..7
3. Кинематическая схема станка, описание, составление
уравнения кинематического баланса, график частот,
расчёт min и max частоты вращения…………………………….9
4. Эксплуатация и обслуживание станка…………….……………….14
Заключение………………………………………………………….19
Список литературы……………………………………………………20
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащенность в значительной степени характеризуют производственную мощь страны.
Эффективность проектирования и внедрения передовой технологии, комплексной механизации и автоматизации процессов производства металлорежущих станков обеспечивается широко развитой специализацией производства на основе агрегатирования, унификации и нормализации деталей и целых узлов.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента.
По классификатору станков, принятому в станкостроении, токарные станки относятся к первой группе. Группа содержит в себе девять подгрупп, которые разделяют станки по технологическому признаку на:
1 Токарные одношпиндельные автоматы и полуавтоматы.
2 Токарные многошпиндельные автоматы и полуавтоматы.
3 Токарно-револьверные станки.
4 Сверлильно-отрезные станки.
5 Токарно-карусельные станки.
6 Токарные, в том числе токарно-винторезные и лобовые станки.
7 Токарные многорезцовые станки.
8 Специализированные токарные станки.
9 Разные.
В станкостроении металлорежущие станки, в том числе и токарные, выпускаются по государственным стандартам, в которых главные параметры отвечают нормальным или размерным рядам. Под размерным или нормальным рядом понимают группу однотипных станков, состоящих из унифицированных узлов и деталей, каждый из которых предназначен для обработки деталей определенных размеров.
В данном курсовом проекте мною рассматривается токарно револьверный станок модели 1П365.
1.Назначение и технические характеристики станка 1п365
Токарно-револьверный станок модели 1П365 предназначен для обработки инструментами из твердых сплавов и быстрорежущей стали деталей из штучных заготовок (поковок, штамповок, отливок) диаметром до 500 мм и из прутка диаметром до 80 мм, изготовление которых требует выполнения ряда последовательных переходов: обтачивания, сверления, растачивания, развертывания, нарезания резьбы и другое.
На станках можно выполнять черновое и чистовое точение и растачивание, сверление, зенкерование, развертывание и нарезание резьбы специальными приспособлениями.
Мощный главный привод станков, широкий диапазон чисел оборотов, большое количество подач, ускоренное продольное перемещений обоих суппортов, применение приспособлений и принадлежностей на станках дает возможность выполнять разнообразные токарно-револьверные работы. Станок модели 1П365 рассчитан на применение в условиях серийного производства.
Принцип работы
Обрабатываемая деталь закрепляется в обычном самоцентрирующем или пневматическом патроне. Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке и в четырехстороннем резцедержателе суппорта.
Инструменты и ограничители хода суппортов (упоры) устанавливаются с таким расчетом, чтобы обрабатываемая деталь получила после обработки заданные размеры.
Деталь может быть обработана максимально в шести позициях. На станке 1П365 возможна параллельная работа инструментов, установленных в револьверной головке, и инструментов, установленных в резцедержателе суппорта.
Общие данные
Высота центров, мм | 250 |
Наибольший диаметр изделия, устанавливаемого в патроне, мм: | |
над верхней частью поперечного суппорта | 320 |
над нижней частью поперечного суппорта | 450 |
над станиной | 500 |
Расстояние от торца шпинделя до револьверной головки, мм: | |
наибольшее (без свисания каретки) | 1000 |
наименьшее | 275 |
Мощность главного электродвигателя, квт | 13 |
Габариты станка, мм: | |
длина | 3430 |
ширина | 1500 |
высота | 1655 |
Масса станка, кг | 3900 |
1Е365БП Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка 1Е365БП
Изготовитель токарно-револьверного станка модели 1Е365БП – Алапаевский станкостроительный завод, АСЗ, основанный в 1942 году.
Станки, выпускаемые Алапаевским станкостроительным заводом, АСЗ
1Е365БП Станок токарно-револьверный с вертикальной осью револьверной головки повышенной точности. Назначение, область применения
Станок 1Е365БП (начало производства 1982 год) – последняя модель ряда токарно-револьверных станков 1365, 1П365, 1А365, 1Б365, 1М365. Разработчик станков – Ленинградское особое конструкторское бюро автоматов и револьверных станков.
Универсальные токарно-револьверные станки 1Е365БП, 1Е365Б предназначены для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов инструментом из твердых сплавов и быстрорежущей стали деталей из штучных заготовок (поковок, штамповок, отливок и т. п.) диаметром до 500 мм.
На станке можно выполнять следующие виды токарной обработки:
- черновое и чистовое точение
- растачивание отверстий
- подрезку
- сверление
- зенкерование
- развертывание
- нарезание резьбы плашками и метчиками
Прутковое исполнение станка изготовляются по специальному заказу.
Станки предназначены для обработки в патроне штучных заготовок изготовление которых требует выполнения ряда последовательных переходов: обтачивания, сверления, растачивания, развертывания, нарезания резьбы и др. в условиях серийного производства.
Особенности конструкции и принцип работы станка 1е365бп
Токарно-револьверный станок 1Е365БП имеет 2 суппорта с режущим инструментом:
- револьверный суппорт с шестигранной револьверной головкой с вертикальной осью вращения;
- поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец
Револьверный суппорт с шестигранной револьверной головкой и поперечный суппорт с четырехпозиционной резцовой головкой обеспечивают обработку сложных деталей без замены инструмента.
Точность обработки деталей на станке 1Е365БП
- наружных поверхностей – h7
- внутренних поверхностей – Н8
- сверление отверстий мерным центровым инструментом – Н7
- по обработки по длине, мкм – 70—80
Шероховатость обработанной поверхности при обточке стали не ниже Ra 2,5 мкм.
Станки имеют шестипозиционную револьверную головку с вертикальной осью вращения, расположенную на револьверном суппорте. Для поперечной обработки на станках имеется поперечный суппорт мостового типа. Управление ускоренными и рабочими перемещениями суппортов осуществляется от мнемонических рукояток. Переход с ускоренного перемещения револьверного суппорта на рабочую подачу автоматический или вручную. Поворот револьверной головки возможен на любое количество позиций от кнопки, расположенной на револьверном суппорте, производится только в положении суппорта на станине, настроенном на наладку.
Частота вращения шпинделя и подача суппортов переключаются вручную на пульте управления станка.
На станке возможно дробление витой стружки прерыванием подачи револьверного суппорта от кнопки, расположенной на револьверном суппорте. В средней части станины между направляющими имеется проем для схода стружки в сварное корыто, предназначенное для сбора стружки и охлаждающей жидкости.
Обрабатываемая деталь закрепляется в обычном самоцентрирующем или пневматическом патроне. Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке и в четырехстороннем резцедержателе суппорта.
На станке 1Е365БП деталь может быть обработана в шести позициях. Возможна параллельная работа инструментов, установленных в револьверной головке, и инструментов, установленных в резцедержателе суппорта.
Инструмент и ограничители хода суппортов (упоры) устанавливаются с таким расчетом, чтобы обрабатываемая деталь получила после обработки заданные размеры.
Компоновка узлов общепринятая для этого типоразмера универсальных револьверных станков. Все управление коробки скоростей и коробки подач гидравлическое. Выбор чисел оборотов шпинделя и величин подач на всех моделях преселективный.
Переключение чисел оборотов шпинделя и величин подач происходит при медленном повороте шестерен.
Автоматический подъем и поворот револьверной головки на любую грань в исходном положении с последующей жесткой и точной фиксацией, механизированный зажим заготовки с кнопочным управлением, удобство управления станком, возможность переключения чисел оборотов без останова шпинделя обеспечивают качественную обработку точных деталей, облегчают труд станочника.
Средний уровень звука LA не должен превышать 83 дБА.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Класс точности станка 1Е365Б — Н, станка 1Е365БП — П.
Разработчик — Ленинградское особое конструкторское бюро автоматов и револьверных станков.
Габарит рабочего пространства токарно-револьверного станка 1Е365БП
Габарит рабочего пространства станка 1Е365БП
Посадочные и присоединительные базы станка 1Е365БП
Посадочные и присоединительные базы станка 1Е365БП
Габаритные размеры револьверного станка 1Е365БП
Габаритные размеры револьверного станка 1Е365БП
Общий вид токарного токарно револьверного станка 1Е365БП
Фото токарно-револьверного станка 1Е365БП
Фото токарного револьверного станка 1е365. Смотреть в увеличенном масштабе
Фото токарно-револьверного станка 1Е365БП
Фото токарного револьверного станка 1е365. Смотреть в увеличенном масштабе
Фото токарно-револьверного станка 1Е365БП
Фото токарно-револьверного станка 1Е365БП
Схема электрическая токарно-револьверного станка 1Е365БП
Электрическая схема токарного станка 1Е365БП
Электрическая схема токарно-револьверного станка 1Е365БП. Смотреть в увеличенном масштабе
Электрическая схема токарного станка 1Е365БП. Часть 2
Электрическая схема токарно-револьверного станка 1Е365БП. Смотреть в увеличенном масштабе
Установочный чертеж токарно-револьверного станка 1Е365БП
Установочный чертеж токарного станка 1Е365БП
1Е365БП Станок токарно-револьверный. Видеоролик.
Технические характеристики станка 1Е365БП
| Наименование параметра | 1Е365БП | 1П365 | 1П371 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | Н, П (1Е365БП) | Н | Н |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 500 | 630 |
| Наибольший диаметр обрабатываемого изделия над поперечным суппортом, мм | 330 | 320 | 420 |
| Высота центров, мм | 250 | 250 | 315 |
| Расстояние от торца шпинделя до револьверной головки, мм | 270..1000 | 275..1000 | 320..1400 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 80 | 80 | 125 |
| Диаметр обрабатываемого прутка, зажимаемого в подающей трубе (прутковое исполнение), мм | 65 | ||
| Диаметр обрабатываемого прутка при переднем зажиме (прутковое исполнение), мм | 80 | ||
| Диаметр зажимного патрона, мм | 250 | ||
| Количество рабочих скоростей шпинделя | 13 | 12 | 12 |
| Пределы чисел оборотов шпинделя, об/мин | 24..1500 2 диапазона | 34..1500 | 20..893 |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 67 | 34..1500 | 19..818 |
| Конец шпинделя фланцевый по ГОСТ 12595-72 | 1-8Ц | 1-8Ц | 1-8Ц |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 123 | 260 | |
| Револьверный суппорт | |||
| Количество инструментов в револьверной головке | 6 | 6 | 6 |
| Диаметр отверстия под инструмент в револьверной головке, мм | 95Н7 | 95Н7 | 125Н7 |
| Наибольшее продольное перемещение револьверного суппорта, мм | 730 | 725 | 1080 |
| Количество ступеней подач | 13 | 13 | 13 |
| Диапазон скоростей продольных подач револьверного суппорта, I ряд, мм/об (число подач) | 0,05..0,80 (9) | 0,09..1,35 (9) | 0,09..1,35 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, II ряд, мм/об (число подач) | 0,10..1,60 (9) | 0,18..2,70 (9) | 0,18..2,70 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, III ряд, мм/об (число подач) | 0,20..3,20 | – | – |
| Скорость быстрого продольного перемещения револьверного суппорта, м/мин | 7,5 | 6 | 6 |
| Число упоров револьверного суппорта | 6 | 6 | 6 |
| Перемещение на одно деление лимба, мм | 0,2 | 0,2 | 0,2 |
| Перемещение на один оборот лимба, мм | 45 | 45 | 45 |
| Поперечный суппорт | |||
| Количество резцов в резцедержателе | 4 | 4 | 4 |
| Количество резцов в заднем резцедержателе | 1 | 1 | нет |
| Наибольшее перемещение поперечного суппорта продольное/поперечное, мм | 730/ 310 | 725/ 310 | 1080/ 410 |
| Количество ступеней продольных подач поперечного суппорта | 13 | 12 | 12 |
| Диапазон скоростей продольных подач револьверного суппорта, I ряд, мм/об (число подач) | 0,05..0,80 (9) | 0,09..1,35 (9) | 0,09..1,35 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, II ряд, мм/об (число подач) | 0,10..1,60 (9) | 0,18..2,70 (9) | 0,18..2,70 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, III ряд, мм/об (число подач) | 0,20..3,20 | – | – |
| Количество ступеней поперечных подач поперечного суппорта | 13 | 12 | 12 |
| Диапазон скоростей поперечных подач поперечного суппорта, I ряд, мм/об | 0,025..0,40 | 0,045..0,7 | 0,045..0,7 |
| Диапазон скоростей поперечных подач поперечного суппорта, II ряд, мм/об | 0,05..0,80 | 0,09..1,35 | 0,09..1,35 |
| Диапазон скоростей поперечных подач поперечного суппорта, III ряд, мм/об | 0,10..1,60 | – | – |
| Скорость быстрого продольного перемещения суппорта, м/мин | 7,5 | 6 | 6 |
| Скорость быстрого поперечного перемещения суппорта, м/мин | 3,5 | – | – |
| Число упоров продольного перемещения | 5 | 5 | 5 |
| Число упоров поперечного перемещения | 2 | 2 | 2 |
| Перемещение на одно деление лимба продольное/поперечное, мм | 0,2/ 0,05 | 0,2/ 0,05 | 0,2/ 0,05 |
| Перемещение на один оборот лимба продольное/поперечное, мм | 45/ 4 | 45/ 10 | 45/ 10 |
| Электрооборудование станка | |||
| Количество электродвигателей на станке, кВт (об/мин) | 3 | 2 | 3 |
| Электродвигатель главного привода, кВт (об/мин) | 15 (1465) | 13 (1450) | 22 (1460) |
| Электродвигатель гидропривода, кВт (об/мин) | 2,2 (1430) | – | 1,5 (930) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габаритные размеры станка (длина, ширина, высота), мм | 4400 х 1525 х 1800 | 3430 х 1500 х 1655 | 4230 х 1850 х 1680 |
| Масса станка , кг | 5200 | 3900 | 6300 |
Полезные ссылки по теме
Каталог справочник токарно-револьверных станков
Паспорта и руководства токарно-револьверных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
2.Схема станка. Устройство и органы управления станка 1п365
Основные части станка:
А-станина; Б-коробка подач; Г-суппорт с фартуком; Д-револьверный суппорт.
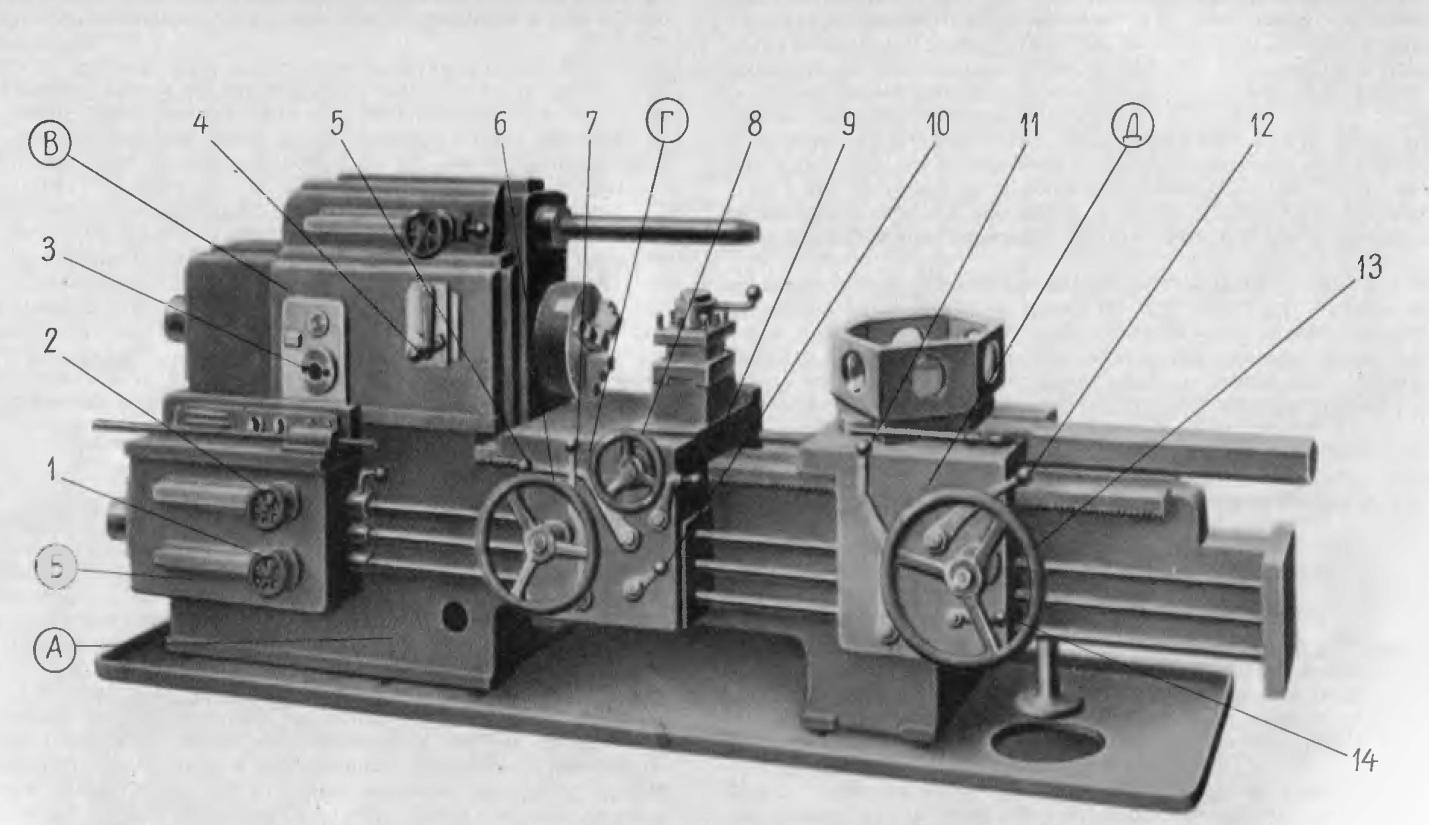
Органы управления станка:
1,2-рукоятки управления коробкой подач; 3,4-рукоятка управления коробкой скоростей; 5-рукоятки включения продольной подачи суппорта; 6-маховик ручного продольного перемещения суппорта; 7-рукоятка включения быстрых продольных перемещений суппорта; 8-маховичок ручного поперечного перемещения суппорта; 9-рукоятка включения поперечной подачи суппорта; 10-рукоятка изменения направления суппорта; 11-рукоятка включения быстрых перемещений револьверного суппорта; 12-рукоятка включения подачи револьверного суппорта; 13-маховичок ручного перемещения револьверного суппорта; 14рукоятка изменения направления подачи револьверного суппорта.
Основные узлы станка
Коробка скоростей крепится на левой части станины. Прямое и обратное вращение шпинделя осуществляется включением многодисковой фрикционной муфты, торможение шпинделя — многодисковым тормозом с помощью гидроцилиндров.
Число оборотов шпинделя изменяется нажатием на рычаг переключения при невращающемся шпинделе.
Коробка передач служит для передачи вращения от коробки скоростей к коробке подач, для получения ускоренного хода суппортов и медленного проворота шестерен коробки скоростей, где ускоренный ход и медленный. Повороты шестерен обеспечиваются передачей вращения от приемного вала коробки скоростей через клиновой ремень.
Коробка подач служит для сообщения суппортам различных величин подач. Управление коробкой подач гидравлическое с преселективной установкой подач.
Фартук поперечного суппорта служит для передачи движения суппорту от ходового вала, а также для передачи ему продольного ускоренного хода в обе стороны от вала ускоренного хода. Продольная, поперечная подачи могут быть как ручные — от механизмов, так и автоматические, включаемые падающими рукоятками. Фартук имеет реверс подач. Имеется блокировочное устройство, предотвращающее одновременное включение продольной подачи и продольного ускоренного хода.
3. Кинематическая схема станка, описание, график частот
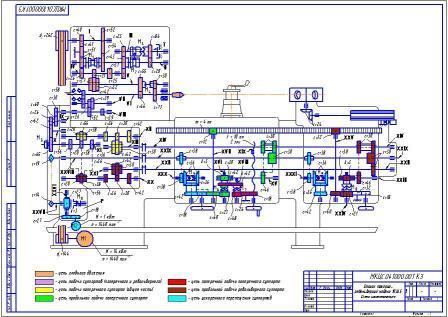
Цепь главного
движения – вращения шпинделя. От
электродвигателя (N
= 14 кВт, n
= 1440 об/мин) клиноременная передача с
диаметрами шкивов d1 = 144 и d2 = 262 мм передает вращение на вал I
коробки скоростей. Многодисковая
фрикционная муфта М1, расположенная на
валу II,
дает возможность осуществлять прямое
и обратное вращение шпинделя. Прямое
вращение с вала I
на вал II
передается через зубчатые колеса  ,
а обратное через
,
а обратное через  и паразитное колесо z
= 41.
и паразитное колесо z
= 41.
С вала II
на вал IV
вращение передается через перебор с
помощью муфт М2 и М3, сблокированных
между собой. Одна частота вращения валу
IV
передается через зубчатые колеса 
 при включенной муфте М3 через паразитное
(в данном случае) колесо z
= 43 (муфта М2 выключена). Вторая частота
вращения передается через зубчатые
колеса
при включенной муфте М3 через паразитное
(в данном случае) колесо z
= 43 (муфта М2 выключена). Вторая частота
вращения передается через зубчатые
колеса  при включенной муфте М2 и выключенной
М3. С вала IV
на вал V
вращение передается через зубчатые
колеса
при включенной муфте М2 и выключенной
М3. С вала IV
на вал V
вращение передается через зубчатые
колеса  ,
,  или
или  .
Таким образом, вал V
получает шесть частот вращения (2×3=6).
На шпиндель VI
вращение может быть передано через
зубчатые колеса
.
Таким образом, вал V
получает шесть частот вращения (2×3=6).
На шпиндель VI
вращение может быть передано через
зубчатые колеса  или
или  посредством муфты М4. Следовательно,
шпиндель получает 12 частот вращения
(2×3×2=12).
посредством муфты М4. Следовательно,
шпиндель получает 12 частот вращения
(2×3×2=12).
Уравнение кинематического баланса цепи главного движения для минимальной и максимальной частоты вращения шпинделя имеет вид
nmin =  об/мин
об/мин
nmax = 1440 об/мин
об/мин
Составляем кинематическое уравнение баланса цепи главного движения в развёрнутом виде.

 1175.4
1175.4

 839.6
839.6
 297.2
297.2
 531.9
531.9
 1511.3
1511.3
 764
764
 240.4
240.4

 193.1
193.1
 347.7
347.7

Цепь
подач. Движение к механизму подач
передается от шпинделя через зубчатые
колеса  .
Далее с вала VII
через зубчатые колеса
.
Далее с вала VII
через зубчатые колеса  или
или  ,
, 

 и муфту М5 вращение передается на вал
XI
коробки подач. Коробка подач имеет два
одинаковых механизма на девять частот
вращения (3×3=9). Движение на механизм
поперечного суппорта с валаXI
сообщается через валы XII
и XIII,
а на механизм револьверного суппорта
через валы XX
и XXI.
Таким образом, механизм подач и блок,
расположенный на валу VII,
обеспечивают 18 подач. Из нах рабочих
подач 11, а остальные повторяются.
и муфту М5 вращение передается на вал
XI
коробки подач. Коробка подач имеет два
одинаковых механизма на девять частот
вращения (3×3=9). Движение на механизм
поперечного суппорта с валаXI
сообщается через валы XII
и XIII,
а на механизм револьверного суппорта
через валы XX
и XXI.
Таким образом, механизм подач и блок,
расположенный на валу VII,
обеспечивают 18 подач. Из нах рабочих
подач 11, а остальные повторяются.
Продольная подача
поперечного суппорта осуществляется
с вала XIV
через валы XV,
XVI
и XVII
по цепи 

 на реечную шестерню z
= 12. Муфта М6 при этом выключена. Движение
поперечной подачи осуществляется с
вала XV
через зубчатые колеса
на реечную шестерню z
= 12. Муфта М6 при этом выключена. Движение
поперечной подачи осуществляется с
вала XV
через зубчатые колеса  ,
муфту М7, зубчатые колеса
,
муфту М7, зубчатые колеса 
 на ходовой винт поперечной подачи с
шагом t
= 10 мм. Револьверный суппорт имеет только
продольную подачу, движение на которую
снимается с вала XXII.
Механизм, передающий движение на
продольную подачу револьверного
суппорта, аналогичен механизму поперечного
суппорта. Реверсирование подач
осуществляют переключением шестерен
z
= 46 на валах XV
и XXIII.
на ходовой винт поперечной подачи с
шагом t
= 10 мм. Револьверный суппорт имеет только
продольную подачу, движение на которую
снимается с вала XXII.
Механизм, передающий движение на
продольную подачу револьверного
суппорта, аналогичен механизму поперечного
суппорта. Реверсирование подач
осуществляют переключением шестерен
z
= 46 на валах XV
и XXIII.
Приведем расчет минимального значения продольной подачи револьверного и поперечной подачи поперечного суппорта
Smin Р = 1
об.шп.× ×
× ×
× ×
× ×
× ×
× ×
× ×
× ×
× ×
× × π·4·12 = 0,09 мм/об
× π·4·12 = 0,09 мм/об
Smin П= 1
об.шп.× ×
× ×
× ×
× ×
× ×
× ×
× ×
× ×
× ×
× ×
×
× ×
× × 10 = 0,045 мм/об
× 10 = 0,045 мм/об
Ускоренное
перемещение суппортов осуществляют от
электродвигателя (N
= 1 кВт, n
= 1440 об/мин) через редуктор Р, цепную
передачу  ,
валы XXVIII
, XXIX
, XXX
и XXXI.
Через зубчатые колеса
,
валы XXVIII
, XXIX
, XXX
и XXXI.
Через зубчатые колеса  ,
конический реверсивный механизм с
муфтой М9 зубчатые колеса
,
конический реверсивный механизм с
муфтой М9 зубчатые колеса 
 и реечную шестерню z
= 12 осуществляется ускоренное перемещение
поперечного суппорта. Аналогична и
кинематическая цепь ускоренного
перемещения револьверного суппорта.
и реечную шестерню z
= 12 осуществляется ускоренное перемещение
поперечного суппорта. Аналогична и
кинематическая цепь ускоренного
перемещения револьверного суппорта.
Уравнение кинематического баланса цепи ускоренного перемещения имеет вид
SУ = 1440× ×
× ×
× ×
× ×
× ×
× ×
× ×
× = 8 м/мин
= 8 м/мин
График
частот вращения шпинделя в пределах от
33…1500 об/мин: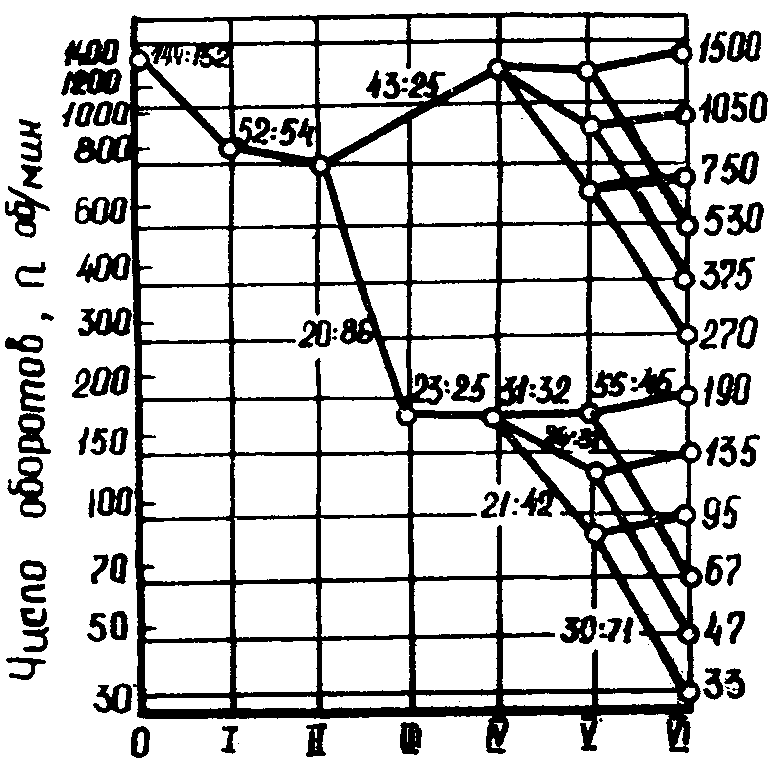
Высокопроизводительный микро-компактный скрытый пистолет для переноски перейти к содержанию
Sig Sauer, Inc. 
- Акции
- SIG STORE
- Продукты



















 ,
,