Станок 6т12: 6Т12 станок консольно-фрезерный вертикальный общего назначенияхарактеристики, схемы, описание
alexxlab | 22.01.1970 | 0 | Разное
6Т12 станок консольно-фрезерный вертикальный общего назначенияхарактеристики, схемы, описание
Сведения о производителе консольно-фрезерного станка 6Т12
Производитель серии универсальных фрезерных станков 6Т12 – Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Т выпускаются Горьковским заводом фрезерных станков (ГЗФС) начиная с 1991 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии Р (6Р12, 6Р13).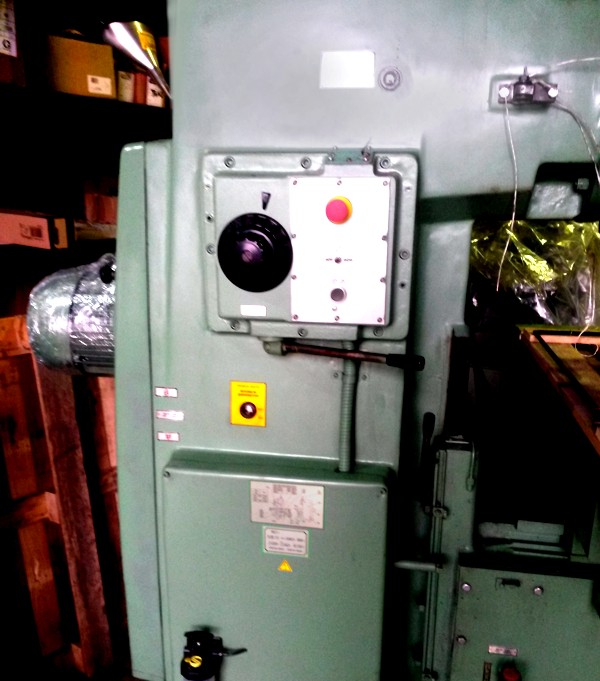
Сегодня консольно-фрезерный станок 6Т12 – выпускает:
Продукция Горьковского завода фрезерных станков ГЗФС
6Т12 станок вертикальный консольно-фрезерный. Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т12 сконструирован на основе базовой модели 6Т12-1 с высокой степенью унификации функциональных узлов и деталей.
Станок вертикальный консольно-фрезерный 6Т12 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Консольно-фрезерный станок 6Т12 отличается от станка 6Т13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
На вертикальном консольно-фрезерном станке 6Т12 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
На фрезерном станке 6Т12 возможна работа в трех режимах:
- Автоматический – В автоматическом режиме станок работает при различных автоматических циклах.
- Толчковый – В толчковом режиме производятся установочные перемещения стола. Возможна работа по разметке.
- Ручной – В ручном универсальном режиме станок работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Особенности конструкции фрезерного станка 6Т12
Имеется устройство для ограничения зазора в винтовой паре продольного перемещения стола, индивидуальная смазка винта вертикального перемещения, повышающая его долговечность и снижающая усилие подъема консоли.
Введены дополнительные устройства для защиты от разлетающейся стружки и эмульсии.
Повышена жесткость станка за счет прямоугольных направляющих станины и консоли.
Имеется автоматическое торможение шпинделя
Автоматизированная смазка узлов повышает их долговечность и сокращает время обслуживания.
Поворотная шпиндельная головка станка оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Механизировано крепление инструмента. Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Возможность настройки станка на различные полуавтоматические и автоматические циклы
позволяет организовать многостаночное обслуживание и использовать станок для выполнения различных работ в поточном производстве.
Станок может поставляться в стране с умеренным, холодным и тропическим климатом.
Класс точности станка — Н по ГОСТ 8—82Е
Основные конструктивные преимущества станков:
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
Основные технологические преимущества станков:
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.
- Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Станки выпускаются в различных исполнениях по напряжению, частоте питающей сети. Поставляются запасные части.
Модификации консольно-фрезерных станков серии “Т”
На базе станков серии «Т» разработаны различные модификации и специализированные станки:
- 6Т12 – 6Т12-27, 6Т12-29, 6Т12-30
- 6Т13 – 6Т13-27, 6Т13-29, 6Т13-30
- 6Т82Г – 6Т82Г-27 (ГФ2793), 6Т82Г-29, 6Т82Г-30
- 6Т83Г – 6Т83Г-27 (ГФ2797), 6Т83Г-29, 6Т83Г-30
- 6Т82 – 6Т82-27 (ГФ2794), 6Т82-29, 6Т82-30
- 6Т83 – 6Т83-27 (ГФ2798), 6Т83-29, 6Т83-30
- 6Т82Ш – 6Т82Ш-27, 6Т82Ш-29, 6Т82Ш-30, 6Т82Ш-35, 6Т82Ш-36, 6Т82Ш-37, 6Т82Ш-38
- 6Т83Ш – 6Т83Ш-27, 6Т83Ш-29, 6Т83Ш-30, 6Т83Ш-35, 6Т83Ш-36, 6Т83Ш-37, 6Т83Ш-38
Модификации 6Т…-27 имеют увеличенное на 100 мм расстояние от оси (торца) шпинделя до рабочей поверхности стола и механизм пропорционального (в 2 раза) замедления рабочей подачи.
Российские и зарубежные аналоги станка 6Т12 (6Т13)
FSS350MR, FSS450MR – 315 х 1250, 400 х 1250 – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Габарит рабочего пространства консольно-фрезерного станка 6Т12
Чертеж рабочего пространства фрезерного станка 6Т12
Эскиз шпинделя консольно-фрезерного станка 6Т12
Эскиз шпинделя фрезерного станка 6Т12
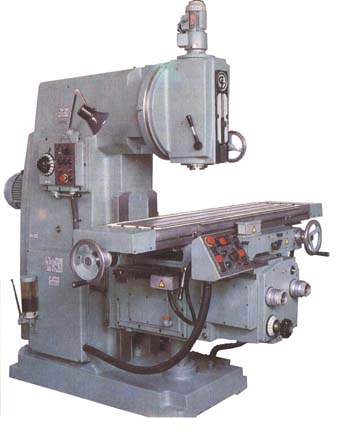
Общий вид вертикального консольно-фрезерного станка 6Т12
Фото консольно-фрезерного станка 6Т12
Фото консольно-фрезерного станка 6Т12
Фото консольно-фрезерного станка 6Т12. Скачать в увеличенном масштабе
Расположение составных частей консольно-фрезерного станка 6Т12
Расположение составных частей фрезерного станка 6Т12
Перечень составных частей консольно-фрезерного станка 6Т12
- станина
- пульт боковой
- механизм переключения подач
- коробка скоростей шпинделя
- головка поворотная
- устройства электромеханического зажима инструмента
- шкаф управления
- стол и салазки
- механизм замедления подачи
- пульт основной
- консоль
- коробка подач
Расположение органов управления консольно-фрезерным станком 6Т12
Расположение органов управления фрезерным станком 6Т12
Пульты управления фрезерным станком 6Т12
Пульты управления фрезерным станком 6Т12: основной -II, боковой -I
Перечень органов управления консольно-фрезерным станком 6Т12
- Указатель скоростей шпинделя
- Кнопка “Перемещение стола назад, вперед, вниз”
- Переключатель выбора направления перемещения стола
- Переключатель “Зажим-Отжим инструмента”
- Кнопка “Перемещение стола вперед, влево, вверх”
- Кнопка “Толчок шпинделя” (дублирующая)
- Кнопка “Стоп перемещения стола”
- Кнопка “Пуск шпинделя”
- Кнопка “Стоп шпинделя” (дублирующая)
- Кнопка “Стоп” аварийная
- Кнопка “Быстрое перемещение стола” (дублирующая)
- Рукоятка переключения скоростей шпинделя
- –
- Шестигранник поворота головки
- Рукоятка зажима гильзы шпинделя
- Клавиша “Перемещение стола влево”
- Клавиша “Перемещение стола вправо”
- Клавиша “Стоп продольного перемещения стола”
- Кнопка “Стоп шпинделя”
- Кнопка “Пуск шпинделя”
- Зажимы стола
- Переключатель включения режима работы стола “Ручной – Механический”
- Маховик ручного продольного перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Ручное вертикальное перемещение стола
- Грибок переключения подач
- Кнопка “Стоп” аварийная
- Переключатель выбора режима работы станка
- Переключатель “Замедленная подача”
- Кнопка “Быстрое перемещение стола и пуск цикла”
- Клавиша “Стоп вертикального перемещения стола”
- Клавиша “Перемещение стола вниз”
- Зажимы салазок
- Клавиша “Перемещение стола вверх”
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша “Стоп поперечного перемещения стола”
- Клавиша “Перемещение стола вперед”
- Клавиша “Перемещение стола назад”
- Маховик выдвижения гильзы шпинделя
- Зажим головки на станине
- Вводной выключатель
- Переключатель направления вращения шпинделя “Влево – Вправо”
- Переключатель насоса охлаждения «Включено – Выключено»
- Переключатель выбора пульта управления
- Переключатель выбора автоматических циклов
- Зажим консоли
- Рукоятка съемная ручного вертикального и поперечного перемещения стола
- Штифт нулевой фиксации головки
Схема кинематическая консольно-фрезерного станка 6Т12
Кинематическая схема консольно-фрезерного станка 6Т12
Схема кинематическая консольно-фрезерного станка 6Т12. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Т12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Конструкция основных узлов консольно-фрезерного станка 6Т12
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т12
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.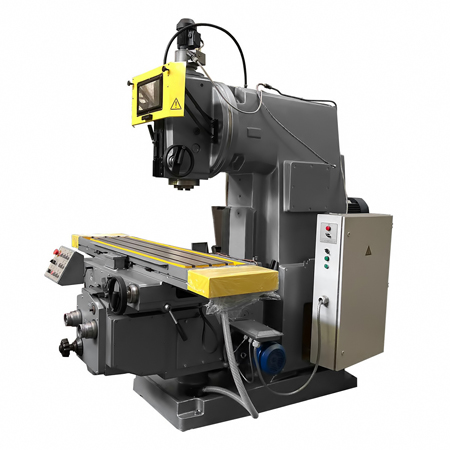
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Читайте также: Коробка подач консольно-фрезерных станков серии 6Т
Cхема электрическая фрезерного станка 6Т12
Электрическая схема фрезерного станка 6Т12-1
Схема электрическая принципиальная консольно-фрезерного станка 6Т12. Скачать в увеличенном масштабе
Читайте также: Электросхемы фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
6Т12 станок консольно-фрезерный вертикальный. Видеоролик.
Технические характеристики консольного фрезерного станка 6Т12
| Наименование параметра | 6Р12 | 6Р13 | 6Т12 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320 | 1600 х 400 | 1250 х 320 | 1600 х 400 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (X), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (Y), мм | 250 | 300 | 320 | 400 |
| Наибольший вертикальный ход стола (Z), мм | 420 | 420 | 420 | 430 |
| Расстояние от торца шпинделя до поверхности стола, мм | 30. .450 .450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 420 | 380 | 460 |
| Расстояние от края стола до вертикальных направляющих станины, мм | 70..390 | 60..460 | ||
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об/мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 80 | 70 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ±45° | ±45° | ±45° | ±45° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
Рабочий стол. Подачи Подачи | ||||
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 | 20/ 12/ 8 | ||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Электродвигатель главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Электродвигатель привода подач, кВт | 2,2 | 3 | 3 | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 | 0,25 | ||
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 | 14,37 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2305 1950 2020 | 2560 2260 2120 | 2280 1965 2265 | 2570 2252 2430 |
| Масса станка, кг | 3120 | 4200 | 3250 | 4300 |
- Станки вертикальные консольно-фрезерные 6Т12-1, 6Т13-1.
 Руководство по эксплуатации 6Т12-1.00.000 РЭ,
Руководство по эксплуатации 6Т12-1.00.000 РЭ, - Станки вертикальные консольно-фрезерные 6Т12, 6Т13. Руководство по эксплуатации 6Т12.00.000 РЭ,
- Станки вертикальные консольно-фрезерные 6Т12-29, 6Т13-29. Руководство по эксплуатации 6Т12-29.00.000 РЭ, 1992
- Консольно-фрезерные станки 6Т82Г-1, 6Т82-1, 6Т12-1, 6Т82Ш-1, 6Т83Г-1, 6Т83-1, 6Т13-1, 6Т83Ш-1. Руководство по эксплуатации электрооборудования 6Т82Г.00.000 РЭ1
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Работа на фрезерных станках,1971
- Косовский В.
 Л. Справочник молодого фрезеровщика, 1992
Л. Справочник молодого фрезеровщика, 1992 - Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Вертикально-фрезерный станок 6Т12 (6Р12) – цена, отзывы, характеристики с фото, инструкция, видео
Российский вертикально-фрезерный станок 6Т12 (6Р12) предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ при обработке деталей любой формы из стали, чугуна, цветных металлов, их сплавов и других материалов.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Особенности конструкции
- механизированное крепление инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение горизонтального шпинделя при остановке электромагнитной муфтой;
- устройство защиты от разлетающейся стружки.
- разнообразные автоматические циклы работы;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность.

| Характеристика | Значение |
|---|---|
| Размеры стола, мм | 320х1250 |
| Перемещение стола, мм – продольное (X) – поперечное (Y) – вертикальное (Z) | 800 320 420 |
| Угол поворота шпиндельной головки в продольной плоскости, град | ± 45 |
| Частота вращения основного шпинделя, об/мин | 31,5…1600 |
| Конус основного шпинделя | 50 |
| Подача стола, мм/мин: – продольная (X) – поперечная (Y) – вертикальная (Z) | 12,5…1600 12,5…1600 4,1…430 |
| Быстрый ход, мм/мин: – продольный (X) 4000 – поперечный (Y) 4000 – вертикальный (Z) 1330 | 4000 4000 1330 |
| Мощность основного шпинделя, кВт | 7,5 |
| Габариты станка, мм | 2280х1965х2265 |
| Масса 6Т12 (6Р12) станка, кг | 3250 |
Отзывы о 6Т12 (6Р12):
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Вертикально-фрезерный станок 6Т12
Станок 6Т12 используется при выполнении фрезерных работ с применением фасонных, цилиндрических, торцевых, концевых и иных видов фрез. На данном станке можно обрабатывать горизонтальные и вертикальные плоскости, пазы, рамки, углы, спирали а также ряд других деталей из различных типов металла (сталь, чугун, цветные металлы и сплавы).
Благодаря высокой жесткости станка, при обработке можно применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станок оснащён столом, поворачивающимся вокруг вертикальной оси на угол ±45°, что обеспечивает возможность обработки деталей, имеющих спиралевидную обрабатываемую поверхность.
|
Модель станка |
6Т12 |
|
Размер рабочей поверхности стола, мм |
315х1250 |
|
Максимальная нагрузка на стол, кг |
1000 |
|
Продольное перемещение стола, мм |
800 |
|
Поперечное перемещение крестового суппорта, мм |
320 |
|
Вертикальное перемещение консоли, мм |
420 |
| Расстояние от оси горизонтального (торца вертикального) шпинделя до рабочей поверхности стола, мм | 30-450 |
|
Пределы частот вращения основного шпинделя, мин (-1) |
31,5-1600 |
|
Диапазон подач стола, мм/мин | |
|
– продольных и поперечных – вертикальных |
12,5-1600 4,1-530 |
|
Наибольшая масса обрабатываемой детали (с приспособлением), кг |
400 |
|
Мощность электродвигателей основного шпинделя, кВт |
7,5 |
|
Конус основного шпинделя по ГОСТ 30064-93 |
N50 |
|
Габаритные размеры станка, мм | |
|
– длина – ширина – высота |
2280 1965 2265 |
|
Масса станка с электрооборудованием, кг |
3250 |
| Наибольшая масса обрабатываемой детали, кг | 400 |
| Размеры поверхности стола, мм | 1250*320 |
| Наибольший продольный ход стола (X), мм | 800 |
| Наибольший поперечный ход стола (Y), мм | 320 |
| Наибольший вертикальный ход стола (Z), мм | 420 |
| Максимальное расстояние от торца шпинделя до поверхности стола | 30. .450 .450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 380 |
| Расстояние от края стола до вертикальных направляющих станины, мм | 70..390 |
| Шпиндель | . |
| Мощность привода главного движения, кВт | 7,5 |
| Частота вращения шпинделя, об/мин | 31,5. .1600 .1600 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли шпинделя, мм | 70 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | ±45° |
| Рабочий стол. Подачи | . |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 |
| Наибольшее допустимое усилие резания (продольное/ поперечное/ вертикальное), кН | 15/ 12/ 5 |
| Электрооборудование и приводы станка | . |
| Количество электродвигателей на станке 6Т12 | 4 |
| Электродвигатель главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 3 |
| Электродвигатель зажима инструмента, кВт | 0,25 |
| Электродвигатель насоса СОЖ, кВт | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,87 |
| Габариты и масса станка | . |
| Габариты станка (длина ширина высота), мм | 2280*1965*2265 |
| Масса станка, кг | 3250 |
Вертикально-фрезерный станок 6Т12 – станкостроительное объединение «ДВТ»
Вертикально-фрезерный станок 6T12 российского производства работает в большом диапазоне частот вращения шпинделя 31,5–1600 об/мин, что обеспечивает широкую сферу применения. Возможна обработка чугуна, стали, цветных сплавов и других материалов. Мощность двигателя рассчитана на выполнение черновых и чистовых работ осевым инструментом.
Вертикальный консольно-фрезерный станок 6Т12 применяется на производстве в трех режимах: ручном, толчковом и автоматическом.
Преимущества модели:
- высокая производительность;
- конструктивная жесткость;
- хорошее качество готовой поверхности;
- долговечность всех деталей;
- простой ремонт за счет доступности запчастей;
- безопасность во время эксплуатации.
Чтобы увеличить спектр работ, вертикально-фрезерный станок дополнительно комплектуется поворотным столом, долбежной и универсальной делительной головкой, цифровым индикатором и другими атрибутами.
Технические характеристики
|
Размеры рабочей поверхности стола, мм |
1250×320 |
|
Наибольшее перемещение стола, мм |
|
|
– продольное |
800 |
|
– поперечное |
320 |
|
– вертикальное |
420 |
|
Расстояние от оси горизонтального (торца вертикального) шпинделя до рабочей поверхности стола, мм |
30-450 |
|
Пределы частот вращения шпинделя, мин -1 : |
31,5-1600 |
|
Диапазон подач стола, мм/мин: |
|
|
– продольных и поперечных |
12,5-1600 |
|
– вертикальных |
4,1-530 |
|
Наибольшая масса обрабатываемой детали (с приспособлением), кг |
400 |
|
Мощность электродвигателей приводов, кВт |
|
|
– основного шпинделя |
7,5 |
|
– подач стола |
3 |
|
Конус шпинделя по ГОСТ 30064-93 |
|
|
– основного |
N50 |
|
Габаритные размеры станка, мм |
|
|
– длина |
2280 |
|
– ширина |
1965 |
|
– высота |
2265 |
|
Масса станка с электрооборудованием, кг |
3250 |
Комплектация
Уточняйте информацию у менеджера
Вертикально-фрезерный станок 6Т12 (6Р12) – Поставки станков
Консольный вертикально-фрезерный станок модели 6Р12 (6Т12) применяется для разнообразных работ на заготовках из металла и других материалов. Технологические возможности позволяют обрабатывать горизонтальные, вертикальные и наклонные плоскости, а так же различные пазы, углы.
Применяются станки 6Р12 (6Т12) в цехах основного производства, ремонтных участках, учебных мастерских.
Маркировка:
- 6 – фрезерная группа;
- Р – указывает на поколение станка;
- 1 – с вертикальным расположением шпинделя;
- 2 – характеризует параметры рабочей плоскости стола 300х1250 мм;
- Ф1 – укомплектован цифровой индикацией;
- Ф3 – с ЧПУ.
Похожие модели: 6М12П, 6Б12, 6Л12, 6Н12, 6Р12Б, 6Р12К, FSS350MR.
Конструктивные особенности
- Система предохранения от перегрузки.
- Высокая мощность привода и жесткость оборудования позволяют применять твердосплавный инструмент, которым являются различные фрезы: концевые, торцовые, дисковые, а так же сверла, развертки, зенкеры.
- Настройка на автоматические режимы позволяет интегрировать оборудование в производственные линии.
- Большие пределы частот вращения шпинделя и подач.
- Использование дополнительных принадлежностей и приспособлений значительно расширяют технологические возможности.
- Установка и закрепление заготовки осуществляется в машинных тисках или непосредственно на столе.
- Все направляющие закалены и отшлифованы.
- Подача охлаждающей жидкости в зону резания снижает износ инструмента и нагрев при фрезеровании.
- Устойчивость к вибрациям повышает точность получаемого изделия.
- С применением копировального приспособления допускается обработка криволинейных плоскостей.
- Механизированное крепление режущего инструмента внутри шпинделя.
- Удобство в эксплуатации и обслуживании.
- Нормальная точность по ГОСТ 8 – 77.
Технические характеристики
| Размер стола, мм | 300х1250 |
| Класс точности (ГОСТ 8-71, 8-82) | Н |
| Перемещение продольное (ось X), мм | 750 |
| Перемещение поперечное (ось Y), мм | 265 |
| Перемещение вертикальное (ось Z), мм | 410 |
| Грузоподъемность, кг | 250/630 |
| Расстояние от торца шпинделя до стола, мм | 60-470 |
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 152-322 |
| Количество скоростей подач | 12/18 |
| Ход пиноли, мм | 70 |
| Предел продольных рабочих подач (X), мм/мин | 15-800 |
| Предел поперечных рабочих подач (Y), мм/мин | 15-800 |
| Предел вертикальных рабочих подач (Z), мм/мин | 6-270 |
| Ускоренное перемещение продольное (X), мм/мин | 2100 |
| Ускоренное перемещение поперечное (Y), мм/мин | 2100 |
| Ускоренное перемещение вертикальное (Z), мм/мин | 800 |
| Угол поворота шпиндельной головки, град | ±45 |
| Конус на шпинделе | 7:42 NO 40 |
| Количество скоростей шпинделя | 12/18 |
| Число оборотов, об/мин | 30-1600 |
| Мощность главного электродвигателя, кВт | 4/7,5 |
| Напряжение, В | 380 |
| Частота тока, Гц | 50 |
| Габаритные размеры, мм | |
| длина | 1650 |
| ширина | 1540 |
| высота | 1920 |
| Масса, кг | 1750/3250 |
Комплектация
| Основная | Дополнительная |
|
|
Основные узлы 6Р12 (6Т12)
Все механизмы и компоненты станка устанавливаются на чугунной станине, которая в свою очередь крепится к фундаменту анкерами. Для точности последующей обработки, станина выверяется в геометрическом положении по уровню. В нижней части располагается ёмкость с охлаждающей жидкостью.
Прямоугольный стол с закрепленной на нем заготовкой перемещается в продольном и поперечном направлении. Для удобства фиксации детали и дополнительных приспособлений (тисков, делительной головки, поворотного стола) на поверхности стола имеются Т-образные пазы, в которые заводятся специальные крепежные болты.
В верхней части станины смонтирована поворотная шпиндельная головка, с помощью которой допускается обработка деталей под углом от -45 до + 45 градусов к горизонтальной плоскости.
Вертикальный цилиндрический шпиндель установлен в двух опорах и располагается в выдвижной гильзе. Осевое и радиальное положение настраивается специальными кольцами. В нижнем торце имеется конусное отверстие для крепления режущего инструмента.
Для изменения рабочих режимов в конструкции предусмотрены коробка скоростей и привод регулирования подач, которые имеют по 18 различных положений. Настройка на требуемый режим обработки осуществляется соответствующими рукоятками и рычагами.
Подвижная консоль вместе с коробкой подач располагается в нижней части станины и предназначена для регулировки подач и циклов.
За всеми процессами и управлением отвечает электрооборудование, которое состоит из главного двигателя, привода подач, насоса для охлаждения, электродвигателя зажима инструмента, пульта управления, шкафа с аппаратурой.
Описание работы
Электродвигатель главного привода через кинематическую схему передает вращение шпинделю, на торце которого закрепляется инструмент. Процесс обработки происходит при непосредственном соприкосновении режущей кромки фрезы с поверхностью заготовки. При этом, закрепленная на столе заготовка может находится в статическом состоянии или перемещаться вместе со столом в продольном или поперечном направлении.
Число оборотов вращения шпинделя устанавливается блоком шестерен в коробке скоростей на 18 режимов. Вертикальный ход шпиндельного узла обеспечивает обработку деталей по высоте до 470 мм.
Кинематика станка обеспечивает настройку 18 различных подач рабочих узлов от двигателя, расположенного на консоли. Ускоренные движения передаются через фрикционную муфту и промежуточные зубчатые колеса. При этом, в конструкции предусмотрена функция, исключающая одновременное включение быстрых ходов и рабочих подач.
Обрабатываемая деталь устанавливается и зажимается в машинных тисках или непосредственно на поверхности стола через Т – образные пазы. При помощи специализированных устройств возможно устанавливать заготовку под углом к плоскости резания. Основным инструментом являются фрезы: торцевые, концевые, дисковые и другие. Кроме этого, на станке допускается сверление, нарезание резьбы.
Исполнение по типу управления
В стандартном исполнении станки управляются при помощи рукояток, маховиков, кнопок. Фрезеровщик настраивает цикл обработки вручную, при этом величина подач и перемещений рабочих органов контролируются визуально, а замер обработанной поверхности производится мерительным инструментом.
При комплектации блоком цифровой индикации УЦИ перемещения и подачи контролируются при помощи цифрового дисплея, на котором отображаются параметры положения рабочих узлов станка. Функция предварительного набора координат позволяет настраивать рабочий ход на заданный размер.
Параметры электрооборудования
- Двигатель главного привода – 4,0/7,5 кВт.
- Мощность насоса охлаждающей жидкости – 0,12 кВт.
- Привод подач (мощность) – 2,2/3,0 кВт.
- Напряжение сети – 380 В.
- Частота тока – 50 Гц.
- Род тока – переменный.
Стоимость
Узнать подробную информацию и купить вертикально-фрезерный станок 6Р12 (6Т12) можно, связавшись с нами по телефону +7(4852) 66-40-25, через форму запроса на сайте, а так же по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. В кратчайшие сроки мы предоставим развернутое коммерческое предложение. Срок поставки и цена зависят от исполнения и комплектации. На новые станки предоставляем гарантию 12 месяцев. По дополнительному соглашению осуществляем транспортировку и пуско-наладку на площадях заказчика.
Станок консольно-фрезерный вертикальный 6Т12
Сверлильно-фрезерный станок 6Т12 (модифицированный 6Р12) вертикального типа и общего назначения впервые начал использоваться промышленными предприятиями в начале 90-х годов. На сегодня оборудование применяется заготовительными цехами для произведения базовых сверлильных и фрезерных работ, расточки. Станок имеет возможность обрабатывать заготовки из стали, цветных металлов, чугуна и др. За счет конструктивных характеристик, станок используют для работы с уголками, пазами, рамками и др. 6Т12 отлично показал себя при встраивании в единичные, мелкосерийные и серийные производственные линии.
Важно! Оборудование производит фрезерованием и сверление, как горизонтальной поверхности деталей, так и вертикальной.
Технические отличия станка 6Т12 (6Р12)
Станок характеризуется следующими особенностями строения:
- 6Т12 осуществляет работу в трех основных режимах – толчковый (установка положения стола и ведение обработки металла по разметке), автоматический и ручной.
- Основной элемент оборудования – это станина, на которой крепятся буквально все механизмы и узлы 6Т12. Станина и консоль оснащены прямоугольными направляющими, что значительно увеличивают надежность и прочность конструкции.
- В данную модель встроен специальный механизм, который позволяющее защищать рабочую зону и оператора от разлетающихся частей металла, стружки, эмульсии во время сверлильно-фрезерных работ.
- За счет индивидуальной смазки винта для вертикального перемещения, значительно увеличивается срок службы механизма, а также становится возможным уменьшение количества усилия подъема консоли.
- В случае аварийного отключения 6Т12 производится автоматическое торможение шпинделя даже при рабочем процессе.
- За счет наличия мощного привода, оператор может производить сверление и фрезерование оснасткой, что выполнена из быстрорежущей стали. Также есть возможность использовать инструмент, в строении которого имеются специальные пластины из сверхтвердых и твердых синтетических материалов.
- рабочая оснастка крепится механизировано, что позволяет значительно увеличить точность обработки отверстий.
- Станок позволяет производить рабочие операции деталей, поверхность которых расположена под углом 45 градусов за счет оснащения механизма 6Т12 поворотной шпиндельной головкой.
Преимущества
За счет приводов, суммарная мощность которых 4 кВт, становится возможным производить рабочие операции длительный период времени, например, несколько смен подряд. За счет разных циклов работы, широкого диапазона скоростных режимов и подач стола, возможно подобрать оптимальные условия обработки той или иной металлической заготовки.
Надежное и долговечное оборудование станет незаменимым помощником, способным проводить рабочие операции на предприятиях, которые расположены в тропической, умеренной и в холодной климатической зоне. За счет автоматизированного процесса обработки, значительно снижается время на выполнение технологической операции. Привод подачи защищен от перегрузок, что повышает безопасность работы за станком.
Обратите внимание! Данная модель фрезерного станка считается аналогом 6Т12-1. Технические особенности и строение обоих станков одинаково.
Комплектация
Помимо станка и инструкции по эксплуатации, стандартная комплектация включает в себя комплект запасных деталей и инструментов. За дополнительную оплату, фрезерное оборудование 6Т12 может комплектоваться поворотными чугунными тисками, универсальной делительной головкой, горизонтальным поворотным столом и вспомогательным комплектом оснастки с конусом.
СТАНКОРЕМОНТ РОССИЯ ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК 6Т12, मिलिंग मशीन – Corel Machine Impex, Нашик
О компании
Год основания 2015
Юридический статус Фирмы Физическое лицо – Собственник
Характер бизнеса Оптовый торговец
Количество сотрудников До 10 человек
Годовой оборот50-100 крор
Участник IndiaMART с мая 2011 г.
GST27AHUPR6289h2ZB
Код импорта и экспорта (IEC) AHUPR *****
Мы занимаемся сложным бывшим в употреблении оборудованием, в основном токарными станками с ЧПУ, горизонтальными обрабатывающими центрами, вертикальными обрабатывающими центрами и сверлильными метчиками. Обычные станки включают все типы токарных станков, фрезерных станков, шлифовальных станков, радиальных сверл, горизонтальных и вертикальных расточных станков, координатно-расточных станков, различные зуборезные станки.Машины для изготовления листового металла, такие как ножницы, ЧПУ и обычный листогибочный пресс, гибка листов, силовые прессы и револьверный пробойник с ЧПУ.
Мы храним и продаем станки от лучших мировых производителей станков, таких как:
Mori Seiki, Hitachi Seiki, Makino, Mazak, Kita Mura, Nakamura, Takisawa, Dainichi, Matsuura, Daewoo, Doosan, Ajax Victor, Leadwell, Yang, Supermax, Амада пр.
Обладая более чем 20-летним опытом работы в офсетной технике и сопутствующем оборудовании. Мы созданы, чтобы помогать индийской полиграфической промышленности, поставляя бывшие в употреблении / восстановленные офсетные печатные машины и сопутствующее оборудование из-за границы.
Corel имеет собственный склад и офис со всеми удобствами и поддерживает на складе различные типы подержанного оборудования хорошего качества.
Мы продаем машины в первозданном виде, то есть машины не перекрашиваются и не ремонтируются. Политика компании всегда заключалась в том, чтобы продавать машины с бескомпромиссным качеством, что привело к 80% постоянных клиентов.
Видео компании
Вертикально-фрезерный станок 6т12 (320 х1250) (аналог фсс315мр) в Екатеринбурге (интернет-магазин Станки промышленные).Kompetencii. Поставки, ООО | Купить Вертикально-фрезерный станок 6Т12 (320 х1250) (аналог FSS315MR)) Екатеринбург (Россия)
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения втулки шпинделя, что позволяет обрабатывать отверстия, ось которых находится расположен под углом до ± 45 ° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют использовать фрезы из быстрорежущей стали, а также инструменты, оснащенные пластинами из твердых и сверхтвердых синтетических материалов.
Технические характеристики станка 6Т12 (320 х 1250)
| Размеры рабочей поверхности стола, мм | 1250 х 320 |
| Наибольшее продольное перемещение стола, мм | 800 |
| Наибольшее поперечное перемещение стола, мм | 320 |
| Наибольшее вертикальное перемещение стола, мм | 420 |
| Расстояние от оси горизонтального (вертикального) шпинделя до рабочей поверхности стола, мм | 30–450 |
| Пределы частоты вращения шпинделя, об / мин | 31.5 – 1600 |
| Диапазон подачи стола, продольной и поперечной, мм / мин | 12,5 – 1600 |
| Диапазон вертикальной подачи стола, мм / мин | 4,1–530 |
| Наибольшая масса заготовки (с устройством), кг | 400 |
| Мощность двигателя привода главного шпинделя, кВт | 7,5 |
| Мощность электродвигателя привода подачи стола, кВт | 3 |
| Конус главного шпинделя по ГОСТ 30064-93 | # 50 |
| Угол поворота шпиндельной головки в продольной плоскости, град. | ± 45 |
| Длина станка, мм | 2280 |
| Ширина станка, мм | 1965 |
| Высота станка, мм | 2265 |
| Масса станка с электрооборудованием, кг | 3250 |
НСС-612
NSS-612 перед восстановлением
NSS-612 Во время и после восстановления
Mtinc имеет полный спектр возможностей для восстановления вашего станка для нарезки кубиков с ЧПУ Mti.Просто используя оригинальное литье для машины, Mtinc может полностью восстановить вашу машину. Установка всех новых компонентов на машину может вывести вашу машину Mti на новый уровень скорости и точности. Новые устанавливаемые компоненты могут варьироваться от самых разных компонентов. Mtinc обладает знаниями и возможностями, чтобы вывести вашу машину, процесс и продукт на новый уровень – от простого восстановления оси до полного восстановления машины. Многие из наших восстановленных машин включают в себя широкий спектр новых, более точных опций.Новые компоненты начинаются с нового мощного 4-осевого контроллера FANUC CNC Oi-MF. Благодаря крутящему моменту 4 Нм на двигателях осей X, Y и Z, восстановленный Mti NSS-612 превращается в полноценную электростанцию, упакованную в небольшой корпус.
Новый промышленный ПК с встроенной стандартной платформой Windows и высокоскоростной цифровой камерой USB 2.0, подключенной к мощной системе технического зрения с распознаванием кромок и образов, интегрированной в ЧПУ Fanuc, делает систему машин и технического зрения чрезвычайно надежной.
Новые линейные направляющие, шарико-винтовые передачи и опорные подшипниковые узлы шарико-винтовой передачи значительно повышают точность и воспроизводимость.Новый цифровой привод шпинделя с непрерывным током 20 А, пиковым током 40 А обладает огромной мощностью, позволяющей резать широкий спектр деталей. Цифровая обратная связь в реальном времени с ЧПУ позволяет программисту сохранять показания нагрузки на шпиндель во время резки для оптимизации производительности процесса и управления.
Новая таблица выравнивания +/- 5 градусов, включая высокоточную прямую обратную связь по цифровой шкале для положения в реальном времени с ЧПУ, позволяет быстро и точно выравнивать зрение, а также удерживать плотное положение во время фазы резки.
Новый 9-дюймовый поворотный стол с вращением на 360 градусов, включая высокоточную прямую обратную связь по цифровой шкале для позиционирования в реальном времени на ЧПУ, позволяет быстро и точно согласовать изображение, а также удерживать плотное положение во время фазы резки.
Множество других опций Диапазон от совершенно новой пневматической системы с цифровыми показаниями и выходами аварийной сигнализации для быстрого срабатывания аварийного сигнала воздуха и вакуума до ЧПУ до полностью новой системы охлаждения.
Кодекс штата Монтана§ 23-5-612 (2020) – Разрешения на оборудование –
23-5-612.Разрешения на машины – сборы. (1) Департамент после оплаты оператором сбора, предусмотренного в подразделе (2), и в соответствии с правилами, принятыми в соответствии с этой частью, выдает оператору годовое разрешение на утвержденный игровой автомат для видеоигр.
(2) (a) Департамент взимает ежегодный лицензионный сбор в размере 240 долларов за каждое разрешение на использование игрового автомата. Плата должна быть пропорционально распределена на ежеквартальной основе, но не может быть пропорционально распределена, чтобы разрешение истекло до 30 июня. Департамент не может предоставить возмещение, если игровой автомат прекращает работу до истечения срока действия разрешения.
(b) Если лицо, имеющее лицензию оператора азартных игр на помещение, в котором находится автомат, изменится в течение первого квартала разрешительного года, и новый оператор получил лицензию оператора, и если плата за обработку перевода автомата в размере 25 долларов США за машина оплачена отделу, разрешение остается в силе до конца разрешительного года.
(3) Департамент вносит 140 долларов ежегодного сбора за разрешение или пропорционально вносит взносы 105 долларов за три квартала, 70 долларов за два квартала и 35 долларов за один квартал, собранные в соответствии с подразделом (2) (а) и 100% от суммы сбор за обработку машинного перевода, взимаемый в соответствии с подразделом (2) (b) в государственный специальный фонд доходов для целей администрирования этой части и для других целей, предусмотренных законом.Остаток комиссии, взимаемой в соответствии с подразделом (2) (а), должен ежеквартально возвращаться в юрисдикцию местного правительства, в которой находится игровой автомат. Часть гонорара местного самоуправления законом закреплена за департаментом, как предусмотрено в 17-7-502, для депонирования в казну местного правительства.
История: En. П. 10, 12, гл. 720, Л. 1985; драм П. 2, гл. 154, L. 1987; драм П. 6, гл. 603, L. 1987; драм П. 1, гл. 496, L. 1989; драм П. 47, 73, гл.642, L. 1989; драм П. 49, гл. 647, L. 1991; драм П. 1, гл. 210, Л. 1993; драм П. 2, гл. 354, L. 1997; драм П. 1, гл. 29, L. 2003; драм П. 2, гл. 471, L. 2003; драм П. 1, гл. 528, L. 2005; драм П. 4, гл. 64, L. 2013.
Б / у Boyar Schultz 612 For_Sale DCM-1089
У вас есть товар (-ы) в корзине; вы можете продолжить добавление элементов, нажав любую из кнопок «Связанные элементы» внизу страницы. Если вы закончили, вы можете запросить предложения, нажав кнопку «Запросить предложение сейчас».
У вас нет товаров в корзине.
Продолжить просмотр
Ваш запрос на дополнительную информацию был добавлен в корзину запросов предложений, которая содержит перечисленные ниже товары. Вы можете продолжить просмотр нашего инвентаря, чтобы добавить дополнительные элементы, или отправить свой запрос сейчас, заполнив поля ниже и нажав «Отправить».
Ваш запрос обрабатывается!
Хотели бы вы получать бесплатные автоматические уведомления по электронной почте, когда появится новый инвентарь, соответствующий этой машине?
“
Настройка учетной записи для оповещений
Имя:
Компания:
Имя пользователя (электронная почта):
Ваш адрес электронной почты уже связан с учетной записью.
Щелкните здесь, чтобы войти в систему и добавить эти предупреждения в существующую учетную запись.
Благодарим вас за посещение нашего веб-сайта и за интерес к нашему оборудованию.
Наши профессиональные сотрудники ответят вам предложения в кратчайшие сроки.
Вы можете просмотреть весь наш инвентарь на сайте: www.diecastmachinery.com
Если у вас есть другие вопросы, свяжитесь с нами, нажав здесь.
Mazak представляет лазерный станок HG 612 с автоматизированной установкой AO-5
1 октября 2009 г.Подробнее информационный контакт:
Mazak Optonics Corp.
140 Восток State Parkway
Шаумбург, IL 60173
847-252-4500
Факс: 847-252-4599
www.mazakoptonics.ком
Стенд № 6035
Юго-запад
Техас, Оклахома, Арканзас, Лос-Анджелес
Йон Карл
Капитал Станок
13710 Омега Дорога
Даллас, Техас 75244
972-331-1536
Факс: 972-331-1564
www.capitalmachine.com
НМ
Рик Эдгар
Магнум Прецизионный станок
8448 Вашингтон Плейс
Альбукерке, Нью-Мексико, 87113
505-345-8389
Факс: 505-344-7167
redgar @ magnumprecisonmachines.ком
www.magnumprecisionmachines.com
Юго-восток
MS, AL, GA, TN
Дан Пентауди
Капитал Станок
3800 Лагерь Creek Pkwy.
корп. 1400, Ste. 102
Атланта, Джорджия 30331
404-629-1200
Факс: 404-629-2299
www.capitalmachine.com
FL
Дан Пентауди
Капитал Станок
911 US Hwy 301 Юг
Тампа, Флорида 33619
800-635-7777
Факс: 813-626-0812
dpentaudi @ capitalmachine.ком
www.capitalmachine.com
NC, SC, VA
Патрон Томас
Производство Machinery Sales Inc
Почтовый ящик 12191
Гринвилл, SC 29612
864-297-4714
Факс: 864-297-0370
www.fabmachsales.com
Северо-восток
CT, ME, MA, NH, РИ, ВТ
Роберт Дженкс
Карлсон Machinery Sales, Inc.
323 Андовер Ул., Нижний этаж
Уилмингтон, MA 01887
978-658-9171
Факс: 978-657-6126
NY
Билл Миллер
AW Миллер
7661 Сенека Улица
P.O. Box 69
Восток Аврора, Нью-Йорк 14052
716-652-8282
Факс: 716-655-4915
bmiller @ awmiller.com
www.awmiller.com
Тим Уолш
Уолш-Аткинсон
1801 Арктика Проспект
Богемия, Нью-Йорк 11716
631-563-6777
Факс: 631-563-6779
www.walsh-atkinson.com
PA, MD
Боб Хопта
Деммлер Машины
677 Миллеров Беговая дорога
Кадди, Пенсильвания 15031
412-220-3140
Факс: 412-220-3143
info @ demmlermachinery.ком
www.demmlermachinery.com
Средний Запад
IL, IA, Южный WI
Брэд Петерсон
MACTECH
634 Пратт Проспект
Шаумбург, IL 60193
847-301-9555
Факс: 847-301-9509
www.mac-tech.com
MI
Скотт Ричмонд
MICHFAB Машины
4855 Старр SE
Гранд Rapids, MI 49546
616-940-1400
Факс: 616-940-3881
скотт @ michfab.com
www.michfab.com
НД, СД, МН
Майк Бенсен (ND)
Дэйв Кинг (SD)
Тодд Кинг (МН)
Гладвин Машины
5170 Главный Улица СВ
Миннеаполис, Миннесота 55421
763-574-9000
Факс: 763-574-1422
www.gladwinmachinery.com
WI
Кевин Кинг
Гладвин Машины
262-703-0400
Факс: 262-703-0477
W167 N5905 Гринвей Серкл
Меномони Водопад, WI 53051
kking @ gladwinmachinery.ком
www.gladwinmachinery.com
NE
Том Баффингтон
Гладвин Машины
13232 Портал Драйв №7
Омаха, NE 68138
402-895-9000
Факс: 402-895-9301
www.gladwinmachinery.com
IN, OH, KY
Боб Смит
Современное Машиностроительная компания
4622 Майдан Независимости
Индианаполис, IN 49546
317-791-8290
Факс: 317-791-8339
bobs @ modernmachinerycompany.ком
www.modernmachinerycompany.com
КС, МО, Южный IL
Эл Колби
Блэк Рок Машины
314-422-2178
Факс: 314-822-6270
www.blackrockmachinery.com
Manitowoc ID-0696N Льдогенератор кубического льда 30 дюймов 612 фунтов с дистанционным воздушным охлаждением
Детали
Manitowoc IDF-0600N Головка льдогенератора Кубическая конструкция требует установки воздушного охлаждения с выносным конденсатором CVDF-0600
Машины для кубиков льда серии Indigo NXT разработаны для операторов, которые знают, что лед критически важен для их бизнеса. Профилактическая диагностика этой машины постоянно контролирует себя для обеспечения надежного производства льда.Улучшения в очищаемости и программируемости делают льдогенератор простым в эксплуатации и менее дорогим в эксплуатации.
Модель Manitowoc IDF0600N имеет воздушное охлаждение и выносной конденсатор. Он может сделать до 612 фунтов кубиков размером с игральные кости за 24 часа. Распашная передняя дверь откидывается для облегчения доступа. Он имеет съемный поддон для воды, распределительную трубку, завесу и датчики для быстрой и эффективной очистки. Внешний вид обеспечивает превосходную коррозионную стойкость.Нержавеющая сталь с инновационным прозрачным покрытием, устойчивым к отпечаткам пальцев и грязи.
Его интеллектуальная диагностика предоставит вам 24 часа профилактического обслуживания и диагностическую обратную связь для бесперебойной работы. Вы можете настроить параметры в соответствии с вашими потребностями, вы можете запланировать напоминания о замене воздушного и водяного фильтров. Интеллектуальная система внутренней связи будет постоянно контролировать управление холодильной машиной и подсистемой. Когда возникают проблемы, они сразу же отмечаются и могут быть решены.Он оснащен дисплеем EasyRead Display, который отображает рабочее состояние, напоминания об очистке и информацию об активах через дисплей с синей подсветкой. Знание того, что происходит на каждом этапе процесса изготовления льда, дает вам на одну вещь меньше поводов для беспокойства. Вы можете запрограммировать производство льда на ежедневной основе и выбрать, насколько заполнен контейнер для льда.
Indigo позволяет настроить производство льда в соответствии с вашими потребностями, изготавливать необходимое количество льда в нужное время.Вы можете запланировать работу по дням недели или времени суток, чтобы снизить затраты на электроэнергию.
Общие вопросы и ответы
Каковы электрические характеристики?
Стандартно поставляется с однофазным напряжением 115 вольт, 60 герц, но есть и напряжения.
Каковы рабочие характеристики?
Диапазон температуры окружающей среды должен находиться в пределах от 35 до 110 градусов по Фаренгейту.Диапазон температуры воды должен быть от 35 до 90 градусов по Фаренгейту.
Какие требуемые зазоры?
Сверху и по бокам должен быть зазор 16 дюймов, а сзади – 5 дюймов.
Какой тип хладагента требуется?
R-404A
Если у вас есть какие-либо вопросы, позвоните нам в ресторан Jean’s Restaurant Supply, и один из наших высокообразованных торговых представителей предоставит вам всю необходимую информацию.