Станок 7б35 – 7Б35 Станок поперечно-строгальный. Паспорт, схемы, характеристики, описание
alexxlab | 16.03.2020 | 0 | Разное
Станок поперечно строгальный 7б35
Паспорт на Станок поперечно-строганный 7Б35 | ПАСПОРТИЗАЦИЯ
Назначение технического устройства.
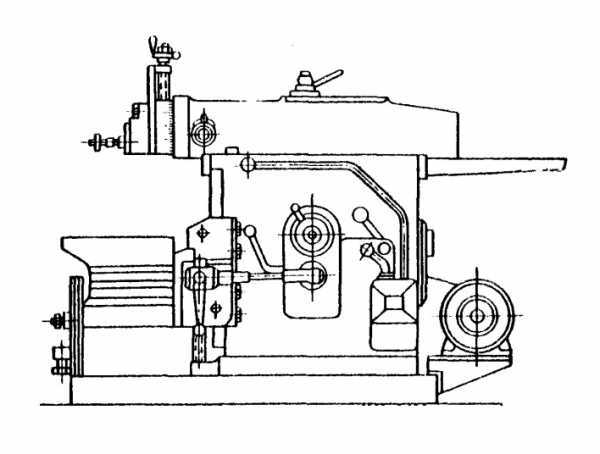
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с наибольшей длиной обработки 500 мм, а также для прорезания всевозможных прямолинейных пазов, канавок и выемок.
Технические характеристики.
Длина хода ползуна, мм – 20-500
Наибольшее перемещение стола, мм:
— от руки, не менее – горизонтальное — 500; вертикальное – 310
— механическое, не менее – 500 (горизонтальное)
Быстрое перемещение, м/мин – 2,23 (горизонтальное)
Цена деления лимба, мм – 0,1 (горизонтальное)
Перемещение за один оборот лимба, мм — горизонтальное — 12; вертикальное – 6
Размеры рабочих площадей стола, мм:
-верхней – длина – 500; ширина – 360; число пазов – 3
-правой – длина – 380; ширина – 375; число пазов – 3
-левой– длина – 380; ширина – 375; число пазов – 3
Габаритные размеры, мм:
длина – 2335
ширина – 1335
высота – 1540
Вес станка, кг – 1800
Руководство по эксплуатации, паспорт на Станок поперечно-строганный 7Б35 скачать бесплатно в формате djvu (93 страницы):
tu-passport.ru
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 Назначение
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |
Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).
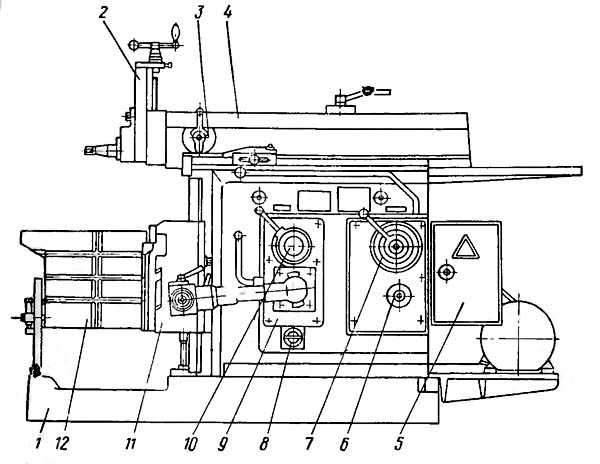
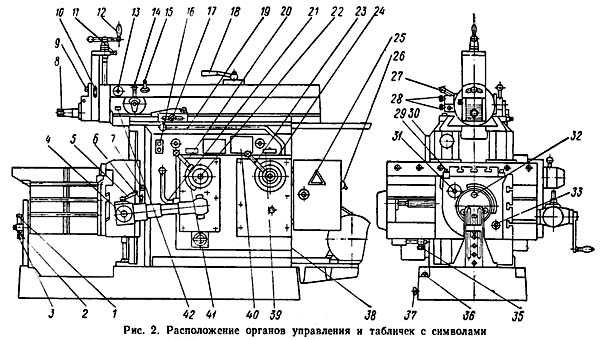
Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
vunivere.ru
7Б35 поперечно-строгальный станок
7Б35 поперечно-строгальный станок итак, стоит неизвестно на чем, какой то электромагнит и ВНИМАНИЕ ВОПРОС ! какой у него тип? Вы уж простите но телепаты все в отпуске. давайте сначала поймем, что за станок у вас, а лишь только после этого скачаем паспорт и посмотрим наименование элетромагнита. есть его фото? 7Б35 поперечно-строгальный станокRom22 (26 June 2013 – 17:41) писал:
Подскажите кто знает, что за магнит (тип).
Подскажите, что за станок? 7Б35 поперечно-строгальный станок подскажите как у кого выглядит на танке этот узел на сколько должна выступать втулка (должна ли она вообще выступать) похоже из за выступающей втулки на другом конце винта подачи не хватает места под одну из конических шестерен и автоматическая подача у меня работает только в 1 сторону. и как вытащить штифт который блокирует втулку он торчит мм на 3 а другой стороны нет сквозного отверстия чтоб ее выбить фото обратной стороны вала по идее он должен выступатьi-perf.ru
|
Поиск Лекций
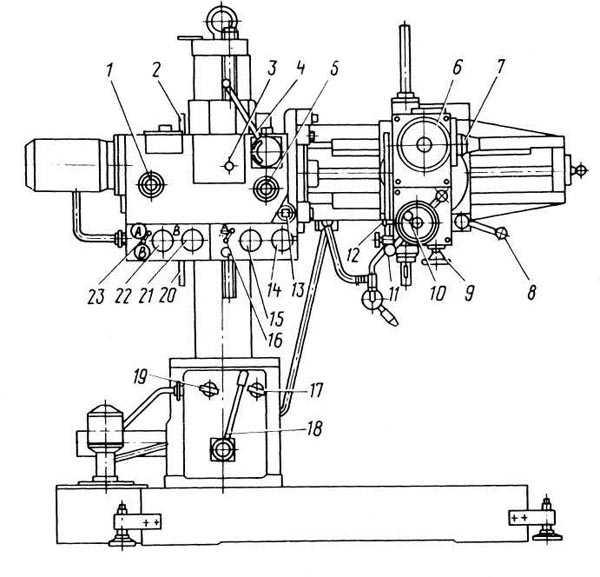
Запрещается 1. Работать на станке с неправильно выполненными или изношенными центровыми отверстиями и центрами. При неустойчивом креплении изделия и отсутствии оградительных приспособлений. 2. Производить во время работы станка наладку, установку, снимать, измерять или проверять обрабатываемое изделие и режущий инструмент, передавать или принимать через станок какие-либо предметы. 3. Крепить изделия неисправными зажимными приспособлениями, а также пользоваться поврежденным и не имеющим рукояток инструментом (напильники, шаберы и др.). 4. Курить и зажигать огонь при обработке сплавов, содержащих магний, а также при применении горючих жидкостей. 5. Производить какой-либо ремонт эл. оборудования . 6. Останавливать станок прижатием руки к патрону, обрабатываемой детали или шкиву. 7. Работать на станке в расстегнутой одежде с не заправленным галстуком и распущенными волосами. 8. Оставлять рабочий станок без присмотра, а также поручать работу на нем другим лицам. После работы: 1.Очистить станок и рабочее место. 2.Положить инструмент на постоянное место хранения. 3.Доложить мастеру или начальнику цеха о замеченных неполадках в работе станка. 4.Сдать станок сменщику и предупредить его обо всех, нюансах в обслуживании станка. 2) Общие сведения о возможностях токарных станков: К52, 6Р81Ш, 7Е35, 3Д642Е, 3Е721 1. 2К52 Радиально-сверлильный переносной станок. Радиально-сверлильный переносной станок модели 2К52 предназначен для обработки отверстий в средних и крупных деталях в единичном, мелкосерийном и серийном производстве. На станке можно выполнять: сверление, рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание отверстий. Расположение органов управления радиально-сверлильного станка 2К52-1 1. Переключатели скоростей шпинделя 2. Толкатель конечного выключателя «Вверх» 3. Квадратный хвостик для рукоятки ручного опускания бочки 4. Рукоятка включения вращения шпинделя, механического перемещения рукава по колонне и зажима-разжима бочки на колонне 5. Переключатели скоростей шпинделя 6. Маховик перемещения сверлильной головки по рукаву 7. Рукоятка переключения механической подачи шпинделя 8. Рукоятка зажима-разжима каретки и колонны (тумблер 23 в положении «А») 9. Маховик тонкой подачи шпинделя вручную 10. Кнопка фиксации лимба 11. Рукоятки включения механической или ручной подачи шпинделя 12. Кнопка включения упора лимба 13. Вал поворота рукава 14. Кнопка «Аварийный стоп» 15. Кнопка «Выключение схемы» 16. Тумблер включения местного освещения или переносной лампы 17. Рукоятка вводного выключателя «Вниз» 18. Рукоятка ручного зажима колонны 19. Рукоятка управления системы охлаждения 20. Толкатель конечного выключателя «Вниз» 21. Кнопка разжима колонны (тумблер 23 в положении «В») 22. Кнопка зажима колонны (тумблер 23 в положении «В») 23. Тумблер выбора органов управления зажимом, разжимом колонны
2. Фрезеровочный станок 6Р81Ш Рассчитан на осуществление фрезеровочных работ, зенкерования, сверления и растачивания отверстий. Обработке поддаются детали как из цветных, так и из черных металлов, а также пластмасс и различных сплавов. Используется этот станок в условиях серийного, мелкосерийного и единичного производств. В станках этой модели есть и вертикальные и горизонтальные поворотные шпиндели. Их можно устанавливать под разным углом в разных плоскостях. Сами шпиндели фиксируются благодаря зажиму инструмента и несколькими дополнительными принадлежностями и приспособлениями.
3. Поперечно-строгальный станок 7Б35 – аналог станка 7Е35 Поперечно-строгальный 7Б35 предназначен для обработки вертикальный, горизонтальных, наклонных плоских и фасонных поверхностей, прорезания в них пазов и канавок подрезки вертикальных поверхностей в условиях мелкосерийного производства. Благодаря высокой точности и надежности в работе поперечно-строгальный станок 7Б35 (аналог 7Е35) применяется в цехах механической обработки многих предприятий промышленности, как в единичном, так и серийном производстве.
Технические характеристики поперечно-строгального станка 7Б35 (аналог 7Е35)
4. Станок универсально-заточный 3Д642Е Предназначен для заточки и доводки основных видов режущих инструментов из инструментальной стали, твёрдого сплава и минерала-керамики абразивными, алмазными и эльборовыми кругами
Рекомендуемые страницы: Поиск по сайту |
|



poisk-ru.ru
Неполадки 7Б35 – Строгальные и долбежные станки
нужно регулировать ход, а не вылет
Угу. Это справа посредине, если смотреть на станок спереди.
Круглая приблуда диаметром около 100мм с четырёхгранником внутри.
Во время работы станка эта приблуда крутится синхронно с ползуном.
Двойной ход на оборот. Сидит эта приблуда на одной оси с кулисным колесом.
Значицца так… Дай станку поработать хоть немного для смазки.
Ну без смазки ж никак. Ты ж в курсе? Дети есть? Ну вот. Хай поработает.
Потом останови так, что б ползун стал где то посредине того хода,
на котором он ходил вот прям щяз при смазке. Ну де то так.
Потом бери четырёхгранник и крути. Мотор лучше останови, а то без
опыта вопрёшь фрикцион, получишь ключом по … лицу короче.
Вот. Крути хоть куда то. Не важно. Бывает он прикусывает и крутится
туго. Не насилуй. Лучше на стоящем моторе включи фрикцион и ручками
немного проверни станок за маховик. Покрутишь туда-сюда, поймёшь,
что к чему. На много не добавляй. По паре оборотов и включи, посмотри,
на сколько ходит ползун.
Показал стрелкой, где крутить. Сверху по предыдущей стрелке отпускать
не обязательно.
Изменено пользователем 676www.chipmaker.ru
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 Назначение
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
|
Наибольшее перемещение стола, мм |
горизонтальное |
вертикальное |
|
От руки, не менее………………………. |
500 |
310 |
|
Механическое…………………………… |
500 |
– |
|
Быстрое перемещение, м/мин…………. |
2,23 |
– |
|
Цена одного деления лимба, мм………. |
0,1 |
– |
|
Перемещение за 1 оборот лимба, мм…. |
12 |
6 |
Размеры рабочих площадей стола, мм:
|
длина |
ширина |
число пазов |
|
|
Верхней……………………………….. |
500 |
360 |
3 |
|
Правой………………………………… |
380 |
375 |
3 |
|
Левой………………………………….. |
380 |
375 |
3 |
Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).
Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
vunivere.ru
|
ТОП 10: |
Поперечно-строгальный 7Б35 предназначен для обработки вертикальный, горизонтальных, наклонных плоских и фасонных поверхностей, прорезания в них пазов и канавок подрезки вертикальных поверхностей в условиях мелкосерийного производства. Благодаря высокой точности и надежности в работе поперечно-строгальный станок 7Б35 (аналог 7Е35) применяется в цехах механической обработки многих предприятий промышленности, как в единичном, так и серийном производстве.
Технические характеристики поперечно-строгального станка 7Б35, (аналог 7Е35)
Станок универсально-заточный 3Д642Е Предназначен для заточки и доводки основных видов режущих инструментов из инструментальной стали, твёрдого сплава и минерала-керамики абразивными, алмазными и эльборовыми кругами
Технические характеристики универсального-заточного станка 3Д642Е
Плоско-шлифовальный станок 3Е721
Технические характеристики станка 7Е721 |



infopedia.su
7305 Станок поперечно-строгальный. Паспорт, схемы, характеристики, описание
Сведения о производителе поперечно-строгального станка 7305
Разработчиком и изготовителем поперечно-строгального станка 7305 является Оренбургский станкостроительный завод, основанный в 1941 году.
В 1943 году на заводе освоен выпуск первых поперечно-строгальных станков модели 736, а в 1945 году завод выпустил первые восемь долбежных станков модели 7417.
В 1956 году Оренбургский станкостроительный завод освоил серийное производство нового поперечно-строгального станка модели 7Б35, долбежного станка модели 7А450. К 1960 году выпуск станочной продукции достиг 2000 штук в год.
Поперечно-строгальные станки серии 7305, 7307Г завод начал выпускать в 1983 году.
Станки, выпускаемые Оренбургским станкостроительным заводом
7305 станок поперечно-строгальный. Назначение и область применения
Строгальный станок 7305 предназначен для обработки резцом вертикальных, горизонтальных, наклонных плоских и фасонных поверхностей деталей, а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется на заводах индивидуального и мелкосерийного производства.
Станина жесткой формы со шлифованными направляющими установлена на фундаментной плите.
Ползун с остроугольными направляющими имеет регулировочный клин для регулировки зазоров в процессе эксплуатации и механизм для изменения зоны резания (однорукояточный с выборкой зазоров в резьбе).
Ползун с суппортом резцовой головки перемещается при помощи кулисного механизма. Суппорт имеет ручную и автоматическую подачи. При автоматической подаче, суппорт перемещается только вниз.
Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом. Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка — от отдельного электродвигателя, включаемого с кнопочной станции.
Станок в основном исполнении изготавливается с прямоугольным неповоротным столом, а по особому заказу, за отдельную плату, — с универсальным поворотным столом.
Суппорт имеет ручное и механическое (по заказу) перемещения. Имеется механизм подъема резца при обратном ходе ползуна. Стол имеет ручное, механическое и ускоренное перемещения.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода. Коробка подач обеспечивает 25 подач стола.
Принцип работы станка 7305
Основными частями станка являются:
- станина
- ползун
- стол
- суппорт
- коробка скоростей
- кулисный механизм
- коробка подач
Станина имеет коробчатую форму, является достаточно жесткой. На станине сверху имеются горизонтальные направляющие, по которым перемещаются ползун с прикрепленным к нему суппортом. В резцедержателе суппорта закреплен резец, совершающий прямолинейное (горизонтальное) возвратно-поступательное движение.
Внутри станины расположен кулисный механизм, преобразующий вращательное движение кулисного зубчатого колеса в поступательное движение ползуна. Электродвигатель главного привода сообщает вращательное движение коробке скоростей, а через нее — кулисному зубчатому колесу. За каждый оборот кулисного зубчатого колеса ползун совершает один двойной ход, состоящий из рабочего хода, при котором срезается слой металла, и обратного холостого хода, при котором резец отводится в исходное положение.
На станине имеются вертикальные направляющие, по которым перемещается поперечина. Стол перемещается по горизонтальным направляющим поперечины, что в итоге обеспечивает возможность столу перемещаться в вертикальном и горизонтальном направлениях. Заготовка крепится на столе. Продольную и поперечную подачи осуществляет автоматически коробка подач, вертикальную подачу — механизм автоматической подачи суппорта.
Категория качества высшая.
Класс точности станка Н по ГОСТ 9—82Е.
Шероховатость обработанной поверхности Rz = 20 мкм.
Разработчик — Оренбургский станкостроительный завод.
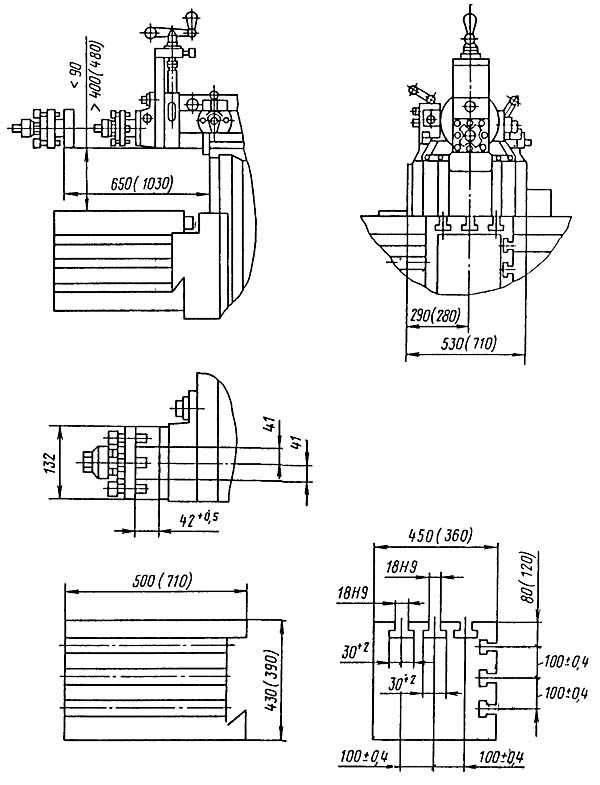
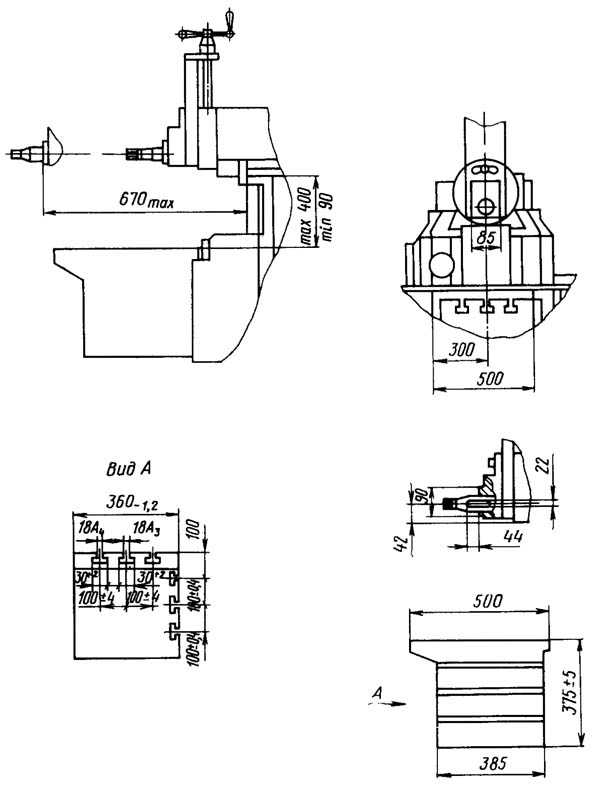
Габарит рабочего пространства. Посадочные и присоединительные базы поперечно-строгального станка 7305
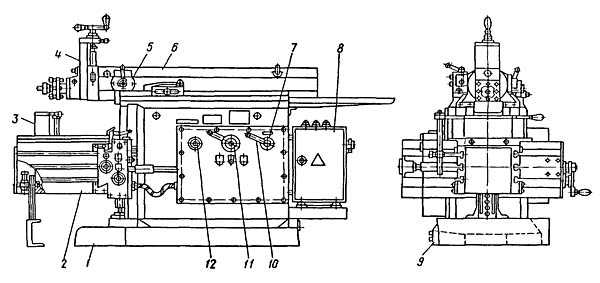
Общий вид поперечно-строгального станка 7305

7305 Расположение составных частей поперечно-строгального станка 7305
Перечень составных частей поперечно-строгального станка 7305
- Станина – 7305.10.000
- Поперечина – 7305.60.000
- Стружкосборник – 7305.90.000
- Суппорт – 7305.31.000
- Механизм вертикальной подачи суппорта – 7Е35.33.000
- Ползун – 7305.30.000
- Коробка скоростей – 7305.20.000
- Электрооборудование – 7305.80.000
- Смазка централизованная – 7305.70.000
- Механизм переключения скоростей – 7305.21.000
- Коробка подач – 7305.50.000
- Механизм кулисный – 7305.40.000
- Принадлежности – 7305.91.000
Расположение органов управления строгальным станком 7305

Спецификация органов управления поперечно-строгального станка 7305
- Хвостовик замка электрошкафа
- Рукоятка установки ряда чисел двойных ходов ползуна в минуту
- Кнопка включения станка
- Кнопка „Общий стоп”
- Кнопка „Толчковая”
- Рукоятка установки величины механической подачи стола
- Хвостовик вала изменения длины хода ползуна
- Гайка крепления поперечины на станине
- Рукоятка включения и реверсирования механического перемещения стола в вертикальном направлении
- Хвостовик вала ручного перемещения стола в вертикальном направлении
- Кнопка „Ускоренное перемещение”
- Кнопка „Пуск ползуна”
- Хвостовик вала ручного перемещения стола в горизонтальном направлении
- Упор стойки стола
- Гайка крепления стойки стола
- Винт точного подпора стола
- Кнопка „Стоп ползуна”
- Рукоятка включения и реверсирования механического перемещения стола в горизонтальном направлении
- Хвостовик втулки зажима резцедержателя и поворота резцов
- Винты крепления резцов
- Рукоятка зажима салазок суппорта
- Гайка крепления поворотной доски суппорта>
- Рукоятка перемещения салазок суппорта
- Винт поджима ходового винта суппорта
- Хвостовик вала крепления суппорта
- Рукоятка установки величины механической подачи суппорта
- Винт крепления упора механической подачи суппорта
- Хвостовик вала переустановки ползуна
- Вводный автоматический выключатель
- Хвостовик замка устройства для запирания вводного автоматического выключателя в отключенном состоянии
- Упор перемещения стола в горизонтальном направлении на заданный размер
- Винт зажима стойки экрана стружкосборника
- Гайки регулирования усилия зажатия штанги
- Рукоятка включения и выключения механизма автоматического откидывания резца при обратном ходе ползуна
- Рукоятка установки экрана стружкосборника
Кинематическая схема поперечно-строгального станка 7305
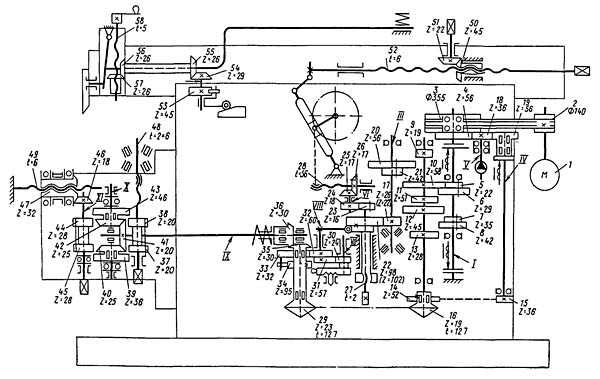
Схема кинематическая строгального станка 7305. Смотреть в увеличенном масштабе
Схема электрическая принципиальная строгального станка 7305

Рис. 15. Схема электрическая принципиальная строгального станка 7305
Электрооборудование строгального станка 7305
На станке установлено следующее электрооборудование:
- электродвигатель 4A132S6У3
- электромагнитные муфты:
- муфта пусковая ЭТМ094-1Н8
- муфта тормозная ЭТМ066-1А8
- муфта ускоренного перемещения стола ЭТМ074-1Н8
- светильник местного освещения HKC0lxl00/П00-03У4 с лампой М024-40
Вводный автоматический выключатель и аппараты цепей управления установлены в электрошкафу, укрепленном на задней стенке станины.
На станке применяются следующие величины напряжений:
- силовая цепь ~380 В переменного тока частотой 50 Гц
- цепь управления ~110 В переменного тока частотой 50 Гц
- цепь местного освещения ~24 В
- постоянного тока — цепь питания и управления электромагнитными муфтами =24 В
По особому заказу за отдельную плату электрооборудование может поставляться с напряжением силовой цепи 220, 400, 440 В и частотой 60 Гц, напряжением цепи управления 220 В.
Защита электрооборудования от токов короткого замыкания осуществляется:
- на вводе, ответвлениях к электродвигателю M1 (см. рис. 15.. .17) и трансформаторам управления Т1 и Т2 — вводным автоматическим выключателем Q1
- цепи местного освещения — предохранителем F1
- цепи управления 110 В — предохранителем F2
- цепи управления 24 В — предохранителем F3
Защита от перегрузки электродвигателя Ml осуществляется вводным автоматическим выключателем Q1.
Минимальная защита, исключающая самовключение электродвигателя и электромагнитных муфт, осуществляется магнитными пускателями.
Станок оснащен следующей световой сигнализацией:
- „Электросеть подключена” — сигнальная лампа белого цвета, расположенная на электрошкафу
- „Напряжение на электродвигателе” — сигнальная лампа зеленого цвета, расположенная на поперечине
- „Замыкание цепи управления на землю” — две сигнальные лампы желтого цвета, расположенные на электрошкафу
При замыкании на землю какой-либо точки цепи управления 110 В слева по схеме (см. рис. 15) от катушек магнитных пускателей загорается левая лампа, справа — загорается правая лампа. При замыкании цепи управления на землю в двух точках (слева и справа) перегорает предохранитель F2.
Все органы управления расположены на станке слева. Кнопка „Аварийное отключение станка”, „Включение станка”, „Установочное перемещение ползуна” находятся на съемной боковой крышке станины. Кнопки „Включение хода ползуна”, „Выключение хода ползуна”, „Ускоренное перемещение стола” расположены на поперечине.
Ввод питающих проводов предусмотрен снизу электрошкафа. Здесь же на задней стенке станины расположен винт заземления.
Расположение электрооборудования на строгальном станке 7305
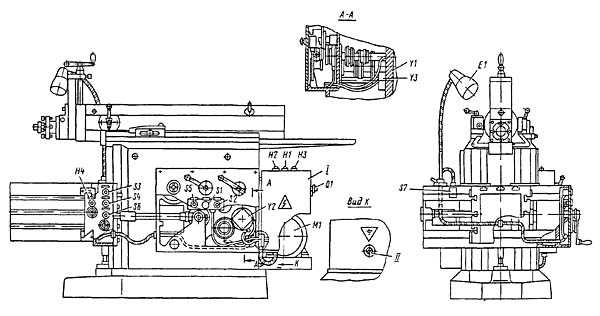
Рис. 17. Расположение электрооборудования на строгальном станке 7305
Описание работы электрической схемы строгального станка 7305
Схема электрическая принципиальная представлена на рис. 15, схема электрическая соединений — на рис. 16, схема расположения электрооборудования — на рис. 17.
При включении вводного автоматического выключателя Q1 получают питание трансформаторы управления Т1 и Т2, загорается сигнальная лампа белого цвета h2 „Электросеть подключена”.
При нажатии на кнопку S2 „Включение станка” срабатывает магнитный пускатель К1, который, замыкая свои контакты, встает на самоподпитку, запускает электродвигатель Ml, включает питание цепей управления электромагнитными муфтами; включается тормозная электромагнитная муфта 12.
При постоянном нажатии на кнопку S6 „Ускоренное перемещение стола” включается муфта Y3, стол перемещается на ускоренном ходу в направлении, определяемом положением рукояток переключения и реверсирования перемещения стола. При отжатии кнопки S6 электромагнитная муфта Y3 выключается, стол останавливается.
При постоянном нажатии на кнопку S5 „Установочные перемещения ползуна” включается пусковая муфта Y1, и отключается тормозная муфта Y2, ползун приводится в движение. При отжатии кнопки S5 муфта Y1 отключается, муфта Y2 включается, ползун останавливается. Этой же кнопкой рекомендуется пользоваться (при кратковременном нажатии) для облегчения переключения скоростей.
При нажатии на кнопку S4 „Включение хода ползуна” срабатывает магнитный пускатель К2, который, замыкая свои контакты, встает на самоподпитку и включает пусковую муфту Y1, размыкая свой нормально-замкнутый контакт, отключает тормозную муфту Y2, а также разрывает цепь питания муфты Y3 ускоренного перемещения стола. Ползун приводится в движение, при этом включение ускоренного перемещения стола невозможно, так как нормально-замкнутый контакт магнитного пускателя К2 разомкнут.
Для остановки ползуна нажмите на кнопку S3 „Выключение хода ползуна”. Для отключения электродвигателя станка нажмите на кнопку S1 с грибовидным толкателем красного цвета. Эта же кнопка служит для аварийного отключения станка.
По особому заказу за отдельную плату на станке предусмотрена возможность установки микропереключателя S7, который используется при строгании „По упору”.
Технические характеристики поперечно-строгального станка 7305
| Наименование параметра | 7Б35 | 7305 | 7307Г |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Длина хода ползуна, мм | 20..500 | 20..510 | 20..720 |
| Наибольшее сечение резца, мм | 20 х 32 | 20 х 32 | 40 х 25 |
| Наибольшее расстояние от опорной поверхности резца до станины (вылет), мм | 640 | 510 | 720 |
| Высота ползуна над рабочей поверхностью стола, мм | 90..400 | 90..400 | 90..480 |
| Стол | |||
| Размеры рабочей поверхности стола – верхней, мм | 360 х 500 | 360 х 500 | 450 х 710 |
| Размеры рабочей поверхности стола – правой, мм | 375 х 380 | ||
| Размеры рабочей поверхности стола – левой, мм | 375 х 380 | ||
| Наибольшее перемещение стола от руки – горизонтальное, мм | 500 | 580 | 710 |
| Наибольшее перемещение стола от руки – вертикальное, мм | 310 | 310 | 380 |
| Наибольшее перемещение стола механическое – горизонтальное, мм | 500 | ||
| Наибольшее перемещение стола механическое – вертикальное, мм | – | – | – |
| Число горизонтальных подач стола | 16 | 25 | 25 |
| Быстрое, горизонтальное перемещение стола, м/мин | 2,2 | 4,0 | 4,0 |
| Горизонтальные подачи стола, мм/дв.ход | 0,3..4,8 | 0,2..5,0 | 0,2..5,0 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,1 |
| Суппорт | |||
| Наибольшее вертикальное перемещение головки резца от руки, мм | 170 | 170 | 170 |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Наибольший угол поворота резцовой головки до входа в станину, град | ±60 | ±60 | ±60 |
| Наибольший угол поворота доски резцедержателя, град | ±15 | ±15 | ±15 |
| Наибольшая перестановка ползуна, мм | 310 | 310 | 410 |
| Наибольшее допустимое усилие резания, Н | 18000 | 17650 | 19600 |
| Число ступеней скоростей главного привода (перемещения ползуна) | 8 | 8 | 8 |
| Числа двойных ходов ползуна в минуту | 12,5; 17,7; 25; 34,5; 49; 71; 100; 138 | 13,2..150 | 10,6..118 |
| Число подач суппорта | 6 | 6 | 6 |
| Подачи суппорта, мм/дв.ход | 0,16..1 | 0,166..1 | 0,166..1 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 1 | 1 | 1 |
| Электродвигатель привода стола, кВт | 5,5 | 5,5 | 5,5 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2335 х 1355 х 1540 | 2310 х 1055 х 1550 | 2790 х 1235 х 1665 |
| Масса станка, кг | 1800 | 1930 | 2700 |
Связанные ссылки
Каталог справочник строгальных металлорежущих станков
Паспорта к строгальным станкам и оборудованию
stanki-katalog.ru
7307 Станок поперечно-строгальный. Паспорт, схемы, характеристики, описание
Сведения о производителе поперечно-строгального станка 7307
Разработчиком и изготовителем поперечно-строгального станка 7307 является Оренбургский станкостроительный завод, основанный в 1941 году.
В 1943 году на заводе освоен выпуск первых поперечно-строгальных станков модели 736, а в 1945 году завод выпустил первые восемь долбежных станков модели 7417.
в 1956 году Оренбургский станкостроительный завод освоил серийное производство нового поперечно-строгального станка модели 7Б35, долбежного станка модели 7А450. К 1960 году выпуск станочной продукции достиг 2000 штук в год.
Поперечно-строгальные станки серии 7Е35, 7307 завод начал выпускать в 1976 году.
Станки, выпускаемые Оренбургским станкостроительным заводом
Виды поверхностей, обрабатываемых на строгальных станках
Виды поверхностей, обрабатываемых на строгальных станках:
- а — ласточкин хвост
- б, е — канавки
- в — вертикальные плоскости
- г, д — фасонные поверхности
- ж — фаски
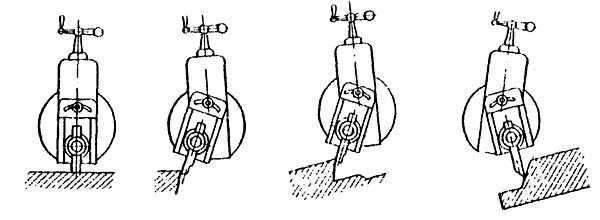
Положение суппорта и поворотной доски суппорта при строгании
Настройка и наладка станка на чистовое строгание плоскости выполняется в следующей последовательности.
1. Выбирается режим резания. В него входят глубина резания t, подача s, скорость резания v. С целью сокращения основного технологического времени Та черновое строгание следует выполнять с возможно большей глубиной резания и меньшим числом проходов i, стремясь по возможности произвести обработку за один проход.
2. Глубину резания t можно определить по формуле:
t = ∆/i,
где ∆— припуск; i — число проходов.
3. Проводится наладка станка в последовательности:
- закрепляется заготовка в тисках машинных на подкладках
- закрепляется проходной строгальный изогнутый резец в резцедержателе суппорта
- устанавливается и регулируется длина хода ползуна с учетом длины заготовки и перебега резца
- устанавливается резец на заданную глубину строгания лимбу винта вертикальной подачи
- проводится пробное включение станка и регулируется вылет ползуна относительно заготовки
- устанавливается стол с заготовкой справа от резца с тем, чтобы направление подачи стола было в сторону строгальщика
4. Проводится чистовое строгание плоскости. Шероховатость обработанной поверхности сравнивается с эталоном.
7307 станок поперечно-строгальный. Назначение и область применения
Поперечно-строгальный станок 7307 предназначен для обработки резцом плоских и фасонных поверхностей (горизонтальных, вертикальных, наклонных), а также для прорезания всевозможных пазов и канавок в деталях с длиной обработки до 500 мм. Он применяется в механических цехах машиностроительных заводов для индивидуального и мелкосерийного производства.
Ползун с суппортом резцовой головки с остроугольными направляющими имеет регулировочный клин для регулировки зазоров в процессе эксплуатации и механизм для изменения зоны резания (однорукояточный с выборкой зазоров в резьбе). Ползун перемещается при помощи кулисного механизма.
Механическая коробка скоростей с однорукояточным управлением и кулисный механизм обеспечивают движение ползуна с восьмью скоростями и различной длиной хода.
Коробка подач обеспечивает 20 подач стола.
Суппорт имеет ручную и механическую (автоматическую) (по заказу) подачи. При автоматической подаче, суппорт перемещается только вниз.
Стол имеет ручное, механическое и ускоренное перемещения. Перемещение стола в горизонтальном направлении осуществляется как автоматически, так и вручную, а в вертикальном направлении только вручную. Автоматическое горизонтальное перемещение стола осуществляется прерывисто (рабочая подача). Величина подачи устанавливается крановым механизмом.
Механизмы, размещенные в станине станка, имеют принудительную централизованную смазку. Привод станка — от отдельного электродвигателя, включаемого с кнопочной станции.
Для сбора стружки имеется стружкосборник.
Станок в основном исполнении изготавливается с прямоугольным неповоротным столом, а по особому заказу, за отдельную плату, — с универсальным поворотным столом.
Класс точности станка Н по ГОСТ 9—82Е.
Точность обработанной детали до 0,03 мм на длине до 300 мм.
Чистота обработки — не менее V5.
Разработчик — Оренбургский станкостроительный завод.
Габарит рабочего пространства. Посадочные и присоединительные базы поперечно-строгального станка 7307
Общий вид поперечно-строгального станка 7307

7307 Расположение составных частей поперечно-строгального станка 7307
Перечень составных частей поперечно-строгального станка 7307
- Станина – 730710000
- Суппорт – 730731000-03
- Механизм автоматической подачи суппорта* – 730733000
- Ползун – 730730000
- Электрооборудование – 730780000-03
- Коробка скоростей – 730720000-03
- Механизм переключения коробки скоростей – 730721000-03
- Централизованная смазка – 730770000
- Коробка подач – 30750000
- Кулисный механизм – 730740000
- Поперечина* – 730760000
- Универсальный стол** – 730761000
12. Стол*** – 730762000
* По особому заказу.
** Только у станка с универсальным поворотным столом.
*** Только у станка с прямоугольным неповоротным столом.
Расположение органов управления строгальным станком 7307
Спецификация органов управления поперечно-строгального станка 7307
- Винт точного подпора стола
- Гайка закрепления стойки стола
- Упор стойки стола
- Хвостовик вала для ручного перемещения стола
- Рукоятка включения и реверсирования механического перемещения стола
- Рукоятка управления перемещением стола
- Гайка закрепления поперечины на станине
- Винт закрепления резца
- Гайка закрепления поворотной доски суппорта
- Рукоятка зажима салазки суппорта
- Винт поджима ходового винта суппорта
- Рукоятка перемещения салазок суппорта
- Хвостовик вала закрепления суппорта
- Рукоятка установки величины механической подачи суппорта
- Хвостовик вала переустановки ползуна
- Кнопочная станция включения и выключения электродвигателя главного привода
- Винт крепления упора механической подачи суппорта
- Рукоятка закрепления ползуна
- Рукоятка управления фрикционной муфты главного привода (пуск и останов ползуна)
- Рукоятка установки величины механической подачи стола
- Рукоятка включения ускоренного перемещения стола
- Хвостовик вала изменения длины хода ползуна
- Рукоятка установки ряда чисел двойных ходов ползуна
- Хвостовик вала замка электрошкафа
- Вводный автоматический выключатель
- Рукоятка включения и выключения механизма автоматической откидки резца при обратном ходе ползуна
- Гайка для регулирования силы поджатия штанги
- Гайка закрепления наклоняемого стола
- Хвостовик вала поворота наклоняемого стола в плоскости, параллельной ходу стола
- Гайка закрепления поворотного стола
- Хвостовик вала поворота стола в плоскости, перпендикулярной ходу
- Рукоятка очистки пластинчатого фильтра
- Упоры перемещения стола в горизонтальном направлении на заданный размер
Общая компоновка и особенности конструкции станка 7307
Поперечно-строгальный станок модели 7307 состоит из основных узлов. На правой стороне станка смонтирована чугунная коробка подач, в которой находится механизм горизонтальной подачи стола.
К передней части станка крепится узел стола, состоящий из поперечины, салазок и собственно стола.
На задней части станка на чугунном кронштейне установлен электродвигатель.
На верхних направляющих станины собран узел ползуна, в котором с правой стороны вмонтирован механизм вертикальной механической подачи суппорта, а в передней его части укреплен суппорт.
Кулисный механизм, коробка скоростей и узел смазки смонтированы внутри станины.
Кинематика ставка предусматривает:
- возвратно-поступательное движений ползуна, являющееся главным движением, которое имеет 8 различных скоростей (двойных ходов ползуна в минуту)
- вспомогательные движения стола в горизонтальной плоскости, осуществляющие подачу обрабатываемого изделия (движение подачи и ускоренное горизонтальное перемещение стола)
Движение вертикальной подачи суппорта резца
При настройке на станке перемещаются вручную:
- палец кулисы – при изменении длины хода ползуна
- гайка ползуна – при изменении вылета ползуна
- стол в вертикальной плоскости – при установке изделия на станке
- стол в горизонтальной плоскости
- суппорт для наклона резца по отношению к обрабатываемой поверхности
Кинематическая схема поперечно-строгального станка 7307
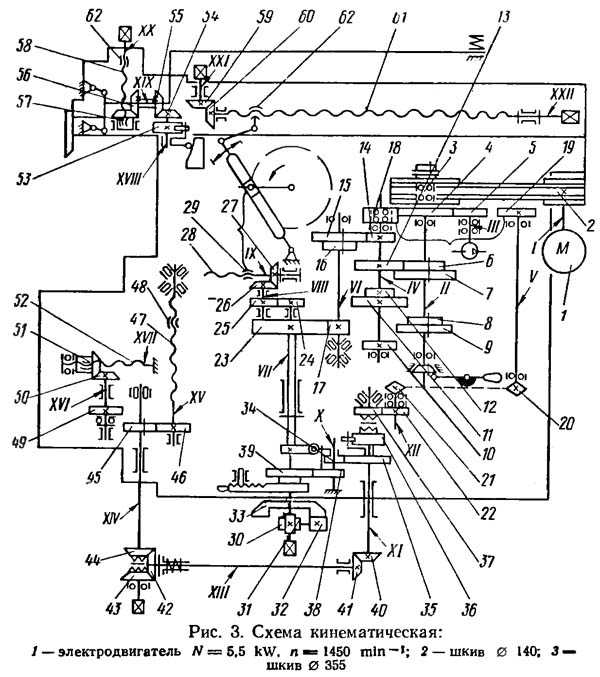
Схема 1 кинематическая строгального станка 7307. Смотреть в увеличенном масштабе
Схема 2 кинематическая строгального станка 7307. Смотреть в увеличенном масштабе
Схема 3 кинематическая строгального станка 7307. Смотреть в увеличенном масштабе
Схема электрическая принципиальная строгального станка 7307
Расположение электрооборудования на строгальном станке 7307
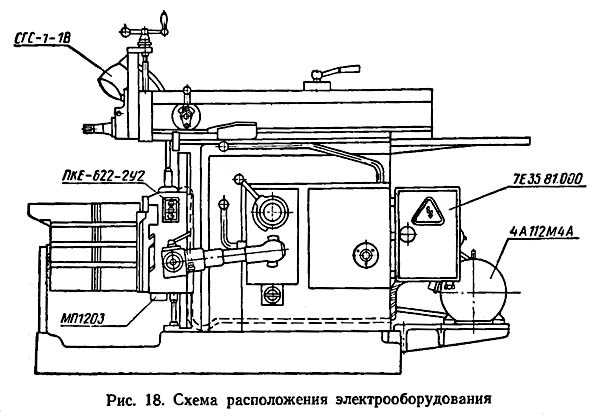
Расположение электрооборудования на строгальном станке 7307
Электрооборудование на строгальном станке 7307
На станке установлен трехфазный короткозамкнутый асинхронный электродвигатель 4А112М4А.
На станке применяются следующие величины напряжений переменного тока при частотах 50…60 Hz:
- силовая цепь трехфазная 220, 380, 400, 440 В
- цепь управления 220, 380, 400, 440 В
- цепь местного освещения 24 В
Выбор рабочего напряжения силовой цепи и местного освещения производит заказчик.
Для освещения рабочего места смонтирован на поперечине светильник СГС-1-1В с лампой. В нише поперечины с рабочей стороны установлены кнопки управления для пуска – «1» и остановки «0» главного привода и лампа, сигнализирующая о включении вводного автомата. Шкаф управления установлен на задней стенке станины. Ввод питающих проводов выполнен снизу через концевое соединение 1/2″ проводом ПГВ сечением не менее 1,5 mm2 черного цвета для линейных проводов и зелено-желтого цвета для заземления.
Технические характеристики поперечно-строгального станка 7307
| Наименование параметра | 7Б35 | 7Е35 | 7307 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка | Н | Н | Н |
| Длина хода ползуна, мм | 20..500 | 20..520 | 20..720 |
| Наибольшее сечение резца, мм | 20 х 32 | 20 х 32 | 25 х 40 |
| Наибольшее расстояние от опорной поверхности резца до станины (вылет), мм | 640 | 670 | 880 |
| Высота ползуна над рабочей поверхностью стола, мм | 90..400 | 90..400 | 90..480 |
| Наибольшая перестановка ползуна, мм | 310 | 310 | 410 |
| Стол | |||
| Размеры рабочей поверхности стола – верхней, мм | 360 х 500 | 360 х 500 | 450 х 710 |
| Размеры рабочей поверхности стола – правой, мм | 375 х 380 | ||
| Размеры рабочей поверхности стола – левой, мм | 375 х 380 | ||
| Наибольшее перемещение стола – горизонтальное, мм | 500 | 530 | 710 |
| Наибольшее перемещение стола – вертикальное, мм | 310 | 310 | 390 |
| Число горизонтальных подач стола | 16 | 20 | 20 |
| Пределы горизонтальных подач стола, мм/дв.ход | 0,3..4,8 | 0,2..4,0 | 0,2..4,0 |
| Быстрое, горизонтальное перемещение стола, м/мин | 2,2 | 3,0 | 3,0 |
| Быстрое вертикальное перемещение стола, м/мин | – | 0,6 | 0,6 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,1 |
| Ползун. Суппорт | |||
| Наибольшее вертикальное перемещение салазок суппорта (головки резца) от руки, мм | 170 | 170 | 170 |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Наибольший угол поворота резцовой головки до входа в станину, град | ±60 | ±60 | ±60 |
| Наибольший угол поворота доски резцедержателя, град | ±15 | ±15 | ±15 |
| Наибольшее допустимое усилие резания, Н | 18000 | 18000 | 20000 |
| Число ступеней скоростей главного привода (перемещения ползуна) | 8 | 8 | 8 |
| Числа двойных ходов ползуна в минуту | 12,5; 17,7; 25; 34,5; 49; 71; 100; 138 | 13,2; 19; 26,5; 37,5; 53; 75; 106; 150 | 10,6; 15; 21,2; 30; 42,5; 60; 85; 118 |
| Число подач суппорта | 6 | 6 | 6 |
| Подачи суппорта, мм/дв.ход | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 | 0,16; 0,33; 0,50; 0,66; 0,83; 1,0 |
| Электрооборудование. Привод | |||
| Количество электродвигателей на станке | 1 | 1 | 1 |
| Электродвигатель привода стола, кВт | 5,5 | 5,5 | 5,5 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2335 х 1355 х 1540 | 2350 х 1250 х 1550 | 2980 х 1400 х 1665 |
| Масса станка, кг | 1800 | 2100 | 2800 |
Связанные ссылки
Каталог справочника поперечно-строгальных станков
Паспорта к строгальным станкам и оборудованию
stanki-katalog.ru