Станок абразивный: Абразивный станок по металлу | Дисковые отрезные станки
alexxlab | 30.03.2023 | 0 | Разное
Абразивный станок по металлу | Дисковые отрезные станки
Металлорежущие станки Республики Болгария
Тел: (495) 720 82 48E-mail: [email protected]
Home » Каталог » Абразивный станок по металлу
Абразивно отрезные станки – необходимый инструмент при работе с абразивным кругом мерных заготовок из черных и цветных металлов. Данные станки используют круги различного диаметра для резки материала разных профилей: квадратный, прямоугольный, круглый и прочие.
Абразивно отрезные станки в основном применяются на малых предприятиях, в заготовительных цехах, и даже в бытовых условиях. Круг вращается с высокой окружной скоростью параллельно с мощной работой привода. Все это приводит к максимально эффективной резке металла, и низкой изнашиваемости станка.
Абразивно отрезные станки работают следующим образом: заготовка разрезается под любым углом в пределах сорока пяти градусов (в поперечном положении), при этом материал удерживают комбинированные тиски и происходит поворот шпиндельной головки в обе стороны.
Абразивно отрезные станки имеют отличительное преимущество – один рабочий может самостоятельно разрезать длинномерный материал с помощью мерной линейки и выдвижных удерживающих упорных конструкций.
Некоторые абразивно отрезные станки имеют насосное устройство подачи специальной охлаждающей жидкости, установку для снятия «заусенцев» с заготовки и систему удаления пыли.
Абразивный станок SF31 имеет удобные крепления и устанавливается на стол, который поставляется в комплекте. Запуск станка осуществляется нажатием кнопки, которая установлена на рукоятке. Дисковые станки оснащены мощным двигателем на 2.2 кВт, а также поворотными тисками. Абразивный диск в комплект не входит. Возможность резки заготовки от -45 до +45 градусов. Абразивные станки Силома, вы можете узнать по нашим фирменным цветам – серый и синий. Посмотреть другие отрезные станки Силома
Технические характеристики абразивного отрезного станка
SF 31 Siloma.
| Параметры SF 31 | H (HхW) | |||
| При резке под углом 90° | мм | 75 | ||
| 65 | ||||
| 60×75 | ||||
| При резке под углом 45° правый поворот | мм | 60 | ||
| 60 | ||||
| 60×60 | ||||
| При резке под углом 45° левый поворот | мм | 35 | ||
| 30 | ||||
| 30×60 | ||||
| Мощность: | ||||
| главный двигатель | kW | 2,2 | ||
| Размеры диска: | ||||
| мм | 305х3,2х32 | |||
| Габариты: | ||||
| Длина | мм | 760 | ||
| Ширина | мм | 460 | ||
| Высота | мм | 750/1460 | ||
| Масса | кг | 75 | ||
Важно!
На данный дисковый отрезной станок подходят диски только с размером 305х3,2х32 мм. !
!
Абразивный проволочно-вырезной станок с ЧПУ SX7720 – АлеКо
Перейти к содержимому
Описание станка:
Проволочно-вырезные станки абразивные с ЧПУ серии SX77 широко используются для резки графитовых электродов, пластин из эпоксидных смол, карбидных материалов, мрамора, нефрита, оптического стекла, керамики, ферритов, полупроводниковых материалов, огнеупорного кирпича и прочих материалов.
Модели отличаются величиной перемещения по осям, габаритами рабочего стола и соответственно размерами обрабатываемой заготовки.
Обрабатываемая деталь фиксируется на рабочем столе, который перемещает деталь по траектории, заданной программой. Рез происходит в результате трения между заготовкой и абразивной нитью.
- Комплектация
- Технические характеристики
- Дополнительная информация
Стандартная комплектация
- Система подачи рабочей жидкости
- Система смазки
- Проволока абразивная с алмазным напылением Ø 0,33 мм – 1000 м
- Шкаф управления ЧПУ
- Концентрат СОЖ (эмульсия JR-3A) 1:40, 2 кг – 1 шт.

- Комплект направляющих роликов Ø 100, мм (4 шт.) – 1 к-т
- Комплект инструкций по эксплуатации на русском языке – 1 к-т
Дополнительная комплектация:
- Комплект оптических линеек с УЦИ для SX7720 с установкой
- Система подачи воздуха.
| Параметры | Значение |
| Рабочий ход стола, мм | 200 х 250 |
| Размер рабочего стола, мм | 270 х 420 |
| Максимальная толщина разрезаемой заготовки, мм | 200 |
| Диаметр абразивной проволоки, мм | Ф0.19-Ф0.45 |
| Шаговый двигатель | 90BF006 |
| Шаг импульса, мм | 0.001 |
| Потребляемая мощность | 2 кВт, переменный ток 380В/220ВБ 50 Гц |
| Программируемая система (опционально) | HF/HL/Autocut/ X8 |
| Расстояние перемещения рабочего стола за один оборот штурвала, мм | 4 |
| Габаритные размеры, мм | 1050*720* 1700 |
| Вес, кг | 800 |
- Проволока абразивная с алмазным напылением.

На абразивных проволочно – вырезных станках серии SX77 применяется
проволока абразивная с алмазным напылением Ø 0,33 – 0,45 мм.
Одна намотка проволоки составляет 300 м, использование которой, в зависимости от обрабатываемого материала, может достигать 72 и более часа. - Комплект направляющих роликов. На станке установлено четыре направляющих ролика, изготовленных из высокопрочного материала. Ресурс работы роликов зависит от обрабатываемого материала и составляет 15-20 дней эксплуатации оборудования.
- Концентрат смазочно-охлаждающей жидкости JR-3A. (Он у нас есть на сайте в группе расходные материалы)
Slabe Machine – Что такое абразивная обработка?
Большинство деталей, используемых в аэрокосмической и медицинской промышленности, представляют собой сложные сплавы и имеют очень жесткие допуски, поэтому размеры, формы и формы детали должны быть наилучшими для безупречной функциональности сборки. Для достижения всего этого используются самые современные станки с ЧПУ, и часто необходимы абразивные станки с ЧПУ, чтобы выдерживать самые жесткие допуски.
Абразивная обработка – это процесс удаления материала с использованием таких абразивов, как оксид алюминия, карбид кремния, смоляная связка и многие другие абразивы, натуральные или синтетические. Процесс включает в себя постепенное удаление материала с заготовки с дополнительным включением оборудования высокого давления. Обычными абразивными процессами являются шлифование, хонингование, шлифование, полировка, полировка, притирка, абразивная гидроабразивная обработка, пескоструйная и стеклоструйная обработка.
Для чего используются абразивные станки?
Станки с ЧПУ имеют свои собственные ограничения постоянного соблюдения жестких допусков, и при производстве больших объемов иногда проще добавить припуск на детали, где требуются жесткие допуски, и закончить все другие размеры с использованием внешнего процесса, и это уменьшит станок с ЧПУ. время и частая смена расходных инструментов и оптимизация процесса, поэтому во многих случаях, когда требуется хорошее качество поверхности и / или жесткие допуски, такие как плоскостность, круглость и т. д., применяется процесс абразивной обработки.
д., применяется процесс абразивной обработки.
Как выглядит процесс абразивной обработки?
Традиционный / традиционный процесс обработки с ЧПУ включает резку металла с использованием станков, которые точат и / или фрезеруют заготовки, что приводит к процессу удаления большого количества стружки – во многих случаях этот процесс обеспечивает «среднее» качество поверхности … конечно, не те, которые можно удерживать при использовании абразивной обработки. Процесс абразивной обработки включает в себя нанесение абразивных частиц на заготовку таким образом, что эти абразивные частицы удаляют крошечные части материала с заготовки, что помогает шероховатости поверхности выглядеть намного лучше, чем при обработке с ЧПУ с использованием режущих инструментов. Эта же основная концепция используется при шлифовании, хонинговании, шлифовании, полировании, полировке, притирке, суперфинишной обработке, полировке и абразивной гидроабразивной резке.
Шлифование – Шлифование является наиболее распространенным процессом абразивной резки. Шлифовка производится с помощью шлифовального круга или абразивной ленты на шлифовальном станке. На круглой детали внешний диаметр (OD) может быть отшлифован с помощью бесцентрового шлифовального станка (либо с использованием сквозного шлифовального станка, либо с торцовым шлифовальным станком), а внутренний диаметр (ID) может быть отшлифован с помощью внутришлифовальных станков. Плоские поверхности можно отшлифовать плоскошлифовальными машинами. Процесс шлифования по внешнему и внутреннему диаметру используется при соблюдении жестких допусков на размер (и/или круглость) как наружного, так и внутреннего диаметра, а плоскошлифовальные станки используются при соблюдении жестких допусков на плоские детали. Твердость шлифовального круга / шлифовального диска измеряется зернистостью, а шлифовальные круги обычно имеют зернистость от 24 до 100. В зависимости от размера и качества требуемой чистоты поверхности доступны различные шлифовальные круги и/или диаметры кругов, которые при правильном выборе могут обеспечить желаемые результаты.
Шлифовка производится с помощью шлифовального круга или абразивной ленты на шлифовальном станке. На круглой детали внешний диаметр (OD) может быть отшлифован с помощью бесцентрового шлифовального станка (либо с использованием сквозного шлифовального станка, либо с торцовым шлифовальным станком), а внутренний диаметр (ID) может быть отшлифован с помощью внутришлифовальных станков. Плоские поверхности можно отшлифовать плоскошлифовальными машинами. Процесс шлифования по внешнему и внутреннему диаметру используется при соблюдении жестких допусков на размер (и/или круглость) как наружного, так и внутреннего диаметра, а плоскошлифовальные станки используются при соблюдении жестких допусков на плоские детали. Твердость шлифовального круга / шлифовального диска измеряется зернистостью, а шлифовальные круги обычно имеют зернистость от 24 до 100. В зависимости от размера и качества требуемой чистоты поверхности доступны различные шлифовальные круги и/или диаметры кругов, которые при правильном выборе могут обеспечить желаемые результаты.
Шлифовка может выполняться с использованием традиционных шлифовальных станков или на шлифовальных станках с ЧПУ, включая автоматизацию, что позволяет выполнять некоторые шлифовки с ЧПУ без участия человека.
Хонингование – Хонингование — это процесс, который используется для контроля размера и формы внутренней поверхности. При хонинговании используется режущий инструмент, называемый хонинговальным бруском, который состоит из абразивных зерен, связанных вместе клеем. Хонингование немного отличается от шлифования, поскольку его можно охарактеризовать как процесс шлифования с саморегулировкой. Как и шлифование, хонингование представляет собой процесс постепенного удаления материала. Хонингование часто является более медленным процессом, чем шлифование, а температура и давление ниже, что означает, что при хонинговании обычно используется лучший контроль размера. Хонингование может занять больше времени, чем некоторые операции шлифования, и хонингование может выполняться как вертикально, так и горизонтально.
Хонингование может выполняться с использованием традиционных шлифовальных станков или на хонинговальных станках с ЧПУ, и если процесс настроен с надлежащей автоматизацией, хонингование с ЧПУ может выполняться без участия человека.
Шлифование – Шлифование – это завершающий процесс, придающий поверхности обработанных деталей однородный вид и удаляющий любые дефекты и/или улучшающий коррозионную стойкость. Шлифование обычно выполняется с помощью высокоскоростных шлифовальных дисков. На рынке доступно множество шлифовальных дисков, и шлифовальные диски бывают разных размеров и форм, большинство из которых представляют собой волокнистые диски на полимерной связке.
Полировка – Полировка также является завершающим процессом, при котором удаление материала минимально. Этот процесс включает в себя многократное применение абразивов с более мелкой и крупной зернистостью вместе с подходящим полировальным составом для получения желаемого результата.
Притирка – Притирка используется для удаления материала с плоских деталей. Притирка – это процесс, включающий две поверхности, между которыми находится абразив. Здесь деталь «зажата» между двумя абразивными кругами, что позволяет обрабатывать обе стороны заготовки. При притирке используется свободный абразив вместо более часто используемых в шлифовальных кругах связанных абразивов.
Гидроабразивная резка – Гидроабразивная резка представляет собой просто ускоренный процесс эрозии – вода под высоким давлением подается через сопло в смесительную камеру, которая создает вакуум и втягивает гранатовый песок в поток, где смесь затем направляется через сопло высокого давления и к заготовке для резки. Частицы песка прорезают материал, буквально отрывая металл.
Станок для гидроабразивной резки состоит из трех основных компонентов
- Насос – , который является основным компонентом любого станка для гидроабразивной резки и обеспечивает подачу воды под давлением для процесса резки.
- Стол (система перемещения по осям X-Y) – стол будет иметь систему перемещения по осям xy для режущей головки, которая содержит смесительную трубку и перемещается по желаемой траектории резки.

- Контроллер – это программное обеспечение, которое взаимодействует с контроллером и обеспечивает управление движением и позиционированием сопла для обеспечения максимальной точности при резке.
Другие компоненты включают в себя бункер для абразива и улавливающий бак – бункер для абразива обеспечивает дозированный поток гранулированного абразива к соплу. Улавливающий бак заполнен водой для рассеивания энергии от машины гидроабразивной резки после того, как она разрезает заготовку.
Абразивная гидроабразивная резка имеет значительные преимущества по сравнению с традиционной/традиционной обработкой, некоторые из которых:
- Абразивная гидроабразивная резка без зон термического влияния, а это означает, что не будет тепловой деформации и материал заготовки не будет скомпрометирован.
- Абразивная гидроабразивная резка обеспечивает превосходное качество кромки — часто в несколько раз лучше, чем резка на станке. Поверхности режущей кромки в результате гидроабразивной резки будут гладкими, однородными и без заусенцев.

- Гидроабразивная резка является одним из экономически эффективных методов обработки и может выполняться без участия человека при надлежащей автоматизации.
- При гидроабразивной резке в качестве расходного материала используется только гранат (песок).
Благодаря широкому спектру преимуществ машины для гидроабразивной резки зарекомендовали себя как универсальные и безопасные, а их способность резать более толстые и более широкий спектр материалов является дополнительной причиной того, что они стали одним из любимых вариантов машин для резки в производстве. отрасли, использующие более твердые детали.
Пескоструйная/стеклоструйная обработка – Эти процессы используются для травления поверхности с использованием абразивного материала. Доступны различные абразивные материалы, от мелкого до чрезвычайно крупного: чем грубее зернистость, тем быстрее она будет «струиться» и формировать текстуру. Некоторые из используемых абразивных сред: песок, гранат, оксид алюминия, пыль карбида кремния.
Существуют некоторые другие инструменты / машины, такие как абразивный отрезной станок, отрезной диск, отрезные круги, абразивный диск, которые используются для различных металлорежущих станков / станков для удаления заусенцев.
Плюсы и минусы абразивной обработки?
Абразивная обработка может помочь получить широкий спектр характеристик поверхности на любой заготовке, изготовленной из любого количества металлов. Они работают с использованием меньшего количества расходных материалов, чем те, которые используются на станках для резки материала, и поэтому их производительность значительно выше для соблюдения жестких допусков и отличного качества поверхности.
Labcut 350F Floor Модель Высокоскоростной станок для абразивной резки – | Резка
Увеличить [+]
- Обзор
- Технические характеристики
- Сопутствующие аксессуары
- Сопутствующие товары
Прецизионная абразивная резка широкого спектра материалов
Extec Labcut 350F — это напольная абразивно-отрезная машина с ручным управлением, предназначенная для отрезных кругов диаметром 14 дюймов (350 мм) или 12 дюймов (300 мм). Его можно использовать для разрезания широкого спектра современных материалов, включая:
Его можно использовать для разрезания широкого спектра современных материалов, включая:
- Твердые стали
- Инструментальная сталь
- Чугун
- Сталь и никелевые сплавы
- Цветные металлы напр. Алюминий, латунь, титан
- Керамика
- Стекло
- Композитный
- Карбид
- Бар
- Трубка
Абразивный отрезной круг приводится в действие косвенным образом с помощью трехфазного двигателя мощностью 7,5 л. навес.Его угол можно отрегулировать для удобства использования.Между режущей головкой и станиной установлен гидрозатвор для контроля натяжения при резке и гарантирует, что никакая резка не будет воспроизводима независимо от пользователя.
Станина станка имеет Т-образные пазы, на которые можно установить приспособления для тисков. Стандартная машина оснащена правыми тисками размером 3 3/4 дюйма (95 мм). Дополнительные тиски LH также могут быть установлены, чтобы обе стороны материала могли быть зажаты во время резки. Пневматические тиски также доступны по требованию заказчика.
Пневматические тиски также доступны по требованию заказчика.
Фонарь имеет большое переднее смотровое окно и 2 боковых смотровых окна. Имеются также 2 боковых порта доступа, через которые можно пропустить длинный стержень для резки. Таким образом можно разрезать стержневой материал до 4 дюймов (100 мм). Установлен защитный блокировочный выключатель.
Бак для охлаждающей жидкости объемом 4,4 галлона (17 литров) расположен в нижнем шкафу. Он оснащен циркуляционным насосом, который подает достаточное количество охлаждающей жидкости к паре гибких форсунок, которые можно направить в зону резания. Если требуется сухая резка, циркуляционный насос охлаждающей жидкости можно отключить. Система циркуляции теплоносителя также спроектирована как промывочная. Двухпозиционный кран, расположенный внутри кожуха, направляет охлаждающую жидкость либо к форсункам, либо к промывочному шлангу. Подходящие для этого элементы управления расположены на передней панели.
Электрические компоненты размещены в шкафу, установленном на задней панели машины.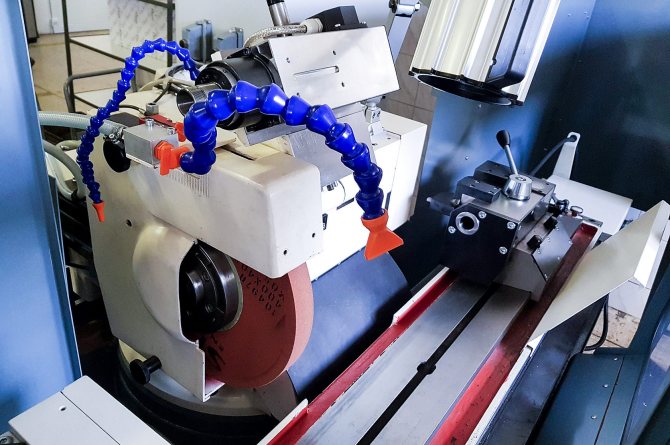 Электрический изолятор для трехфазного питания расположен на боковой панели шкафа. Переключатели на передней панели управляют машиной через низковольтные цепи управления. Эти элементы управления включают в себя включение/выключение двигателя, включение/выключение охлаждающей жидкости, внутреннее освещение и аварийный останов.
Электрический изолятор для трехфазного питания расположен на боковой панели шкафа. Переключатели на передней панели управляют машиной через низковольтные цепи управления. Эти элементы управления включают в себя включение/выключение двигателя, включение/выключение охлаждающей жидкости, внутреннее освещение и аварийный останов.
Внутренний защищенный люминесцентный светильник освещает внутреннюю часть навеса и дает пользователю обзор во время резки. На навесе установлена защитная блокировка с таймером, которая гарантирует, что навес нельзя будет открыть до тех пор, пока режущий диск не остановится. Само колесо охраняется. Эта машина соответствует строгим правилам безопасности резки.
- Двигатель:
- 7,5 л.с. (5,5 кВт) 3-фазный двигатель – укажите напряжение
- Диаметр шпинделя:
- Максимальный диаметр 1 1/4 дюйма (32 мм)
- Скорость вращения колеса:
- 2500 об/мин 50 Гц / 2800 об/мин 60 Гц
- Размер колеса:
- 14 дюймов (350 мм) или 12 дюймов (300 мм)
- Размеры:
- Ширина: 25,6 дюйма (650 мм)
- Глубина: 30,0″ (760 мм)
- Высота: 25,0″ (640 мм)
- Вес:
- 520 фунтов.
 (240 кг)
(240 кг)
- 520 фунтов.
- Механизм подъема/опускания:
- Боковая рукоятка, регулируемый угол, гидроблок для постоянного давления
- С-К:
- Быстрая, удобная и экономичная система C-K (Clear-Kling) использует революционную прозрачную основу, которая обеспечивает адгезию без клея. Диски C-K можно наносить на любой валик. Выберите желаемую ткань C-K, абразивный диск или алмазную притирочную пленку и нанесите на валик — она мгновенно прилипнет. Когда закончите, просто поднимите и замените следующим элементом. Диски C-K остаются на валике и могут использоваться повторно. Доступно для различных продуктов Extec.
- СРП:
- PSA (чувствительный к давлению клей) основа, устойчивая к маслам, воде и спирту.
- Ткань:
- Тканевая основа доступна для большинства продуктов.
- Обычная:
- Для большинства продуктов доступна гладкая подложка.
- Полиэстер Задняя часть:
- Основа Extec Poly.

- Максимум:
- Неметаллическая, магнитосовместимая подложка.
| Каталог № | Блок | Описание | ||
|---|---|---|---|---|
10312 | Каждый | Рециркуляционный бак EXTEC | Добавлен 10312 . Продолжить покупки | Проверить Добавлено | |
10306 | Каждый | Бак-4,4 галлона (17 л) | Рециркуляционный бак EXTEC-4,4 галлона (17 л) с мин. насос | Снято с производства |
10316 | Каждая | 4 дюйма (100 мм) | Левосторонние тиски большой емкости EXTEC (левые) – 4 дюйма (100 мм) | Добавлен 10316 . |
