Станок для гибки листового металла гидравлический: Листогиб гидравлический, листогибочный пресс купить
alexxlab | 21.01.2023 | 0 | Разное
Как выбрать гибочный пресс и метод гибки. Советы практика
I. Какой метод гибки выбрать?
- 1. Свободная гибка
- 2. Калибровка
II. Какой гибочный пресс выбрать?
- 1. гидравлический гибочный пресс с механическим остановом
- 2. гидравлический гибочный пресс с ЧПУ и серво-гидравликой
Введение
Согнул — отложил, согнул — отложил. 25 лет назад этот процесс был ежедневной обязанностью обслуживающего пресс оператора. На этом сложности не заканчивались. Оператор должен был постоянно перенастраивать машину, чтобы получить различные углы гиба, организовывать промежуточное складирование заготовок и выполнять многие другие действия, не связанные напрямую с изготовлением конечной детали. Потом цикл повторялся. Положить заготовку. Согнуть. Перенастроить пресс. Не забывать про промежуточное хранение. Положить заготовку. Согнуть. И так снова и снова.
Рабочие, которые имеют дело с листовым металлом сегодня, посчитают такой процесс технологией доисторического периода. Сегодня деталь изготавливают на дружественном оператору эргономичном гибочном прессе с ЧПУ и автоматической настройкой всех параметров гибки. Разные углы, разные профили на одном и том же инструменте — и нет проблем!
Сегодня деталь изготавливают на дружественном оператору эргономичном гибочном прессе с ЧПУ и автоматической настройкой всех параметров гибки. Разные углы, разные профили на одном и том же инструменте — и нет проблем!
Станки с 4-мя управляемыми осями сейчас скорее стандарт, чем исключение. Прессы с 8-ю или более осями — уже не редкость, к тому же они наиболее перспективны при совместном использовании роботов с гибочными прессами.
И все это для того, чтобы произвести трехмерную деталь из плоского металлического листа, будь то сталь, нержавеющая сталь, алюминий, магний, медь, латунь или даже золото. Куда ни посмотри, везде конструкции из листового металла. Это бум листового металла! Даже производители гибочных прессов удивляются, насколько сложные детали производят их заказчики. Взаимодействие производителей станков и их заказчиков открывает новые перспективы: инженеры вместе думают, как эффективно произвести деталь на гибком оборудовании. Замена сварки гибкой может быть очень выгодна при обеспечении прочности изделия.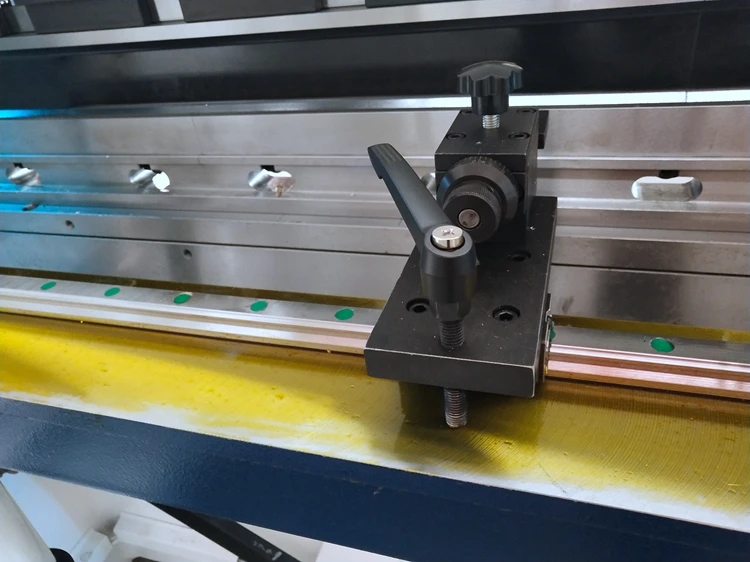 «Близко к конечной форме» — вот что можно сказать о сходящей с гибочного пресса детали, которая имеет большое сходство с конечным изделием.
«Близко к конечной форме» — вот что можно сказать о сходящей с гибочного пресса детали, которая имеет большое сходство с конечным изделием.
«Лист» и «гибка» не ассоциируются с высокой технологией. Но для того чтобы гнуть «непослушный» лист нужны специальные знания и большой опыт. Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, а то — нет!
Без изменения программы угол будет меняться. Например, если лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина — 500 мм, 1000 мм или 2000 мм, если гибка производится вдоль или поперек волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение, вызванное пластической деформацией, сильнее или слабее. Если, если, если…
«Гибка» звучит просто, но на самом деле в этом процессе хватает нюансов. Поэтому компания «Robur International» подготовила руководство, которое поможет выявить сложности и найти способы их решения. Не путем сложных формул, а обзором, ориентированным на практическое применением. Здесь намеренно не будет упоминаний производителей гибочных прессов. Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Поэтому компания «Robur International» подготовила руководство, которое поможет выявить сложности и найти способы их решения. Не путем сложных формул, а обзором, ориентированным на практическое применением. Здесь намеренно не будет упоминаний производителей гибочных прессов. Лист не волнуют ценовые аргументы, даже если каталог пестрит яркими цветами и многообещающими перспективами.
Тем не менее в последние годы производители прессов приложили много усилий, чтобы сделать процесс формообразования более гибким и производительным. Следует отдать должное тем, кто этого заслуживает, ведь мы говорим о действительно высоких технологиях. Но будем реалистичны: традиционные старые гибочные прессы с механическим стопором в цилиндрах и синхронизирующим валом все еще пользуются спросом во всем мире.
Задача «Robur International» — дать объективный совет заказчикам. Отправная точка — не тип станка, а конкретная задача гибки. Простой традиционный станок или высокая технология гибки? Ответ должен быть найден вместе. Инвестиции в гибочный пресс эффективны только тогда, когда и технический, и экономический аспекты убедительны. Принимая все вышесказанное во внимание, перейдем к главному.
Инвестиции в гибочный пресс эффективны только тогда, когда и технический, и экономический аспекты убедительны. Принимая все вышесказанное во внимание, перейдем к главному.
I. Какой метод гибки выбрать?
Различают 2 основных метода гибки.
Мы говорим о «воздушной гибке» или «свободной гибке», если между листом и стенками V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространенный метод.
Если лист прижат полностью к стенкам V-образной матрицы, мы называем этот метод «калибровкой». Несмотря на то что метод это достаточно старый, он используется и даже должен использоваться в определенных случаях, которые мы рассмотрим далее.
1. Свободная гибка
Обеспечивает гибкость, но имеет некоторые ограничения по точности.
Основные черты
Траверса с помощью пуансона вдавливает лист на выбранную глубину по оси Y в канавку матрицы. Лист остается «в воздухе» и не соприкасается со стенками матрицы. Это означает, что угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.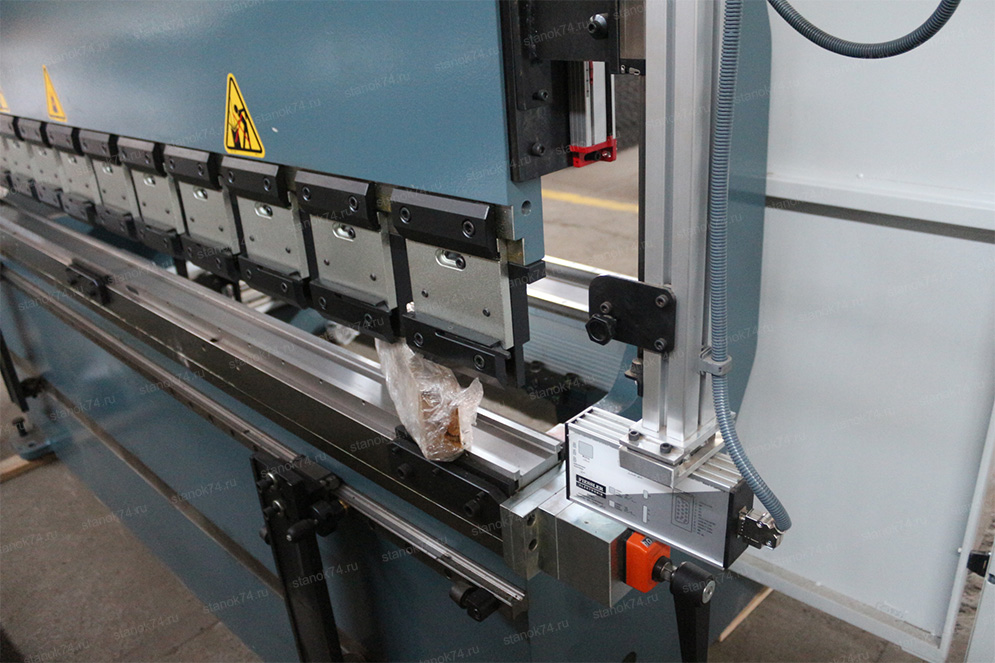
Точность настройки оси Y на современных прессах — 0,01 мм. Какой угол гибки соответствует определенному положению оси Y? Трудно сказать, потому что нужно найти правильное положение оси Y для каждого угла. Разница в положении оси Y может быть вызвана настройкой хода опускания траверсы, состоянием гибочного инструмента и свойствами материала: толщина, предел прочности, деформационное упрочнение.
Приведенная ниже таблица показывает отклонение угла гибки от 90° при различных отклонениях оси Y.
Преимущества свободной гибки
- Высокая гибкость: без смены гибочных инструментов можно получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы и 180°. Например, 86° или 28°.
- Меньшие затраты на инструмент.
- Меньшее усилие гибки по сравнению с калибровкой.
- Можно «играть» усилием: большее раскрытие матрицы означает меньшее усилие гибки. Если вы удваиваете ширину канавки, вам необходимо только половинное усилие.
 Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием. - Меньшие инвестиции, так как нужен пресс с меньшим усилием.
 Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.
Это означает, что можно гнуть более толстый материал при большем раскрытии с тем же усилием.Но это только теория. На практике вы можете сэкономить деньги на приобретении пресса с меньшим усилием, позволяющего использовать все преимущества воздушной гибки, и потратить их на дополнительное оснащение. Например, на дополнительные оси заднего упора или манипуляторы.
Недостатки воздушной гибки
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций.
Наш совет
- Воздушную гибку желательно применять для листов толщиной свыше 1,25 мм; для толщины листа 1 мм и менее лучше использовать калибровку.
- Наименьший внутренний радиус гибки должен быть больше толщины листа. Если внутренний радиус должен быть равен толщине листа, лучше использовать метод калибровки.
- Большой радиус может быть получен воздушной гибкой путем использования пошагового перемещения заднего упора. Если большой радиус должен быть высокого качества, рекомендуется применять только метод калибровки специальным инструментом.

Kакое усилие гибки
Из-за различных свойств материала и последствий пластической деформации в зоне гибки определить требуемое усилие можно только примерно.
Предлагаем вам 3 практических способа:
(1) таблица
В каждом каталоге и на каждом прессе вы найдете таблицу с требуемым усилием (P) в кН на 1000 мм длины гиба (L) в зависимости от:
- толщины листа (S) в мм
- предела прочности (Rm) в Н/мм2
- V — ширины раскрытия матрицы (V) в мм
- внутреннего радиуса согнутого листа (Ri) в мм
- минимальной высоты отогнутой полки (B) в мм
(2) формула
1,42 – это эмпирический коэффициент, который учитывает трение между кромками матрицы и обрабатываемым материалом.
Другая формула дает похожие результаты:
(3) «Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S). Тогда P = 8 x S, где P выражается в тоннах. Например, для толщины 2 мм раскрытие матрицы V = 2 x 8 = 16 мм означает, что вам необходимо 16 тонн/м.
Усилие и длина гиба
Длина гиба пропорциональна усилию, т.e. усилие достигает 100% только при длине гиба 100%. Например:
| Усилие | Длина гиба |
| 100% | 3.000 мм |
| 75% | 2.250 мм |
| 50% | 1.500 мм |
| 25% | 750 мм |
Наш совет
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN позволяет значительное отклонение от номинальной толщины листа. Так, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм. Следовательно, нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Так, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм. Следовательно, нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение (Rm)
Здесь допуски также являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например:
St 37-2: 340 – 510 Н/мм2
St 52-3: 510 – 680 Н/мм2
Наш совет
Не экономьте на усилии гиба. Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно.
Реальные значения толщины и предела прочности являются важными факторами при выборе нужного станка с нужным номинальным усилием.
V – раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S:
V = 8 x S
Но это только при условии, что S меньше или равно 6 мм. Для большей толщины листа необходимо использовать:
Для большей толщины листа необходимо использовать:
V = 10 x S или V = 12 x S
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- Большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- Меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri)
При применении метода воздушной гибки большая часть материала подвергается упругой деформации.
После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»).
В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки.
Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением».
Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше, чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу:
В случае с V = 8 x S, мы можем сказать, что Ri = S x 1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус.
Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Наш совет
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (B)
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | В |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем больше упругая деформация;
- направление волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемого при условии V = 8 x S:
| Предел прочности в Н/мм 2 | Упругая деформация в ° |
| 200 | 0,5 – 1,5 |
| 250 | 1 – 2 |
| 450 | 1,5 – 2,5 |
| 600 | 3 – 4 |
| 800 | 5 – 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки. Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
Например, угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°.
2. Калибровка
Точный, но негибкий способ
При этом методе угол гиба определен усилием гиба и гибочным инструментом: материал зажат полностью между пуансоном и стенками V-образной матрицы. Упругая деформация равняется нулю и различные свойства материала практически не влияют на угол гиба.
Грубо говоря, усилие калибровки в 3-10 раз выше усилия свободной гибки.
Преимущества калибровки
- точность углов гиба, несмотря на разницу в толщине и свойствах материала;
- маленький внутренний радиус;
- большой внешний радиус;
- Z-образные профили;
- глубокие U-образные каналы;
- возможность выполнения всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана;
- превосходные результаты на гибочных прессах, не имеющих достаточной для свободной гибки точности.

Недостатки калибровки
- требуемое усилие гиба в 3 – 10 раз больше, чем при свободной гибке;
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
II. Какой гибочный пресс выбрать?
Традиционные механические прессы используются все реже и только для специальных штамповочных работ на длинных заготовках.
В последние годы некоторые производители предлагают также отличные электромеханические гибочные прессы с несколькими осями заднего упора, управляемыми от ЧПУ.
Среди гидравлических прессов можно найти большое разнообразие моделей с одним, двумя или даже четырьмя цилиндрами, с двигающейся вниз траверсой («ход вниз») или двигающимся вверх столом («ход вверх»). Мы остановим внимание на 2 группах гидравлических гибочных прессов, наиболее широко применяемых во всем мире.
Контраст между ними очевиден: с одной стороны — прессы, основанные на старой, но все еще хорошей технологии, с другой стороны — прессы, использующие последние достижения техники.
Власть рынка велика. Поэтому многие производители предлагают обе группы прессов, чтобы отвечать потребностям покупателей.
Рассмотрим обе группы:
1. Гибочный пресс с механическим остановом
Гидравлические гибочные прессы с двумя цилиндрами сверху («ход вниз»). Выравнивание траверсы осуществляется либо гидравлически, либо механически при помощи торсиона соответствующего размера на задней стороне пресса. Два механических стопора в цилиндрах настраиваются вручную или с помощью привода на требуемое положение оси Y. Это технология, по крайней мере, 30-ти летней давности.
Простое числовое управление помогло этому типу прессов пользоваться спросом во всем мире независимо от уровня индустриального развития рассматриваемой страны. Положение оси Y для определенного угла хранится в памяти и комбинируется с положением заднего упора (ось X) с помощью простой программы. Один-два угла гибки на деталь. Зачем вкладывать деньги в сложные станки, если есть уверенность, что этого типа достаточно для выполнения гибки в настоящем и будущем?
Не забывайте
Большое количество профилей может быть получено только с помощью специального инструмента путем калибровки.
Как мы видели, в таких случаях важны усилие и форма инструмента, а не высокая точность выставления и повторения оси Y (Y1-Y2) — положения траверсы.
2. Гибочный пресс с ЧПУ и серво-гидравликой
Несомненна тенденция движения к гибочным прессам с ЧПУ и серво-гидравликой, выполненных по схеме «ход вниз».
Положение траверсы управляется по замкнутой цепи. Цилиндры работают синхронно с высокой степенью точности. Положение осей Y1 и Y2 измеряется под каждым цилиндром с точностью 5 мкм и передается в ЧПУ.
Управляемая ЧПУ система заднего упора предлагается для следующих осей:
- X-R
- X1-X2-R
- X-R Z1-Z2
- X1-X2-R-Z1-Z2
- X1-X2-R1-R2-Z1-Z2
ЧПУ
Delem и Cybelec — поставщики графических управляющих устройств, которые используют многие производители гибочных прессов. Некоторые производители прессов разработали свои собственные ЧПУ.
Все из них высокотехнологичны и доступны в двумерной или трехмерной версиях. Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Они предлагают оптимальную последовательность гибки, и вы можете имитировать весь процесс гибки, проверить, не задевает ли деталь части пресса или инструмента, рассчитать длину развертки профиля.
Программирование можно выполнить на станке в цеху или на ПК с программным обеспечением CAM, которое предлагают все производители прессов.
Специальные возможности
Большинство производителей принимают во внимание специальные требования заказчиков. Например, увеличенный ход траверсы, увеличенное расстояние между столом и траверсой, увеличенная глубина зева, боковые удлинения стола и траверсы и пр.
Главное о выборе гибочного пресса
Выбор гибочного пресса и метода гибки всегда опирается на задачу.
Метод воздушной или свободной гибки подойдет тем, кто хочет выполнять широкий спектр операций с материалом толщиной 1,25 мм и более. Он требует меньшее усилие и сокращает затраты на инструмент, но может не справиться со специфическими гибочными операциями.
Метод калибровки отличается высокой точностью, особенно при работе с материалом толщиной 1 мм и менее. Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.
Он подойдет, если внутренний радиус должен быть равен толщине листа или большой радиус должен быть высокого качества. Но усилие гиба при методе калибровке в 3-10 раз больше, чем при свободной гибке, а для каждой формы нужно подбирать специальный инструмент.
Гидравлические гибочные прессы с механическим остановом — простое и проверенное решение. Оно будет актуальным, если производство использует один-два угла гибки на деталь и не планирует выполнять более сложные операции.
Гидравлические гибочные прессы с ЧПУ — гибкое и высокотехнологичное решение. Такие прессы могут выполнять больший спектр задач и позволяют выработать оптимальную последовательность гибки. Программирование можно провести на станке в цеху или на компьютере при помощи CAM-программы.
Гибочные станки для металла по низким ценам
Подробную информацию о товарах уточняйте у наших менеджеров по телефону +7 (812) 337-15-01
Гибка металла — распространенная технологическая операция в обработке изделий из листовых материалов. Основное преимущество гибки – отсутствие шва. Гибочный пресс является ключевым станком для металлообработки. Он позволяет выпускать широкий ассортимент изделий и используется в авто, авиа и судостроении; машиностроении; строительстве; производстве мебели и электроники, а также других отраслях промышленности.
Основное преимущество гибки – отсутствие шва. Гибочный пресс является ключевым станком для металлообработки. Он позволяет выпускать широкий ассортимент изделий и используется в авто, авиа и судостроении; машиностроении; строительстве; производстве мебели и электроники, а также других отраслях промышленности.
Принцип работы
Существуют различные принципы и методы работы гибочных прессов для листового металла, выбор которых зависит от особенностей технологического процесса, механических свойств используемого материала, толщины листа, геометрических параметров гиба, экономических и производственных факторов.
При свободной гибке заготовка помещается на две точки опоры матрицы и деформируется пуансоном, причем угол гиба регулируется только глубиной его опускания (без упора в дно матрицы). Это удобно тем, что одним комплектом инструмента можно выполнять гибку под разными углами. Точность обработки в этом случае зависит от точности хода пуансона, значения упругого восстановления материала и разницы в допусках и фактических размерах заготовки. Гибочные пресса с ЧПУ благодаря системе контроля позиционирования и чистоты повторения в реальном времени управляют углом гибки и позволяют станку адаптироваться под неоднородность материала и компенсировать возможные отклонения от изначально заданного параметра. Метод свободной гибки используют для листового металла толщиной от 1,2 мм.
Гибочные пресса с ЧПУ благодаря системе контроля позиционирования и чистоты повторения в реальном времени управляют углом гибки и позволяют станку адаптироваться под неоднородность материала и компенсировать возможные отклонения от изначально заданного параметра. Метод свободной гибки используют для листового металла толщиной от 1,2 мм.
Назначение гидравлических гибочных прессов
В зависимости от уровня автоматизации производства, толщины и вида материала, типа производственного процесса, требуемой точности и геометрии гиба используют станки различного типа:
- Ручные устройства.
- Гибочные машины с электромеханическим приводом.
- Гидравлические вертикальные и горизонтальные гибочные прессы.
- Специализированное гибочное оборудование (трубогибы, шиногибы, рельсогибы).
- Рихтовочные прессы.
- Полностью автоматизированные листогибочные комплексы.
Наибольшей производительностью отличаются гидравлические листогибочные прессы с ЧПУ. Компьютер позволяет контролировать различные технологические параметры работы станка и обеспечивает высокую точность при гибке деталей любой сложности. Система ЧПУ контролирует смену насадок, положение задних упоров, позиционирование материала. Оператор при этом выполняет только вспомогательные операции – установка листа в исходную позицию и выбор команды для гибки. В полностью автоматических линиях все вспомогательные переходы выполняет роботизированная система. Она осуществляет захват и перемещение детали, ее позиционирование и отправку на следующий техпроцесс.
Компьютер позволяет контролировать различные технологические параметры работы станка и обеспечивает высокую точность при гибке деталей любой сложности. Система ЧПУ контролирует смену насадок, положение задних упоров, позиционирование материала. Оператор при этом выполняет только вспомогательные операции – установка листа в исходную позицию и выбор команды для гибки. В полностью автоматических линиях все вспомогательные переходы выполняет роботизированная система. Она осуществляет захват и перемещение детали, ее позиционирование и отправку на следующий техпроцесс.
Наша компания поможет купить листогибочный пресс в соответствии с потребностями и особенностями каждого отдельного производства. Мы предлагаем своим клиентам широкий ассортиментный ряд листогибочного оборудования по доступным ценам с возможностью доставки, установки и последующим техническим обслуживанием.
Листогибочные прессы
Прочность металла обеспечивает долговечность изделий, изготовленных из него. Но работать с ним непросто. Для того чтобы согнуть твердый материал, нужно специальное оборудование – гибочные станки. Они используются для изготовления металлоконструкций с фигурной поверхностью и востребованы в разных отраслях: автомобилестроении, строительстве, мебельной промышленности. С помощью листогибов создаются:
Для того чтобы согнуть твердый материал, нужно специальное оборудование – гибочные станки. Они используются для изготовления металлоконструкций с фигурной поверхностью и востребованы в разных отраслях: автомобилестроении, строительстве, мебельной промышленности. С помощью листогибов создаются:
- доборные элементы;
- воздуховоды;
- кровельные материалы;
- профильные изделия.
Компания «Си Эл Инжиниринг и Ко» поставляет предприятиям качественное оборудование. У нас можно купить гибочные станки по ценам, не включающим комиссии посредникам. По желанию заказчика наши сотрудники настроят оборудование, проведут пробный запуск, расскажут о правилах эксплуатации. При возникновении неисправностей клиенты всегда могут позвонить в наш сервисный центр и получить консультацию.
Особенности гибочных станков
Листогибы устанавливаются на крупных предприятиях и в небольших мастерских. Они используются для гибки деталей в различных направлениях, что позволяет получать изделия сложной формы. Массивная конструкция выдерживает серьезные нагрузки. На ней можно сгибать металл толщиной до 25 мм, а шириной – до 8 метров.
Массивная конструкция выдерживает серьезные нагрузки. На ней можно сгибать металл толщиной до 25 мм, а шириной – до 8 метров.
Рама станка изготовлена из конструкционной стали. Максимально допустимый угол изгиба — 120°.
Разновидности листогибов
Оборудование для гибки представлено моделями с разным принципом работы:
- ручные станки – используются для тонколистовой стали (жести) толщиной 0,1-1 мм. Устройства бесшумные и мобильные, но для работы требуются физические усилия;
- электромеханические – на них гнут сталепрокат и гибкие цветные металлы для изготовления фасадных и кровельных элементов, вентиляционных систем, воздуховодов. Толщина материала превышает 1 мм. Это надежные модели с высокой производительностью;
- гидравлические – нужны для производства уголков, швеллеров. Гидравлические гибочные станки для металла компактны, равномерно распределяют давление по всей длине, что исключает дефекты, не требуют сложного обслуживания;
Выбирайте гибочные станки разных видов в нашем каталоге. Для уточнения технических характеристик закажите обратный звонок или позвоните менеджеру. Мы работаем со всей Россией. Доставка в регионы осуществляется ТК «Деловые линии».
Для уточнения технических характеристик закажите обратный звонок или позвоните менеджеру. Мы работаем со всей Россией. Доставка в регионы осуществляется ТК «Деловые линии».
Гидравлический станок для гибки листового металла 600T
ХАРАКТЕРИСТИКИ СТАНКА:
- Гидравлический листогибочный станок со стильным дизайном, высокой жесткостью, высокой скоростью;
- Электрогидравлическая сервосистема, система управления с замкнутым контуром контролирует точность;
- Рабочий стол гидравлического листогибочного станка использует гидравлическую компенсацию прогиба для обеспечения точности заготовки;
- Гидравлический станок для гибки листового металла Задний упор приводится в действие серводвигателем, шарико-винтовой передачей и линейной направляющей, что обеспечивает точность позиционирования
Расчет силы изгиба или максимальная толщина изгиба для гидравлического листогибочного станка с ЧПУ
Расчетная формула расчетной силы изгиба:
P=650*S*S*L/V
- P: Оценка Гидравлический пресс Тормоз Изгибающая сила (T)
- S: Толщина листа (мм)
- L: длина изгиба (м)
- V: Гидравлический листогибочный пресс Ширина раскрытия нижней матрицы V (мм)
ПРИМЕЧАНИЕ:
- Гидравлический листогибочный станок с ЧПУ Расчет силы изгиба основан на мягкой стали (предел прочности на растяжение = 450 МПа). Для другого материала мы будем использовать постоянную времени K (связанную с прочностью материала на растяжение, твердостью, удлинением). например, символы пластины из нержавеющей стали могут различаться в зависимости от номера пластины. мы можем установить K=1,5.
- Обычно V (ширина отверстия V-образной головки гидравлического листогибочного станка с ЧПУ) может быть в 6–12 раз больше толщины листа. для тонкой пластины мы выбираем меньшее V-образное отверстие. в то время как для большей и более твердой пластины мы будем устанавливать большее V-образное отверстие. Чем больше V, тем больше радиус изгиба.
Гидравлический листогибочный станок с ЧПУ Вопросы, связанные с отгрузкой, разгрузкой и установкой
- Гидравлический станок для гибки листового металла с ЧПУ загружается на стальную раму. При погрузке/разгрузке тянуть или толкать будем только стальную рейку, чтобы не деформировать раму корпуса машины.
- На стеновой раме машины имеется подъемный крюк. Мы будем использовать стальной трос или цепь достаточной длины, чтобы поднять машину за крюк. Мы будем осторожны, чтобы избежать падения машины;
- Для гидравлического станка для гибки листового металла с ЧПУ большей мощности высота машины может быть близка к верхней части двери контейнера. когда мы вытаскиваем машину, мы должны быть осторожны, чтобы не повредить верхние части машины. Чтобы защитить детали, мы можем снять гидравлический клапан, двигатель или другие компоненты сверху. Пожалуйста, переустановите детали в соответствии с нашим руководством.
- Гидравлический станок для гибки листового металла с ЧПУ будет закреплен цепью или стальной проволокой внутри контейнера, покрытого пластиковой пленкой, чтобы избежать влаги во время морской перевозки.
- При получении гидравлического станка для гибки листового металла с ЧПУ Заказчик должен снять стальную рейку под станком, подготовить фундамент для станка. Хорошее исправление и выравнивание сделают работу машины более продолжительной и точной.
- Гидравлический станок для гибки листового металла с ЧПУ загружается на стальную раму. При погрузке/разгрузке тянуть или толкать будем только стальную рейку, чтобы не деформировать раму корпуса машины.
 Для другого материала мы будем использовать постоянную времени K (связанную с прочностью материала на растяжение, твердостью, удлинением). например, символы пластины из нержавеющей стали могут различаться в зависимости от номера пластины. мы можем установить K=1,5.
Для другого материала мы будем использовать постоянную времени K (связанную с прочностью материала на растяжение, твердостью, удлинением). например, символы пластины из нержавеющей стали могут различаться в зависимости от номера пластины. мы можем установить K=1,5.
 Хорошее исправление и выравнивание сделают работу машины более продолжительной и точной.
Хорошее исправление и выравнивание сделают работу машины более продолжительной и точной.ПАРАМЕТРЫ
| Артикул | WE67K-600Тон×6000мм | |
| Номинальная сила (кН) | 6000 | |
| Длина рабочего стола (мм) | 6000 | |
| Расстояние между отверстиями (мм) | 4800 | |
| Глубина горловины (мм) | 1000 | |
| Ход поршня (мм) | 320 | |
| Максимальная открытая высота (мм) | 960 | |
| Скорость ползуна (мм/с) | Быстрый спуск | 70 |
| Рабочий | 7,5 | |
| Возврат | 75 | |
| Объем масляного бака (л) | 1400л | |
| Основная мощность (кВт) | 45 | |
| Вес (кг) | 62 000 | |
| Габаритные размеры (Д×Ш×В мм) | 6450×5960×5500 | |
ОСНОВНЫЕ КОМПОНЕНТЫ
№ | Имя | Производство |
1 | Система ЧПУ | ДЕЛЕМ DA-52S |
2 | Блок клапанов для давления | БОСКХ Рексрот |
3 | Блок клапанов для синхронизации | БОШ Рексрот |
4 | Основные уплотнители в цилиндре | NOK или SKF |
5 | Шестеренчатый насос | БОШ |
6 | Линейная шкала | ХАЙДЕНХАЙН |
7 | Серводвигатель | ЯСКАВА |
8 | Основные электрические компоненты | Шнайдер |
Связанные продукты
Гидравлические гильотиновые сдвиги, изгиб изгибания листового металла от Gujrat, Индия
Power Power Press
Стандартное оборудование
- . 0008
- Стандартный набор инструментов (клиновой блок и пуансон)
- Кнопка аварийной остановки
- Подвижная панель управления с ножным переключателем
- Опора переднего листа
- Система самосмазывания
- Ручной задний упор
- Руководство по эксплуатации и техническому обслуживанию
 0008
0008Дополнительное оборудование
- Установка угла наклона DDC с моторизованным задним упором
- Сервоприводной задний упор NC
- Автоматическая система смазки
- Ручной антипрогиб Таблица
МНОГОШАГОВЫЙ ЗАДНИЙ ДАТЧИК DDC
- Цифровой сенсорный цветной дисплей 4,3 дюйма
- Система ПЛК Delta/Schneider
- X – Моторизованный задний упор по оси
- Y – Axis Motorized Back Gauge Изгиб под углом
- Асинхронный двигатель переменного тока с тормозом
- Прецизионный заземленный ходовой винт
- Закаленный и заземленный вал
- Функция автоматического программирования
- Высокоточный энкодер
- Счетчик хода
- дюйма/один/автоматический цикл
- емкость хранения (10 программ и программа 10 Bend Can Can Hore)
NC Back Tauge
- Delta/Schneider 7 ”Цифровой дисплей
- 5 Система ПЛК Delta/Schneider
- Y – Ось с высокоточной линейкой для измерения длины хода и автоматического изгиба в градусах/углах
- Schneider/Siemens/Panasonic Серводвигатель и сервопривод
- X – Осевой сервопривод
- Шарико-винтовая передача тайваньского производства
- Закаленный и заземленный вал и втулка LM
- Функция сохранения автоматической программы
- Счетчик хода
- Дюймовый/однократный/автоматический цикл хода
- Емкость памяти (100 программ и 10 программ на 10 программ)
КОНСТРУКЦИЯ РАМА
Рама изготовлена из стальной конструкции прочной замковой конструкции. Гибочные машины сконструированы с надежной защитой от нежелательных отклонений и поломок. Эта рама распределяет нагрузки, поддерживая кровать непосредственно на раме. Двойной опорный башмак межрамного зазора обеспечивает чрезвычайно высокую жесткость, центровку, точность и
Гибочные машины сконструированы с надежной защитой от нежелательных отклонений и поломок. Эта рама распределяет нагрузки, поддерживая кровать непосредственно на раме. Двойной опорный башмак межрамного зазора обеспечивает чрезвычайно высокую жесткость, центровку, точность и
удерживает конструкцию рамы под прямым углом к кровати.
СТОЛ И НАКЛАДКИ (RAM)
Стол и верхняя балка прямые и параллельны рабочей поверхности при номинальной нагрузке. Стол точно обработан, а верхняя поверхность отшлифована, чтобы матрица находилась в правильном положении. Верхняя балка направляется и поддерживается на протяжении всего хода точно настроенными направляющими.
ИНСТРУМЕНТ
Инструмент изготавливается строго в соответствии со стандартом EN-31. Каждый шаг от разработки металлургической спецификации до термообработки, шлифовки и контроля тщательно контролируется. Инструменты стандартизированы и легко заменяются.
ЦИЛИНДР
Корпуса цилиндров точно изготовлены из кованой стали, должным образом расточены и отшлифованы, что обеспечивает длительный срок службы уплотнений. Поршневые штоки изготовлены из материала EN-8 с низким содержанием углерода. Шток поршня покрыт твердым хромом (0,200 мкм).
Поршневые штоки изготовлены из материала EN-8 с низким содержанием углерода. Шток поршня покрыт твердым хромом (0,200 мкм).
ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Компактные блоки устраняют возможность утечки, а также уменьшают количество гидравлических труб. Гидравлическая система с низким уровнем шума расположена на задней стороне станка для гибки листового металла, на задней стороне станка, сверху между двумя боковыми пластинами. Значения сброса давления предназначены для защиты системы и машины от перегрузки. Гидравлическая система приводится в действие электродвигателем известной марки и соединена с насосом, способным создавать давление, превышающее требуемое. Манометр для давления в системе, противодавления и удерживающего давления установлен наверху масляного бака для быстрой справки.
ЭЛЕКТРИЧЕСКАЯ ПАНЕЛЬ УПРАВЛЕНИЯ
Электрическая панель управления расположена с левой стороны станка для гибки листового металла. Он собран из всемирно известных деталей, обеспечивающих постоянную производительность, надежность и доступность в случае необходимости замены. Он имеет чистый провод и маркировку / наконечники в соответствии с международной практикой, что помогает легко обнаруживать любые неисправности и удобно заменять компоненты.
Он имеет чистый провод и маркировку / наконечники в соответствии с международной практикой, что помогает легко обнаруживать любые неисправности и удобно заменять компоненты.
ТОЧНАЯ ИЗМЕРЕНИЕ
Жесткая и точная конструкция заднего упора, снабженного гибочным станком, обеспечивает постоянство ширины сгибаемого листа.
Technical Parameters
| Model No. | Machine Size | Tonnage | Table Length | Table Width | Clear Pass | Ram Stroke | Open Height | Throat Depth | Speed (Advance -рабочий-возврат) | Двигатель HP | Размеры в упаковке (длина x высота x ширина) | Вес (приблизительный) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| RP-Bend 30T/1500 | 1500 x 2.5 | 30 | 1525 | 125 | 1050 | 100 | 250 | 200 | 35-9-35 | 3 | 1700 x 1050 x 1900 | 1500 |
| RP-Bend 30T/2000 | 2000 x 2 | 30 | 2030 | 125 | 1500 | 100 | 250 | 200 | 30-7-30 | 3 | 2200 х 1150 х 1900 | 1750 |
| RP-Bend 40T/1500 | 1500 x 3 | 40 | 1525 | 150 | 1500 | 100 | 250 | 200 | 40-8-40 | 3 | 1700 x 1050 x 1900 | 2100 |
| RP-Bend 40T/2500 | 2500 x 2 | 40 | 2540 | 150 | 2000 | 100 | 250 | 200 | 40- 8-40 | 3 | 2700 x 1150 x 1900 | 2500 |
| RP-Bend 50T/1500 | 1500 x 4 | 50 | 1525 | 150 | 1050 | 100 | 250 | 200 | 35-7-35 | 5 | 1700 x 1050 x 1900 | 2300 |
| RP-Bend 50T/2000 | 2000 x 3 | 50 | 2030 | 150 | 1500 | 100 | 250 | 200 | 35-7-35 | 5 | 2200 x 1050 x 1900 | 2600 |
| RP-Bend 65T/2000 | 2000 x 4 | 65 | 2030 | 150 | 1500 | 150 | 330 | 200 | 30-5-30 | 5 | 2200 x 1500 x 1900 | 2750 |
| RP-Bend 65T/2500 | 2500 x 3 | 65 | 2540 | 150 | 2050 | 150 | 330 | 200 | 30-5-30 | 5 | 2700 x 1200 x 2000 | 3600 |
| RP-Bend 80T/2000 | 2000 x 5 | 80 | 2030 | 180 | 1500 | 150 | 330 | 250 | 40-6-47 | 7. 5 5 | 2700 x 1300 x 2050 | 3700 |
| RP-Bend 80T/2500 | 2500 x 4 | 80 | 2540 | 180 | 2050 | 150 | 330 | 250 | 40-6-47 | 7.5 | 2700 x 1550 x 2300 | 4500 |
| RP-Bend 80T/3000 | 3000 x 3 | 80 | 3125 | 180 | 2500 | 150 | 330 | 250 | 40-6-47 | 7.5 | 3350 x 1550 x 2300 | 2400 |
| RP-Bend 100T/ 2000 | 2000 х 6 | 100 | 2030 | 180 | 1500 | 150 | 330 | 250 | 40-6-47 | 7.5 | 2200 x 1550 x 2300 | 4800 |
| RP-Bend 100T/ 2500 | 2500 x 5 | 100 | 2540 | 180 | 2050 | 150 | 330 | 250 | 40-6-47 | 7. 5 5 | 2700 x 1550 x 2300 | 5100 |
| RP-Bend 100T/3000 | 3000 x 4 | 100 | 3125 | 180 | 2500 | 150 | 330 | 250 | 40-6-47 | 7.5 | 2700 x 1550 x 2300 | 5700 |
| RP-Bend 100T/4000 | 4000 x 4 | 100 | 4065 | 180 | 3100 | 150 | 330 | 250 | 40-6-47 | 7.5 | 4250 х 1650 х 2300 | 6800 |
| RP-Bend 125T/2500 | 2500 x 6 | 125 | 2540 | 180 | 2050 | 150 | 350 | 300 | 40-6-40 | 10 | 2750 x 1650 x 2500 | 6000 |
| RP-Bend 125T/3000 | 3000 x 5 | 125 | 3125 | 180 | 2500 | 150 | 350 | 300 | 40-6 -40 | 10 | 3350 x 1650 x 2500 | 6800 |
| RP-Bend 125T/4000 | 4000 x 4 | 125 | 4065 | 180 | 3100 | 150 | 350 | 300 | 40-6-40 | 10 | 4250 x 1650 x 2500 | 8000 |
| RP-Bend 160T/2500 | 2500 x 8 | 160 | 2540 | 230 | 2050 | 150 | 350 | 300 | 35-6-40 | 15 | 2750 x 1800 x 2500 | 7000 |
| RP-Bend 160T/3000 | 3000 x 6 | 160 | 3125 | 230 | 2500 | 150 | 350 | 300 | 35-6-40 | 15 | 3350 x 1650 x 2500 | 7800 |
| RP-Bend 160T/4000 | 4000 x 5 | 160 | 4065 | 230 | 3100 | 150 | 350 | 300 | 35-6-40 | 15 | 4250 x 1650 x 2500 | 10000 |
| RP-Bend 200T/2500 | 2500 x 10 | 200 | 2540 | 230 | 2050 | 200 | 400 | 300 | 35-6-40 | 20 | 2750 x 2050 x 2750 | 10000 |
| RP-Bend 200T/3000 | 3000 х 8 | 200 | 31125 | 230 | 2500 | 200 | 400 | 300 | 35-7-35 | 20 | 3350 x 2050 x 2750 | 11000 |
| RP-Bend 200T/ 4000 | 4000 x 6 | 200 | 4065 | 230 | 3100 | 200 | 400 | 300 | 35-7-35 | 20 | 4350 x 2050 x 2750 | 12500 |
| RP-Bend 200T/5000 | 5000 x 5 | 200 | 5065 | 230 | 4100 | 200 | 400 | 300 | 35-7-35 | 20 | 5410 x 2000 x 2750 | 14500 |
| RP-Bend 250T/2500 | 2500 x 12 | 250 | 2540 | 300 | 2050 | 200 | 400 | 300 | 35-7-35 | 25 | 2850 х 2200 х 2850 | 9500 |
| RP-Bend 250T/3000 | 3000 x 10 | 250 | 3125 | 300 | 2500 | 200 | 400 | 300 | 35-6-40 | 25 | 2850 x 2200 x 2850 | 11700 |
| RP-Bend 250T/4000 | 4000 x 8 | 250 | 4065 | 300 | 3100 | 200 | 400 | 300 | 36-6 -40 | 25 | 4400 x 2100 x 2900 | 12500 |
| RP-Bend 250T/5000 | 5000 x 6 | 250 | 5065 | 300 | 4100 | 200 | 400 | 300 | 35-6-40 | 25 | 5600 x 2100 x 2900 | 14000 |
| RP-Bend 300T/3000 | 3000 x 12 | 300 | 3125 | 300 | 2500 | 200 | 400 | 300 | 30-6-35 | 30 | 3350 x 2150 x 2900 | 12000 |
| RP-Bend 300T/4000 | 4000 x 10 | 300 | 4065 | 300 | 3100 | 200 | 400 | 300 | 30-6-35 | 30 | 4400 x 2150 x 2900 | 14000 |
| RP-Bend 300T/5000 | 5000 x 8 | 300 | 5065 | 300 | 4100 | 200 | 400 | 300 | 30-6-35 | 30 | 5600 x 2150 x 2900 | 15000 |
| RP-Bend 300T/6000 | 6000 x 6 | 300 | 6100 | 300 | 5100 | 200 | 400 | 300 | 30-6-35 | 30 | 6500 x 2150 x 2900 | 16000 |
| RP-Bend 400T/3000 | 3000 х 16 | 400 | 3125 | 350 | 2500 | 250 | 500 | 350 | 30-6-35 | 40 | 3400 x 2200 x 2900 | 16000 |
| RP-Bend 400T/ 4000 | 4000 x 12 | 400 | 4065 | 350 | 2500 | 250 | 500 | 350 | 30-6-35 | 40 | 4400 x 2200 x 3050 | 19000 |
| RP-BEND 400T/5000 | 5000 x 10 | 400 | 5065 | 350 | 4100 | 250 | 5007070 | 007007007007007007007007007007007007007007007007007007007007007007007007007007007007007007007007007007007007ра7007007007ра7007007007007ра7. |