Станок для гибки профильной трубы своими руками чертежи: Станок для гибки профильной трубы своими руками: чертежи, фото, видео
alexxlab | 29.03.2023 | 0 | Разное
|
|
Главная » Разное » Трубогибочный станок для профильной трубы своими руками чертежи Самодельный профилегиб без токарных работ. У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит. Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо. Трубогиб для гибки профильной трубы. Гибка полосы на ребро. Важные технические моменты при изготовлении профилегиба.
Гибка профильной трубы с заломами. Ролик трубогиба с ребром по центру.
Профилегиб.
Виды резьбы.
Ролик трубогиба для гибки круглой трубы. Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам. Профилегиб с валами из велосипедных ступиц. В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника. Вал трубогиба сделанный из лома. Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика. Ролик трубогиба. Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Ролик профилегиба из трубы, шайб и металлического круга. Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников. Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе. Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба. При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии. Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре. Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами. Конструкция в принципе неважна, труба в любом случае будет гнуться. Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал. Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба. Трубогиб со штурвалом. Ниже представлено несколько фотографий с различными конструктивными особенностями. Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более. Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы. Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы. Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно. Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать.
Сверлим отверстие в заготовке. 4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели. Болт вставленный в заготовку. 5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск. Обтачиваем заготовку. 6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен. Ролик для трубогиба из пяти кругов. В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы. Трубогиб с отверстиями в кронштейне. Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие. Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки. Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба. Труба с заломами. Минимальный радиус гибки трубы. Трубогибочный станок.pdf – скачать бесплатно PDFСкачать Трубогибочный станок.pdf … Отчет по проекту ТРУБОПРОВОДНАЯ МАШИНА, представленная при частичном выполнении требований для присуждения степени Бакалавр технологий в машиностроении Автор: (1) MAYATEET KUMAR (43) (2) MD. ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССААН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. Профессор ФАКУЛЬТЕТ МАШИНОСТРОЕНИЯ ИНЖЕНЕРНОГО И ТЕХНОЛОГИЧЕСКОГО УНИВЕРСИТЕТА ГУРУКУЛ КАНГРИ, ХАРИДВАР, УТТАРАХАНД НОЯБРЬ 2014 ГОДА. СЕРТИФИКАТ Настоящим удостоверяется, что MD. г-н Санджив Кумар Ламба г-н Амит Мина HOD, Машиностроение Asst. Проф. Машиностроение GKV, Харидвар GKV, Харидвар. AKNOWLEDGEMENT Мы с огромным удовольствием и удовлетворением представляем нашу первую попытку получить практический опыт в форме проектной работы. Есть много людей, которые помогли нам в успешном завершении нашего проекта. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого. ноябрь 2014 MD.Фирдаус Ансари Насимул Хода Майатит Кумар Мохаммад Хассаан РЕЗЮМЕ Машиностроение без производства и изготовления бессмысленно. Процесс производства и изготовления связан с преобразованием сырья в готовую продукцию в соответствии с требуемым размером, спецификацией и эффективным использованием новейших технологий. Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. СОДЕРЖАНИЕ Содержание Страница № Список рисунков …………………………………………………………………. ……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… …… … ……… 1 1.1 Обзор ……………………………………………………………………… …… .1 1.2 Необходимость в трубогибочной машине …………………………… . трубогибочный станок с чпу 2-дюймовый автоматический гидравлический трубогибочный станок с чпу с высоким качеством для продажи в китае | | Уведомления: 1. Пожалуйста, купите товар, прежде чем связаться со мной, потому что ограничение веса большого количества товаров, мы не можем доставить морским транспортом CIF или FOB доставка торговым способом. Мы предоставляем оптовые услуги, Пожалуйста, прежде чем решили купить товар Обязательно свяжитесь со мной. 2. Если вы выберете «способ доставки продавца», мы организуем доставку по морю и доставим в ближайший морской порт. 3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны. Технические характеристики трубогибочного станка DW50CNC-2A-1S:
Основные характеристики машины:
Технические данные:
У нас также есть другие модели труб . CLD – хорошая цена на трубогибочный станок DW63NC, используемый в трубной промышленности | | Уведомления:1. Пожалуйста, свяжитесь с нами, если вы хотите получить лучшую цену. Наш контакт находится внизу. 2. Мы отправляем товар во все страны, пожалуйста, свяжитесь с нами для уточнения стоимости доставки с вашим адресом и почтовым индексом. 3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны. CLD имеет хорошую цену на трубогибочный станок DW63NC, используемый в трубной промышленностиОписание продукта Характеристики полуавтоматического трубогибочного станка DW63NC:
Основные характеристики машины:
Технические данные:
У нас также есть другие модели трубогибочный станок, такой как DW50NC, DW63NC, DW75NC, DW89NC, DW100NC … ПОЖАЛУЙСТА, отправьте нам свое требование, мы процитируем соответственно. . |
 Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
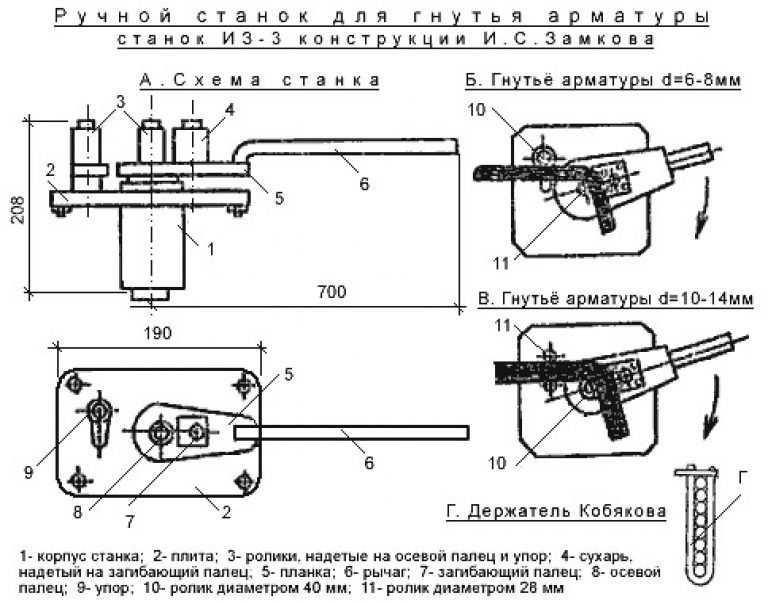 Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Для домашнего использования подойдут ролики диаметром примерно от 20мм.
 Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”
. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”
. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
 Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом.
Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.

 FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде – это отчет о добросовестной работе, выполненной ими под руководством и контролем. Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома.
FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде – это отчет о добросовестной работе, выполненной ими под руководством и контролем. Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома. Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.
Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы “V”.
Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы “V”.
 д .;
д .; 5 кВт
5 кВт
 Колено изгиба трубы
Колено изгиба трубыТрубогиб для профильной трубы своими руками: чертежи, схема, видео
Как изготовить трубогиб для профильной трубы своими руками? С чего начать?
Что нужно знать, чтобы избежать ошибок? Как сделать чертеж устройства?
Посмотреть видео о том, как изготовить трубогиб, и найти ответы на эти вопросы вы можете, прочитав статью.
Что такое трубогиб?
Содержание
- 1 Что такое трубогиб?
- 2 Как изготовить станок из подручных материалов?
- 3 Гидравлический станок своими руками
Для чего применяется трубогиб, понятно из его названия. При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
Сделать это без трубогиба просто невозможно. При простом сгибе трубы металл заложится в складку, перекрывая внутренний просвет.
При использовании трубогиба этого не произойдет – изгиб будет плавным без складок и растяжения металла.
Трубогибы бывают промышленного изготовления, но их покупка часто бывает нецелесообразной из-за приличной стоимости. К тому же изготовить приспособление собственными руками совсем несложно.
Фото:
Существует несколько различных видов трубогибов. Поэтому перед началом работы необходимо определиться с выбором конструкции.
Все приспособления для гибки труб и металлического профиля, независимо от их внешнего вида, можно разделить на три категории:
- гидравлические;
- электрические;
- механические.

Гидравлические трубогибы могут быть как огромными промышленными станками, способными согнуть трубу любого диаметра, так и ручными.
При помощи ручного гидравлического приспособления можно гнуть трубы до 2-3 дюймов в диаметре.
Фото:
Электрические ручные станки преимущественно применяют для сгибания труб с тонкими стенками. Эти приборы отличаются от гидравлических большей точностью и аккуратностью работы.
На изгибе, выполненном таким станком, нет ни малейших складок и заломов.
В бытовых целях чаще всего применяются механические устройства, при помощи которых при небольшом физическом усилии можно гнуть трубы из мягких металлов или полимеров.
Такой трубогиб для профильной трубы несложно изготовить собственными руками. Правда, гнуть им можно будет только трубы небольшого диаметра.
По принципу сгибания трубы все трубогибы классифицируются на четыре группы.
Они могут быть следующих видов:
- арбалетное устройство;
- пружинное;
- прокатное;
- дорновое.

Арбалетное устройство представляет собой две параллельных пластины с отверстиями для труб разных диаметров.
Труба просовывается в подходящие отверстия, после чего пластины разводятся в стороны. В результате водовод или профиль плавно изгибаются. Таким способом можно получить любой угол больше 90°.
Пружинный трубогиб оснащен тугой пружиной, благодаря разжатию которой происходит мягкий изгиб. Такие приспособления чаще используются для сгибания пластиковых труб или изготовленных из мягких цветных металлов.
Видео:
Устройство прокатного или, как его еще называют, сегментного трубогиба абсолютно просто. Прокатный трубогиб оснащен несколькими роликами.
Изгиб происходит посредством прокатывания трубы или профиля вдоль одного из них. Таким образом можно произвести изгиб под любым нужным углом и даже завернуть профиль в петлю, обведя вокруг ролика. Для профильного металлопроката применяются ролики с прямоугольной оснасткой.
Для профильного металлопроката применяются ролики с прямоугольной оснасткой.
Дорновый тип самый простой. Участок трубы туго зажимается струбциной инструмента.
Свободный край гнется при помощи рычага. Для этого внутрь можно вставить кусок арматуры или надеть сверху кусок трубы с большим диаметром.
Особенностью станка являются дорны – цепочка из стальных шариков, помещаемая внутрь сгибаемого участка.
Дорны заполняют собой внутреннюю пустоту сгибаемого участка и не дают металлу образовать складку внутрь.
Такой метод также позволяет получить плавный изгиб без надломов и разрывов металла. Однако этот метод подходит только в том случае, если сгиб необходимо сделать на небольшом расстоянии от края трубы.
Как изготовить станок из подручных материалов?
Самодельный трубогиб для профильной трубы проще сделать по типу прокатного. Для его изготовления потребуется прочная деревянная доска, равная по толщине трубе. Можно использовать доску большей толщины.
На доске делается чертеж нужного изгиба. Важно следить, чтобы линия изгиба была плавной и округлой, без резких поворотов.
В идеале шаблон должен представлять собой ровный полукруг. Нужно обязательно обозначить на нем центр, так как он потребуется в дальнейшем.
Фото:
Далее следует выпилить заготовку по получившемуся шаблону. Готовую половинку ролика прочно крепят к рабочему столу.
С одной стороны от полученного полукруга прикручивается деревянный брусок на расстоянии сечения трубы.
Этот брусок необходим для фиксации конца трубы в нужном положении. Труба должна свободно проходить между полукругом и бруском, но не смещаться в сторону.
Теперь необходимо выпилить из доски круг меньшего диаметра. Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Расстояние между деталями должно равняться сечению профиля. Можно добавить пару миллиметров для свободы скольжения.
Свободный конец металлической пластины будет использоваться в качестве рычага. Поэтому для удобства его желательно обмотать изолентой или ветошью. Необходимо проверить, чтобы диск свободно вращался по всему периметру полукруга.
Поэтому для удобства его желательно обмотать изолентой или ветошью. Необходимо проверить, чтобы диск свободно вращался по всему периметру полукруга.
Видео:
Чтобы провести изгиб, диск приводится в крайнее положение вплотную с фиксирующим бруском. Между ними вставляется металлопрокат.
При помощи рычага маленький диск приводится в движение. Поворачивать его нужно не спеша, избегая резких движений.
Таким образом, прилагая сравнительно небольшое усилие, можно гнуть не только трубы, но и металлический профиль.
Вместо дерева ролики можно изготовить из полиуретана или даже металла.
Кроме того, можно предусмотреть изменение расстояния между роликами для изгиба профиля с различным сечением. Действие станка можно увидеть на видео в Сети.
Несмотря на кажущуюся простоту сборки станка, качественно сделать его не удастся, если не использовать чертежи при конструировании.
Если невозможно подготовить чертеж самостоятельно, то можно воспользоваться моделями, выложенными в Интернете, подогнав их под нужные размеры.
Такой станок подойдет, если требуется согнуть небольшое количество профиля. Если необходимость гнуть трубы возникает часто, то стоит задуматься об изготовлении гидравлического станка.
Трубы используются не только при устройстве водопровода или газопровода. Они являются замечательным материалом для постройки:
- парников;
- садовых беседок;
- ограждений.
Потому качественный станок для гибки труб и металлического профиля всегда пригодится в хозяйстве.
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Для гибки металлопластиковых труб или изготовленных из мягких металлов лучше пользоваться ручным станком, не прибегая к гидравлическому методу.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.
У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Рефтекк | Главная
Решения для гибкого медного трубопровода
СКАЧАТЬ ЗАЯВЛЕНИЯ
Экономия 75 % пайки в полевых условиях и практически полное отсутствие утечек на стержневых медных трубах дорого, труд интенсивен, и найти квалифицированного торговца в большом почете.
 Мало того, плохо установленные трубопроводы приводят к очень дорогостоящим поломкам компрессоров и потенциально опасным утечкам в системе.
Мало того, плохо установленные трубопроводы приводят к очень дорогостоящим поломкам компрессоров и потенциально опасным утечкам в системе.Выполнять прибыльную работу становится все труднее.
Именно для этого был создан Reftekk.
Посмотрите видео ниже, чтобы узнать, почему ведущие подрядчики в Америке переходят на Reftekk и не оглядываются назад…
Все современные варианты трубопроводов на рынке США требуют много времени и требуют высококвалифицированной рабочей силы.
Почему?
Есть две основные причины. Во-первых, стандартные медные трубки типа L в США нельзя сгибать — они могут разбиться и создать микротрещины, что приведет к утечкам и неисправностям системы в будущем — что приведет к обилию соединений и фитингов.
Во-вторых, когда вы покупаете фитинг в США, вам приходится тратить время на нагрев меди, размазывание припоя вокруг соединения и надежду, что вы загерметизировали соединение. мир уже принял полужесткую, гибкую медь и что сегодня она уже используется в 90% установок VRF по всему миру?
Гибкие медные трубы и инструменты Reftekk — идеальное решение, позволяющее исключить до 75 % паяных соединений и значительно снизить трудозатраты и затраты на материалы.
Меньшее количество паяных соединений защищает вашу систему от дополнительных источников утечек. Каждый фитинг, которого вы избегаете, избавляет вас как минимум от двух паяных соединений. Для всей системы это огромная разница. , 5/8″, 3/4″, 7/8″, 1-1/8″, 1-3/8″, и 1-5/8″. Все варианты медных труб имеют стандартную длину 19 футов и подходят для 20-футовых контейнеров, а концы заглушены для предотвращения попадания грязи в трубки.
Reftekk использует полутвердые трубки, которые соответствуют всем нормам США и на 14 % прочнее*, чем жесткие трубки, предлагаемые другими производителями.
С Reftekk настолько легко работать, что с ним может работать практически любой член команды, даже если он никогда раньше не гнул трубы.
* Максимальное рабочее давление медной трубы ACR типа L основано на допустимой прочности, указанной в ASME B31.5 – 2016, таблица 502.3.1
Можете ли вы согнуть трубу ACR старой школы? НЕТ! Узнайте почему в видео ниже
Как производится медь Reftekk H55?
H55 и H58 идентичны до конца процесса спуска.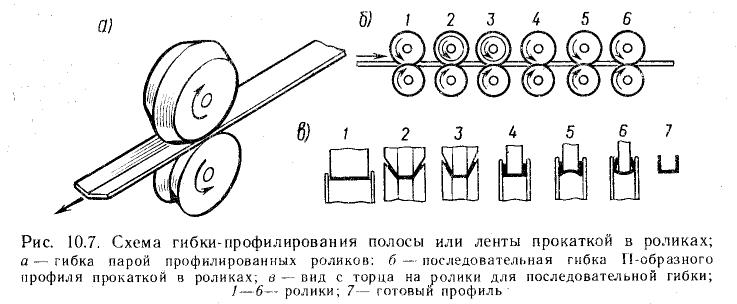 H58 не имеет ограничений на количество раз, которое можно вытягивать и с каждым разом упрочнять все больше (хрупкость). H55 имеет ограничение на количество раз, когда он может подвергаться деформационному упрочнению после отжига (размягчения).
H58 не имеет ограничений на количество раз, которое можно вытягивать и с каждым разом упрочнять все больше (хрупкость). H55 имеет ограничение на количество раз, когда он может подвергаться деформационному упрочнению после отжига (размягчения).
После вытяжки Н55 практически до окончательных размеров ее снимают с вытяжных стендов, помещают в печи отжига и нагревают до температуры отжига. Дают пропитаться и размякнуть. После этого его снова помещают на протяжные столы для окончательной протяжки через штампы, чтобы получить окончательные размеры. Таким образом точно контролируется структура зерна, чтобы сделать его H55 и гибким.
Гибочные инструменты Reftekk имеют радиусы изгиба, обеспечивающие высокий коэффициент безопасности при допустимых изгибах для каждого размера. Это рассчитано и хорошо известно.
Digi-Bender
Сгибайте трубы как профессионал с Digi-Bender
Digi-Bender — это специальный инструмент, который позволяет легко, быстро и точно выполнять гибку трубопроводов Reftekk прямо на рабочей площадке. Инструмент небольшой, удобный, и вы можете запрограммировать все углы прямо на своем телефоне через их приложение для проектирования изгибов. Тогда все, что вам нужно сделать, это нажать на курок и позволить машине сделать все остальное.
Инструмент небольшой, удобный, и вы можете запрограммировать все углы прямо на своем телефоне через их приложение для проектирования изгибов. Тогда все, что вам нужно сделать, это нажать на курок и позволить машине сделать все остальное.
Digi-Bender Reftekk может использоваться для гибки в полевых условиях мягких (O60) и полутвердых (H55) медных труб ACR-L и превращает часы опытного труда в несложную работу одного человека.
Использование Reftekk Digi-Bender дает несколько преимуществ, включая меньшее количество пайки, меньшую вероятность утечки, более низкий перепад давления, большую гибкость при установке и отсутствие необходимости в дорогостоящих коленчатых фитингах.
- Легко выполнять точные изгибы : Используя цифровой светодиодный экран и колесо прокрутки, Digi-Bender позволяет предварительно установить желаемый угол изгиба, что приводит к точному и повторяемому изгибу при каждом использовании. Возможность изгиба под углом до 190 градусов.

- Устранение расходов на фитинги : Благодаря возможности изгибать трубы на лету, приобретаемые в магазине колена больше не нужны.
- Снижение риска утечек : В одном отрезке медной трубки можно сделать несколько изгибов, а каждое колено, изогнутое в полевых условиях, устраняет 2 пайки, характерные для традиционных коленчатых фитингов. Меньшее количество паяных соединений снижает вероятность утечек.
- Надлежащий радиус изгиба : Радиусы изгиба обратных формирователей были рассчитаны таким образом, чтобы полученное удлинение трубы оставалось ниже минимального промышленного удлинения 25% для полутвердых (H55) медных труб.
- Изгибает наиболее распространенные размеры медных труб ACR типа L. -3/8”
- Значительно снижает перепад давления : По сравнению с традиционными коленчатыми фитингами изгибы действительно большого радиуса имеют практически незначительный перепад давления.

SWAGE X
Идеальные фитинги и низкая стоимость материалов благодаря Swage X
Форсунки — это инструменты, обычно используемые для пайки, но они не подходят для пайки. Шестиугольная форма на головке имеющихся на рынке прессов создает глубину в трубах, которая слишком глубока для пайки, что увеличивает вероятность утечек.
Именно поэтому компания Reftekk создала Swage X с 9-гранной головкой, которая идеально расширяет концы любой сгибаемой секции медной трубки за считанные секунды. Более того, машина знает, когда достигается оптимальное расширение, и останавливается сама, освобождая вас от ответственности за определение правильного размера.
- Устраняет необходимость в медных фитингах : при использовании подходящего инструмента для гибки расширитель Reftekk Swage Expander позволяет установщикам создавать патрубки для пайки на концах любой секции медных трубок, поддающихся гибке, устраняя необходимость в коленчатых патрубках и муфтах, которые снижает материальные затраты.

- Сокращает количество пайки до 75 % : Reftekk Swage X при использовании в сочетании с гибкими качественными медными трубками позволяет герметизировать каждое соединение с помощью только одной пайки, а не двух пайков, как при традиционной пайке фитингов. . Это снижает трудозатраты и стоимость припоя, а также значительно снижает вероятность утечки в системе.
- Правильный допуск на пайку : Создает патрубки для пайки с жесткими допусками, что приводит к лучшему капиллярному действию и меньшему количеству пустот, что снижает вероятность утечки.
- Правильная глубина гнезда для пайки : Единственный инструмент на рынке, предназначенный для получения правильной глубины пайки для пайки (в соответствии с ASME B16.50-2013), что обеспечивает более полную пайку с меньшей вероятностью утечки.
- Муфты типа L, медные трубки ACR, размеры : Размеры головок: 3/8”, 1/2”, 5/8”, 3/4”, 7/8”, 1-1/8”, 1-3 /8” и 1-5/8”.

ПАЙКА
Новые и усовершенствованные методы пайки с прецизионными кольцами
Reftekk избавляет от пайки наугад. С прецизионными кольцами Reftekk все, что вам нужно сделать, это припаять верхнюю часть муфты, и через несколько секунд вы увидите серебряное покрытие, которое является признаком того, что пайка завершена. Без хлопот и без догадок.
Reftekk экономит до 75 % времени, которое вы тратите на пайку изделий других производителей. Меньше пайки также связано с уменьшением продувки и нагревания системы, что делает внутреннюю трубу намного чище.
- Меньше утечек : Кольца для припоя Reftekk обеспечивают высокое проникновение наполнителя в соединение, уменьшая количество пустот и утечек по сравнению с прутком для пайки с ручной подачей.
- Повторяемый : Паяное соединение Reftekk считается завершенным, когда наполнитель выступает по всей окружности снаружи соединения.
 Это дает оператору воспроизводимый визуальный индикатор завершенного паяного соединения.
Это дает оператору воспроизводимый визуальный индикатор завершенного паяного соединения. - Простой процесс пайки : Кольцо для пайки вставляется в соединение перед нагревом, освобождая одну из рук оператора и избавляя от догадок о том, сколько прутка для пайки использовать.
- Уменьшает количество припоя : Предварительно отформованные кольца обеспечивают нужное количество присадочного материала для соединения каждого размера, исключая необходимость гадать и затраты на материалы.
- Двойные галтели : Углы образуются как внутри, так и снаружи паяного соединения, указывая на полное проникновение наполнителя. Это обеспечивает неизменно высокое качество соединения, в отличие от сомнительной глубины проникновения при ручной подаче прутка для пайки
Паяльные кольца Reftekk ACR выпускаются размером 3/8”, 1/2”, 5/8”, 3/4. “, 7/8″, 1-1/8″, 1-3/8″, и 1-5/8”.
ИЗОЛЯЦИЯ И ПРИНАДЛЕЖНОСТИ
Сделайте все правильно, чтобы защитить себя от дорогостоящих ошибок
Изоляция EPDM
Изоляция трубопровода должна быть легкой, верно? Я имею в виду, что может пойти не так?
Ну много. Энергетические кодексы становятся все более и более строгими, а неправильная изоляция приводит к судебным искам и штрафам.
Энергетические кодексы становятся все более и более строгими, а неправильная изоляция приводит к судебным искам и штрафам.
Комплекты трубопроводов из EPDM толщиной 1 дюйм и 1-1/2 дюйма требуются кодами IECC почти во всех штатах. EPDM требуется на всех линиях горячего газа, так как это высокотемпературная эластомерная пена с закрытыми порами, которая выдерживает высокие температуры VRF 248F. Стандартная изоляция (NBR) не работает при этих температурах.
Reftekk предлагает лучшее решение по изоляции EDPM для VRF/VRV.
- В частности, требуется для нескольких VRF/VRV MFG
- Превышает требования VRF/VRV MFG к рабочей температуре 248 градусов по Фаренгейту
- Доступны толщины для соответствия строгим энергетическим кодам безопасны и существуют, чтобы избежать ненужной головной боли.
Компания Reftekk поставила изоляционные колена, соответствующие радиусу медных труб Reftekk
- Соответствует ASTM E84 (25/50) : Индекс распространения пламени менее 25 и индекс образования дыма менее 50 (испытано в соответствии с ASTM E84).

- Стойкость к озону : Обеспечивает устойчивость к озону в соответствии со стандартом ASTM D 1171.
- Неполярный : Не вызывает коррозии меди и нержавеющей стали и помогает отталкивать водяной пар.
Опоры Cush-A-Therm
Reftekk Cush-A-Therm представляет собой жесткую изоляционную опору для труб, которая устойчив к сжатию или раздавливанию под действием активных нагрузок на трубопровод.
- Соответствует ASTM E84 (25/50) : Индекс распространения пламени менее 25 и индекс образования дыма менее 50 (испытано в соответствии с ASTM E84).
- Fire Response : Самозатухающий при толщине 2-1/2″ в соответствии с ASTM D 635.
- Пароизоляция : Внутренний и внешний слой EPDM обеспечивают водонепроницаемое и паронепроницаемое уплотнение.
- Устойчивость к ультрафиолетовому излучению и атмосферным воздействиям : Все компоненты устойчивы к ультрафиолетовому излучению и атмосферным воздействиям, не требуют защитной окраски.
- Предотвращает образование конденсата : Изолирующие свойства опор помогают предотвратить образование конденсата на поверхности труб Металлический подвесной ремень в комплекте: Металлический подвесной зажим Unistrut подходящего размера предварительно упакован с Cush-A-Therm для простой и легкой установки .

- Простота установки : Cush-a-Therm имеет раздельное уплотнение и уплотнение внахлест с отслаивающимся клеем для быстрой и простой установки.
Шаровые краны для хладагента
Reftekk предлагает шаровые краны для хладагента с опциональной изоляционной рубашкой из EPDM размером от 1/4” до 1-5/8”.
Для этих обжимных соединений шаровых кранов подходят те же кольца припоя, что и для трубопровода.
В латунный корпус шарового крана хладагента встроен клапан Шредера для легкого доступа.
Клапан имеет максимальное рабочее давление 700 фунтов на кв. дюйм и диапазон рабочих температур от -40F до 300F (от -40C до 150C).
Типы гибки труб – как добиться идеального изгиба
В зависимости от используемого материала и требуемой точности отделки для гибки труб могут использоваться различные методы. В нашем блоге вы познакомитесь с наиболее распространенными методами.
Вы когда-нибудь смотрели на действительно сложную изогнутую трубу и спрашивали себя: «Ух ты, как добиться такого идеального изгиба на трубе из твердого металла?» Ну, мы можем! И именно поэтому мы докопались до сути и отправились на поиски идеального изгиба.
В процессе мы обнаружили, что есть несколько способов придать трубе ее окончательную форму. Какой метод выбрать, зависит от различных факторов. К ним относятся качество металла, доступные ресурсы и, в конечном счете, предполагаемое использование конечного продукта. По сути, можно выделить две разные процедуры. Хотя холодное формование встречается гораздо чаще, существует также вариант формования с термоподдержкой.
Давайте подробнее рассмотрим некоторые виды гибки труб:
Формование с термоподдержкойВ следующих двух вариантах используется тепловая энергия для запуска пластической деформации трубы во время гибки. Формование с термоподдержкой обычно используется для гибки труб из таких полимеров, как ПВХ, ХПВХ и АБС.
Термоиндукционная гибка является очень эффективным и точным методом гибки и используется, когда холодное формование достигает своих пределов. Для этого заготовку нагревают до температуры от 430°C до 1200°C, в зависимости от материала, и сгибают. После гибки заготовку закаливают на воздухе или в струе воды.
После гибки заготовку закаливают на воздухе или в струе воды.
Гибка горячих слябов с набивкой песком – старый процесс гибки, но все еще активно используемый. Трубка наполняется песком, а концы закрываются колпачками. В печи заполненную трубку нагревают до температуры свыше 870°С, после чего трубку закрепляют между штифтами и изгибают вокруг этих штифтов. Благодаря песку трубка сохраняет свое первоначальное сечение.
Холодное формованиеВ отличие от термоформования, холодное формование выполняется при комнатной температуре. Методы холодной штамповки обычно используются, когда труба, которую необходимо согнуть, изготовлена из металла. Эти методы включают, среди прочего:
Гибка прессом
Гибка прессом, вероятно, является старейшей промышленной техникой гибки. При этом труба укладывается и закрепляется на двух встречных роликах плашкой вверх. При приложении давления гибочная матрица прижимается к двум контрроликам.
Изображение: Гибочный пресс
Гибка на сжатие
Гибка сжатием аналогична гибке с вращательным вытягиванием, но, как правило, дешевле. Однако более простая установка не только приводит к снижению стоимости, но и имеет некоторые ограничения. В этом случае использование оправки для поддержки внутреннего диаметра не требуется. Следовательно, это может привести к тому, что внешняя поверхность слегка сгладится.
Фото: Компрессионно-гибочная машина
Роликовая гибка
Если вам нужно согнуть трубу с большим радиусом осевой линии, гибка вальцами может быть лучшим выбором. Процесс состоит из двух неподвижных вращающихся роликов и движущегося ролика, расположенного по треугольной схеме. Гибка валков предлагает различные преимущества: Прежде всего, скорость и экономия масштаба. Но и способность образовывать сложные формы. Обычно валковая гибка находит применение для крупных компонентов труб.
Гибка валков предлагает различные преимущества: Прежде всего, скорость и экономия масштаба. Но и способность образовывать сложные формы. Обычно валковая гибка находит применение для крупных компонентов труб.
Наиболее часто используемый процесс гибки труб – это гибка с вращающейся вытяжкой. Это также самый точный тип изгиба. Он включает в себя ротационную волочильную машину, которая изгибает металл через серию наборов штампов с постоянным радиусом центральной линии. Этот метод хорошо подходит для очень специфических работ и используется для гибки труб для таких изделий, как каркасы безопасности, поручни или ручки.
Изображение: Процесс гибки с вращающейся вытяжкой
Но почему гибка с вращательным вытягиванием настолько точна? В этом большую роль играют два ценных компонента: оправки и гребенки. Оправки используются для обеспечения внутренней поддержки трубы во время гибки и, следовательно, уменьшения дефектов, таких как сморщивание или уплощение внутреннего радиуса изогнутой трубы.