Станок для производства вагонки: станок по изготовлению вагонки? – Купить оборудование для бизнеса | Недорогое новое и б/у оборудование для бизнеса
alexxlab | 17.09.1985 | 0 | Разное
цены, фото, инструкция по изготовлению своими руками
Станки для изготовления вагонки позволяют получить сырье отличного качества. Заводские агрегаты далеко не всем пользователям по карману. Рассмотрим способы изготовления такого материала на самодельных приспособлениях. Подобные варианты весьма распространены среди народных умельцев и хозяйственников.
Что такое вагонка?
Данное сырье представляет собой отделочный материал, который применяется для обшивки стен, потолков, саун и тому подобных. Оно используется в сфере внутренней отделки жилых и прочих помещений. Станки для изготовления вагонки позволяют получить отличную акустику в концертных залах, а также безопасную отделку комнат.
Стоит отметить, что этот материал может выпускаться в стандарте «Евро». Это подразумевает соответствие сырья европейским экологическим стандартам. Изделие имеет основную площадь определенных размеров, фиксирующие шпунты и канавки. Проще всего классифицировать материал по продольным вентиляционным гнездам.
Производство
Станки для изготовления вагонки служат в качестве основного инструмента для выпуска оригинального отделочного материала. Промышленное производство состоит из следующих основных этапов:
- Изготовление досок. Специальные древесные ленты распиливаются при помощи дисковой или транспортерной пилорамы на нужные размеры. Как правило, толщина доски варьируется от 15 до 25 миллиметров, при ширине – до 150 мм. Итоговые габариты зависят от типа вагонки.
- Сушка материала. Процедура выполняется в камерах. Это позволяет снизить вероятность расслоения, деформации и кручения досок.
- Сортировка. Этот процесс включает в себя отбор элементов не ниже второго сорта, которые могут классифицироваться как вагонка.
- Производство основного материала. В промышленном варианте эта операция выполняется на строгальном четырехстороннем станке. При одновременной обработке нескольких плоскостей получается требуемый профиль.
- Проверяется качество продукции и осуществляется ее складирование.

- Далее полученный состав используется по прямому назначению.
Станок для изготовления вагонки своими руками
Для рассматриваемого производства понадобится минимальный набор инструментов и соответствующего оборудования. В первую очередь необходимо побеспокоиться о наличии отдельного помещения, поскольку деревообрабатывающие приспособления создают немало шума. Второй важный момент – напряжение и марка проводки должна совпадать с показателями и типом применяемых станков.
Станок для изготовления вагонки в домашних условиях можно сделать двумя способами. Далее рассмотрим оба варианта. Они позволят сделать качественный материал дешево и без особых усилий, однако требуют соблюдения определенных правил. Самый простой агрегат – циркулярная пила, оснащенная суппортами и дополнительными механизмами. С подобной модели и начнем обзор.
Инструкция по изготовлению вагонки циркулярным способом
Станки для изготовления вагонки данным методом весьма эффективны. Сам процесс состоит из следующих этапов:
Сам процесс состоит из следующих этапов:
- Сначала подготавливаются пиломатериалы в нужном количестве. Они должны остругиваться с обеих сторон доски, толщина которой оставляет около 20 миллиметров при ширине до 100 мм. Увеличивать габариты не рекомендуется, поскольку вагонка обладает самым элементарным профилем, изменение размеров которого чревато деформацией. Элементы впоследствии соединяются путем замков на четверти, что также не гарантирует избавления от коробления материала. Максимально допустимый предел по ширине – 80 мм.
- Подготавливается рабочее место. Учитывайте его обустройство таким образом, чтобы заготовки располагались с одной стороны, а готовые детали – с другой. Никакие предметы не должны мешать работе и загромождать рабочую поверхность. Это чревато нарушением техники безопасности и возможностью получения серьезных травм. Кроме того, это увеличивает количество отходов, не позволяя нормально прижимать заготовку к торцам фрезерного станка для изготовления вагонки.

Основная фаза
Все доски необходимо подровнять по длине, осмотреть целостность поверхностей, отбраковать элементы с почерневшими и сучковатыми включениями. На самодельном станке для изготовления вагонки довести такие части до качественной обработки не удастся, они непременно выпадут впоследствии при эксплуатации.
При складировании материала не забывайте обращать внимание на расположение волокон. Они должны свилеватыми частями обращаться в сторону вращения режущего наконечника. Это связано с относительной сложностью обработки таких поверхностей. В противном случае чистота поверхностей не будет соответствовать заявленным стандартам.
Деревообрабатывающий станок для изготовления вагонки функционирует на высоких оборотах, что не вызывает непредвиденных проблем при обработке заготовок. На каждой головке фабричного агрегата присутствует от четырех режущих головок, что позволяет обеспечить качественный показатель механического прижима, не допуская колебаний доски при обработке. В результате получается качественный материал, без необходимости дальнейшей обработки, с высокими параметрами.
В результате получается качественный материал, без необходимости дальнейшей обработки, с высокими параметрами.
Финальная стадия
Важно никогда не снимать с пилящего агрегата защитный кожух и распорный клин. Эти детали необходимы для предотвращения вылета опилок, а также недопущения обратного ударного выскакивания доски, которая может пробить брюшную полость.
Согласно чертежам, станок для изготовления вагонки своими руками, кожух и расклиниватель дают возможность обеспечить не только безопасность, но и определенное удобство при выполнении основной операции. Для начала потребуется выставить правильно циркулярную пилу, после чего выровнять обрабатываемые доски по ширине. Это делается путем установки линейки на нужном расстоянии от зубьев с надежной фиксацией.
Необходимо следить за тем, чтобы линейка была строго параллельна пиле. Фабричные агрегаты имеют специальные метки, на самодельных приспособлениях используют столярный угольник. Финишную проверку делают посредством опытного отрезания куска доски, который должен получиться размерами по требуемой ширине и толщине. При необходимости установку производят заново.
При необходимости установку производят заново.
Аналоги
Как сделать фрезерный станок для изготовления вагонки? Эти сложные работы часто совмещаются с различными другими методами проведения манипуляций по обработке древесины. Здесь не обойтись без солидного опыта. Размеры деталей и их профили необходимо подбирать самостоятельно. Технология с учетом наличия требуемого оборудования практически идентична. Сами станки имеют довольно сложную конструкцию, их эксплуатация требует обязательного изучения руководства по эксплуатации.
Для домашнего пользования подойдет агрегат, состоящий из следующих элементов:
- Станина. Она представляет собой стальную цельномассивную раму с центром тяжести, уведенным к низу.
- Рабочая поверхность. Выглядит в виде стола с узкой и длинной конфигурацией. Узел предназначен для удержания шпинделей и фрез при помощи соответствующих технологических отверстий.
- Мотор. Его мощность составляет порядка 2-5 кВт, напряжение может быть как 220, так и 380 вольт.
 Средняя частота вращения рабочей части (оборотистость) – 5 тысяч и выше оборотов в минуту.
Средняя частота вращения рабочей части (оборотистость) – 5 тысяч и выше оборотов в минуту. - Прижимное приспособление. Данный механизм состоит из нескольких роликов, закрепленных в указанных плоскостях по длине основной поверхности.
- Вал ножевой. Элемент приобретается в готовом виде, поскольку отвечает за точность изготовления детали.
- Блок управления. Эта часть находится со стороны оператора, играет роль выключателя, основная часть выводится наружу для возможности аварийного отключения установки.
- Защитные кожухи.
Проводка
Электрические провода помещают в бронированный рукав, предотвращающий их от возможной механической деформации и прочих повреждений. Такая мера необходима в связи с тем, что целостность кабеля может быть нарушена острой кромкой обрабатываемой доски. А даже небольшое напряжение на металле приводит к серьезной травме работника. Этот момент необходимо обязательно учитывать при самостоятельной сборке станка для изготовления вагонки. Если вы не имеете достаточных навыков, лучше пригласите профессионального электрика. Оборудование обязательно заземляется соответствующим образом,
Если вы не имеете достаточных навыков, лучше пригласите профессионального электрика. Оборудование обязательно заземляется соответствующим образом,
Стандартные профили
Виды вагонки должны соответствовать государственным стандартам. Материал подразделяется на несколько основных категорий:
- Стандартный тип.
- Евровагонку.
- Американку.
- Ланд-хаус.
- Софт-лайн.
- Блок-хаус.
- Штиль.
Чем отличается евровагонка?
У одного из самых популярных материалов рассматриваемой категории соединение шипованных паз является более глубоким. Кроме того, данные элементы лучше защищены от просвечивания при существенном уменьшении ширины досок. При этом упрощается общий процесс монтажа. В глубокие пазы значительно проще вставлять фиксирующие метизы.
С обратной стороны имеется несколько прорезей, служащих для того, чтобы поверхность стены или потолка могла дышать. Также снижается статическая нагрузка на вагонку, что предотвращает преждевременную деформацию обшивки.
Станок для изготовления половой доски
Евровагонка, блок-хаус, половые доски с пазовыми торцами и аналогичные погонажные изделия из дерева относятся к востребованным и дорогим материалам, при наличии доступного сырья и потребности в большом объеме целесообразно рассмотреть вопрос приобретения специальных приборов для их изготовления своими руками. С учетом высоких требований к геометрической точности такой продукции и сложностей при выборке пазов лучшие результаты достигаются при использовании станков, обрабатывающих заготовку за один проход, с возможность регулировки шпинделей.
Оглавление:
Виды оборудования
- Наличие или отсутствие автоматизированного управления.
- Число шпинделей (варьируются от 4 до 8) и способ управления ими (ручной или механизированный). Чем больше зажимных валов, чем сложнее и точнее получается заготовка.
- Тип станины (цельная или сборная) и материал ее изготовления.
- Мобильность оборудования для производства вагонки.

В целом при выборе учитываются:
1. Старт 4×160.
К преимуществам относят надежность, возможность точной и быстрой регулировки геометрических размеров, высокую производительность, наличие бесступенчатого контроля подачи, удобный доступ ко всем частям, плотное прижимание материалов вальцами и специальными опорными пластинами, хорошее погашение вибраций и многое другое. Настройки систем регулируются с помощью мобильного пульта, Старт 4×160 имеет надежную защиту, исключающую выброс заготовки или ее смещение в ходе обработки. Отклонение размеров не превышает 0,01 мм. Все это в совокупности с доступной ценой и гарантией от 2 лет в разы повышает конкурентоспособность в сравнении с зарубежными аналогами. Рекомендуют купить как для изготовления вагонки в домашних условиях для собственных нужд, так и для выпуска продукции на продажу.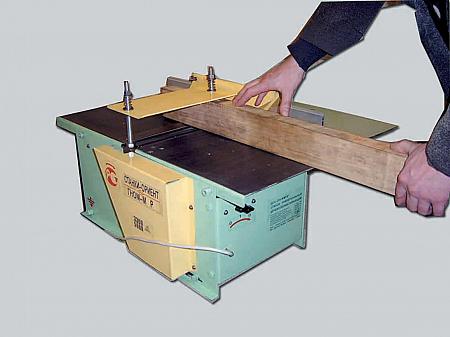
2. Beaver 520.
3. С20—4Б.
Обрабатывает доски и брус длиной от 900 мм, шириной от 20 до 200 и толщиной в пределах 11-64 мм. Скорость подачи регулируется ступенчато. Оснащен 2 фрезами с ножами прямой конфигурации и 2 наборами горизонтальных, объединенных в единую конструкцию, исключающую воздействие вибрации. Все отдельные узлы имеют защитные корпуса, управление осуществляется напрямую, все кнопки расположены на передней панели.
Этот компактный и многофункциональный станок от известного шведского производителя рекомендуют купить при необходимости профилирования и строжки заготовок, его отличительной особенностью является возможность быстрой смены ножей, отдельная регулировка двигателей каждого шпинделя и качественная обработка древесины вне зависимости от ее твердости. При малом потреблении электроэнергии (суммарная мощность не превышает 12,5 кВт) обеспечивает не менее 500 п.м. евровагонки за 1 ч, надежная термозащита двигателей исключает их перегрев. Долговечность ресурсов обусловлена правильным закреплением верхних и нижних валов, толстой сталью станины (4 мм) и наличием устойчивого чугунного стола.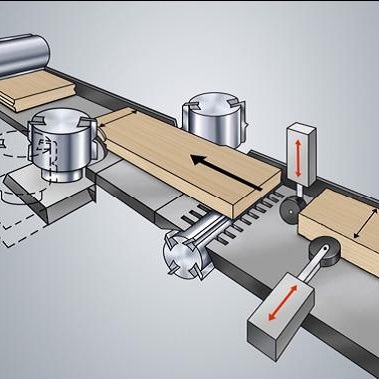
Этот российский прибор характеризуется высокой функциональностью, по своим показателям он подходит любому деревообрабатывающему предприятию с разными объемами выпуска. Качество и точность изготавливаемой продукции обеспечивает наличие бесступенчатой системы подачи заготовок, помещенных в цилиндр и оснащенных пружинным механизмом регулировки прижимных вальцов, мягких полиуретановых роликов, подхватывающих изделие на выходе, и пазовой фрезы и линейки на первом шпинделе. Единственным минусом LTT MB4013 является ограничение по ширине обрабатываемых досок (130 мм), но на выпуск евровагонки этот фактор не влияет, ее профиль не превышает 12 см.
Содержание
- 0.1 Стоимость станков
- 1 Как и из чего делается вагонка?
- 2 Как сделать домашний станок?
- 3
Подбор инструментов и другие тонкости процесса
- 3.1 Похожие статьи
Стоимость станков
Покупка профессионального станка для изготовления вагонки считается оправданной исключительно при желании наладки постоянного выпуска продукции с целью ее продажи. Полноценной линия станет только при наличии удобного приемного стола, камеры для просушки древесины и оборудования для ее распила.
Полноценной линия станет только при наличии удобного приемного стола, камеры для просушки древесины и оборудования для ее распила.
При профилировании небольшого объема своими силами подойдет ламельный или кромочный ручной резак, при отсутствии опыта такие партии просто покупаются на базах. Альтернативным вариантом является производство своими руками, в этом случае число проходов доски увеличивается несколько раз, качество изделий уступает полученным на профессиональном оборудовании, но для собственных нужд этого будет достаточно.
Станок для изготовления вагонки необходим каждому, кто хочет, например, отделать ею дом или бытовку.
Сделать станок и производить вагонку самому обойдется в разы дешевле, чем закупать готовую продукцию в больших объемах.
При строительных и ремонтных работах вагонка незаменима, она отличается экологической чистотой, легкостью обработки и привлекательным внешним видом.
Конечно, сегодня производители предлагают огромный ассортимент такого товара, но вагонка, сделанная в домашних условиях, всегда будет качественнее и надежнее той, которую можно купить.
Кроме того, имея свой станок для производства вагонки, можно со временем попробовать начать небольшой бизнес.
Однако заводское оборудование также стоит недешево, хоть со временем и окупается. Выход есть — сделать его своими руками, зная все тонкости процесса и понимая, с каким материалом предстоит работать.
Содержание:
Как и из чего делается вагонка?
Примечательно, что для изготовления вагонки необходимы разные породы дерева. Для отделочных работ (как фасадных, так и внутренних) выбирают древесину следующих пород: сосна, лиственница, кедр, ель.
Выбирают вагонку из такого материала еще и потому, что она имеет специфический, приятный и смоляной запах, который наполняет помещение уютом. Конкретно для внутренних работ используют ясень, липу, осину.
Такие деревья менее прочные, но их выбирают за привлекательный внешний вид и цветовой спектр.
Если вы собираетесь изготавливать вагонку своими руками с помощью домашнего станка, то нужно понимать, что она должна отвечать многим требованиям и не уступать той, которую делают по промышленной технологии.
Изготовление вагонки заключается в том, что готовый лист должен быть идеально ровным, без неровностей, деформаций, зацепок. Это достигается шлифовкой.
Также вагонка должна пропитываться специальными растворами, иногда ее покрывают лаком. Это нужно для того, чтобы влага не оказывала такого разрушительного действия на древесину.
Если правильно пропитать древесину, то она будет служить десятилетиями. В зависимости от типа дерева выбирают разные способы разделки.
Например, если речь идет о сосне, то распиливают только нижнюю часть дерева, ведь там меньше сучков.
Лиственница же является дешевой заменой дуба, она отличается высокой прочностью и цельностью структуры волокон.
Видео:
Как сделать домашний станок?
Станок для изготовления вагонки должен обрабатывать доску сразу с четырех сторон, поэтому его конструкция отличается сложностью, особенно если все делать своими руками.
Важный параметр, по которому характеризуют устройства — это сечение материала, который получается на выходе. Чем больше сечение, тем большей должна быть мощность аппарата.
Чем больше сечение, тем большей должна быть мощность аппарата.
В первую очередь занимаются сборкой каркаса станка — сюда входит стол и рама. Рабочей поверхности необходимо уделить много внимания.
Поэтому важно обеспечить качественное сваривание всех деталей, особенно если сварка тоже будет проводиться своими руками.
Чаще всего самодельный станок делают из листового прочного железа, потому что стол должен быть узким, длинным и устойчивым.
В середине листа необходимо сделать отверстие, где будут установлены специальные валики. Их приводит в движение электромотор.
Размеры листа позволяют не только делать вагонку с большим сечением, но и улучшить эксплуатационные свойства.
Видео:
Дело в том, что чем больше будет по массе самодельный станок, тем меньшей будет вибрация во время работы. Повышенная вибрация всегда ставит высокое качество готовой вагонки под угрозу.
Следующим в домашних условиях делают ножевой вал. Пожалуй, лишним будет говорить, что именно от этого компонента зависит качество готового материала, ведь это основная режущая деталь.
Именно поэтому лучше купить готовый вал в магазине, сделать его своими руками практически невозможно.
Дело в том, что профессиональные детали сбалансированы должным образом, правильно отшлифованы, что позволяет не только получить вагонку высокого качества, но и не беспокоиться по поводу безопасности мастера во время работы.
Что же касается привода, то тут лучше отдать предпочтение ступенчатым моделям, благодаря чему можно регулировать подачу материала на обработку.
После этого устанавливают электродвигатель — этот процесс легко провести даже своими руками. Главное, определиться с мощностью. Для бытовых целей хватит параметров от 2 до 5 кВт.
Если брать мощность больше, то можно не добиться нужной аккуратности обработки, а меньшая не позволяет вообще разрезать древесину.
Тут бюджетным вариантом может быть даже старый двигатель из других устройств, например, стиральной машины.
Видео:
Последними устанавливают прижимные ролики, которые фиксируют деревянные заготовки на листе станка.
Тут также можно использовать ролики из старой стиральной машины или закупить такие детали у фабричных производителей.
Подбор инструментов и другие тонкости процесса
Изготовление станка своими руками возможно, только если у вас есть целый список специальных инструментов.
Сюда относят:
- сварочный аппарат, можно даже с небольшой мощностью;
- электродрель, в которой есть насадки, справляющиеся с металлами;
- шлифовальная машинка;
- станок для обработки металла;
- токарный станок.
К сожалению, изготовить станок самостоятельно реально только в том случае, если есть опыт работы с фабричным оборудованием. Без всякой практики это банально небезопасно.
Надежность конструкции должна не вызывать сомнений, а создание станка может затянуться даже на месяцы. Альтернативным вариантом будет покупка фрезерного или деревообрабатывающего станка.
На таком устройстве создание вагонки проходит в несколько этапов, однако такой аппарат стоит в разы дешевле, чем профессиональный станок для изготовления материалов.
При работе с режущим оборудованием необходимо все время следить за исправностью инструментов, вовремя заниматься их заточкой и проверять на наличие сколов, неровностей.
Видео:
Любая шероховатость может стать причиной рикошета части древесины, что нередко вызывает серьезные травмы.
Все ножи и валы должны быть должным образом закреплены — для этого выбирают сверхпрочные болтовые крепления и полностью их затягивают.
Если же вы решили, что изготовить станок для вагонки дома не получится, то необходимо с особым вниманием подходить к выбору оборудования. Изучите все технические характеристики.
Тут стоит отталкиваться от нагрузки, которая будет возложена на конструкцию.
Имеет большое значение, как часто будет использоваться станок, нужен ли он для промышленного изготовления или вагонка изготавливается только для личного строительства.
Если необходимо постоянно изготавливать вагонку, то лучше взять мощный станок, который работает на высоких скоростях с мощностью более 5 кВт. Также различают ручные модели и автоматические.
Также различают ручные модели и автоматические.
Для изготовления вагонки в маленьких объемов хватит и ручного станка, для бизнеса нужен автоматический.
Похожие статьи
инструкция, фото- и видео-уроки, цена
Изготовить деревянную вагонку в домашних условиях довольно таки просто, здесь не требуется ничего кроме денежных средств и вашего желания. При строительстве дома, многие люди предпочитают использовать натуральные материалы, ведь это восхитительно красиво и надежно.
Древесина обладает очень хорошим качеством, это тепло и уют в любом доме, где она была использована.
Любой другой синтетический аналог не идет ни в какое сравнение с древесиной, именно по ощущению тепла, уюта и комфорта.
Материалы, требующиеся для изготовления деревянной вагонки.
Для изготовления вагонки применяются различные породы дерева:
- Для внутренней и внешней отделки помещений, больше всего подходит вагонка изготовленная из лиственницы, кедра, секвойи, ели, сосны.
 С этой вагонкой, помещение сразу же наполняется смолистым запахом, что вызывает приятные ощущения, уюта и свежести.
С этой вагонкой, помещение сразу же наполняется смолистым запахом, что вызывает приятные ощущения, уюта и свежести. - Только лишь для внутренней отделки, хорошо подходит вагонка из лиственных пород деревьев, таких как липа, ясень, осина. Этот материал может применяться во многих стилях интерьера, благодаря тому, что имеет отличный цветовой спектр.
Изготовление деревянной вагонки
Для промышленного производства вагонки требуются несколько специально оборудованных помещений с большой площадью и немалые денежные средства. Даже если производство не будет масштабным, все равно придется покупать оборудование и инструменты.
В принципе, производство вагонки является довольно таки простым процессом, если имеется ловкость в обращении с инструментами. Поэтому, своими руками дома, можно спокойно наладить выпуск вагонки для собственных нужд.
Достоинства вагонки из древесины
Древесину широко используют во всех отраслях промышленности. Деревянные изделия получили повсеместное использование. Вагонка из дерева используется в строительстве при отделочных работах.
Вагонка из дерева используется в строительстве при отделочных работах.
Преимуществами древесных изделий являются:
- Высокая прочность;
- Высокая теплоизоляция;
- Повышенная термостойкость;
- Долговечность;
- Электроизолирующая способность;
- Натуральность;
- Экологичность;
- Эстетичность.
Особым преимуществом древесины является изготовление вагонки в домашних условиях.
Изготовление вагонки своими руками осуществляют в следующем порядке:
- Выбор породы древесины;
- Определение размеров изделий;
- Выбор оборудования;
- Изготовление вагонки.
Особенности
Прежде чем приступать к описанию процесса изготовления, необходимо разобраться, что собой представляет этот товар.
Вагонка – это вид облицовочного материала, представляющий собой продукт переработки натурального дерева. Его используют для оформления как простых (прямолинейных) так и сложных конструкций. В зависимости от технических характеристик продукцию используют для наружной или внутренней отделки. Внешне это плоские панели, имеющие по краям специальные соединения.
В зависимости от технических характеристик продукцию используют для наружной или внутренней отделки. Внешне это плоские панели, имеющие по краям специальные соединения.
В сфере производства вагонки используются различные сорта древесины, как лиственные, так и хвойные: ольха, кедр, ясень, сосна, бук и многое другое.
Деревянная отделка сочетает в себе отменные эксплуатационные и эстетические качества. За счет этих характеристик отделка получила широкое распространение. Вагонку используют для наружной и внутренней облицовки.
Преимущества вагонки:
- эстетичный внешний вид;
- богатый ассортимент продукции, отличающийся по окрасу, фактуре и эксплуатационным характеристикам;
- это экологически чистый продукт, безопасный для здоровья и окружающей среды;
- качественный материал обладает отменной практичностью и износостойкостью;
- отделочный материал из дерева – это классика, которая всегда актуальна и востребована;
- простой процесс монтажа;
- натуральная отделка создает в помещении комфортную атмосферу.

Недостатки:
- высокая цена;
- требует тщательный уход.
Это интересно: Особенности полиуретановых герметиков для наружных швов: рассмотрим со всех сторон
Тонкости работы с фрезером в домашних условиях
Рассмотрев технологию, которую применяют на производствах, разберемся в тонкостях изготовления вагонки фрезером в домашних условиях.
На начальном этапе необходимо запастись строганными на циркулярной пиле и фуганке досками (можно сразу купить готовый распилованный материал или изготовить нужные заготовки лично). Все последующие операции выполняются при жесткой фиксации режущего инструмента и древесного пиломатериала.
Все последующие операции выполняются при жесткой фиксации режущего инструмента и древесного пиломатериала.
Все действия можно свести к следующей последовательности:
- Настройка прижима заготовки. Важно отрегулировать положение доски вплотную к ограничителю и надежно зафиксировать прижимами с внутренней стороны.
- Регулировка фрезы по высоте. Важно четко стабилизировать обе фрезы на одинаковой высоте, иначе изготовленная вагонка будет непригодна.
- Обработка деревянной панели. Заготовку ведут вдоль режущего элемента, формируя по одной стороне доски паз, а затем, сменив фрезу, шип.
Изготовление вагонки ручным фрезером дело несложное, если запастись специальными инструментами и четко следовать предложенным рекомендациям.
Использование ручного фрезера для резьбы
Существенно можно облегчить процесс резьбы по дереву ручным фрезером. Этот специальный электрический станок позволяет намного быстрее выполнять практически все виды художественной резьбы. Исключение составляет только скульптурная и выемчатая резьба. Ручной фрезер для резьбы по дереву – специализированный инструмент для обработки древесины. Главные детали инструмента – это фрезы, головки с режущими деталями разных форм, каждая из которых имеет свое назначение:
Исключение составляет только скульптурная и выемчатая резьба. Ручной фрезер для резьбы по дереву – специализированный инструмент для обработки древесины. Главные детали инструмента – это фрезы, головки с режущими деталями разных форм, каждая из которых имеет свое назначение:
- профилирование кромок деревянных деталей;
- фрезеровка декоративных и технологических пазов различной конфигурации;
- изготовление необычных деталей;
- создание ручным фрезером художественных резных изделий.
С помощью фрезера легко изготовить разные элементы резьбы по дереву:деревянные наличники, резной плинтус, резные карнизы и самый разнообразный погонаж.
Ручным фрезером с большой эффективностью можно изготавливать эксклюзивную резную мебель на заказ. Художественная резьба ручным фрезером чаще всего производится галтельными и V-образными фрезами, которые позволяют делать гравировку нужной длины. Дисковые типы фрез предназначены для пропиливания прямоугольных пазов.
Материалы для самостоятельного изготовления вагонки
Самостоятельно сделать вагонку вполне реально. При этом необходимые материалы сводятся к минимуму. Если в планах изготовить плашки с укладкой внахлест, то помимо качественных досок, необходимо будет приобрести циркулярную пилу и фуганок. А чтобы была возможность экспериментировать с пазами, имитируя различные профили, понадобится фрезерный стол с фрезой и набором дополнительных насадок. Также возможно изготовление вагонки ручным фрезером, однако следует учесть, что работать удерживая фрезер в руках сложнее, чем выполнять ту же работу на фрезерном станке.
При этом необходимые материалы сводятся к минимуму. Если в планах изготовить плашки с укладкой внахлест, то помимо качественных досок, необходимо будет приобрести циркулярную пилу и фуганок. А чтобы была возможность экспериментировать с пазами, имитируя различные профили, понадобится фрезерный стол с фрезой и набором дополнительных насадок. Также возможно изготовление вагонки ручным фрезером, однако следует учесть, что работать удерживая фрезер в руках сложнее, чем выполнять ту же работу на фрезерном станке.
Отправляясь в магазин, чтобы приобрести необходимый минимум для работы по дереву для изготовления вагонки ручным фрезером или станком важно заранее выяснить диаметр хвостовика фрезы. В продаже имеются варианты 6,8 и 12 мм, а также ½ и ¼ inch (дюйма). Дюймовые и миллиметровые фрезы нельзя заменять друг на друга, несмотря на то, что разница кажется мизерной.
По конструктивным особенностям различают фрезы: монолитные (все элементы составляют одно целое), сборные (со спаянными деталями), мягко- и твердосплавные для различных пород древесины (НМ и НSS соответственно).
Также различают их по форме, но для изготовления вагонки ручным фрезером необходимы пазо-шиповые фрезы, которые поставляются в наборе парами. Они удобны тем, что не придется дополнительно рассчитывать размеры соединений, все параметры подогнаны автоматически.
Если намереваетесь обшивать помещение блок-хаусом, то для самостоятельного производства оного понадобится специализированное оборудование. А именно: ленточная пилорама, сушильная камера и особый станок. Изготовление блок-хауса в домашних условиях дело хлопотное и неоправданное.
Производство евровагонки ручным фрезером своими руками
Перед началом работ вам необходимо запастись необходимым количеством заготовок. В зависимости от выбранной толщины заготовки подбирается пазовая и фальцевая фреза либо устанавливается нужный размер между резцами в комбинированной фрезе. Все обрабатываемые кромки заготовок должны быть ровными по плоскости, чтобы паз и гребень четко стыковались между собой.
Совет. Обеспечить оптимальные и комфортные условия работы на ручном фрезере поможет правильный выбор скоростного режима. Чем больше по замыслу и возможности глубина шипа (паза) и диаметр фрезы, тем ниже должны быть обороты. Их легко отрегулировать на инструменте при пробном проходе. Следует обратить внимание и на плотность материала. На упаковках и документации по эксплуатации фрезерного оборудования есть указания на этот счет.
Чем больше по замыслу и возможности глубина шипа (паза) и диаметр фрезы, тем ниже должны быть обороты. Их легко отрегулировать на инструменте при пробном проходе. Следует обратить внимание и на плотность материала. На упаковках и документации по эксплуатации фрезерного оборудования есть указания на этот счет.
Во всех ручных фрезерах предусмотрена поверхностная обработка материала режущим инструментом вниз. В отличие от станка, заготовка остается недвижимой, а фреза подается на обработку, вручную учитывая характер профиля фрезеровочных работ.
Изготовление вагонки лучше всего производить с помощью направляющей линейки фрезера, устраняющей возможные отклонения по плоскостям обрабатываемой кромки (торца доски). Обычно сначала делают паз, а затем выбирают шип. Последовательность операций при фрезеровании заготовок вагонки должна быть следующей:
- Закрепляем заготовку на верстаке при помощи струбцин либо саморезами по краям.
- Устанавливаем во фрезер нужную фрезу и регулируем высоту ее проходки.

- Включаем фрезер и делаем пробную проходку.
Указанные операции одинаковы для обоих видов операций. Если у вас имеется универсальная фреза, вам не понадобится перенастраивать фрезу ручного фрезера. Другое дело, если ширину планируемого паза невозможно сделать за один проход фрезы. Комбинированные фрезы для изготовления вагонки обычно продаются парно, для пазов и шипов соответственно.
Шиповую (выступающую часть) с другой стороны заготовки выполняют за один проход комбинированной фрезой. Однако для придания вашей вагонке стилизованного вида, например, с имитацией бруса или какого-либо специального профиля, лучше применять отдельные фальцевые фрезы с фигурным профилем. Часто края шипов и пазов вагонки имеют закругленную форму либо фигурный вырез.
Важно! Старайтесь вести фрезер в одном направлении при контакте с древесиной, в противном случае вы рискуете сжечь резец раньше срока предусмотренной гарантийной эксплуатации. Паз должен превышать по глубине рабочую длину шипа вагонки.![]() Этот зазор несет собой компенсационную нагрузку при увеличении влажности, особенно при наружной отделке вагонкой.
Этот зазор несет собой компенсационную нагрузку при увеличении влажности, особенно при наружной отделке вагонкой.
Что понадобится для изготовления панелей ручным способом?
Процесс производства не так сложен, как кажется первоначально. Что для этого нужно?
Доски необходимо обработать на фуговальном станке, чтобы убрать с них все неровности, шероховатости и трещинки. Если такого оборудования нет, строганные доски можно приобрести готовыми в магазине.
Ручной фрезер – это инструмент, с помощью которого на доске можно с легкостью снимать фаски, фрезеровать отверстия и пазы. С его помощью вагонка приобретает законченный вид.
Изготовленные вручную панели выглядят ничуть не хуже тех, что продаются, а чувство гордости от того, что все было сделано собственноручно – только добавит положительных эмоций от выполненного ремонта.
Не пропустите: Фрезерный станок с ЧПУ: особенности, возможности, характеристика
Фрезы для изготовления вагонки представлены в разных вариантах:
- Подшипниковые фрезы используются для основной работы, в процессе которой получается готовая панель.
 Без подшипниковые фрезы понадобятся, когда нужно выполнить какую-то отдельную деталь или ее обработать. Для без подшипниковых ножей нужно будет приобрести дополнительное оборудование.
Без подшипниковые фрезы понадобятся, когда нужно выполнить какую-то отдельную деталь или ее обработать. Для без подшипниковых ножей нужно будет приобрести дополнительное оборудование. - Диаметр ножей должен иметь определенное соотношение с радиусом паза на доске: 12,7-6,35 мм., 9,5-4,8 мм., 15,8-7,9 мм.
- Если фрезы для вагонки имеют диаметр 35 мм. и 50 мм при хвостовике, диаметр которого – 8 мм., то они могут применяться со станком, оснащенном цангами или прибором для ручной работы.
Фрезерный используется преимущественно для производства изделий из дерева, но если приобрести дополнительно специальные ножи, то можно обрабатывать даже пластмассу и металл.
Инструмент хорош тем, что, несмотря на компактные размеры, с его помощью можно выполнять многочисленные работы.
Станок используется для изготовления панелей, и для фрезерования небольших отверстий для дверных ручек, петель. Им можно обработать дверные кромки, оконные рамы, стулья и другие предметы из дерева.
Ручной представлен в трех основных видах:
Фрезы для вагонки установлены под кожухом мощного двигателя, оснащенного ручками. Стойки, зафиксированные на базовой плите и опорной, дают возможность двигателю передвигаться вверх и вниз.
Его вес компенсируется пружинами возврата. Поэтому нож находится в поднятом на рамой положении еще до того, как заготовка выведена из работы. Хвостовик крепится с помощью запорной гайки в цанговый зажим.
Скорость вращения ножей может достигать 30000 об./мин. Ручки сбоку позволяют без труда управлять ручным станком. В комплект фрез для входят боковые съемные линейки для обработки кромок, для выполнения пазов, а также специальной втулкой для работы с шаблонами и копирами.
Изготовление на станке
- Фрезы для производства вагонки понадобятся после того, как начинаются работы с фугованными досками. По одной из сторон делается ровный срез, после чего необходимо определить будущую ширину изделия.
- Перед этим желательно осмотреть все доски, чтобы они не оказались уже выбранной ширины. Обычно выбирается размер доски средней величины – от 7 до 10 см.
- Если считать число проходов по ножам, то можно достигать равной толщины на всех досках.
- При удалении обзола остается дерево, которое можно потом использовать в качестве реек.
- Далее остается шпунтование доски по периметру. Вырезаются шип и паз. При поднимании и опускании стола можно регулировать углубление паза. Линейка постоянно должна быть прижата к кромке панели.
Не стоит бояться экспериментировать, ведь то, что получается своими руками – намного дороже и лучше, чем приобретенное по самым лучшим ценам в магазине.
Панели, выполненные собственноручно, не только украсят дом, но и «напитают» его энергетикой человека, стремящегося превратить свой дом в уютный очаг. Нужно лишь приготовить необходимые материалы и инструменты – и новое дело будет обязательно освоено.
Тот, кто привносит что-то новое в свою жизнь, осваивает иные ремесла, не боится неудач – легко заинтересует людей и научит тому, что знает сам. Так появляются настоящие мастера своего дела.
Станок для блок-хауса
Одной из разновидностей вагонки (к слову, пользующейся колоссальным спросом) является блок-хаус. Материал имитирует оцилиндрованные бревна и широко применяется для внешней и внутренней отделки помещений. Обшивать блок-хаусом дома разумно, ведь такая вагонка имеет солидный вид, прочна и экологична, так как изготавливается из натурального дерева. Панелям характерна сложная форма, поэтому соединение элементов осуществляется по принципу «паз-шип». Изготовить их вручную сложно и чревато «несостыковкой» отдельных «бревен» в дальнейшем, поэтому целесообразно использовать специализированное оборудование:
- ленточная пилорама;
- сушильная камера;
- станок по изготовлению вагонки.
При обработке заготовок на станках можно выполнять целый ряд операций:
- обрезка до требуемых размеров подготовленного сырья;
- фрезеровка поверхности;
- формирование выемок (пазов и шипов).

Изготавливаем вагонку в домашних условиях
Существующие виды инструмента
Для того чтобы самостоятельно изготавливать панели из дерева, вам понадобятся подшипниковые фрезы, остальные типы инструмента требуют дополнительного оборудования, а значит, нам они не подходят;
Инструменты режущие для ручной работы
- Фрезы для изготовления вагонки для ручного фрезера бывают самые разнообразные. Перед тем как приступать к работе, нужно определиться с тем, какие именно инструменты вам понадобятся для изготовления панелей из дерева. Не забывайте также, что некоторые режущие инструменты использовать можно лишь для ручной работы, но нежелательно, из-за неудобства;
Универсальные модели
Обратите внимание! Фреза для вагонки, показанная на фото сверху является универсальной по причине того, что использовать её удобно как на станке, так и в ручной машине фрезерного типа. Диаметр таких деталей может колебаться от 35 до 59 миллиметров, в зависимости от длины хвостовика.
Насадные модели
- Фреза для изготовления вагонки, которая показана на фото, поможет вам сделать панель с любым шпунтом. Важно, настроить правильно станок, а именно выбрать фрезу по диаметру и глубине.
Самостоятельный процесс изготовления
Важно! Для того чтобы процесс обработки досок был простым и незамысловатым, проходил без проблем, необходимо брать материал, длина которого не превышает двух метров. С такими досками удобно работать, их просто обрабатывать. Если доски совсем короткие, то их обработка облегчается, если этот процесс производить фрезером ручного типа.
Методы соединения досок
Помните! Когда вы спиливаете обзол, очень часто остаётся достаточно много материала, его не стоит выбрасывать. Из этих отходов можно будет сделать небольшие соединительные рейки.
На фото — процесс выпиливания паза
- В том случае, когда доска уже обработана, вам нужно только сделать шип и, конечно же, паз. Устанавливаем стол так, чтобы вам было удобно на нём работать и шпунтовать доску.
 Не забывайте, что постоянно необходимо регулировать глубину паза и заготовка всегда должна быть плотно прижата к столу;
Не забывайте, что постоянно необходимо регулировать глубину паза и заготовка всегда должна быть плотно прижата к столу;
Доску обрабатываем на рейсмусе
- Как сделать вагонку ручным фрезером вы, наверное, поняли, но ещё необходимо будет поговорить о подробностях и нюансах этого дела, потому как в каждом деле есть свои особенности, которые необходимо знать. Помните, что если вам понадобилась доска калиброванная, для её изготовления вам необходим будет рейсмус, ручной станок для этого не пройдёт;
Работа фрезера
- При работе ручным фрезером нужно быть предельно осторожными. Потому что этот прибор считается опасным. Иногда даже мастера своего дела совершают ошибку и травмируются, так что новичкам нужно быть всегда начеку. Не забывайте о технике безопасности, а также следите за толщиной изделия, чтобы ваш материал был ровным;
- Изготовление вагонки ручным фрезером под силу даже новичку, если тот перед началом работы ознакомится со всеми правилами работы с данным устройством.
 Не забывайте о том, что качественное оборудование гарантирует вам безопасность работы, не стоит экономить на этом.
Не забывайте о том, что качественное оборудование гарантирует вам безопасность работы, не стоит экономить на этом.
На строительном рынке сегодня можно найти любые виды и размеры строительных материалов. Не стоит забывать о том, что цена на них намного выше, чем себестоимость материала, из которого вы самостоятельно сделаете вагонку. В предложенном видео вы сможете увидеть отдельные этапы изготовления панелей из дерева своими руками на станке.
Вагонка своими руками. Используем циркулярную пилу и фрезер
Подготовленные обрезные доски перед обработкой циркулярной пилой пропускают через рейсмус. Если такого станка нет, то его заменит электрический рубанок, который закрепляют между двух брусков. Расстояние между брусками выставляют по ширине вагонки.
Не пропустите: Вертикально-фрезерные станки: устройство, описание, видео
После того как рейки откалиброваны по толщине, настраивают циркулярную пилу. Для настройки циркулярной пилы изготавливают шаблон по размерам:
- шип — 4 х 10 мм;
- паз — 5 х 10 мм.

Шаблон вагонки
Настроенной по шаблону циркулярной пилой делают пропил, и лицевую часть заготовки отмечают красной линией. Держать доску длиной 6 метров при пропиле неудобно, поэтому пользуются прижимами, смонтированными по размерам материала.
Заготовка с пропилом
Циркулярной пилой вырезают гребень и паз на заготовке.
Обработка заготовки циркулярной пилой
При работе с циркулярной пилой постоянно производят регулировки с помощью шаблона.
Вид заготовки после обработки
Качество полученного обшивочного материала проверяют по результатам состыковки двух заготовок. С лицевой стороны шип должен до конца входить в паз, а с обратной стороны состыкованных реек должна оставаться щель до 1 мм.
Лицевая сторона соединённых заготовок
Обратная сторона соединённых заготовок
Чтобы рейку не коробило при изменении влажности, прорезают компенсационные пазы. Для узкой доски достаточно одного паза.
Заготовка с компенсационными пазами
Заготовка с компенсационными пазами.
На лицевой стороне снимают кромки под углом.
Собранные в щит рейки имеют надёжный ключ, поэтому обшитые поверхности не боятся механических воздействий, а выглядят очень привлекательно.
Профиль собранных заготовок
Видео мастер-класса:
Как сделать вагонку своими руками на фрезерном станке
Для обработки деревянных заготовок используют фрезерные станки разных конструкций. Многие умельцы изготавливают такие станки своими силами.
Для изготовления вагонки можно использовать самодельный станок со станиной 900х900 мм.
Самодельный фрезерный станок
Перед фрезеровкой станок готовят к работе, и устанавливают фрезу.
Станок с установленной фрезой
Для создания стыковочного паза и стыковочного шипа используют две самодельные фрезы с четырьмя ножами. Их устанавливают по очереди. Рисунок вагонки выбирают установкой фрез на разной высоте.
Фрезы для станка
Чтобы было удобно обрабатывать рейки, пользуются прижимами для фрезерного станка. Такой прижим обеспечивает расположение заготовки нужной стороной, свободный доступ режущей части фрезы к заготовке, безопасную работу на станке.
Такой прижим обеспечивает расположение заготовки нужной стороной, свободный доступ режущей части фрезы к заготовке, безопасную работу на станке.
Фрезерный станок с упорами
Обрезную доску перед фрезеровкой пропускают через рейсмус. Откалиброванную рейку фрезеруют под паз.
Обработка рейки на фрезерном станке
Рейка с пазом
Когда все рейки имеют паз, на станке меняют фрезу на шип, а затем прогоняют все рейки обратной стороной.
Обработка рейки под шип
Рейка с шипом
Вагонка, изготовленная на фрезерном станке, имеет надёжный замок и привлекательный вид. Их используют для обшивки любых поверхностей.
Обшивка вагонкой стены
Видео мастер-класса:
Сделать из обрезной доски вагонку не очень сложно. Однако это потребует аккуратности и терпения, так как на работу уйдёт много времени.
Характеристики и мощность
Именно от правильности выбора параметров, в том числе показателей оборотов и мощности привода, будет зависеть функциональность использования техники. На показатель мощности влияет максимально допустимый диаметр зубчатой пилы. Считается, что для обработки пиломатериалов с толщиной около 10 миллиметров потребуется электромотор мощностью в 1 кВт. Исходя из толщины обрабатываемых и распиливаемых пиломатериалов и следует выбирать мощность электромотора.
На показатель мощности влияет максимально допустимый диаметр зубчатой пилы. Считается, что для обработки пиломатериалов с толщиной около 10 миллиметров потребуется электромотор мощностью в 1 кВт. Исходя из толщины обрабатываемых и распиливаемых пиломатериалов и следует выбирать мощность электромотора.
Передачу от привода в самостоятельно изготовленной циркулярке лучше всего выполнять клиноременной. Это позволяет обеспечить необходимую безопасность использования техники. Клиноременная передача при попадании под пилу посторонних предметов будет проскальзывать на шкивах, что исключает травматизм и заклинивание рабочего диска.
Виды фрез по дереву
В большинстве случаев, понадобятся не все фрезы, а только пазовые. Но для нанесения декоративных насечек могут пригодиться и другие. При покупке фрезы по дереву для изготовления вагонки нужно учитывать диаметр хвостовика. Для этого следует узнать, какими цангами укомплектован имеющийся ручной фрезер или станок. Чаще всего встречаются фрезы с диаметрами хвостовиков: 6,8 и 12 мм.
Если единица измерения – дюймы, то есть только два варианта – ½ и ¼ дюйма.
Дюймовые фрезы и обычные (с хвостовиками, измеряемыми в мм.) не являются взаимозаменяемыми. То есть, их нельзя вставлять в «миллиметровую» цангу, хотя кажется, что разница составляет всего лишь десятые доли миллиметра.
По конструкционным особенностям фрезы бывают:
- Монолитные – режущие кромки и хвостовик являются единым целым. Это самый дешевый и распространенный вид. Когда рабочие кромки тупятся, фрезы выкидывают.
- Со сменными режущими кромками, двусторонние ножи снимаются, их можно переворачивать другой стороной.
- Сборные – режущие элементы приварены (припаяны) к основному стержню.
- Для мягких пород древесины используют быстрорежущие сплавы, обозначаются буквами HM.
- Если обрабатываемая поверхность твердая, то используют твердосплавные виды сталей – HSS.
- Пазовые прямые фрезы – с их помощью можно получить прямоугольный паз, рабочая часть самой фрезы имеет вид цилиндра с режущими нижними кромками.

- Пазовые галтельные – похожи на пазовые прямые с закругленной рабочей кромкой, в результате форма паза получается в виде буквы «U».
- Пазовые галтельные V-образные – инструмент применяют для получения различных V-образных пазов, они отличаются по размеру паза и величине углов.
- Пазовые конструкционные – после фрезерования, паз имеет форму буквы «Т», перевернутую вверх ногами. Или «ласточкин хвост», – паз в виде равнобедренной трапеции, которая сужается к верху.
- Пазовые фасонные – нужны для создания фигурной резьбы, работы с кромками, паз напоминает воронку и другие симметричные элементы.
- Кромочные – отличаются тем, что предназначены для обработки торцов и кромок, часто в конструкции присутствует подшипник для работы по шаблону.
- Кромочные прямые – нужны для получения прямого угла между верхней плоскостью заготовки и торцевой части.
- Кромочные калевочные – для получения полукруглой кромки в виде волны, причем разной формы (в зависимости от того, какая часть режущей плоскости используется), в двойных фрезах может присутствовать регулировка зазоров между лезвиями фрезы.

- Кромочные фальцевые – позволяют выбрать прямоугольный паз, четверть на ровной либо криволинейной заготовке. Глубина обработки регулируется при помощи положения фрезера или диаметром упорного подшипника.
- Кромочные конусные – нужны для создания разного рода декоративных фасок, для работы с кромками перед их стыковкой с другими изделиями, и так далее.
- Кромочные галтельные – с их помощью получают полукруглые пазы, Для того, чтобы во время работы не было перекосов, в конструкции инструмента предусмотрено 2 подшипника.
- Кромочные фигурные (мультипрофильные) – для создания сложно-профильных боковых кромок, длина таких фрез больше, чем у обычных, для нормальной работы требуется мощный фрезер.
- Кромочные полустержневые – нужны для получения полукруглого выступа на торце.
- Комбинированные фрезы используются для создания шиповых соединений нескольких досок, как для угловых, так и для щитовых конструкций.
Более всего для работы понадобятся пазо-шиповые фрезы для вагонки. Именно при помощи этого инструмента создается система паз-шип, для соединения панелей во время сборки. Они идут в комплекте по две штуки. И для работы уже не придется рассчитывать размеры паза и шипа.
Именно при помощи этого инструмента создается система паз-шип, для соединения панелей во время сборки. Они идут в комплекте по две штуки. И для работы уже не придется рассчитывать размеры паза и шипа.
Есть разновидности пазо-шиповых обычных парных фрез и таких, которые предназначены именно для создания панелей вагонки. Последние отличаются тем, что позволяют одновременно протачивать паз/замок и скруглять кромки с лицевой стороны. Применяя обычные фрезы, можно делать плоские щиты из досок, например, для гаража, где декоративные фаски не нужны.
Не пропустите: Копировально-фрезерный станок по дереву: для чего он и как сделать своими руками
Комбинированные рамочные – это наборные комплекты, лезвия можно располагать на основной оси, в зависимости от того, какую работу предполагается выполнять. Имеют в своем составе: один или несколько упорных подшипников, стопорную шайбу-гровер и зажимную гайку.
Фигирейные – нужны для декоративной обработки кромок при создании филенок. Так как есть подшипник, то обрабатывать можно и прямые, и полукруглые поверхности. Диаметр рабочей кромки таких инструментов достаточно велик, поэтому для работы нужно мощное электрооборудование.
Так как есть подшипник, то обрабатывать можно и прямые, и полукруглые поверхности. Диаметр рабочей кромки таких инструментов достаточно велик, поэтому для работы нужно мощное электрооборудование.
Бывают горизонтальные, горизонтальные двухсторонние и вертикальные.
Необходимое оборудование
Для начала требуется выбрать и подготовить для работы большой и мощный станок. Практичным приобретением будет второй станок. Вследствие того, что даже самый мощный станок через какой-то промежуток времени начнет перегреваться, дать возможность ему передохнуть и остыть будет обязательным рабочим моментом. Необходимой характеристикой станка является мощность не ниже, чем один киловатт. От него требуется выполнение двух основных функций – это распил и фугование, то есть выравнивание деревянной поверхности.
Отдавая предпочтение какой-либо модели, заострите внимание на наличие люфта – зазора, в местах, где регулируются детали. Качественный деревообрабатывающий станок, например, американка, не превышает ширины в пятнадцать – двадцать сантиметров
Но также качественными должны быть линейки и система охлаждения.
Алюминий имеет склонность оставлять на древесине черные отметки. Есть вероятность нанести полосы на готовое изделие лобзиковой пилой. В итоге дефекты неблагоприятно влияют на внешний вид материала после обработки, и готовую вагонку необходимо покрасить, когда можно было обойтись бесцветным лаком. Для работы пилы предназначен специализированный кожух, надевающийся на основание пилы для того, чтобы не запачкать древесину, когда как стол и линейка не имеет защитных приспособлений.
Изготовить вагонку из ольхи ручным способом можно, например, фрезером или на циркулярке. Фрезерный способ более качественный.
Порядок производства работ
Вагонка своими руками выполняется в следующем порядке:
- Распиливание доски;
- Фугование поверхности;
- Нарезка элементов профиля.
Распиливание доски
Изготовление вагонки ведут с использованием дисковой пилы с большими зубьями. Перед началом работ проверяют надежность закрепления пилы и запорных устройств. При необходимости проводят закрепление детали до необходимого уровня.
При необходимости проводят закрепление детали до необходимого уровня.
После проверки надежности закрепления всех деталей и узлов включают прибора. Осторожно заводят торец доски между направляющими роликами. Плавными движениями подводят торец к доске.
Для подстраховки от случайного движения используют упоры.
Заготовку распиливают на необходимое количество досок.
Остатки от распила досок можно использовать для изготовления реек или брусков для обрешетки.
Заготовленный материал складывают в штабеля в заранее установленное место. Между рядами сложенных досок укладывают деревянные прокладки. Использование прокладок ускорит высыхание досок с повышенной влажностью.
Фугование поверхности
Перед тем, как сделать вагонку, производят фугование поверхности доски. Фугованием называют получение прямолинейной поверхности досок с помощью цилиндрических валов. Для выполнения фугования дисковую пилу заменяют вальцовочными валиками. Работу ведут в одном направлении. Для этого доску с каждой стороны прогоняют по поверхности стола.
Для этого доску с каждой стороны прогоняют по поверхности стола.
Для получения качественной поверхности величина нажима и количество проходов должны быть одинаковыми для всех изделий.
Для автоматизации процесса фугования используют прижимные устройства с регулируемой силой надавливания. Такие устройства делают самостоятельно либо приобретают в специализированных магазинах.
Требования к пиломатериалам
Изготовить качественную вагонку можно только из соответствующего пиломатериала. Есть несколько правил по этому поводу:
- лучше брать древесину нижней части дерева. Она отличается хорошей фактурой, в ней меньше сучков;
- заготовка должна быть ровной и гладкой. Не допускается наличие трещин, гнили, следов деятельности короеда;
- доски, из которых будет изготовлена вагонка, должны быть высушены, допускается влажность не более 12-16%. В противном случае вагонку может повести, а одна некачественная доска легко испортит всю стену.
Порода дерева выбирается в зависимости от предназначения вагонки. Для работы используют самую разную древесину, чаще всего это сосна, кедр, лиственница, дуб, ясень.
Для работы используют самую разную древесину, чаще всего это сосна, кедр, лиственница, дуб, ясень.
Самой популярной по праву считается древесина хвойных пород. Она отлично подходит как для внутренней отделки, так и для наружных стен. В помещении она создает особый уют, наполняя воздух еле уловимым смолистым ароматом.
Липа, ввиду своей мягкости и податливости, позволяет изготавливать вагонку самого сложного профиля. Превосходные потребительские характеристики и высокую долговечность имеет дуб и лиственница. Единственный их недостаток – сложность обработки, необходимо использовать фрезы из твердых сплавов.
Оформление помещений деревянной вагонкой – это осовремененная классика. Изысканные и безопасные для человека интерьеры, красивый и функциональный экстерьер – все это можно сделать самому. Мини-станок для производства вагонки позволит сэкономить на строительном материале, а полноценный стационарный – поможет неплохо заработать.
Похожие записи
Малая экскаваторная техника циркулярная пила своими руками
Циркулярная пила – это нужный ассистент для парней в домашнем хозяйстве либо мастерских. Оборудование подойдет для выполнения работ с маленькими по размерам древесными материалами. Его конечно сделать без помощи других, либо приобрести готовое устройство. 2-ой вариант не вызывает много вопросов, однако если проход первого нужно разобраться более детально в конструкции, пошаговой аннотации и целях предназначения.
Оборудование подойдет для выполнения работ с маленькими по размерам древесными материалами. Его конечно сделать без помощи других, либо приобрести готовое устройство. 2-ой вариант не вызывает много вопросов, однако если проход первого нужно разобраться более детально в конструкции, пошаговой аннотации и целях предназначения.
Что такое мини пила циркулярная
Электронная малый. экскаватор циркулярка – оборудование узенького профиля, которое полностью способно поменять обыденную циркулярную пилу как еще его называют угловую шлифовальную машинку.
Инструмент является неподменным для домашнего строительства. Он управится с резкой хоть какого пиломатериала с помощью пильного диска.
Устройство пилы имеет непростую конструкцию, увы даже несмотря на этот факт, сделать своими руками ее нетрудно. Для этой цели вам не потребуются особые способности электрика или слесаря.
Как сделать самодельную мини пилу
Похожие записи
Малая экскаваторная техника циркулярная пила своими руками
Циркулярная пила – это нужный ассистент для парней в домашнем хозяйстве либо мастерских. Оборудование подойдет для выполнения работ с маленькими по размерам древесными материалами. Его конечно сделать без помощи других, либо приобрести готовое устройство. 2-ой вариант не вызывает много вопросов, однако если проход первого нужно разобраться более детально в конструкции, пошаговой аннотации и целях предназначения.
Оборудование подойдет для выполнения работ с маленькими по размерам древесными материалами. Его конечно сделать без помощи других, либо приобрести готовое устройство. 2-ой вариант не вызывает много вопросов, однако если проход первого нужно разобраться более детально в конструкции, пошаговой аннотации и целях предназначения.
Что такое мини пила циркулярная
Электронная малый. экскаватор циркулярка – оборудование узенького профиля, которое полностью способно поменять обыденную циркулярную пилу как еще его называют угловую шлифовальную машинку.
Инструмент является неподменным для домашнего строительства. Он управится с резкой хоть какого пиломатериала с помощью пильного диска.
Устройство пилы имеет непростую конструкцию, увы даже несмотря на этот факт, сделать своими руками ее нетрудно. Для этой цели вам не потребуются особые способности электрика или слесаря.
Как сделать самодельную мини пилу
Станок для производства вагонки в Астане.
 Сравнить цены и поставщиков промышленных товаров на маркетплейсе Satu.kz
Сравнить цены и поставщиков промышленных товаров на маркетплейсе Satu.kz😍 Специально для вас
Мобильное приложение
Начать продавать на satu.kz
|
- Чпу станок 3d
- Феникс оборудование
- Ручной упаковочный станок
- Китайские станки для производства мебели
- Чпу мдф
Станок для производства сетчатой панели из сварной проволоки
Под заказ
Цену уточняйте
ТОО “TAN-KAZAKHSTAN”г. Астана
Станок для производства колючей проволоки
Под заказ
Цену уточняйте
ТОО “TAN-KAZAKHSTAN”г. Астана
Станок для производства хозяйственных шнуров в диаметре 1-4 мм
В наличии
3 000 000 Тг.
Купить
K
KURMEг. Алматы
MATEUS станок для производства пеноблоков
Заканчивается
1 900 000 Тг./комплект
Купить
TOO MB Almatyг. Алматы
Станок для производства репшнуров в диаметре 4 – 9 мм
В наличии
3 000 000 Тг.
Купить
K
KURMEг. Алматы
Алматы
ПРОИЗВОДСТВО киосков, ларьков, павильонов и многое другое! САМЫЕ низкие цены!!
В наличии
от 2 800 000 Тг.
Купить
Module Stroyг. Алматы
Станок для производства шляпного профиля
Под заказ, 30 дней
от 9 572 900 Тг.
С
СтанкоМирг. Алматы
Экструзионная линия по производству досок
В наличии
11 000 000 Тг.
И
ИП “АРЗУ”г. Алматы
Вагонка Липа сорт (Экстра А,В)
В наличии
от 8 500 Тг./кв.м
Купить
Spa Stroyг. Алматы
Станки Felder для производства мебели
В наличии
Цену уточняйте
Felder Groupг. Алматы
Смотрите также
Строительное оборудование
Гранулятор
Оборудование для работы с бетоном
Оборудование для производства бетона
Станок
Оборудование для производства мебели
Кромкооблицовочные станки
Производство
Оборудование
Плотеры
КАРУСЕЛЬНЫЙ СТАНОК ДЛЯ ПРОИЗВОДСТВА ОБУВИ JIC724A
В наличии
Цену уточняйте
ТОО Fortune PROMг. Алматы
Алматы
Станок для производства спирально-навивных воздуховодов, Tubeformer TF 1500
Под заказ, 10 дней
от 15 423 600 Тг.
С
СтанкоМирг. Алматы
Станок оборудование для производства сплитерных песко блоков
В наличии
2 800 000 Тг.
GAMMA-ALMATYг. Талгар
Стационарный станок-фиксатор для комолого/рогатого скота
В наличии
1 900 000 Тг.
Купить
TOO “AgroEvolution”г. Астана
Мобильный станок-фиксатор для комолого/рогатого скота
В наличии
2 430 000 Тг.
Купить
TOO “AgroEvolution”г. Астана
Портативный станок для фрезеровки торца импоста KM 212
В наличии
Цену уточняйте
ТОО “Тангенс”г. Алматы
Станок для производства частично-рифленой сетки
Под заказ
Цену уточняйте
ТОО “TAN-KAZAKHSTAN”г. Астана
Станок для гибки арматуры GW 40 (до 32 д)
В наличии
460 000 Тг.
Купить
TOO “EQUSNAB”г. Алматы
Копировально-фрезерный станок
В наличии
Цену уточняйте
Т
ТОО “ПК Мастерград”г. Астана
Астана
Фрезерно-гравировальный станок для обработки камня с ЧПУ BL-1325
В наличии
Цену уточняйте
ТОО “Дельта-Техно”г. Астана
Форматно-раскроечный станок SCM Nova SI 400
В наличии
4 913 055 Тг.
Купить
W&T GROUPг. Алматы
Форматно-раскроечный станок SCM Class SI 350
В наличии
7 486 560 Тг.
Купить
W&T GROUPг. Алматы
Форматно-раскроечный станок SCM Class SI 300
В наличии
5 380 965 Тг.
Купить
W&T GROUPг. Алматы
2х головочный отрезной станок с автоматической резкой и пылесосом для сбора стружки
В наличии
Цену уточняйте
Т
ТОО “ПК Мастерград”г. Астана
Машина много-контактной сварки/ Станок для производства кладочной сетки
В наличии
Цену уточняйте
С
Стансервисг. Алматы
WoodTec Станок сверлильно-присадочный под петли WoodTec Z3
В наличии
Цену уточняйте
ТОО “Дельта-Техно”г. Астана
2
3
. ..
..
Вперед
Показано 1 – 26 товаров из 2000+
Продавцы
Смотрите также
Феникс оборудование
Ручной упаковочный станок
Чпу станок 3d
Китайские станки для производства мебели
Чпу мдф
Чпу стол
Мебель из фанеры чпу
Распиловочный станок для мебели
Оборудование для производства мебельного щита
Оборудование для фасовки чипсов
Упаковочный аппарат для коробок
Упаковочный аппарат для пельменей
Фасовочное оборудование для пылящих продуктов
Заглушка 8 мм
Мебель для персонала каталог
Станок для производства вагонки со скидкой
Станок для производства вагонки оптом
Популярные категории
Промышленное оборудование и станки
Производственное оборудование
Оборудование для производства изделий из бетона, глины
Оборудование для производства мебели
Кромкооблицовочные станки
Станки
Фрезерные и фрезерно-гравировальные станки
Оборудование для производства профилей, профнастила и сэндвич-панелей
Программа защиты покупателей
satu.
 kz
kzпредоставляет защиту покупок до 50 000 тг при оформлении заказа через корзину.
Хотите продавать на satu.kz?
Если у вас есть бизнес – создавайте компанию
Начать продавать на satu.kz
Перейти в кабинет компании
Перейти в личный кабинет
Покупателям
- Как покупать на satu.kz
- Как оставить полезный отзыв
- Программа Защиты Покупателей
- Рекомендации по безопасным покупкам
Продавцам
- Как начать продавать на satu.kz
- Тарифы
- Реклама ProSale на satu.kz
- Отзывы клиентов satu.kz
- Пользовательское соглашение
- Политика конфиденциальности
- Правила пользования порталом
О нас
- О satu.kz
- Справка и FAQ
- Контактная информация
- Защита легальности контента
- Content legality protection
Партнеры
- EVO.
 business
business - MegaMaster.kz
- Официальные дилеры satu.kz
© satu.kz, 2008-2022
Насколько вам
удобно на satu?
Фреза для изготовления вагонки. Фрезы для вагонки — создаем линию для производства. Вида пазовых галтельных фрезов
Деревянная вагонка – тонкая облицовочная доска со специальными вырезами, обеспечивающими простоту монтажа, пользующаяся стабильно высоким спросом на рынке.
Это универсальный материал, с его помощью можно создать изысканный интерьер, облицевать наружную стену. Дерево полностью безвредно, вагонка подойдет даже для детской комнаты. Дощечки любой формы можно купить в строительном магазине, а можно сделать самостоятельно, для этого потребуется станок для изготовления вагонки, материал и, конечно же, желание.
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Принцип работы станка
Процесс изготовления вагонки включает в себя обработку заготовки с четырех сторон. Прежде всего, доска проходит дисковые пилы, которые создают ровные края. Далее рейсмус калибрует заготовку. Последним этапом является фрезерование, в результате которого формируются фаски и элементы соединения (шип и паз).
В принципе, все эти действия можно выполнять на разных станках, но это неэффективно. Гораздо разумнее использовать один станок, который позволит получить на выходе полностью готовое изделие, к тому же за один проход.
Работа данного станка возможна благодаря одновременной установке нескольких (от 4 до 7) шпинделей на одной столешнице. Регулировкой расстояния между пилами легко обозначить геометрические размеры получаемой доски, меняя фрезы, – гибко настраивать профиль изделия.
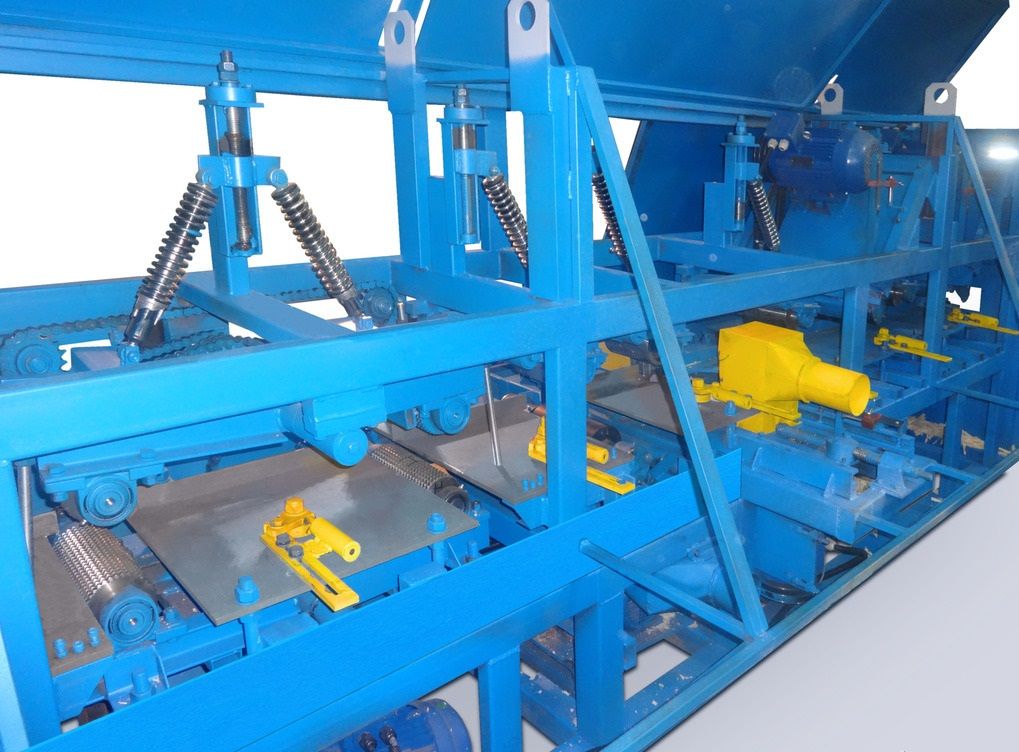
На производственных предприятиях используют мощные станки с рабочими поверхностями до 12 м, для изготовления вагонки в домашних условиях можно выбрать портативное устройство. При этом мощности небольшого бытового станка с лихвой хватит для нужд текущего ремонта.
Составные части самодельного станка
Станок для производства вагонки можно изготовить самостоятельно, но надо учитывать, что он имеет сложную конструкцию. Браться за такую работу можно только в том случае, если имеется опыт и соответствующие знания.
Чертежи простого станка для домашней мастерской несложно найти на просторах интернета. Конструктивно же он состоит из нескольких основных устройств, собранных на общей раме.
Станина
Остов станка являет собой массивную стальную конструкцию, которая обеспечивает устойчивость и надежность крепления всех узлов и агрегатов. Станина должна быть неподвижной, для этого ее центр тяжести располагают как можно ниже. Составные части остова соединяют между собой с помощью сварки.
Столешница
Лучшим материалом для стола самодельного станка является шлифованная стальная плита. В ней делаются технологические отверстия для выхода режущего инструмента, на ней устанавливаются упоры. Столешницу делают узкой и вытянутой в длину, ее задача – поддерживать заготовку во время обработки.
Для небольшого станка столешницу можно изготовить и из листовых материалов на основе дерева. Подойдут ламинированные плиты или толстая фанера. Лучше всего подобную конструкцию оббить металлом или оклеить прочным пластиком.
Двигатель
Все вращающиеся устройства приводятся в действие электродвигателем. Даже для небольшого станка его мощность должна превышать 2 кВт. Передача вращения осуществляется с помощью ремней. Для эффективной работы различных режущих устройств нужна разная скорость вращения, этого добиваются использованием шкивов разных диаметров.
Прижимной механизм
Задача данного механизма – точно ориентировать заготовку и удерживать ее во время обработки. Реализуется набором роликов, закрепленных на столешнице. Их делают съемными, что позволяет использовать станок для изготовления дощечек различной ширины.
Режущий инструмент
Дисковые пилы и фрезы формируют профиль изделия на выходе. Качество получаемой вагонки зависит прежде всего от качества этого узла. Меняя режущий инструмент и его параметры, можно настраивать станок для производства различной продукции.
Создавая самодельный станок, важно обеспечить безопасность его эксплуатации. Все вращающиеся части должны быть закрыты металлическими кожухами. Блок включения-отключения должен располагаться в непосредственной близости от оператора. Кнопка выключения должна быть красного цвета, легко нажиматься и ни в коем случае не быть утопленной в корпус выключателя.
Вагонка с помощью циркулярки
Часто возникает ситуация, когда на передний план выходит не эстетика материала, а исключительно его практичность, к примеру, необходимо отделать стены или потолок подсобного помещения, погреба, мастерской. Для этих целей отлично подойдет простая и надежная, изготовленная своими руками на циркулярке вагонка.
Первым делом надо подготовить пиломатериал. Понадобятся доски толщиной 15-20 мм, шириной 8-10 см. Разумно предположить, что чем шире доска, тем меньше ее понадобится, тем быстрее будет выполнена работа. Это верно, но лишь отчасти. Большая ширина плюс примитивное соединение, пазы для которого позволяет выполнить циркулярка, гарантированно приведут к короблению доски, тем самым недолговечности покрытия.
Заготовки необходимо выровнять по ширине. Для этого боковой упор циркулярной пилы выставляют с помощью линейки, фиксируют. Поочередно обрабатывают каждую дощечку, доводят ширину до единого значения.
Обратите внимание! В процессе работы следует внимательно осматривать заготовки. Не стоит пытаться изготовить вагонку из доски, в которой много сучков, или их немного, но они крупные. В домашних условиях их точно не удастся зафиксировать, они скоро выпадут.
После того как дощечки выровняли, их циклюют. Лучше всего для этого подходит фуговальный станок, но заводские циркулярки тоже могут выполнять эту функцию. Конечно, можно обработать доску ручным или электрическим рубанком.
Далее необходимо создать паз и шип для крепления вагонки. Проще всего сделать зеркальные выборки в противоположных торцах доски. Их точность и симметричность достигается регулировкой высоты выхода диска и расстоянием от пилы до упора.
При толщине доски в 20 мм выход диска должен быть 10 мм, расстояние до линейки также 10 мм. Первый проход делают плашмя. Прижимая доску к боковому упору, проделывают в ней канавку на половину толщины. Далее доску ставят на ребро, повторяют операцию. Те же действия, но в зеркальном отражении выполняют с другого торца.
В результате описанных действий получается грубый вариант вагонки, которую легко монтировать, она создает привлекательную ровную поверхность.
Использование фрезерного станка
Наличие фрезерного станка по дереву позволит изготовить вагонку достаточно высокого качества. Ею можно смело облицовывать не только подсобные помещения, но и жилые комнаты. Используя фрезы различной конфигурации, можно изготовить с помощью фрезера своими руками вагонку любого типа, в тому числе и пользующуюся особым спросом евровагонку.
Преимущества евровагонки:
- более надежное соединение;
- пропилы на обратной стороне, позволяющие покрытию дышать;
- обилие профилей, позволяющих создать уникальную поверхность;
- высокая долговечность.
До начала работы надо подготовить материал. Дощечки должны быть ровными, гладкими. Заготовки с сучками на боковых гранях сразу отбраковывают – высока вероятность того, что в процессе фрезеровки они вылетят. Также отбраковывают дощечки с потемнениями, продольными трещинами, имеющие видимую кривизну.
Лучший фрезерный инструмент для изготовления вагонки – станок с вертикальным шпинделем. На него надевается фреза для проделывания паза с одновременным снятием декоративной фаски. Режущий инструмент выставляется в зависимости от требуемой глубины обработки и надежно фиксируется.
Работать будет удобнее, если станок немного усовершенствовать, а именно установить на столешнице несколько металлических роликов, которые будут фиксировать рейку, регулируя глубину обработки, позволяя ей поступательно двигаться вдоль ножа.
Обратите внимание! Прежде чем браться за изготовление вагонки, стоит испытать станок. Для этого нужно выстругать короткую рейку, проверить и, если результат устраивает, переходить непосредственно к работе.
После того как будет обработана одна сторона, фрезу меняют. Удобно работать наборным инструментом, фрезами, собранными из нескольких ножей. Меняя конфигурацию режущей кромки, можно изготавливать различные виды вагонки.
Также можно проделать пазы и на внутренней стороне вагонки, для этого заготовку ставят на ребро, поджимают с помощью роликов.
Требования к пиломатериалам
Изготовить качественную вагонку можно только из соответствующего пиломатериала. Есть несколько правил по этому поводу:
- лучше брать древесину нижней части дерева. Она отличается хорошей фактурой, в ней меньше сучков;
- заготовка должна быть ровной и гладкой. Не допускается наличие трещин, гнили, следов деятельности короеда;
- доски, из которых будет изготовлена вагонка, должны быть высушены, допускается влажность не более 12-16%. В противном случае вагонку может повести, а одна некачественная доска легко испортит всю стену.
Порода дерева выбирается в зависимости от предназначения вагонки. Для работы используют самую разную древесину, чаще всего это сосна, кедр, лиственница, дуб, ясень.
Самой популярной по праву считается древесина хвойных пород. Она отлично подходит как для внутренней отделки, так и для наружных стен. В помещении она создает особый уют, наполняя воздух еле уловимым смолистым ароматом.
Липа, ввиду своей мягкости и податливости, позволяет изготавливать вагонку самого сложного профиля. Превосходные потребительские характеристики и высокую долговечность имеет дуб и лиственница. Единственный их недостаток – сложность обработки, необходимо использовать фрезы из твердых сплавов.
Оформление помещений деревянной вагонкой – это осовремененная классика. Изысканные и безопасные для человека интерьеры, красивый и функциональный экстерьер – все это можно сделать самому. Мини-станок для производства вагонки позволит сэкономить на строительном материале, а полноценный стационарный – поможет неплохо заработать.
5240 0 1
Деревянная вагонка – это востребованный отделочный материал с единственным недостатком: он дорого стоит. Впрочем, высокая цена – еще не причина для того, чтобы отказываться от использования деревянной вагонки, ведь при желании материал для отделки дома можно сделать самому. Я расскажу, как производится вагонка своими руками на доступном деревообрабатывающем оборудовании.
Что нужно знать о материале
Вагонка – это цельнодеревянная доска, предназначенная для облицовки различных строительных объектов снаружи и для отделки помещения изнутри.
| Иллюстрации | Разновидности по способу крепежа |
| Фрезерованная доска с соединением «шип-паз» . Это наиболее распространённая разновидность материала. С одной стороны планки располагаются фрезерованный паз – продольное углубление, а с другой стороны выступает шип. В ходе установки, шип задвигается в паз, туда же входят монтажные скобы. В итоге облицовка получается с минимальными зазорами. | |
| Соединение шип-паз (где шип – отдельный элемент) . При изготовлении такой вагонки, из досок с обеих сторон выбирается четверть. Соседние доски в облицовке соединяются отдельным шипом – рейкой, которая вставляется в пазы. Такой профиль планок характерен для вагонки, изготавливаемой кустарным способом. | |
| Обрезная доска для укладки внахлест (Американка). По сути, это простая доска, обработанная циркулярной пилой и пропущенная через фуганок. Доска крепится к обрешётке поверх минеральной ваты гвоздями. Гвозди вбиваются в верхней части доски, а поверх нее устанавливается следующая планка. В итоге поперечный срез отделки выглядит как елочка. Существенное преимущество такой вагонки – это ее небольшая стоимость за счет простоты обработки. |
| Иллюстрации | Разновидности по типу профиля (актуально для фрезерованных модификаций) |
| Стандарт. Поперечный срез выполнен в виде трапеции. Угол кромок трапеции составляет 30-40 градусов. Отличительная характеристика – небольшая глубина паза. | |
| Европрофиль. Профиль «евровагонка» отличается аккуратной обработкой, увеличенным размером шипа и широкими вентиляционными каемками с изнаночной стороны. | |
| Штиль. Этот тот же профиль, что и «стандарт», но кромки не скошенные, а скруглённые. | |
| Блок-хаус. Доска отличается скруглённой поверхностью, имитирующей бревно. Это самый дорогой профиль из всех ранее перечисленных вариантов. |
Как вагонка делается на производстве
| Иллюстрации | Этапы промышленного производства |
| Распиловка бревна на доски . Лес сортируется по степени кривизны бревен. Наименее кривые бревна с минимальным количеством брака подаются на пилораму, где разрезаются продольно. | |
| Сушка . Пиломатериалы подвергаются сушке. Есть несколько способов сушки, включая автоклавную и инфракрасную обработку. Независимо от способа сушки древесины, влажность пиломатериалов в итоге должна составлять 12%. На этом же этапе заготовки могут обрабатываться антисептическими пропитками. | |
| Профилирование и обрезка . На этом этапе пиломатериалы прогоняются через станок для изготовления вагонки, который совмещает функцию фрезера и фуганка. В итоге доска приобретает необходимый профиль. Также доска обрезается по длине согласно стандарту. | |
| Сортировка . Готовые пиломатериалы сортируются по классу и виду, а затем упаковываются. |
Выбор производственных материалов
В продаже помимо деревянной вагонки представлены панели из пластика и МДФ. Учитывая специфику производственных процессов единственный материал, который можно обработать в домашних условиях, это древесина.
К древесине из которой делается вагонка предъявляются следующие требования:
- Влажность в пределах 12-18%. На производстве пиломатериалы перед окончательной обработкой просушиваются. Делается это для того, чтобы при эксплуатации готовая вагонка не высыхала и не растрескивалась;
- Отсутствие дефектов, которые приведут к порче древесины . Наличие пигментных пятен на древесине свидетельствует о начале гнилостных процессов, которые могут негативно сказаться на эксплуатационном ресурсе вагонки;
- Высокая плотность . Чем плотнее древесина, тем более устойчивой к механическим повреждениям и гниению будет готовая вагонка.
Какая древесная порода соответствует перечисленным требованиям? С учетом привлекательной стоимости, для изготовления вагонки предпочтительно использовать древесину хвойных пород. Если облицовочная доска изготавливается для помещений с повышенной влажностью, то лучший вариант – это использование пиломатериалов из осины.
Оборудование для производства в домашней мастерской
Выбор производственного инструмента зависит от того, что именно вы решите делать. Если в планах изготовить доску для набивки внахлест, будет достаточно циркулярной пилы и фуганка. Того же оборудования хватит, если вы решили на досках делать не пазы и шипы, а ступеньки, вырезанные вполдерева, как это показано на фото.
Если планируете делать вагонку с соединением «шип-паз», кроме циркулярной пилы и фуганка потребуется фрезерный стол с фрезой, подобранной под толщину продольного паза. Для выборки паза на стандартной вагонке толщиной 20 мм, подбираем толщину пазовой фрезы 10 мм.
Можно ли делать профиль вагонки ручным фрезером? Теоретически это возможно, но работать удерживая фрезер в руках сложнее, чем выполнять ту же работу на фрезерном станке.
Способ 1: производство вагонки на ленточной пилораме
Этот способ традиционный для США и Канады, где люди, имеющие возможность недорого купить лес, с помощью ленточной пилы раскраивают бревна на брус, а брус в свою очередь распиливается на доски со скошенным или прямоугольным профилем.
Такой профиль позволяет сделать облицовку стен более аккуратной. Тем не менее, задачу при изготовлении вагонки можно упростить и сделать профиль доски обычным прямоугольным.
Такая технология не предполагает обязательной шлифовки, так как уже в таком виде доску можно набивать поверх монтажного каркаса. Тем не менее, если нужен более аккуратный фасад дома, готовые планки можно пропустить через фуганок и сделать их гладкими.
Способ 2: производство вагонки с использованием циркулярной пилы
На начальном этапе из бруса или из уже готовой обрезной доски нарезаются заготовки с поперечным сечением 202×22 мм. Запас в 2 мм оставлен для того, чтобы прогнать заготовки через фуганок и получить доски с сечением 200×20 мм. Так как изготовление отделочного материала выполняется своими руками, длину заготовок подбирайте по своему усмотрению.
В ходе производственного процесса заготовки проходят продольной стороной через пилораму, так чтобы с каждого края получилась ступенька вполовину толщины заготовки. Выступы с одной и другой стороны располагаются зеркально, то есть, с одного края – вверху, а с другого – внизу.
Монтаж таких планок выполняется так, чтобы доска, расположенная сверху, ступенькой, заходила на расположенную ниже доску. В итоге, влага не будет попадать за деревянную обшивку.
Способ 3: производство вагонки с использованием фрезерного стола
Для изготовления вагонки на фрезерном столе потребуется заранее подготовленная на циркулярной пиле и фуганке строганная доска. Все следующие операции выполняются на фрезерном столе с возможностью жесткой фиксации режущего инструмента и заготовки.
| Иллюстрации | Пошаговая инструкция |
| Регулировка прижима заготовки . На этом этапе выполняется настройка в горизонтальной плоскости. Заготовка пододвигается вплотную к ограничителю и фиксируется прижимами с обратной стороны. | |
Установка и регулировка фрезы . Фреза регулируется по высоте установки на шпинделе.
| |
| Обработка заготовки . Заготовка прогоняется вдоль режущего инструмента фрезерного станка, сначала одной стороной для формирования паза, а затем другой стороной с предварительной заменой фрезы для формирования шипа. |
Подведем итоги
Сделать вагонку для обшивки своего дома несложно, главное располагать необходимым инструментом и следовать предложенным инструкциям. Если при самостоятельном изготовлении вагонки появятся вопросы, задайте их в комментариях к статье.
14 мая 2018г.
Если вы хотите выразить благодарность, добавить уточнение или возражение, что-то спросить у автора – добавьте комментарий или скажите спасибо!
На рынке дает поистине безграничные возможности для творчества и выражения эмоций в дереве, камне, да хоть в создании мебели для дома и семьи, поскольку без этого инструмента сложно сделать что-либо стоящее.
В век продвинутых технологий фрез существует великое множество, вряд ли возможно описать все их многообразие, в этой статье затронем наиболее востребованные запросы.
Какие бывают виды фрез для вагонки на ручной фрезер?
Чтобы разобраться в этом вопросе, необходимо понять, что такое вагонка. Она различается по внешнему виду (профилю) и материалу.
Конечно, все делается из дерева, но размеры и влажность дерева различны, поскольку — евровагонка изготавливается по DIN 68126, а отечественный вариант, в быту вагонка, по ГОСТ 8242-88. На фото продемонстрировано многообразие обработки доски.
различные конфигурации внешнего вида вагонки
То есть, вагонка — по сути, качественно обработанная доска, которая, независимо от того какой на ней внешний контур, имеет паз и шпунт для стыковки досок между собой.
Инструмент с двумя дисками под шпунт
А следовательно, фрезы для изготовления шпунта и паза вагонки имеют строго определенные размеры и внешний вид. На первом фото образец для изготовления шпунта, на втором для изготовления паза.
так же двухдисковая, но для выреза паза
Фрезы изготавливаются в двух вариантах, с хвостовиком 8 мм и 12 мм для возможности работать ими на фрезерах разной мощности. Состоят из двух дисков с ножами, подшипника между ними и оси с крепежной гайкой. Ножи изготовлены из твёрдосплавного материала ВК8, которые можно затачивать самостоятельно до 4-х раз. С этим разобрались.
Для работ по камню
Фрез для обработки искусственного камня очень много, все зависит от конкретной операции, производимой при работе с поверхностью, профильные, радиусные, обгонные или предназначенные для инкрустации.
Изготавливаются из твёрдосплавного материала, напаянного на стальное основание, но есть и более дорогие варианты, например, разборные со сменными ножами или алмазным напылением.
Поскольку фантазия человека безгранична, то и формообразующая фрезы весьма разнообразна и постоянно совершенствует свои формы. Лидером по выпуску разнообразных фрез в том числе и по искусственному камню является компания CERATIZIT.
алмазные фрезы для работ по камню
Алмазные фрезы бывают спечённые и электрогальванические. В спечённых запекается несколько слоев алмазной крошки, что увеличивает продолжительность жизни инструмента за счет износа одного слоя и проявления следующего, обнажая новые алмазные зерна. Этот инструмент требует тщательного ухода. Поскольку зерна надежно спечены между собой, то чистку подобных фрез проводят именно абразивным бруском, что крайне негативно сказывается на обычном алмазном инструменте.
Если у вас есть свободное время и желание сделать нечто полезное, тогда попробуйте самостоятельно изготовить облицовочный материал. Для этого вам нужны фрезы для вагонки на специальный ручной фрезер. Поверьте, создавать своими руками деревянные панели – занятие весьма интересное и увлекательное!
Пальчиковые фрезы.
Создание вагонки собственными руками
Фрезы
Огромный ассортимент фрезов для ручного фрезера
Классификация ручных фрезов по дереву:
- Подшипниковые (кромочные) – нужны для производства вагонки.
- Безподшипниковые – используются при разовой обработке определенной детали. Требуют вспомогательного оборудования.
Вида пазовых галтельных фрезов
Фрезы для производства вагонки для специального ручного фрезера имеют диаметр стандартного хвостовика 8 мм и следующие соотношения диаметра (D) и радиуса (R):
- 9,5 и 4,8 миллиметров;
- 12,7 и 6,35 миллиметров;
- 15,8 и 7,9 миллиметров.
Для изготовления вагонки подобные фрезы можно использовать, но это неудобно.
Воспользуйтесь универсальными фрезами для производства вагонки.
Универсальные фрезы для создания вагонки можно использовать и с ручной машинкой, и с фрезерным станком, который обычно укомплектован цанками. Диаметр фрез равен 35 и 50 мм.
Очень удобные для изготовления вагонки насадные фрезы.
Насадные фрезы позволяют изготовить вагонку с разными видами шпунта. Самое главное условие – правильная настройка станка и подбор размеров фрез по диаметру и глубине.
Этапы изготовления вагонки
Аккуратно выравниваем одну сторону доски
- Заготавливаем ровные фугованные заготовки из простой необрезной доски, сделав срез по одной из сторон и определив ширину будущей панели.
Устанавливаем линейку на необходимую ширину
Определяя ширину вагонки, ориентируйтесь на все имеющиеся доски, ведь они должны получиться одинаковыми. Оптимальная ширина доски – 7-10 см.
Применение фугованной доски
Будьте очень аккуратны при фуговании досок, считайте число проходов по фрезе, чтобы толщина досок получилась приблизительно одинаковой.
Вагонка с пазами, соединенная с двух сторон тонкой рейкой
Не выбрасывайте дерево, оставшееся после спиливания обзола. Из получившихся отходов сделайте тоненькие рейки для соединения.
Процесс выпиливания паза фрезой
После того, как доски обрезаны и фугованы, пора делать шипы и пазы, т.е. шпунтовать ее по всему периметру. Установите фрезу на станок и отрегулируйте глубину паза, поднимая или опуская стол до нужного состояния. Аккуратно двигайте линейку до нужного расстояния, в момент обработки доску плотно прижимайте к кромке.
Процесс обработки досок на рейсмусе
Для того чтобы создать вагонку ручным способом, вам понадобится калиброванная доска, предварительно пропущенная через рейсмус.
Работа ручного рейсмуса
Гребень сделайте торцевой фрезой, ширину которого нужно отрегулировать шайбами – толщина должна быть не менее 4 мм и не более 6 мм. С помощью филенчатой фрезы аккуратно снимите остаток сверху, таким образом, чтобы прямой участок составлял не меньше 5 мм. Другую сторону вагонки делаете аналогично, но фаска филенчатой фрезой снимается меньшего размера.
Наступает пора отпусков, а вместе с этим увеличивается частота загородных поездок на дачи. Там мастеровому человеку всегда есть к чему приложить руки, дав волю творческому началу в строительстве и ремонте. Незаменимым материалом для отделки стен служит практичная вагонка, изготовленная своими руками.
Разновидности
Выбор фрез для вагонки обуславливается производственными задачами и экономической целесообразностью. Фрезерное оборудование имеет различную мощность, поэтому оснащается разными видами моделей, которые отличаются диаметрами хвостовика 8 и 12 мм.
Все виды конструктивно можно разделить на несколько групп:
- сборные с механическим креплением ножей;
- с напайными ножами;
- монолитные.
Сборные модели обладают рядом преимуществ, однако являются наиболее дорогими. Меняя пластины на твердосплавную или быстрорежущую сталь и используя один и тот же комплект, появляется возможность работать с древесиной разной плотности. Ножи перетачиваются, а при исчерпании производственного ресурса подлежит замене сам нож, а не вся фреза полностью.
Среди моделей с напайными пластинами наибольшей популярностью пользуются так называемые затылованные. Они обладают меньшей стоимостью в сравнении с первыми. Благодаря процессу затылования по передней грани, при переточке рабочий профиль не меняется. Это является главным преимуществом таких экземпляров наряду с простотой переточки. К тому же их зубья обладают повышенной прочностью. При переточке увеличивается размер канавок для вывода древесной стружки, что удобно в работе.
Чаще всего в затылованных моделях используются напайные пластины, выполненные из быстрорежущих сталей. К примеру, Р6М5 (HSS). Быстрорежущий сплав иностранного производства маркируется в соответствии с международными стандартами аббревиатурой HSS (High Speed Steel).
Для производства обшивочного материала выбирают мягкие или средние по плотности породы древесины. Хвойные – ель и сосна, широколиственные – липа, ольха. Поэтому выбор быстрорежущего сплава не случаен.
Более дорогой класс имеет напайные пластины на дисках из твердого вольфрамового сплава. В частности, отечественные сплавы ВК8, ВК15 (вольфрам и кобальт). Твердые сплавы иностранного производства имеют обозначение в соответствии с ISO как HM (Hard Material), что в переводе означает «твердый металл». Другое наименование – Solid carbide. Этот тип прекрасно ведет себя при резке больших объемов твердой древесины – дуба, ясеня, бука.
Типичная фреза для вагонки состоит из следующих элементов:
- оси конструкции с крепежной гайкой;
- двух дисков с ножами;
- подшипника, находящегося между режущими ножами.
Зачастую их целесообразно разобрать с целью замены какой-либо составляющей. Ножи из твердого вольфрамового сплава ВК8 (вольфрам и кобальт) можно затачивать до 4 раз.
Проверенные производители
На сегодняшний день в строительной индустрии насчитываются сотни мелких и крупных фирм. Специалисты рекомендуют тщательно изучить все нюансы, прежде чем обращаться в любую из них.
Набор концевых фрез «Глобус»
Фирма зарекомендовала себя в качестве добросовестного производителя профессиональных инструментов. Концевые фрезы фирмы «Глобус» предназначены для изготовления таких изделий как вагонка, блок-хаус, евровагонка. В комплект входят два комбинированных элемента, высложный профиль. Этот набор хорош тем, что позволяет за два прохода изготовить полноценную рейку евровагонки, что позволяет значительно сократить затраты времени и труда.
На всех уровнях между подшипниками, дисками и гайкой находятся установочные прокладки, благодаря которым возможно легко отрегулировать зазор между дисками. Это поможет отрегулировать зазоры или натяги соединения шип-паз. Твердосплавные напайки припаяны очень качественно, без наплывов, вытекания латуни, выполнены аккуратно.
«Инвелд»
Предприятие изготавливает фрезы по дереву с твердосплавными напайками более 20 лет. Одной из последних разработок компании является комплект для изготовления евровагонки или просто вагонки. Комплект состоит из двух элементов. Один вырезает фасадную часть, а второй изготавливает ответную часть.
Поставляются набор в двух видах комплектации. Первая разновидность – с хвостовиком 8 мм. Вторая – с хвостовиком 12 мм. Сделано это с целью работы как на фрезерах с малой мощностью, так и на более мощном оборудовании – фрезерных станках. Конструкция разборная. Можно открутить крепежную гайку и снять составляющие, заменить подшипник или произвести заточку ножей. Ножи твердосплавные, сплава ВК8. Паяются к валу с помощью латуни. Их легко затачивать самостоятельно алмазным инструментом по тыльной части ножа.
«Славянский двор»
Данный производитель выпускает варианты для четырехсторонних и фрезерных станков.
Предприятие «Славянский двор» поставляет широкий спектр моделей. Они предназначены для производства всех видов обшивочной доски (под брус, вагонки, евровагонки, американки, блок-хаус). Можно подобрать подходящий для себя тип в комплекте или по отдельности. Со сменными или напайными ножами.
Процесс изготовления
Вагонка представляет собой хорошо обработанную, зачищенную от шероховатостей доску, с одной стороны которой имеется паз, а с другой – шпунт/шип для соединения. Конструкция достаточно проста, поэтому нет ничего не возможного в том, чтобы изготовить ее самостоятельно.
Для этого понадобятся:
- фрезер ручной или станок;
- набор фрез;
- доски.
Для производства вагонки понадобятся зачищенные фугованные доски. Такие заготовки можно сделать самостоятельно или приобрести готовые. Делая персональные заготовки, лучше брать недлинные доски (до 2 м). С ними легче управляться и результат будет точнее. Сначала нужно необработанную доску подрезать с одной стороны, а затем от ровного края отмерить нужный размер. Оптимальной шириной считается 7 – 10 см, хотя все это на усмотрение мастера.
Чтобы получить одинаковую толщину будущей вагонки, нужно выдерживать количество проходов по фрезе. Получающаяся разница в несколько миллиметров будет визуально незаметна.
Подготовив таким образом дерево, приступаем к следующему этапу. Необходимо выпилить шип и паз по периметру доски.
На станке это происходит в несколько этапов.
- Выбранная фреза устанавливается на станок.
- Опусканием или подниманием стола регулируется глубина паза.
- На заданное расстояние устанавливается линейка. Во время работы необходимо следить, чтобы заготовка плотно прилегала к ее кромке, иначе размер собьется.
Для производства вагонки ручным фрезером нужна калиброванная доска. Изготовить ее на ручном фрезере не получится, необходим рейсмус. Ширина гребня должна быть 4 – 6 мм. Более тонкий будет обламываться, а толще не возьмет кляймер. Его делают торцевой фрезой. Затем филенчатой проходят сверху и снимают остаток так, чтобы ровный участок был не менее 5 мм. С другой стороны снимается фаска меньшего размера. Также необходимо следить за толщиной материала, чтобы получить ровное изделие.
Работа с фрезером может быть травмоопасной, поэтому необходимо четко знать и соблюдать правила эксплуатации оборудования. И тогда процесс изготовления не принесет неприятных неожиданностей, а будет в радость.
Производители дают несложные советы для продления ресурса фрезы.
- При работе с деревом скапливаются смолянистые отложения, что приводит к преждевременному износу. Поэтому необходимо ежедневно очищать инструмент от налета.
- Не приступать к работе тупым инструментом. Отсутствие заточки может провоцировать подгорание режущей кромки и возникновение неисправимого дефекта на рабочей поверхности.
- Соблюдать правила заточки. У затылованных моделей ее выполняют по передней грани режущего инструмента камнями СМ1, СМ2, с зернистостью А25 или А35. Заточку ножей из твердосплавных материалов делают алмазными кругами. Не забывайте следить, чтобы не возникало подгорания кромки.
ФУТЕРОВОЧНЫЕ МАШИНЫ | SACMI
МАШИНЫ ДЛЯ ПОДКЛАДКИ
Задачей вкладыша является обеспечение надлежащей герметизации укупорочных средств и, в некоторых случаях сильногазированных напитков, сохранение уровня CO2. Компания SACMI была пионером в этой области, первой внедрив технологию формования гильзы в начале 70-х годов.
Производство вкладышей для пластиковых крышек
Чтобы обеспечить надлежащую герметизацию и сохранение уровня CO2 в сильногазированных напитках, мы вставляем вкладыш из полиэтилена/этиленвинилацетата в оболочку крышки. Для этой цели мы разработали две отдельные технологии, названия которых говорят сами за себя: формование в оболочке и формование вне оболочки.
PMV224
Внутрикорпусная футеровочная машина
24 пуансона, производительность до 1800 укупорок/мин, максимальный диаметр укупорки 33 мм.
каталог Информационный запрос
PMV230
Внутрикорпусная футеровочная машина
30 пуансонов, производительность до 1200 укупорок/мин, максимальный диаметр укупорки 43 мм.
каталог Информационный запрос
PMD230
Машина для наружной футеровки
30 пуансонов, производительность до 1200 укупорок/мин, максимальный диаметр укупорки 38 мм.
каталог Информационный запрос
PMC – машина для внутренней прокладки крышек
Процесс начинается с подготовки отдельных гранул, которые затем помещаются в оболочку крышки перед формованием вкладыша по заданному профилю. Производительность машины зависит от типа используемой смолы, веса и профиля футеровки. Качество футеровки проверяется на линии с помощью системы контроля качества.
ПМС600
МАШИНА ДЛЯ ФУТЕРОВКИ
36 пуансонов, производительность до 6000 укупорок/мин, максимальный диаметр укупорки 26,75 мм. Читать далее
информация о продукте Информационный запрос
PMC500
Машина для внутренней облицовки
36 пуансонов, производительность до 5000 укупорок/мин, максимальный диаметр укупорки 26,75 мм.
каталог Информационный запрос
PMC300
Машина для внутренней облицовки
24 пуансона, производительность до 3000 укупорок/мин, максимальный диаметр укупорки 26,75 мм.
каталог Информационный запрос
PMC136
МАШИНА ДЛЯ ФУТЕРОВКИ В ОБОЛОЧКЕ
36 пуансонов, производительность до 1600 укупорок/мин, максимальный диаметр укупорки 35,45 мм.
Информационный запрос
PMV – машина для внутренней облицовки алюминиевых крышек
Автоматические машины для внутренней облицовки, предназначенные для экструдирования гранулированного материала (например, не содержащего ПВХ, ПЭ, ЭВА), разрезания его на отдельные порции, вставки их в алюминиевые винтовые крышки и формования вкладыша в соответствии с к четко определенному профилю.
Производительность машины сильно зависит от типа материала, веса и профиля футеровки.
Благодаря использованию исходных материалов, не содержащих ПВХ, машина подходит для формования вкладышей непосредственно внутри оболочки колпачка.
Смолы позволяют производителям выйти за пределы ПВХ (такие как токсичность, выделение запаха), предлагая, таким образом, новое решение для рынка крышек для бутылок.
Технология in-shell позволяет формировать вкладыши, чтобы максимизировать эффективность укупорки и уменьшить вес компаунда.
ПМВ136
Машина для внутренней облицовки
36 пуансонов, производительность до 1600 укупорок/мин, максимальный диаметр укупорки 33 мм, максимальная высота укупорки 24 мм. Читать далее
каталог информация о продукте Информационный запрос
ПМВ130
Машина для внутренней облицовки
30 пуансонов, производительность до 1200 укупорок/мин, максимальный диаметр укупорки 46 мм, максимальная высота укупорки до 24 мм. Читать далее
каталог информация о продукте Информационный запрос
ПМх220
Машина для внутренней облицовки
20 пуансонов, производительность до 800 укупорок/мин, максимальный диаметр укупорки 38 мм, максимальная высота укупорки до 60 мм. Читать далее
каталог информация о продукте Информационный запрос
ПМВ120
Машина для внутренней облицовки
20 пуансонов, производительность до 1000 укупорок/мин, максимальный диаметр укупорки 38 мм, максимальная высота укупорки 24 мм. Читать далее
каталог информация о продукте Информационный запрос
PMA – машина для кольцевой прокладки в оболочке
Использование материалов, не содержащих ПВХ, для изготовления откручивающихся прокладок становится все более и более популярным среди производителей, особенно в секторе детского питания.
Мы разработали решение для закручивания колпачка, которое позволяет пользователям изготавливать вкладыши с кольцевым профилем внутри колпачка, начиная с введения кольцевой порции расплавленного пластика, не содержащего ПВХ.
Это устраняет проблемы миграции пластизоля/ПВХ, особенно при использовании в контакте с маслянистой и жирной пищей. Не требуется печь для отверждения.
PMA
Машина для внутренней футеровки колец
Мы разработали решение для завинчивающихся колпачков, которое позволяет пользователям изготавливать вкладыши с кольцевым профилем внутри колпачка, начиная с введения кольцевой порции расплавленного пластика, не содержащего ПВХ. Это устраняет проблемы миграции пластизоля/ПВХ, особенно при использовании в контакте с маслянистой и жирной пищей. Не требуется печь для отверждения.
Информационный запрос
Футеровочная машина PMA24 – технические данные
| станций | 24 | |
| выход | закрываний/мин | до 1000 |
| максимальный диаметр закрытия | мм | 82 |
| средняя потребляемая мощность (при максимальной пропускной способности) | кВт | 34 |
Оборудование для облицовки укупорочных средств – Центральные машины
Мы предлагаем изготовленные по индивидуальному заказу машины для изготовления вкладышей с роликовыми высечками для подкладки колпачков со всеми типами укупорочных средств. Материалы футеровки, подаваемые с катушек в машины, прецизионно нарезаются по определенным шаблонам с использованием специальных роликовых штампов. Наши роликовые штампы могут вырезать плоские круглые формы из рулонов материалов для прокладок крышек. Приводимые в действие CAM ползунки с инструментальными головками перемещают формованный материал вкладыша в укупорочные средства.
Машины для изготовления вкладышей для штампов с несколькими инструментами для вставки могут быть сконструированы для заполнения материалом вкладыша до 1200 укупорочных средств в минуту. Доступны машины как с вибрационным, водопадным или центробежным питателем, так и с линейными направляющими для непрерывного потока деталей на производственной линии. При необходимости также могут быть добавлены наматывающие устройства, моторизованные устройства подачи материала, автоматическая смена и загрузка футеровочного материала, устройства для повторной намотки лома или измельчители. Наши машины могут быть интегрированы с оборудованием вторичной обработки укупорочных средств, таким как укупорочное оборудование или машины для сборки многокомпонентных укупорочных средств.
Поговорите со специалистом
Просмотреть другие продукты
Оснащенный для 1, 2, 3, 4 или 6 конфигураций, вращающийся штамп, который мы используем, легко режется и требует минимального обслуживания. Инструменты станции, закрепленные на стальных пластинах, могут быть закалены и заземлены. Точки защемления, а также вращающиеся зоны защищены в соответствии с передовыми принципами проектирования машин и стандартами OSHA. Ограждение периметра также может быть изготовлено из прозрачных панелей из поликарбоната.
От каждой машины наши клиенты могут ожидать долговечности и надежности благодаря использованию механических и сервоприводных движений. Вся наша квалифицированная рабочая сила находится под одной крышей, что позволяет осуществлять полное строительство и учет продукции в нашем магазине. Мы используем как традиционные, так и современные CAD/CAM и электроэрозионные станки для изготовления компонентов.
- Технические характеристики
Тип крышки Круглая плоская крышка Форма выпуска Материал вкладыша – поставляется на катушках
Круглое плоское закрытие – поставляется наваломТип питателя Центробежные питатели
Встроенные гусеницы
Вибрационные питателиДиапазоны производительности До 1200 деталей в минуту Платформа машины Машина для изготовления вкладышей для крышек с роликовой матрицей
Обычные конфигурации пуансонов и матрицКонфигурация матрицы Прецизионная вращающаяся матрица (1, 2, 3, 4 или 6-Up) Особенности машины Разматыватель
Моторизованный податчик материала
Перемотчик лома
Кулачковый ползун с инструментальной головкой
Интерфейс оператора
Автоматический вкладыш
Замена материала
Доступны другие варианты
БракОснастка Закаленная и отшлифованная
Станционная оснастка, закрепленная на отшлифованной стальной верхней плите, поддерживаемая сборным стальным основанием
Допуск: +/- 0,001 дюймаОпции защитных ограждений Ограждение с электрической блокировкой
Ограждение для точек защемления и вращающихся секций
Ограждение по периметру с прозрачными панелями из поликарбоната
Реле безопасности - Варианты исполнения
Системы кормления Вибрационные питатели В системах подачи Пути конвейеров с механическим приводом
Пути регенеративных воздуходувок
Пути сжатого воздуха
Вибрационные встроенные гусеницы - Осмотр и тестирование
Процесс тестирования 24-часовой безостановочный тест всухую
Окончательная отладка
Гипот-тест для электрических испытаний разъемов
Многоступенчатое испытание под нагрузкой Стандарт1 Контрольный список 90 - Дополнительная информация
Используемое программное обеспечение САПР Autodesk Inventor Доступны другие услуги Моделирование автоматизации с помощью программного обеспечения для проектирования САПР
Модернизация стандартных станков и станков других производителейОбслуживаемые отрасли Потребительское/бытовое хозяйство
Электротехника
Электроника
Продукты питания и напитки
Медицина/фармацевтика - Дополнительные опции
Детектор размещения продукта Оптоволоконные датчики «видимое насквозь»
Датчики конвергентного луча
Лазерные датчики
Зондовая оснастка с датчикамиПредварительные питатели Элеваторные бункеры
Вибрационные бункеры
Бункеры с живым дномОбработка материала лайнера Система размотки, удерживающая две катушки материала лайнера
Автоматическая загрузка и замена материала лайнера в машине
Измельчитель лома лайнера
Устройство для перемотки отходовСистемы удаления штампов Электрическая лебедка с горкой Проверка сборки продукта Проверка систем технического зрения
Автоматический выброс продукта в бункеры для отбора пробСистемы упаковки Системы обработки картонных коробок с приводными или роликовыми конвейерами
Штабелирование
Роботизированная упаковка
Двухпозиционные отклонители картонных коробокИнтерфейс оператора Сенсорный экран с диагностикой машины и сбором данных
Кнопка
Блоки отображения сообщений
Табло-дисплеи
Запросить цену
Оборудование для отделки и облицовки бетонных каналов
Нет двух одинаковых каналов. Там, где планируется построить каналы большой длины или где будет осуществляться текущая программа строительства каналов в вашем районе рынка, высокопроизводительное механизированное оборудование для каналов имеет экономический смысл по следующим причинам:
После того, как будет определено, что механизированная техника для строительства каналов подходит для вашего проекта, ограничения проекта будут определять, какой тип специализированного оборудования для каналов следует выбрать, а также наилучший метод подачи бетона и удаления отходов триммера. Необходимо учитывать следующее:
|
Как правило, малые каналы охватывают все: от бетонных арыков с шириной дна (BW) всего 30 см (12 дюймов) до ответвлений / распределительных или даже небольших магистральных каналов с максимальным размером примерно 2,43 м (8 футов). Небольшие поперечные сечения каналов выкапываются/обрезаются одним из трех способов:
Небольшие каналы глубиной до 1,2 м (4 фута) обмазываются одним из двух способов:
Небольшие каналы глубиной от 1,2 до 2,4 м (от 4 до 8 футов) футеровываются машинным способом одним из двух способов:
Как правило, большие каналы охватывают все, от крупных силовых каналов и магистральных каналов до небольших распределительных и второстепенных каналов, длина которых составляет прибл. Глубина 2,5 м (8 футов), ширина по дну 2,5 м (8 футов). В зависимости от размера канала, канал может быть обработан и облицован за один проход (полный пролет) или за один или несколько проходов (полупроходный или комбинация полупроходной и плоской конфигурации). Должен ли канал быть заасфальтирован полным пролетом или половинным пролетом, зависит от многих факторов, таких как ширина дна канала, состояние грунта, график, доступная ширина насыпи в верхней части канала и т. В зависимости от ваших максимальных настоящих и будущих максимальных ожидаемых размеров канала определяются и выбираются требования к мощности канального оборудования, размер рамы и компоненты ходовой части. Универсальность заложена во всех конструкциях канального оборудования G&Z, что позволяет изменять конфигурацию оборудования для соответствия широкому спектру участков канала, с которыми вы можете столкнуться в будущем. Существует несколько основных причин, по которым компания G&Z Canal Construction Equipment настолько универсальна, надежна и способна производить высококачественную отделку поверхностей и бетонную облицовку с наименьшими затратами на квадратный ярд (метр) даже после многих лет использования:
| ||||||||||||||||||
Важность резиновой футеровки
Резиновая футеровка оборудования может значительно увеличить срок его службы, поскольку она очень устойчива как к мелким, так и к абразивным материалам и может применяться для широкого спектра промышленного оборудования.
Компания Weir Minerals специализируется на футеровке насосов, гидроциклонов, шлангов, труб, клапанов и другого технологического оборудования. Имея несколько доступных резиновых смесей, наши резиновые футеровки обладают опытом, позволяющим предлагать индивидуальные решения для различных областей применения.
Тип и качество резины, используемой для футеровки оборудования, имеют первостепенное значение, и мы разработали ряд различных составов, подходящих для различных материалов, оборудования и областей применения.
Наша самая популярная смесь — красный каучук премиум-класса Linatex®. С 1923 года он известен своей превосходной износостойкостью. Изготовленный иначе, чем любой другой каучук, он использует процесс производства в жидкой фазе для сохранения длинной молекулярной структуры эластомера. Для сравнения, другие каучуки измельчают и смешивают перед процессом отверждения, разрушая резиновые элементы в процессе. Произведенный естественным путем и являющийся лидером отрасли в области резиновой футеровки, обширные исследования показали, что ни один другой продукт на этом рынке не превосходит резину премиум-класса Linatex® в аналогичных областях применения.
Мы также производим множество других высококачественных резиновых смесей, специально разработанных и разработанных для индивидуального применения. К ним относятся Linard® для применения в более тяжелых условиях с высокими ударными нагрузками, где важна стойкость к порезам и кускам в сухом и влажном состоянии, и Linagard® для применения в химических и кислотных средах; компаунды Vulco® R63 и R67 для футеровки мельниц; ассортимент R55® для формованных вкладышей насосов и гидроциклонов, а также состав R Wales® VN72 для добычи нефтеносных песков.
Основные преимущества резиновой футеровки
Естественные износостойкие свойства наших высококачественных резиновых изделий защищают основной материал оборудования от эрозионного износа.
С этим снова и снова сталкиваются заводы по всему миру. Например, стальная труба без футеровки, перекачивающая высокоабразивную суспензию, скорее всего, изнашивается менее чем за неделю по сравнению примерно с двенадцатью месяцами или более, если она футерована каучуком премиум-класса Linatex®. Хотя можно изготовить трубу или шланг, используя такой материал, как A05, хромовый сплав, используемый для изготовления вкладышей насоса, это было бы очень тяжело и дорого. Изготовление продукта из стали с резиновой футеровкой является идеальной альтернативой, поскольку резина является заменяемой, а оборудование можно заменять несколько раз.
Даже с появлением альтернативных футеровок оборудования, таких как керамика, во многих случаях использование резины остается более целесообразным и экономически выгодным. Для установки полностью керамических футеровок требуется значительно больше времени, и многие клиенты возвращаются к резине из-за ее вышеупомянутых преимуществ. Керамика лучше подходит для конкретных применений, таких как переработка угля, из-за высокого содержания углеводородов и острых частиц угля, что делает резину непригодной. Марка керамики является важным фактором износостойкости, поэтому мы предлагаем различные марки керамики из оксида алюминия и спеченного карбида кремния, чтобы обеспечить наилучшее решение проблемы износа.
По мере приближения 100 -й -й годовщины производства каучука Linatex® мы постоянно стремимся увеличить износостойкость наших резиновых смесей. Руководствуясь инновациями, мы изучаем новые подходы к футеровке, включая комбинирование керамики и белого чугуна с каучуковыми эластомерами Linatex® для повышения сопротивления и износа. Полевые испытания доказали, что это надежное решение, и на одном конкретном объекте сообщается о впечатляющих улучшениях.
Когда мы заменили футерованную полиуретаном трубу каучуком Linatex, срок ее службы увеличился с восьми до 20 недель. Однако, когда мы сделали еще один шаг и добавили в формулу керамику, мы увеличили срок службы до 28 недель при том же применении.
Наши обширные исследования и испытания гарантируют, что мы предлагаем самые эффективные соединения для приложений операторов.
Все дело в сервисе
Дело не только в материалах; мы предлагаем клиентам повышенный уровень обслуживания с возможностью установки резиновой футеровки на месте или на месте. Действующие предприятия по производству резины по всему миру с возможностью мобилизации высококвалифицированных резиновых футеровок на место для краткосрочных или долгосрочных потребностей, клиенты получают полное решение резиновой футеровки для удовлетворения своих потребностей.
Наши специально обученные резиновые вкладыши обладают уникальными знаниями и техническими навыками, чтобы гарантировать, что оборудование клиентов будет изготовлено профессионально и долговечно. Мы разработали наши собственные клеи, стандарты и методы, и каждый резиновый вкладыш должен пройти трехлетнюю программу обучения, прежде чем он получит полную квалификацию в этой области.
В этом году мы планируем увеличить набор стажеров для изготовления резиновых футеровок и сборщиков шлангов, а также расширить нашу программу обучения резиновым футеровкам. Это гарантирует, что клиенты во всем мире будут продолжать получать самые лучшие решения в области резиновой футеровки.
Имея возможность производить продукцию всех форм и размеров, когда и где это необходимо, мы можем предоставить специализированные решения по резиновой футеровке для удовлетворения уникальных потребностей клиентов по всему миру. Чтобы узнать, как мы можем помочь вашему сайту, свяжитесь с местной командой.
Один день из жизни одного из наших опытных резиновых футеровщиков
Щелкните здесь
- Горнодобывающая промышленность
- Заполнители
- Linatex®
- R. Wales™ 7 8 90 90 Vulco®0274
- Обеспечение успеха наших клиентов
- Исследования, разработки и инновации
15 основных навыков оператора облицовочной машины для вашего резюме и карьеры
Ниже мы составили список наиболее важных навыков для оператора облицовочной машины. Мы ранжировали лучшие навыки на основе процента резюме операторов облицовочных машин, в которых они фигурировали. Например, 12,6% резюме операторов футеровочных машин содержали в качестве навыка сборочную линию. Давайте выясним, какие навыки на самом деле необходимы оператору облицовочной машины, чтобы добиться успеха на рабочем месте.
15 Необходимые навыки оператора облицовочной машины для вашего резюме и карьеры
Сборочная линия — это производственный процесс, используемый в промышленности для обеспечения рентабельного производства продукции за счет разделения обязанностей каждого работника. Сборочные линии позволили предприятиям нанять больше рабочих, тем самым предоставив рабочим больше возможностей для трудоустройства. Это возможно потому, что в этом процессе бремя всех задач, связанных с производством, не возлагается на одного человека, а разбивается на маленькие детские шажки для каждого труда.
Вот как сборочная линия используется для резюме оператора облицовочной машины:
- Управляемая компьютеризированная машина для наполнения контейнеров, маркировки продукта на быстродействующей сборочной линии.
- Соблюдал предписанный протокол безопасности и при необходимости помогал другим членам бригады сборочной линии.
- Обеспечение качества на сборочных линиях для аудитов контроля качества.
- Эксплуатируемая и устраненная неполадки автоматизированной сборочной линии.
- Пробивной пресс в рабочем состоянии* Отбор деталей с конвейера, замена рулонов материала* Работающая экструзионная машина для пластика, панель управления в рабочем состоянии
Процедуры безопасности представляют собой набор стандартизированных процедур, обеспечивающих минимальный или нулевой риск для людей, ресурсов и рабочей среды. Компания следует пошаговым процедурам безопасности, поскольку они не только обеспечивают безопасность клиентов и сотрудников, но и помогают избежать судебных исков.
Вот как процедуры безопасности используются в резюме оператора облицовочной машины:
- Глубокое понимание процедур безопасности
- Линейный рабочий также должен быть в состоянии выдерживать длительные периоды времени и соблюдать правила техники безопасности, установленные OSHA.
- Соблюдались процедуры безопасности, блокировались/маркировались и использовались СИЗ по мере необходимости.
- Соблюдал правила безопасности и имел отличные показатели безопасности без изъянов.
- Соблюдались все меры безопасности при эксплуатации и работе на линии.
Проверки качества являются компонентом контроля качества, направленным на обеспечение выполнения требований к качеству. Внутренние проверки качества обеспечивают уверенность менеджерам, а внешние — клиентам, федеральным ведомствам, органам власти и органам по сертификации.
Вот как проверка качества используется в резюме оператора облицовочной машины:
- Проведена проверка качества и инспекция производственной линии для обеспечения производительности линии.
- Возникла настоятельная потребность в обновлении проверок качества и процедур для обеспечения высоких стандартов, необходимых на современном рынке.
- Загрузка деталей* Разгрузка деталей* Проверка качества* Проверка на утечку/расход* Калибровочная часть в соответствии со спецификациями* Водитель вилочного погрузчика* Оператор подъемника* Станки с ЧПУ для ремонта
- Завершение проверки качества и подготовка образцов качества по мере необходимости, всегда работающая линия по требуемой линии стандарты.
- Выполняйте регулярные проверки качества продукта, чтобы убедиться, что все требуемые стандарты соблюдены или превышены.
И если вы ищете работу, вот пять лучших работодателей, которые сейчас нанимают:
- Работа в PepsiCo (19)
- Работа в General Mills (11)
- Работа в Hearthside Food Solutions (11)
- Ford Motor Jobs (13)
- Kellogg Jobs (15)
Стандарты качества — это особый уровень стандартов продукции, устанавливаемых компаниями для клиентов, которые должны соблюдаться и поддерживаться на протяжении всего процесса до момента поставки. Стандарты качества — это информация, которая включает в себя требования заказчика, рекомендации и характеристики необходимого конечного продукта или услуги.
Вот как стандарты качества используются в резюме оператора облицовочной машины:
- Цветы в термоусадочной пленке для обеспечения стандартов качества Руководитель линии/оператор машины
- Помощь коллегам на линии, когда это необходимо – Обеспечение соответствия продукции на производственной линии качеству стандарты.
- Осмотрите готовую продукцию, чтобы убедиться, что она соответствует стандартам качества, и изолируйте все поврежденные элементы.
- Придерживаться строгих стандартов и политики компании в области качества и участвовать в федеральной программе HACCP.
- Убедитесь, что готовый продукт соответствует стандартам качества для упаковки и отправки.
Качество продукции является основным элементом бизнеса. Это означает добавление функций в продукт или услугу таким образом, чтобы они соответствовали потребностям и желаниям клиентов. Повышение качества продукции также означает улучшение товаров от любых существующих дефектов, чтобы обеспечить удовлетворенность клиентов.
Вот как качество продукции используется в резюме оператора облицовочной машины:
- Определите приемлемое или неприемлемое качество продукции в соответствии с требованиями заказчика, прежде чем материал будет отправлен в отдел печати.
- Производство продукции при сохранении и улучшении качества продукции.
- Мониторинг качества продукции и выявление проблем/дефектов в процессах, оборудовании и продуктах и принятие решений/исправлений.
- Чтение и ведение тщательных записей веса и качества продукции в разное время в течение смены.
- Застрахованное качество продукции и постоянство веса помогают снизить затраты компании на упаковку.
Основные компоненты машин, обеспечивающие успешную работу машин, называются частями машин. Три основных типа деталей машин включают в себя; конструктивные элементы (рама, подшипники, крепежные детали, уплотнения, смазки, оси и т. д.), детали функционального управления (кнопки, переключатели, датчики, приводы и т. д.) и механизмы машин (шестерни, ремни, цепи, тормоза, муфты и т. д.). ).
Вот как детали машин используются при футеровке резюме оператора станка:
- Снятие и замена изношенных деталей машин, роликов, бит, ремней и наждачной бумаги.
- Детали машин или машины используют ручной инструмент и смазочный шприц.
- Очистить, очистить или опрыскать детали машин.
- Применяйте как общие, так и специальные знания в области механики, чтобы поддерживать стабильную работу всех частей машины.
- Части машин в соответствии со спецификациями с использованием механизмов управления или прямой физической активности для управления машинами.
Выберите из более чем 10 настраиваемых шаблонов резюме оператора футеровочной машины
Zippia позволяет вам выбирать из различных простых в использовании шаблонов оператора футеровочной машины и предоставляет вам экспертные консультации. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора футеровочной машины будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Принципы или положения, обеспечивающие защиту людей, объектов или окружающей среды, называются правилами техники безопасности. Эти правила могут управлять действиями, устройствами или процедурами, которые помогают свести к минимуму риски потерь, травм или повреждений.
Вот как правила безопасности используются в резюме оператора облицовочной машины:
- Соблюдать и полностью понимать все правила безопасности OSHA и компании.
- Всегда соблюдайте правила безопасности.
- Поддерживал чистоту рабочего места. Соблюдал все правила и нормы безопасности, включая использование СИЗ для обеспечения безопасной среды.
- Соблюдались все GMP, SOP и плановые правила безопасности.
- Проведение регулярных осмотров вилочного погрузчика для обеспечения безопасности и возможности выполнения операций.
Тяжелая техника, также называемая тяжелой техникой, представляет собой большие грузовики и другие машины, используемые на строительных площадках. Из-за прочности и долговечности этих машин грузовики и краны используются для перемещения грязи и камней в начале строительных работ. Некоторые примеры тяжелой техники включают самосвалы, бульдозеры и экскаваторы.
Вот как тяжелая техника используется в резюме оператора футеровочной машины:
- Надзор и обучение вновь нанятых сотрудников безопасной эксплуатации тяжелой техники и эффективной оптимизации производства.
- Безопасная эксплуатация оборудования для повышения эффективности, соблюдения или превышения стандартов контроля качества.
- Управлять оборудованием, используемым в производственном процессе, или помогать оператору станка.
- Эксплуатируемая тяжелая техника Эффективное управление потоком вторсырья.
- Опыт эксплуатации и обслуживания тяжелой техники.
Вот как ISO используется в резюме оператора облицовочной машины:
- Использование принципов качества для проверки и утверждения готовой продукции (QS 9000 и ISO 9000).
- Опыт работы с ISO 9001 и Бережливым производством.
- Запись статистических данных по документации ISO и координация с механиками и электриками для поддержания работы машин с максимальной эффективностью.
- Собранные электрические компоненты в соответствии с процедурами и политиками ISO.
- Соблюдение технологических документов, контролируемых ISO, для регулярной настройки и эксплуатации нескольких автоматизированных машин.
Производственное оборудование в ограниченном виде используется для определения любого типа машин или оборудования, используемого в производстве видео или фильма. Основное производственное оборудование включает в себя камеру, штатив, комплект освещения, свет для камеры, кратковременный микрофон, светоотражатель, штангу, амортизатор, аудиокабели, беспроводной микрофон, наушники, портативный цифровой аудиомагнитофон, объективы для камеры, дополнительные батареи, внешний жесткий диск. и плечевое крепление для цифровой зеркальной фотокамеры.
Вот как производственное оборудование используется в резюме оператора облицовочной машины:
- Настройка и эксплуатация производственного оборудования в соответствии с действующими передовыми производственными практиками и стандартными операционными процедурами
- Выполнение планового профилактического обслуживания и аварийного ремонта крупносерийного производственного оборудования.
- Продемонстрированные навыки творческого решения проблем при работе с производственным оборудованием, проблемами сотрудников и организационными протоколами.
- Контролировал производственное оборудование и механизмы для обеспечения безопасного и правильного рабочего режима.
- Управление производственным оборудованием для производства ручных инструментов.
Ежедневное производство — это термин, предназначенный для описания и определения производства некоторого продукта или услуги в течение рабочего дня. Это термин и элемент, необходимый для анализа и планирования бизнеса и продукции, а также важный для ряда других деловых, экономических и иных связанных процессов. Это также термин, используемый для определения требований, бюджета, необходимых материалов и целевых целей производства продукта.
Вот как ежедневное производство используется для резюме оператора облицовочной машины:
- Организация и ведение складских запасов, подача ежедневных производственных отчетов и управление выполнением заказов от начала до конца.
- Назначил и направил бригаду для эффективного и действенного выполнения ежедневного производственного графика.
- Заполненные ежедневные производственные отчеты на основе стандартных операционных процедур.
- Ведение ежедневных производственных записей и документов.
- Работал на самой быстрой производственной линии на заводе, которая достигла более 90% от дневной нормы производства.
Вот как используется домкрат для поддонов в резюме оператора машины для облицовки:
- Постановка поддонов в зону погрузки с использованием электрических домкратов, вилочных погрузчиков и ручных домкратов.
- Лицензированный оператор механических промышленных погрузчиков: вилочный погрузчик с вертикальной посадкой, вилочный погрузчик с сидячим положением и домкрат для поддонов
- Обладатель сертификата по LOTO, работе с револьверным прессом, работе с домкратом для поддонов и работе с тормозным прессом.
- Работа с вилочными погрузчиками/подъемниками для поддонов по мере необходимости и работа в других областях по мере необходимости.
- Ежедневно пользуйтесь электроподъемником для поддонов и вилочным погрузчиком.
Вот как несколько машин используются в резюме операторов машин для облицовки:
- Управление операторами машин/упаковщиками, соблюдение производственных политик и процедур, управление несколькими машинами
- Управлял несколькими машинами, руководил 19-24 работниками на линии.
- Управляйте несколькими машинами одновременно и переключайтесь между многофункциональными машинами в быстро меняющейся среде.
- Повышение квалификации для работы на нескольких машинах из-за хорошей работы под давлением *Отвечает за уборку/закрытие до и после смены
- Работает на нескольких машинах Шоколад, карамель, мята, бисквит и печенье с глюкозой.
CNC расшифровывается как числовое программное управление. Это метод субтрактивного производства, который обычно использует компьютеризированное управление и станки для снятия слоев материала с заготовки.
Вот как ЧПУ используется в резюме оператора облицовочного станка:
- Обучение настройке, смене инструмента и работе на токарном станке с ЧПУ Fuji.
- Токарный станок с ЧПУ, выполняющий надлежащие настройки для заданных размеров, инструментов и изменений программы.
- Управлял роботизированной производственной линией с ЧПУ по производству алюминиевых дисков для грузовых автомобилей.
- Станки с ЧПУ для вырезания кронштейнов и суппортов для тормозов.
- Настройка и управление шлифовальным станком с ЧПУ.
GMP расшифровывается как Надлежащая производственная практика. Это система, которая гарантирует, что все производимые продукты, такие как продукты питания, напитки и лекарственные препараты, соответствуют стандартам качества. Это помогает свести к минимуму риски и опасности, которые невозможно устранить после тестирования конечных продуктов.
Вот как GMP используется в резюме оператора облицовочной машины:
- Гарантировано соответствие всем нормам, включая требования GMP, OSHA и Universal, а также лицензии на продукцию.
- Использование GMP и SOP.
- Оперировать настройку машин Следуйте рекомендациям GMP.
- Признан лидером в обучении сотрудников точному и эффективному руководству GMP.
- Заполните всю необходимую документацию и регулярно выполняйте процедуры GMP.
Расскажите нам, какую работу вы ищете, и мы покажем вам, какие навыки нужны работодателям. Начало работы
Восемь наиболее распространенных навыков, основанных на резюме оператора футеровочной машины в 2022 году. Качество, 5,1%
Узнайте, какие навыки востребованы
Вакансии с актуальными навыками
Вакансии оператора футеровочной машины, которые могут вам понравиться
Высокооплачиваемые вакансии оператора футеровочной машины – $44K и выше
Поиск вакансий поблизости в США Практически не требуется опыта
Вакансии оператора футеровочной машины с частичной занятостью
Вакансии с частичной занятостью Сейчас нанимают
Активно нанимают
Оператор футеровочной машины Вакансии добавлены за последние 7 дней
Вакансии оператора облицовочной машины без диплома
Поиск вакансий без диплома
Создайте резюме профессионального оператора облицовочной машины за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 12+ шаблонов резюме, чтобы составить резюме оператора облицовочной машины.
|
Закари Николс Оператор облицовочной машины Contact Information Oklahoma City, OK (730) 555-7895 Skills
Опыт работы Оператор облицовочной машины 2020 – настоящее время M-D Building Products Оклахома-Сити, Оклахома
Оператор пресса 2019–2020 Express Services Оклахома-Сити, Оклахома
Оператор погрузочной машины 2016 – 2019 Johnson Controls Holland, MI Education High School Diploma 2016 – 2016 |
|
|
Гэри Лонг Оператор облицовочной машины Контактная информация Милуоки, Висконсин (410) 555-4840 glong@example. навыки Стандарты безопасности. по мере прохождения через сборочную линию. Оператор машины/оператор вилочного погрузчика 2017–2019 Harley-Davidson Милуоки, Висконсин
Оператор погрузочной машины 2015–2017 ManpowerGroup Милуоки, Висконсин
Education High School Diploma 2015 – 2015 |
|
|
Рой Уоррен Оператор подкладки Лос -Анджелес, Калифорния (870) 555-6544 Rwarren@example. Experience Оператор Lining Machine2019 – Присутствует Международная газет
Оператор кофемолки2009–2019 Verizon•Los Angeles, CA
Сборщик/упаковщик 2008–2009 Nike•Лос-Анджелес, Калифорния
Skills Inspect PartsHeavy MachinerySurface GrindersHeavy EquipmentDaily ProductionCommunicationProduct SpecificationsNew OperatorsSafety RulesQuality Standards Education High School Diploma 2008 – 2008 |
|
Create My Resume
Build a professional resume за несколько минут с помощью этого шаблона.
Список навыков, которые необходимо добавить в резюме оператора облицовочной машины
В соответствии с последними тенденциями наиболее релевантное резюме оператора облицовочной машины. Ключевые слова для вашего резюме:
- Сборочная линия
- Процедуры безопасности
- Проверка качества
- Стандарты качества
- Качество продукции 7
- Тяжелое оборудование
- ISO
- Производственное оборудование
- Ежедневное производство
- Подъемник для поддонов
- Несколько машин
- CNC
- GMP
- Raw Materials
- Small Parts
- Production Schedules
- Heavy Equipment
- Haccp
- Production Goals
- Inspect Parts
- Production Requirements
- Efficient Operation
- Safety Standards
- Trouble Стрельба
- Инструкции по сборке
- Цели компании
- СИЗ
- Текущее обслуживание
- Производственные отчеты
- Communication
- Different Machines
- Safety Guidelines
- Customer Specifications
- Production Workers
- Different Types
- QA
- Clean Machines
- FDA
- Particular Production Process
- Car Parts
- New Operators
Готовы создать резюме оператора облицовочной машины?
Выберите свой текущий опыт работы, чтобы начать создавать резюме
Начальный уровень
Младший уровень
Средний уровень
Старший уровень
Менеджмент
Высшее руководство
Онлайн-курсы для операторов облицовочных машин
Один из лучших способов приобрести навыки, необходимые оператору облицовочной машины пройти онлайн-курс. Мы нашли несколько онлайн-курсов от Udemy и Coursera, которые помогут вам продвинуться по карьерной лестнице. Поскольку операторам футеровочных машин полезно иметь такие навыки, как сборочная линия, процедуры безопасности и проверки качества, мы нашли курсы, которые помогут вам улучшить эти навыки.
Рекламное раскрытие информации
Процесс утверждения производственной части (PPAP)
Сбор информации о продукте и дизайне процесса…
Подробнее на Udemy
ISO 9001:2015 Курс аудитора системы управления качеством
(4,9005) 9 0 How для аудита или внедрения системы управления качеством в соответствии с ISO 9001: 2015…
Подробнее о Udemy
ISO 9001: 2015-Внедрение и аудит системы управления качеством
Узнайте, как внедрить и проверить систему управления качеством в соответствии с ИСО 9001: 2015…
Подробнее о Udemy
7 Инструменты качества для управления качеством и улучшения.
Полный ускоренный курс по 7 основным инструментам управления качеством и их внедрению с помощью MS Excel. ..
Подробнее о Udemy
Productivity Machine: тайм-менеджмент и советы по повышению производительности
(17 042)
Productivity & Time Management Стратегии постановки целей, устранения отвлекающих факторов и формирования привычек для достижения успеха…
Подробнее о Udemy
Проверка процессов (101) в области ISO 9001/Качество/Управление рисками
Станьте экспертом в области методов проверки процессов для управления качеством и рисками, управления процессами, шести сигм, ISO 9001 и т. д.
Подробнее о системе управления качеством Udemy
ISO9001
Узнайте, почему вашему бизнесу следует использовать систему управления качеством СЕГОДНЯ, и создайте собственную СМК (систему управления качеством)…
Подробнее о Udemy
Освоение системы менеджмента качества ISO 9001:2015
(1,485)
Простой и понятный пункт за пунктом Объяснение стандарта ISO 9001:2015 QMS и стратегии внедрения…
Подробнее о Udemy
Машинное обучение
На втором курсе «Инженерия машинного обучения для специализации производства» вы создадите конвейеры данных, собирая, очищая и проверяя наборы данных и оценивая качество данных; реализуйте разработку признаков, преобразование и выборку с помощью TensorFlow Extended и получите максимальную предсказательную силу от ваших данных; и установить жизненный цикл данных, используя инструменты метаданных происхождения и происхождения данных, и отслеживать эволюцию данных с помощью схем корпоративных данных. Понимание машинного обучения…
Просмотреть подробности на Coursera
Обучение сертифицированных инженеров по качеству
(1,232)
Овладение концепциями проектирования качества — комплексный курс подготовки к экзаменам на сертифицированных инженеров по качеству (CQE)… Инструменты (с Microsoft Excel)
Глубокое погружение в теорию и применение 7 инструментов качества для анализа основных причин и постоянного улучшения…
Подробнее на Udemy
Системы управления качеством: управление и контроль качества
Научитесь формировать, внедрять и поддерживать культуру повышения эффективности в вашей организации…
Подробнее на Udemy
Основы качества данных терминология, связанная с качеством данных…
Просмотреть подробности на Udemy
Управление качеством для совершенствования бизнеса
(2,129)
Руководство по управлению качеством в организации Преобразуйте организацию, чтобы стать лучшей в своем классе. ..
Подробнее о Udemy
Обучение сертифицированному аудитору по качеству
Курс подготовки к экзамену сертифицированного аудитора по качеству (CQA) — уверенно сдайте экзамен с первой попытки… )
Понимание концепций машинного обучения и глубокого обучения имеет важное значение, но если вы хотите построить эффективную карьеру в области ИИ, вам также необходимы навыки производственного проектирования.\n\nДля эффективного развертывания моделей машинного обучения требуются компетенции, которые чаще встречаются в технических областях. таких как разработка программного обеспечения и DevOps. Инженерия машинного обучения для производства сочетает в себе основополагающие концепции машинного обучения с функциональным опытом современной разработки программного обеспечения и проектирования…
Подробнее на Coursera
MLOps (операции машинного обучения) Основы
Этот курс знакомит участников с инструментами MLOps и передовыми методами развертывания, оценки, мониторинга и эксплуатации производственных систем машинного обучения в Google Cloud. MLOps — это дисциплина, ориентированная на развертывание, тестирование, мониторинг и автоматизацию систем машинного обучения в производственной среде. Специалисты по машинному обучению используют инструменты для постоянного улучшения и оценки развернутых моделей. Они работают (или могут быть) с учеными по данным, которые разрабатывают модели, чтобы обеспечить скорость и точность при развертывании…
Подробнее на Coursera
Развертывание моделей машинного обучения в производственной среде
На четвертом курсе «Инженерия машинного обучения для производственной специализации» вы узнаете, как развертывать модели машинного обучения и предоставлять их конечным пользователям. Вы создадите масштабируемую и надежную аппаратную инфраструктуру для доставки запросов на логические выводы как в режиме реального времени, так и в пакетном режиме, в зависимости от варианта использования. Вы также внедрите автоматизацию рабочих процессов и прогрессивную поставку в соответствии с текущими методами MLOps, чтобы ваша производственная система работала. Кроме того, вы будете постоянно контролировать…
Подробнее на Coursera
Мастер-класс для практикующих кайдзен по управлению качеством.
(1,611)
Структурированный подход к выявлению и устранению потерь в бизнесе для постоянного совершенствования и управления качеством…
Подробнее о Udemy
Управление операциями
Задумывались ли вы когда-нибудь о правильных методах повышения производительности, настройки ваша цепочка поставок или удовлетворить спрос на руку? В последние годы предприятия стремились повысить производительность и качество, сократить затраты и время доставки, а также использовать гибкость и инновации. Эти стратегии являются частью деятельности по управлению операциями (OM), которой занимаются обслуживающие и производственные организации. Управление операциями помогает вам понять роль OM в фирме и разработать…
Просмотреть подробности на edX
Наиболее распространенные навыки операторов облицовочных машин
Кто такой оператор облицовочных машин?
Средняя зарплата оператора облицовочной машины составляет 36 213 долларов США. Наиболее распространенная степень – это диплом средней школы со специализацией в области бизнеса. Обычно не требуется никакого опыта, чтобы стать оператором облицовочной машины. Операторы футеровочных машин, имеющие сертификаты безопасности и инспектора вилочных погрузчиков, зарабатывают больше денег. Ожидается, что в период с 2018 по 2028 год карьера вырастет на 11% и создаст 203 300 рабочих мест в США9.0005
Чем занимается оператор облицовочной машины
Многие операторы облицовочной машины обладают определенными навыками для выполнения своих обязанностей. Просматривая резюме, мы смогли сузить наиболее распространенные навыки для человека на этой должности. Мы обнаружили, что во многих резюме указаны цветовое зрение, ловкость и математические способности.
Узнайте больше о том, чем занимается оператор облицовочной машиныКак стать оператором облицовочной машины
Если вы заинтересованы в том, чтобы стать оператором облицовочной машины, первое, на что вам нужно обратить внимание, это уровень образования, который вам необходим. Мы определили, что 10,9% операторов облицовочных машин имеют степень бакалавра. Что касается уровня высшего образования, мы обнаружили, что 0,5% операторов облицовочных машин имеют степень магистра. Несмотря на то, что некоторые операторы облицовочных машин имеют высшее образование, можно стать таковым, имея только диплом средней школы или GED.
Лучшие вакансии оператора футеровочной машины рядом с вами
Карьера оператора футеровочной машины
По мере продвижения по карьерной лестнице вы можете начать брать на себя больше обязанностей или заметить, что вы взяли на себя на руководящую роль. Используя нашу карту карьеры, оператор футеровочной машины может определить свои карьерные цели посредством карьерного роста. Например, они могут начать с такой роли, как оператор вилочного погрузчика, перейти к такой должности, как техник, а затем, в конечном итоге, стать менеджером по эксплуатации.
Оператор подкладки
FORKLIFT Operatortechnicaniteam LeaderМенеджер по операциям
7 лет
Оператор ForkLift OperatoreMansUpervisorMagnehouse Manager
PrediaLEREMELEMAINEREMIALERMILIALERMILIALERMILEMER. Лидер
Начальник производства
5 лет
Обработчик материалов Техник Начальник производстваSupervisor Manufacturing
7 лет
Покажите больше
Top Careers перед оператором подкладки
Машино -оператор (96 834 рабочих мест)
24,7 %
Cassier (456,110 Работа)
5.0 % 9000
. )
Высшая карьера после облицовки Оператор машины
Оператор машины (96 834 рабочих мест)
26,5 %
Кассир (456 110 рабочих мест)
Оператор вилочного погрузчика (213 020 рабочих мест)
Recent Job Searches
Press Operator Jobs
ResumeLocationCalverton
Processor Jobs
ResumeLocationSterling
Ship Worker Jobs
ResumeLocationCatskill
Sorter Jobs
ResumeLocationFort Lee
Technician Jobs
ResumeLocationGreenfield
Работа складского работника
ResumeLocationDinuba
Операторы облицовочных машин в Америке получают среднюю зарплату в размере 36 213 долларов в год или 17 долларов в час. Верхние 10 процентов зарабатывают более 44 000 долларов в год, а нижние 10 процентов – менее 29 000 долларов в год.
Средняя зарплата оператора на подкладке
$ 36 213 Годовой
$ 17,41 часовые
$ 29 000
10 %
$ 36 000
Median
$ 44000
90 %
40004
9000 4000 4000490 %
4000 4000 4000 4000 4000 4000 4000 9000 9000 9000 40004 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000 4000 400049.9000 9000 9000
4.
Образование оператора подкладки.
16,0 %
Диплом
13,9 %
Раздел «Навыки» в вашем резюме может быть почти таким же важным, как и раздел «Опыт», поэтому вы хотите, чтобы он был точным описанием того, что вы можете сделать. К счастью, мы нашли все навыки, которые вам понадобятся, поэтому, даже если у вас их еще нет, вы знаете, над чем вам нужно поработать. Из всех резюме, которые мы просмотрели, 12,6% операторов футеровочных машин указали в своем резюме сборочную линию, но также важны такие социальные навыки, как цветовое зрение и ловкость.
- Assembly Line, 12.6%
- Safety Procedures, 11.2%
- Quality Checks, 10.1%
- Quality Standards, 7.0%
- Product Quality, 5.1%
- Other Skills, 54.0%
Choose From 10+ Настраиваемые шаблоны резюме оператора облицовочной машины
Zippia позволяет вам выбирать из различных простых в использовании шаблонов оператора облицовочной машины и предоставляет вам экспертные советы. Используя шаблоны, вы можете быть уверены, что структура и формат вашего резюме оператора футеровочной машины будут на высшем уровне. Выберите шаблон с цветами, шрифтами и размерами текста, которые подходят для вашей отрасли.
Демографические данные операторов облицовочных машин
Гендерное распределение операторов облицовочных машин
Женщины
После обширных исследований и анализа команда Zippia по обработке данных обнаружила, что: люди.
- Самая распространенная расовая/этническая принадлежность среди операторов облицовочных машин – белые, что составляет 66,0% всех операторов облицовочных машин.
- Наиболее распространенным иностранным языком среди операторов облицовочных машин является испанский (68,8%).
Онлайн-курсы для оператора облицовочной машины, которые могут вам понравиться
Раскрытие рекламы Перечисленные ниже курсы являются партнерскими ссылками. Это означает, что если вы нажмете на ссылку и купите курс, мы можем получить комиссию.
Процесс утверждения производственных деталей (PPAP)
Сбор информации о продукте и процессе проектирования…
Просмотреть подробности на Udemy
ISO 9001:2015 Курс аудитора системы менеджмента качества
(4,936)
Как проводить аудит или внедрять Система менеджмента качества в соответствии с ISO 9001:2015…
Подробнее о Udemy
ISO 9001:2015-Внедрение и аудит системы управления качеством
Узнайте, как внедрить и проверить систему управления качеством в соответствии с ISO 9001: 2015…
Подробнее на Udemy
Показать больше Курсы операторов облицовочных машинТип работы, которую вы хотите
Полный рабочий день
Неполный рабочий день
Стажировка
Временная работа
Как оператор облицовочных машин оценивает свою работу?
Вы работаете оператором облицовочной машины?
Оцените, как вам нравится работать оператором облицовочной машины.