Станок для проката профильной трубы – чертеж и вальцы своими руками
alexxlab | 01.11.2019 | 0 | Разное
прокатный станок своими руками, трубогиб профилегиб
Содержание:
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.

Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.

Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.
Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа. Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм. Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
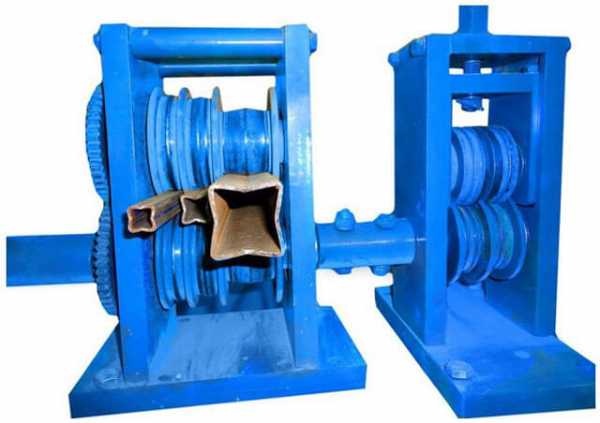
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.
Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
trubaspec.com
Прокатный станок для производства профильной трубы
Видео! Посмотреть
Предлагаем станок для производства профильной трубы.
Станок для профильной трубы применяется для проката трубы круглого сечения в прямоугольный профиль. Типоразмеры профильной трубы определяются заказчиком.
Станок позволяет организовать производство профильной трубы на вашем предприятии. Простота работы позволит вам производить сотни погонных метров в смену.
Наш станок для производства профильной трубы отличает:
компактность;
мобильность;
простота в эксплуатации;
ремонтопригодность;
рентабельность выпускаемой продукции;
быстрая окупаемость.
Технические характеристики оборудования для производства профильной трубы:
| Диаметр трубной заготовки, мм | До 76 |
| Толщина стенки трубы, мм | До 4 |
| Потребляемая электрическая мощность, кВт/ч | 5,5 — 11 |
| Габариты, мм | 800 Х 2350 Х 1200 |
| Производительность, м/час | До 500 |
| Обслуживающий персонал, чел. | 2 — 3 |

Фотогалерея оборудования для производства профильной трубы
Для установки оборудования специального фундамента не требуется.
Описание прокатного стана для производства профильной трубы.
Производство трубы квадратного сечения всегда было делом очень трудоемким. И если круглую трубу выпускают давно, в больших количествах и во многих городах, то квадратная труба не так часто представлена в ассортименте трубопрокатных предприятий.
На сегодняшний день мы нашли простой и удобный станок для изготовления трубы квадратного сечения (профильной трубы).
Прокатный стан для производства профильной трубы является простым в использовании механизмом, который позволяет из обычной трубы круглого сечения изготовить трубу квадратную.
Прокатный стан для производства профильной трубы
Имея компактные размеры (800 Х 2350 Х 1200), прокатный стан для производства профильной трубы может выдавать до 500 погонных метров готовой трубы в час. И при этом требует малых затрат человеческого труда (такой станок может обслуживать 2-3 человека).
К неоспоримым преимуществам данного прокатного стана можно отнести его компактность, мобильность, простоту в эксплуатации, возможность ремонта (при необходимости). Если говорить об экономических показателях, то простота самого процесса проката трубы и разумная цена оборудования приводят к тому, что прокатный стан для производства профильной трубы позволяет сделать производство высокорентабельным, а сам стан быстро окупается.
Прокатный стан может прекрасно работать в любой местности, где рядом нет никакого крупного металлургического производства, ведь круглые трубы (заготовки) можно легко доставить из других районов, а для производства уже квадратной трубы предпринимателю не понадобиться строить огромное помещение и это производство само по себе не зависит от металлургической промышленности (может работать самостоятельно вдалеке от крупного завода).
Таким образом, если посмотреть на все преимущества, то прокатный стан для производства профильной трубы может стать прекрасным стартом нового высокорентабельного производства или значительно повысить эффективность уже имеющегося производства со старым оборудованием, которое требует больших затрат на производство того же продукта.
www.kantar-ts.ru
Прокатный станок для профильной трубы в производстве и дома + видео
Металлические конструкции всегда пользуются большой популярностью благодаря их прочности, вследствие чего прокатный станок для профильной трубы ни на одном заводе простаивать не будет, да и дома не помешает.
1 Каким бывает прокатный стан для производства профильной трубы
Красивый современный стеллаж, алюминиевая стремянка, теплица в загородном хозяйстве, козырек над дверью – все это чаще всего изготавливается из металлических профилей. Они могут иметь вид прямоугольный (включая квадрат), многоугольный и овальный, не говоря уже о трубах круглого сечения. Выпускаются эти стальные и алюминиевые изделия на специальных прокатных станах. Независимо от формы поперечного среза и калибра, производство профилей может выполняться полным циклом, то есть начиная с сырья и заканчивая готовой продукцией или же только холодным обжатием обычной круглой трубы.
Рекомендуем ознакомиться
Технология формирования изделий из слитка или даже с предварительным литьем осуществляется на крупных промышленных линиях, где заготовка проходит несколько этапов обработки. В таком производстве бывают задействованы литейно-прокатные станы, реверсивные одноклетевые либо многоклетевые, непрерывные линии, а также станы холодной прокатки. В одном промышленном комплексе могут быть задействованы все перечисленные агрегаты или только некоторые из них. Если в начале технологического процесса не предусматривается литье, в качестве сырья используются металлические слитки.
Многие металлические конструкции не требуют особой прочности, и профили для них необязательно изготавливать с заранее заданными свойствами вроде большой степени упругости или высокого сопротивления на разрыв. В этом случае изделия из стали и алюминия достаточно будет получить путем холодной прокатки в валках из трубы круглого сечения. Подобную линию можно собрать в небольшом помещении, а для изделий небольших размеров отдельный стан легко установить в домашней мастерской на загородном участке. Главное, чтобы поблизости не было жилых помещений, поскольку шум от обработки металла обжатием довольно сильный.
2 Как работает прокатный станок для профильной трубы
Рассмотрим разные последовательности обработки заготовки до ее превращения в готовый профиль. Начнем литейно-прокатного процесса, когда сразу следом за машиной для непрерывного центробежного литья толстостенной заготовки устанавливают стан с валками, которые начинают формировать пустотелый цилиндр отливки по мере его поступления из кристаллизатора. Данная технология предусматривает использование высокой остаточной температуры изделия. Такие линии называются блюмингами, с них сходят заготовки для дальнейшей, более точной обкатки, предварительно разрезающиеся до нужных размеров механическими ножницами или пилами.
Непрерывный прокатный станок для производства профильной трубы бесшовного типа представляет собой линию из ряда агрегатов, в которую подается в качестве сырья слиток или стальной круг, размеры которого заранее внесены в чертежи. Путем использования поперечно-винтовых валков на прошивном стане в заготовке создают полость, в итоге получается промежуточный продукт – гильза. В ней формируется равномерный внутренний диаметр посредством насадки на калибровочную оправку с прерывно-периодической внешней обкаткой на фасонном стане.

Еще один способ изготовления труб – печное сваривание их из металлической ленты. Изначально скрученная в рулон, она разматывается при поступлении в производственную линию, приваривается к концу предыдущей, уже задействованной в техническом процессе и отправляется в стан через газовую печь. Там лента сворачивается в трубу, проходя 12 валков, каждая пара которых объединена с калибром. Когда кромки витков соединяются, металл, разогретый в печи до 1350 градусов, самостоятельно сваривается. Механические пилы делят готовое изделие на отрезки, которые калибруются и отправляются в очередной стан с вальцами, уминающими стенки до образования нужного профиля.
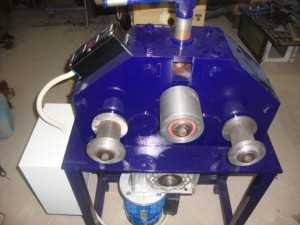
Наиболее простой вариант – холодный прокат из уже готовых труб круглого сечения. По сути, это отдельно задействованный последний этап описанного ранее технического процесса, с той лишь разницей, что в качестве сырья изначально закупаются готовые металлические трубы с кольцевой формой среза. Валки с соответствующей формой выемки устанавливаются рядами попарно, причем каждый ряд крутится в противоположном направлении. В целом такой агрегат занимает немного места, и самые маломощные модели могут быть установлены в домашней мастерской.
Для прокатного стана в первую очередь необходимо надежное основание, прикрученное к тяжелому верстаку или прямо к бетонному полу, чтобы в процессе работы механизм не сдвигался с места.
3 Валки для профильной трубы в домашней мастерской
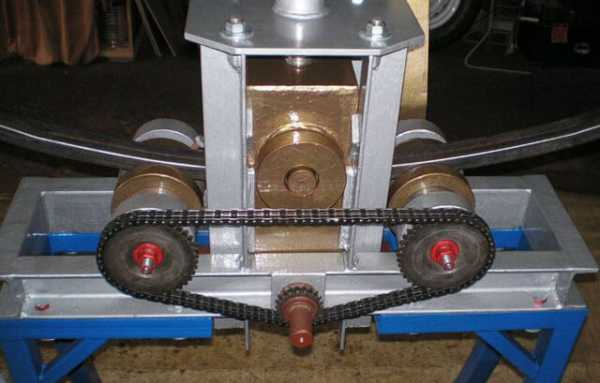
В домашних условиях обычную алюминиевую или стальную трубу довольно сложно превратить в квадратный или многоугольный профиль, даже если у вас есть небольшая кузница. Ударами молотка невозможно получить одинаковые грани, да и дефектов будет предостаточно. Если вы профессионально занимаетесь металлоконструкциями, например, козырьками или теплицами, а то и мебелью, гораздо эффективнее – использовать станок для холодной ковки, такие продаются сегодня на 220 V. Валки там установлены один над другим и насадки меняются довольно легко, так что не будет особо сложно поставить другие ролики, с выемкой под квадрат.

Как правило, такие станки бывают только открытого типа, то есть, оси, на которых вращаются обжимочные вальцы, выходят наружу из корпуса. Соединены они с электромотором цепной передачей, реже – ременной. Как минимум один вал из пары должен двигаться в вертикальном направлении, с тем, чтобы подгонять зазор под разные калибры заготовок и обеспечивать сильный прижим в процессе протяжки. В электрических станках это регулируется специальными червячными узлами, а в механических – прижим можно обеспечить с помощью постепенно закручивающегося винта, к которому крепится платформа с верхними вальцами. Проворачивая штурвал, вы таким образом поднимаете или опускаете станину с роликами, которые самостоятельно не смогут изменить положение.
Удобнее всего использовать для вальцевания круглого профиля обычный трубогибочный станок, чертежи сборки которого в изобилии встречаются на просторах интернета. Сам по себе этот механизм для проката профильной трубы непригоден, он просто согнет в дугу заготовку. Потребуется небольшая доработка, а именно вместо одного верхнего вальца нужно будет установить два, каждый из которых составит пару одному из нижних. Для этого следует раздвинуть раму так, чтобы вертикальные стойки находились не между нижними роликами, а за ними. Если в качестве основы используются металлические пластины, достаточно просто сделать их более широкими. В остальном все будет работать так же, как в трубогибе, – штурвалом поворачиваем винт и опускаем верхние валки, нижние же, соединенные цепной передачей через зубчатые колеса, можно вращать специальной рукояткой, чтобы продвигать профиль.
tutmet.ru
Небольшой прокаточный станок для профильной трубы. – Законченные проекты
Предлагают не большую сварочную работу где нужны будут гнутые профильные трубы , пробежался по городу , трое станков в нерабочем состоянии (сгорел двигатель,не подключен , вообще закрыли предприятие ) , в общем решил сделать небольшой станок с минимальными затратами , потратил около трёх дней.
Каркас из 12 швеллера , пара уголков и полосовое железо 100 Х 10. Из трат ,купил сверло ( и зря,плохо померил, нужное было в наличии ),остальное дома подобрал.
Ролики проточил из 60 трубы под подшипники , ведущий ролик просверлил , вставил вал,обварил и проточил в размер,что-бы не буксовал сделал накатку.Была идея резину натянуть ,но потом передумал. Ведомые ролики легко меняются,так что можно выточить любого профиля , и вообще ,думаю что можно было и без подшипников обойтись, оси сделал с упорами от проворота что-бы не вынашивались отверстия в корпусе вальцов. Ролики можно переставить в 9 положений ,как удобнее, пришлось правда отрезать одну проушину .приварил несоосно.
Попробовал на куске трубы ,ничего не буксует , чего опасался . Сделал ручку для мелких работ , если большие дуги делать приспособил дрель , решил попробовать на уже согнутом куске в обратную сторону ,тут меня чуть не закрутило :crazy: , чуть дрель бросил, решил сделать помедленнее .поставил промежуточный редуктор с тормозной трещётки , в общем теперь три режима ,вручную , медленно ,быстро . Ну если дрелью крутить на постоянку думаю придётся сделать тягу под ручку,что-бы не выворачивало с рук , можно вообще-то поставить переключатель с плавной регулировкой ,но это будет видно в процессе.
Ролик поджимается домкратом ,рядом приварил ушко , будет поставлена регулировочная тяга ,для повторяемости гибов.
Изменено пользователем rogatkawww.chipmaker.ru
ООО Артголд (Уфа) – оборудование для художественной ковки
Компания «Артголд» предоставляет широкий спектр креативных решений для интерьера и экстерьера. Также предприятие выпускает и продает оборудование для художественной ковки. Производство станков осуществляется на сертифицированных, качественных и современных установках. При изготовлении машин учитываются все требования и пожелания клиента.
Кузнечное оборудование позволяет создавать разнообразные кованые изделия. Производительность и точность машин гарантирует реализацию сложных и крупных проектов. Заказчики компании расположены во всех регионах России, а также в странах СНГ. Доставка выполняется транспортной компанией.
ООО «Артголд» расположено по адресу:
- Уфа, ул. Кировоградская, 33, зал 1, отдел 52 Б.
- Октябрьский , ул.Островского 6 /Б ,2 этаж ,ТЦ «Орбита».
- Телефоны в Уфе: 8 (347) 294-74-73 — единая справочная; 8 (987) 254-74-73 — Лия; 8 (937) 849-82-83 — Андрей.
- E-mail — [email protected]; [email protected].
- Сайт — http://artgold3d.ru/.
Ассортимент:
- Станки для художественной ковки:
- Гусиная лапка и улитка с электроприводом.
- Ручной станок для изготовления корзинок.
- Станки для художественной ковки: гусиная лапка, улитка, твистер, трубогиб.
- Станок гусиная лапка с электроприводом.
- Станок для ковки гусиная лапка и усиление профильной трубы шарами 10*10; 15*15; 20*20.
- Станок для ковки гусиная лапка, ручной.
- Станок для ковки улитка с электроприводом на 220/ 380.
- Станок для проката профильной трубы шарами 10*10; 15*15; 20*20.
- Станок для проката профильной трубы шарами 10*10; 15*15; 20*20, электрический.
- Станок для проката хомутов, для закрытия сварочных швов.
- Станок для прокатки профильной трубы на холодную от 10*10 до 25*25.
- Станок для прокатки профильной трубы на холодную, профиль 10.15.20.
- Станок для холодной ковки: улитка, твистор, трубогиб, корзинка.
- Трубогиб для профильной трубы с домкратом 40*40.
- Трубогиб для профильной трубы с электроприводом на 220/380.
- Slava для проката трубы по плоскости шарами 10*10; 15*15; 20*20; 40*20, электрический.
kovka-svarka.net
Станок для профильной трубы
2 простых способа собрать станок для проката профильной трубы своими руками
4656 0 0

В этой статье вы узнаете, как собрать оборудование чтобы гнуть трубы до такого радиуса
Здравствуйте. В этом обзоре расскажу о простых способах, используя которые можно сделать станок для проката профильной трубы. Способов будет два, а значит вы сможете решить, какой из них больше подходит вам в плане используемых материалов и набора необходимых инструментов.
Разумеется, в специализированных магазинах можно купить или заказать готовое оборудование для правильной деформации металлического профиля. Но, зачем покупать готовое оборудование, если цена того, что вы сможете собрать своими руками будет в разы доступнее.
Способ первый — сборка оборудования с ручным приводом

Прокатка труб через самодельный станок с ручным приводом
Для начала предлагаю узнать, как собирается станок для профильной трубы с ручным приводом подачи обрабатываемой детали.
В таком устройстве можно изготовить как не очень широкие ребра для постройки теплиц, так и более широкие детали для изготовления массивных металлоконструкций, например, элементов для сборки ангаров.
Конструкция оборудования проста, но в то же время эффективна. Нижние направляющие закреплены на подвижной станине, а верхние направляющие неподвижны.
За счет изменения угла между двумя частями станины изменяется положение нижних направляющих относительно верхних. В результате прокатывание трубы между направляющими вальцами, изменяется радиус сгиба.
Обрабатываемая заготовка приводится в движение ручным приводом, который раскручивает подающие вальцы. Для увеличения производительности процесса, обрабатываемая деталь приводится в движение не только воротом, но и дополнительно подталкивается или подтягивается за торец.
Технология сборки
Для сборки станка нам потребуются следующие материалы и комплектующие:
- Труба профильная с поперечным сечением 20×20 мм с толщиной стенки 2 мм;
- Швеллер 120×50 мм с толщиной стенки 8 мм;
- Уголок 60×60 мм;
- Уголок 40×40 мм;
- Подшипники (внешний диаметр 47 мм, внутренний диаметр 19 мм) — 2 шт. для монтажа ворота;
- Подшипники (внешний диаметр 35 мм, внутренний диаметра 17 мм) – 6 шт. для сборки боковых держателей;
- Шпильки с диаметром 16 мм;
- Труба круглая с внутренним диаметром 17-18 мм.
Из инструмента потребуется следующее:
- Сварочный аппарат;
- Болгарка с дисками для резки металла;
- Электродрель с набором сверл по металлу;
- Измерительный инструмент;
- Струбцины и тиски.
Перечисленные далее монтажные работы рекомендую выполнять на ровной, относительно горизонта поверхности. При сборке большинства узлов необходимо использовать уровень и отвес. Соблюдая эти нехитрые рекомендации, можно будет добиться того, что станок будет обеспечивать заданный радиус с обеих сторон обрабатываемой заготовки.
Инструкция монтажных работ следующая:
- Из трубы с сечением 40×40 мм нарезаем следующие детали: 2 куска по 70 см и 2 куска по 16 см;

Рамка для крепления направляющих с вальцами и воротом
- Из этих деталей свариваем прямоугольную раму, которая послужит основанием станка;
- Из трубы с сечением 40×40 мм нарезаем следующие детали: 4 куска по 27 см и 4 по 35 см;
- Из подготовленных деталей на уже сваренное основание привариваем вертикальные стойки и диагональные подпорки;

Сваренный из уголков туннель для установки подшипников
- Из уголка нарезаем 4 куска длиной 18 см, которые собираем в конструкцию с квадратным сечением по бокам и с вырезом в нижней части, где вал будет соприкасаться с обрабатываемой заготовкой;

Подшипники в туннеле
- Туннель под установку вала привариваем в верхней части вертикальных стоек;
- Из круглых труб изготавливаем ворот состоящий из рукояти длиной 50 см с поперечно приваренным валом;

Рукоять ворота с защитной металлической пластиной
Чем больше длина рукояти ворота, тем большее усилие можно будет приложить к рычагу, а значит, проворачивать привод станка будет проще. Впрочем, длина рукояти ворота должна соотноситься с диаметром заготовок, из которых вы ее изготавливаете. То есть, слишком длинная рукоять при малом диаметре труб и при небольшой толщине их стенок вероятнее всего будет гнуться и при большой нагрузке сломается.
- Для удобства применения по краям рукояти привариваем рога длиной 10 см;
- Из двух кусков листовой стали толщиной 3 мм вырезаем пластины со сторонами 60×60 мм;
- По центру заготовленных пластин высверливаем отверстие под вал ворота;
- С одной стороны каждой пластины привариваем обрезок трубы шириной 2 см в который свободно войдет вал ворота;

Ворот закреплён в подшипниках
- В полости приваренного туннеля привариваем два подшипника по одному с каждого края;

На фото- узел вблизи
- По бокам туннеля на саморезы крепим заранее приготовленные пластины, которые будут предохранять узел от загрязнения;
- Из швеллера нарезаем 2 куска длиной 35 см;
- Один из этих кусков привариваем к станине и к вертикальным опорам;

Подвижная станина в разложенном виде
- Второй кусок швеллера посредством болтового соединения крепится к первому приваренному куску, так чтобы его можно было передвигать в вертикальной плоскости относительно приваренного швеллера на 90°;

Подвижная станина в сложенном виде
- Посредине кусков швеллера ввариваются вальцы, закрепленные в подшипниках;

Подшипники и вальцы, зафиксированные в станине ограничителями, собранными из уголков
- Для большей прочности станка подшипники, одетые на вальцы, не просто привариваются к швеллеру, но и усиливаются конструкцией из кусков уголка.
- В нижней части подвижного швеллера снаружи приваривается перемычка из уголка с тем расчетом чтобы в неё утыкался домкрат;
- Для большего ресурса станка металлические поверхности можно окрасить в два слоя недорогой эмалью ПФ-115.
Комментарии к выполнению монтажа и последующей эксплуатации готового устройства

Станок в сборе после покраски
Для удобства работы на концы рукояти ворота можно одеть велосипедные резиновые грипсы. В результате крутить ворот с усилием будет не только проще, но и безопаснее.
Наибольшая производительность и точность сгиба будет обеспечена неподвижностью установленного станка. Добиться этого можно приварив с
i-perf.ru