Станок для загиба профильной трубы своими руками – Делаем трубогиб для гибки профильной трубы своими руками
alexxlab | 21.07.2019 | 0 | Разное
самодельный ручной станок для гибки
Если мастер серьезно работает с металлом, рано или поздно приходит необходимость в продуктивном устройстве для сгибания профильной трубы, которое бы отличалось простым управлением.
Гибочный станок просто незаменим при изготовлении своими руками садовых скамеек, каркасов беседок, верстаков, навесов для авто из профильной трубы. Благодаря наличию такого инструмента металлоконструкции получаются привлекательными и прочными.
Но чтобы создать его своими руками, важно разобраться в устройстве и особенностях сборки профилегиба.
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования.
Гибочный станок для труб состоит из следующих элементов:
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
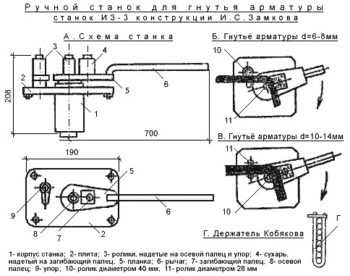
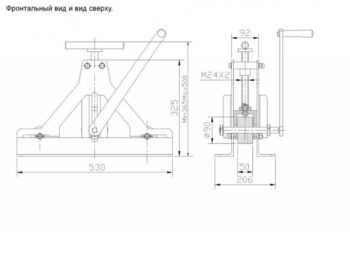
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.

Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку.
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести готовый станок для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
Чертеж гибочного станка.
В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. - Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
Заключение
При помощи качественного профилесгиба можно работать с металлическими трубами разного сечения. Такое оборудование можно приобрести в готовом виде или собрать его в бытовых условиях, следуя описанным выше инструкциям.
tutsvarka.ru
видео-инструкция по монтажу, особенности самодельного гибочного оборудования, цена, фото
Профильные трубы являются широко распространенным материалом, который используют при создании мебели, изготовлении различных металлоконструкций, оформлении интерьера и пр.Их особенностью является высокая прочность на изгиб, что с одной стороны хорошо, но с другой – значительно усложняет процесс загиба для получения криволинейной детали. Однако, решить эту проблему можно при помощи специального станка.
Если вам приходится часто иметь дело с профильными трубами, то таким механизмом надо обязательно обзавестись. В данной статье мы рассмотрим, как сделать гибочный станок для профильной трубы своими руками, так как стоимость готового оборудования очень высокая.
Станок для загиба профильных труб
Изготовление станка
Основа
На первый взгляд может показаться, что сделать устройство, похожее на фирменные гибочные станки для профильной трубы, очень сложно. Однако, человеку, который умеет обращаться с металлом и сварочным аппаратом – это вполне под силу. Главное – подходить к работе не спеша и поэтапно.

Пример основания
Начинать следует с изготовления прочной основы – металлического стола. Выполнить его можно из металлического профиля или другого материала. Самое главное, чтобы он был устойчивым и прочным, в противном случае даже качественно выполненный механизм окажется бесполезным.

Механизм для загиба профильных труб
Изготовление механизма
После того, как стол будет готов, можно приступать к изготовлению самого механизма. Для этого надо в первую очередь подготовить три вала, которые и будут осуществлять сгибание детали. Валы представляют собой толстые металлические ролики, обязательно обладающие осью для вращения.
Их можно заказать в мастерской или поискать в продаже на «барахолках». Когда эта детали будут готовы, следует изготовить корпус для механизма и выполнить сборку.
Инструкция выглядит следующим образом:
- В первую очередь надо из листа металла толщиной не менее 5 мм вырезать корпус для устройства, который состоит из двух трапеций, между которыми и располагаются валы.
- Затем в получившихся трапециях надо выполнить отверстия для осей роликов. Два вала должны располагаться над столом, а третий над ними, на равноудаленном от них расстоянии.
- Следует иметь в виду, что расстояние между двумя нижними валами определяет радиус загиба. Чтобы самодельный гибочный станок для профильной трубы был универсальным, конструкцию можно усложнить и сделать радиус регулируемым, для этого надо просто выполнить несколько посадочных мест для роликов, что позволит изменять между ними расстояние.
Расположение верхнего ролика определяет максимальный диаметр труб, с которыми можно работать.Его положение также можно сделать настраиваемым при помощи штока с резьбой, который позволит перемещаться валу по направляющим и при этом быть надежно зафиксированным. - Далее надо закрепить детали корпуса на верстаке. Сделать это можно при помощи сварки либо болтовым соединением. Во втором случае необходимо снизу предусмотреть отогнутые ушки с отверстиями. Расстояние между деталями корпуса должно соответствовать ширине валов.
- После закрепления корпуса на основе, надо установить остальные детали.
- Когда валы будут установлены, следует позаботиться о передаче им вращающего усилия. Наилучшим вариантом является цепной механизм. Для этого нужно приобрести цепь с тремя шестернями.

Вариант устройства привода
Две шестерни следует установить на нижние валы. Третья будет выполнять функцию натяжителя, который располагается снизу между двумя верхними шестернями.
- Затем к одному из валов надо приделать ручку для вращения.
Теперь станок для сгибания профильной трубы готов. Осталось только завести профиль между верхним и нижними валами, и попробовать изделие в действии.
Если на всех этапах все работа была выполнена без ошибок, то функционал изделия и его конструкция будет полностью соответствовать фирменному станку. Конечно же, несмотря на все затраты, которые понадобятся для приобретения деталей, стоимость такого станка получится несоизмеримо ниже, чем цена готового оборудования. (См. также статью Трубогиб для труб: особенности.)
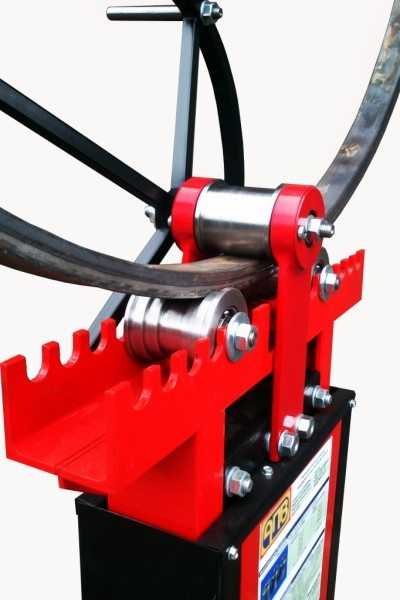
На фото — фирменный станок
Изготовление простой конструкции
Если у вас нет возможности или времени выполнить полноценный станок по описанной выше схеме, то на этот случай имеется более простой вариант. Для устройства такой конструкции понадобится:
| Бетонная плита | Будет служить основанием конструкции. |
| 10 металлических штырей фиксаторов | Вокруг них будет загибаться труба, поэтому штыри должны быть прочными. |
Совет!
Если бетонной плиты нет, можно самостоятельно залить бетонную основу и подождать пока она застынет.
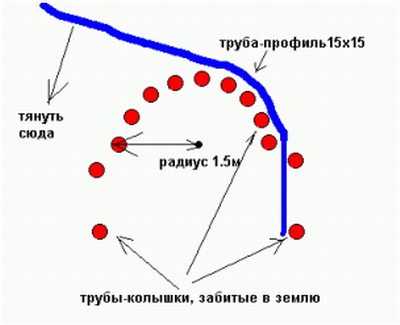
Схема устройства простой конструкции
Выполнить такую конструкцию очень просто:
- В первую очередь на основании надо начертить радиус изгиба.
- Затем вдоль линии изгиба нужно выполнить 10 отверстий на одинаковом расстоянии друг от друга.
- Далее в отверстиях надо зафиксировать металлические штыри (если основания заливается, штыри можно вбетонировать).
- На двух крайних штырях необходимо выполнить механизм фиксации трубы – это может быть рядом расположенный дополнительный штырь, набрасывающийся крючок или что-либо еще.
Итак, конструкция готова. Для загибания профиля надо зафиксировать его конец на крайнем штыре и медленно огибать вокруг остальных стоек. Когда деталь состыкуется с последним штырем, ее надо зафиксировать и на некоторое время оставить в таком виде.
Совет!
Чтобы трубу легче было загибать, ее предварительно следует нагреть.
Вывод
Выполнить станок для загибания профильных труб, имея некоторые навыки работы с металлом, довольно просто. Единственное, придется потратиться на детали, которые не получится выполнить самостоятельно. Если же у вас нет потребности в постоянном загибании труб, можно выполнить более простую конструкцию, на изготовление которой уйдет гораздо меньше времени и средств, правда, она потребует гораздо больше усилия для загиба профиля.
Из видео в этой статье можно получить дополнительную информацию по данной теме.
gidroguru.com
Станок для гибки профильной трубы своими руками
Станок для гибки профильной трубы получил довольно широкое распространение в наши дни.
Сами трубы получили популярность далеко не только в строительстве, однако и при оформлении фасадов, интерьера, создании мебели.
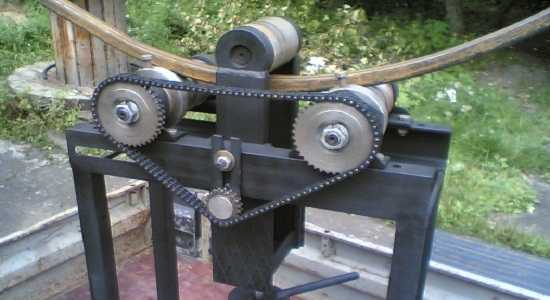
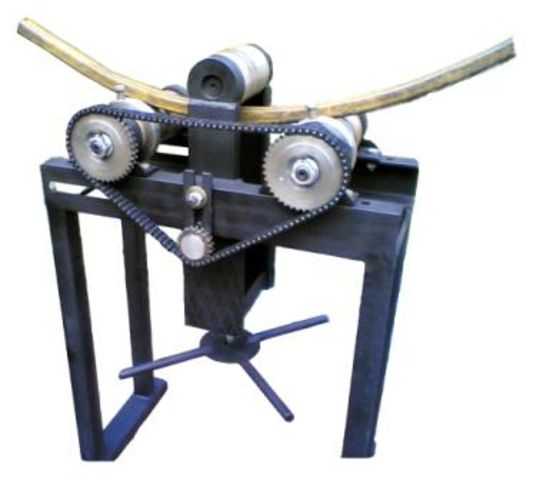
Фото самодельного станка
С этим универсальным материалом практически ежедневно сталкиваются большинство домашних мастеров.
Не представляет никаких сложностей нарезка профилированных труб, но вот их гибка становится более трудновыполнимой задачей.
Если важно не просто деформировать изделие, а сохранить его качественные характеристики, работы следует проводить при помощи специального оборудования.
На покупку дорогостоящего оборудования денежных средств хватает не всегда, а ведь сделать станок для гибки профильной трубы своими руками — не так уж и сложно.
Его конструктивных вариантов может быть огромное множество. Рассмотрим несколько самых простых из них.
Приступаем к изготовлению
Как отмечалось ранее, конструкция станка может быть различной. Все зависит от того, какие материалы и рабочие инструменты имеются под руками.
Чертеж станка для гибки профильной трубы
Люди с инженерным образованием могут усовершенствовать его, на свое усмотрение модернизировав и добавив дополнительных функций.
Для изготовления профильного трубогиба своими руками нам понадобятся:
- Три вала с осью вращения, осуществляющих сгибание;
- Металлический профиль для рамы;
- Приводной механизм;
- Цепь.
В первую очередь, необходимо подготовить каркас. Соединить все составляющие можно с помощью сварки, но она не обеспечивает достаточной надежности при работе с толстыми трубами.
Чтобы конструкция была прочнее и мобильнее, стоит скрутить ее болтами.
Валы для сгибания – это цилиндры из металла, имеющие ось вращения. Два из них крепятся немного выше уровня стола, третий – над ними.
Радиус загиба профильной трубы будет зависеть от того, на каком расстоянии расположены нижние цилиндры друг от друга. Предусмотрев ролики для их передвижения и стопора угол будет настраиваемым.
Видео-инструкция:
Закрепив валы, ручной станок для гибки профильной трубы должен быть оснащен механизмом, передающим им вращающее усилие. Оптимальный вариант – сделать цепной механизм, который свободно приобретается на рынке или снимается со старого автомобиля.Если цепь подбиралась отдельно, придется подумать о шестернях: их должно быть три.
Две установятся на первый и второй нижние валы, третья – ниже. Стоит предусмотреть возможность регулировать ее положение, чтобы натянуть цепь в случае необходимости.
К одному из валом прикрепляется ручка, с помощью которой будет создаваться крутящее усилие. Оборудование готово к использованию.
Второй вариант
Если вам не хватает времени на то, чтобы изготовить станок для гибки профильной трубы своими руками по выше описанной схеме, то можно смастерить более простой вариант.
Он не менее достойный, но во время проведения работ придется приложить больше физических усилий.
В качестве основания потребуется бетонная плита с насверленными отверстиями. Можно взять уже готовое изделие и насверлить в нем около 10 отверстий, расположенных вдоль дуги изгиба. Но надежнее вылить ее самостоятельно.
В отверстия вставляются штыри. Чтобы они не выскочили во время большой нагрузки, рекомендуется их залить бетоном.
Профилированная труба крепится на одном конце и плавно, без резких движений, загибаться вдоль второго конца.
Достигнув примерного результата, изделия оставляют на некоторое время, чтобы оно привыкло к форме, после крепят с другой стороны и доводят до требуемого состояния. Для облегчения работы трубу можно разогреть.
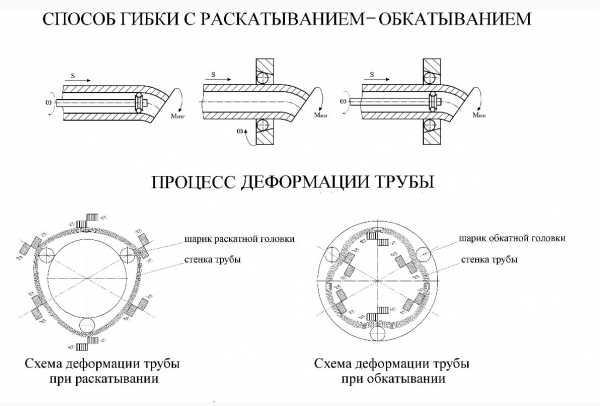
Схема процесса
Приспособление такого плана вряд ли заменит специализированное оборудование для гибки профилированной трубы, но прекрасно справится с небольшим объемом работы.
Где купить и сколько стоит?
Если нет времени на изготовления подобного оборудования, в большинстве строительных магазинах можно купить станок для гибки профильной трубы.
Количество моделей разнообразно. Они могут быть универсальными и подходить для любых профилированных изделий, или узкоспециализированными.
Оптимальным выбором станут модели, выполняющие вальцовую гибку труб размером до 14 см. Также должна быть предусмотрена фиксация изделия по бокам, чтобы сохранить сечение.
Станок обладает рядом преимуществ перед ручными моделями трубогибов:
- Могут оснащаться системой электронного управления, автоматизируя работу;
- Сменные насадки расширяют спектр выполняемых операций;
- Возможно наличие систем дистанционного управления;
- Мобильность и компактность;
- Установка на любое ровное твердое покрытие;
- Позволяют достигать желаемого результата и сгибать профиль полукругом, в виде буквы «N», «П» и т. п.
В зависимости от предназначения, сложности конструкции и количества выполняемых операций цена станка для гибки профильной трубы может варьироваться от нескольких сотен до тысяч долларов.
Подводя итоги
Согнуть профилированную трубу собственными руками, особенно большого диаметра, практически невозможно.
Самый оптимальный выход из сложившейся ситуации – обзавестись специализированным оборудованием.
Если объемы работ большие, их периодичность высокая – рекомендуется приобрести станок для гибки в магазине.
Если он необходим всего на один раз, его можно сделать своими собственными руками.
rezhemmetall.ru
гидравлические и самодельные ручные трубогибы для сгибания по радиусу
Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Гнуть неподготовленные трубы достаточно сложно, даже при использовании специальной техники. Кроме того, не исключается возможность деформации сечения трубы, сплющивание и другие неприятные моменты. Лучше всего, если гибка при помощи трубогиба или другого устройства простейшей конструкции будет осуществляться с предварительной подготовкой детали.
Заморозка может применяться в зимний период или при наличии у вас доступа к промышленным холодильным установкам, в который можно поместить заготовку.
Операция подготовки проста: глушите один край трубы, наполняете водой, закрывает второй торец. Заготовка выносится на мороз или отправляется в камеру. Замерзшая деталь изгибается проще, при этом не деформируется.
Другой метод состоит в том, что труба заполняется обычным песком, глушится (заглушки должны по длине не менее чем вдвое превышать диаметр трубы). После этого, высверливается несколько  небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
После этого отмеченный участок изгиба разогревается паяльной лампой и протягивается через выбранный трубогиб. Качество получаемого изгиба будет на высшем уровне, при этом гибка трубы (профильной или круглой) выполняется гораздо легче.
Современные модели устройств для изгиба труб позволяют выполнять операцию без предварительной подготовки трубы.
↑Основные достоинства устройств для изгиба профиля
Раньше изгиб труб выполнялся вручную, при этом один край заготовки жестко закреплялся, а разогретая труба огибалась вокруг подготовленного шаблона. Такой метод для профилированных труб практически неприменим.
Использование механических устройств позволяет значительно упростить процедуру сгибания труб, они обеспечивают следующие преимущества:
- Возможность отказаться от сварки и дополнительных фитингов при монтаже различных коммуникаций.
- Конструкции, сделанные из цельных труб, смотрятся гораздо привлекательней, они широко применяются в декоративных целях.
- Трубогибы для профильных труб позволяют получать изделия с точным соблюдением требуемых размеров.
- Сгибание труб не осложняется появлением заломов и сплющивания, это позволяет сохранить все технические качества материала.
- Кроме всего прочего, данные приспособления позволяют снизить необходимые усилия для изгиба, а применение электрического привода практически исключает необходимость ручного труда.
Выбор оборудования
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.
↑Профилегиб ПГ-1 и ПГ-2
 Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Наружное расположение роликов позволяет гнуть из труб даже кольца, что невозможно при внутренней компоновке.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.

Трубогиб ПГ-2
Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
↑Самодельные станки
Многие умельцы решили для себя вопрос изгиба труб более экономно. Сейчас можно встретить разнообразные модели станков, предназначенных для данных целей, которые по своим характеристикам не уступают заводской продукции, при этом широко используется электропривод. При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из  металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
В некоторых случаях используется ременная передача, но она не очень надежна при значительных нагрузках, существует возможность проскальзывания ремней.
Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
vsetrybu.ru
основы выгибания, технология и изготовление

Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, стоки, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте нельзя обойтись без разного рода профилей, стандартных и фасонных. Все это нужно гнуть, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок своими руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Прежде чем браться за принципы и конструкции, нужно знать, до какой степени трубы и профили можно изгибать. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб таковы:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально допустимый радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу гнуть нельзя, изгиб нужно делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире гнуть опять же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные гнуть нельзя.
Указанные значения касаются труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять такими же: малая прочность металла компенсируется его высокой пластичностью. Для алюминия значения минимального радиуса изгиба, выраженного в диаметрах трубы, нужно увеличить на единицу (если для стали R=4d, то для такого же алюминия будет R=5d), а для дюраля – не менее чем на 2 единицы. То же касается труб стальных хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы гнуть, как правило, нельзя, за исключением труб из бериллиевой бронзы. Кадмированные стальные трубы гнутся как обычные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.
Допустимые радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным НАИБОЛЬШЕМУ размеру сечения профиля. Важно знать, что нажим на профиль при изгибании должен быть на его сплошную или выпуклую сторону, иначе противоположная пойдет складками. Любой гибочный станок должен конструироваться и изготовляться с учетом этих обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По способу изгибания – см. соотв. раздел.
- По мобильности – стационарные, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая рейка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый кроме того и не дает момента отдачи, им можно пользоваться на весу, справа на рис.
Стационарный, переносной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может обозначать любой, кроме стационарного на отдельном фундаменте. Поэтому при покупке руководствуйтесь приводимыми ниже сведениями, особенно что касается опорной поверхности. К примеру, ручным гидравлическим трубогибом на обычном столе пользоваться нельзя – качать рукоятку домкрата приходится со значительным усилием, и оно передается на стол.

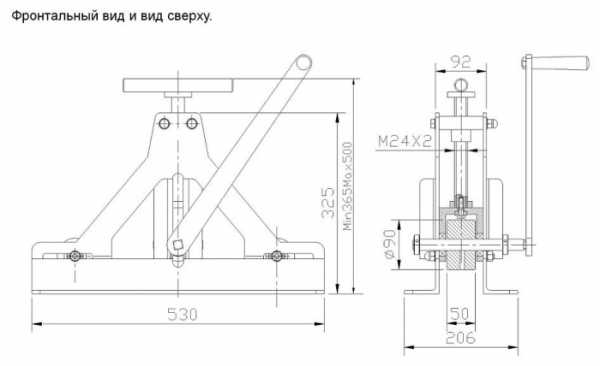
Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и маленьким, легким и тяжелым, предназначенным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Взгляните на рис. слева: простейшая сварная рама, автомобильный домкрат, который не потерял пригодности для использования по прямому назначению. Такой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Рекомендации самодельщикам
Чтобы сделать профилегиб своими руками, который будет гнуть трубы с уголками, а не сам себя, нужно правильно подобрать по усилию изгибания размеры деталей станины. Предполагается, что изготовлена она будет из обычной конструкционной стали.
Толщину металла деталей станины следует брать не менее 1/6 диаметра изгибаемой трубы. К примеру, если нужно гнуть трубы до 35 мм, то металл станины нигде не должен быть тоньше 6 мм, иначе туда пойдет концентрация напряжений. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты должна быть вдвое больше, так же как наименьшая толщина пуансона с матрицей. Диаметры роликов выбираются не менее трех диаметров трубы для изгибания прокатом, и по допустимому радиусу изгиба во всех остальных случаях.
Размеры полок уголка, из которого сваривается станина, должны быть не меньше трех диаметров трубы, а размер полки швеллера – не менее 2 его диаметров. Например, при тех же 35 мм максимум изгибаемых для станины нужен либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Как гнут трубы и профили?
Пластичной изгибной деформации без надрыва вытянутых деталей, сплошных и полых, можно добиться такими способами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.
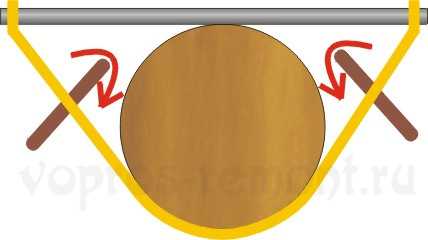
Лучковый трубогиб
По первому способу действует простейший и древнейший лучковый трубогиб, см. рис. Все, что для него нужно – круглая деревяшка, веревка, два прочных прутка или палки-воротка и хорошо прокаленный, а затем промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками закручивают веревку. Из изогнутой трубы песок выковыривают проволочным крючком.
Лучковый способ имеет существенный недостаток: практически на протяжении всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Поэтому хорошей точности таким способом добиться невозможно, и в сегодняшних серийных трубогибах он не применяется.
При разовой работе без особых требований к точности лучковый трубогиб может выручить и в наши дни. Если требуется большой радиус изгиба, например, для дуг теплицы, шаблон делают из вбитых в деревянный щит штырей. Но для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подходит, мы разберемся далее. Заодно посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только внешне похоже на лучковое изгибание, вывернутое наизнанку. На самом деле выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жесткие опоры по концам изгиба: вращающиеся ролики или поворотные башмаки. Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Выдавливание как способ гнутья хорошо тем, что никогда не дает складок, скорее труба порвется. Но для выдавливания нужно постепенно и плавно нарастающее усилие, чтобы металл изгибаемого профиля успевал течь, из-за чего в промышленности выдавливание применяется нечасто: мала производительность. Но в бытовых трубогибах превращается в достоинство неповоротливость ручной гидравлики и ее небольшая отдача на руку, позволяющая чувствовать материал, а компактный гидродомкрат дает усилие в тонны.

Ручной гидравлический трубогиб
Гидравлический профилегиб с ручным приводом – наиболее частое исполнение переносных мощных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно стальные трубы до 76-100 мм. Домкрат может быть как встроенным собственным, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
Однако мобильный гидротрубогиб со сменными башмаками требует установки на прочную опору из-за существенного усилия отдачи, и нельзя получать фигурные изгибы. Поэтому выгибающие профилегибы применяются в основном для монтажа водопроводной и газовой разводки от магистрали до квартиры, а также в мастерских, производящих гнутые детали штучно или мелкой серией.
Часто используется мелкий давящий трубогиб для монтажа тонкостенных медных или металлопластиковых труб: такой ручной инструмент с реечно-храповой подачей пуансона размером чуть больше пассатижей, но тонкие трубы гнет очень точно. Особенно пригоден такой для монтажа сплит-систем, там из-за свойств хладоагента складки на трубках недопустимы.
Изгиб прессованием
При изгибании прессованием обрабатываемая деталь зажимается между не вращающимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обычных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и крепят на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
Пуансоны и матрицы для изгибания прессованием
Точный изгиб прессом требует тщательной разработки профиля матрицы и пуансона с учетом остаточных деформаций металла детали. Но зато одним ударом штампа можно получить изгиб очень сложной конфигурации, поэтому гнутье прессованием применяется в основном в промышленности.
Изгиб прокаткой
При гнутье прокаткой деталь протаскивают между двумя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно менять зубчатой рейкой с храповиком, гидравликой или винтом. Ручной профилегибочный станок такого типа – конструкция довольно сложная, см. рис. справа, и требует прочной опоры из-за больших усилий отдачи. Но прокатной профилегиб имеет следующие важные преимущества:
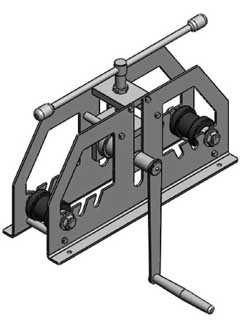
Ручной станок для изгибания прокаткой
- Высокая производительность – скорость ручного гнутья может быть до 3 м/мин и более.
- Капролактамовыми или фторопластовыми роликами с прямоугольными канавками можно гнуть тонкостенные профили сложного сечения, как показано на рис. слева.
- Скосом роликов, как показано стрелками там же, можно получать цилиндрические спирали.
- Меняя в процессе работы подачу пуансона, можно получать детали с переменным радиусом изгиба, в т.ч. плоские спирали.
- Комбинируя два последних способа, можно получать спирали конические и другие детали с пространственным изгибом.
Сложное гнутье в домашних условиях на прокатном (или еще – протяжном) профилегибе лучше всего получается при работе вдвоем: подручный крутит ворот протяжки, а мастер регулирует скос и подачу. Таким способом удается получать сложные большие пружины или декоративные детали, которые потом вполне сходят за высококачественную художественную ковку, и по соответствующей цене. В промышленности прокатные гибочные станки с микропроцессорным управлением также используются очень широко.

Профилегибочный станок с перекашиваемыми фторопластовыми роликами
Роликовая гибка
Роликовое изгибание – комбинация изгиба с прокаткой: ролик-пуансон обкатывается по закрепленной с одного конца трубе, прижимая ее к ролику-ложементу или башмаку. Поскольку коренной конец трубы закреплен неподвижно, касательная составляющая вектора усилия на нем не возникает, длинный рычаг дает возможность создать изгибающее усилие, сравнимое с гидравликой, а под катящимся пуансоном металл хорошо и быстро течет.
Роликовый трубогиб дает приемлемую точность и неплохую для ручной работы производительность: изгиб производится одним движением рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.

Роликовый трубогиб для тонкостенных труб
Однако гнутье роликом стальных труб требует прочной опоры и значительных усилий, а гнутье мелких тонкостенных достаточно серьезного навыка: слишком быстро или резко дернув рычаг, можно трубку или сплющить, или погнать по ней складки. Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Видео: ручной трубогиб
Об электроприводе

Электрический трубогиб
Бытовой электрический профилегиб (см. рис) вовсе не машина для лентяев, как его иногда называют. Он имеет важное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Поэтому электрический гибочный станок можно поставить на мягкую землю, на ветхий пол веранды на даче и т.п.
Но его нужно подключить к электросети, а потребленную электроэнергию оплатить по тарифу. Кроме того, для пользования простым электрическим профилегибом необходим навык: отдачи на руку нет, не успел выключить – профиль пошел складками, или надломился, или потянулся.
Видео: самодельный профелегибочный станок с электроприводом
Итог
Теперь вы знаете о бытовых профилегибочных станках и инструменте все основное и существенное. Надеемся, что данный материал поможет вам выбрать сообразно цели использования конструкцию для самостоятельного изготовления или модель для покупки.
Загрузка…что еще почитать:
Вывести все материалы с меткой:vopros-remont.ru