Станок изготовление гвоздей – Станок для производства гвоздей: модели автоматов, цены
alexxlab | 04.06.2020 | 0 | Разное
Оборудование для производства бобинных (барабанных) гвоздей под пневмопистолеты
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОБИННЫХ (БАРАБАННЫХ) ГВОЗДЕЙ ПОД ПНЕВМОПИСТОЛЕТЫ
Барабанные гвозди для гвоздезабивных пистолетов
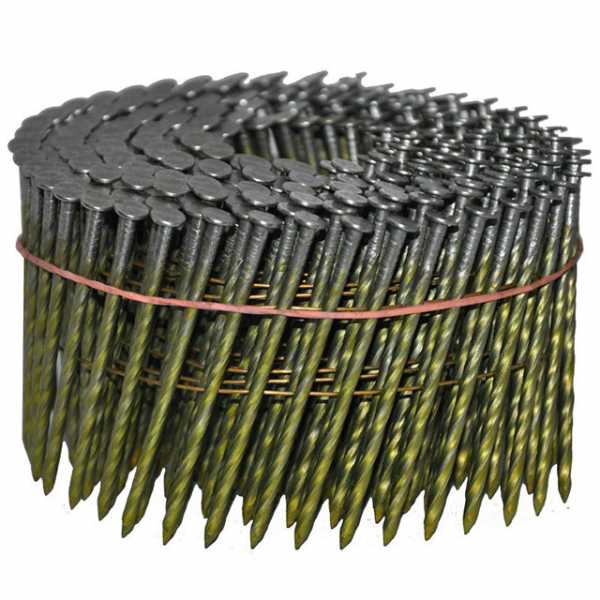
гвозди барабанные винтовые
(гвозди с винтовой накаткой)

гвозди барабанные ершенные
(гвозди с кольцевой накаткой)
гвозди барабанные гладкие
(без накатки)
Гвозди барабанные или гвозди в катушке используются в нейлерах (гвоздезабивных пневмопистолетах). Один работник с таким пневмомолотком и набором барабанных гвоздей способен заменить несколько человек использующих обычные молотки и обычные гвозди. Этот метод является наиболее безопасным для работника, так как все автоматизировано, риск повреждений и увечий снижается до минимума. Гвозди бобинные позволят значительно удешевить производимую продукцию и повысить производительность работников.
Наиболее широко применяются барабанные гвозди в строительстве, деревянном домостроении, для производства тары деревянных ящиков, для скрепления деревянных поддонов, европоддонов и контейнеров, половых досок и деревянных конструкций, где требуется высокая прочность соединения.
Гвозди катушечные (бобинные) делятся на три группы: гвозди барабанные винтовые (гвозди с винтовой накаткой), гвозди барабанные ершенные (гвозди с кольцевой накаткой), гвозди барабанные гладкие. Гвозди барабанные иногда называют гвозди в обоймах, гвозди в бобинах, гвозди в кассетах или гвозди в рулонах, что по сути одно и тоже. Обойма или бобина или барабан или кассета представляет собой ленту, состоящую из гвоздей скрепленных на омедненной проволоке.
Производство бобинных (барабанных) гвоздей
При производстве таких бобинных (барабанных) гвоздей под пневмопистолеты используются станки-коллаторы, приваривающие гвозди на проволоку. В качестве заготовки для станка-коллатора используются ершённые, винтовые либо специальные или гладкие гвозди. Станок-коллатор имеет встроенную систему покрытия лаком и окраски.Для полного цикла производства бобинных (барабанных) гвоздей, как правило, необходим следующий набор оборудования:
- гвоздильные автоматы
- накатные автоматы (для ершёных и винтовых гвоздей)
- галтовочные установки для для очистки гвоздей от масла, грязи, ржавчины, обсечки и других остатков
- оборудование для нанесения антикоррозионного покрытия (при необходимости)
- станок-коллатор для сварки гвоздей на проволоку
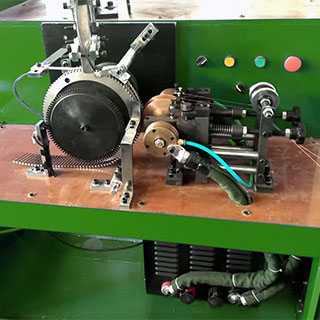
Станок-коллатор для сварки гвоздей на проволоку серии RCN-1000

Описание станка для производства барабанной ленты гвоздей
Станок-коллатор для барабанных гвоздей – это стационарный среднегабаритный автоматический электропневматический сварочный станок непрерывного действия, предназначенный для эксплуатации в условиях металлообрабатывающих предприятий с наличием энергетической сети 380В, где задействуются для связки гвоздей стальной проволокой в барабанные обоймы, которые массово используются как расходных материал для строительных пневмопистолетов.
Машина для сварки барабанной ленты из гвоздей абсолютно устойчива на плоской фундаментальной плите. В верхней части конструкции установлен габаритный ящик-бункер, откуда гвозди дозированно передаются в вибрационный питатель, где под действием колебаний поступают в наклонную направляющую рейку и поштучно перемещаются в зону сварки. Вместимость бункера по запросу заказчика может быть выбрана до 500 кг.
Связующая проволока двумя параллельными линиями из габаритных разматывающихся бухт втягивается туда же. Гвозди поступают на диск накопления, где проворачиваются и подвергаются привариванию двумя точками к линиям проволоки, после чего выполняется окрашивание и сушка полученной полосы. В станке применятся современная технология инверторной сварки, что снижает потребление энергии, и повышает экономичность эксплуатации. В отличие от традиционного метода регулировки силы сварочного тока, в этом станке регулировка силы тока сварки осуществляется через регулировку сварочной частоты.
На конечном этапе полоса сворачивается в бобину, и её длина отсекается от общей. Операционное пространство имеет искусственное освещение. Коллатор для производства барабанной ленты гвоздей (под гвоздезабивной пневмопистолет) оснащается системой автоматического управления на платформе цифровых технологий. Программируемый логический контроллер имеет цветной сенсорный экран для ввода и отслеживания параметров цикла. Интерфейс программного обеспечения позволяет в кратчайшее время освоить управление агрегатом.
Спецификация станка для изготовления барабанных гвоздей RCN-1000
| Диаметр гвоздя | 2.0 – 4.1 мм |
|---|---|
| Длина гвоздя | 30 – 100 мм |
| Производительность вибропитателя | 2000 шт/мин (гля гвоздей Ø2.5 x 50 мм) |
| Давление сжатого воздуха | 0.4 – 0.85 МПа |
| Охлаждающая жидкость | 2 л/мин |
| Производительность сваривания | 1800 шт/мин |
| Сварочный ток | до 2000 A |
| Максимальная потребляемая мощность | 20 кВт |
| Электроснабжение | 3ф / 380 В / 50 – 60 Гц |
| Вес нетто | около 2000 кг |
| Габаритные размеры | 3000 x 1500 x 1800 мм |
| Размер помещения | 6 м х 6 м х 4 м |
Узлы станка-коллатора для сварки гвоздей на проволоку
Узел высокочастотной сварки

Матрица катушки
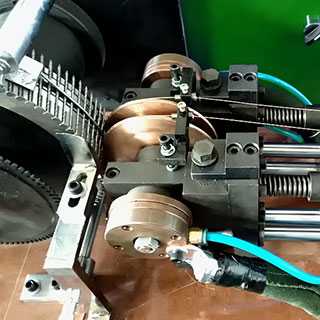
Сварочный узел

Вибропитатель

Режущее устройство
Электрическое оборудование

Электрическое оборудование
Компактный станок-коллатор для сварки гвоздей на проволоку серии RNC-900

Для высокоскоростного производства гвоздей барабанных гладких, сваренных на проволоку. Этот сверхсовременный компактный станок-коллатор производит до 3000 барабанных гвоздей в минуту.
Автомат оснащен автоматическим намотчиком и отрезным устройством, устройством фиксации резинкой, узлом нанесения антикоррозийного покрытия, сушки, автоматическим выбрасывателем и вращающимся столом для выгрузки готовой продукции.
Видео работы компактного станка-коллатора
(Обновите Ваш интернет-браузер при невозможности просмотра видео)
Станок-коллатор для обвязки гвоздей проволокой серии RMC-900

Для высокоскоростного производства сваренных проволокой гладких барабанных гвоздей. Этот сверхсовременный станок-коллатор производит до 3000 барабанных гвоздей в минуту.
Автомат оснащен автоматическим намотчиком и отрезным устройством, устройством фиксации резинкой, узлом нанесения антикоррозийного покрытия, сушки, автоматическим выбрасывателем и вращающимся столом для выгрузки готовой продукции. Требуется меньше человеческой силы.
Видео работы станка-коллатора
(Обновите Ваш интернет-браузер при невозможности просмотра видео)
Станок-коллатор для сварки кровельных гвоздей на проволоку серии RHC-900

Для высокоскоростного производства наваренных на проволоку гладких барабанных гвоздей и кровельных барабанных гвоздей.
Этот сверхсовременный станок-коллатор производит до 2000 гладких барабанных гвоздей в минуту и до 1500 кровельных барабанных гвоздей в минуту.
Автомат оснащен автоматическим намотчиком и отрезным устройством, компактным устройством фиксации резинкой, узлом нанесения антикоррозийного покрытия, сушки, автоматическим выбрасывателем и вращающимся столом для выгрузки готовой продукции.
Видео работы станка-коллатора
(Обновите Ваш интернет-браузер при невозможности просмотра видео)
Двухпоточный станок-коллатор для сборки гвоздей в обойму серии RDC-900

Этот высокопроизводительный двухпоточный коллатор снизит ваши затраты, производя до 5000 барабанных гвоздей в минуту.
Двухпоточный автомат для сборки гвоздей в обойму стальной проволокой оснащен двумя комплектами бункеров подачи полуфабрикатов, двумя сварочными станциями, двумя компклектами отрезного оборудования, двумя установками для нанесения антикоррозийного покрытия и одним конвейером для вывода готовой продукции с устройством автоматической фиксации резиновой лентой.
Видео работы двухпоточного коллатора
(Обновите Ваш интернет-браузер при невозможности просмотра видео)
Спецификация станков-коллаторов серии RXC-900
| RNC-900 | RMC-900 | RHC-900 | RDC-900 | ||
|---|---|---|---|---|---|
| Скорость сборки гвоздей в бобину | до 3000 шт/мин | до 3000 шт/мин | до 2000 шт/мин | до 5000 шт/мин | |
| Размер гвоздей | длина гвоздя | 19 ~ 100 мм | |||
| диаметр гвоздя | 1.60 ~ 3.77 мм | ||||
| Параметры бобины | угол наклона гвоздей в бобине | 0° – 16° | |||
| гвоздей в бобине | 225 – 400 шт | 200 – 400 шт | 200 – 400 шт | 200 – 300 шт | |
| Расход воздуха | – | – | – | 600 л/мин | |
| Электропитание | 30 кВА 3ф 220В 50~60Гц | 20 кВА 3ф 220В 50~60Гц | 20 кВА 3ф 220В 50~60Гц | 50 кВА 3ф 220В 50~60Гц | |
| Требуемое пространство (Д x Ш x В) | 4800 x 1300 x 1800 мм | 2900 x 3200 x 1800 мм | 3700 x 2400 x 1800 мм | 7200 x 3000 x 1800 мм | |
| Вес машины | 3500 кг | 2500 кг | 2500 кг | 5000 кг | |
Схема технологического процесса изготовления барабанных гвоздей

сырьё – катанка

волочение проволоки

высадка гвоздей

галтовка гвоздей
сварка на проволоку
готовая продукция перед операциями контроля и упаковки
www.metiz.com.tw
Схема и устройство станка для изготовления гвоздей из проволоки
Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях
Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.
После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
businessideas.com.ua
Станки для производства гвоздей
Станок для производства гвоздей
Основная особенность мини-станка для изготовления гвоздей и саморезов заключается в том, что он практически полностью функционирует в автоматическом режиме.
Станок по производству гвоздей
Единственная операция, которую при работе нужно сделать своими руками – сменить бобину с проволокой.
Читайте также: «Станок для производства вагонки своими руками».
Особенности работы гвоздильного станка
Ручной мини-станок для производства гвоздей и саморезов удобен тем, что проволока в бобине крепится с помощью специального держателя. В процессе изготовления саморезов или гвоздей проволока последовательно разматывается. Это делает процесс изготовления изделий практически непрерывным.
Сейчас на рынке представлено большое количество таких агрегатов, гораздо проще приобрести его, чем сконструировать своими руками.
Гвоздильный мини-станок ударного действия для производства саморезов образует головку изделия при мгновенном ударе по проволоке пуансона.
Такое устройство оснащается пружинами, изготовленными из дерева или металла. Пружины позволяют достигнуть большой степени прогиба, необходимой для правильной работы ударного инструмента. Гвоздильный мини-станок не отличается высокой производительностью.

Для изготовления гвоздей используется низкоуглеродистая стальная проволока
При его работе 10-15% вала задействуется в работе, а остальные 85% тратятся на обратный ход молотка. В мини-станках для изготовления саморезов, которые работают за счет кривошипно-шатунного механизма, используется мгновенный ковочный удар.
Как и изделие, собранное своими руками, так и заводской аналог при работе издает сильный шум.
Пресс-автоматы для производства саморезов и гвоздей, работающие по принципу ударного действия довольно часто выходят из строя. Эксплуатационный срок ударной головки и режущей кромки и них также невысок.
Все эти недостатки устранены в станках для производства саморезов и гвоздей ротационного типа. В этих агрегатах прессование головки изделия происходит не посредством удара, а за счет давления. Если в агрегате изменить возвратно-поступательные движения элемента на радиальные, то все недостатки автоматов ударного действия будут устранены.
Читайте также: как сделать заточный станок для ножей своими руками?
Такой агрегат выполняет работу в следующей последовательности:
- Заготовка для гвоздя фиксируется матрицей зажимного барабана.
- При вращении барабан производит высадку заготовки качающимся пуансоном.
- Матрица зажимного барабана продвигает заготовку вперед.
- Подается новый отрезок проволоки.
Станок для производства гвоздей имеет собственные технические характеристики.

Зажимной механизм станка
Для непрерывного и эффективного производства следует обратить внимание на такие показатели:
- диаметр отдельно взятого стержня должен быть равен 6 мм;
- длина гвоздя должна составлять от 12 до 320 мм;
- за 60 сек агрегат должен изготовить от 100 до 600 изделий;
- показатель максимальной мощности станка должен быть не менее 20 кВт.
Читайте также: «О принципах работы фальцепрокатного станка».
к меню ↑
Работа станка по производству гвоздей (видео)
к меню ↑
Рекомендации по выбору заводского оборудования
Сейчас все станки для производства гвоздей и саморезов делятся на два класса: с фиксированным размерами производимой продукции и универсальные станки. Первый класс может производить изделия с диаметром от 1 до 2,8 мм, при длине от 9 до 50 мм.
Оборудование универсального типа стоит несколько дороже, но позволяет изготавливать изделия, отличающиеся широким диапазоном размеров.
При выборе заводского оборудования предпочтительней всего приобретать устройства таких марок как:
- АГМ2 – размер гвоздя 40-100 мм;
- гвоздильный станок АГ4316 – размер гвоздя 25-120 мм;
- автоматический станок LDN3 – скорость изготовления 320 шт/мин.
Неплохо зарекомендовал себя станок АВ4118, с помощью которого можно изготовить толевые, круглые, тарные гвозди. Производительность агрегата составляет 330 изделий в минуту. Также внимание следует обратить на модели АВ4116 и К09.117 параметры их производительности практически совпадают, но присутствует разница в стоимости.
Агрегаты могут производить до 550 готовых изделий в течение минуты. Марки самых недорогих гвоздильных станков могут работать только с проволокой, диаметр которой равен 2,2 мм. Ограничения имеются и по длине изготавливаемого изделия – до 60 мм. При выборе станка для изготовления гвоздей, важно определить какой агрегат (исходя из объемов производства) понадобится.
Пример вариантов изготавливаемых метиз
Это может быть как мощный, высокопроизводительный многофункциональный проволочно-гвоздильный автомат, так и станок для производства небольших партий. Заводской автомат изготавливает изделия по следующей технологии: производится установка бобины с проволокой, обеспечивая непрерывную подачу.
Устройство производит обрезку проволоки под необходимым углом. Это происходит так, чтобы линия отреза впоследствии была острием готового гвоздя. На противоположном отрезке проволоки при помощи ударного молотка автомата формируется шляпка изделия.
При выборе представленного агрегата особое внимание необходимо уделять таким параметрам как максимальная длина готового изделия, диапазон стержней и производительность.
Современные станки могут изготавливать гвозди с длиной от 12 до 20 см, при диапазоне диаметра стержней от 1,2 до 9 мм. Производительность современного оборудования колеблется в пределах от 100 до 600 гвоздей в минуту. Еще один параметр заключается в наличии или отсутствии функции, обеспечивающей регулировку размера шляпки.
Читайте также: «Оборудование для производства арболитовых блоков».
Кроме того, производя выбор оборудования, следует обратить внимание на такие характеристики как вес и габариты. На сегодняшний день наиболее функциональными и удобными считаются те установки, которые работают в автоматическом режиме.
Читайте также: «Разновидности оборудования для плетения сетки рабица».
к меню ↑
Дополнительное оборудование
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку
i-perf.ru
Станок для изготовления гвоздей
Станок для изготовления гвоздей и технология произовдства
Гвозди незаменимы в любом хозяйстве, их изготовление занимает почетную нишу в строительной индустрии. Эта продукция очень востребована и приносит ее производителям хороший доход.
Большинство гвоздей изготавливаются из стали, алюминия, меди, латуни, бронзы, нержавеющей стали, никеля.Также используются гвозди из серебра, цинка и железа. Оцинкованные гвозди покрыты цинком, который защищает их от коррозии.
Гвозди из вороненой стали обрабатываются пламенем, что придает им голубоватое оксидное покрытие, которое обеспечивает определенный уровень коррозионной стойкости. Так называемые гвозди с цементным покрытием на самом деле покрыты пластиковой смолой для лучшего сцепления.
Большинство гвоздей изготавливаются из катушек металлической проволоки. Проволока вставляется в станок для изготовления гвоздей, который может производить до 700 гвоздей в минуту. Затем гвозди очищаются , отделываются, и упаковываются.
Процесс производства
1) Проволока из катушки помещается в станок по изготовлению гвоздей, где она намертво захватывается парой винторезных головок. Форма шляпки гвоздя формируется в этих винторезных головках.

2) В то время как винторезные головки удерживают проволоку , свободный конец проволоки подвергается ударам механического молотка. Это деформирует конец проволоки, образовывая впадину, которая формирует шляпку гвоздя.
3) Одновременно с проволокой, которая все еще зафиксирована винторезными головками, несколько резаков ударяют противоположный конец гвоздя, формируя острый конец и отделяя гвоздь от остальной части катушечной проволоки.
4) Винторезные головки открываются и механизм выталкивает гвоздь в металлический сосуд под аппаратом. Свободный конец катушечной проволоки помещается в аппарат. Затем процесс повторяется сначала.
Отделочные работы
Гвозди очищаются во вращающемся барабане наполненном горячей каустической содой. Это удаляет масло с формовочной машины и очищает гвозди от любых небольших металлических остатков или острых кусочков, которые могли пристать к гвоздям.
Большому количеству гвоздей придают окончательный яркий дизайн перед упаковкой. Это осуществляется путем помещения гвоздей во вращающийся барабан с горячими опилками, чтобы слегка отполировать их поверхность.
Другие гвозди пропускают через открытое пламя в печи, чтобы придать им вороненую отделку. Оцинкованные гвозди погружают в резервуар с расплавленным цинком.
Этот процесс называется горячим цинкованием. Цинковое покрытие осуществляется путем нагревания гвоздей до 300 ° C в закрытом контейнере, наполненном порошком из цинковой пыли и окиси цинка. Другие покрытые гвозди либо оцинковываются либо опрыскиваются для окончательной отделки.
В зависимости от желаемого результата, некоторым гвоздям может также понадобиться дополнительная термообработка.
Магнитные подъемники перемещают готовые гвозди на взвешивающее оборудование, которое высыпает их в открытые картонные коробки. Затем магнитное поле выравнивает их, чтобы они были размещены ровными рядами.
После того как они упакованы, гвозди размагничиваются. Гвозди, как правило, продаются в коробках по 1, 5, 10, 25 и 50 фунтов. Гвозди поменьше, такие как штифтики, продаются в коробках по 2 или 4 унции и упаковываются без магнитного выравнивания.
Видео: оборудование для производства гвоздей.
Эта информация должна оказаться полезной для тех, кто начинает или планирует начать бизнес по производству гвоздей. Единственный минус этого бизнеса состоит в конкуренции на рынке сбыта, что должно быть учтено в составлении бизнес-плана.
Неплохой альтернативой этому бизнесу может стать производство саморезов. Несмотря на то, что их производство будет стоить в полтора-два раза дороже, конкурентов будет меньше в разы.
Процесс производства саморезов
Контроль качества
Сырье должно соответствовать определенным стандартам химического состава, предела текучести, твердости, устойчивости к коррозии и других свойств. Они, как правило, утверждаются фирмой-поставщиком проволоки, и могут быть перепроверены непосредственно изготовителем гвоздей.
Во время производства, гвозди также должны отвечать определенным требованиям относительно размеров и свойств. Это достигается с помощью способа, известного, как статистический контроль процесса, согласно которому периодически проверяются размеры и свойства производимых гвоздей и оцениваются любые изменения с помощью методов статистического анализа.
metmastanki.ru
Как сделать оборудование для производства гвоздей своими руками
Это общее описание процесса производства с помощью гвоздильного станка. Несмотря на незначительную разницу в компоновке моделей оборудования технология производственного процесса остается неизменной.
С целью оптимизации расходов по закупке оборудования размоточное устройство можно сделать своими руками. Оно представляет собой конусную металлическую конструкцию, установленную на опорной вертикальной стойке.
Перечень основных технических характеристик
Общая схема работы оборудованияСледующим этапом является определение требуемых технических и эксплуатационных качеств станка. Определяющим показателем гвоздильного оборудования является его производительность, т.е. скорость изготовления аппаратом готовой продукции. Но кроме этого следует учитывать ряд других факторов.
Привод всех движущихся механизмов зачастую осуществляется через кулачковые узлы. Они соединяются с электродвигателем. От него зависит скорость выполнения операций, а также максимальный диаметр стальной заготовки. Настройка оборудования осуществляется с помощью регулировки узлов подачи проволоки, установки усилия воз
i-perf.ru