Станок пескоструйный – Пескоструйные станки в России – Биржа оборудования ProСтанки
alexxlab | 23.07.2020 | 0 | Разное
Пескоструйное оборудование: конструкция, обзор популярных моделей
Автослесари, строители, металлурги, восстанавливающие старые металлоконструкции, знают насколько сложно, долго и утомительно очищать крупногабаритные металлические поверхности. Чтобы ускорить процесс, используется пескоструйное оборудование. С его помощью можно быстро очищать крупные заготовки, снимать большой слой налёта, ржавчины, делать необычную текстуру на поверхности обрабатываемого материала.

Пескоструйное оборудование
Принцип работы
Оборудование для пескоструйной обработки используется для обрабатывания металлических, каменных и стеклянных поверхностей. Чтобы понимать насколько эффективны подобные аппараты, нужно знать их принцип работы:
- С помощью компрессора нагнетается давление, подаётся поток воздуха в резервуар. В него предварительно засыпается абразивным материалом.
- Воздух смешивается с мелкими твердыми частицами. Мастер открывает вентиль.
- Через соединительный шланг смесь подаётся к пистолету.
- После нажатия на спусковой крючок абразив подаётся на рабочую поверхность через сопло пистолета.
Скорость работы пескоструя зависит от разных факторов: мощности компрессора, диаметра соединительных шлангов, размера сопла. Нельзя забывать про ёмкость бункера для абразивного материала. Чем больше объём, тем реже нужно засыпать новый порошок, состоящий из прочных частиц.
Устройство пескоструя
Чтобы понимать принцип работы устройства, нужно знать конструкцию пескоструйного аппарата. Она состоит из нескольких элементов:
- Ресивер — деталь, предназначенная для того чтобы накапливать воздух под давлением.
- Бункер для загрузки абразивного материала. Должен изготавливаться из толстолистового металла, чтобы выдерживать сильное давление. Объём выбирается зависимо от активности эксплуатации оборудования.
- Пистолет для подачи абразива на рабочую поверхность.
- Система управления, нагнетания давления, подачи очищающей смеси. Она обеспечивает безопасный режим работы, предотвращая неконтролируемое повышение давления, перерасход абразива.
- Шланги, соединяющие элементы оборудования. Через один поступает воздух в ёмкость с абразивным материалом, через другой выходит готовая смесь.
- Сопло, закрепляемое на пистолете. Лучше использовать приспособления, изготовленные из карбида вольфрама, керамики, твердых сплавов металла.
Дополнительно на аппарат может быть установлена система автоматического выключения. Нельзя забывать про крепёжные элементы, которые надёжно удерживают шланги в местах соединений. Конструкция может изменяться зависимо от варианта подачи, смешивания рабочей смеси.
Напорная установка
Напорный пескоструй является простым оборудованием для очистки металлических поверхностей. Абразивный материал засыпается в бункер. Туда же поступает поток воздуха. После образования рабочей смеси, она выводится из емкости по одному шлангу.

Применение напорного пескоструя
Эжекторная установка
Более сложный тип конструкции. Подходит для проведения финишной очистки. Эжекторными аппаратами нельзя работать с крупными частицами для очистки металла. На рабочий пистолет отдельно подаётся воздух, отдельно абразивный материал. Когда создаётся разряжение, клапан открывается, подаёт твердые частицы в воздушный поток.
Виды пескоструйных машин
Оборудование для пескоструйной обработки разделяется по конструкции, мощности и объёму бункера для очищающей смеси. Классификация аппарата:
- Закрытого (камерного) типа. Промышленное оборудование, которое отличается высокой мощностью, качеством проводимой очистки или создания структуры на поверхности материала. Минус конструкций закрытого типа — ограничения по величине обрабатываемых заготовок.
- Открытого типа. Переносные аппараты, с помощью которых можно работать на улице, или помещениях. Достаточно иметь подключение компрессора к общей сети или использовать бензиновое нагнетательное устройство. Нет ограничений по размеру обрабатываемых заготовок, однако увеличивается расход абразивного материала, поскольку его нельзя использовать повторно.
Закрытые камеры устанавливаются на предприятиях, в автосервисах. Они подходят для серийной обработки деталей.
Как выбрать пескоструйный аппарат
Выбирая аппарат для пескоструйной обработки металлических, стеклянных и каменных поверхностей, нужно учитывать ряд факторов. Нужно обратить внимание на такие особенности:
- Объём бункера для абразивного материала. Если устройство не будет использоваться часто, не нужно покупать емкость большого размера.
- Нельзя экономить на материале, из которого изготавливается сопло для пескоструя. Лучше выбирать керамику, карбид вольфрама или твердые сплавы металлов.
- От мощности компрессора зависят возможности оборудования. Чем больше атмосфер может нагнетать устройство, тем толще слой получится снять с рабочей поверхности. Оптимальный показатель для домашней обработки — 6–8 атмосфер.
- Чем больше диаметр соединительных шлангов и сопла, тем быстрее будет проходить очистка.
- Модели закрытого типа должны оборудоваться системами автоматического управления.
Плюсы применения пескоструйных аппаратов
Пескоструи используются на заводах, в домашних мастерских и гаражах. Устройства обладают множеством сильных сторон. К ним относятся:
- Высокая скорость очистки.
- Возможность работать с разными материалами.
- Большой выбор абразивов.
- Быстрое устранение неровностей.
- Возможность наносить на очищенный материал декоративное покрытие, оно лучше удерживается.
Если сравнить пескоструи с шлифовальными машинками, болгарками и ручными инструментами, то первые выиграют по большинству позиций.

Применение пескоструйных аппаратов
Обзор популярных моделей
Среди всего ассортимента пескоструйных аппаратов выделяют такие установки:
- ZITREK ИМ-30 015−1011. Инжекторный пескоструйный аппарат, с помощью которого выполняют очистку металлических поверхностей от декоративных покрытий, ржавчины, окалин. Объём бункера — 30 литров. Компрессор нагнетает давление до 6 атмосфер. Масса конструкции — 6 кг. Для обработки используется металлический песок, чугунная дробь, корунд.
- Inforce S 4020B. Мощный аппарат для очистки металла от налёта, ржавчины, лака, краски. Объём бункера — 63 литра. Компрессор нагнетает давление до 8 атмосфер. Вес оборудования — 21 кг. Абразивные материалы, которые рекомендуется использовать для этого устройства — стальная крошка, стеклянная дробь, гранитные частицы.
- КСО-80-И-ФВ-М 015−0038. Камера закрытого типа для очистки разных деталей. Объём бункера — 80 литров. Масса конструкции — 180 кг. Компрессор нагнетает давление до 7 атмосфер. Можно использовать любые абразивные материалы.
- Сорокин 10.8. Камера закрытого типа. Подходит для промышленных предприятий благодаря большому объёму бункера для абразива — 220 литров. Камера оборудуется подсветкой рабочей зоны, резиновыми рукавами с перчатками, чтобы защищать руки. Компрессор поднимает давление до 8 атмосфер.
- ZITREK DSMG-160 015−1178. Мощный переносной аппарат. Объём бункера — 160 литров. Давление, нагнетаемое компрессором — 12 атмосфер. Масса устройства — 96 кг.
Для работы в домашних условиях лучше выбирать аппараты напорного типа.
Использование пескоструйной установки
Оборудование для пескоструйной обработки должно эксплуатироваться с соблюдением ряда правил. Нужно:
- Использовать датчик давления для контроля этого параметра.
- Проверять целостность соединений, чтобы давление не разорвало связывающие элементы.
- Пользоваться респиратором, защитными очками, робой. Важно защитить дыхательные пути, глаза от попадания мелкой пыли.
- Если используется конструкция открытого типа нельзя использовать абразивный материал повторно.
Можно собрать аппарат для очистки металлических поверхностей самостоятельно. Для этого нужно подготовить чертёж, инструменты, расходники, провести сборку.
Пескоструйное оборудование применяется на предприятиях, в частных мастерских. С его помощью можно быстро очищать большие заготовки от ржавчины, налёта, грязи, исправлять неровности.
metalloy.ru
Станки пескоструйной обработки – ООО “Артель” ЛТД

Установка пескоструйной обработки «АртГласс» выполняет декорирование плоских материалов, таких как зеркало, стекло и т.п. обрабатывая поверхности абразивом. Установка пескоструйной обработки «АртГласс» может производить художественную обработку пескоструем, 3д обработку, а также матировать поверхность. Система ЧПУ полностью управляет процессом обработки материала и сводит к минимуму работу оператора на оборудовании. Размеры установки позволяют использовать ее возможности в разнообразных отраслях связанных с зеркалами, стеклами, триплексными стеклами и т.п. Установка производства ООО «Артель» ЛТД имеет возможность наносить на стекло и т.п разнообразные рисунки, в том числе и 3д рисунки, что в связи с сегодняшними потребностями покупателей очень важно и позволяет идеально обработать продукт под нужды клиента.
-
Принцип работы пескоструйного станка
-
Особенности станка
-
Технические характеристики
-
Комплектация
-
Примеры обработки пескоструйной установкой
Принцип работы станка
Установка предназначена для декорирования стекла путем механической обработки поверхности воздушной струей с частичками абразивного материала. Установка позволяет производить сплошную матировку стекла и художественную пескоструйную обработку стекла.

Установка для пескоструйной обработки стекла состоит из рабочей камеры, смонтированной на металлоконструкции, выполненной в виде сварной опоры на четырех ножках связанных между собой перемычками. Внутри камеры внизу смонтирован бункер для засыпки абразивной смеси. В камере установлены пескоструйные головки, соединенные с гибкими шлангами подачи абразива и воздуха под давлением.
Забор абразива происходит за счет разряжения возникающего в процессе прохождения струи воздуха в рабочей камере головки.
Для работы в автоматическом цикле установлена пескоструйная головка на каретке, которая перемещается в вертикальном направлении благодаря механизму подачи. Обработка пескоструйным способом идет по замкнутому циклу, что позволяет экономно расходовать абразивную смесь. Контроль возвратно-поступательного движения каретки с форсункой осуществляется концевыми датчиками. Очистка воздуха от пыли производится через фильтрующие элементы, обеспечивающие степень очистки воздуха 98%.
Станина установки и камеры

- Станина установки из стального профиля , для обеспечения максимальной прочности и жесткости конструкции.
- Концевики для предотвращения «вылета» за границы допустимого диапазона перемещения камеры.
- Конструкция камеры и линейных направляющих обеспечивает повышенную точность перемещения.
- Камера представляет собой сварную конструкцию из стального профиля.
- Первичная защита направляющих (лабиринтная защита) не позволяет попадать в критически важные движущиеся узлы пыли и грязи.
- Опорная стенка оснащена вакуумными присосками (для фиксации заготовок).
- Открыв фронтальную стеклянную панель камеры, можно получить свободный доступ в рабочую зону.
- Контейнер с абразивом находиться непосредственно в камере
(что позволяет создать практический замкнутый цикл ) - Крупные частицы абразива попадают в работу снова, а мелкие выходят через вентиляцию портала.
- Конструкция вентиляционной системы позволяет отказаться от дополнительной установки громоздких присопособлений по очистке вентиляции.
- Постоянство таких параметров, как расстояние от сопла до поверхности заготовки, прямой угол между продольной осью сопла и поверхностью заготовки, скорость перемещения пескоструйного сопла, а также скорость истечения абразива, гарантирует высокую стабильность качества обработки.
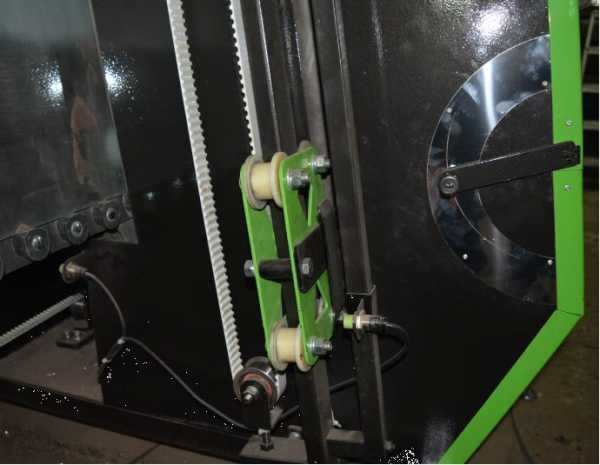
Привода установки
- Для перемещения камеры с распыляющими головками по осям Х и У используются ремни.
- Линейные направляющие с уплотнителями, с кареткой из стали, установлены на шлифованную направляющую.
- Линейные направляющие и предварительно нагруженные подшипники имеют антикоррозионное покрытие.
- Электрический кабель и кабели управления станком уложены в короба.
Установка управляется с помощью специального пульта. - Пульт управления позволяет задавать различные режимы обработки(скорость перемещения, начальные и конечные координаты пескоструйного сопла, давление воздуха и т.д.).
| |
|---|---|
|
Модель станка |
с ЧПУ |
|
Габаритные размеры, ДхВхШ, мм |
3850х2500х1700 |
|
Размер заготовки, мм |
Х – не ограничено |
|
Обрабатываемая поверхность, мм |
2600х1600 |
|
Толщина заготовки, мм |
3 – 20 |
|
Скорость, м/мин |
2 – 8 |
|
Подача сжатого воздуха, P=5,5бар, л/мин |
1200 |
|
Пескоструйные пистолеты, шт. |
2 |
|
Производительность при 4бар, м.кв/час |
зависит от рисунка |
|
Потребляемая мощность, кВт |
1,5 |
|
Энергообеспечение |
380В, 50Гц |
|
Масса, кг |
880 |
|
Пульт управления |
встроенный |
|
Вытяжка |
есть |
НОВИНКА!!! Станок пескоструйной обработки материалов с системой ЧПУ
Новая модификация станка пескоструйной обработки материалов дополнительно экономит Вам время и деньги. Станок «воспринимает» рисунок и матирует только там, где это необходимо. Система ЧПУ позволит Вам контролировать процесс гораздо эффективнее.
Комплектация:
- Электродвигатель привода механизма подачи головки пескоструйной
- Электродвигатель привода механизма подачи каретки М2
- Электродвигатель вентилятора М3
- Ящики сопротивления RР 1, RP 2
- Конечные выключатели
- Электрошкаф
- Пульт управления
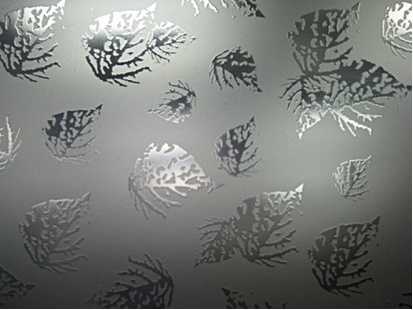
Примеры обработки пескоструйной установкой
Полное и частичное матирование стекла (фотографии кликабельны)
Матирование зеркал (фотографии кликабельны)
|
|
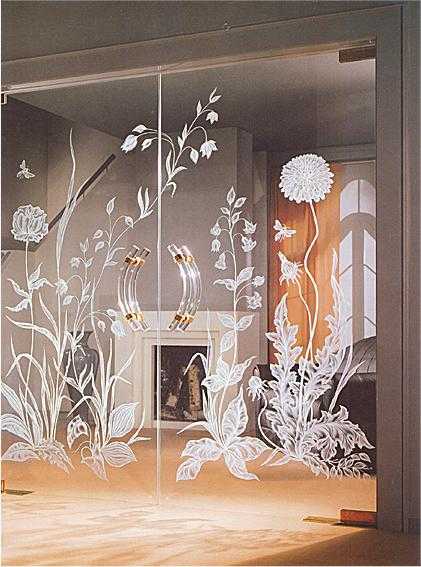 |
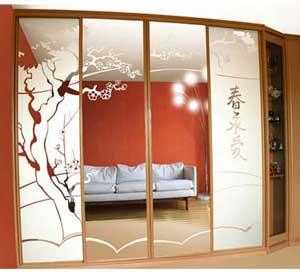
Область применения не ограничивается стеклом и зеркалом (любая плоская поверхность может быть обработана установкой), все зависит от вашей фантазии.
Видеозапись работы
artelua.com
Пескоструйное оборудование (пескоструйка) – ООО “Торговый Дом Аэро”
АЭРО- Каталог продукции
- Компрессоры
- Поршневые электрические компрессоры
- Стационарные на 220 В
- Стационарные на 380 В
- Компрессоры Ceccato (Италия)
- Компрессоры Ceccato серии AGRE MKK (0,17 – 0,19 м3/мин)
- Компрессоры Ceccato серии AGRE MGK (0,18 – 0,7 м3/мин)
- Компрессоры Ceccato серии AGRE MEK (0,3 – 0,6 м3/мин)
- Компрессоры на 380В с ресивером Ceccato (0,26 – 1,21 м3/мин)
- Компрессоры на 380В на раме Ceccato (0,43 – 1,21 м3/мин)
- Компрессоры Atlas Copco (Швеция)
- Компрессоры АСО Бежецк (Россия)
- Компрессоры REMEZA (Беларусь)
- Компрессоры Fini (Италия)
- Компрессоры ABAC (Италия)
- Компрессоры ПКС (Украина)
- Компрессоры Fiac (Италия)
- Компрессоры RENNER (Германия)
- Компрессоры Ceccato (Италия)
- Передвижные на 220 В
- Передвижные на 380 В
- Поршневые дизельные и бензиновые компрессоры
- Винтовые электрические компрессоры
- Компрессоры Ceccato (Италия)
- Серия CSL (0,22 – 1,63 м3/мин)
- Серия CSM (0,24 – 4,3 м3/мин)
- Серия CSA (0,49 – 2,00 м3/мин)
- Серия CSC (3,48 – 7,80 м3/мин)
- Серия CSD (7.08 – 11.5 м3/мин)
- Серия DRB (1,95 – 6,1 м3/мин)
- Серия DRC (4,25 – 8,2 м3/мин)
- Серия DRE (11,67 – 20,02 м3/мин)
- Серия DRF (18,1 – 52,3 м3/мин)
- Серия RLR (26,2 – 40,8 м3/мин)
- Серия IVR с частотным приводом (0,3 – 52,3 м3/мин)
- Серия CSC IVR (1,3-7,78 м3/мин)
- Серия DRA IVR (0,27-2,29 м3/мин)
- Серия DRB IVR (0,78-6,36 м3/мин)
- Серия DRC IVR (1,45-7,87 м3/мин)
- Серия DRE IVR (3,68-19,08 м3/мин)
- Серия DRF IVR (5,5-52,3 м3/мин)
- Серия DRD IVR PM (1,8-13,2 м3/мин)
- Компрессоры Atlas Copco (Швеция)
- Компрессоры MARK (Италия)
- Компрессоры RENNER (Германия)
- Компрессоры COMPRAG (Германия)
- Компрессоры REMEZA (Беларусь)
- Компрессоры Fini (Италия)
- Компрессоры ЗИФ (Россия)
- Компрессоры BERG (Германия)
- Компрессоры DALI (Китай)
- Компрессоры Abac (Италия)
- Компрессоры Ceccato (Италия)
- Винтовые дизельные и бензиновые компрессоры
- Безмасляные компрессоры
- Компрессоры Ceccato (Италия)
- Компрессоры Atlas Copco (Швеция)
- Компрессоры RENNER (Германия)
- Безмасляные компрессоры RENNER серия RSW с прямым приводом
- Безмасляные компрессоры RENNER серия RSW F с прямым приводом и частотным преобразователем
- Безмасляные спиральные компрессоры RENNER серия SCROLL
- Безмасляные спиральные компрессоры RENNER серия SLK-S 1,5 – 7,5 кВт с осушителем
- Безмасляные спиральные компрессоры RENNER серия SLD-S 1,5 – 7,5 кВт на ресивере 90 и 250 л
- Безмасляные спиральные компрессоры RENNER серия SLDK-S 1,5 – 7,5 кВт с осушителем на ресивере 90 и 250 л
- Безмасляные спиральные компрессоры RENNER серия SLM-S 7,5 – 30,0 кВт
- Безмасляные спиральные компрессоры RENNER серия SLKM-S 7,5 – 22,0 кВт с осушителем
- Безмасляные спиральные компрессоры RENNER серия SLDM-S 7,5 – 15,0 кВт на ресивере 500 л
- Безмасляные спиральные компрессоры RENNER серия SLDKM-S 7,5 – 11,0 кВт с осушителем на ресивере 500 л
- Безмасляные спиральные компрессоры RENNER серия SLD-S 1,5 – 7,5 кВт на ресивере 90 и 250 л
- Безмасляные спиральные компрессоры RENNER серия SLDK-I 1,5 – 7,5 кВт с осушителем на ресивере 90 л и 250 л
- Безмасляные спиральные компрессоры RENNER серия SLKT 1,5-7,5 кВт на поворотных колесах и с ручкой для перемещения
- Безмасляные спиральные компрессоры RENNER серия SL-I 1,5-7,5 кВт
- Безмасляные спиральные компрессоры RENNER серия SLK-I 1,5-7,5 кВт с осушителем
- Компрессоры DALGAKIRAN (Турция)
- Компрессоры REMEZA (Беларусь)
- Компрессоры Garage (Россия)
- Компрессоры Fubag (Германия)
- Компрессоры Fini (Италия)
- Компрессоры ABAC (Италия)
- Дожимные компрессоры (бустеры)
- Компрессоры для пневмотранспорта
- Компрессоры для электротранспорта
- Воздуходувки
- Поршневые электрические компрессоры
- Подготовка сжатого воздуха и газов
- Ресиверы
- Генераторы
- Тепловые пушки и тепловентиляторы
- Окрасочное оборудование
- Пескоструйное оборудование
- Пневмо, электро и ударный инструмент
- Hасосы и мотопомпы для жидкостей
- Вакуумные насосы
- Строительное оборудование
- Компрессоры
aerocompressors.ru
Автоматическая пескоструйная установка АНКОРД АП 1836
Пескоструйная установка АНКОРД АП-1836 идеально подходит для применения на средних и крупных предприятиях, в цехах обрабатывающих детали из стекла и зеркала. В небольших мебельных цехах, использующих стекло в выпускаемых эксклюзивных изделиях. В стекольных мастерских для выполнения индивидуальных заказов.
Достоинства пескоструйной установки АНКОРД АП-1836
– Высокий ресурс работы оборудования за счет применения материалов стойких к абразиву.
– Высокопроизводительная, вытяжная установка, обеспечивающая очистку воздуха от абразива.
– Быстрая установка зоны обработки вертикального и горизонтального перемещения.
– Оборудование не имеет аналогов на рынке России по цене, качеству сборки, легкости управления, надежности.
– Камера проста в сборке и пуско-наладке что позволитдостаточно быстро установить станок на место, подключить его к источнику сжатого воздуха и сразу приступить к работе.
– На камерах установлены износостойкие сопла, что обеспечивает стабильную и качественную работу пескоструйной машины.
– Собственный сервисный центр, гарантийное и пост гарантийное обслуживание нашего оборудования.
– Срок изготовления оборудования на заказ не более 35-ти рабочих дней.
Принцип работы ПК:
За счет свойства ижекции происходит подача абразивного материала в пистолет. Матирование происходит за счет удара абразивных частиц о поверхность стекла. Отработанные частицы за счет потока воздуха удаляются из камеры. Подача абразива осуществляется из бункера подачи абразива расположенной внутри камеры.
 Панель управления – цветная сенсорная с дружелюбным интуитивным меню управления, которое позволяет включать все опции, необходимые для работы станка, а так же вносить изменения параметров обработки таких как: высоту стекла, шаг перемещения стекла мм, кол-во проходов блока распыла по одному месту, скорость перемещения блока распыла вверх и вниз, и др. в процессе работы.
Панель управления – цветная сенсорная с дружелюбным интуитивным меню управления, которое позволяет включать все опции, необходимые для работы станка, а так же вносить изменения параметров обработки таких как: высоту стекла, шаг перемещения стекла мм, кол-во проходов блока распыла по одному месту, скорость перемещения блока распыла вверх и вниз, и др. в процессе работы.
На панели оператора отражено несколько зон:
1. Положение пистолетов относительно общего поля обработки
ось Х- продольное перемещение;
ось Z- вертикальное перемещение.
Серая кнопка “0”- служит для задания нулевого положения пистолетов относительно зоны обработки.
При перемещении кабины , отображается цифровое значение в мм, в данных диалоговых окнах.
2. Зона обработки
Оператор задает зоны обработки для листового материала относительно выбранной нулевой точки.
ось Х – НАЧАЛО и ОКОНЧАНИЕ
ось Z- ВЕРХ и НИЗ
3. Режим обработки имеет параметры:
– смещение по оси Х, мм программируем для обеспечения равномерной зоны матирования.
– Количество проходов, задаем в зависимости от требований к качеству поверхности.
– Скорость обработки имеет несколько ступеней, выбирается оператором в зависимости от требований к качеству поверхности. (Определяется опытным путем)
4. Зона управления.
Обеспечивает перемещение кабины “ВПРАВО-ВЛЕВО”, путем нажатия требуемых кнопок. Также осуществляется перемещение каретки “ВВЕРХ-ВНИЗ”.
При нажатии кнопки “ПИСТОЛЕТ” произойдет подача абразива.
“ВЕНТИЛЯТОР” включает работу вытяжки абразива из абразивной камеры.
“ВИБРАТОР” осуществляет принудительное встряхивание воздушных фильтров от абразива.
Конструктивные особенности:
 | Фильтрационно-вентиляционный блок. Состоит из корпуса, внутри которого расположены 4-и фильтра Для лучшей работы по очистке фильтров используется вибратор для встряхивания. На панели оператора имеется кнопка, при нажатии которой будет происходить встряхивание. |
 | Для того, чтобы обеспечить лучшую работу вытяжной установки применена дополнительная подача воздуха за счет открытия подачи воздуха в зону обработки. Которая расположена под дверцей камеры. |
 | Внутрь абразивной камеры засыпается абразив примерно от 50кг. В абразив необходимо установить абразивные подающие трубки. Таким образом, чтобы воздушные трубки располагались вне абразива |
 | При запуске и отладке оборудования потребуется отрегулировать пятно обработки путем смещения пистолетов относительно щита “ВПЕРЕД-НАЗАД” и относительно друг-друга влево-вправо. |
vacuum-press.ru