Станок профилегибочный своими руками: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
alexxlab | 19.04.1989 | 0 | Разное
Самодельный профилегибочный станок своими руками: чертежи
Работа с металлом считается одной из самых трудоемких. Для того чтобы изготовить из этого материала деталь сложной конфигурации потребуется дополнительное оборудование. Часто используется метод нагревания, когда пластичность металла повышается. Отдельные детали можно выполнить только этим способам, но для большинства простых операций по приданию нужной формы прокату разумно применять профилегибочный станок. Это сократит время, энергозатраты и трудоемкость работ с металлом.
Содержание
- Сфера применения профилегибов
- Виды профилегибочных станков
- Принцип работы профилегибочного станка
- Особенности самостоятельного производства профилегибочного станка
Сфера применения профилегибов
При производстве металлического проката изделия проходят строгий контроль на соответствие геометрическим нормам. Продукция имеет минимальные отклонения по всей длине. Исключения составляют литые и обработанные на металлургических предприятиях изделия.
Монтируя конструкции оригинальной, нестандартной формы необходимы детали сложной конфигурации.
Монтируя металлические конструкции нестандартной формы вам понадобится профилегибочный станок
Помощником в этой работе станет станок для гибки металла, способный изменить изначальную геометрию таких видов проката, как:
- прутки различного диаметра;
- трубы, в том числе, квадратного профиля;
- прямоугольные, овальные и фигурные металлические заготовки;
- арматура, швеллера, уголки, балки и другие стандартные виды проката.
Промышленность предлагает готовое оборудование для обработки вышеназванной продукции, но затраты на его приобретение для домашнего пользования могут никогда не окупиться.
Сделанный своими руками станок обойдется на порядок дешевле, а основные операции, необходимые при производстве деталей для домашнего хозяйства, строительства и оборудования для обработки земли будут успешно выполнены:
- замкнутые элементы из проката различного диаметра;
- изготовление колен и деталей сложной формы из труб;
- сложные формы элементов конструкций, изогнутых по чертежу, шаблону в нескольких плоскостях;
- спирали.

Вложения в самодельный станок не ударят по семейному бюджету. Зато оборудование позволит значительно сэкономить на заказе сложных деталей в специализированных организациях.
Преимущества станка, сделанного своими руками
Значительно расширятся возможности домашнего мастера по производству необходимых технологических и эстетических элементов различных по назначению конструкций. Этот простой ручной станок позволит воплотить в реальность многие задумки. Сделать его можно порой из того, что уже есть в доме, за исключением нескольких деталей, которые по доступной цене можно приобрести на рынке или заказать их изготовление.
Внимание! Тонкостенные трубы, профили сложной конфигурации гнуть профилегибочным станком без подогрева или валов специальной формы не получится. Одним из приемов, которыми пользуются опытные мастера, является наполнение внутреннего пространства песком. Важно поместить его туда максимально плотно.
Для этого один конец закрывают трубкой и, постукивая по заготовке, утрамбовывают, подсыпая по мере надобности необходимое количество песка.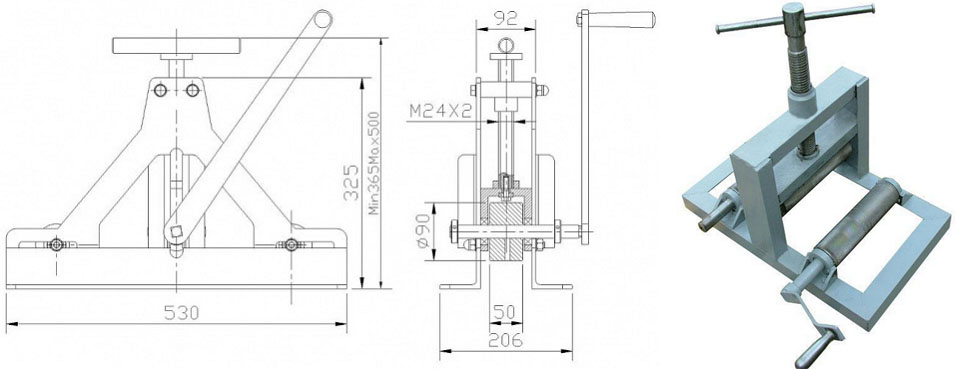 Подобным методом можно избежать гофра и искажений профиля.
Подобным методом можно избежать гофра и искажений профиля.
Виды профилегибочных станков
Многочисленные чертежи уже готовых изделий позволяют определиться с конструкцией станка. Возможно, будут внесены коррективы, вызванные необходимостью изготовления желаемых конструкций либо наличием заготовок, отличающихся по параметрам от предлагаемых материалов. Такой вариант допустим, но при условии, что необходимые требования будут соблюдены. Самостоятельно можно сделать профилегибы в следующих исполнениях:
Ручной станок
Конструкция проста и при минимуме деталей основные функции выполняет.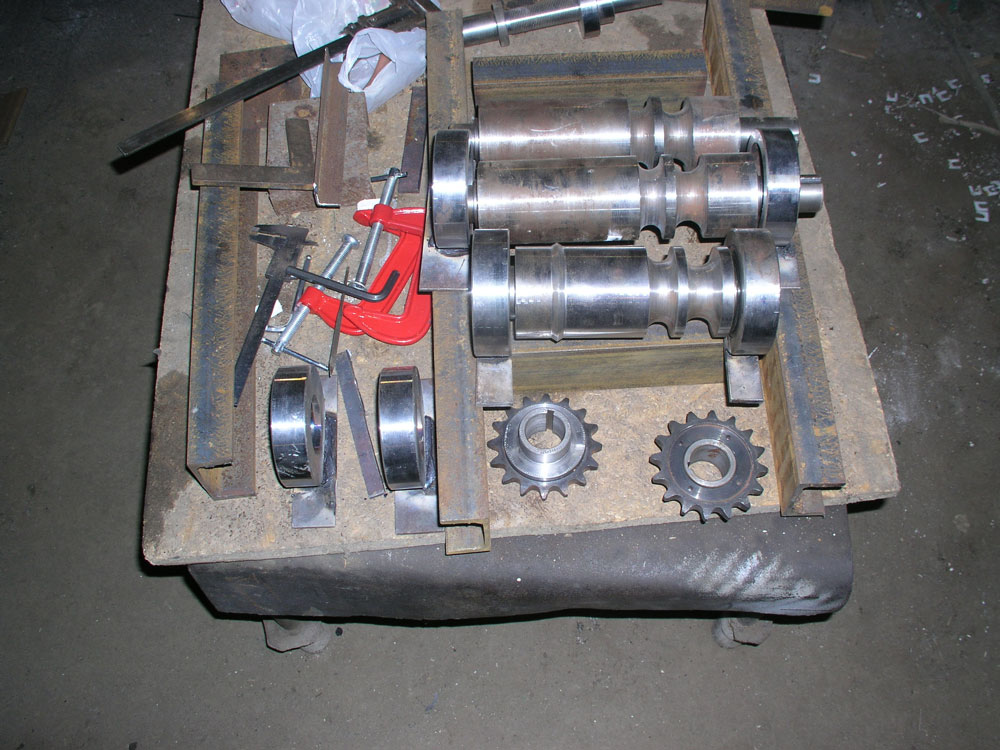 Подача и продвижение заготовки проводятся вручную. Операция трудоемкая и имеет ограничения, вызванные физическими возможностями приспособления и мастера.
Подача и продвижение заготовки проводятся вручную. Операция трудоемкая и имеет ограничения, вызванные физическими возможностями приспособления и мастера.
Электрический станок
Мощность и функциональность такого оборудования значительно больше, нежели аналогичные параметры, которые имеет ручной профилегиб. Производительность также заметно выше при чувствительном уменьшении трудоемкости операций.
Гидравлический станок
Гидравлический станок
Позволяет выполнять операции с профилями больших сечений. Трудности возникают при самодельном изготовлении станка. Схема довольно сложная и требует знаний, навыков при сборке.
В большинстве случаев оборудование подобного класса имеет избыточную мощность для бытового использования. Имеет смысл делать такой станок, если предполагается большой объем работы с профилями больших сечений.
Некоторые образцы станков, сделанных самостоятельно, не уступают промышленным образцам по возможностям. Обойтись же ручной аналог может в несколько раз дешевле. Элементарные знания школьной геометрии помогут легко разобраться с чертежами и схемами оборудования.
Элементарные знания школьной геометрии помогут легко разобраться с чертежами и схемами оборудования.
Совет! Значительно облегчить работу может редуктор, установленный на подающий вал. Некоторые конструкции предполагают цепную схему, где диаметры шестеренок снижают усилие при работе.
Принцип работы профилегибочного станка
Как функционирует оборудование для гибки металла можно понять на простом примере. Элементарный ручной профилегиб состоит из корпуса и трех валов, один из которых подающий. Два расположены в одной плоскости. Третий создает условия для деформации проката. Диаметр изгиба зависит от расстояния между опорными валами и положением среднего. Изменяя эти значения, получают изделия необходимой формы.
Чертеж гибочного станка
Одним из вариантов станка является конструкция со стационарным верхним валом. Несколько посадочных мест для опорных валов, расположенных на определенном расстоянии от центральной линии, позволяют регулировать степень изгиба заготовки.
Конструкция имеет заметные недостатки. Возможно лишь пошаговое изменение диаметра, обусловленное имеющими строгое местоположение посадочными местами опорных валов. К преимуществам можно отнести простоту в изготовлении.
Гораздо более удобной в работе будет конструкция с плавно изменяемой нагрузкой. Нижние валы стационарные. Они выполняют функции опоры. Верхний же вал подвижен по вертикали.
Закреплен он на отдельном элементе, который с помощью резьбовой подачи перемещается вверх и вниз. Можно задавать необходимый изгиб для профиля. Приспособление легко регулируется и настраивается до нужной конфигурации. Желательно проводить гибку одним проходом, но при небольших диаметрах операцию повторяют, опуская верхний вал ниже.
Особенности самостоятельного производства профилегибочного станка
При использовании приспособления могут возникнуть некоторые проблемы. Избежать их можно получив следующую информацию:
- Значительные усилия при обработке заготовок требуют надежной фиксации станка.

- Лучше агрегат надежно закрепить на полу залив предварительно часть конструкции бетоном.
- При изготовлении валов лучше отдать предпочтение конструкции с подшипниками, нежели со втулками.
- Снижается трудоемкость операции и продляется срок службы станка.
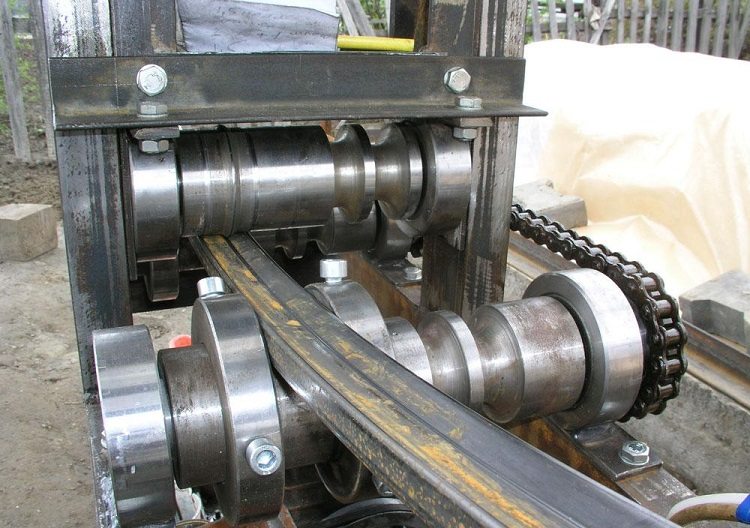
- Качество обработки зависит от профиля валов. Особенно это заметно при работе с пустотелыми заготовками, такими как трубы, профили.
- Если форма вала повторяет конфигурацию проката, то изгиб получится более качественным.
- Для уголков рекомендуется сделать прорезь для полки, которая не допустит неконтролируемой деформации.
Отличные результаты получают на профилегибочных станах собственного производства, в которых предусмотрена замена рабочих поверхностей валов. Очень удобная конструкция с боковым расположением плоскости изгиба.
Резьбовые фиксаторы позволяют быстро менять профиль валов. Мастера, постоянно работающие на этом оборудовании, имеют набор сменных барабанов, позволяющих подобрать нужную форму и тем самым получить изделия отличного качества.
Видео по теме: Трубогиб своими руками
Профилегиб своими руками в домашних условиях: чертежи, фото, видео
Металлические профили сегодня получили самое широкое применение в строительстве. Очень часто встречается ситуация, когда нужно провести изменение формы применяемого профиля. Гибка профиля осуществляется с применением специального станка, промышленный вариант исполнения которого обходится довольно дорого. Именно поэтому многие рассматривают возможность изготовить профилегиб своими руками. Самодельное устройство будет обладать также привлекательными эксплуатационными качествами, может применяться при налаживании массового или серийного производства. Рассмотрим подробнее то как сделать профилегиб своими руками, что для этого требуется и многие другие моменты.
Рассмотрим подробнее то как сделать профилегиб своими руками, что для этого требуется и многие другие моменты.
Профилегиб своими руками
Содержание
Технология изготовления профилегиба
Профилегибочный станок можно изготовить своими руками при применении подручных материалов. К особенностям изготавливаемой конструкции можно отнести следующие моменты:
- Массивная пластина может применяться в качестве основания. При создании простейшей конструкции на пластину наваривается два уголка, которые выступают в качестве направляющих. В интернете также можно встретить чертежи, которые предусматривают применение дерева. Стоит учитывать, что профилегиб с основанием из дерева не сможет выдержать серьезное механическое воздействие. Именно поэтому, если станок будет применяться для гибки стального профиля, то следует применять в качестве основного материала стальные пластины и уголки большего сечения.
- Проводится крепление вспомогательных роликов, которые предназначены для фиксирования заготовки.
 Рекомендуется проводить крепление роликов через болты, под которые в уголках создаются отверстия. За счет применения болтов можно будет регулировать расстояние между двумя роликами, изменяя радиус гибки. Наладка станка может проводиться в течение короткого промежутка времени.
Рекомендуется проводить крепление роликов через болты, под которые в уголках создаются отверстия. За счет применения болтов можно будет регулировать расстояние между двумя роликами, изменяя радиус гибки. Наладка станка может проводиться в течение короткого промежутка времени. - К нижней части применяемой пластины привариваются уголки. Они предназначены для существенного увеличения жесткости основания. Следует провести крепление уголков в месте концентрации нагрузки. К данным уголкам также проводится крепление элементов, которые будут применяться для фиксации устройства на основании.
- Для того чтобы изготовить профилегиб своими руками, к верхним направляющим приваривается пластина с отверстиями. Их диаметральный размер должен быть больше, чем сечение применяемого винта для передачи усилия.
- Проводится монтаж рабочего винта, через который передается усилие. Подобный элемент, сделанный своими руками, жестко соединяется с рабочим роликом, через который передается давление.

- В качестве привода применяется механизм, передающий физическое усилие. Примером можно назвать домкрат или редуктор. При создании ручки не стоит забывать о том, что при увеличении длины рукоятки существенно повышается передаваемое усилие. Это связано с тем, что рукоятка применяется в качестве рычага. Электрический профилегиб изготовить своим руками достаточно сложно, так как требуется провести установку электродвигателя и снизить количество оборотов, увеличив передаваемое усилие. Для этого также может устанавливаться понижающий редуктор.
- Как правило, изготавливаются ролики из подручных материала. Для этого используется труба определенного диаметра. Кроме этого, при изготовлении могут применять дерево. Стоит учитывать, что деревянные ролики рассчитаны на относительно невысокую нагрузку. Поэтому подобные профилегибы могут применяться для гибки профиля из цветных металлов.
- Чертеж профилегибочного станка
- Схема профилегибочного станка
- Чертеж профилегиба
Профилегиб своими руками, чертежи которого можно встретить в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
- Ролики для профилегиба можно изготовить самостоятельно или приобрести. Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.
- При изготовлении основания применяются пластины толщиной 5-8 мм. Они предназначены для принятия высокой нагрузки. Для усиления конструкции можно приобрести четыре уголка длиной 30 см.
- Усилие может передаваться при помощи специального механизма, к примеру, редуктора. Изготовить его своими руками достаточно сложно, но можно получить устройство из разбора. Кроме этого, большой популярностью пользуются устройство для гибки из домкрата.

Самодельный профилегиб
Создать станок своими руками можно исключительно при наличии определенных инструментов:
- Сварочного аппарата. Для того чтобы создать прочную конструкцию соединение отдельных элементов проводится при применении сварки. Этот метод соединения характеризуется высокой надежностью и прочностью.
- Болгарка. Для изменения длины и формы применяемых материалов применяется метод механической обработки. Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.
- Различные измерительные приборы. Создаваемая конструкция должна иметь точные размеры, так как в противном случае получить изделие с требуемыми показателями будет невозможно.
- Напильники или шлифовальное оборудование. Стоит учитывать, что при резке могут образовываться заусенцы и другие дефекты, которые требуют обработки при применении специального инструмента.
Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения.
Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.
Конструкция профилегиба
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.

Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства.
 В продаже встречаются варианты исполнения полуавтоматического типа.
В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
- Устройство обладает небольшими габаритами и простотой в эксплуатации. Ручные профилегибочные станки самые дешевые, а также их просто изготовить.
- Чаще всего рассматриваемое оборудование встречается в частных мастерских или гаражах.
- Стоит учитывать, что ручной профилегибочный станок может применяться для гибки труб небольшого диаметра. Это связано с тем, механический привод не может создавать сильное давление.
- При применении ручного профилегиба нельзя изготовить изделие, которое соответствует чертежу.

Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.
Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
Гидравлический листогиб своими руками в Тобольске: 143-товара: бесплатная доставка, скидка-73% [перейти]
Партнерская программаПомощь
Тобольск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Гидравлический листогиб своими руками
678
968
Набор для создания украшений от Orange Toys. Бульдог Тип: Аксессуар для кукол, Размер: Длина 23.000
Бульдог Тип: Аксессуар для кукол, Размер: Длина 23.000
В МАГАЗИНЕще цены и похожие товары
Дополнительный набор “КьютиСтикс”
В МАГАЗИНЕще цены и похожие товары
Набор для творчества LEGO DOTS 41933 Браслет «Музыка»
В МАГАЗИНЕще цены и похожие товары
Мыло своими руками ‘Ёлочный шар’ Тип: Мыловарение, Вес: 130, Объем продукта: 0.9267
ПОДРОБНЕЕЕще цены и похожие товары
Набор для создания украшений Origami Бри Кроля и Твист Энчантималс weight: 0.058, Страна: Россия,
В МАГАЗИНЕще цены и похожие товары
1 445
3500
Браслет для девочек, набор создания украшений / творчества подарок девочки Тип: Набор для создания
В МАГАЗИНЕще цены и похожие товары
Снег своими руками «Опыты с удивительным снегом» 10 г, блистер, белый блёстками
В МАГАЗИНЕще цены и похожие товары
595
993
Набор создай свое украшение Биплант Шармики №4 Семирамида Тип: Набор для создания украшений,
В МАГАЗИНЕще цены и похожие товары
315
997
Набор для создания украшений PAULINDA Звезда, творчества девочек, поделки Тип: Набор для создания
В МАГАЗИНЕще цены и похожие товары
Украшения своими руками из эпоксидной смолы, новогодний набор «Блестящий бычок»
ПОДРОБНЕЕЕще цены и похожие товары
Украшения своими руками из эпоксидной смолы, новогодний набор «Блестящий бычок»
ПОДРОБНЕЕЕще цены и похожие товары
Мыло своими руками с картинкой Аромафабрика Тигренок С0264
В МАГАЗИНЕще цены и похожие товары
Колье из мулине изумрудное, набор для создания, 6 x 13 6 см Вес: 120, Объем продукта: 1. 9123, Объем
9123, Объем
ПОДРОБНЕЕЕще цены и похожие товары
899
2500
Набор для создания украшений девочек / БРАСЛЕТЫ (3 шт) и ЦЕПОЧКА (1 “ШАРМЫ”/ “Сделай сам” браслетов творчества Подарок
В МАГАЗИНЕще цены и похожие товары
979
4000
Набор для творчества. Создание украшений, браслетов девочек. Бижутерия девочки, шармы, бусины, подвески. Подарок на день рождения, новый год.
В МАГАЗИНЕще цены и похожие товары
Украшения своими руками из эпоксидной смолы, новогодний набор «Блестящий бычок»
В МАГАЗИНЕще цены и похожие товары
Мыло своими руками с картинкой Развивашки “Африка”
В МАГАЗИНЕще цены и похожие товары
164
164
Набор для создания украшений ДанкоТойс Комильфо “Жираф и сумочка”, Кб-01-11 Тип: Набор для создания
В МАГАЗИНЕще цены и похожие товары
900
1300
Набор для детского творчества “Моана” (381 элемент) (в коробке) Полесье / подарок на выпускной девочки
В МАГАЗИНЕще цены и похожие товары
Мыло своими руками Аромафабрика Единорог С0249
В МАГАЗИНЕще цены и похожие товары
192
287
Украшения из полимерной глины Школа талантов “Яркий единорог” Тип: Глина полимерная, Размер: Длина
В МАГАЗИНЕще цены и похожие товары
595
993
Набор создай свое украшение Биплант Шармики №1 Нефертити Тип: Набор для создания украшений, Размер:
В МАГАЗИНЕще цены и похожие товары
Набор для создания браслетов Fashion Долго и счастливо weight: 0. 23, Страна: Китай, Возраст
23, Страна: Китай, Возраст
В МАГАЗИНЕще цены и похожие товары
369
369
Набор для создания украшений Голубая лагуна, браслет+ожерелье Тип: Набор для создания украшений,
В МАГАЗИНЕще цены и похожие товары
Мыло своими руками Аромафабрика Лама С0251
В МАГАЗИНЕще цены и похожие товары
Набор для детского творчества Полесье Красавица, 420 эл., в коробке weight: 0.5, Страна: Беларусь,
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Топ-5 производителей портативных профилегибочных машин: плюс аренда против покупки
Как владелец бизнеса, вы должны ежедневно принимать решения, которые влияют на операции и размер прибыли вашего бизнеса. При регулярной работе с металлическими кровельными и сайдинговыми панелями некоторые подрядчики предпочитают предлагать профилирование на месте из-за его многочисленных преимуществ по сравнению с использованием панелей заводского изготовления.
Компания Western States Metal Roofing не только производит металлические панели, но также предлагает услуги по формовке профилей на месте для профессионалов в области кровли в штате Аризона. Однако, если вы находитесь за пределами нашей зоны обслуживания или часто пользуетесь профилегибочным оборудованием, вам может быть лучше иметь доступ к собственному профилегибочному оборудованию.
Вот преимущества портативного профилегибочного станка:
- Дешевле покупать металл в рулонах и формировать панели
- Меньше повреждений при транспортировке
- Длина панелей определяется на стройплощадке, что снижает количество производственных ошибок.
- За вычетом стоимости упаковки и перевозки
Если вы решили, что вашему кровельному предприятию нужен переносной профилегибочный станок, следующим решением будет вопрос о том, какой профилегибочный станок вы приобретете?
В этой статье мы обсудим 5 ведущих производителей портативных профилегибочных машин. Кроме того, мы рассмотрим плюсы и минусы аренды и покупки, чтобы вы могли решить, какой вариант лучше для вашего бизнеса.
Кроме того, мы рассмотрим плюсы и минусы аренды и покупки, чтобы вы могли решить, какой вариант лучше для вашего бизнеса.
- New Tech Machinery
- Циммерман Металс
- Энглерт Инк.
- Шлебах Машинен ГмбХ
- Группа Брэдбери
New Tech Machinery предлагает широкий выбор качественных портативных профилегибочных станков, которые, в зависимости от выбранной вами машины, могут изготавливать до семи различных профилей панелей для металлического здания различной ширины, различных размеров и различных типов материалов.
От бытового до интенсивного коммерческого использования, они имеют различные профилегибочные машины и машины для желобов с доступным дополнительным дополнительным оборудованием, чтобы удовлетворить потребности вашего бизнеса.
Переносные профилегибочные станки Zimmerman Metals
Компания Zimmerman Metals предлагает качественные компактные профилегибочные станки, изготовленные в США, для любого типа использования, от жилых до строительных. Их формовочные ролики со свободным вращением сводят к минимуму возможность скопления масла на панелях со стоячим фальцем благодаря усовершенствованной конструкции, позволяющей быстро менять инструменты.
Их линейка станков может работать с различной шириной, длиной, калибром и использоваться для любого металлургического бизнеса.
Портативные профилегибочные станки Englert Inc.
Englert Inc. предлагает больше, чем просто машины, так как они поддерживают обучение, испытания, гарантии и проектирование, чтобы предложить полный пакет качественных профилегибочных работ.
Имея широкий ассортимент портативных профилегибочных станков, они имеют машины от однопанельных до многопанельных, которые могут вмещать до 10 конфигураций профилей панелей.
Переносные профилегибочные станки Schlebach Maschinen GmbH
Благодаря более чем 40-летнему опыту работы в отрасли переносные профилегибочные станки Schlebach Maschinen GmbH предлагают удобный и мощный опыт. От мини-машин до многопрофильных машин и многого другого — вы можете найти подходящее оборудование, отвечающее любым требованиям.
Schlebach также является производителем портативного профилировочного станка Quadro Cinco.
Портативные профилегибочные машины Bradbury Group
Портативные профилегибочные машины Bradbury оснащены интегрированной технологией, обеспечивающей нанесение мастики, многопартийный контроллер и производительность 100 футов в минуту.
Переносной фальц Bradbury оснащен стропильными профилями для различных вариантов профиля. Помимо портативных опций, Bradbury Group также производит дополнительное оборудование, в том числе прецизионные роликовые правильные станки, станки для поперечной резки, оборудование для отделки зданий и многое другое.
Машины Bradbury – это высококачественное и надежное профилегибочное оборудование, но они также очень дороги.
Стоит ли брать в аренду или покупать оборудование для профилирования металла?
После того, как вы определились с производителем и конкретной машиной, вам нужно решить, хотите ли вы арендовать машину или купить ее. Только вы знаете, какой вариант лучше всего подходит для вашего бизнеса, но у каждого варианта есть несколько уникальных плюсов и минусов, которые мы обсудим ниже. Прежде чем перейти к различиям каждого из них, учтите следующее:
- Поддерживает ли ваше текущее финансовое положение лизинг или покупку?
- Будет ли машина достаточно прибыльной для покупки?
- Вы используете профилегибочный станок каждый день в течение длительного периода времени или только для одного проекта?
Преимущества приобретения портативного профилегибочного оборудования
- Свобода собственности
- Более экономичный в долгосрочной перспективе
Как и все, что у вас есть, вы можете делать все, что захотите. Вы можете использовать и настраивать машину по своему усмотрению, не беспокоясь о мелком шрифте или возврате оборудования по истечении срока аренды.
Вы можете использовать и настраивать машину по своему усмотрению, не беспокоясь о мелком шрифте или возврате оборудования по истечении срока аренды.
Чем чаще вы пользуетесь машиной, тем больше она для вас ценна. Если ваш бизнес часто связан с профилированием, покупка собственной машины окупится в долгосрочной перспективе. Покупая, вы также имеете возможность перепродать оборудование и вернуть часть своих инвестиций в будущем. Кроме того, вы также можете претендовать на налоговую льготу при покупке машины, которая может помочь компенсировать часть затрат.
Минусы приобретения портативного профилегибочного оборудования
- Высокая начальная стоимость
- Ответственный за обслуживание
Независимо от того, какую ценность машина приносит в сверхурочное время, приобретение переносного профилегибочного оборудования сопряжено с высокими наличными затратами, которые для некоторых могут оказаться непосильными. Убедитесь, что вы понимаете финансовые обязательства, связанные с покупкой машины, и купите ту, которая наилучшим образом соответствует вашему бюджету и потребностям вашего бизнеса.
Убедитесь, что вы понимаете финансовые обязательства, связанные с покупкой машины, и купите ту, которая наилучшим образом соответствует вашему бюджету и потребностям вашего бизнеса.
Обратной стороной владения любым ценным предметом является техническое обслуживание, и профилегибочная машина не является исключением. Как владелец, вы не имеете права на аренду, и вы несете полную ответственность за ремонт и техническое обслуживание переносной машины. Вы хотите убедиться, что не отстаете от техобслуживания, чтобы получить максимальную отдачу от сделанных вами инвестиций.
Преимущества аренды портативного профилегибочного оборудования
- Более рентабельный в краткосрочной перспективе
- Техническое обслуживание потенциально покрывается
- Оборудование можно обновлять чаще
Ежемесячная арендная плата и отсутствие высоких авансовых платежей за машину дает вам больше финансовой гибкости для расходов на другие области вашего бизнеса. Кроме того, лизинг любого типа оборудования, как правило, не облагается налогом.
Кроме того, лизинг любого типа оборудования, как правило, не облагается налогом.
Каждый договор аренды отличается, и мы настоятельно рекомендуем вам прочитать все перед подписанием, однако некоторые договоры аренды покрывают обслуживание машины. Защищенность арендой может сэкономить вам деньги и нервы.
Вы можете часто обновлять оборудованиеТипичный срок аренды профилегибочного станка составляет от 24 до 72 месяцев, что означает, что вы потенциально можете обновлять свое оборудование каждые пару лет. Это гарантирует, что вы работаете с наиболее технологически продвинутым доступным оборудованием.
Минусы аренды переносного профилегибочного оборудования
- Неэкономичная сверхурочная работа
- Нельзя перепродавать оборудование
Когда вы смотрите на деньги, потраченные в течение срока аренды, они почти всегда больше, чем если бы машина была куплена сразу. Если техническое обслуживание не покрывается вашей арендой, это еще один расход, который вы будете платить из своего кармана.
Если техническое обслуживание не покрывается вашей арендой, это еще один расход, который вы будете платить из своего кармана.
Как и в случае со всем, что вы арендуете вместо того, чтобы владеть (например, жильем, автомобилями и т. д.), у вас нет собственного капитала. Вы платите за то, что никогда не сможете перепродать, чтобы вернуть часть своих инвестиций.
Выбор подходящего профилегибочного станка для вашего бизнеса
Выбор подходящего профилегибочного станка, аренда или покупка — это важное решение для вашего бизнеса. Мы рекомендуем продолжить исследование и принять во внимание важные факторы, в том числе:
- Стоимость
- Доступность обучения
- Техническая помощь
- Гарантии (ремонт/обслуживание)
При использовании профилегибочного станка убедитесь, что вы покупаете рулоны металла у дистрибьютора, который предлагает отличные цены и обслуживание.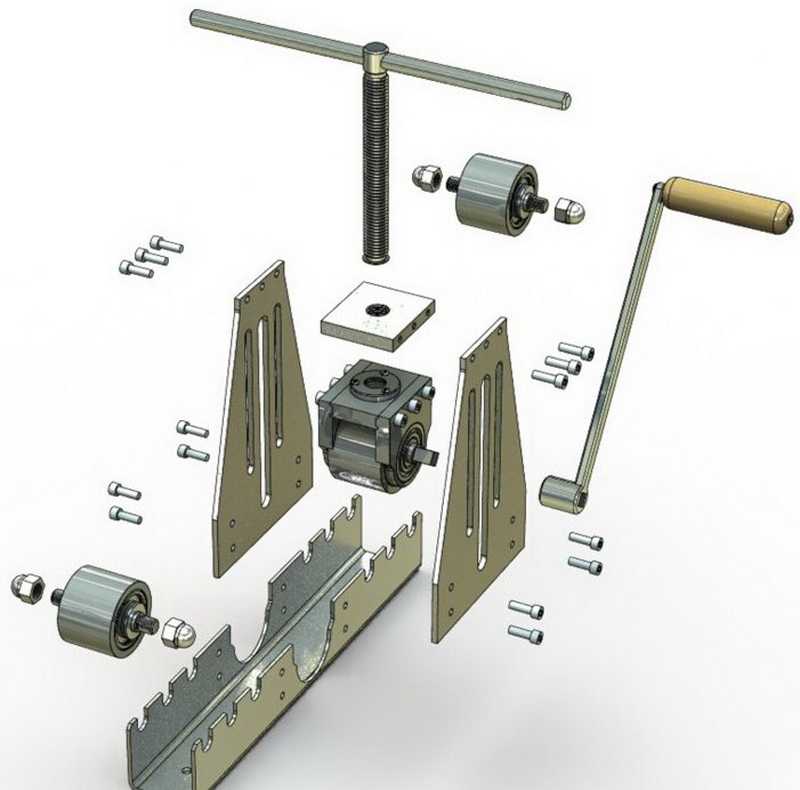 Нажмите на выбор цветов, которые мы предлагаем в Western States Metal Roofing, в нашем центре ресурсов по цветам.
Нажмите на выбор цветов, которые мы предлагаем в Western States Metal Roofing, в нашем центре ресурсов по цветам.
Мы предлагаем быстрые сроки выполнения заказов на все металлические рулоны и плоские листы и можем доставить их в любую точку США.
Если вы находитесь в Аризоне и заинтересованы в профилировании на месте, запросите предложение здесь.
Что ожидать от портативного профилегибочного станка Учебное занятие
Если вы никогда раньше не использовали портативный профилегибочный станок или новичок в этой отрасли, сложность этих машин может показаться пугающей. Вот почему обучение так важно, чтобы вы знали, как безопасно эксплуатировать, обслуживать и устранять неисправности вашего оборудования.
Katie Bowles01 апреля 2020 г.
Портативное профилегибочное оборудование имеет много преимуществ для тех, кто занимается монтажом кровли и водосточных желобов. Однако, как много вы знаете о том, как они работают? Если вы новичок в этом типе оборудования, вам может быть полезно пройти обучение на портативном профилегибочном станке.
В New Tech Machinery (NTM) мы считаем, что знание того, что влечет за собой процесс профилирования, как правильно использовать портативную профилегибочную машину, а также понимание передовых методов обслуживания могут иметь решающее значение для вашей работы и качества продукции, которую вы производите. Вот почему мы предлагаем обучение работе со всеми нашими портативными профилегибочными станками.
Мы надеемся, что эта статья предоставит клиентам, которые плохо знакомы с портативным профилегибочным оборудованием, инструменты, которые помогут сделать ваше первое обучение познавательным и успешным.
В этой статье мы обсудим:
- Почему важно пройти обучение
- Кому необходимо пройти обучение
- Чего ожидать от первого занятия
- Сколько стоит обучение на портативном профилегибочном станке
- Как записаться на обучение по профилированию
Вы когда-нибудь задумывались о том, чтобы получить водительские права, не разобравшись в правилах, принципах работы автомобиля и не имея кого-то, кто будет сопровождать вас на уроках вождения? Шансы есть, наверное нет.
То же самое относится и к вашему портативному профилегибочному станку. Ваш профилегибочный станок — это важная часть бизнеса по установке кровли или водосточных желобов. Поэтому вам необходимо понимать, как он работает и как его эксплуатировать для вашей безопасности и безопасности окружающих, а также для качества продукта, который вы производите.
Если вы хотите получить максимальную отдачу от своей машины, обучение — это то, что вам нужно.
Для целей этой статьи информация, которую мы обсуждаем, относится только к машинам New Tech Machinery и обучению работе с машинами, а также к обучению у наших квалифицированных дистрибьюторов.
Преимущества обучения профилировочному станку с NTM С помощью нашего машинного обучения мы хотим убедиться, что вы получите лучшее и безопасное понимание того, как управлять своим портативным профилегибочным станком, и научить вас, как устранять мелкие проблемы, с которыми вы можете столкнуться. твоя машина.
твоя машина.
Мы научим вас передовым методам обеспечения безопасности при использовании вашего портативного профилегибочного станка на индивидуальном обучении, которое вы не сможете пройти, если попытаетесь обучаться самостоятельно. Самое приятное то, что вы узнаете, как использовать свою машину с помощью нашего технического специалиста. Наши специалисты по обслуживанию обучены объяснять, как мы изготавливаем наше профилегибочное оборудование и как безопасно его использовать.
Нашим главным приоритетом является не только безопасная и эффективная эксплуатация вашего нового портативного профилегибочного станка, но мы также поможем вам понять:
- Весь спектр процесса профилирования
- Различные типы и сорта материалов
- Что делает каждый компонент профилировочного станка
- Передовой опыт, который следует учитывать при обслуживании вашего станка
Прохождение вашими сотрудниками надлежащего обучения также помогает до
- Избегайте травм тех, кто работает на машинах, или других сотрудников
- Поймите, как устранять проблемы, которые могут возникнуть с машиной
- Поддерживайте высокую производительность
Некоторые дистрибьюторы New Tech Machinery также предлагают обучение работе с нашим портативным профилегибочным оборудованием, поэтому, если вы работаете с дистрибьютором, спросите их, предлагают ли они какое-либо обучение работе с машинами. Если нет, вы всегда можете связаться с нами и запланировать обучение на нашем заводе в Денвере или на вашем предприятии.
Если нет, вы всегда можете связаться с нами и запланировать обучение на нашем заводе в Денвере или на вашем предприятии.
Если вы собираетесь ежедневно работать с переносным профилегибочным оборудованием, мы предлагаем вам пройти наш курс обучения. Хотя при покупке нового портативного профилегибочного станка обучение не требуется, мы настоятельно рекомендуем его, особенно тем, кто плохо знаком с этой отраслью или не знаком с использованием портативного профилегибочного оборудования.
Иногда мы также привлекаем контролеров или тех, кто поддерживает основных операторов машин, которые тоже хотят пройти обучение, чтобы они также были знакомы с оборудованием. В New Tech Machinery мы не возражаем против обучения нескольких человек, но мы предлагаем ограничивать группы теми, кто будет регулярно эксплуатировать машину или, возможно, должен знать, как управлять ею в определенных ситуациях. Таким образом, вам будет легче сосредоточиться на том, чему вас учат специалисты по обслуживанию.
Таким образом, вам будет легче сосредоточиться на том, чему вас учат специалисты по обслуживанию.
Обратите внимание, что мы требуем обучения работе с системой надрезов на машинах для изготовления кровельных панелей SSQ II™ MultiPro (машины могут быть оснащены системами надрезов или могут быть добавлены в будущем). Причина, по которой нам требуется обучение на этой машине, заключается в том, что функция надрезов отличается от той, что была на наших машинах раньше, и для этой процедуры требуется новая кривая обучения.
Что я могу ожидать от моего первого занятия по переносному профилировочному станку?
Изучение чего-то столь сложного, как портативный профилегибочный станок, может быть пугающим для многих новых сотрудников. Лучшее, что вы можете сделать, это получить как можно больше информации перед тренировкой. Вот несколько советов, которые помогут вам получить максимальную отдачу от вашего первого занятия, включая то, что вам нужно иметь с собой, чему вы можете научиться, а также обзор того, как, скорее всего, пройдет первое занятие.
Если у вас никогда не было опыта работы с портативным профилегибочным оборудованием или процессом профилирования, мы расскажем обо всем этом и многом другом во время вашего обучения. Наши специалисты по профилированию изучат:
- Понимание руководства по машине
- Настройка вашей машины
- Надлежащее обслуживание машины
- Как безопасно управлять вашей машиной
- Как выполнять регулировки
- Как выполнять смену профиля 900 используйте это оборудование, чтобы повысить эффективность своей работы
После того, как вы запланировали обучение на месте, мы просим вас убедиться, что у вас есть место внутри или вне элементов для обучения. Кроме того, убедитесь, что у вас есть соответствующая мощность для работы вашей машины, будь то топливо для бензинового двигателя или правильные шнуры для электрического.
Заранее прочтите руководство, прилагаемое к машине, чтобы хотя бы немного ознакомиться с машиной и ее компонентами. Мы также рекомендуем вам иметь подходящую катушку или материал для прогонки через машину для тестирования и практического обучения.
Мы также рекомендуем вам иметь подходящую катушку или материал для прогонки через машину для тестирования и практического обучения.
Вам также необходимо иметь при себе правильные инструменты и оборудование, независимо от того, проходите ли вы обучение у нас в Денвере или в вашем регионе.
Рекомендуем иметь при себе:
- Портативный профилегибочный станок
- Руководство по эксплуатации станка
- Надлежащее защитное снаряжение
- Металлическая катушка
- Базовый набор инструментов (гаечные ключи, набор шестигранников/ключи, ножницы по металлу)
- Оборудование для погрузки рулонов (вилочный погрузчик или мостовой кран)
Один из лучших способов подготовиться к занятию — заранее понять, чего ожидать. Чем больше вы будете знать заранее, как выглядит наш тренировочный процесс, тем легче вы будете чувствовать себя и усваивать представленную вам информацию.
Сначала мы начнем со знакомства и краткого объяснения того, как будет проходить тренировка. Мы расскажем о машине, ее компонентах и о том, как отличить ориентацию машины (где находятся входной и выходной концы машины и как определить, какая сторона на наших машинах левая, а какая правая). .
Это важно знать, потому что в случае, если вам нужно позвонить нашим специалистам по обслуживанию, мы сможем лучше помочь вам решить проблемы в зависимости от вашей ориентации относительно машины.
Далее мы рассмотрим, как управлять машиной и функциями ее компьютерной системы, если это применимо. Вы изучите работу электрических и гидравлических систем, весь процесс профилирования от входа до выхода, а также основы владения машиной, например, как настроить инструменты и обслуживать машину. Мы также научим вас менять профили и учитывать различные размеры материалов.
Наконец, мы пропустим материал через машину, покажем вам, как его резать, и продемонстрируем последовательность автоматического запуска с помощью компьютера.
Мы пришли к выводу, что для тех, кто плохо знаком с портативным профилегибочным оборудованием, лучший способ научиться — это сначала попросить нашего специалиста по обслуживанию поработать на машине, показать вам, как это делать, а затем дать вам возможность управлять ею самостоятельно.
Профилегибочная машина Правила техники безопасности, о которых следует помнитьПри первом использовании портативного профилегибочного оборудования всегда следует помнить о безопасности. Прежде чем приступить к обучению и всякий раз, когда вы будете работать на своем портативном профилегибочном станке, помните о следующих рекомендациях по технике безопасности:
- Прочтите и усвойте руководство по эксплуатации машины, прежде чем приступать к эксплуатации машины.
- Соблюдайте требования всех предупреждающих и предупреждающих знаков, прикрепленных к машине.
- Остановите машину и отключите питание, прежде чем пытаться внести какие-либо регулировки, выполнить какие-либо процедуры обслуживания или замены.

- Не регулируйте какое-либо оборудование, когда оно работает или находится в движении.
- Всегда устанавливайте ограждения, кожухи и крышки на машине во время работы.
- Всегда читайте предупреждающие знаки на каждой машине.
- Не носите свободную одежду, украшения и т. д., которые могут запутаться в движущихся частях машины во время работы.
- Всегда надевайте надлежащее защитное снаряжение при эксплуатации и/или обслуживании оборудования.
- Всегда соблюдайте все местные и национальные правила техники безопасности, касающиеся погрузки и разгрузки рулонов.
- Для подъема намотанных бобин в сборку стойки для катушки или из нее используйте только устройства с надлежащими характеристиками.
В New Tech Machinery мы очень серьезно относимся к безопасности машин, поэтому после тренировки мы попросим вас подписать контрольный список обучения работе с машинами. Подписание этого документа гарантирует, что вы получили надлежащие инструкции по безопасности машины и что вы понимаете меры безопасности, которые необходимо предпринимать с компонентами и сборкой машины, которые могут нанести травму неподготовленным пользователям машины.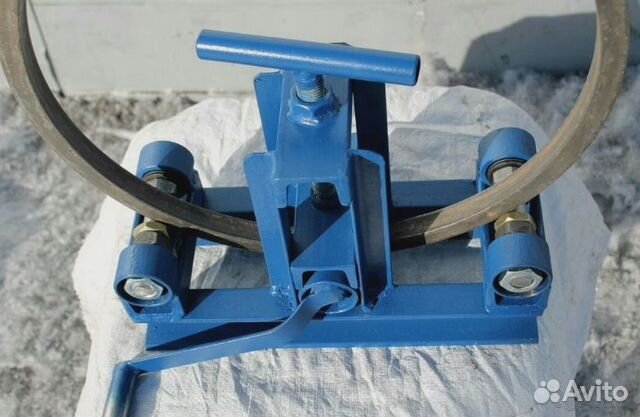
Загрузите эту инфографику «Простые шаги для безопасной эксплуатации машины», чтобы легко запомнить передовые методы обеспечения безопасности при использовании портативного профилегибочного станка!
Сколько стоит обучение работе с портативным профилегибочным станком?Первое бесплатное обучение, которое мы предлагаем в Денвере, доступно для любого портативного профилегибочного станка New Tech Machinery, если он был недавно приобретен.
Если вы предпочитаете, мы также можем приехать к вам, чтобы помочь вам изучить ваше профилегибочное оборудование именно там, где вы будете его использовать чаще всего. Это также относится к международным клиентам. Единственное, о чем мы просим, это чтобы наш клиент взял на себя транспортные расходы, а также стоимость услуг наших специалистов по профилированию.
Обучение на месте обычно предпочтительнее, потому что те, кто участвует в обучении, более склонны слушать и учиться. Еще одним преимуществом обучения на месте является то, что больше сотрудников имеют возможность обучаться вместе одновременно без дополнительных затрат.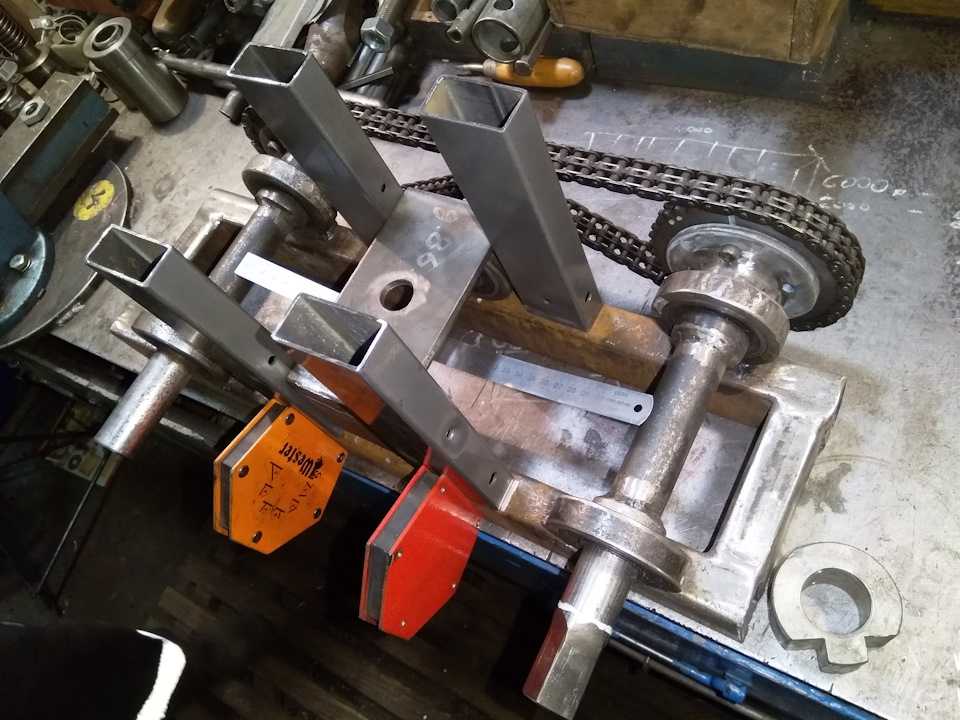
Мы также предлагаем последующие курсы обучения за дополнительную плату. Эти дополнительные учебные занятия отлично подходят для обучения новых сотрудников управлению оборудованием, которым вы уже владеете, или если вы чувствуете, что могли бы извлечь пользу из более чем одного учебного занятия.
Некоторые факторы, которые могут повлиять на стоимость дополнительных учебных занятий:
- Командировочные расходы – сюда могут входить транспортные расходы (зависит от того, куда нашим специалистам необходимо приехать), гостиничные расходы, суточные наши специалисты по обучению и средства их передвижения. (Это может варьироваться в зависимости от места проведения тренировки. Чем дальше нам предстоит ехать, тем больше будет стоить тренировка.)
- Модель машины – Если вы ищете дополнительное обучение на новой машине, наша установленная плата только за обучение составляет 500 долларов США (все, что после этого, будет взиматься на почасовой основе).
 Если вы хотите пройти обучение на более старой машине или записаться на обучение для недавно нанятого сотрудника, которому нужно будет изучить более старую машину, плата за обучение составляет 125 долларов США в час, если вы уже использовали начальное бесплатное обучение. сеанс в нашем заведении. (Эта плата также может варьироваться в зависимости от фактического времени, которое занимает обучение.)
Если вы хотите пройти обучение на более старой машине или записаться на обучение для недавно нанятого сотрудника, которому нужно будет изучить более старую машину, плата за обучение составляет 125 долларов США в час, если вы уже использовали начальное бесплатное обучение. сеанс в нашем заведении. (Эта плата также может варьироваться в зависимости от фактического времени, которое занимает обучение.)
Наши специалисты по обслуживанию всегда готовы помочь вам обучить вас использованию вашего портативного профилегибочного станка, если это позволяет их график. Мы предлагаем запланировать обучение заранее, так как у всех наших специалистов по обслуживанию ограниченный график. Бонни Блисс, наш координатор по запчастям и обслуживанию, может помочь назначить время обучения, позвонив по телефону 303-294-0538.
Базовое обучение работе с машиной на нашем предприятии в Денвере начнется в 8:00 по московскому времени и может занять около 4–5 часов в зависимости от того, какая у вас машина и если у вас уже есть опыт использования наших профилегибочных станков. Более продвинутые и сложные станки, такие как наш SSQ II™ с функциями насечки, могут потребовать двухдневного обучения. Причина в том, что требуется больше информации, чтобы охватить и понять, чтобы быть эффективным оператором машины.
Более продвинутые и сложные станки, такие как наш SSQ II™ с функциями насечки, могут потребовать двухдневного обучения. Причина в том, что требуется больше информации, чтобы охватить и понять, чтобы быть эффективным оператором машины.
Если ваш бизнес зависит от портативного профилегибочного станка, неудивительно, что вы хотите знать все, что можете, чтобы иметь опыт работы с этим оборудованием. Учебные занятия — лучший и наиболее эффективный способ учиться у экспертов по профилированию, а знание того, чего ожидать и как подготовиться заранее, — верный способ получить максимальную отдачу от обучения.
Имейте в виду:
- Обучение не требуется, но настоятельно рекомендуется, особенно для сотрудников, плохо знакомых с этой отраслью или использующих портативное профилегибочное оборудование.
- Приглашаем всех, кто использует наше портативное профилегибочное оборудование, прийти на обучение.
- Не забудьте взять с собой на тренировку правильные инструменты и оборудование.
 Это может иметь решающее значение для получения эффективного и образовательного сеанса с нашими специалистами по обслуживанию.
Это может иметь решающее значение для получения эффективного и образовательного сеанса с нашими специалистами по обслуживанию. - Безопасность всегда на первом месте. Соблюдайте меры предосторожности при каждом использовании машины.
- Мы предлагаем бесплатное начальное обучение на нашем предприятии в Денвере, но стоимость обучения на месте зависит от местоположения и моделей машин.
Специалисты New Tech Machinery по обслуживанию являются экспертами в области портативного профилирования. Вы узнаете от лучших из лучших о том, как работают наши машины, о типичных проблемах, с которыми вы можете столкнуться, и о том, как их исправить, а также о передовых методах, позволяющих поддерживать ваши портативные профилегибочные станки в рабочем состоянии долгие годы.
Если вы хотите узнать больше о наших тренингах по переносному профилированию, свяжитесь с одним из наших специалистов по профилированию сегодня!
Что такое портативная профилегибочная машина? Типы оборудования и использование
Владение или аренда портативного профилегибочного станка позволяет подрядчикам по металлическим кровлям и водосточным желобам диверсифицировать свой бизнес и получить конкурентное преимущество на своем рынке. Узнайте больше о портативном профилировании и его различных вариантах использования/типах, преимуществах и недостатках.
Узнайте больше о портативном профилировании и его различных вариантах использования/типах, преимуществах и недостатках.
Джулианна Калапа29 июня 2018 г.
Если вы хотите заняться производством металлических кровель или водосточных желобов, вы, вероятно, захотите узнать больше об оборудовании и машинах, необходимых для конкуренции в отрасли. В качестве альтернативы, возможно, вы какое-то время занимаетесь установкой и хотите приобрести собственное оборудование или расширить свой бизнес, чтобы производить панели и продавать их другим.
Лучший способ сделать это – купить или арендовать портативное оборудование для профилирования , будь то металлическое кровельное оборудование, водосточное оборудование или и то, и другое.
Однако, что вы знаете о портативном профилегибочном оборудовании? Знаете ли вы о различных вариантах использования, преимуществах и недостатках этого типа профилегибочного станка?
С 1991 года New Tech Machinery помогает подрядчикам по всему миру лучше контролировать свои проекты и получать прибыль, производя лучшие в мире портативные профилегибочные машины, поэтому мы знаем, как важно быть образованным потребителем, прежде чем покупать это оборудование.
В этой статье вы узнаете:
- Что такое портативное профилирование и чем оно отличается от профилирования на заводе
- Различные машины и доступные функции профилирование
Профилирование металла определяется как процесс подачи металла, готового, свернутого, плоского или иного, через серию роликов, где каждая роликовая станция дополнительно манипулирует куском металла, придавая ему желаемую форму. Портативное профилирование — это та же самая идея профилирования металла, только в сжатом виде, она берет все, что делает типичный профилировщик, и упаковывает его в меньший размер, чтобы его можно было легко транспортировать.
Переносная машина для профилирования металлической кровли или водосточных желобов работает очень похоже, если не так же, как и заводская машина:
- Металлический рулонный материал подается в машину из разматывателя.
- Приводные ролики протягивают металл внутрь машины.

- Металл проходит через формовочные ролики на каждой формовочной станции, где панель или желоб постепенно превращаются в желаемый конечный продукт.
- В зависимости от профиля большинство переносных кровельных и водосточных машин имеют от 11 до 14 прокатных станций с каждой стороны.
- Панель или желоб обрезается ножницами или гильотиной по заданной длине, которая либо измеряется вручную, либо управляется компьютером (ручным или автоматизированным, в зависимости от машины)
Вы можете подумать, что меньший размер портативного профилегибочного станка — единственное реальное различие между заводскими и переносными машинами. Однако другие отличительные характеристики делают профилирующий станок портативным, например:
- Возможность установки профилегибочного станка на прицепе – Некоторые подрядчики не хотят перевозить свои профилегибочные станки на своих рабочих транспортных средствах или грузовиках.
 Вместо этого они могут буксировать свою машину куда угодно с помощью прицепа, который можно прицепить к различным транспортным средствам.
Вместо этого они могут буксировать свою машину куда угодно с помощью прицепа, который можно прицепить к различным транспортным средствам. - Возможность брать его с собой в поле — Наличие портативного профилегибочного станка позволяет подрядчикам доставлять свои машины прямо на рабочую площадку. Это не только удобно, но и помогает подрядчику непрерывно устанавливать панели или желоба без ожидания и экономит на доставке или других расходах посредников.
- Устройство «все в одном» — Для завершения всего портативного профилирующего устройства многие машины часто поставляются с прикрепленным или автономным разматывателем для металла и выходными столами для готовых панелей.
- Варианты портативного источника питания — Большинство заводских профилегибочных станков работают только от электричества, но портативное оборудование для профилирования металлической кровли поставляется с газовым или электрическим источником питания.
 Газ, как правило, более распространен и удобен для переносного профилирования панелей крыши, но другие покупают генераторы для использования в машинах с электрическим приводом. Машины для водосточных желобов в жилых домах в Северной Америке обычно имеют электрическое питание 110 В; Также доступна проводка 220 В, 12 В и CE.
Газ, как правило, более распространен и удобен для переносного профилирования панелей крыши, но другие покупают генераторы для использования в машинах с электрическим приводом. Машины для водосточных желобов в жилых домах в Северной Америке обычно имеют электрическое питание 110 В; Также доступна проводка 220 В, 12 В и CE.
С ростом популярности металлических кровель благодаря их долговечности, прочности, вариантам, цветам и т. высокий спрос как со стороны подрядчиков, так и со стороны производителей. Помимо панелей, производимых для кровельных конструкций, некоторые машины могут изготавливать различные металлические стеновые и специальные панели. Варианты включают различные:
- Профили – Защелка, механический шов, открытая застежка внахлестку, тройник, обжим 5V бортовые ребра, тонкие ребра, V-образные ребра, бороздки, гофрированные
- Металлические материалы – Сталь (Galvalume®, оцинкованная, нержавеющая, COR-TEN®), алюминий, медь, цинк
- Размеры – Длина, ширина, толщины панелей произведено
- Дополнительные функции и машины – Функция вырубки, продольно-резательные машины, подшивочные машины, карнизные ножницы, конические машины
Для тех, кто работает в сфере производства металлических кровель или водосточных систем , независимо от того, устанавливаете ли вы панели самостоятельно или владеете собственным бизнесом, вы хотите знать, кто еще использует портативное профилировочное оборудование, верно?
- Подрядчики по металлическим кровлям/стенам в жилых домах
- Подрядчики коммерческих металлических кровельных/стеновых систем
- Подрядчики жилых и коммерческих водосточных желобов
- Поставщики или производители панелей «Cop & Drop» (иногда называемых «Cop & Drop»)
- Фабричные/внутризаводские производители панелей и водосточных желобов
- Прочее специалисты строительной отрасли
- Архитекторы или дизайнеры – многие часто хотят нанять подрядчиков, которые владеют портативным профилегибочным оборудованием для своих проектов
Когда вы взвешиваете свои варианты и решаете, какой портативный профилегибочный станок лучше всего подходит для вас или вашей компании, это, честно говоря, зависит только от ваших потребностей.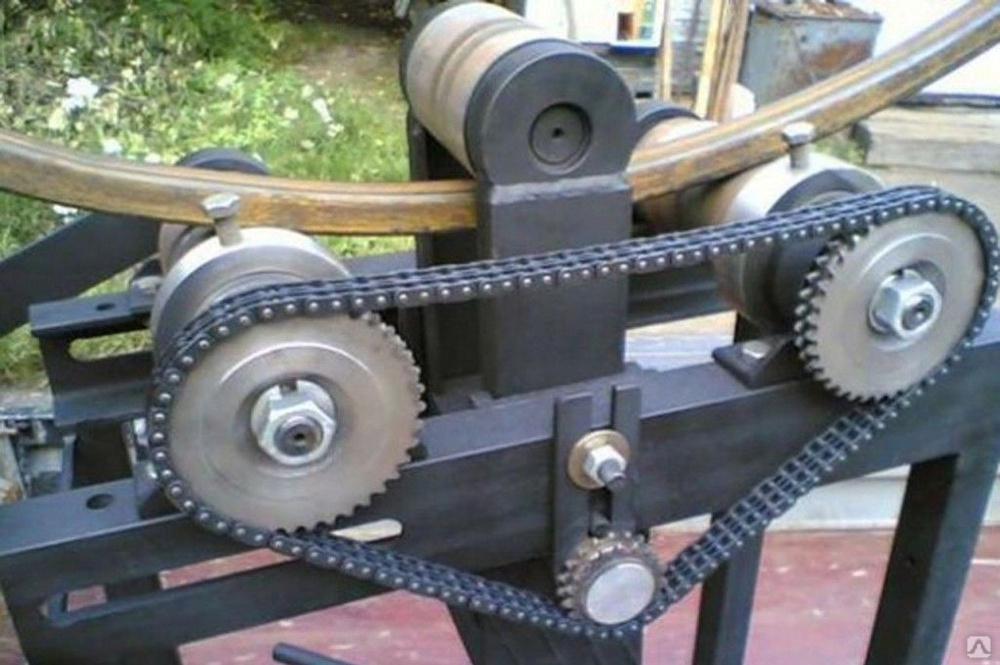 Как и у любого продукта или услуги, у использования портативного профилегибочного оборудования есть как преимущества, так и недостатки.
Как и у любого продукта или услуги, у использования портативного профилегибочного оборудования есть как преимущества, так и недостатки.
Портативный – Это, наверное, довольно очевидно, так как слово «портативный» указано прямо в названии продукта, но одно из наиболее значительных преимуществ заключается в том, что эти машины можно брать с собой на любую строительную площадку как с транспортным средством, так и без него. прицепное крепление.
Отсутствие времени ожидания – Владение или аренда портативного профилегибочного станка сокращает время, затрачиваемое на ожидание доставки панелей. Это не только сокращает время ожидания, но также позволяет вам работать по более непрерывному графику, а не придерживаться графика производителя или поставщика.
Доставка не требуется – Наличие собственного портативного профилегибочного станка также снижает стоимость доставки.
Замена набора профилей/роликов (инструмент) – Многие портативные профилегибочные станки, такие как NTM SSQ II™ MultiPro Roof Panel Machine, предлагают возможность приобрести более одного набора профилей/роликов. Эти параметры позволяют вам предоставлять больше возможностей для ваших клиентов и предлагать работу, зная, что вы можете легко добавлять профили. Кроме того, переналадка (или смена инструмента) занимает значительно меньше времени, около 45 минут или меньше, чем у заводских профилегибочных станков, на которые у более крупных машин может уйти несколько часов.
Доступность и универсальность машины — При наличии соответствующего подъемного механизма переносные профилегибочные станки можно при желании поднять на высоту крыши строения. Универсальности также способствует тот факт, что портативные профилегибочные станки могут устанавливаться на различные транспортные средства, а не на прицеп, особенно если вы ищете более экономичное решение.
Непрерывная работа – Портативные профилегибочные станки, хотя и не такие быстрые, как заводские профилегибочные станки, производят достаточное количество панелей на месте, чтобы установщики могли непрерывно монтировать панели без остановки.
Меньше отходов – Допустим, у вас нет профилегибочного станка и вы не арендуете его, поэтому вы заказываете панели у регионального производителя. Если производитель совершает ошибку, поставляет неправильные панели/длину или происходит повреждение во время транспортировки, это является пустой тратой времени и материалов и даже может привести к штрафам/ликвидационным убыткам, если потеряно слишком много времени. Благодаря портативному профилированию вы можете быть уверены, что с первого раза изготовите нужные панели практически без отходов металла.
Диверсификация бизнеса . Если ваша машина простаивает, у вас есть возможность запустить операцию «вырезать и бросить», когда вы можете поставлять панели другим в дополнение к установкам вашего бизнеса. Это позволяет диверсифицировать свой бизнес и получать дополнительную прибыль при небольших затратах.
Это позволяет диверсифицировать свой бизнес и получать дополнительную прибыль при небольших затратах.
Требуются инвестиции – Самый большой недостаток переносного профилирования заключается в том, что требуются определенные инвестиции. Есть много способов оплатить профилирующий станок, включая оплату всей стоимости заранее, финансирование, лизинг или даже аренду. В любом случае: вы будете платить за машину.
Требуется обученный оператор станка – Обучение жизненно важно при работе на профилегибочном станке, и наличие в штате обученного оператора станка помогает покрывать дополнительные накладные расходы. Кроме того, в прошлом традиционно наблюдалась более высокая текучесть кадров на этой должности оператора станка.
Проблемы с машиной останавливают работу — Если у вашего портативного профилегибочного станка возникла проблема, например, царапает ли валик краску на металле или машина не отрегулирована, это означает, что работа остановлена. Когда работа останавливается на техническое обслуживание, установка прекращается на определенный период времени, что может привести к потере прибыли.
Когда работа останавливается на техническое обслуживание, установка прекращается на определенный период времени, что может привести к потере прибыли.
Требуется уход и техническое обслуживание – Уход и регулярное техническое обслуживание ПРИВЕДЕТ к поломке портативного профилегибочного станка. Как владелец машины, вы несете ответственность за правильную чистку, смазку и техническое обслуживание всех различных частей вашей машины. Это необходимое техническое обслуживание (так же, как техническое обслуживание владения или аренды автомобиля) не является недостатком, а скорее является соображением, о котором следует помнить.
Ограничения по ширине – В зависимости от профиля и типа машины, большинство портативных профилегибочных машин для кровли имеют максимальную ширину около 24 дюймов. Хотя это менее проблематично для архитектурных панелей со стоячим фальцем, известно, что некоторые открытые крепежные системы имеют панели большей ширины, что может быть невозможно при использовании портативных профилегибочных станков.
Так что же такое портативное профилирование?
Это та же концепция профилирования металла на заводе, только в меньшем масштабе, плюс:
- Машину или оборудование можно доставить прямо на место работы.
- Эти машины имеют множество различных применений и применений, например, в сельском хозяйстве или в жилых помещениях.
- Вы не зависите от поставщика панелей или водосточных желобов, и вам не нужно беспокоиться о трате времени или денег на доставку.
- Вы даже можете использовать станок для диверсификации своего бизнеса, поставляя панели для резки и опускания другим.
- Самое лучшее: Производит высококачественные металлические кровельные панели и водосточные желоба для ваших клиентов.
В New Tech Machinery мы знаем, насколько важно для вас быть осведомленными о различных типах портативных профилегибочных машин, особенно если вы хотите их приобрести.