Станок рейсмусовый ср 6 7: Рейсмусовый станок СР6-7 б/у
alexxlab | 08.05.2023 | 0 | Разное
СР-6 Станок рейсмусовый (рейсмус). Паспорт, схемы, описание, характеристики
Сведения о производителе рейсмусового станка
СР-6Производителем рейсмусового деревообрабатывающего станка СР-6 является Ставропольский Станкостроительный завод Красный Металлист, – который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
- СР-6-6 Станок рейсмусовый односторонний
- СР-6-9 Станок рейсмусовый односторонний
- СР-6-10 Станок рейсмусовый односторонний
- СР-8-2 Станок рейсмусовый односторонний
СР-6 (СР 6-10) Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР 6-10 стал дальнейшим развитием своего легендарного предшественника рейсмуса СР-6-9.
Станки СР4-1 (400 мм), СР6-10 (600 мм), СР8-2 (800 мм) – новый, последний модельный ряд рейсмусовых станков, выпущенных заводом “Красный Металлист”, которые пришли на смену модельному ряду рейсмусов СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6 (СР 6-10) предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 250 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР 6-10 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки – механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка – УХЛ4.2, категория условий хранения – 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР-6-10:
- Станок имеет сварную станину из стальных листов, что зачительно облегчило его конструкцию;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет четыре приводных вальца, что значительно улучшает тяговую способность механизма подачи. Узел подачи заготовки также работает от отдельного двигателя;
- Стол оборудован приводными поддерживающими вальцами для повышения надежности подачи при перемещении заготовки;
- Скорость подачи можно выбирать дискретно из 2 значений на пульте станка 8 и 16 м/мин;
- Передний подающий валец может быть выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.

СР-6 Общий вид рейсмусового станка
Фото рейсмусового станка СР 6-10
Схема кинематическая и расположения подшипников рейсмусового станка СР-6
Кинематическая cхема рейсмусового станка СР 6-10
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручной зажим стола
Ввиду простоты кинематической схемы ее описание не приводится.
Расположение составных частей и органов управления рейсмусовым станком СР-6
Расположение составных частей станка СР-6-10. Рис. 3
Расположение органов управления станком СР-6-10. Рис. 4
Расположение органов управления станком СР-6-10. Рис. 5
Расположение органов управления станком СР-6-10. Рис. 6
Расположение составных частей рейсмусового станка СР-6-10
- Кожух звукопоглощающий – Рис.
 6 поз. 73 – СР 6-10.010
6 поз. 73 – СР 6-10.010 - Станина – Рис. 3 поз. 14 – СР 6-10.01.000
- Привод перемещения стола – Рис. 5 поз. 26, 28 – СР 6-10.01.060
- Стол – Рис. 6 поз. 71 – СР 6-10.02.000
- Валец подающий передний – Рис. 6 поз. 65 – СР 6-10.03.000
- Прижимы – Рис. 6 поз. 66, 67 – СР 6-10.04.000
- Вал ножевой – Рис. 6 поз. 72 – СР 6-10.05.000
- Валец подающий задний – Рис. 6 поз. 70 – СР 6-10.05.010
- Электрооборудование – Рис. 3 поз. 13 – СР 6-10.80.000
Расположение органов управления рейсмусовым станком СР-6-10
- Кнопка «Стоп> общая
- Кнопка «Пуск» ножевого вала
- Кнопка «Пуск» привода подачи
- Переключатель частоты вращения электродвигателя привода подачи
- Световой указатель наличия напряжения
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Сигнализация блокировок
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
- Маховичок ручного перемещения стола
- Кнопка «Стоп> общая
- Запирающее устройство вводного автомата
- Вводный автомат
Общая компановка рейсмусового станка СР-6.
 Описание основных сборочных единиц
Описание основных сборочных единицСтанина станка СР-6
Станина 14 (см. Рис. 3—6) станка представляет собой жесткую сварную коробку.
Внутри станины, в центральной нише передней части станка, установлен привод подачи 24 (см. Рис. 5). В задней части центральной ниши станины расположен привод ножевого вала.
Электродвигатель ножевого вала (фланцевого исполнения) крепится к плите 25 (см. Рис. 5), перемещающейся по пазам для натяжки ремней.
В левой нише станины размещены электрошкаф станка и механизм перемещения стола. В правой нише размещены цепная передача привода подачи и клиноременная передача привода ножевого вала.
В верхней части станины крепятся: на разъемных опорах ножевой вал с задним вальцом; прижимы, передний валец с пультом управления и звукопоглощающий кожух. Сзади к звукопоглощающему кожуху крепится эксгаустерная воронка.
На станине станка установлено запирающее устройство вводного автомата (см. Рис. 4), состоящие из корпуса 20, винта 21, прокладки 22, планки 23. К запирающему устройству прилагается специальный ключ 19.
К запирающему устройству прилагается специальный ключ 19.
Для запирания вводного автомата необходимо ключом 19 отпустить винт 21, освободить планку 23 и переместить ее вправо, расположив над рукояткой 18 вводного автомата, после чего зафиксировать планку, затянув винт.
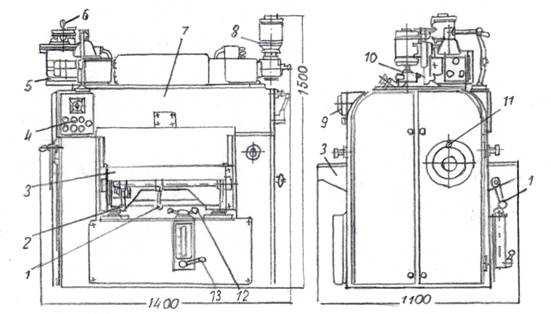
Стол рейсмусового станка СР-6
Стол рейсмусового станка СР-6-10. Рис. 7
Стол 1 чугунный прямоугольной формы с направляющими 2, 3. В столе расположены два гладких приводных вальца 4, 5.
Вальцы смонтированы на подшипниках качения, расположенных в качающихся кронштейнах 6, 7. Выставка вальцев по высоте относительно рабочей поверхности стола производится рычажно-эксцентриковым механизмом 8, поворотом рукоятки 9.
В столе расположен механизм натяжения 10 цепи 11, привода вальцов стола. Натяжение цепи производится с помощью пружины 12, прижимающей к цепи звездочку 13.
Фиксация стола в заданном положении производится поворотом рукоятки 10 (см. Рис. 3), через эксцентрики 13 (см. Рис. 7), винт 14, шток 15, направляющую 16.
Рис. 7), винт 14, шток 15, направляющую 16.
Механизм перемещения стола (см. Рис. 5)
Механизм перемещения стола состоит из электродвигателя 26, клиноременной передачи 27, червячного редуктора 28, цепной передачи 29, винтов перемещения.
Ручное перемещение стола осуществляется маховичком 30, который необходимо нажать в осевом направлении, осуществив зацепление шкива с полумуфтой 32 и только затем вращать маховичок, перемещая стол, при этом конечный выключатель 33 отключит электродвигатель механического перемещения стола. После снятия осевой нагрузки с рукоятки маховичка пружина 31 возвращает полумуфту и маховичок в исходное положение.
Механизм резания и задний подающий валец рейсмусового станка СР-6
Механизм резания и задний подающий валец рейсмусового станка СР-6-10. Рис. 8
Механизм резания станка состоит из ножевого вала и привода ножевого вала. Корпус ножевого вала 1 (рис. 8) цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которых устанавливаются прямые ножи 2.
Крепление ножей производится клиньями 3 и винтами 4. Выставка ножей осуществляется винтами 5 и гайками 6.
Корпус ножевого вала монтируется на шарикоподшипниках 7, размещенных в разъемных опорах 8, 9.
Опоры ножевого вала крепятся к станине.
Вращение ножевого вала осуществляется от электродвигателя клиноременной передачей.
Заточка ножей. Стойкость ножей без переточки составляет 3 — 4 часа работы согласно ГОСТ 6567—76.
Правильно заточенные ножи должны обеспечивать шероховатость обработанной поверхности не более Кг 100 мкм. При превышении шероховатости поверхности выше указанной величины ножи необходимо переточить. В процессе многократных переточек происходит стачивание ножей. Допускается работать ножами шириной не менее 20 мм.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6
Прижимы рейсмусового станка СР-6-10. Рис. 9
К прижимным элементам станка относятся передний и задний прижимы. Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
Передний прижим служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения сколов.
По конструкции передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций 1. Давление каждой секции осуществляется пружиной 2 через шарик, которые размещены в общей оси 3. Каждая секция прижима имеет возможность качаться на оси 4. Секции смонтированы с осями на двух щеках 5.
Задний прижим 6 выполнен в виде сплошной балки, смонтирован на двух щеках 7 и имеет возможность поворачиваться на фланцах, ножевого вала относительно его оси.
Поддерживающие вальцы 4, 5 (см. рис. 7) стола при обработке заготовок из древесины устанавливают выше рабочей поверхности стола на 0,1—0,4 мм. Меньшее значение соответствует обработке заготовок из твердых пород древесины, большее — для обработки заготовок из мягких пород древесины.
Установка вальцов по высоте относительно рабочей поверхности стола производится рукояткой 9.
Механизм подачи рейсмусового станка СР-6
Валец подающий передний рейсмусового станка СР-6-10. Рис. 10
Рис. 10
Механизм подачи станка — четырехвальцовый, который состоит из двух верхних и двух нижних подающих вальцов.
Верхние подающие вальцы собраны на отдельных опорах и состоят из переднего рифельного 65 (см. Рис. 6) и заднего гладкого 70 вальцов. Нижние подающие вальцы — гладкие и установлены в столе.
Валец 1 (см. Рис. 10) подающий передний в станке СР 6-10—цельный рифельный, а в станке СР8—2.01—секционный (рис. 10а). Он установлен на двух шарикоподшипниках 2, размещенных в качающихся кронштейнах 5 и 6.
Оси качения кронштейнов через втулки 7 и 8 закреплены в опорах 3 и 4.
По требованию заказчика станок СР 6-10 может быть изготовлен с секционным рифельным валом.
Валец подающий передний рейсмусового станка СР-6-10. Рис. 10а
На валу 2 (рис. 10а) имеются продольные прорези-канавки, в которых размещаются упорные планки секционных колец 1. Центрование кольца 1 относительно оси вала 2 осуществляют резиновые втулки 7.
Прижимается валец к обрабатываемой заготовке при помощи пружины через тяги.
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Валец подающий передний рейсмусового станка СР-6-10. Рис. 11
Перед подающим вальцом установлена когтевая защита 11 (см. Рис. 11). Подъем когтевой защиты производится поворотом оси 9.
Пружина 10 возвращает когтевую защиту в рабочее положение.
В узел переднего подающего вальца входит пульт управления станком, в который вставлена ось со звукопоглощающими элементами в виде отдельных планок 12.
Задний подающий валец 10 (см. Рис. 8) выполнен гладким, устанавливается на шарикоподшипниках 11, размещенных в качающихся кронштейнах 12, 13. Оси 14 качения кронштейнов прикреплены к разъемным опорам 8, 9 совместно с корпусом ножевого вала. Прижим вальца к заготовке осуществляется пружинами.
Привод подачи рейсмусового станка СР-6
Привод подачи рейсмусового станка СР-6-10. Рис. 12
Привод подачи (см. Рис. 12)
Привод подачи состоит из двигателя 1, соединительной муфты 2 и редуктора 3, смонтированных на плите 4.
Установка необходимой скорости подачи производится поворотом переключателя на пульте управления станком на желаемую скорость.
Принадлежности к станку
В комплект поставки станка входят:
Комплект инструмента и принадлежностей (ключи, отвертка, шприц штоковый) и приспособления
Приспособление контрольное для установки режущих кромок ножей
Приспособление контрольное рейсмусового станка СР-6. Рис. 13
13
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см.рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Электрооборудование станка рейсмусового одностороннего СР-6
Схема электрическая принципиальная рейсмусового станка СР 6-10 и СР8-2.01 Рис. 15
Схема электрическая принципиальная СР-6. Смотреть в увеличенном масштабе
Электрооборудование станка СР 6 Рис. 15 содержит:
- М1 – асинхронный электродвигатель с короткозамкнутым ротором — привод ножевого вала;
- М2 – асинхронный двухскоростной электродвигатель с короткозамкнутым ротором — привод подачи;
- МЗ – асинхронный электродвигатель с короткозамкнутым ротором — привод перемещения стола;
- Конечные выключатели – контролирующие положение боковых дверей, эксгаустерной воронки и крайние положения стола;
- Пульт – пусковая и защитная аппаратура, расположенная на пульте и в нише станины.

На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
В данном руководстве приводятся (см.табл. 6):
Пульт управления размещен в верхней части облицовки станка, а электрошкаф в нише станины.
Для включения станка в электрошкафе установлен вводный выключатель Q1, привод которого выведен наружу.
Ввод должен быть осуществлен проводом марки ПВЗ сечением 2,5 мм² черного цвета для силовых цепей и зелено-желтого цвета — для заземления, для СР8-2.01. – сечением 4 мм².
Описание работы электросхемы (см. Рис.16)
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателей Q1 и Q2, после чего закрыть дверь электрошкафа.
Включением вводного выключателя Q1 подается питание на силовые цепи, управления и цепи сигнализации. На пульте управления должна загореться сигнальная лампа Н1.
На пульте управления должна загореться сигнальная лампа Н1.
Включением привода ножевого вала осуществляется кнопкой S6, при этом включается магнитный пускатель К3, замыкая свои контакты в цепи питания электродвигателя ножевого вала М1.
Привод подачи включается кнопкой S8, расположенной на пульте управления, при включенном приводе ножевого вала. При этом включается магнитный пускатель К6, замыкая свои контакты в цепи питания электродвигателя М2.
При включении в работу ножевого вала и привода подачи на пульте управления загораются соответствующие им сигнальные лампы НЗ, Н4 и Н5.
Принципиальной схемой станка предусмотрено 2 скорости подачи.
Изменение скорости подачи производится переключателем 59, переключением скоростей двухскоростного электродвигателя М2.
Отключение электродвигателей М1 и М2 осуществляется нажатием кнопок 51, расположенной на пульте управления, или 52, расположенной в правой нише задней части станка.
Для остановки привода ножевого вала используется электродинамическое торможение, интенсивность торможения задается регулировочным резистором блока управления, а время торможения не должно превышать 15с (регулируется пневмоприставкой пускателя K4).
Для регулирования блока электродинамического торможения привода ножевого вала необходимо:
- выдержку времени пневмоприставки пускателя К4 выставить равной 15с;
- движок переменного резистора блока управления А установить в среднее положение;
Для увеличения интенсивности торможения движок резистора поворачивают по часовой стрелке, для уменьшения — против часовой стрелки.
Рассмотрим работу схемы при электродинамическом торможении привода ножевого вала М1. При отключении привода ножевого вала кнопками S1 или S2 отключается пускатель К3 и контактом (16, 17) включает пускатель К5.
Пускатель К5 замыкает свои контакты в силовой цепи электродинамического торможения, подавая питание на блок торможения А, контакт (2, 16) пневмоприставки пускателя К4 размыкается через t=15с, достаточное для полной остановки привода ножевого вала.
Регулировка считается выполненной правильно, если при нажатии на одну из кнопок «Общий стоп» электродвигатель привода ножевого вала вращается 15сек, и сразу же после полной остановки электродвигателя происходит отключение тормозного контактора.
Привод перемещения стола М3 включается при отключенном приводе ножевого вала в толчковом режиме кнопками S11 и S13, расположенными на пульте управления. Ограничение хода стола осуществляется конечными выключателями S10 и S12.
В соответствии с техническими характеристиками электродвигатели серии АИР, установленные на станке, допускают не более 10 циклов включения — отключения в час.
С холодного состояния электродвигатель можно включить — отключить с электродинамическим торможением и сразу же повторить цикл включения — отключения. Последующие циклы включения — отключения можно повторить с интервалом не менее 5—6 мин, но не более 10 циклов в час.
Читайте также: Станки для продольного раскроя пиломатериалов
СР-6 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-6
| СР-6-9 | СР-6-10 | СР-8-2 | |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | – | 0,37 | 0,37 |
Суммарная мощность всех эл. двигателей станка, кВт двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
- Станок рейсмусовый односторонний СР6-10 и СР8-2.01. Руководство по эксплуатации, 1992
- Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2002
- Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
- Бобиков П.Д. Мебель своими руками, 2004
- Борисов И.Б. Обработка дерева, 1999
- Джексон А., Дэй Д. Библия работ по дереву, 2015
- Золотая книга работ по дереву для владельца загородного участка, 2015
- Ильяев М.
 Д. Резьба по дереву, Уроки мастера, 2015
Д. Резьба по дереву, Уроки мастера, 2015 - Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В.И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.
 И. Окорочные станки, 1990
И. Окорочные станки, 1990 - Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
- Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Список литературы:
Связанные ссылки. Дополнительная информация
Станок Рейсмус СР 6-7 Рейсмусний, Рейсмусовий Б/У
- Доска объявлений
- Деревообрабатывающее оборудование
- Столярное оборудование
- Рейсмусовые станки
Объявление не актуально!
Рейсмус в хорошому робочому стані, замінені підшипники, Все працює добре. Вали без вібрації. Можна перевірити в роботі. Відео роботи станка можу скинути на Email або viber.
В наявності є інші станки.
Деталі по телефону.
Создано 12.02.2018 Изменено 17.12.2018
Деревообрабатывающие станки б у Рейсмус Станки по дереву Оборудование для деревообработки Станки для мастерской Дробилка для трактора
Прикрепленное видео
Похожие объявления
Станок рейсмус РС-60
Состояние: Б/У Производитель: Россия
Орел (Россия)
100 000
ОрбітаСтанок, Деревообробні станки, рейсмус, фрезер, фуганок, токарний
Состояние: Б/У Год выпуска: 1980 Производитель: Україна (Украина)
ООО «Орбита»
Червоноград (Украина)
1 000
Рейсмус ср 1-63
Состояние: Б/У Год выпуска: 1997 Производитель: Россия
Иркутск (Россия)
110 000
Рейсмус СР 8 -1
Состояние: Б/У Год выпуска: 1990 Производитель: Красный Металлист (Россия)
Железнодорожный (Московск. ) (Россия)
) (Россия)
80 000
Рейсмус СР-4К
Состояние: Б/У Год выпуска: 2008 Производитель: Россия
Москва (Россия)
Станок-рейсмус DMS 63
Состояние: Новый Производитель: ZMM STOMANA (Болгария)
Казань (Россия)
Рейсмус СР 12-3
Состояние: Новый Производитель: Красный Металлист
В наличии
Судак (Россия)
200 000
Интересные статьи партнеров
Поставка и пусконаладка токарного станка ЧПУ с наклонной станиной MetalTec ТС 55х750 Пром в Альметьевске
Искусство нанесения линий разметочным шнуром!
5 простых способов избежать травм на круглопильном станке
Наоми Ву также известная как Sexy Cyborg — мастер по DIY проектам и видеоблогер из Китая
Ремонт лазерно-гравировального станка с ЧПУ LM 2030 [замена трубки излучения]
Во Владимире запущен оптоволоконный лазер для резки листового металла и труб XTC-1530HT/1000 Raycus
Практическое руководство: Металлическая инкрустация в дереве своими руками
Комплексная поставка станков для деревообработки в Московскую область
4 года кропотливой работы – Самая длинная в мире скульптура из дерева
Вы недавно смотрели
Все просмотренные объявления →
Доска объявлений по городскому планированию | Планетизен
Транспортный инженер
КалтрансАссоциированный планировщик
Хейер Груэль Ассошиэйтс – Ред Бэнк Боро, Нью-ДжерсиСтарший планировщик
Heyer Gruel & Associates PA – Ред Бэнк Боро, Нью-ДжерсиГрадостроитель
Город горы Шаста – Гора Шаста, КалифорнияДиректор транспортного правосудия
Городская среда обитания – Окленд, КалифорнияСтарший планировщик
Порт Сан-Диего
17 апреля – Сан-Диего, Калифорния
Старший аналитик, Data Science and Analytics
Консультанты по персоналу
17 апреля – Нью-Йорк, NY
Старший планировщик
PlanRVA
17 апреля – Ричмонд, Вирджиния
Планировщик развития центра города
Город МакКинни
17 апреля – МакКинни, Техас
Менеджер программ
Управление транспорта Контра-Коста
14 апреля – Округ Контра-Коста, Калифорния
Специалист по управлению спросом на поездки
Город Форт-Коллинз
13 апреля – Форт-Коллинз, Колорадо
Планировщик
Департамент планирования округа Сент-Луис
13 апреля – Клейтон, Миссури
Планировщик / старший Планировщик
Район шоссе округа Ада
13 апреля – Гарден Сити, ID
Старший планировщик (комплексное планирование)
Город Бельвю
13 апреля – Белвью, Вашингтон,
Старший планировщик
Город Фейетвилл
13 апреля – Фейетвилл, AR
Ассоциированный планировщик
Город Палмдейл
13 апреля – Палмдейл, Калифорния
Стажер по планированию
Город Джексон
12 апреля – Джексон, Вайоминг
Помощник планировщика
Город Лоуэлл
12 апреля – Лоуэлл, Массачусетс
Главный транспортный планировщик
Столичная комиссия по планированию округа Чатем, Саванна
12 апреля – Саванна, Джорджия
Транспортный планировщик
Столичная комиссия по планированию округа Чатем, Саванна
12 апреля – Саванна, Джорджия
Планировщик I
Город Форт-Смит
12 апреля – Форт-Смит, AR
Старший планировщик
Город Форт-Смит
12 апреля – Форт-Смит, AR
Менеджер – Транспортное планирование
Метро Лос-Анджелеса
11 апреля – Лос-Анджелес, Калифорния
Менеджер по планированию
Город Гранд-Джанкшен
10 апреля – Гранд-Джанкшен, Колорадо
Старший планировщик
Город Ванкувер
10 апреля – Ванкувер, Вашингтон,
Старший планировщик
Город Южная Пасадена
10 апреля – Южная Пасадена, Калифорния
Аналитик по климатической и транспортной политике
Департамент жилищного строительства и общественного развития Калифорнии
10 апреля – Сакраменто, Калифорния
Транспортная инженерия
Город Гринсборо
10 апреля – Гринсборо, Северная Каролина
Планировщик 2 – Планы сообщества
Metro Департамент планирования округа Нэшвилл-Дэвидсон
10 апреля – Нэшвилл, Теннесси
Планировщик 2 – Управление проектами
Метро Нэшвилл/Департамент планирования округа Дэвидсон
10 апреля – Нэшвилл, Теннесси
Менеджер по планированию 1 – Управление проектами
Metro Департамент планирования округа Нэшвилл-Дэвидсон
10 апреля – Нэшвилл, Теннесси
Младший планировщик (Планировщик II)
Комиссия регионального планирования округа Клинтон
10 апреля – Уилмингтон, Огайо
Фискальный/экономический аналитик
ТишлерБиз, Инк.
10 апреля – Бетесда, Мэриленд
Аналитик баз данных ГИС
Город Чикаго, Департамент общественного здравоохранения
7 апреля – Чикаго, Иллинойс
Плановик/ГИС-аналитик
Heyer Gruel & Associates PA
7 апреля – Район Ред Бэнк, Нью-Джерси
Аналитик или сотрудник
BAE Urban Economics, Inc.
6 апреля – Беркли, Калифорния
PROS Планировщик парков 2
Парки округа Майами-Дейд
6 апреля – Майами, Флорида
Старший планировщик – Транспортная безопасность
Районный совет Хьюстона-Галвестона
6 апреля – Хьюстон, Техас
Транспортный планировщик
North Central Texas Council of Governments
6 апреля – Арлингтон, Техас
Текущий планировщик I, II или III
Правительство округа Сарасота
6 апреля – Сарасота, Флорида
Директор по планированию – Транзит
Правительство округа Окленд
6 апреля – Уотерфорд, Мичиган
Планировщик – Развитие, ориентированное на транзит
CapMetro
5 апреля – Остин, Техас
Старший специалист по экологическому планированию
Город Лоуэлл
4 апреля – Лоуэлл, Массачусетс
Транспортный планировщик/SR.
 Транспортный планировщик
Транспортный планировщикРайон шоссе округа Ада
4 апреля – Бойсе, ID
Старший планировщик
Город Сан-Антонио
4 апреля – Сан-Антонио, Техас
Директор по планированию
Совет уполномоченных округа Нассау
4 апреля – Юли, Флорида
Опытный общественный планировщик
Город Ливуд Канзас
4 апреля – Ливуд, Канзас
Старший планировщик кодекса и политик
Город Белвью
4 апреля – Белвью, Вашингтон,
Координатор по развитию транспорта и инфраструктуры
Правительство округа Арлингтон
3 апреля – Арлингтон, Вирджиния
Директор по развитию сообщества
Город Бруклин
3 апреля – Бруклинский центр, MN
Ассоциированный планировщик
Art Rodriguez Associates
31 марта – Аркадия, Калифорния
директор
Департамент планирования и зонирования округа Ховард
31 марта – Элликотт-Сити, Мэриленд
Младший планировщик II
Город Санта-Крус
31 марта – Санта-Крус, Калифорния
Транспортный планировщик
North Central Texas Council of Governments
31 марта – Арлингтон, Техас
Старший планировщик – региональное планирование
Районный совет Хьюстона-Галвестона
31 марта – Хьюстон, Техас
Заместитель директора, Capital Development
Калифорнийский университет в Санта-Барбаре
30 марта – Санта-Барбара, Калифорния
Аналитик по управлению – мультимодальные услуги (железнодорожные/транзитные перевозки)
Транспортная комиссия округа Риверсайд (RCTC)
30 марта – Риверсайд, Калифорния
Ассоциированный планировщик
BERK Consulting
30 марта – Сиэтл, Вашингтон,
Финансовый/экономический аналитик
BERK Consulting
30 марта – Сиэтл, Вашингтон,
Старший техник разрешительной службы
Город Малибу
30 марта – Малибу, Калифорния
Ассоциированный я
Strategic Economics Inc.
30 марта – Беркли, Калифорния
Старший юрист
Strategic Economics Inc.
30 марта – Беркли, Калифорния
Старший планировщик
Город Геркулес
29 марта – Геркулес, Калифорния
Специалисты по контрактам и рискам
North Central Texas Council of Governments
29 марта – Арлингтон, Техас
Планировщик велосипедов и пешеходов
North Central Texas Council of Governments
29 марта – Арлингтон, Техас
Менеджер по справедливому жилищному строительству
Департамент жилищного строительства и общественного развития Калифорнии
28 марта – Сакраменто, Калифорния
Планировщик мультимодальных перевозок
Столичная организация планирования округа Аламо
28 марта – Сан-Антонио, Техас
Инженер по трафику
Город Санта-Моника
28 марта – Санта-Моника, Калифорния
Директор по планированию и развитию
Город Кингсвилл
27 марта – Кингсвилл, Техас
Старший планировщик
Princeton Planning
24 марта – Принстон, Нью-Джерси
Общественный координатор
Шарлотта Департамент транспорта
24 марта – Шарлотта, Северная Каролина
Старший планировщик
Сити оф Колледж Парк
24 марта – Колледж-Парк, Мэриленд,
Младший планировщик парка
Город Вакавилль
23 марта – Вакавилль, Калифорния
Главный планировщик – Региональный планировщик перевозок
Районный совет Хьюстона-Галвестона
23 марта – Хьюстон, Техас
Главный планировщик – Чистые города, окружающая среда и качество воздуха
Районный совет Хьюстона-Галвестона
23 марта – Хьюстон, Техас
Координатор по развитию сообщества
Город Пендлтон
23 марта – Пендлтон, IN
Директор по развитию сообщества
Деревня Вестмонт
23 марта – Вестмонт, Иллинойс
Директор по развитию сообщества
Город Туларе
23 марта – Туларе, Калифорния
Директор по мобильности и инфраструктуре и старший директор по программированию
Комиссия регионального планирования Мид-Огайо
23 марта – Колумбус, Огайо
Менеджер по развитию
Аппарат заместителя мэра по планированию и экономическому развитию
23 марта – Вашингтон, округ Колумбия
Специалист по административной поддержке
Совет правительств Большого Портленда
22 марта – Портленд, Мэн
Директор по планированию и взаимодействию с общественностью
Распространение по Сан-Диего
22 марта – Сан-Диего, Калифорния
Аналитик бизнес-программ
г. Евгений
Евгений
21 марта – Евгений, ИЛИ
Старый город Чайнатаун Руководитель проектов
Проспер Портленд
21 марта – Портленд, Орегон
Планировщик
Город Инглвуд
21 марта – Инглвуд, Калифорния
Специалист по жилищной политике
Департамент жилищного строительства и общественного развития Калифорнии
21 марта – Сакраменто, Калифорния
Супервайзер по планированию
Город Роли
21 марта – Роли, Северная Каролина
Планировщик 2
Город Гринвилл
21 марта – Гринвилл, Северная Каролина
Планировщик I
Город Гринвилл
21 марта – Гринвилл, Северная Каролина
Директор по развитию сообщества
Торговый город Городской
21 марта – Коммерс Сити, Колорадо
Помощник директора по развитию сообщества – планирование и проектирование
Город Сент-Чарльз
20 марта – Сент-Чарльз, Иллинойс
Координатор сельских проектов (член RARE AmeriCorps)
Ресурсная помощь для сельской среды (RARE) Программа AmeriCorps
20 марта – Евгений, ИЛИ
Менеджер по развитию и анализу данных
Митрополичий совет
20 марта – Сент-Пол, Миннесота
Хиллсборо TPO Исполнительный директор
TPO округа Хиллсборо
20 марта – Тампа, Флорида
Старший планировщик
Митрополичий совет
20 марта – Сент-Пол, Миннесота
Менеджер проекта Я
Проспер Портленд
20 марта – Портленд, Орегон
Координатор программ и исследований
Корнельский университет
17 марта – Итака, Нью-Йорк
Планировщик перевозок на короткие расстояния I/II (Программа улучшения транспорта)
Городская организация планирования округа Аламо
15 марта – Сан-Антонио, Техас
Планировщик транспорта (программа решений для поездок на работу)
Столичная организация планирования округа Аламо
15 марта – Сан-Антонио, Техас
Городское планирование – продюсер и редактор видео
Planetizen и Urban Insight
13 марта – Лос-Анджелес, Калифорния
Ассоциированный
TAG Associates, Inc.
13 марта – Норвуд, Массачусетс
Исполнительный директор
Жилищное товарищество Fraser River Valley
9 марта – Зимний парк, CO
Директор по планированию
Город Оберн
9 марта – Оберн, Алабама
Директор по планированию
Округ Поухатан
8 марта – Поухатан, Вирджиния
Постдокторский научный сотрудник – Центр бездомности
Калифорнийский университет, Сан-Диего
6 марта – Ла-Холья, Калифорния
Старший специалист по проектной информации
Управление транспортного планирования Северного Джерси
6 марта – Ньюарк, Нью-Джерси
Исполнительный директор
Целевой фонд жилищного строительства округа Полк
6 марта – Де-Мойн, ИА
Специалист по планированию/зонированию
Город Каррборо
1 марта – Каррборо, Северная Каролина
Заместитель директора по стабилизации арендной платы
Город Беверли-Хиллз
22 февраля – Беверли-Хиллз, Калифорния
Ведущий планировщик – координатор TIP
Агентство транспортного планирования Палм-Бич (TPA)
21 февраля – Уэст-Палм-Бич, Флорида
Преподаватель ГИС на неполный рабочий день
Департамент городской и экологической политики и планирования Университета Тафтса
22 ноября – Медфорд, Массачусетс
Менеджер программы – неклассифицированный (управление транспортными системами и операционный менеджер)
Транспорт округа Пима
5 августа – Tucson, AZ
Porter-Cable PC60THPK 6-амперный ручной рубанок Preview
Обзоры инструментов по инструментам 4
Клинт ДеБоер
Вы когда-нибудь хотели, чтобы у вашего электрического рубанка была более длинная стойка и лучший сбор пыли? Porter-Cable пытается удовлетворить эти потребности с помощью своего нового 6-амперного ручного рубанка (модель #PC60THPK). Совершенно новый рубанок на самом деле довольно гладкий, с наклонным задним профилем и 3 канавками с фаской. Новый двигатель, достаточно мощный для тех, кто хочет выполнять серьезное ручное строгание для финишной обработки, развивает скорость 16 500 об/мин. На первый взгляд кажется, что этот рубанок идеально подходит для строгания деревянных досок, укорачивания дверей и балок, а также снятия фаски и профилирования углов и краев различных твердых пород дерева. Однако нам понравилось то, что он мог нарезать до 5/64 дюйма за проход. Для тех, у кого проблемы с дробями, это чуть более 1/16 дюйма — не очень глубоко по стандартам строгания, но это инструмент, предназначенный для более тонкой работы, а не то, чем можно заменить циркулярную пилу. Рубанок поставляется с двумя лезвиями, и вы можете использовать лезвия из быстрорежущей стали (HSS) или твердосплавные. Диски из быстрорежущей стали идеально подходят для более агрессивного строгания — там, где могут встретиться гвозди, а диски из карбида — ваш инструмент для плотников или мастеров, которые не рискуют заклинить их на чем-либо, кроме дерева.
Рубанок поставляется с двумя лезвиями, и вы можете использовать лезвия из быстрорежущей стали (HSS) или твердосплавные. Диски из быстрорежущей стали идеально подходят для более агрессивного строгания — там, где могут встретиться гвозди, а диски из карбида — ваш инструмент для плотников или мастеров, которые не рискуют заклинить их на чем-либо, кроме дерева.
Вы когда-нибудь хотели, чтобы у вашего электрического рубанка была более длинная стойка и лучший сбор пыли? Porter-Cable пытается удовлетворить эти потребности с помощью своего нового 6-амперного ручного рубанка (модель #PC60THPK). Новый ручной рубанок Porter-Cable PC60THPK на 6 ампер на самом деле довольно гладкий, с наклонным профилем и 3 скошенными канавками. Новый двигатель, достаточно мощный для тех, кто хочет выполнять серьезное ручное строгание для финишной обработки, развивает скорость 16 500 об/мин. На первый взгляд кажется, что этот рубанок идеально подходит для строгания деревянных досок, укорачивания дверей и балок, а также снятия фаски и профилирования углов и краев различных твердых пород дерева. Однако нам понравилось то, что он мог нарезать до 5/64 дюйма за проход. Для тех, у кого проблемы с дробями, это чуть более 1/16 дюйма — не очень глубоко по стандартам строгания, но это инструмент, предназначенный для более тонкой работы, а не то, чем можно заменить циркулярную пилу. Рубанок поставляется с двумя лезвиями, и вы можете использовать лезвия из быстрорежущей стали (HSS) или твердосплавные. Диски из быстрорежущей стали идеально подходят для более агрессивного строгания — там, где могут встретиться гвозди, а диски из карбида — ваш инструмент для плотников или мастеров, которые не рискуют заклинить их на чем-либо, кроме дерева.
Однако нам понравилось то, что он мог нарезать до 5/64 дюйма за проход. Для тех, у кого проблемы с дробями, это чуть более 1/16 дюйма — не очень глубоко по стандартам строгания, но это инструмент, предназначенный для более тонкой работы, а не то, чем можно заменить циркулярную пилу. Рубанок поставляется с двумя лезвиями, и вы можете использовать лезвия из быстрорежущей стали (HSS) или твердосплавные. Диски из быстрорежущей стали идеально подходят для более агрессивного строгания — там, где могут встретиться гвозди, а диски из карбида — ваш инструмент для плотников или мастеров, которые не рискуют заклинить их на чем-либо, кроме дерева.
Регулировка глубины возможна с помощью 11 упоров, расположенных через каждые 1/128 дюйма до 5/64″. Многие строгальные станки не обеспечивают такой тонкой дифференциации по глубине, поэтому PC60THPK действительно предназначен для точной работы и ограниченного съема материала за проход. Чтобы быть уверенным в ровном и прямоугольном результате, рубанок имеет удлиненный башмак из литого алюминия диаметром 11-1/2″, а три канавки с фаской разного размера позволяют без проблем выполнять все виды косых пропилов. Как и все рубанки, которые мы видели в последнее время, подставка защищает лезвия, когда инструмент не используется.
Как и все рубанки, которые мы видели в последнее время, подставка защищает лезвия, когда инструмент не используется.
Угол рукоятки идеально расположен для направления рубанка вперед, обеспечивая при этом необходимое усилие, направленное вниз, чтобы удерживать инструмент ровно и прямо. Переключатель с блокировкой также означает, что вы можете использовать инструмент для продолжительных работ без необходимости зажимать спусковой крючок двумя пальцами. Черная резиновая накладка покрывает рукоятку до самого верха, где можно использовать вторую руку для стабилизации глиссирующего действия. Ручка глубины расположена в передней части инструмента, а также имеет удобную поверхность для захвата с прочной конструкцией, поэтому вам не составит труда схватиться за нее, чтобы направить рубанок. PC60THPK включает в себя прочный мешок для сбора пыли, который фильтрует и собирает пыль и мусор. Как правило, для достижения наилучших результатов мы рекомендуем использовать магазинный пылесос или набор для сбора пыли, поскольку рубанки очень быстро удаляют чрезмерное количество пыли (инструмент также включает в себя адаптер, позволяющий сразу подключиться к большинству устройств). Чтобы противостоять этому, мы отметили, что сумка на самом деле больше, чем у большинства, и сохраняет прямоугольную форму, чтобы вмещать больше, чем обычная овальная сумка. Двухпозиционный переключатель пылеудаления позволяет поворачивать выхлоп влево или вправо, обеспечивая максимальную гибкость во время работы. Единственное, чего не хватает в этом инструменте, — это его шнур, длина которого составляет всего 6 футов.
Чтобы противостоять этому, мы отметили, что сумка на самом деле больше, чем у большинства, и сохраняет прямоугольную форму, чтобы вмещать больше, чем обычная овальная сумка. Двухпозиционный переключатель пылеудаления позволяет поворачивать выхлоп влево или вправо, обеспечивая максимальную гибкость во время работы. Единственное, чего не хватает в этом инструменте, — это его шнур, длина которого составляет всего 6 футов.
Porter-Cable PC60THPK 6-амперный ручной рубанок Характеристики
- Двигатель: 6 А
- Максимальная глубина резания: 5/64″
- Макс. глубина кролика: 0,47″
- Включает лезвия из карбида и быстрорежущей стали
- Башмак из литого алюминия 11,5″
- Встроенная подножка
- 3 размера паза с фаской
- Двустороннее пылеудаление
- Скорость: 16 500 об/мин
- Прочная конструкция ремня
- Сменные щетки двигателя
- 2-пальцевый переключатель с фиксацией на
- Конструкция с двумя лезвиями
- Высококачественный шнур 6 футов
Почти для того, чтобы предотвратить вопросы долговечности, Porter-Cable включила сменные щетки двигателя, сменную систему ременного привода и оба набора лезвий (быстрорежущая сталь и карбид). Ручной рубанок Porter-Cable (PC60THPK) уже есть на прилавках и продается по разумной цене 89,97 долларов. Помимо лезвий, вакуумного адаптера и мешка для сбора пыли, инструмент также поставляется с металлическим ограждением для кроликов (глубина 0,47 дюйма) и кейсом для выдувной формы для хранения. Инструмент также поставляется с 3-летней ограниченной гарантией Porter-Cable, 1-летним соглашением об обслуживании и 90-дневная гарантия возврата денег.
Ручной рубанок Porter-Cable (PC60THPK) уже есть на прилавках и продается по разумной цене 89,97 долларов. Помимо лезвий, вакуумного адаптера и мешка для сбора пыли, инструмент также поставляется с металлическим ограждением для кроликов (глубина 0,47 дюйма) и кейсом для выдувной формы для хранения. Инструмент также поставляется с 3-летней ограниченной гарантией Porter-Cable, 1-летним соглашением об обслуживании и 90-дневная гарантия возврата денег.
Об авторе
Клинт ДеБоер
Главный редактор
Когда он не играет с новейшим электроинструментом, Клинт ДеБоер наслаждается жизнью мужа, отца и заядлого читателя, особенно Библии. Он любит Иисуса, имеет степень звукорежиссера и с 1992 года занимается мультимедийными и/или онлайн-публикациями в той или иной форме. Получив диплом младшего специалиста в области звукозаписи, он начал работать в знаменитой студии Soundelux в 19-м году.94, одной из крупнейших постпродакшн-компаний, специализирующихся на аудио для художественных фильмов и телевидения. Работая над множеством художественных фильмов, Клинт оттачивал свои навыки редактора диалогов, редактора фоли и звукорежиссера. Спустя годы он перешел в расширяющуюся область редактирования видео, где в течение трех лет работал старшим видеоредактором компании AVID.
Работая над множеством художественных фильмов, Клинт оттачивал свои навыки редактора диалогов, редактора фоли и звукорежиссера. Спустя годы он перешел в расширяющуюся область редактирования видео, где в течение трех лет работал старшим видеоредактором компании AVID.
Работая для таких клиентов, как Universal Pictures, Hollywood Pictures, Paramount Home Entertainment, NASA, Universal Studios, Planet Hollywood, SEGA, NASCAR и других, Клинт ДеБоер много занимался управлением клиентами, а также монтажом фильмов и видео, цветокоррекцией, а также цифровое видео и сжатие MPEG. Он также имеет несколько сертификатов THX (Technician I и II, THX Video) и сертифицирован ISF уровня II.
Основав в 1996 году издательскую компанию CD Media, Inc., он продолжал помогать запускать или развивать несколько успешных интернет-изданий, в том числе Audioholics (в качестве главного редактора в течение 12 лет), Audiogurus и AV Gadgets. В 2008 году Клинт основал Pro Tool Reviews, за которым в 2017 году последовал обзор OPE Reviews, посвященный ландшафтному и наружному энергетическому оборудованию.