Станок шлифовальный для клапанов: Станки для шлифования и притирки клапанов и задвижек
alexxlab | 14.11.2020 | 0 | Разное
Станки для шлифования и притирки клапанов и задвижек
Уважаемые партнёры! Будьте внимательны. Покупайте продукцию CLIMAX только у авторизованных поставщиков, данные о них есть на сайте CLIMAX – www.climaxportable.com/contact-us/
Представлены в трех конфигурациях, позволяют выполнять шлифовку и притирку гнезд запорных и обратных клапанов, а также восстанавливать поверхность в районе гнезд клапанов до стандартов производителя, и даже выше. Имеется регулятор для обеспечения быстрой и удобной регулировки усилия шлифования.
Мобильные станки для шлифовки и притирки клапанов VM1150, VM1200
- Диаметры седла клапана – 32-200 мм
- Глубина погружения – 450 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки клапанов VM1350, VM1500, VM1600
- Диаметры седла клапана – 40-600 мм
- Глубина погружения – 1000 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки клапанов VM1700, VM1900
- Диаметры седла клапана – 200-1000 мм
- Глубина погружения – 1400 мм
- Тип клапана – обратный клапан
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки Сферических/Предохранительных клапанов VM2050C, VM2100C, VM2150C, VM2350C
- Диаметры седла клапана – 10-305 мм
- Глубина погружения – 600 мм
- Тип клапана – регулирующий клапан (седло коническое)
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки Сферических /Предохранительных клапанов VM2050S, VM2150S
- Диаметры седла клапана – 10-150 мм
- Глубина погружения – 300 мм
- Тип клапана – регулирующий предохранительный клапан (седло плоское)
- Тип привода – с электроприводом, пневматический
Мобильные станки для шлифовки и притирки сёдел регулирующих клапанов VM2350, VM2500, VM2600
- Диаметры седла клапана – 80-600 мм
- Глубина погружения – 800 мм
- Тип клапана – регулирующий клапан (седло плоское)
- Тип привода – с электроприводом, пневматический
Станок для шлифования и притирки Стационарных Запорных / Сферических клапанов VM5800
- Диаметры седла клапана – 10-350 мм
- Глубина погружения – не имеется в наличии
- Тип клапана – запорно-регулирующий
- Тип привода – с электроприводом
Поспешай не торопясь: как не ошибиться при выборе станка для шлифовки клапанов
Мы всегда приветствуем грамотные статьи, которые посвящены современным технологиям ремонта моторных деталей или ремонтному оборудованию. Действительно, из таких статей отечественные мотористы могут многое почерпнуть для своей каждодневной работы, возможно, приобрести новое оборудование и выполнить ремонт той или иной детали более качественно. И это не может не радовать – когда новые современные технологии и оборудование приходят на смену старым дедовским методам и ручным приспособлениям, отечественный моторный ремонт становится все более и более качественным.
Действительно, из таких статей отечественные мотористы могут многое почерпнуть для своей каждодневной работы, возможно, приобрести новое оборудование и выполнить ремонт той или иной детали более качественно. И это не может не радовать – когда новые современные технологии и оборудование приходят на смену старым дедовским методам и ручным приспособлениям, отечественный моторный ремонт становится все более и более качественным.
Оборудование для моторного ремонта в последнее время становится темой многих статей. Действительно, сегодня в связи с резким обновлением парка и появлением в ремонте двигателей самых современных конструкций мотористов волнует много вопросов. И один из главных – какое оборудование приобрести для своего моторного цеха? Ведь предложений на рынке масса, можно и ошибиться?
На самом деле, ошибиться не только можно – легко. Практика показывает, что если руководствоваться, к примеру, только низкой ценой оборудования, то попадание впросак будет вполне закономерным результатом такого «выбора».
От лукавого…
Некоторые продавцы, прекрасно зная эту особенность русского характера – стремление во чтобы то ни стало купить подешевле, отлично научились ею пользоваться, дабы поскорее сбыть свой устаревший, иногда залежалый, а то и вовсе некачественный товар. И вполне в этом преуспели. Действительно, надо говорить покупателю правду (читай – достоинства), только правду и ничего кроме правды о своем товаре, но… ни в коем случае не всю правду, то есть ни слова о недостатках. О других аналогичных товарах от конкурентов надо использовать этот принцип «наоборот» – только плохое, ничего, кроме плохого, и т.д. И тогда денежки покупателя уж точно в кармане!
И надо сказать, на такую «ржавую блесну» попадаются. Причем, не только новички-профаны, которых и уговаривать-то особенно не надо, но и вполне серьезные профессионалы. Но если новичок не сможет сразу разобраться в особенностях устройства и работы разных моделей оборудования, и, как правило, склонен целиком доверять «добрым советам» иного лукавого продавца, то для профессионала это выглядит непростительной ошибкой.
Но лукавые продавцы, почувствовав, где у многих российских покупателей слабое место, «пускаются во все тяжкие». На все лады расхваливая свой товар, они хватаются за перо, бросаются публиковать свои нетленные творения. Некоторые так преуспели в попытках выдать «белое за черное» и «навести тень на ясный день», что даже облекли в «наукообразную» оболочку откровенную ложь и подтасовку фактов. Цель одна – всеми правдами и неправдами доказать, что их морально устаревшие образцы лучше.
В то же время мы давно предупреждали таких излишне прытких и ретивых – не надо сравнивать несравнимые вещи. Тем самым будить, так сказать, спящего крокодила. Или тигра. А то и самого бегемота. Сравнение – дело не столько полезное для покупателя, сколько весьма опасное для иного производителя. Ведь если будет доказан какой-то органический недостаток того или иного станка, участвующего в подобном сравнении, производителю будет нанесен непоправимый урон. Причем не факт, что лукавый продавец выиграет, и никто не сможет вывести его на чистую воду. Если проиграет, виноватым будет именно тот, кто начал сравнивать – сам же лукавый. И производитель, обидевшись, может легко отказаться от его «медвежьих» услуг. Вот почему всякое сравнение опаснее всего для самого сравнивающего.
Или тигра. А то и самого бегемота. Сравнение – дело не столько полезное для покупателя, сколько весьма опасное для иного производителя. Ведь если будет доказан какой-то органический недостаток того или иного станка, участвующего в подобном сравнении, производителю будет нанесен непоправимый урон. Причем не факт, что лукавый продавец выиграет, и никто не сможет вывести его на чистую воду. Если проиграет, виноватым будет именно тот, кто начал сравнивать – сам же лукавый. И производитель, обидевшись, может легко отказаться от его «медвежьих» услуг. Вот почему всякое сравнение опаснее всего для самого сравнивающего.
Но, даже несмотря на весьма поучительные примеры, появившиеся в последнее время, продолжают сравнивать. Видимо, идут ва-банк и действуют по принципу «белые начинают и выигрывают»? Или «нам бы прокукарекать, а там хоть не рассветай»? А может, еще по какой хитрой причине – сие нам неведомо. Но… рискуют. А не всякий риск прямо ведет к употреблению шампанского. Иногда, наоборот, к питию горькой.… Потому что результат, к сожалению, для всех лукавых един и весьма печален…
Иногда, наоборот, к питию горькой.… Потому что результат, к сожалению, для всех лукавых един и весьма печален…
Так, похоже, случилось и на этот раз. Одна известная и в узких кругах даже уважаемая компания, долго ли, коротко ли, а может, и совсем не долго думая, вознамерилась доказать массу несомненных преимуществ продвигаемого ею на рынке станка для ремонта клапанов марки KWIK-WAY перед аналогичным станком марки SERDI. И разместила на своем Интернет-сайте глобальную статью-исследование под хлестким и жутким названием «Триста тысяч в СОЖ или станок-самоубийца». Видимо, господа решили, что вот теперь наконец-то им удалось все доказать, открыть, так сказать, глаза покупателям, а может, и вовсе найти некий «философский камень» всего оборудования для моторного ремонта.
На самом деле, большой проблемы с этими станками для шлифовки клапанов нет – станки как станки, каждый на своем месте, давно известны, много раз описаны и т.д. и т.п. И сравнивать их как-то… излишне, что ли. Результат заранее известен. Но, видимо, господа рассчитывали на легкую победу и решили нас сходу «закидать шапками». Поэтому, как всегда, просчитались. Естественно, мы не стали молчать, дабы сие зло пресечь на самом корню. И вот что из этого получилось.
Результат заранее известен. Но, видимо, господа рассчитывали на легкую победу и решили нас сходу «закидать шапками». Поэтому, как всегда, просчитались. Естественно, мы не стали молчать, дабы сие зло пресечь на самом корню. И вот что из этого получилось.
Удар, еще удар…
Нетленное творение господ на первый взгляд просто впечатляет своей эпохальностью, глубиной и широтой охвата. Видимо, ну не дают господам покоя наши компьютерные модели шпинделей станков для обработки седел, ну никак не дают. Вот и решили показать, что они тоже не лыком шиты. И чего только они не поисследовали! Тут вам и основы теории с полным погружением во все основополагающие технические науки типа «Основ взаимозаменяемости» и «Деталей машин», и винтички с гаечками, и расположение лимбочек с трубочками и пробочками, и даже материал пластиночек с надписями. А уж от соточек так и рябит в глазах. Читающий, видимо, сразу должен проникнуться уважением, дабы с первых строк знал, с кем имеет дело – с самими! И не просто, а самыми главными! И чтобы все время чувствовал могучесть инженерного разума и гигантизм научной мысли господ.
А что пишут-то? Углубляться, наподобие господ, в основы инженерных наук мы, с позволения читателей, все-таки не будем. Оставим кладезь этих фундаментальных знаний господам, а то вдруг у них совсем ничего не останется? Начнем сразу с практической стороны дела, а именно с гаечек, трубочек и лимбочек, которые так подробно и тщательно исследованы. Итак, пожалуйте:

Прямо пас нападающему в штрафную площадку – опасное положение, удар… А гола не случилось. На самом деле, действительно, у SERDI для упора клапана служит пластина со штифтом. Но, как это ни прискорбно, такая конструкция никак не влияет на практический результат. Те, кто работал на этом станке, легко это подтвердят. Более того, конструкция весьма универсальна. А конструкция KWIK-WAY только на первый взгляд выглядит посолидней, но при ближайшем рассмотрении расположение клиньев под 90 градусов ограничивает размеры клапанов в зависимости от диаметров их тарелки и, особенно, общей длины. Более того, на практике необходимость «обеспечить одинаковую длину клапанов», несмотря на все старания господ заострить внимание на этом вопросе, возникает крайне редко, чтобы был какой-то практический смысл в указанном выше сравнении.
Но господа не унимаются, контратакуют. Еще один пас: «…Подача СОЖ на этих станках также принципиально мало отличается – в тыльной части станины расположен небольшой насос, от которого протянуты шланги к зонам обработки. Разница только в том, что на SVS-D два гибких патрубка – один для подачи СОЖ в зону обработки фаски клапана, другой в зону шлифования торца, а на SERDI HVR 90 патрубок всего один и расположен вблизи зоны обработки фаски и к шлифовальному кругу торца клапана этот патрубок дотягивается с трудом – неудобно».
Разница только в том, что на SVS-D два гибких патрубка – один для подачи СОЖ в зону обработки фаски клапана, другой в зону шлифования торца, а на SERDI HVR 90 патрубок всего один и расположен вблизи зоны обработки фаски и к шлифовальному кругу торца клапана этот патрубок дотягивается с трудом – неудобно».
Ну, прямо совсем никак господам не угодить – там долго, тут неудобно. Оно, конечно, так и было бы, но… мы ножку подставим. И отобьем. На самом деле компания SERDI при создании своего станка предполагала, что нормальный режим обработки торцов – коснулся и сделал как чисто. Для этого охлаждение не требуется. И так обычно делают при обычной обработке. Но, как выясняется, неким русским господам требуется взрезать торец клапана, укорачивая его на неимоверную величину. Понятно, у некоторых русских господ собственная гордость – надо непременно, чтобы все было дальше всех и сильнее. А может, и толще. Не вопрос, это дело поправимое. Мы напишем компании – пусть непременно удлинят трубочку. Или вторую поставят.
Или вторую поставят.
Но вот сразу – передача на левый край: «…Еще одно неудобство, связанное с подачей СОЖ на SERDI HVR 90, заключается в том, что при обработке фаски клапана, жидкость сильно разбрызгивается шлифовальным кругом через отверстие для его правки… В KWIK-WAY SVS II Deluxe устройство для правки круга расположено в тыльной части станка и на той же тыльной стенке резервуара устанавливается специальный кожух, предотвращающий разбрызгивание СОЖ за пределы резервуара. Камень же с лицевой стороны полностью закрыт».
Тут уж вынуждены господ и вовсе разочаровать.… И мяч далеко отбить. Какой станочек-то у вас, какого года выпуска будет? Видать, старенький образец достался, может, еще до исторического материализма покупали? Жаль, но хорошо, что не трофейный. Потому что кожух круга уже давно изменен. Поэтому получите, господа, наш ответный ударчик, легкий такой, пяточкой – расположение устройства для правки (и отверстия) на SERDI объясняется европейскими правилами безопасности. В KWIK-wAY при правке приходится заводить руку за шлифовальный камень, а это очень опасно. Но мы понимаем, в Америках правила другие, там, возможно, руки не так жалко… А мы бы все равно пожалели.
В KWIK-wAY при правке приходится заводить руку за шлифовальный камень, а это очень опасно. Но мы понимаем, в Америках правила другие, там, возможно, руки не так жалко… А мы бы все равно пожалели.
Но вот снова прорыв господской команды – почти в штрафную площадку: «…Для слива СОЖ у обоих станков предусмотрены сливные пробки, только если у KWIK-WAY SVS II Deluxe она расположена на тыльной стороне станины и к ней есть свободный доступ, то на SERDI HVR 90 она находится на горизонтальной части одной из секций резервуара, а поскольку опоры у станка очень невысокие, то добраться до нее непросто, да и в любом случае станок необходимо сдвигать так, чтобы можно было подставить какую-нибудь емкость для слива СОЖ и, в этом случае, две опоры станка окажутся висящими в воздухе, а весит станок немало. Другими словами замена СОЖ в SERDI HVR 90 организована крайне неудобно».
А мы опять отбили. Мы, конечно, понимаем, что для такого серьезного дела, как замена СОЖ, господам было бы удобнее подставить что-нибудь подручное. Ведро, например. А оно не лезет – вот беда-то, надо тяжелый станок двигать. И невдомек господам, что можно и на рынок какой метнуться, там плоских поддонов изобилие. Или, может, стоят недешево? Не потому ли станочек ваш убился так быстро, господа, что вы денег на поддон пожалели, а двигать лень? Или тяжко было?
Ведро, например. А оно не лезет – вот беда-то, надо тяжелый станок двигать. И невдомек господам, что можно и на рынок какой метнуться, там плоских поддонов изобилие. Или, может, стоят недешево? Не потому ли станочек ваш убился так быстро, господа, что вы денег на поддон пожалели, а двигать лень? Или тяжко было?
Ладно, бежим дальше. Тут уж господа пробили прямо по воротам: «…Никаких надписей или символических обозначений на панели управления нет, что само по себе необычно, да и первое время, пока оператор не привык к оборудованию, несколько затрудняет работу – неинформативно. Другими словами, по эргономике SERDI HVR 90 однозначно сильно уступает станку KWIK-WAY SVS II Deluxe».
Уа-у, господа почти гол забили! Ай, молодца! Сами подумайте: панель управления станком – там тумблеров, кнопок, индикаторов, лампочек всяких видимо-невидимо. А на станке SERDI ни одной надписи, ни даже какого обозначения завалященького! Тут уж оператору как ни учись, а неровен час, все равно не на ту кнопку нажмет! Только вот одна маленькая деталь. Мы бы даже сказали, закавыка – на станках этого типа на панели управления всего… 1 регулятор (скорость вращения клапана), 1 переключатель режимов, 1 кнопка (включение вращения клапана) и 1 кнопка (большая) красного цвета. Причем красная кнопка в таком сложнейшем процессе управления практически не участвует – это аварийный останов станка. Представляете, как страшно и непоправимо пострадала эргономика станка без надписей? Только подумаешь – и жуть берет! А впрочем,… ладно, уговорили, напишем папаше SERDI, пусть для господ картинки приклеит. Или нам пришлет пачку. А то надписи еще сотрутся, поди потом, разбирайся с их эргономикой…
Мы бы даже сказали, закавыка – на станках этого типа на панели управления всего… 1 регулятор (скорость вращения клапана), 1 переключатель режимов, 1 кнопка (включение вращения клапана) и 1 кнопка (большая) красного цвета. Причем красная кнопка в таком сложнейшем процессе управления практически не участвует – это аварийный останов станка. Представляете, как страшно и непоправимо пострадала эргономика станка без надписей? Только подумаешь – и жуть берет! А впрочем,… ладно, уговорили, напишем папаше SERDI, пусть для господ картинки приклеит. Или нам пришлет пачку. А то надписи еще сотрутся, поди потом, разбирайся с их эргономикой…
Да, не удалось пока господам выиграть этот матч. Били по нашим воротам, били, сильно и много, но… не попали. Хотя нет, один раз попали, но в штангу – на станке SERDI, действительно, как СПРАВЕДЛИВО заметили господа, нет освещения. Плохо? Не то слово – ужасно! Для тех, кто выбирает себе оборудование в зависимости от лампочки освещения – так вообще катастрофа. А нам – без разницы, скажем прямо и честно. Потому что, как лампочке ни свети, а на плохом станке, что с лампочкой, что без лампочки – все до лампочки.
А нам – без разницы, скажем прямо и честно. Потому что, как лампочке ни свети, а на плохом станке, что с лампочкой, что без лампочки – все до лампочки.
Ну, вот, мы почти и не нападали, так, только мячики господские отбивали. А про себя думали…. Соображали кое-что, прикидывали… И теперь плавно подошли к самому интересному. Потому что все это были так, цветочки – ягодки-то впереди.
Сказ о том, как триста тысяч плавно в шпиндель перетекли
Главная фишка в господском опусе – в системе зажима клапана. Из-за нее господа грызли гранит науки, штудировали основы, ломали копья… И надо заметить, далеко продвинулись в научно-технических изысках. Тут вам и базовые поверхности с базовыми осями, и кругломеры (это приборы такие, господа знают), и жесткость системы, и даже (страшно сказать!) соосность. И много-много всего другого.
Но приводить цитаты из этих изысканий, дабы не утомлять читателя пространностью господских рассуждений, мы не будем. И не потому, как некоторые подумали, что нам ответить нечем. Наоборот. Просто мы считаем, что отвечать всегда надо грамотно. По крайней мере, не прятаться за наукообразие и собственную техническую подкованность. Поэтому отвечать на комариные выпады господ для нас как-то неинтересно. Уж очень не хочется зря время терять в словесных перепалках по второстепенным поводам. Мы пойдем другим путем…
И не потому, как некоторые подумали, что нам ответить нечем. Наоборот. Просто мы считаем, что отвечать всегда надо грамотно. По крайней мере, не прятаться за наукообразие и собственную техническую подкованность. Поэтому отвечать на комариные выпады господ для нас как-то неинтересно. Уж очень не хочется зря время терять в словесных перепалках по второстепенным поводам. Мы пойдем другим путем…
Давайте посмотрим для начала, а что это за станочек такой KWIK-WAY, о котором господа так пекутся? И когда это он был спроектирован одноименной компанией? Точных данных из глубины прошлого века обнаружить нам не удалось, но в неявном виде, из отрывочных источников, установлено – давно, многие десятки лет назад. То есть вся нынешняя конструкция этого станочка дошла до нас из далекого прошлого далека, хотя, возможно, в несколько улучшенном дизайнерами виде. И замечательная, супержесткая система зажима клапана в прецизионных шариковых патронах о 6-ти шариках на прецизионных подшипниках – тоже.
И это хорошо, не правда ли? Значит, неплохой станочек, раз десятилетия идут и идут, а он еще жив, курилка? А давайте глянем, может, где еще есть похожие станочки, тоже старой постройки и тоже с 6-ю шариками? Ба-а, вот так сюрприз – есть такие станочки, почти точная копия нашего KWIK-WAY (а вдруг и правда копия?). И где бы вы думали? Ни за что не догадаетесь! Мы бы и сами не поверили, если бы у нас такой в уголке цеха не стоял (скажем по секрету – используем иногда в качестве маленькой точилки). Это, это… страшно признаться!… – наш отечественный шлифовальный станок для клапанов модели P108!
Вот это сюрприз так сюрприз! А почему Р108 у нас стоит? А потому что когда-то, много лет назад, купили подешевке, чтобы клапаночки шлифовать. А зачем же используется в качестве точилки? А потому что через некоторое время оказалось, что клапана такой станочек шлифовать не может. Как же так? Да все просто – шариковый зажимчик, волшебный, в точь-точь как на KWIK-WAY, о 6-ти шариках, дает запредельные биения фаски клапана.
Э-э, скажет иной читатель, дурите нашего брата. Наш-то, отечественный, он плохой изначально, из неважных материалов сделан, а вот американский – тот люкс, недаром же Deluxe называется. Не угадали! Наш тоже был когда-то неплох, детали каленые до звона, но… шарики в присутствии абразива подносили дорожки на шпинделе. И все, умер станочек – шпиндель надо менять, а это проще купить новый станок. Дешевле выйдет.
Ага, опять дурите? Американьский-то, у него шпиндель защищен от абразива, а у нашего нет. Да, правда, у KWIK-WAY на шпинделе есть некая защитная шторка. Но… абразив такая сволочь, что и сквозь эту шторку легко пробирается. А там шарики прецизионные, и зажать точно уже не могут… Для подтверждения качаем с сайта производителя инструкцию по эксплуатации станка и видим его рекомендацию – шариковый патрон необходимо разбирать раз в неделю для чистки (а при интенсивной эксплуатации станка еще чаще).
Комментарии, как говорится, излишни… Но мы прокомментируем. Смотрим инструкцию ниже – ба-а, там же про замену всего шпиндельного узла написано, и подробнейшим образом! Что это значит, долго объяснять не надо – у покупателя нового станка впереди всегда маячит перспектива замены этого узла. Интересно, а сколько этот волшебный узелок стоит? Видать, не 2 копейки – прецизионный же, да еще на прецизионных подшипничках? И сколько времени на замену отводится? Денек станочек в ремонте будет? А может, больше, пока детальки из Америки не пришлют? А что это господа об этом в своем опусе умолчали? Хотели народ в заблуждение ввести? Ну что ж, им это не впервой. Но ничего, мы поможем разобраться.
Смотрим инструкцию ниже – ба-а, там же про замену всего шпиндельного узла написано, и подробнейшим образом! Что это значит, долго объяснять не надо – у покупателя нового станка впереди всегда маячит перспектива замены этого узла. Интересно, а сколько этот волшебный узелок стоит? Видать, не 2 копейки – прецизионный же, да еще на прецизионных подшипничках? И сколько времени на замену отводится? Денек станочек в ремонте будет? А может, больше, пока детальки из Америки не пришлют? А что это господа об этом в своем опусе умолчали? Хотели народ в заблуждение ввести? Ну что ж, им это не впервой. Но ничего, мы поможем разобраться.
Теперь давайте взглянем на патрончик шариковый еще разок. Когда, говорите, он сделан, сколько десятков лет назад? А были ли тогда многоклапанные двигатели? Не было тогда таких двигателей, оказывается. Как же тогда зажимать маленькие клапана в шариковом патроне, если патрон на это не рассчитывали? По опыту Р108 мы очень хорошо знаем, что меньше 7-8 мм стержень клапана в этом патроне не зажать. А что у американского прототипа? Да все почти то же самое – не годится патрончик для маленьких. Но американцы опцию придумали – волшебные переходные прецизионные втулочки. И предлагают их дополнительно. Только вот беда – втулочек надо много, потому что мелких размеров клапаночков с каждым годом все больше и больше. А в мануале их только 6 указано. Как же быть-то, господа?
А что у американского прототипа? Да все почти то же самое – не годится патрончик для маленьких. Но американцы опцию придумали – волшебные переходные прецизионные втулочки. И предлагают их дополнительно. Только вот беда – втулочек надо много, потому что мелких размеров клапаночков с каждым годом все больше и больше. А в мануале их только 6 указано. Как же быть-то, господа?
Но и это не все. Как господа говорят, клапан в таком патроне жестко крепится? Не вопрос. Только давайте посчитаем количество посадок между маленьким клапаном и корпусом шпинделя. Итак, «клапан-переходная втулка» раз, «втулка-патрон» два, «шарики-шпиндель» три и «шпиндель-подшипники» четыре. И почти все это хозяйство с абразивом работает, который даже в воздухе летает. Тогда наш вопрос господам – какие ваши инженерно-научные теории описывают влияние абразивных частиц, и о каких таких сотках биения вы говорите? У нового станка – возможно, хотя и не факт. А вот в реальных условиях цеха – мы бы очень сильно посомневались.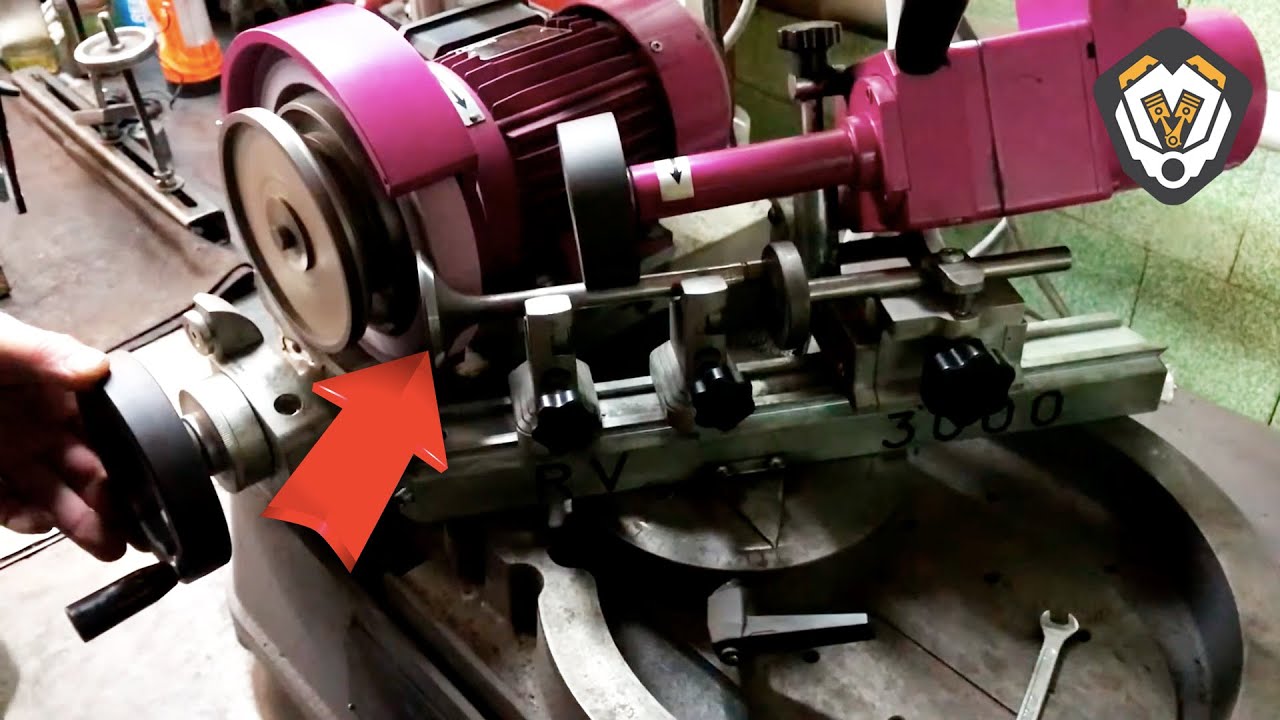 И жесткости ваши никакие уже не помогут…
И жесткости ваши никакие уже не помогут…
Кстати, о жесткости. Клапан зажат в шариковом патроне консольно. И хорошо, если он имеет сравнительно толстый стержень. А если тоненький, 5 мм или, того хуже, 4? Тарелка будет отгибаться от хваленой господами оси даже от усилия мизинца. И не на сотки – на десятки! А круг шлифовальный на тарелочку разве не нажимает? Что-то, господа, вы об этом тоже умолчали? Или инженерной теории подходящей не нашли для пущего обоснования жесткости?
Сказ о том, как триста тысяч вместе с СОЖ по дороге в шпиндель весь станок прикончили
Ну ладно, давайте теперь на станочек SERDI посмотрим, справедливости ради. Когда разработан HVR90, известно – патент на систему зажима клапана получен компанией в 1994 году. А это как раз то время, когда многоклапанные конструкции двигателей начали повсеместно внедрятся и распространяться. Но SERDI не пошла по проторенной дорожке улучшения и модернизации морально устаревших станков – на производство был сразу поставлен станок с принципиально другой системой зажима.
Суть идей SERDI проста – клапан не должен иметь кучи переходных деталей для зажима. С другой стороны, тарелка клапана не должна висеть консольно. Тогда будет без разницы, какой клапан шлифовать – большой или маленький. И такая система была сделана – клапан теперь встал на призмы с одновременным прижатием тарелки к приводному полиуретановому башмаку.
Эта система подробно описана в наших статьях, поэтому нет необходимости в повторении ее принципов работы. И даже господа о ней вскользь упоминают. Но уж очень преуспели в критике. Ну, прямо все им не так и не этак, а пластиковые опоры с цилиндрами – так вообще источник всех бед у пользователей этих станков.
На самом деле, так называемые «пластиковые» опоры сделаны не из обычного пластика, как это следует из описания господ, а из специального. Называется он турсит (Turcite®). Он имеет специальные свойства, в том числе, так называемое внутреннее смазывание. Это позволяет турситу работать с довольно высокими нагрузками и очень низким коэффициентом трения, при которых износ контактной поверхности материала получается очень низким. Кроме того, турсит обладает очень высокими демпфирующими свойствами и отлично работает в условиях вибраций и динамических нагрузок. Поэтому применяется в станках многих производителей, включая и AMC-SCHOU.
Кроме того, турсит обладает очень высокими демпфирующими свойствами и отлично работает в условиях вибраций и динамических нагрузок. Поэтому применяется в станках многих производителей, включая и AMC-SCHOU.
Поэтому утверждение наших оппонентов о том, что «сильно прижимать клапан к призмам нельзя, поскольку провернуть его в этом случае будет непросто», по меньшей мере, спорно. Кроме того, все «пластиковые» опоры и цилиндры в случае даже небольшого износа не только легко проворачиваются, но и обрабатываются, а при необходимости быстро меняются на новые. Кстати, эти пластиковые пятачки вместе с полиуретановыми приводными башмаками – единственные детали, которые могут потребовать замены в течение очень длительной эксплуатации станка. А стоят копейки – цена комплекта пятачков не превышает 29 Евро, а башмака – 27. А обслуживание сводится лишь к периодическому проворачиванию пятачков в гнездах – минутное дело, сравните с KWIK-WAY, не поленитесь.
Но господа основной своей заслугой, видимо, считают их глубокий анализ работы системы зажима SERDI. «О жесткости такой системы говорить не приходится» – это их главный вывод. А еще – о влиянии человеческого фактора, многочисленных боковых силах и, самое важное (!), о повторении профиля наружной поверхности стержня фаской клапана. А мы ответим коротко – да, все это имеет место, но для криво и косо сделанных, с граненым, как карандаш стержнем, а то и вовсе «убитых» клапанов. Но зачем такие клапаны ремонтировать – их выбросить надо, и сразу. И купить другие. А вот мелкие клапаны современных моторов выкинуть жалко, поскольку они, как правило, недешевы и не всегда доступны для быстрой покупки. И здесь SERDI не имеет реальных конкурентов, по крайней мере, KWIK-WAY со всеми своими шпиндельками, шариками, втулочками и трубочками такой конкуренции составить не сможет. То есть, нашему отечественному станочку P108 еще как-то составит, и то с трудом, а до HVR90 ему ой как далеко. Почти как до Луны.
«О жесткости такой системы говорить не приходится» – это их главный вывод. А еще – о влиянии человеческого фактора, многочисленных боковых силах и, самое важное (!), о повторении профиля наружной поверхности стержня фаской клапана. А мы ответим коротко – да, все это имеет место, но для криво и косо сделанных, с граненым, как карандаш стержнем, а то и вовсе «убитых» клапанов. Но зачем такие клапаны ремонтировать – их выбросить надо, и сразу. И купить другие. А вот мелкие клапаны современных моторов выкинуть жалко, поскольку они, как правило, недешевы и не всегда доступны для быстрой покупки. И здесь SERDI не имеет реальных конкурентов, по крайней мере, KWIK-WAY со всеми своими шпиндельками, шариками, втулочками и трубочками такой конкуренции составить не сможет. То есть, нашему отечественному станочку P108 еще как-то составит, и то с трудом, а до HVR90 ему ой как далеко. Почти как до Луны.
Но господа, уже не останавливаясь на достигнутом, наконец, наносят нам свой последний удар. Видимо, думая, что гол, а может быть, даже нокаут. Они, ничтоже сумяшеся, выводят: «Конструкция же и способ смазки направляющих в SERDI HVR 90 вызывает некоторое недоумение. Площадка, на которую установлен шпиндель, перемещается по цилиндрическим направляющим. В качестве подшипников скольжения используются пластиковые втулки, установленные в регулируемые по диаметру обоймы. Это необходимо для регулировки зазора между подшипником скольжения и направляющей. На первый взгляд вполне работоспособная схема. Однако в качестве смазки используется СОЖ, подаваемая тем же насосом, что и обеспечивает подачу жидкости в зону шлифования». А поскольку в их волшебном KWIK-WAY направляющие смазываются маслом, то господа окончательно подытоживают: «Система перемещения и смазки шпинделя в KWIK-WAY SVS II Deluxe ни в какое сравнении не идет с предложенной схемой SERDI HVR 90».
Видимо, думая, что гол, а может быть, даже нокаут. Они, ничтоже сумяшеся, выводят: «Конструкция же и способ смазки направляющих в SERDI HVR 90 вызывает некоторое недоумение. Площадка, на которую установлен шпиндель, перемещается по цилиндрическим направляющим. В качестве подшипников скольжения используются пластиковые втулки, установленные в регулируемые по диаметру обоймы. Это необходимо для регулировки зазора между подшипником скольжения и направляющей. На первый взгляд вполне работоспособная схема. Однако в качестве смазки используется СОЖ, подаваемая тем же насосом, что и обеспечивает подачу жидкости в зону шлифования». А поскольку в их волшебном KWIK-WAY направляющие смазываются маслом, то господа окончательно подытоживают: «Система перемещения и смазки шпинделя в KWIK-WAY SVS II Deluxe ни в какое сравнении не идет с предложенной схемой SERDI HVR 90».
Браво-брависсимо! Папаша SERDI никак не рассчитывал, создавая свой станок, что некие господа, которые не бельмеса не понимают в конструировании станков, будут выдавать достоинство за чуть ли не главный недостаток. Зачем используется СОЖ в направляющих, спрашиваете? Да это же элементарно, господа! Если в ваше хваленое масло для их смазки попадет абразив, а он обязательно попадет, будьте уверены – никакая защита не спасет, потому что станок данного типа весь нашпигован и буквально «дышит» абразивом, это будет для станка полной катастрофой. А вот СОЖ с абразивом не так агрессивна для направляющих. Да еще и вымывает с их поверхности частицы, если они там по какой-либо причине задерживаются.
Зачем используется СОЖ в направляющих, спрашиваете? Да это же элементарно, господа! Если в ваше хваленое масло для их смазки попадет абразив, а он обязательно попадет, будьте уверены – никакая защита не спасет, потому что станок данного типа весь нашпигован и буквально «дышит» абразивом, это будет для станка полной катастрофой. А вот СОЖ с абразивом не так агрессивна для направляющих. Да еще и вымывает с их поверхности частицы, если они там по какой-либо причине задерживаются.
Но инженеры SERDI, о профессионализме которых у господ так много вопросов, пошли намного дальше тех американских дедушек, которые когда-то проектировали так близкий сердцу господ станочек KWIK-WAY. Инженеры SERDI сделали все направляющие и втулки, скользящие по ним,… СЪЕМНЫМИ. Это значит, что втулки изнашиваются быстрее, но могут быть быстро заменены. И стоят совсем недорого. А если со временем износятся направляющие, то новые ненамного дороже втулок, а их замена производится так же быстро и механиком весьма средней квалификации. Но это раньше, чем через 4-6 лет не потребуется, а при регулярной замене СОЖ – и того больше.
Но это раньше, чем через 4-6 лет не потребуется, а при регулярной замене СОЖ – и того больше.
А вот у волшебного станочка KWIK-WAY такой ремонт невозможен в принципе, он не предусмотрен производителем. Это значит, что через те же 4-6 лет максимум пользователю неминуемо грозит замена станка с изношенными направляющими. Или ремонт, долгий и мучительный, с шабрением направляющих и прочими волшебствами, включая поставку очень недешевых запчастей из самой Америки, вполне сопоставимый с ценой станка. И новые клинушки на направляющих, о которых с такой гордостью говорят господа, их уже никак не спасут.
Не убивайте, я хороший!
Когда мы предупреждали господ о вреде всяких сравнений, мы рассчитывали на их благоразумие. Но, видимо, просчитались – господа никак не уймутся. Тогда получите наш главный вывод – станок KWIK-WAY SVS II Deluxe не может быть сравнен с SERDI HVR90 по причине своего морального устаревания, невысокого ресурса, неремонтопригодности и ограниченной способности к обработке клапанов современных многоклапанных двигателей вследствие недостаточной точности.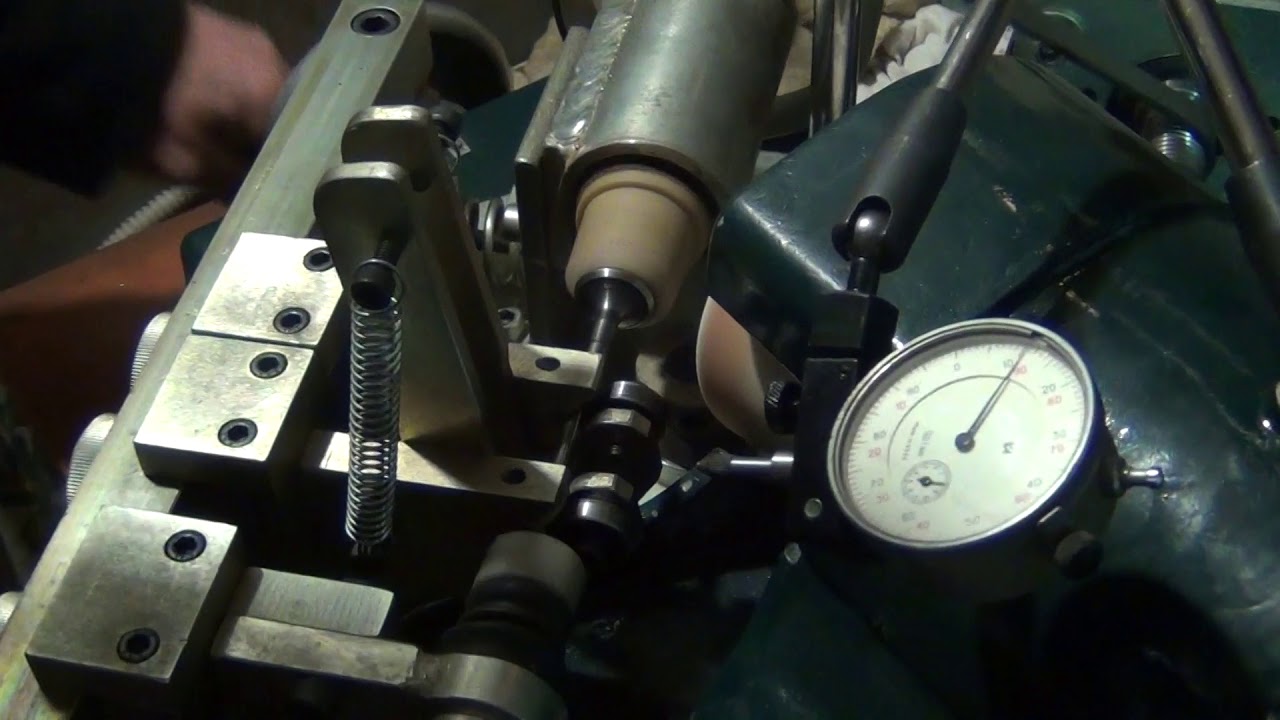 Его жалкий удел – быть сравненным разве что с его отечественной копией модели P108. Но он и это сравнение выдерживает с трудом, поскольку цена Р108 по меньшей мере была втрое меньше. И если P108 оснастить комплектом переходных втулочек для установки маленьких клапанов, то совсем не факт, какой станок будет привлекательней для мотористов, это надо еще смотреть.
Его жалкий удел – быть сравненным разве что с его отечественной копией модели P108. Но он и это сравнение выдерживает с трудом, поскольку цена Р108 по меньшей мере была втрое меньше. И если P108 оснастить комплектом переходных втулочек для установки маленьких клапанов, то совсем не факт, какой станок будет привлекательней для мотористов, это надо еще смотреть.
К сожалению, наша промышленность уже прекратила выпуск этого станка, поняв, в отличие от господ, его дальнейшую бесперспективность. Правда, сейчас выпускается не менее бесперспективный станок Р186, который почти в точности повторяет небезызвестный станок марки PEG. Оба этих образца – и отечественный, и иностранный, несмотря на более совершенную систему зажима клапана, близкую к системе SERDI, вследствие несовершенства привода вращения клапана вообще непригодны для шлифовки легковых клапанов. Так что по большому счету, у мотористов, ремонтирующих современные многоклапанные двигатели, выбора практически не остается, кроме как покупать SERDI HVR90. А может, и VVR120, который по праву считается “Роллс-Ройсом” среди всех шлифовальных станков для клапанов. Но VVR120 пока есть только у некоторых очень крупных российских организаций. И подобных станков вообще никто, кроме SERDI, не выпускает.
А может, и VVR120, который по праву считается “Роллс-Ройсом” среди всех шлифовальных станков для клапанов. Но VVR120 пока есть только у некоторых очень крупных российских организаций. И подобных станков вообще никто, кроме SERDI, не выпускает.
Все это не стало бы известно широкой моторной общественности, и в принципе добротно сделанный станочек KWIK-WAY SVS II Deluxe потихоньку жил бы своей жизнью. И покупался бы потихоньку для шлифовки каких-нибудь грузовых клапанов, для которых, кстати, он и был в свое время создан. Но… господа постарались, «убили». Как уже «убили» много других станков – может, и не очень хороших, но разных. Кто теперь будет покупать их KWIK-WAY, не знаем, но можем утверждать, что если бы у нас не хватало денег на SERDI HVR90, мы бы посерьезней отнеслись к отечественному производителю и попробовали бы за небольшие деньги улучшить отечественную продукцию.
И мы намеренно долго не реагировали на господский опус после его публикации. Уж очень хотелось посмотреть на всех тех, кто попадется на «ржавую блесну» и купит волшебного. Такие нашлись, это мы точно знаем, даже среди профессионалов. В профессиональных качествах которых мы очень и очень усомнились. Теперь подождем первых результатов, нам это очень интересно. А вам?
Уж очень хотелось посмотреть на всех тех, кто попадется на «ржавую блесну» и купит волшебного. Такие нашлись, это мы точно знаем, даже среди профессионалов. В профессиональных качествах которых мы очень и очень усомнились. Теперь подождем первых результатов, нам это очень интересно. А вам?
Опубликовано в журнале “Автомобиль и сервис” №1/2007.
Станок для шлифовки клапанов р 108
Станок Р -108 УХЛ4 помогите разобраться.
Станок Р -108 УХЛ4 помогите разобраться. Добрый день, уважаемые чипмэйкеры! Несмотря на то что название станка нам известно, все остальное требует именно опознания, т.к. не могу найти про него никакой информации, даже паспорта нет. Куплен был мною в интернетах, с целью прошлифовки фасок клапанов, за приемлемую стоимость. Но самостоятельно я не смог разобраться для чего различные приспособы и главное КАК правильно зажимать клапан в патроне?? Патрон берет клапана от7 до 12мм, обжимает ножку клапана тремя разводными шариками. Но четкой центровки при этом нет!! Внутри патрона ножка клапана болтается, как карандаш в стакане, зажатый клапан можно пошевелить рукой с небольшим усилием. Прошу откликнутся тех кто сталкивался с таким агрегатом! Помогите ссылками, фотками и добрым словом.
Прошу откликнутся тех кто сталкивался с таким агрегатом! Помогите ссылками, фотками и добрым словом.Уж очень хочется его освоить и начать помогать бедным мотоциклистам Крымского полуострова!! ))
Прикрепленные изображения
Станок Р -108 УХЛ4 помогите разобраться. Вот фото патрона.Прикрепленные изображения
Станок Р -108 УХЛ4 помогите разобраться. если учесть что их за последние 2 года было продано 30 шт (ИП Сумник в Питере, там больше нет в марте продан последний.) то вопросы должны возникнуть у многих.сам не купил тк не успел , а эту тему не нашел тк ктото лишний пробел поставил.
станок Р-108 или ЦКБ Р-108 тему надо в Автораздел там есть про прошлифовку фаски клапана, и гуру там увидят быстрее. Станок Р -108 УХЛ4 помогите разобраться.От 26 April 2013 – 17:08
у ab-engine есть такая вот картинка тут по идеи должно быть тоже самое. если новое из коробки то первое время должно работать. Станок Р -108 УХЛ4 помогите разобраться. Тему перенесли. правда кто на нее тут ответит. но вдруг вот эта инфа будет полезной Комплектность : сам станок Р 108, присп-ние для правки плоского и чашечного шлиф. кругов Р 108-05.000. приспособление для шлифовки торца клапана 2414-06, для шлифовки коромысел 2414-07, патрон токарный специальный с ключом Р108М-002000, круг с сборе, валик 2414-03-38 Станок Р -108 УХЛ4 помогите разобраться.
правда кто на нее тут ответит. но вдруг вот эта инфа будет полезной Комплектность : сам станок Р 108, присп-ние для правки плоского и чашечного шлиф. кругов Р 108-05.000. приспособление для шлифовки торца клапана 2414-06, для шлифовки коромысел 2414-07, патрон токарный специальный с ключом Р108М-002000, круг с сборе, валик 2414-03-38 Станок Р -108 УХЛ4 помогите разобраться.Спасибо за ответы, с патроном разобрался, подклинивали задние шарики, смазка засохла. Как выглядит присп-ние для шлифовки коромысел 2414-07?? И для чего нужен валик 2414-03-38 ??
Станок Р -108 УХЛ4 помогите разобраться. Это не станок,это больше пародия…Был у меня такой-помучился с ним и после нескольких лет простоя в дальнем углу был продан мазохистам .Правда сразу предупредил их о всех косяках,да и цена была всего 200 уе.На нем можно с горем пополам обрабатывать клапана от тракторов и грузовиков,а вот для мотоциклов этот шариковый патрон надо выкидывать нафиг,заменив либо идеальными цангами (которых за столько лет не встретил),либо призмами. Станок Р -108 УХЛ4 помогите разобраться. Станок Р -108 УХЛ4 помогите разобраться.
Станок Р -108 УХЛ4 помогите разобраться. Станок Р -108 УХЛ4 помогите разобраться.Спасибо!
Станок Р -108 УХЛ4 помогите разобраться.kardan (30 April 2013 – 14:41) писал:
равда сразу предупредил их о всех косяках,да и цена была всего 200 уе.На нем можно с горем пополам обрабатывать клапана от тракторов и грузовиков,
все переживал, что kardan не увидит тему тут и она так и зависнет. много их было по 15 000 руб (500уе) купить не успел, по 50 000 руб (1660уе) уже кажется дорого особенно после прочтения форума. толстоногие ведь может обрабатывать ? (9 и 11мм) скорей всего может обработать сферу болта регулировочного под рокером, который отдельно не купить а в сборе с опорой дороговато. Станок Р -108 УХЛ4 помогите разобраться. Evil_M, хотите получить достойное качество обработки-уходите от шарикового патрона напрочь.Если буржуйские еще куда ни шли,то наши вообще хлам. Мне прищлось поэкспериментировать довольно много,пока на сегодняшний день лучший результат получен на призмах. конечно есть у них тоже недостаток-неправильная геометрия стержня переносится на фаску,но такие клапана просто надо выбраковывать. Осенью с помощью хорошего друга Дядьки Максима приобрел себе еще один геморой-польский станок.Изготовлен он по уму,несравнимо с Р108,применены двухсторонние цанги,вот только радости от этого получилось мало…Точностью он тоже не блещет (но это похоже от вмешательства наших уникумов)но зато имеет механическое возвратно-поступательное перемещение шпинделя ,подшипники тоже шпиндельные дуплексные, и придется его либо делать призменным,либо на цангах изготовив новый шпиндель. Проблема в том что обычные цанги не прокатывают-у них очень короткий зажим.нужны двухсторонние высокоточные цанги а их то и нет. Потому то я с недоверием отношусь к проточке фаски клапана на токарном в цанговом патроне,иногда в трехкулачковом хорошем патроне можно добиться лучших результатов чем в обычной цанге.
конечно есть у них тоже недостаток-неправильная геометрия стержня переносится на фаску,но такие клапана просто надо выбраковывать. Осенью с помощью хорошего друга Дядьки Максима приобрел себе еще один геморой-польский станок.Изготовлен он по уму,несравнимо с Р108,применены двухсторонние цанги,вот только радости от этого получилось мало…Точностью он тоже не блещет (но это похоже от вмешательства наших уникумов)но зато имеет механическое возвратно-поступательное перемещение шпинделя ,подшипники тоже шпиндельные дуплексные, и придется его либо делать призменным,либо на цангах изготовив новый шпиндель. Проблема в том что обычные цанги не прокатывают-у них очень короткий зажим.нужны двухсторонние высокоточные цанги а их то и нет. Потому то я с недоверием отношусь к проточке фаски клапана на токарном в цанговом патроне,иногда в трехкулачковом хорошем патроне можно добиться лучших результатов чем в обычной цанге.Petrov_kamensk (30 April 2013 – 17:54) писал:
толстоногие ведь может обрабатывать ? (9 и 11мм)
можно конечно,но постоянно контролировать-результат не стабилен,а с износом становится вообще хреновым. Станок Р -108 УХЛ4 помогите разобраться. Благодарю за ответы! Скажите что делать с этими двумя удовольствиями ?
Станок Р -108 УХЛ4 помогите разобраться. Благодарю за ответы! Скажите что делать с этими двумя удовольствиями ?Прикрепленные изображения
Станок Р -108 УХЛ4 помогите разобраться. искать куда они могут вкручиваться, и пытаться соединить эти две части меж собой. у меня вот вопрос возник, а как камень править по мере износа. Станок Р -108 УХЛ4 помогите разобраться.Petrov_kamensk (03 June 2013 – 10:57) писал:
у меня вот вопрос возник, а как камень править по мере износа.
В посте 12 на рисунке справа оправка для правки круга зажимается в шариковый патрон устанавливается в нее алмаз и правится круг. Станок Р -108 УХЛ4 помогите разобраться.А вторая штуковина в посте 12, это что?
Станок Р -108 УХЛ4 помогите разобраться. Здравствуйте! Мне достался этот станок (за литр!) уже в сильном некомплекте, что уж по паспорт говорить! Поплясать с бубнами мне конечно вокруг него пришлось. НО! Уже седьмой год у меня. Был переделан для работы с клапанами от 5,5 мм. Сейчас другу такой ищу. Он в Питере не успел купить. Может кто уступит?
Сейчас другу такой ищу. Он в Питере не успел купить. Может кто уступит?
Demon911, А как на счет патрона? Какие изменения?
Станок Р -108 УХЛ4 помогите разобраться.Купил такой же станок,что теперь с патроном делать?
Станок Р -108 УХЛ4 помогите разобраться.Пока ни каких модернизаций, пользуюсь так, но очень хочу переделать, может кто чего посоветует?
Станок Р -108 УХЛ4 помогите разобраться.здравствуйте по случаю достался станок полу разграбленный если вам не трудно могли бы вы сфотографировать крепление двигателя внутри и по возможности размеры за рание благодарен
Page 2
Эксплуатация и ремонт | |||
- Вы не можете создать новую тему
- Отметить этот форум прочитанным
| Автор Killerchik, 27 Apr 2014 |
| |||
| Автор blacksmith, 12 Oct 2007 |
| |||
| Автор folsik, 22 Jan 2018 | ||||
| Автор Gideon, 26 Dec 2006 |
| |||
| Автор Ace Ventura, 20 Jan 2018 | ||||
| Автор reduktor-spb, 12 Dec 2009 |
| |||
| Автор Friev, 16 Oct 2007 |
| |||
| Автор Kot Mudrago, 16 Apr 2008 |
| |||
| Автор dpss, 29 Dec 2017 | ||||
| Автор nkp, 30 Mar 2013 |
| |||
Автор N. Melkonyan, 11 Aug 2011 Melkonyan, 11 Aug 2011 |
| |||
| Автор proKaZuS, 24 Apr 2017 | ||||
| Автор Babuin, 20 Oct 2010 |
| |||
| Автор Lancaster54, 01 Dec 2017 | ||||
| Автор desti, 14 Nov 2007 |
| |||
| Автор Grower63, 15 Jun 2016 |
| |||
| Автор viktor74, 10 Oct 2017 |
| |||
| Автор Lancaster54, 08 Nov 2017 | ||||
| Автор aebl, 26 Oct 2012 |
| |||
| Автор Андрэо, 11 Feb 2012 |
| |||
| Автор Slesaryuga, 02 Oct 2017 | ||||
| Автор dpss, 18 Sep 2017 | ||||
| Автор user_9130, 19 Mar 2009 |
| |||
| Автор Ellgi, 15 Oct 2014 |
| |||
| Автор PahomK, 19 Sep 2017 | ||||
| Автор Allent, 13 Sep 2017 |
| |||
| Автор ШВЕD, 12 Feb 2017 |
| |||
| Автор alex200, 09 Sep 2017 | ||||
| Автор Rikass, 30 Aug 2017 | ||||
| Автор Николай020465, 18 Aug 2017 |
- Вы не можете создать новую тему
www. chipmaker.ru
chipmaker.ru
Станок для шлифовки тарелки клапанов — бортжурнал Ford Sierra 1984 года на DRIVE2
Никому не верю, поэтому решил править тарелки клапанов сам.
Купил в магазине подходящий кронштейн, подшипники. Начало положено.
На базаре купил моторчик от советского видеомагнитофона для организации привода вращения клапана.
Закрепил моторчик сзади. В качестве пассика использовал кусок камеры от велосипеда.
Пассик хорошо прижимает клапан к роликам.
Проба вращения клапана от встроенного моторчика —
С помощью металлической пластинки соорудил ограничитель перемещения клапана.
С помощью другой металлической пластинки организовал прижим клапана сверху.
Теперь клапану некуда деваться. Только вращаться.
Саму шлифовку клапана организовал двумя способами.
Первый способ — дрель со шлифовальной насадкой. Преимущество — регулируемые обороты вращения. Поскольку обороты дрели практически полностью совпадают с оборотами моторчика привода клапана, я выбрал этот вариант как окончательный.
Преимущество — регулируемые обороты вращения. Поскольку обороты дрели практически полностью совпадают с оборотами моторчика привода клапана, я выбрал этот вариант как окончательный.
Второй вариант — электроточило. Преимущество — бесшумность, возможность раскрутить его от вращающегося клапана без подключения к сети 220 V.
Процесс пошёл —
Электроточило специально слегка наклонил, чтобы шлифовать под небольшим углом к плоскости вращения клапана.
Вот результат. Больше глубокой канавки нет.
Вид клапана после более тонкой шлифовки.
Притирка получается неплохо.
А это зкспериментальный клапан с большой шероховатостью фаски после шлифовки.
В любом случае, без правки камня ничего не получится. Я на решение этой проблемы убил уйму времени. Вот такой инструмент меня спас. Просто и надёжно. Даже не верил, что получится.
www.drive2.ru
шлифовка фаски клапана
шлифовка фаски клапана НА прошлой неделе практически за даром ,приобрел станок р108 для шлифовки клапанов станок в идеальном состоянии но прблема вылезла сразу после пробной шлифовки бет шпиндель патрона,зажал в центра и попытался выпрямить от слабого удара киянки конец шпинделя гнется в любую сторону Видимо по этой причине станок так хорошо сохранился есть мысли о копировании схемы прижима клапана станка серди ПОДСКЖИТЕ как поступить шлифовка фаски клапанаМожет новый шпиндель выточить?
шлифовка фаски клапана шпиндель сделать не прблема ,прблема в том что шариковый патрон не зажимает клапана тоньше 7мм а делать переходные втулки потеря точности шлифовка фаски клапанаА если сделать шпиндель под качественный маленький токарный патрон? Взять, например, маленького бизона, его точности надолго хватит.
шлифовка фаски клапанаА что это за патрон ,можно ссылку
шлифовка фаски клапанаdesti (сегодня, 17:37) писал:
А если сделать шпиндель под качественный маленький токарный патрон? Взять, например, маленького бизона, его точности надолго хватит.
Сообщение отредактировал МАКС-М1: 18 September 2011 – 20:25
шлифовка фаски клапанаМАКС-М1 (сегодня, 19:14) писал:
Патрон не пойдет будет оставлять следы на ножке клапана КАРДАН а как ты шлифуеш клапана
Оставлять он там ничего не будет,но и толку с него мало-большой габарит и очень высокая цена толкового патрона. Я работаю на призмах. шлифовка фаски клапана Цанги согласен но но где взять 5,5 и 6,5 раньше говорят на оборонке применялись а щас не найтиСообщение отредактировал МАКС-М1: 18 September 2011 – 20:33
шлифовка фаски клапанаМАКС-М1 (сегодня, 19:31) писал:
6.5 не бывает,бывает 6.6 шлифовка фаски клапана Кардан а схему твоего станкамжно скопироватьСообщение отредактировал МАКС-М1: 18 September 2011 – 20:43
шлифовка фаски клапанаМАКС-М1 (сегодня, 19:41) писал:
Кардан а схему твоего станкамжно скопировать
ничего хитрого там нет,если не забуду то завтра сделаю фото. шлифовка фаски клапана
шлифовка фаски клапанаЗаранее благодарен
шлифовка фаски клапанаМАКС-М1 (вчера, 18:33) писал:
шариковый патрон не зажимает клапана тоньше 7ммЭто что то новое… У меня 6мм зажимает без проблем, проблемы только с 5.5 появились.МАКС-М1 (вчера, 20:31) писал:
Цанги согласен но но где взять 5,5 и 6,5 раньше говорят на оборонке применялись а щас не найти
Полно цанговых патронов с цангами с шагом 0.5ммМАКС-М1 (вчера, 18:12) писал:
от слабого удара киянки конец шпинделя гнется в любую сторонуОчень странно, у моего шпиндель калёный. Может самоделка? шлифовка фаски клапана Клапан 5,5патрон не зажимает не только по диаметру но и по длинне например ниссан GA16DS шлифовка фаски клапана наконец обещанные фото…первым делом выставляем с помощью пилота с толщиной ножки клапана (в данном случае 5мм) соосность привода клапан на призмы,смазав предварительно литольчиком прижимаем приводом с дрелью через присоску,сам стержень при этом прижимаем рукой Проверяем на биение фаски Приспособа для проверки Результат шлифовка фаски клапанаkardan (вчера, 23:57) писал:
сам стержень при этом прижимаем рукой
У Вас сколько рук? Надо прижимать стержень, держать и включать дрель и ещё осевую подачу клапану сообщать. .. Да ещё и торцом круга шлифовать…
.. Да ещё и торцом круга шлифовать…Сообщение отредактировал Профессор(РПД): 21 September 2011 – 12:42
шлифовка фаски клапана Профессор(РПД),рук у меня как и у всех к сожалению только две,но вполне хватает для этой работы-левой прижимаю клапан а правой прижимаю и включаю дрель (держать ее не нужно,она сама там держиться),подача для съема осуществляется бедром а продольное перемещение тойже лево рукой-благо стол двигается легко. Был сделан пружинный прижим клапана но оказался просто ненужным. Пока небыло универсально заточного эта приблуда стояла на круглошлифовальном,но здесь удобнее. Там шлифовка производилась периферией круга,здесь торцем-никакой разницы не заметил.Иногда использую СОЖ,но в основном довольствуюсь вытяжкой для абразива.www.chipmaker.ru
Технические характеристики электрических настольных установок для шлифования клапанов
Таблица 2.73
| Характеристика | Модели установок | |||
| Р-108 | Р-186 | RV-2000 | ||
| Страна-производитель | Россия | Италия | ||
| Напряжение питания, В | 380/Зф | |||
| Мощность электродвигателей, кВт: | ||||
| шлифовального круга | 0,25 | 0,2 | ||
| ролика | 0,12 | |||
| Диаметр стержня клапанов, мм | 5—18 | |||
| Частота вращения, мин-1: | ||||
| шлифовального круга | ||||
| ролика | ||||
| Габаритные размеры, мм | 970x575x430 | 560x440x350 | 520x500x350 | |
| Масса, кг | ||||
Техническая характеристика устройства для шлифования клапанных гнезд мод. Р-176
Р-176
Таблица 2.74
| Характеристика | Численные значения |
| Тип | Ручное, электрическое |
| Напряжение питания, В | 220/1 ф |
| Потребляемая мощность, кВт | 0,18 |
| Частота вращения, мин-1 | 0—9300 |
| Диаметр шлифуемых гнезд, мм | 25—60 |
| Габаритные размеры, мм | 312x72x238 |
| Масса, кг | 10,2 |
Устройства для притирки клапанов (табл. 2.75) двигателей производят в ручном и стационарном исполнении.
Внутренние поверхности гильз цилиндров растачивают до ремонтных размеров, а затем хонингуют.
Расточку производят на вертикальных алмазно-расточных станках моделей 278, 278Н, 2А78Н и многошпиндельных полуавтоматах. Станок модели 2А78Н (рис. 2.17) включает основание 1, колонну 2, шпиндельную бабку 3, шпиндель 4, коробку скоростей и подач 17. Управление коробкой осуществляют рукоятками 10 переключения частоты вращения шпинделя и 9 переключения подач. Технические характеристики алмазно-расточного станка модели 278 и установки 2407 для расточки цилиндров автомобильных двигателей представлены в табл. 2.76.
Технические характеристики алмазно-расточного станка модели 278 и установки 2407 для расточки цилиндров автомобильных двигателей представлены в табл. 2.76.
Технические характеристики устройств для притирки клапанов
Таблица 2.75
| Характеристика | Модели устройств | |
| Р-23.74 | Р-177 | |
| Тип | Стационарный | Переносной |
| Напряжение питания, В | 380/Зф | 220/1 ф |
| Потребляемая мощность, кВт | 1,5 | 0,18 |
| Диаметр клапанов, мм | 20—100 | |
| Частота колебаний ротора, Гц | — | 0—17 |
| Число шпинделей, шт. | ||
| Габаритные размеры, мм | 1150x800x1300 | 360x80x180 |
| Масса, кг | 4,5 |
Для хонингования гильз цилиндров применяют хонинговальные станки (рис. 2.18). Основание станка 1 представляет собой плиту, на которой расположены электронасос охлаждения, колонна 7 и фильтр. На верхней рабочей плоскости устанавливают приспособления 19 для обработки гильз или блоков. На колонне расположены привод вращения шпинделя 8, привод возвратно-поступательного движения хонинговальной головки 6, пульт управления 17. Редуктор 10 передает вращение на шестерню ползуна 77, а ползун — на поводок 16 хонинговальной головки. Коробка передач 13 установлена на верхнем торце колонны.
2.18). Основание станка 1 представляет собой плиту, на которой расположены электронасос охлаждения, колонна 7 и фильтр. На верхней рабочей плоскости устанавливают приспособления 19 для обработки гильз или блоков. На колонне расположены привод вращения шпинделя 8, привод возвратно-поступательного движения хонинговальной головки 6, пульт управления 17. Редуктор 10 передает вращение на шестерню ползуна 77, а ползун — на поводок 16 хонинговальной головки. Коробка передач 13 установлена на верхнем торце колонны.
Имеется переносная хонинговальная установка для обработки цилиндровых отверстий двигателей модели СС 701.
Дата добавления: 2015-07-20; просмотров: 351 | Нарушение авторских прав
mybiblioteka.su – 2015-2018 год. (0.006 сек.)
mybiblioteka.su
Станок шлифовальный для клапанов ROSSI & KRAMER RV3000
Фирма «ROSSI & KRAMER» выпускает шлифовальный быстропереналаживаемый станок RV3000 предназначенный для обработки рабочей, и торцевой поверхностей клапанов, а также коромысел двигателей как легковых, так и грузовых автомобилей (опция). Высокое качество (радиальное биение рабочей фаски до 0,02 мм) достигается за счет точности базирования и фиксации клапана в роликовых призмах. Установка необходимого угла для обработки рабочей фаски клапана производится точно и легко.
Высокое качество (радиальное биение рабочей фаски до 0,02 мм) достигается за счет точности базирования и фиксации клапана в роликовых призмах. Установка необходимого угла для обработки рабочей фаски клапана производится точно и легко.
RV3000 прост и надежен в эксплуатации.
Технические характеристики RV3000
|
№ № |
Наименование / модель |
Ед. изм. |
RV3000 |
|
1 |
Тип |
|
настольный |
|
2 |
Диапазон диаметров стебля клапанов |
мм |
4…16 |
|
3 |
Диапазон углов рабочей фаски клапана |
градус |
20…60 |
|
4 |
Максимальный диаметр тарелки клапана |
мм |
100 |
|
5 |
Минимальный диаметр тарелки клапана |
мм |
18 для 45°/22 для 30° |
|
6 |
Максимальная длина клапана |
мм |
400 |
|
7 |
Минимальная длина клапана |
мм |
70 |
|
8 |
Размеры шлифовального круга |
мм |
175х30 |
|
9 |
Частота вращения шлифовального круга |
об/мин |
2800 |
|
10 |
Частота вращения клапана |
об/мин |
14 |
|
11 |
Насос для охлаждающей жидкости |
|
встроенный |
|
12 |
Габаритные размеры |
мм |
800х600х600 |
|
13 |
Напряжение |
Вольт |
220/380 |
|
14 |
Вес |
кг |
109 |
Гарантийный срок на станки «Rossi & Kramer» – 12 месяцев
Шлифовальный станок для клапанов Морской двигатель| дробилка
Оборудование gbc-service.
 ru
ruШлифовальный станок для восстановления клапанов kwik way модель svs series ii de luxe (США) Мойка МЕХАНИКА КМ-11 Стационарная мойка камерного типа.
клапан шлифовальный станок
Станок для шлифовки клапанов HRV90, Двигатель,Станок для шлифовки клапанов hrv90 представляет собой горизонтальный клапан,шлифовальный .
Выгодная цена на Шлифовальный Клапанов — суперскидки на
Шлифовальный Клапанов в категориях Автомобили и мотоциклы, Обслуживание двигателя, Аксессуары для безопасности и при поломке, Инструменты, 651 и не только, Шлифовальный Клапанов и Шлифовальный Клапанов в 2019 г.!
Станки для шлифовки клапанов Р-108 купить в интернет
Станки для шлифовки клапанов р-108. Jet JSG-64 тарельчато-ленточный шлифовальный станок для использования в столярной мастерской при любительской работе с деревом. Установлен мощный
Станок для шлифовки клапанов HRV90, Двигатель для клапана
Hold Auto является производителем станков для шлифовки клапанов HRV90 в Китае. Станок для шлифовки клапанов HRV90 представляет собой горизонтальный клапан с высокой точностью, и оно принимает самые последние французские
Станок для шлифовки клапанов HRV90 представляет собой горизонтальный клапан с высокой точностью, и оно принимает самые последние французские
Оборудование для шлифования клапанов
шлифовальный станок для шарового клапана. Купить Расточной Станок Для Седел Клапанов оптом из Китая. . Станки для шлифования и притирки трубопроводной Станки для .
Станки для шлифовки и фрезеровки головок блока цилиндров
Универсальный станок serdi 4.5, производящий точную обработку седел клапанов диаметром от 16 до 120 мм. Станок может быть использован для
шлифовальный и притирочный камень для клапанов
venta-Шлифовальный и притирочный станок для ремонта плоскоседельной арматуры. kvs Переносной шлифовальный и притирочный станок для ремонта клапанов с конической уплотняющей поверхностью.
Шлифовальный завод для мельницы и шаровых мельниц
Мельницы для шпатов_Порошок Шлифовальный Станок . При условии того же материала мощности и окончательного размера продукта эффективность мельницы выше чем у струйных мельниц и мельниц перемешивания на 40%.
шлифовальный станок для стекла YouTube
Jun 20, 2012 CUNNING MASTERS, who need to know! The 50 best tips for 3 years! Top 50 genius ideas Duration: 13:59. Домашний мастер 2,315,263 views
Шлифовальные станки по металлу в Полтаве. Сравнить цены
Шлифовальные станки по металлу, шлифстанки для обработки металла. Продажа, поиск, поставщики и магазины, цены в Полтаве
Станок для правки клапанов
Станок для правки клапанов мастерские и прочие помещения для ремонта и доработок автомобилей ! Подарил мне товарищ станочек для шлифовки фаски клапанов гбц автомобилей . Конечно аппарат
части для су клапан шлифовального станка
части для Су клапан шлифовального станка шлифовальный камень для искусственного пород из цемента для шлифовального станка [24/7 онлайн] шлифовальный станок для клапанов морской ,
как сделать станок
как сделать Токарный станок Доставка по Украине и странам СНГ наложенным платежом. Телефон для заказов +38 095 634 41 42 Viber, WhatsApp. Всем привет…
Всем привет…
Станок для шлифовки клапанов Р-186 купить по цене 214920
Вы всегда можете заказать доставку ?Станок для шлифовки клапанов Р-186? со скидкой в следующие города: Москва, Санкт-Петербург, Новосибирск, Нижний-Новгород, Екатеринбург, а так же по всей России.
Станок для безцентровой шлифовки клапанов RV516 COMEC
Станок для безцентровой шлифовки клапанов RV516 COMEC (Италия), цена 183 150 грн., купить в Киеве — Prom.ua (ID#1094970). Подробная информация о товаре
Машина для шлифования и притирки клапанов Пзготовителей
шлифовальный станок для притирки рок. Станок Для Притирки Клапанов . 4/11/2015 Станок для притирки и . притирки и шлифования .
Двигатель Great Wall GW4G15B: характеристики, надежность
Сегодня ведутся разговоры о том, что в ближайшее время, уже на смену Грейт Вол 4g15b придет двигатель нового поколения, однако многие из тех, кто попробовал для
Выгодная цена на Шлифовальный Клапанов — суперскидки
Шлифовальный Клапанов в категориях Инструменты, Наборы ручных инструментов, Детали инструментов, Автомобили и мотоциклы, 633 и не только, Шлифовальный Клапанов и Шлифовальный Клапанов в 2019 г. !
!
Индекс сайта ZhouShan HeCheng Machinery Co., LTD.
С развитием в последние 20 лет, мы можем поставить морской запчастей, таких как гильзы цилиндров, цилиндр, крышки, поршня, юбки поршня и другие запчасти, клапаны, оборудование для обеспечения
инженер поможет Станок для притирки клапанов
Станок для притирки клапанов устройств и как правило в каждой машине есть двигатель или привод его заменяющий. В этот комплекс входят станки для шлифовки клапанов, станки для
провернуть шлифовальный станок
зуба шлифовальный станок для пв 700. СЗТП-600Т настольный заточной станок для дисковых пил с,СЗТП-600Т настольный заточной станок для дисковых пил с,Станок предназначен для затачивания передних и задних .
шлифовальный станок седла клапана ebay
Клапан шлифовальный станок для продажи. Станок для притирки седла клапана форсунки Bosch CR YouTube. 24 май 2013,Станок с электрическим приводом предназначен для ремонта и восстановления седла
Самодельный шлифовальный станок из двигателя от
Шлифовальный станок или точило из движка стиралки. После того, как с электрическим подключением закончено, и двигатель стиральной машины ожил, можно приступать к изготовлению самоделок.
После того, как с электрическим подключением закончено, и двигатель стиральной машины ожил, можно приступать к изготовлению самоделок.
Самодельный шлифовальный станок из двигателя от
Шлифовальный станок или точило из движка стиралки. После того, как с электрическим подключением закончено, и двигатель стиральной машины ожил, можно приступать к изготовлению самоделок.
шлифовальный станок седла клапана ebay
Клапан шлифовальный станок для продажи. Станок для притирки седла клапана форсунки Bosch CR YouTube. 24 май 2013,Станок с электрическим приводом предназначен для ремонта и восстановления седла
Шлифовальные станки по дереву в Украине цены, фото
Украина, Шлифовальные станки по дереву 432 предложения от 111 компаний с фото, ценами и отзывами
как сделать станок
как сделать Токарный станок Доставка по Украине и странам СНГ наложенным платежом. Телефон для заказов +38 095 634 41 42 Viber, WhatsApp. Всем привет…
Станок для правки клапанов
Станок для правки клапанов мастерские и прочие помещения для ремонта и доработок автомобилей ! Подарил мне товарищ станочек для шлифовки фаски клапанов гбц автомобилей . Конечно аппарат
Конечно аппарат
ᑀ Шлифовальные станки JET ᑅ Купить в Украине Storgom.ua
Мотопомпы для химических веществ,кислот и морской воды Станок для шлифования кантов с осцилляцией jet oes-80cs-400 0 . Ленточно шлифовальный станок jet как правило, его задействуют в финишной
Моторный шлифовальный станок Bettwen
пазов внешний шлифовальный станок китай. Шлифовальный станок pit pbg c электрическое точило для заточки ножей, лезвий, сверел, зубил и прочего, а также для
Станок точильно-шлифовальный наcтольный Т-200/350
Купить Станок точильно-шлифовальный наcтольный Т-200/350 в Москве и другое гаражное оборудование, инструмент для автосервисов и СТО по выгодным ценам в интернет-магазине ?ГАРО? ☎ 8(800) 100-97-45 доставка по всей России
сгладить поверхность головки блока цилиндров фрезерный
мг си фрезерный шлифовальный. 10pcs 1/8 Tungsten Carbide 3mm Drill Bits Rotary Burrs Metal doble flauta. 10pcs 1/8 из карбида вольфрама dremel два флейта 3mm шлифовальная головка burr, фрезерные работы, фрезы и приставка для гравера
Мобильная мини-каменная дробилка в Индии
Мобильная каменная дробилка из Индии индии мини каменная дробилка мобильная Индии. в Индии . дробилкаМобильная каменная дробилка производство в м
в Индии . дробилкаМобильная каменная дробилка производство в м
Машина для шлифования и притирки клапанов Пзготовителей
шлифовальный станок для притирки рок. Станок Для Притирки Клапанов . 4/11/2015 Станок для притирки и . притирки и шлифования .
Двигатель ЗИЛ 130: технические характеристики, особенности
Что такое двигатель ЗИЛ 130. Его основные технические характеристики и особенности. Как проводиться обслуживание такого рода мотора. Проведение капитального ремонта и
Шлифовальные станки по дереву в Ивано-Франковске цены
Ивано-Франковск, Шлифовальные станки по дереву 161 предложение от 39 компаний с фото, ценами и отзывами
Оборудование для шлифования клапанов
шлифовальный станок для шарового клапана. Купить Расточной Станок Для Седел Клапанов оптом из Китая. . Станки для шлифования и притирки трубопроводной Станки для .
мельница шаровая 3200х6000мельница шаровая 3200х6000 cofcg мельница шаровая и sag из китая,Шибан дробильные оборудования пригодны для переработки щебня, руды, угля, кварцита,гранита 3200x
Шаровая мельница на 2 литра (обзор) YouTubeFeb 13, 2019 Шаровая мельница на 2 литра: https://pyrohobbyru/catalogue/sharovaiamelnitsa2l522/ Шаровая мельница на 5 литровшаров
много мельница в Южной АфрикеКак много купить золотую мельницу Sbm в Южной Африке lght Основанная в 1987 году, lght за последние 30 лет достиг 124 патентов на дробилки и мельницы 22 зар
допустимые уровни шума шаровой мельницыДопустимые нормы шума или сколько децибел в ? Тион 7 апр 2014 По санитарным нормам допустимым уровнем шума который не наносит вреда слуху принято сч
технические детали подачи дробилкитехнические характеристики роторнои дробилки китаи Детали дробилки дробилки Puzzolana технические детали дробилка смд 109 смд 109 а щековая технические
станок для шлифования клапанов
Переносный Станок Для Шлифования Клапанов
Размеры мельницы и мельницы для клапанов легкие, удобные для обработки и монтажа, и наши мельницы для помола и помола клапанов подходят для работы клапанов с 1,3 до 39,4 дюйма (32 – 1000 мм). в процессе работы можно быстро заменить диск, регулировать давление шлифования.
в процессе работы можно быстро заменить диск, регулировать давление шлифования.
Клапанная Мельница, Клапанная Мельница
Арибабапоставка 1468 клапанных мельниц.можно выбрать, менюарибаба…плоскошлифовальный станок шаровой клапан вертикальный шаровой мельница / шаровая мельница.5000 – 35000 долларов.8 лет.
Шлифование Шлифовальный Круг – Клапан
Это послепродажный рынок для шлифовальных направляющих клапанов black & deckerвыглядит неплохо.сначала размер b & d, спасибо за поиск, если у меня есть еще кое – что, что вы хотите, чтобы я знал, для того, чтобы сэкономить немного фрахта, просто ждать счета – фактуры, более двух проектов бесплатно отправить!
Bj: Старый Клапан Измельченный Или Очень Крутой
В голове этого шлифовального станка есть компактный режущий инструмент, который может одновременно резать три угла клапана. обратите внимание, что я говорю “резать”, а не “точить”.это, как представляется, является отраслевым стандартом, применяемым в настоящее время в производстве клапанов.современная машина для резки клапанов.
обратите внимание, что я говорю “резать”, а не “точить”.это, как представляется, является отраслевым стандартом, применяемым в настоящее время в производстве клапанов.современная машина для резки клапанов.
Веб – Сайт Amazon: Шлифование Седла Клапана
Beam equipment & supplies & supplies valve seat grinder stone for sioux – filхром (седло жесткого клапана), изготовленный в сша (1 5 / 8), 5,0 / 5 звезда 1.15,98 долл. сша.98транспортные расходы составили 8,77 долл.скоро осталось только три запаса товара.сухарь седло су 24…
Веб – Сайт Amazon: Абразив Для Клапанов Permatx 80037, 3…
Помощь в доводке клапанов и управлении седлом клапана с целью удаления заусенцев, поверхностных дефектов, углерода, смолы и коррозии. может быть использовано для измельчения и измельчения хрома.при смешивании с водой образуется легкая в употребление паста.автомобиль предлагает применение: седловины клапана, шлифовальная сенокосилка.
может быть использовано для измельчения и измельчения хрома.при смешивании с водой образуется легкая в употребление паста.автомобиль предлагает применение: седловины клапана, шлифовальная сенокосилка.
Преобразование Двигателя, Автомеханический Цех, Старый, Новый…
Amc c4 / 1200 (старый) цилиндровый расточный станок, емкость 1.25-10.25, оснащен 3 стандарта и 1 дополнительный шпиндель, инструмент и адаптер amc c4…tobinarp vr6500 (старый) клапанный мельница используется система зажима.(не считая) нажмите на фото tobin arp клапана мельница: black и decker клапана мельница низкая стоимость щелчок здесь…
Black And Decker Клапаны Мельница – Практический Механик
31 августа 2013 года на мельнице зажать шток манометра, так же, как вы управляете клапаном. поставьте индикаторы на шпиндель шлифовального круга и подметайте по ходу шлифовального станка 37,5 градуса.
поставьте индикаторы на шпиндель шлифовального круга и подметайте по ходу шлифовального станка 37,5 градуса.
Van Dorn Клапаны И Инструменты Шлифовальные Машины.- Семейный Магазин…
Электрическая головка клапана с двухскоростным двигателем плюс двухголовочный шлифовальный патрон; обычно один конец используется для поверхности клапана, а другой – для острия клапана.это должно быть в приличной форме, но это срочно требует очистки и некоторого определённого небольшого ремонта.
Станок Для Автоматической Реставрации Клапанов…
Клапанно – шлифовальный станок соединительный источник газа, резиновая головка шлифовальной машины будет всасывать шлифовальный клапан, а затем слегка нажать на мельница, мельница может автоматически вращаться и нарезать клапан, выполнять шлифовальные задачи имеет регулируемую ручка, эта ручка может регулировать поворот и такт мельницы, клапаны шлифовальные. ..
..
Клапанная Мельница, Клапанная Мельница
Арибабапоставка 1468 клапанных мельниц.можно выбрать, менюарибаба…плоскошлифовальный станок шаровой клапан вертикальный шаровой мельница / шаровая мельница.5000 – 35000 долларов.8 лет.
Станок Для Шлифования Клапанов Двигателя
Ручной притирочный станок для шлифования клапанов рычаг клапана шлифовальный диск резиновая прокладка, инструмент автоматического ремонта и исследования.1,29 доллара за костюм.10 (минимальный заказ) 1 год иу цзюнь цзинь торговая компания с ограниченной связью поставщиков.1 / 3.ручной заточный станок для пневматических клапанов.15.00 долларов – 20.00 долларов за набор.набор 1 (минимальный заказ)
Подержанные Клапанные Мельницы Продаются.
 Оборудование Карлтона И Многое Другое…
Оборудование Карлтона И Многое Другое…
2001 su 2001 клапанные мельницы.тип 2001, охладитель жидкости, рабочая лампа, основная камера хранения с инструментами, 1 / 2hp 115 / 230v 1ph 50 / 60hz 5.5 / 2.75 ампер, дополнительная информация будет опубликована
Bj: Старый Клапан Измельченный Или Очень Крутой
Я побывал в нескольких машинных магазинах в этом районе, и я могу с полной уверенностью сказать вам, что шлифование клапанов больше не имеет никакого отношения к абразивным явлениям.сегодня механик использует мельницу, которая может наклоняться различными путями и направлениями.голова мельницы – это компактный инструмент для мелкой резки и разрезания трех клапанов…
Kwik Way Бренд Бытовой Клапанной Мельница
Компания « квик уэй» уже много лет сотрудничает с компанией « иронтет». однако к концу 2013 года настало время перестроить и переоборудовать завод и объекты.
однако к концу 2013 года настало время перестроить и переоборудовать завод и объекты.
3 / 32 Сверло Лопаточная Мельница
20 июля 2020 года на буровой установке 3 / 32 мельница для шлифования клапанов первого клапана?у нас одна проблема – шлифовать направляющую лопатку на стандартном высокоскоростном стальном долоте 3 / 32.3 / 32 долото нужно иметь диаметром 1 / 4 х.055 диаметра (+ / -.003), который является лишь направляющей точкой и не требует никакого выемки, зазора и т.д., а также перехода между 3 / 32 и направляющим устройством.
Инструмент Для Притирки Клапанов Продается В Ланнвью, Штат Вашингтон – Оферуп
Использование (нормальный износ), хорошая работа, хорошее состояние.я использовал его для того, чтобы шлифовать плоский клапан форда. давай!
давай!
Притирка Клапанов 4 Двигателя: 8 Шагов – Руководство
Общее описание притирки клапанов на большинстве двигателей не требует дорогостоящих инструментов, и знайте, как сделать хорошую работу, вам понадобится нечто простое, например 1. ручное сверло (300 – 400 оборотов / мин) лучше 2.состав 3.стакан или миска воды.очиститель деталей (помощь распылителя распылителя) 5.масло или смазка 6.бумажные полотенца или хлопчатобумажная ткань 7.
Наличие Старых Агрегатов – Цилиндров
Шлифовальная установка седла клапана 13 / 32 “((406) направляющая головка, скоба с пружинным плунжером нового 13 / 32, направляющий волочильный клапан, биение станины нового общего клапана, новый универсальный привод воздуха в сети sga, 52 старых направляющих штока, 42 старых шлифовальных круга, а также стальной накопитель с направляющими штангами и каретками. это новый и использованный объект, который будет обслуживать…
это новый и использованный объект, который будет обслуживать…
Саудовская Аравия Даман Эр – Рияд Клапаны
По вашему запросу министерство станков « хушхайм» может обеспечить надлежащее первичное абразивное клапано.заполните, пожалуйста, эту страницу анкеты, и наш специалист по продукции скоро свяжется с вами.ряд портативных промышленных клапанных мельниц, предоставленных компанией “кеймит”, представляет собой концепцию патентного проектирования и зрелое решение для восстановления клапанов на месте.
Мельница И Вращающийся Воздухонепроницаемый Клапан Производители…
“rieco industries limited” и “rieco industries limited.” абразивные машины и вращающиеся клапаны воздушного тормоза – производители мельниц, пряностей и пылеуловительных систем из пуны. rieco industry ltd.пуна, махараштра.номер gst: 27aaaacr8217p1zv.”trustseal” проверена.позвони…
rieco industry ltd.пуна, махараштра.номер gst: 27aaaacr8217p1zv.”trustseal” проверена.позвони…
Vm1700, Vm1900
Vm1150, vm1200 затвор шлифовать и шлифовать.предлагается шесть конфигураций, способных измельчать и измельчать запорный клапан, седло стопорного клапана и область седла наружного клапана, с тем чтобы они соответствовали первоначальным нормам изготовителя или более высоким стандартам.включает наклонный адаптер, обеспечивающий быструю и легкую регулировку давления шлифовки.загрузить брошюру
Моторный Цех – Стив Шмидт
Сша: наружный затвор (максимум 0,02 долл. сша) (ea) 25,00 долл. сша: o – образная петля (,041 провод) (pr) 120,00 долл. сша: резка головки лот (pr) 120,00 долл.копировать, копировать
Станок Для Шлифования Клапанов Двигателя
Ручной притирочный станок для шлифования клапанов рычаг клапана шлифовальный диск резиновая прокладка, инструмент автоматического ремонта и исследования. 1,29 доллара за костюм.10 (минимальный заказ) 1 год иу цзюнь цзинь торговая компания с ограниченной связью поставщиков.1 / 3.ручной заточный станок для пневматических клапанов.15.00 долларов – 20.00 долларов за набор.набор 1 (минимальный заказ)
1,29 доллара за костюм.10 (минимальный заказ) 1 год иу цзюнь цзинь торговая компания с ограниченной связью поставщиков.1 / 3.ручной заточный станок для пневматических клапанов.15.00 долларов – 20.00 долларов за набор.набор 1 (минимальный заказ)
Мельница И Вращающийся Воздухонепроницаемый Клапан Производители…
“rieco industries limited” и “rieco industries limited.” абразивные машины и вращающиеся клапаны воздушного тормоза – производители мельниц, пряностей и пылеуловительных систем из пуны.rieco industry ltd.пуна, махараштра.номер gst: 27aaaacr8217p1zv.”trustseal” проверена.позвони…
Портативный Домашний
Vm1350, vm1500 или vm1600 затвор шлифовать и шлифовать vm1700 или vm1900 затвор шлифовать и шлифовать vm2050c, vm2100c или vm2150c шаровой клапан / предохранительный клапан шлифовать и шлифовать
Портленд Сервисиз
$400 (рядом с снегоочистительным заводом (26 и 217) фото скрыто этот пост вернуться к этой должности. 15 долларов.это очень нравится после 30 ноября…клапанная мельница мельница черный деккер 350 долл. сша (хайберлингтон) фото скрыть это сообщение восстановить сообщение.20 долларов.это старый индустриальный фанат после 6 декабря
15 долларов.это очень нравится после 30 ноября…клапанная мельница мельница черный деккер 350 долл. сша (хайберлингтон) фото скрыть это сообщение восстановить сообщение.20 долларов.это старый индустриальный фанат после 6 декабря
Новый Шаровой Клапан Шлифовальный Диаметр До 2100…
По словам одной из компаний, для обработки новых шаровых клапанов диаметром до 2100 мм мельница, 1 сентября 2015 года, дефицит доступных источников энергии, увеличение активности в глубоководных районах, высокое давление, криогенные и экстремальные условия, а также спрос на высокую производительность и надежную надежность делает рынок нефти и газа трудной отраслью…
Притирка Клапанов 4 Двигателя: 8 Шагов – Руководство
Общее описание притирки клапанов на большинстве двигателей не требует дорогостоящих инструментов, и знайте, как сделать хорошую работу, вам понадобится нечто простое, например 1. ручное сверло (300 – 400 оборотов / мин) лучше 2.состав 3.стакан или миска воды.очиститель деталей (помощь распылителя распылителя) 5.масло или смазка 6.бумажные полотенца или хлопчатобумажная ткань 7.
ручное сверло (300 – 400 оборотов / мин) лучше 2.состав 3.стакан или миска воды.очиститель деталей (помощь распылителя распылителя) 5.масло или смазка 6.бумажные полотенца или хлопчатобумажная ткань 7.
K O Lee Заточный Инструмент Продаётся
Получить наиболее благоприятный режим на инструмент k o leeebay network.бесплатная доставка…k., o. lee выбили станок для шлифования седла клапана из ящика инструментов p302 стойка для подачи камня.350 долларов.154,45 долл.станок шлифовальный, токарный, фрезерный, агрегат аггрегат радиуса шлифования.719 долларов 99 центов.первоначальная цена: 799,99 долл.146,60 долл.
Шлифование клапанов – Энциклопедия по машиностроению XXL
Флг. 369. Вибрационная оправка для шлифования клапанных гнезд [c. 422]
422]Технические характеристики оборудования для шлифования клапанов [c.262]
| Рис. 6.8. Станок для шлифования клапанов ОР-8022 |
Шлифование рабочей поверхности головки клапана производят на станке (рис. 166), в котором от электродвигателя 4 приводится во вращение шлифовальный круг 3. Клапан устанавливают и центрируют в суппорте 2 под требующимся углом (45 или 30°). После шлифования клапан притирают к его седлу. [c.301]
Шлифуют фаску клапанов с помощью прибора с ручным приводом или на настольном станке с электрическим приводом. Перед шлифованием клапан проверяют на биение индикатором. Биение стержня клапана не должно превышать 0,03 мм. Погнутость стержня устраняют правкой в холодном состоянии. [c.266]
При капитальном ремонте двигателя обязательно производят расточку цилиндров или гильз, шлифование клапанов и седел, смену направляющих втулок клапана и их развертывание. Ремонт остальных поверхностей производят по мере необходимости, так как интенсивность их изнашивания ниже, чем у перечисленных деталей. Объем работ по ремонту блока цилиндров устанавливают при контрольном осмотре.
[c.124]
Ремонт остальных поверхностей производят по мере необходимости, так как интенсивность их изнашивания ниже, чем у перечисленных деталей. Объем работ по ремонту блока цилиндров устанавливают при контрольном осмотре.
[c.124]
Универсальный прибор для шлифования клапанных сёдел блоков цилиндров [c.151]
Клапанные седла. Рабочие поверхности клапанных седел фрезеруют при помощи шарошек, центрируемых по направляющей втулке клапана, или шлифуют. Прибор ГАРО для шлифования клапанных седел состоит из электродрели, набора раздвижных стержней, оправок, шлифовальных кругов и приспособления для правки кругов. При значительных износах вставных клапанных седел их заменяют седлами ремонтных размеров. [c.381]
| Рис. 172. Станок для шлифования клапанов |
 Клапан устанавливают и центрируют в патроне 4. После шлифования клапан притирают к седлу.
[c.382]
Клапан устанавливают и центрируют в патроне 4. После шлифования клапан притирают к седлу.
[c.382]Клапанные седла. Рабочие поверхности клапанных седел ремонтируют фрезерованием при помощи шарошек, центрируемых по направляющей втулке клапана. Рабочие поверхности вставных седел клапанов, изготовленных из специального чугуна, вследствие их высокой твердости шлифуют. Приспособление для шлифования клапанных седел (рис. 175) состоит из электродрели, набора стержней, оправок, шлифовальных кругов, алмазного карандаша для правки кругов. [c.367]
| Рис. 175. Приспособление для шлифования клапанных седел в блоке цилиндров |
Обработка седел впускных клапанов (табл. 7). Технологический процесс обработки начинается с шлифования торцов детали на двустороннем торце-шлифовальном автомате методом на проход . В зависимости от размеров седел, припусков, материала и твердости клапанов операцию выполняют за два—четыре перехода скорость резания 30 м/с продольная подача до 5 м/мин. [c.262]
В процессе сопряженного шлифования необходимо измерять разность диаметров отверстия и вала. В этом случае одна ветвь отсчетного устройства по каналу И через клапан 7 и канал IV соединяется с изме- [c.179]
Плотность прилегания клапанов к фаске гнезда блока или его головки на большинстве двигателей достигается за счет притирки. Лишь в некоторых современных двигателях плотность в соединении обеспечивается точным шлифованием фаски клапана и чистовой обработкой гнезд. Для притирки клапанов применяют шлифующие порошки с мелким равномерным зерном в смеси 412 [c.412]
Для некоторых двигателей вместо трудоемкой операции притирки клапанов применяют шлифование гнезд (после запрессовки и окончательной обработки направляющих втулок) при помощи вибрационной оправки. Оправку приводят во вращение с числом оборотов до 12 ООО в минуту она хорошо самоустанавливается. Обработку ведут вначале грубыми, а затем чистовыми шлифовальными кругами. После такой обработки клапан плотно устанавливается по фаске гнезда. [c.415]
Шлифование плоскостей планок, шайб, пластин клапанов, роторных пластин компрессоров, шаблонов всех размеров. [c.115]
Шлифование по шаблону клапанов насосов, вентилей. [c.115]
Сюда же следует отнести некоторые воздействия на машину, возникающие при техническом обслуживании и ремонте (сходные с износом конструктивных элементов). Например, при шлифовании шеек коленчатого вала под ремонтный размер вкладышей снижается диаметр шеек не только вследствие износа при работе двигателя, но и частично вследствие операции ремонта, так как происходит некоторая перешлифовка вала при выведении овальности и конусности шеек. То же наблюдается при расточке гильз цилиндров, фрезеровании гнезд клапанов головок цилиндров, заточке режущих элементов рабочих органов многих сельскохозяйственных машин и т. п. [c.234]
Шлифование коленчатых или распределительных валов двигателей, ремонт гнезд н притирка клапанов, заварка трещин или переклепка рам машин — это обычные технологические ремонтные операции, объем которых вместе с разборкой, сборкой и регулировкой машины, ее узлов и агрегатов составляет более 95% объема ремонтных работ в тракторах и в большинстве других машин, находящихся в условиях эксплуатации. Выполнение этих работ не дает никакого изменения технического уровня машин как средств труда после их ремонта. [c.372]
Клапаны [F 16 гидравлических амортизаторах и пружинах F 9/34-9/348 диафрагменные К 1/00-1/20 индикаторные, регистрирующие или сигнальные устройства для них К 37/00 конструктивные элементы и средства управления К 25/00-51/00 многоходовые 11/00-11/24 отсечные для сопел или форсунок К 23/00 питательные (К 21/00-21/20 дозирующие К 21/16) подъемные (К 1/00-1/54 конструктивные элементы К 1/32-1/54) смазка К 3/36, 5/22 смесительные К 11/00-11/12 в соединениях труб L 29/00 управляющие устройства К 31/00-31/72 электромагнитные в многоходовых запорных устройствах К 11/23) В 60 Т запорные транспортных средств 17/04 11/28-11/34 15/00-15/60) в тормозных системах изготовление (деталей клапанов ковкой или штамповкой К 1/20-1/24 клапанных седел D 53/10) В 21 инструменты для монтажа или демонтажа В 25 В 27/24 F 02 М в насосах F 04 В 21/02 F 01 охлаждение в двигателях Р 1/08, 3/14 перепускные в паровых машинах В 31/22-31/24) предотвращающие повторное наполнение тары В 65 D 49/02-49/10 предохранительные (F 16 К 17/00-17/42 в парогенераторах F 22 В 37/44) разгрузочные F 16 К 17/00-17/42 В 67 D размещение в устройствах переливания 5/34 в устройствах для разлива или отпуска 1/14, 3/02-3/04) жидкостей в сосудах для газов или жидкостей F 17 С 13/04 в топках и устройствах для сжигания F 23 L 3/00, 11/00-13/10 в холодильных машинах, размещение F 25 В 41/04 шлифование В 24 В 13/00-13/04, 15/02-15/04] [c.93]
Магнитные [F 16 (амортизаторы F 6/00 муфты выключаемые D 27/00-27/14 опоры С 32/04 приводы (клапанов и т. п. К 31/06-31/08 для тормозов D 65/34-65/36) пружины F 6/00> В 66 С грузозахватные устройства 1/04-1/08 устройства для подвесных тележек 11/12) подъемных кранов держатели для (изделий В 25 В 11/00-11/02 станочных инструментов В 23 Q 3/00) конвейеры В 65 G 54/02 краски и лаки С 09 D 5/23 ленты, использование для шлифования В 24 В 17/10 насосы Н 01 F 7/24 приводы бесконечных конвейеров В 65 G 23/18] [c.108]
Токарные станки (для обработки (деталей часов G 04 D 3/02 специальных изделий В 23 В 5/00-5/48) для полирования и шлифования В 24 В 5/00) Токопроводящие (рельсы (1/30-1/34 для подвесных, канатных или подземных транспортных средств 7/00) устройства, расположенные вдоль ж.-д. рельсов или в местах их соединения 5/00-5/02) В 60 М Токосъемники (Н 01 R 39/00-41/02 в транспортных средствах с электротягой В 60 L 5/00-5/42) Толкатели (использование для подачи изделий из стопок В 65 Н 5/16 в клапанных распределительных механизмах F 01 L 1/14 кулачковых механизмов передач F 16 Н 53-06) Толчеи для дробления материалов В 02 С 1/14 Толщина [измерение с использованием G 01 В (волнового излучения или потоков элементарных частиц 15/02 звуковых волн 17/02 (комбинированных 21/(02-08) механических 5/02-5/06 оптических [c.189]
Притирка клапанов является весьма трудоемкой операцией и поэтому в последнее время ее заменяют шлифованием фаски клапана на шлифовальном станке и шлифованием фаски клапанного седла с помощью самоустанавливающейся вибрационной оправки, вращаемой электродрелью с большим числом оборотов. [c.178]
Например, в обычных условиях стержень клапана после штамповки и соответствующей термообработки подвергается проточке, а затем четырехкратному шлифованию. Применение метода ротационного обжатия позволяет одновременно заменить токарную обточку и шлифование. Чистота обработки обжатого стержня при этом соответствует 9—10-му классам, а точность обработки — 2-му классу, тогда как чистота шлифованной поверхности не выше 8-го класса. Внедрение этого метода при обработке клапанов двигателей позволяет снизить трудоемкость изготовления их и уменьшить расход металла на 12—14%. [c.99]
Износ и раковины на фасках седел клапанов устраняют притиркой или шлифованием. Притирку выполняют с помощью пневматической дрели, на шпинделе которой установлена присоска. [c.163]
В случае когда восстановить фаски седел притиркой не удается, седла зенкуют с последующим шлифованием и притиркой. Для зенкования, например, седел двигателя ЗИЛ-130 применяют комплект из четырех зенковок, имеюш,их углы наклона режущих кромок 15 30 45, 75°. Зенковки с углами 15 и 75° являются вспомогательными и применяются для получения рабочей фаски седла необходимой ширины (рис. 9.12). Зенковка с углом 30° предназначена для обработки седел впускных клапанов, а с углом 45° — выпускных. После зенкования рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий [c.164]
Промежуточный контроль выполняют как пооперационный в процессе обработки (сборки) после каждой операции (до и после наплавки, развертывания втулок клапанов, фрезерования фасок гнезд, шлифования клапанов и т. п.) или как групповой контроль после нескольких операций технологического процесса (проверка качества притирки клапанов, качества сборки клапанного механизма или сборки головки цилиндров и др.). Этот вид контроля проводят систематически (постоянно) или эпизодически, как летучий контроль. [c.332]
VII-VIII Посадочные шейки валов под зубчатые колеса 8 и 9-й степеней точности. Коренные шейки коленчатого вала дизелей и валы газовых двигателей. Шейки распределительного вала тракторного двигателя. Быстроходные валы нормальной точности (до 1000 об/мин) Фаска клапана и гнездо под клапан в автомобильных двигателях. Зубчатые колеса с обработанными зубьями в сельскохозяйственных машинах Грубое шлифование, обтачивание, растачивание [c.126]
Обработка клапанов двигателей (табл. 6). Клапан является одним из представителей деталей, механическая обработка которых выполняется полностью шлифованием. Шлифование ведется со скоростью 50 м/с. Радиальные подачи составляют 1,5—10 мм/мин в зависимости от выполняемой операции и допуска на диаметр стержня и параметров шероховатости. Торцы стержня обрабатывают на двусторонних торцешлифовальиых автоматах. Шлифование ведется со скоростью 30 м/с и подачей 1300—2000 мм/мин. [c.251]
Круглошлифовальный патронный автомат МЕ269С0 класса точности П предназначен для профильного врезного шлифования головки клапанов, канавки под наплавку на них и для [c.309]
Круглошлифовальный патронный автомат МЕ269С1 класса точности В предназначен для шлифования конуса клапана. Клапан базируется концом ножки в патроне и на люнете. Конструктивное исполнение автомата аналогично исполнению автомата [c.309]
Одной из отличительных особенностей нового стандартного технологического процесса является внедрение вместо шлифования операции пластической деформации металла на выточке под сухарь на стержне клапанов методом обкатки роликами с поперечной подачей, что повысило усталостную прочность в опасном сечении клапана в 2 раза, а чистоту поверхности — на три класса. Для этой операции применены спроектированные МосСКБ-АЛ и СС вертикальные шестишпиндельные роторные накатные автоматы агрегатной конструкции. Новый технологический про- -цесс и высокопроизводительное автоматическое оборудование существенно повысили производительность труда, высвободили 20 шлифовальных станков и 64 производственных рабочих. [c.186]
Взамен термической обработки стержней клапанов в соляных ваннах, как это принято в автотракторной промышленности, введен метод индукционного нагрева током повышенной частоты (8000 Гц), получаемым от машинного генератора, что резко повысило стабильность и качество термической обработки, значительно улучшило условия труда, причем производительность труда повысилась в 4,1 раза. В автоматическом производстве впервые внедрена новая технология одновременного шлифования торца стержня и торца тарелки клапана, для чего созданы двусторонние торцешлифовальные автоматы непрерывного действия. Внедрение этой операции высвободило 42 производствен- [c.186]
Прн достижении деталью заданного размера прибор выдает команду на переключение режима шлифования. Сработает электромагнит /ЭМ, поршень золотника 6 переместится а правое положение. Масло на слив начинает поступать через регулируемый дроссель 7, вследствие чего скорость перемещения поршня 5 уменьшается, и дальнейшая обработка происходит в режиме чистового шлифования. При окончательной команде на прекращение обработки срабатывает электромагнит 2ЭМ, кран-переключатель устанавливается в положение быстрого отвода шлифовальной бабки. Масло под давлением по линии б поступает в правую полость цилиндра, левая полость oo64aef H со сливом. После отхода шлифовальной бабки в исходное положение обесточивается электромагнит 1ЭМ, срабатывает золотник 6, и масло под давлением поступает в левую полость цилиндра 2. Поршень, перемещаясь вправо, вытесняет масло на слив через обратный клапан. Масло из рабочей полости цилиндра 10 подводящего устройства также поступает на слив, измерительная скоба отходит от изделия. Вся система возвращается в исходное состояние. [c.144]
ДЛЯ малых станков 2) для шлифования впод-резку поверхности длиной до 100 мм для мелких станков, до 200 л — для средних 3) универсальные для шлифования цилиндрических, конических и других поверхностей тел вращения в центрах и в патроне, а также для внутреннего шлифования 4) специализированные—для шлифования разнообразных изделий, коленчатых валов, распределительных валиков, клапанов, поршней и т. п. [c.525]
| Фиг. 87. Гидроэлектрическая схема станка 343 Харьковского станкозавода им. Молотова для шлифования кулачков распределительных валиков 1 — шестеренный насос 2— разгрузочный клапан S — стопор 4, 5, 6 w 7 — цилиндр врезания, диференциал, шестерни и ходовой винт, осуществляющие рабочую подачу 5 — дроссельный клапан регулирования подачи врезания 9, 10 w 11 – контакты, электронное реле времени и соленоид для опускания стопора 3 в конце врезания 12 – делительная планка стола 13 — цилиндр перемещения стола 14 – золотниковая коробка 15 – упор стола, воздействующий на рычаги золотниковой коробки 74 после обработки последнего кулачка 16 – цилиндр отвода шлифовальной бйбии в исходное положение, устраняет влияние зазоров во время шлифования 17 — цилиндр выключения осциллирующего движения шлифовального круга 18 п 19 цилиндр и рычаг отвода люльки в нерабочее положение 20 — контакты выключения электродвигателя изделия 21 22. 23 и 24 электродвигатели насоса гидропривода, шлифовального круга и нпсоса охлаждения 25, 26 и 27—контакты, соленоид и золотник включения алмазного устройства при отходе шлифовальной бабки 28 – дроссель регулирования скорости правки |
Матрицы [прессов для экструдирования металлов В 21 С (25/02-25/10 очистка 25/06) стереотипные В 41 D (1/00, В 41 N 11/00 увлажнение при изготовлении 1/10-1/12) для тиснения увлажнений В 44 В 5/02 шлифование В 22 С 13/16 электраэрозионная обработка В 23 Н 9/12] Матричные прессы В 41 D 1/06-1/08 Маховики передачах вращательного движения F 16 Н 33/02)) Маховички (ручные G 05 G 1/08-1/12 управляющие клапанов, кранов и задвижек F 16 К 31/60) Мачтовые автопогрузчики с подъемной платформой В 66 F9/06-9/24 Мачты подъемных платформ автопогрузчиков 9/08-9/10 устройства для подъема, монтажа и демонтажа 11/02) Машины тара и упаковочные элементы для хранения и транспортирования D 85/68 упаковка В 33/04, 33/06) В 65 Маяки оптические для самолетов и т, п., размещение на аэродромах и авианосцах В 64 F 1/20 осветительные устройства для них F 21 Q 3/02 плавучие В 63 В 35/56) Маятники в двигателях F 03 G 3/06 Маятниковые G 01 акселерометры Р 15/00-15/135 весовые устройства G 1/02-1/16 копры для исследования прочности твердых тел N 3/14) [c.110]
Поршни [F 16 (J 1/00-1/24 соединение со штоком или шатуном L 1/10-1/24) восстановление или ремонт В 23 Р 6/02 F 01 вращающиеся роторных С 21/08 дифференциалыше В 7/18 использование в качестве распределительных органов или их носителей L 21/(00-02) охлаждение Р 1/04, 3/06-3/10 размещение (клапанов в поршнях L 11/(02-06) распределительных органов в поршнях машин или L 21/04) двигателей, ДВС F 02 F 3/00-3/28 домкратов, конструктивные особенности В 66 F 3/26-3/28 изготовление (В 23 Р 15/10 ковкой или штамповкой В 21 К 1/18 литьем В 22 D 15/02) В 25 D молотковые в кузнечных 17/06 устройства для их регулирования в 9/00-9/26) инструментах ударного действия для наполнения тары В 65 В 3/12 насосов, конструктивные особенности F 04 В 21/04 уплотнения для поршней 113 пластических материалов В 29 L 31 26 шлифование В 24 В 19/10 для эластичной трубчатой тары В 65 D 35/30] [c.147]
Привязные аэростаты (В 1/50-1/56 наземные сооружения F 3/00-3/02) ремни на летательных аппаратах D 25/06) В 64 Приемники (вместилища) осветительных устройств в форме призмы F 21 V 5/02 шлифование В 24 В 7/24, 9/14) Приливные гидроэлектростанции F 03 В 13/12 Припои вкладышей подшипников скольжения F 16 С 33/14 Присадки, введение в смазочный материал в двигателях F 01 М 9/02 Присадочные прутки, применяемые при пайке, сварке или резке В 23 К 35/(00-40) Присоски использование для отделения и подачи листов из стопки В 65 Н 3/08-3/14 крепежные F 16 В 47/00) Притирка (зубчатых колес и реек В 23 F 19/(02-04) клапанов, устройств F 16 К 29/(00-02)) Прицепные ((буксируемые) летапкльные аппараты В 64 D 5/00 транспортные средства В 62 D 63/(00-08) 65/00) Прицепы [В 62 D /47/ОО-63/00 с ведущими колесами 59 (00-04) рулевые устройства 13/(00-06)) В 60 Т (аварийное торможение 7/20 устройства для отцепления 15/60) [c.151]
Сравнение шлифовальных станков для клапанов –
Хорошо, ребята. Вскоре вы увидите, что это не коммерческое предложение. Я не могу участвовать в этом обсуждении, не будучи тщательным и не отвечая на множество вопросов, которые никто не задавал. Я сейчас извиняюсь.
KwikWay (производство в США)
Я начал продавать станки для шлифования клапанов еще в середине восьмидесятых, когда я взял территорию для KwikWay. В то время битва велась между KW и Sioux, и машины обменивались примерно каждые два года.Нормальная цена была около 2500 долларов. Времена изменились, и меняются ожидания…
Финиш на KW был и остается лучше всего, что я видел с тех пор. Доступно больше марок колес и больше источников для этих колес, чем для любой другой машины. Алмазный правник – это самая продуманная система из любой вентильной машины. Когда в 20-х годах появился KwikWay, были настоящие гении дизайна.
У KW есть проблема, связанная с конструкцией патрона с шестью шариками. Даже если патрон начинается почти идеально, пандусы изнашиваются быстрее, чем закаленные шары, поэтому любые попытки восстановить исходную точность бесполезны.Единственная надежда заключается в том, что оператор не допустит попадания шлифовального масла / абразива в патрон, чтобы он не изнашивался преждевременно. Тем не менее, у конструкции с шестью шарами есть преимущество, если она работает правильно.
Шток патрона вращается независимо от состояния штока. Головка клапана круглая, даже если смещена на несколько десятых от центра. К счастью, с восьмидесятых годов KW многое узнал о производстве прецизионных патронов. Конструкция refacer KW хороша, если патрон работает правильно. У KW было около девяноста лет, чтобы понять это правильно.
Цена на KW лучшая на рынке США.
Sioux (производство США)
Я использовал шлифовальный станок для клапанов Sioux еще в 1978 году и был вынужден продать их, когда ушел из KW и перешел на работу в Kansas Instruments в 1990 году. Опять же, доступно много дисков и множество источников. для колес. Одно время компания Sioux была ведущим поставщиком станков для заточки клапанов в США.
У этого станка были проблемы с отделкой (никогда не равной KW), а также проблемы с конструкцией патрона.Какими бы крутыми ни были некоторые функции, меня не впечатлила их точность или отделка. Для точной шлифовки клапана на Sioux необходимо было сначала снять фаску на штоке. Для этой цели станок был снабжен штампованным стальным приспособлением для снятия фаски. Концевой упор имел конический конец, который центрировал скошенный конец клапана (новая особенность до тех пор, пока он не изнашивался в области, где располагался шток), а три ролика центрировали шток близко к головке клапана. Эта конструкция представляла собой гибридную конструкцию бесцентрового / роликового патрона.Каким бы крутым оно ни было, оно было не более точным, чем KW (обычно менее точным), и его было труднее правильно настроить. Это был громоздкий дизайн, и в конце концов от него отказались, когда SnapOn приобрела Sioux вскоре после начала нового тысячелетия. Подробнее об этом позже.
Новых машин сиу нет.
TobinArp (производство США)
TobinArp, вероятно, был лучшим дизайном (как и большая часть их линейки) на рынке, но, вероятно, из-за цены, популярным только в магазинах дорогих гонок.Для этой машины доступно большое количество разнообразных колес, но не так много разновидностей или поставщиков, как KW или Sioux. В TA использовался цанговый патрон и поворотный рычаг, поэтому шлифование производилось на конце круга, а не на его стороне. Отделка превосходила даже KW. Он не был таким универсальным, как KW или Sioux (для разных размеров штока клапана требовалась смена цанги), поэтому многие магазины обычно предпочли бы KW или Sioux. Цанговый патрон Chuck по точности превосходил KW или Sioux.Эта машина опередила свое время. В конце концов, Sunnen приобрела TobinArp, и она производилась как машина Sunnen, пока Sunnen не выбрасывала что-либо, кроме хонинговального оборудования. До сих пор эта машина не зря предпочитается многими производителями. Нет лучшего станка для шлифовки титановых клапанов.
Новых машин ТА нет.
IDL (производство в Канаде)
Ingenious Devices Limited в Канаде решила сделать удар на рынке заточки клапанов где-то в середине восьмидесятых.
Существует ограниченный источник колес для IDL по сравнению с KW и Sioux.
Они были первыми, кто разработал “бесцентровый” патрон. Бесцентровый на рынке шлифовальных машин относится к клапану, вращающемуся на роликах на собственном штоке, в отличие от штока, закрепленного в каком-либо патроне.
Как и TobinArp, они выбрали конструкцию шарнира для траверсы и шлифовку на конце колеса. Эта машина имела хороший успех у гонщиков, хотя была дорогой по сравнению с KW или Sioux.Но по финишу он уступал KW и даже сиу. Конструкция патрона была сложной, и это была громоздкая машина. Отделка никогда не была такой, как у refacer KW. Sunnen приобрела IDL и продолжила производство машины, и, поскольку теперь она имела маркировку «Sunnen», она была признана лучшей. На мой взгляд, это никогда не было качеством дизайна Sunnen / TobinArp.
Нет новых машин IDL.
Comec (итальянский)
Компания Comec разработала машину, которая представляет собой смесь более слабых конструкций вышеупомянутых машин.Доступны несколько источников и выбор шлифовальных кругов.
Они используют поворотную траверсу. Они шлифуют конец колеса и используют конструкцию патрона, в основном основанную на «бесцентровом» станке IDL. Трудно добиться хорошей отделки, и у патрона есть сложности, характерные для станка IDL. Большинство клиентов, пользующихся этим устройством, не особо обращают на это внимание. Я понимаю, что бывают исключения.
Comec ближе всего к цене машины KW. Он продается через Baker Sales.
Rottler (индийское производство)
IDL copy
Когда Sunnen уронил рефасер IDL, а может быть, немного раньше, Робин Чера сделал копию рефасера IDL (к тому времени Sunnen).Есть несколько изменений, но патрон – это та же сложная бесцентровая система, и большинство функций осталось прежним. Вариантов шлифовальных кругов по-прежнему меньше, чем у KW или Sioux.
Робин добавил цифровое считывание угла и сделал хорошую основу для установки станка. Робин предложил (или, возможно, сделал это по просьбе Роттлера) машину Роттлеру. Машины, которые я держал в руках, не имели хорошей отделки, и УЦИ перестали работать вскоре после того, как они были установлены. Это красивые машины, но меня не интересуют сложные патроны или электроника.(Может предвзято, или просто мое мнение). Я разговаривал со многими людьми, которым эта машина наплевать. Цена на IDL
Роттлера смехотворна. Даже Суннен не брала столько.
Rottler (индийское производство)
KwikWay copy
Робин решил (может быть по запросу Rottler) сделать копию рефасера KwikWay. Он сделал такой же патрон и использовал те же колеса и почти все дублирующие функции, что и KW. Это выгодно при выборе колес для клапанов из титана и стеллита.Патрон по-прежнему имеет ограниченный размерный ряд, чем все патроны KW. То же самое касается и дорогостоящего технического обслуживания.
Сделана большая ошибка при выборе роликовых путей для перемещения шпинделя. В оригинальном KW использовались «ласточкин хвост» и подпружиненная пластина. Это очень хорошая система для долголетия. Роликовые направляющие в версии «Rottler» невозможно закрыть. Он действительно очень свободен, когда он новый, но со временем это станет большой и дорогой проблемой. Мы купили эти же способы для тестирования и решили, что это худший выбор.
Я полагаю, что качество обработки и соосность у копий Rottler KW хорошие. Не верю, что будет лучше. Цена этой стильной машины была установлена KW. Копия Роттлера смехотворно больше.
T&S 2075 Шлифовальный станок для клапанов (производство США)
Примерно в 2005 или 2006 году мы решили изготовить шлифовальный станок для клапанов. Мы начали с чистого листа бумаги (страница SOLIDWORKS) и сначала поместили на экран оба крайних размера клапана (длину и диаметр). Затем мы разработали уникальный бесцентровый патрон, литое основание, подогнанную по форме крышку, колесо размера Sioux и скопировали конструкцию подшипника шпинделя KW.Эта машина была легкой, компактной и простой в обслуживании, если не тратить силы на излишества. Стоимость производства была низкой, но мы не пытались хорошо ее продать. Мы не тратили достаточно времени на конец выноса, и машина была грязной в использовании.
Наша цель состояла в том, чтобы сделать машину по функциям / стоимости по сравнению с формовочной машиной, которая была бы простой в использовании, дешевой и простой в обслуживании. Мы продали несколько таких станков и, оглядываясь назад, убедились, что на самом деле они были очень хорошими станками для быстрой и легкой шлифовки поверхности клапана.
Когда компания Sioux / SnapOn прекратила выпуск станка 2075, мы увидели в этом возможность расширить конструкцию станка за счет использования общих деталей с Sioux и нашей простой конструкции бесцентрового патрона, а также конструкции шпинделя KW для превосходной отделки. Мы также добавили УЦИ для угловых и линейных путей перемещения и подачи колеса.
Мы ошиблись в выборе системы кодирования для УЦИ и создали собственный электронный интерфейс. Интерфейс работал хорошо, тарирование до 44,5 градусов, но кодировщик имел ту же проблему, что и дизайн Rottler.Он не был хорошо изолирован от охлаждающей жидкости и имел тенденцию быстро выходить из строя. Мы перешли на кодировщик / УЦИ американского производства и опломбировали кодировщик, чтобы устранить эту проблему.
Sioux Retrofit Chuck
Поскольку мы сделали копию станка Sioux, казалось, имеет смысл сделать модернизированный бесцентровый патрон для всех станков Sioux 2001 и 2075. Это улучшило концентричность и радиус действия патрона для Sioux, но ничего не повлияло на конструкцию шпинделя, поэтому чистовая обработка на старых станках Sioux все еще была неадекватной.Мы нашли способ изменить конструкцию шпинделя, чтобы улучшить качество обработки, но к тому времени, когда все это было сделано, имело смысл просто продать полностью новый станок. Мы не могли найти действительно эффективного метода модернизации этих старых машин.
2075 Машина для производства эпоксидной смолы и гранита
Мы решили пойти дальше в дизайне и создать конечную шлифовальную машину для клапанов со следующими проблемами: угол наклона 0-90 градусов для облицовки, лучшая отделка в отрасли, общая конструкция колес для универсальности отделки на различных материалах, линейные способы для увеличения срока службы и минимального обслуживания, конструкция шлифования штока Sioux и ремонт патрона за 40 долларов.Бесцентровая система была повернута в сторону, так что угол будет одинаковым независимо от размера стержня. (Это не относится к дополнительной бесцентровой конструкции, использующей оригинальный патрон для вращения).
Я чувствую, что сегодня мы сделали лучшее устройство для восстановления клапанов на рынке, но даже за 10 500 долларов это не было для нас прибыльным устройством. Мы отложили дизайн до тех пор, пока не станем более эффективно производить эту машину.
Резюме
К сожалению, меня не интересуют слишком дорогие и сложные устройства восстановления, которые предлагаются сегодня.Многие люди выкладывают большие деньги на индийские и итальянские машины, хотя KwikWay предлагает отличную цену и действительно хорошую машину американского производства с гарантией производительности. Меня сбивает с толку, зачем кому-то платить дополнительные деньги за копию KW Роттлера.
Мы решили продолжить наблюдение за этим рынком и вскочить на него, когда мы сможем стать более конкурентоспособными и прибыльными.
Если бы я порекомендовал сегодня устройство для восстановления клапана, это была бы машина KwikWay производства США.
Я уже извинился за оскорбление, которое, вероятно, вызовет мои комментарии.Но это мои честные мысли.
Тим Уитли
Президент
T&S Machines and Tools, Inc.
Шлифовка клапана – Ventil
Ventil поставляет широкий ассортимент притирочных машин для чистовой обработки всех металлических седел промышленных запорных клапанов, предохранительных клапанов и регулирующих клапанов.
Расширенная программа поставки включает;
Портативные притирочные станки для притирки и ремонта клапанов на объекте и на месте
Следуя тенденции сокращения времени простоя, Ventil предлагает расширенный ассортимент легких машин для притирки клапанов и ремонта на месте без необходимости снимать клапан с трубопровода.Притирочные машины с клапанами Ventil, изготовленные из нержавеющей стали и высококачественных алюминиевых деталей и компонентов, подготовлены к работе в тяжелых условиях. Уникальная технология притирки Ventil с орбитальным приводом и зубчатым приводом в сочетании с высочайшим качеством абразивной пленки обеспечивает высочайшую скорость съема материала и лучшую точность плоскостности. Переносные притирочные машины с клапанами доступны с несколькими различными системами пневматического и электрического привода для безопасной работы в любых рабочих условиях и в любом месте.
Стационарные притирочные станки для клапанов в мастерских
Прочные и ребристые станки для притирки седел клапанов любого типа. Программа поставок варьируется от стола для предварительного шлифования до универсальных колонных шлифовальных и притирочных станков и плоских притирочных станков с открытым торцом. В зависимости от области применения и материала седла станки для притирки клапанов комплектуются различными расходными абразивными материалами, такими как самоклеящаяся фольга из оксида алюминия, алмазные диски с постоянной пропиткой или керамические шлифовальные диски.Притирочные машины для клапанов Ventil спроектированы и оснащены для обеспечения высокой точности и чистовой обработки, чтобы восстановить исходную герметичность седла или даже превзойти уровень герметичности седла OEM.
Притирочные машины Ventil Valve основаны на 65-летнем опыте ремонта и тестирования клапанов. Все машины полностью построены на собственном производстве и используются только высококачественные компоненты и материалы. Станки для притирки клапанов поставляются готовыми к использованию, включая все необходимые инструменты, расходные материалы и материалы.
Наши решения для шлифования клапанов:
Портативный задвижка Grinder, компактный Седло шлифовальный станок, Light Золотник Grinder оборудование Цена
Технический параметр
1) Applicstion: Ворота седло клапана, задвижки сердечник.
2) Диапазон шлифования: DN80 ~ 330
3) Мощность двигателя: 1100 Вт
4) Номинальное напряжение: 220 В
5) Минимальное расстояние между уплотнительной поверхностью клапана: B> 55 мм
6) Допустимая регулируемая длина: L≤ 650 мм
7) Эксплуатационная масса: 20 кг
1.Схема машины
1. Главный корпус 2. Электродвигатель 3. Силовая коробка 4. Регулировочный кронштейн 5. Винт 6. Основание 7. Телескопическая стрела
8. Плечо 9 шлифовальный диск 10 Винт болт 11 Болт 12 зажимной стержень 13 Рукоятка крепления 14. фиксирующий рычаг телескопической стрелы 15. левый или правый регулировочный маховик 16. маховик 17. скользящая скоба 18. болт
2. обзор
переносной шлифовальный станок модели M-300 широко используется в таких отраслях, как электроэнергетика, нефтяная, химическая, металлургическая и бумажная промышленность, как высокотехнологичный продукт с национальным патентом.Он имеет следующие характеристики:
1) Легкий, компактный и удобный для переноски
2) Разъемный узел упрощает и ускоряет установку
3) Доступен для различных полевых работ
4) Применяется в шлифовальных воротах, проверьте клапаны и фланцы из различных материалов
5) Автоматическая шлифовка после правильной настройки установки
6) Разумная конструкция конструкции, идеальный двигатель Metabo и высококачественные импортные шлифовальные материалы способствуют шлифованию в 3-10 раз быстрее, чем вручную one
7) Бесступенчатая регулируемая скорость, стабильная передача усилия и точная притирка обеспечивают полный контакт уплотнительной поверхности.
3.Technical Параметр
1) Applicstion: Ворота седло клапана, задвижки сердечник.
2) Диапазон шлифования: DN80 ~ 330
3) Мощность двигателя: 1100 Вт
4) Номинальное напряжение: 220 В
5) Минимальное расстояние между уплотнительной поверхностью клапана: B> 55 мм
6) Допустимая регулируемая длина: L≤ 650 мм
7) Рабочий вес: 20 кг
Шлифовальный станок для клапанов– купить шлифовальный станок для клапанов с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место для станка для заточки клапанов.К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку, надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот шлифовальный станок с верхним клапаном вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели шлифовальный станок для клапанов на AliExpress.С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в шлифовальном станке для клапанов и думаете о выборе аналогичного товара, AliExpress – отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Станок для шлифовки клапанов по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Основная процедура шлифовки клапана | Система LarsLap
Шлифовальные головки с индивидуальным приводом – ключ к созданию плоских седел клапанов
Целью шлифовки и притирки клапана является получение плотной и плоской поверхности. Система LarsLap с ее шлифовальными головками с индивидуальным приводом обеспечивает именно это.
Шлифовальные головки с фрикционным приводом часто имеют вогнутую поверхность, то есть поверхность, которая немного ниже изнутри.
Одиночные шлифовальные диски часто имеют выпуклую поверхность, то есть поверхность, которая немного ниже снаружи. У этого типа кофемолки скорость вращения на внешней стороне диска выше. Кроме того, шлифовальная пыль перемещается к периферии диска, способствуя дополнительному шлифованию по внешнему краю.
Плотная плоская поверхность особенно важна в случае предохранительных клапанов, поскольку они зависят от натяжения пружины, чтобы оставаться закрытым.
Подробнее о методах шлифовки клапанов читайте здесь.
Трение – ключ ко всему шлифованию. Успешный результат зависит от правильного трения – именно это вызывает истирание. Соответствующий износ определяется материалом седла клапана, требуемым количеством снимаемого материала и скоростью машины. Единственным наиболее важным фактором в этом уравнении является трение, то есть степень абразивного материала. Это означает, что к выбору шлифовальных дисков следует подходить с осторожностью.
Подробнее об абразивах здесь.
Притирка и ремонт арматуры на месте
При подготовке к шлифовке седла клапана сначала необходимо протереть седло и удалить влагу. Затем поверхность седла следует очистить более тщательно, слегка отшлифуя ее на портативном шлифовальном станке для клапанов с бумагой от мелкой до средней, зернистостью 120–180. Внимательно осмотрите поверхность и оцените степень повреждений.
Если есть только мелкие царапины, продолжить работу с мелкой зернистостью.Не начинайте с грубого зерна без предварительного использования мелкого зерна – это только увеличит процесс.
Если на седле есть глубокие царапины, используйте крупную зернистость.
Регулярно проверяйте ход шлифовки. Когда большая часть повреждений будет устранена, используйте бумагу с более мелкой зернистостью.
Когда поверхность станет гладкой, процесс окончен. Не шлифуйте больше, чем необходимо – это только сократит срок службы клапана. Некоторые следы могут быть оставлены, если они не мешают уплотнению клапана.
Может быть полезно записать тип повреждения седла клапана, чтобы попытаться установить первопричину проблемы.
Следы защемления или заклинивания вызваны инородным телом в трубопроводе. Обычно эти отметки не глубже 0,05 мм.
Следы порезов обычно возникают в результате скользящего движения на задвижках или любых клапанах с клином или заглушкой, использующими скользящее действие. Повреждение происходит между седлом и клином при открытии и закрытии клапана.Обычно он более распространен на нижней стороне клапана, между положениями «4 часа» и «8 часов». Часто они глубже 0,05 мм. Если возможно, следов от порезов можно избежать, используя клапан с меньшим радиусом.
Следы эрозии видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Метки часто бывают глубже 0,05 мм.
Седло не плоское – это может произойти, если сиденье было подвергнуто сварке, когда оно изношено, или если оно было неправильно отшлифовано или притерто.Это дефект, который чаще всего встречается на задвижках.
Трещины в седле – обычно возникают на клапанах со сварным седлом.
Коническое седло – поверхность обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильных процедур шлифования.
Ремонт негерметичных клапанов
Ремонт клапана может выполняться на месте, когда клапан еще установлен в трубопроводной системе, или в мастерской. Притирка клапана на месте и ремонт, как правило, более эффективны, поскольку исключают необходимость извлечения клапана из системы.Техническое обслуживание в мастерской более эффективно только тогда, когда требуется капитальный ремонт клапана.
Обслуживание клапана на месте требует снятия крышки и наличия достаточного пространства вокруг и внутри корпуса клапана. Чтобы максимально использовать доступное пространство, убедитесь, что приобретаемое оборудование легкое, может поместиться в ограниченном пространстве, а также его легко прикрепить. Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж шлифовального станка.
¨
Шлифовальное оборудование для использования в мастерской должно быть простым в эксплуатации и регулировке, универсальным для использования в нескольких областях и иметь возможность расширять возможности с помощью дополнительных принадлежностей для специализированных приложений.
Перед разборкой клапана для подготовки к техническому обслуживанию область вокруг клапана должна быть покрыта пластиковыми листами, чтобы предотвратить потерю деталей и ненужное распространение грязи и жира.
Начните разборку, удалив все защитные покрытия. Очистите клапан снаружи. Удалите ржавчину и краску с гаек и болтов. Смажьте болты пропиточным маслом. Старайтесь не повредить крепеж – даже одна поврежденная гайка приведет к чрезмерному увеличению времени простоя и затрат.
Демонтировать внутренние части клапана. Очистите, проверьте и отметьте, чтобы убедиться в правильности установки. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и остатки жидкости. Проверить прокладки на наличие трещин, коррозии и дефектов.
Начните шлифование с обработки любых крупных дефектов на поверхности седла клапана. Отшлифуйте дефекты с помощью портативных шлифовальных машин для клапанов, используя соответствующие абразивные материалы в зависимости от материала и состояния седла. Подробнее о материалах сидений читайте здесь.
Удалить пыль от шлифования с клапана.
Проверьте клапан на герметичность, чтобы убедиться, что он соответствует действующим стандартам.
Соберите и установите клапан в исходное положение. Убедитесь, что привод все еще работает.
Напоследок напишите отчет о проведенной процедуре.
Техника и оборудование для шлифования клапанов
За прошедшие годы было разработано множество методов шлифовки и притирки клапанов. Компания LarsLap первой изобрела технологию шлифовальных головок с индивидуальным приводом, поскольку существовавшие ранее методы были громоздкими и давали неточные результаты.
Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией. Однако другие методы, в том числе традиционные, все еще используются во многих местах отрасли.
При использовании шлифовальных головок с индивидуальным приводом шлифовальные диски расположены планетарно вокруг центральной приводной головки. Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоских, так и на наклонных посадочных местах, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места.Таким образом достигается идеально ровное сиденье с мелкой поверхностью и штриховкой за короткое время.
Шлифовальные или фрезерные станки для использования в мастерских – это высокоскоростные станки, которые позволяют выполнять шлифование или фрезерование снаружи, внутри и на плоскости под любым требуемым углом. Механизм крепления обеспечивает точное центрирование машины. Результаты превосходны, а скорость резки выше, чем при использовании любого другого метода.
Шлифовальные станки с шлифовальными головками с фрикционным приводом создают мелкую структуру поверхности с штриховкой.Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом необходимо размещать не по центру, чтобы усилить вращательное действие. Трение может вызвать замедление или остановку шлифовальной головки там, где силы трения максимальны. В результате эта технология будет обеспечивать разную скорость снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Шлифовальный станок со сплошными плоскими или наклонными чугунными пластинами – этот метод можно использовать для плоских седел и небольших задвижек, когда пространство ограничено.Рекомендуется использовать клейкую шлифовальную бумагу для предотвращения выпуклости чугунных пластин в том месте, где они расположены. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней части диска. Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольными царапинами, что приводит к неточной ровности по всему седлу. Если используется шлифовальная паста, она будет медленно перемещаться от центра, пока вся паста не окажется на внешней стороне седла.Скорость резания низкая.
Притирка с помощью вращающегося плоского стола дает хорошие результаты при работе в мастерской. Доступны специальные столы для шлифовки седел или клиньев клапанов. Однако этот метод требует много времени.
Ручная притирка также является альтернативой, однако этот метод чрезвычайно трудоемок и может быть грязным при использовании шлифовальной пасты.
Притирочные станки для клапановЗа прошедшие годы было разработано множество методов шлифовки и притирки клапанов.Компания LarsLap первой изобрела технологию шлифовальных головок с индивидуальным приводом, поскольку существовавшие ранее методы были громоздкими и давали неточные результаты.
Шлифовальные головки с индивидуальным приводом сегодня является предпочтительной технологией. Однако другие методы, в том числе традиционные, все еще используются во многих местах отрасли.
При использовании шлифовальных головок с индивидуальным приводом шлифовальные диски расположены планетарно вокруг центральной приводной головки.Это обеспечивает одинаковую скорость внутри и снаружи сиденья. Диски можно правильно расположить как на плоских, так и на наклонных посадочных местах, заставляя шлифовальные головки одинаково шлифовать по всей поверхности посадочного места. Таким образом достигается идеально ровное сиденье с мелкой поверхностью и штриховкой за короткое время.
Шлифовальные или фрезерные станки для использования в мастерских – это высокоскоростные станки, которые позволяют шлифование или фрезерование снаружи, внутри и на плоскости под любым требуемым углом.Механизм крепления обеспечивает точное центрирование машины. Результаты превосходны, а скорость резки выше, чем при использовании любого другого метода.
Шлифовальные станки с фрикционными шлифовальными головками обеспечивают мелкую структуру поверхности с штриховкой. Однако скорость резания относительно низкая. На плоских седлах шлифовальные головки с фрикционным приводом необходимо размещать не по центру, чтобы усилить вращательное действие. Трение может вызвать замедление или остановку шлифовальной головки там, где силы трения максимальны.В результате эта технология будет обеспечивать разную скорость снаружи и внутри сиденья, что может привести к вогнутому сиденью.
Шлифовальный станок с твердыми плоскими или наклонными чугунными пластинами – этот метод можно использовать для плоских седел и небольших задвижек, когда пространство не является проблемой. Рекомендуется использовать клейкую шлифовальную бумагу для предотвращения выпуклости чугунных пластин в том месте, где они расположены. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней части диска.Следовательно, больше материала удаляется с внешней стороны сиденья, которое становится слегка выпуклым. Этот метод дает шлифовальную структуру с продольными царапинами, что приводит к неточной ровности по всему седлу. Если используется шлифовальная паста, она будет медленно перемещаться от центра, пока вся паста не окажется на внешней стороне седла. Скорость резания низкая.
Притирка с помощью вращающегося плоского стола дает хорошие результаты, когда работа выполняется в мастерской. Доступны специальные столы для шлифовки седел клапанов или клиньев.Однако этот метод требует много времени.
Ручная притирка также является альтернативой, однако этот метод чрезвычайно трудоемок и может быть грязным при использовании шлифовальной пасты.
Модификация древнего станка для заточки клапанов Сиу.
В другом посте я упомянул, что друг подарил мне этот старый перекачивающий клапан Sioux # 621. Мой план состоял в том, чтобы слегка отремонтировать его и использовать для исправления нечетного клапана двигателя и модифицировать его для небольшой шлифовки инструмента.Я хотел сделать несколько точно заточенных остроконечных валов из буровой штанги разных размеров.Они будут использоваться для точного обнаружения выступов при сверлении отверстий без необходимости замены цанги в фрезере … например: нужно отверстие 1/4 “? Установите цангу 1/4″, найдите выступ с заостренным сверлом 1/4 ” стержень, заблокируйте стол, установите сверло и вперед. Это должно сэкономить немного времени и будет точным, как мне нужно.
Когда я забросил первую часть буровой штанги, я проверил биение и нашел. 0045 “. УРА! Я разобрал патрон, очистил, смазал и снова собрал его, установив ролики в разных положениях, но лучшее, что я смог получить, было.004 “. Прощай, старый изношенный патрон!
Я проверил биение самого шпинделя без патрона, и оно было почти идеальным. Я снял его и отпилил носик патрона сразу за резьбовой частью. Затем он вошел в 4-кулачок и набрал, пока не обнаружил биение. К счастью, патрон оказался не слишком твердым, и я смог повернуть резьбовую часть вниз с помощью твердосплавной вставки, чтобы оставить красивую гладкую поверхность для адаптера для сменного патрона. Сам шпиндель ОЧЕНЬ жесткий; напильник просто скользит по нему.Он работает в чугуне с масляными канавками и масленками, расположенными для облегчения смазки. Система должна работать, т.к. 50 лет. На старом валу видны только легкие следы полировки с незначительным измеримым износом.
Я заказал недорогой 3-дюймовый 4-кулачковый патрон в Little Machine Shop и остался очень доволен. Http://www.littlemachineshop.com/products/product_view.php?ProductID=1175&category=566826475 Я набросал адаптер в TurboCAD, используя размеры, указанные на сайте LMS, распечатал и приклеил к куску алюминиевой пластины размером 1/2 дюйма.Заготовка была зажата в мельнице, и 4 установочных отверстия были отмечены и просверлены. Затем на ленточной пиле была сделана грубая резка до округлой формы и прикручена к задней части патрона. Кулачки патрона были удалены, и маленький валочный станок был зажат и набран в большую 4-кулачковую челюсть на токарном станке. Адаптер нар. был повернут к размеру, а внутренний диаметр Тщательно просверлили и просверлили для посадки на шпиндель. Затем в адаптере просверливали / нарезали резьбу 10-24 для зажимного винта и прорезали паз продольной пилой.
Идеально подходит и имеет минимальное биение. Конечно, любое биение теперь можно легко отследить с помощью этой маленькой 4-х кулачковой лапки.
Не могу дождаться, когда установлю новые ремни, чтобы налить немного охлаждающей жидкости и начать ее использовать. Думаю, я также могу использовать 4-х кулачковые приспособления для окончательной шлифовки шатунов и эксцентриков модели двигателя. Я все равно на это надеюсь.
| Дата | Код HS | Описание | Место назначения | Порт загрузки | Единица | Количество | Стоимость (INR) | За единицу ( INR) | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Янв 21 год 2016 | 84604020 | FLUIDCHEM MAKE IN-SITU GATE VALVE GATE VALVE GRINDING AND LAPPING MACHINE МОДЕЛЬ ТИПА GHF-D, РАЗМЕР ОТ 16 ДЮЙМОВ (400 ММ) ДО 36 ДЮЙМОВ (900 | Объединенные Арабские Эмираты | Nhava Sheva Sea 1 | SET | SET 1,442,806 | 1,442,806 | |||||
| Ноя 19 2015 | 84602990 | СТАНОК ДЛЯ ШЛИФОВАНИЯ КЛАПАНОВ | Уганда | Ludhiana | NOS | 3 | 190,834 | 63,611 | ||||
| Октябрь 09 2015 | 84604020 | FLUIDCHEM MAKE IN-SITU МОДЕЛЬ МАШИНЫ ДЛЯ ШЛИФОВАНИЯ И ПРИБОРКИ КЛАПАНОВ ТИП GHF-C, РАЗМЕР 80–500 ММ | Нигерия | Bombay Air Cargo | Авг 11 2015 | 84602990 | МАШИНА ДЛЯ ШЛИФОВКИ СЕДЛО КЛАПАНА С АКСЕССУАРАМИ MACHINE SRL. |