Станок точечной сварки: Страница не найдена
alexxlab | 30.06.1988 | 0 | Разное
Станки для контактной сварки и стыковки арматуры
14.10.2022 00:00
Машина контактной точечной сварки MT-1928Л
В НАЛИЧИИ НА СКЛАДЕ! СКИДКА 5%
ЗАКАЗАТЬ
Каталог
Расширенный поиск
Цена (₽):
от до
Название:
Артикул:
Текст:
Выберите категорию:
Все СТАНКИ для ГИБКИ листового металла » Вальцы »» Вальцы ручные »» Вальцы электромеханические »» Вальцы гидравлические » Листогибочные станки »» Листогибы ручные »» Листогибы электромеханические »» Листогибы гидравлические »» Листогибочные гидравлические пресса »» Листогибы сегментные »» Листогибы электромагнитные » Прессы гидравлические СТАНКИ для РЕЗКИ листового металла » Гильотины »» Гильотины ручные »» Гильотины ручные сабельные »» Гильотины электромеханические »» Гильотины гидравлические »» Ножницы листовые кривошипные » Лазерная резка металла » Плазменная резка металла »» Консольные машины термической резки с ЧПУ »» Портальные станки плазменной резки металла »» Ручные аппараты для плазменной резки металла »» Источники плазменной резки металла »» Плазмотроны »» Расходные материалы для плазменной резки »»» Защитные экраны »»» Кожухи »»» Сопла »»» Электроды »»» Завихрители »»» Водяные трубки »»» Фиксаторы защитного экрана »»» Прочие расходные материалы для плазменной резки » Угловысечные станки » Станки для продольно-поперечной резки металла » Опции для станков продольно-поперечной резки металла СТАНКИ для ВОЗДУХОВОДОВ, ВОДОСТОКОВ, ДЫМОХОДОВ » Станки для производства полукруглого желоба » Станки для производства прямоугольного желоба » Станки для производства гофроколена » Зиговочные станки »» Ручные зиговочные машины »» Электромеханические зиговочные машины » Фальцеосадочные станки »» Фальцеосадочные станки ручные »» Фальцеосадочные станки электромеханические »» Фальцеосадочные машинки » Фальцепрокатные станки » Фальцегибы » Станки для отбортовки » Станки тоннельной сборки » Cтанки для нанесения ребер жесткости » Станки для сборки сегментных отводов » Круговые ножницы » Спирально-навивные станки » Автоматические линии для изготовления прямоугольных воздуховодов » Автоматические линии для изготовления шинорейки » Пуклевочники »» Дополнительные опции для пуклевочного инструмента »» Пуклевочный инструмент » Кромкогибочные станки » Станки для производства сайдинга » Маятниковые пилы для шинорейки СТАНКИ для ТРУБ и ПРОФИЛЕЙ » Ленточнопильные станки »» Ручные ленточнопильные станки »» Ленточнопильные станки с гидроразгрузкой »» Ленточнопильные станки с гидравлическим подъемом пильной рамы »» Полуавтоматические ленточнопильные станки »» Автоматические ленточнопильные станки »» Ленточнопильные станки для резки рельс »» Ленточнопильные вертикальные станки » Трубогибы »» Трубогибы ручные »» Трубогибы арбалеты »» Трубогибы электрические »» Трубогибы гидравлические »» Дорновые трубогибы »»» Полуавтоматические дорновые трубогибы »»» Автоматические дорновые трубогибы с ЧПУ »» Бездорновые трубогибы » Станки для пробивки отверстий в трубах » Абразивно-отрезные станки » Дисковые отрезные станки по металлу » Линии для производства труб » Инструмент для снятия фасок »» Ручные фаскосниматели »» Автоматические кромкофрезерные машины »» Кромкострогальные станки » Автоматические линии резки » Труборезы »» Орбитальные труборезы »» Ручные труборезы »» Труборезы разъемные »» Переносные труборезы »» Труборезы электрические » Торцеватели для труб » Машина для полировки труб » Ротационная вытяжка металла » Cтанки для изготовления фланцев Оборудование для заводов ЖБИ и ЖБК » Правильно-гибочные роботы » Станки для изготовления арматурных каркасов » Автоматические гибочные центры для арматуры и проволоки » Автоматические линии резки арматуры » Автоматические сварочные роботы » Вспомогательное оборудование » Станки для сварки арматуры » Оборудование для производства сеток » Оборудование для изготовления свай СТАНКИ для КОНТАКТНОЙ СВАРКИ » Мобильные клещи и аппараты для точечной сварки » Аппараты для точечной сварки » Контактная точечная сварка » Шовная сварка » Стыковая сварка » Рельефная сварка » Машины подвесные для контактной точечной сварки » Многоэлектродные машины СТАНКИ для АРМАТУРЫ и ПРОВОЛОКИ » Станки для гибки арматуры » Станки для резки арматуры » Комбинированные станки для гибки и резки арматуры » Правильно-отрезные станки » Ручные станки для гибки и резки арматуры »» Ручные станки для резки арматуры »» Ручные станки для гибки арматуры » Станки для гибки хомутов, скоб и спиралей » Бухтодержатели КУЗНЕЧНОЕ оборудование » Станки для ковки » Кузнечный инструмент » Кузнечные молоты » Кузнечные горны РОТАЦИОННАЯ ВЫТЯЖКА металла » Давильно-раскатные станки » Ротационная ковка трубы РАЗМАТЫВАТЕЛИ РУЛОННОГО металла РУЧНОЙ ИНСТРУМЕНТ для металла » Ножницы рычажные » Инструмент для пробивки отверстий в металле » Ножницы по металлу »» Ножницы для резки металла »» Специальные ножницы по металлу »» Ножницы по металлу усиленные »» Высечные ножницы по металлу » Инструмент для обжима металлических колец » Насадки на дрель для резки металла » Инструмент для вырезки отверстий большого диаметра » Кровельные клещи » Инструмент для заужения диаметра трубы » Гибочные рамки » Инструмент для разметки кровли » Инструмент для сайдинга »» Инструмент для монтажа и демонтажа сайдинга »» Резка сайдинга »» Разметка сайдинга » Инструмент для вырубки седловин труб » Реечные прессы ПРЕСС-НОЖНИЦЫ и ПРОБИВНЫЕ ПРЕССЫ » Дыропробивные станки » Координатно-пробивные прессы » Пресс-ножницы комбинированные » Автоматизированные линии пробивки проката » Долбежные станки КРОВЕЛЬНОЕ оборудование » Кровельные станки » Рамки для закрытия фальца МЕТАЛЛОРЕЖУЩИЕ СТАНКИ » Заточные станки по металлу » Резьбонарезное оборудование »» Резьбонарезные клуппы »» Резьбонарезные станки »» Гидравлические резьбонакатные станки » Прутковые токарные автоматы продольного точения с ЧПУ » Вертикальные обрабатывающие центры с ЧПУ » Сверлильные станки »» Магнитные сверлильные станки »» Вертикально-сверлильные станки »» Радиально-сверлильные станки »» Рельсосверлильные станки »» Многошпиндельные сверлильные станки »» Сверлильно-фрезерные станки » Фрезерные станки по металлу »» Настольные фрезерные станки »» Универсальные фрезерные станки »» Вертикально-фрезерные станки » Токарные станки по металлу »» Настольные токарные станки »» Универсальные токарные станки » Электроэрозионные станки »» Проволочно-вырезные станки »» Электроэрозионные прошивные станки »» Электроэрозионные супердрели » Шлифовальные станки по металлу » Полировальные станки по металлу СВАРОЧНОЕ оборудование » Аппараты для ручной дуговой сварки (MMA) » Сварочные полуавтоматы с пульсом » Аргонодуговая сварка с пульсом » Сварочные полуавтоматы MIG/MAG » Инверторы сварочные MMA » Аргоно-дуговая сварка (TIG) » Блоки водяного охлаждения » Сварочные позиционеры Инструмент ROLLERI для гибочных прессов ФОРМОВКА листового металла » Шринкеры » Английское колесо » Молотки гладильные РЕЖУЩИЙ ИНСТРУМЕНТ и оснастка » Ленточные полотна по металлу »» ЛЕНТОЧНЫЕ ПИЛЫ AMADA »»» Биметаллические ленточные пилы AMADA »»» Твердосплавные ленточные пилы AMADA »» ЛЕНТОЧНЫЕ ПИЛЫ EBERLE »»» Биметаллические ленточные пилы EBERLE »»» Твердосплавные ленточные пилы EBERLE »» ЛЕНТОЧНЫЕ ПИЛЫ ВАHCО »»» Биметаллические ленточные пилы ВАHCО »»» Твердосплавные ленточные пилы ВАHCО »»» Резка труб и профилей »»» Резка литья »»» Многоцелевая и контурная резка » СОЖ СТАНКИ для СТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
Производитель:
Все3emakina (Турция)ACL (Китай)Aotai (Китай)BDS (Германия)Beka-mak (Турция)BS (Италия)CBC (Италия)Cevisa (Испания)Ckemsa (Турция)Comafer (Италия)Doganmach (Турция)DURMA (Турция)ERCOLINA (Италия)ERMAKSAN (Турция)Euroboor (Нидерланды)Exact (Финляндия)Geka (Испания)Gocmaksan (Турция)GROST (Россия-Китай)GUTE MACHINERYGWEIKE (Китай)Huawei (Китай)ISITAN (Турция)Kapriol (Италия)KING-MACC (Китай)Lefon (Китай)MACC (Италия)Mackma (Италия)MAKRO (Турция)Malco (США)MetalTec (Китай)NEW TECH MACHINERY(США)Nko Machines (Чехия)Optimum Maschinen (Германия)PERI (Китай)PILOUS (Чехия)Pohjanmaan Rakkenuspelti Oy (Финляндия)Promotech (Польша)Rotabroach (Великобритания)Sahinler (Турция)Sente Makina (Турция)STALEX (Россия, Китай, Польша)Stangroup Machinery (Китай)TECNA (Италия)TELWIN (Италия)TOR (Китай)TRITONTRUMPF (Швейцария)TTMC (Китай)Uzma (Турция)VEKTOR (Китай)YangLi (Китай)Вектор (Беларусь)Витязь (Китай)ВПКГерманияКитайРоссияСВС (Италия)ТAOLE (Китай)Чехия
СНЯТ С ПРОДАЖИ:
Вседанет
ЦЕНА С НДС-20%:
Вседанет
В наличии:
Вседанет
Бесплатная доставка:
Вседанет
-10% при 100% предоплате:
Вседанет
Под заказ:
Вседанет
+ ножницы в подарок:
Вседанет
Наличие уточняйте:
Вседанет
ГАРАНТИЯ 18 МЕСЯЦЕВ:
Вседанет
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Забыли пароль?
Регистрация
Заказать звонок
Заказать звонок
Главная СТАНКИ для КОНТАКТНОЙ СВАРКИ
Показать подкатегории
Цена р.
от до
Производитель
3emakina (Турция)
Doganmach (Турция)
GUTE MACHINERY
TECNA (Италия)
TELWIN (Италия)
Россия
СНЯТ С ПРОДАЖИ
Вседанет
ЦЕНА С НДС-20%
Вседанет
В наличии
Вседанет
Бесплатная доставка
Вседанет
-10% при 100% предоплате
Вседанет
Под заказ
Вседанет
+ ножницы в подарок
Вседанет
Наличие уточняйте
Вседанет
ГАРАНТИЯ 18 МЕСЯЦЕВ
Вседанет
Новинка
Вседанет
Спецпредложение
Вседанет
Найдено
0
Показать Сбросить фильтр
Мобильные клещи контактной сварки | Аппараты для точечной сварки | Контактная точечная сварка | |
Шовная сварка | Стыковая сварка | Рельефная сварка | |
Машины подвесные для контактной точечной сварки | Многоэлектродные машины |
| |
|
Сортировать:
Товар
Цена
Показать еще
- Пред.

- 1
- 2
- 3
- След.
Подписаться на рассылку выгодных предложений
- Ознакомлен с правилами предоставления услуг и согласен на обработку своих персональных данных
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Понятно
Классификация станков для точечной сварки
Станок точечной сварки представляет собой аппарат, предназначенный для работы с деталями разных размеров и толщины, выполненных из различных видов металла. Это могут быть разного рода заготовки или сетки. С помощью станков такого плана выполняется соединение металлических деталей между собой. При этом задействуются высокие температуры.
Схема самодельного аппарата для точечной сварки.
Процесс контактной сварки выглядит следующим образом: на внешней стороне деталей вырабатывается тепло, которое и способствует их соединению. Тепло генерируется с помощью электрического тока, который подается на детали через контактное точечное соединение.
Следует учитывать, что контакты и их состояние оказывают огромное влияние на то, насколько качественным будет результат.
Помимо тока, вполне может быть использовано любое другое силовое воздействие. Однако ток дает наилучшие результаты.
Читайте также:
Как изготовить тороидальный трансформатор.
Способы применения магнитного угольника для сварки.
О контактной сварке читайте здесь.
Принцип сварочного процесса
Вне зависимости от типа сварочного аппарата, работает он по следующему принципу:
Схема точечного соединения сварки.
- Когда сварочный аппарат запускается, детали, которые нужно сварить, зажимаются электродами.
- Пусковой механизм запускает реле времени, которое, в свою очередь, дает сигнал прерывателю. Прерыватель замыкается на отведенное время.
- После этого к электрической сети подключается трансформатор, который должен преобразовать напряжение так, чтобы оно стало необходимого для работы сварочного аппарата уровня.
- Помимо преобразования напряжения, функция трансформатора – подача тока на электроды.

- Проходя сквозь заготовки, преобразованный сварочный ток нагревает до расплавления металл деталей конкретно в том месте, где происходит их контакт с электродами.
- Когда истекает время, отмеренное реле, прерыватель размыкается, и доставка тока к деталям прекращается.
- Расплавленный металл кристаллизуется, что приводит к образованию сварочного соединения.
- Усилие сжатия снимается.
Весь это процесс занимает от 0,5 до 15 секунд и зависит от поставленной задачи.
Вернуться к оглавлению
Вам может быть интересно: Сайт о потолках.
Преимущества контактной точечной сварки
У контактной сварки точечной направленности есть ряд преимуществ:
- Во-первых, такого рода сварка не занимает много времени.
- Во-вторых, для ее осуществления не требуется дополнительных расходных материалов. К примеру, припоя или же сварочных электродов.
- В-третьих, работа с точечным сварочным станком достаточно безопасна, ввиду того что для его работы требуется низкое напряжение тока.

- В-четвертых, такого типа сварка обеспечивает очень крепкое соединение, которое прослужит долгие годы. Особенно актуально это для металлической сетки.
И последним из преимуществ можно считать тот факт, что станок точечной сварки при определенном уровне сноровки можно запросто собрать в домашних условиях.
Вернуться к оглавлению
Классификация станков для точечной сварки
Способы получения точечных сварных швов.
Если вы решили приобрести такой аппарат для собственного использования, необходимо в первую очередь определить сферу, в которой он будет эксплуатироваться.
Если станки для сварки нужны для бытового использования или использования в небольшой мастерской, тогда можно обратить внимание на аппараты, не столь дорогостоящие. И наоборот, если на станок будут возложены сложные задачи в больших объемах, тогда нет смысла экономить.
Станки для точечной сварки классифицируют по нескольким признакам.
По типу установки можно выделить три основных вида:
- Стационарные станки.

- Подвесные станки.
- Переносные сварочные станки.
Стационарные станки наиболее часто используются на крупных и среднего размера производствах. То есть там, где необходимо обеспечить высокую интенсивность работы.
Величина подаваемого тока прямо пропорциональна мощности аппарата. Чем больше эта величина, тем больше толщина деталей, которые можно соединять с помощью такого станка. Разные модели стационарных станков могут работать на различных электрических схемах и получать питание от разных источников. Привод системы сжатия устанавливается либо механический, либо пневматический.
Аппараты точечной сварки, предназначенные для стационарной установки, в большинстве своем обеспечивают сварку сразу с двух сторон детали. Как и станок холодной сварки.
Электрическая схема аппарата для точечной сварки.
В связи с тем, что интенсивность работы у такого агрегата довольно высокая, для предотвращения перегрева необходима установка охлаждающей системы.
Подвесные станки становятся частью конвейерных линий. Крайне часто используются в мастерских по ремонту автомобилей, так как приспособлены для эффективного выполнения большого спектра ремонтных работ, а также удобны в использовании благодаря своей мобильности.
Основные составные элементы такого станка это:
- сварочный трансформатор;
- блок, с помощью которого осуществляется управление режимов сварки;
- клещи.
Система привода клещей у аппаратов такого плана бывает как механической, так и пневматической. Это дает возможность снять часть нагрузки с оператора станка.
Мощность подвесного сварочного станка может колебаться в зависимости от того, с деталями какой толщины необходимо работать.
Переносные сварочные станки наиболее часто приобретаются для личного пользования. Стоимость их довольно невысокая, несмотря на то что по мощности они могут конкурировать с более дорогими аппаратами.
Среди переносных аппаратов выделяют два основных подвида: это клещи для точечной сварки ручного использования и инверторный аппарат.
Схема сварочного трансформатора.
Ручные клещи для осуществления точечной сварки – это аппарат небольшого размера и веса, с помощью которого можно соединить металлические детали небольшой толщины. Регулировка режимов сварки осуществляется с помощью встроенной системы управления в виде микропроцессора. Помимо автоматической регулировки, есть и ручная. Однако механизм, который отвечает за сдавливание деталей в аппарате такого типа, ручной. С его помощью можно создать давление около 150 кг.
Инверторный аппарат также имеет небольшие размеры и малый вес. Ток вырабатывается тиристорным генератором, а управление осуществляется микропроцессором, который дает возможность регулирования мощности и длительности импульса. Для того чтобы обеспечить питание такому аппарату, вполне достаточно просто подключить его к бытовой электросети.
Следующий принцип классификации – по типу питания станка. Выделяют такие аппараты:
- Однофазные;
- Трехфазные;
- Инверторный станок точечной сварки;
- Конденсаторный станок.

Для станков, использование которых планируется в бытовых условиях, наиболее подходящими будут инверторный и конденсаторные типы питания. Именно их электрические схемы делают возможным минимальное воздействие на электрическую сеть, от которой идет питание.
По способу управления сварочным процессом выделяют:
- Станки с ручным управлением. Установка режима работы, напряжения сварочного тока и осуществление контроля за продолжительностью сварочного цикла проводятся вручную.
- Станки с автоматическим управлением. Такой тип управления в разы увеличивает производительность и сокращает количество возможного брака на выходе.
- Конструкция привода, который отвечает за сжатие деталей во время сварочного процесса, оказывает существенное влияние на качество полученного результата.
По типу привода механизма давления существуют:
- Ручной привод. Идеально подходит для сварочных работ, которые выполняются в бытовых условиях. Применение такого типа привода позволяет уменьшить стоимость станка в несколько раз.

- Пневматический привод. Такой тип привода обеспечивает наибольшее давление на свариваемые детали и дает возможность широкого диапазона регулирования давления.
- Механический привод. Наиболее часто используется в станках точечной контактной сварки.
- Гидравлический привод. Используется наиболее редко. В отличие от других типов привода для сжатия используется жидкость, а не воздух.
Иногда для соединения некоторых деталей лучше всего подойдет станок холодной сварки.
В любом случае выбор аппарата и его характеристик должен полностью зависеть от задач, поставленных перед ним, и условий, в которых предполагается эксплуатация станка.
Станок контактной сварки
Главная » Станок » Станок контактной сварки
Классификация станков для точечной сварки
- 13 ноября
- 91 просмотров
- 11 рейтинг
Оглавление: [скрыть]
- Принцип сварочного процесса
- Преимущества контактной точечной сварки
- Классификация станков для точечной сварки
Станок точечной сварки представляет собой аппарат, предназначенный для работы с деталями разных размеров и толщины, выполненных из различных видов металла. Это могут быть разного рода заготовки или сетки. С помощью станков такого плана выполняется соединение металлических деталей между собой. При этом задействуются высокие температуры.
Это могут быть разного рода заготовки или сетки. С помощью станков такого плана выполняется соединение металлических деталей между собой. При этом задействуются высокие температуры.
Схема самодельного аппарата для точечной сварки.
Процесс контактной сварки выглядит следующим образом: на внешней стороне деталей вырабатывается тепло, которое и способствует их соединению. Тепло генерируется с помощью электрического тока, который подается на детали через контактное точечное соединение.
Следует учитывать, что контакты и их состояние оказывают огромное влияние на то, насколько качественным будет результат.
Помимо тока, вполне может быть использовано любое другое силовое воздействие. Однако ток дает наилучшие результаты.
Принцип сварочного процесса
Вне зависимости от типа сварочного аппарата, работает он по следующему принципу:
Схема точечного соединения сварки.
- Когда сварочный аппарат запускается, детали, которые нужно сварить, зажимаются электродами.

- Пусковой механизм запускает реле времени, которое, в свою очередь, дает сигнал прерывателю. Прерыватель замыкается на отведенное время.
- После этого к электрической сети подключается трансформатор, который должен преобразовать напряжение так, чтобы оно стало необходимого для работы сварочного аппарата уровня.
- Помимо преобразования напряжения, функция трансформатора — подача тока на электроды.
- Проходя сквозь заготовки, преобразованный сварочный ток нагревает до расплавления металл деталей конкретно в том месте, где происходит их контакт с электродами.
- Когда истекает время, отмеренное реле, прерыватель размыкается, и доставка тока к деталям прекращается.
- Расплавленный металл кристаллизуется, что приводит к образованию сварочного соединения.
- Усилие сжатия снимается.
Весь это процесс занимает от 0,5 до 15 секунд и зависит от поставленной задачи.
Вернуться к оглавлению
У контактной сварки точечной направленности есть ряд преимуществ:
- Во-первых, такого рода сварка не занимает много времени.

- Во-вторых, для ее осуществления не требуется дополнительных расходных материалов. К примеру, припоя или же сварочных электродов.
- В-третьих, работа с точечным сварочным станком достаточно безопасна, ввиду того что для его работы требуется низкое напряжение тока.
- В-четвертых, такого типа сварка обеспечивает очень крепкое соединение, которое прослужит долгие годы. Особенно актуально это для металлической сетки.
И последним из преимуществ можно считать тот факт, что станок точечной сварки при определенном уровне сноровки можно запросто собрать в домашних условиях.
Вернуться к оглавлению
Способы получения точечных сварных швов.
Если вы решили приобрести такой аппарат для собственного использования, необходимо в первую очередь определить сферу, в которой он будет эксплуатироваться.
Если станки для сварки нужны для бытового использования или использования в небольшой мастерской, тогда можно обратить внимание на аппараты, не столь дорогостоящие. И наоборот, если на станок будут возложены сложные задачи в больших объемах, тогда нет смысла экономить.
И наоборот, если на станок будут возложены сложные задачи в больших объемах, тогда нет смысла экономить.
Станки для точечной сварки классифицируют по нескольким признакам.
По типу установки можно выделить три основных вида:
- Стационарные станки.
- Подвесные станки.
- Переносные сварочные станки.
Стационарные станки наиболее часто используются на крупных и среднего размера производствах. То есть там, где необходимо обеспечить высокую интенсивность работы.
Величина подаваемого тока прямо пропорциональна мощности аппарата. Чем больше эта величина, тем больше толщина деталей, которые можно соединять с помощью такого станка. Разные модели стационарных станков могут работать на различных электрических схемах и получать питание от разных источников. Привод системы сжатия устанавливается либо механический, либо пневматический.
Аппараты точечной сварки, предназначенные для стационарной установки, в большинстве своем обеспечивают сварку сразу с двух сторон детали. Как и станок холодной сварки.
Как и станок холодной сварки.
Электрическая схема аппарата для точечной сварки.
В связи с тем, что интенсивность работы у такого агрегата довольно высокая, для предотвращения перегрева необходима установка охлаждающей системы.
Подвесные станки становятся частью конвейерных линий. Крайне часто используются в мастерских по ремонту автомобилей, так как приспособлены для эффективного выполнения большого спектра ремонтных работ, а также удобны в использовании благодаря своей мобильности.
Основные составные элементы такого станка это:
- сварочный трансформатор;
- блок, с помощью которого осуществляется управление режимов сварки;
- клещи.
Система привода клещей у аппаратов такого плана бывает как механической, так и пневматической. Это дает возможность снять часть нагрузки с оператора станка.
Мощность подвесного сварочного станка может колебаться в зависимости от того, с деталями какой толщины необходимо работать.
Переносные сварочные станки наиболее часто приобретаются для личного пользования. Стоимость их довольно невысокая, несмотря на то что по мощности они могут конкурировать с более дорогими аппаратами.
Стоимость их довольно невысокая, несмотря на то что по мощности они могут конкурировать с более дорогими аппаратами.
Среди переносных аппаратов выделяют два основных подвида: это клещи для точечной сварки ручного использования и инверторный аппарат.
Схема сварочного трансформатора.
Ручные клещи для осуществления точечной сварки — это аппарат небольшого размера и веса, с помощью которого можно соединить металлические детали небольшой толщины. Регулировка режимов сварки осуществляется с помощью встроенной системы управления в виде микропроцессора. Помимо автоматической регулировки, есть и ручная. Однако механизм, который отвечает за сдавливание деталей в аппарате такого типа, ручной. С его помощью можно создать давление около 150 кг.
Инверторный аппарат также имеет небольшие размеры и малый вес. Ток вырабатывается тиристорным генератором, а управление осуществляется микропроцессором, который дает возможность регулирования мощности и длительности импульса. Для того чтобы обеспечить питание такому аппарату, вполне достаточно просто подключить его к бытовой электросети.
Следующий принцип классификации — по типу питания станка. Выделяют такие аппараты:
- Однофазные;
- Трехфазные;
- Инверторный станок точечной сварки;
- Конденсаторный станок.
Для станков, использование которых планируется в бытовых условиях, наиболее подходящими будут инверторный и конденсаторные типы питания. Именно их электрические схемы делают возможным минимальное воздействие на электрическую сеть, от которой идет питание.
По способу управления сварочным процессом выделяют:
- Станки с ручным управлением. Установка режима работы, напряжения сварочного тока и осуществление контроля за продолжительностью сварочного цикла проводятся вручную.
- Станки с автоматическим управлением. Такой тип управления в разы увеличивает производительность и сокращает количество возможного брака на выходе.

- Конструкция привода, который отвечает за сжатие деталей во время сварочного процесса, оказывает существенное влияние на качество полученного результата.
По типу привода механизма давления существуют:
- Ручной привод. Идеально подходит для сварочных работ, которые выполняются в бытовых условиях. Применение такого типа привода позволяет уменьшить стоимость станка в несколько раз.
- Пневматический привод. Такой тип привода обеспечивает наибольшее давление на свариваемые детали и дает возможность широкого диапазона регулирования давления.
- Механический привод. Наиболее часто используется в станках точечной контактной сварки.
- Гидравлический привод. Используется наиболее редко. В отличие от других типов привода для сжатия используется жидкость, а не воздух.
Иногда для соединения некоторых деталей лучше всего подойдет станок холодной сварки.![]()
В любом случае выбор аппарата и его характеристик должен полностью зависеть от задач, поставленных перед ним, и условий, в которых предполагается эксплуатация станка.
expertsvarki.ru
Аппараты контактной сварки
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги.
Таким образом, технологический процесс представляет собой экстремальный нагрев поверхности металла электродом.
Технология контактной сварки кроме воздействия на поверхность металла электрическим током, также подразумевает воздействие давления на сварные кромки.
В строительной индустрии контактную сварку применяют для сваривания крестообразных стыков в арматуре или железных каркасов под бетон.
Экономичность и целесообразность данного вида сварки подтвердило его применение при сварке трубопроводов.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварок.
Читайте подробнее о ремонте сварок.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки. Подробнее об этом типе сварки читайте здесь.
Весь технологический процесс укладывается в следующие рамки: две заготовки стыкуются между собой, при этом не стоит переживать из-за оксидных пленок, они уберутся под воздействием температуры от электрической дуги.
После этого на место стыка заготовок начинают воздействовать электрической дугой от электрода, образуется сварная ванна, которая под взаимным давлением заготовок друг на друга образует сварной диаметральный шов.
Кроме того при использовании автоматической точечной сварки заготовка подается к сварным электродам на специальных прокатных вальцах, по типу конвейера.
Чаще всего все производство автоматизировано и требует от сварщика лишь контроля и наблюдения за правильным технологическим процессом.
Оборудование для контактной сварки
Технологически все оборудование для контактной сварки разделяют на машину и контактный сварочный аппарат.![]()
Читайте также: Разновидности современных сварочных аппаратов
Так же их подразделяют:
- по методу соединения металлов – притирка или оплавление;
- по механизму подачи сварочного электрода в автоматическом суппорте – винтовая подача, рычажная, карусельная;
- по устройству зажимов сварочных заготовок – винтовые, тисочные, прищепки;
- по видам монтажа машины подразделяют на стационарные и переносные.
Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока. Как подобрать сварочную проволоку читайте на нашем сайте.
Узнать о сварке алюминия можно здесь.
Машины контактной точечной сварки оснащаются двумя электродами – катодом и анодом, относительно которых закрепляются сварные заготовки. Так же следует понимать, что время проваривания шва в каждой точке зависит от характеристик металла заготовки.
Как правило, наименьший период времени занимает приваривание в точках на цветных металлах.
Роликовая машина для контактной сварки предполагает соединение деталей непрерывным швом за счет пропускания тока через свариваемые детали.
После того, как заготовка подана в рабочую зону, где должен быть осуществлен прожиг срабатывает фотонная защита, то есть сварка работает только с тем участком, с которым необходимо, так как фотонные поля не пропускают электрическую дугу, не позволяя ей заискрить и испортить “чистую” зону заготовки.
Контактный сварочный аппарат
Контактные сварочные аппараты основаны несколько на другом принципе работы, аппараты оснащены конденсаторами, то которых при мгновенной разрядке передается на катод и принимается анодом.
В этот момент возникает широкополосная электрическая дуга большой мощности тока.
Аппараты контактной сварки подразделяют по следующему типу:
- по характеру их мобильности – на передвижные и стационарные;
- по степени универсализации – для работы с цветным металлом и тонким листовым металлом, ювелирной фольгой;
- многофункциональные сварочные станки с возможностью перестановки роликов;
- с одним рядом роликов и сдублированным;
- по способу обращения роликов — аппарат контактной точечной сварки с приводом на 1 ролик, на 2 ролика, с единственным верхним роликом, двигающимся по неподвижной консоли, опять же с одним роликом, а также перемещающейся нижней оправкой;
Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Что же из себя представляет контактная сварка читайте в публикации.
Что же из себя представляет контактная сварка читайте в публикации.
О ремонте сварочных аппаратов, в том числе контактных, читайте здесь.
Контактные сварочные аппараты широко применяются на полуавтоматических заводах по производству автомобилей и военной техники.
Контактная точечная сварка легко автоматизируется, так как точечная сварка относится к роду высокоточных сварочных работ большой четкости.
Многоточечная машина контактной сварки
Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий.
Читайте также: Выбор сварочного аппарата для дома
Такие машины применяют в том случае, когда требуется дополнительные наплавки на шов, например в технологических трубопроводах, которые работают под давление свыше 100 Атмосфер.
Многоточечные машины работают в двух технологических режимах:
- с прерывистой подачей тока, для того, чтобы прокладывать наплавки по коротким швам для кратковременных отключений электрической дуги;
- с непрерывной подачей тока для постоянства дуги, когда надо проложить единый шов относительно сварных поверхностей.

Сварочные аппараты для контактной сварки отличаются высоким КПД и надежностью.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. О полуавтоматической сварке читайте подробнее.
О применении метода точечной сварки для кузовов и мелких деталей читайте здесь.
Читайте также:
- Контактная сварка Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей.Принцип работы контактной сварки – […]
- Газовая сварка Газовая сварка – соединение металлов путем образования сварочных ванн при нагревании поверхностей металлов пламенем высоких температур, которое […]
metallmaster.org
Машины контактной сварки — задачи и разновидности
Очень часто на крупных производствах установлены специальные машины контактной сварки, работа которых основана на принципах самой обыкновенной сварки, но в данном случае рабочий процесс производится под определенным давлением.
Ручной универсальный прибор контактной сварки представляет собой достаточно мобильное устройство, которое используется, в том числе, и в условиях дома.
В свою очередь, машина для выполнения контактной сварки представляет собой достаточно громоздкий станок, который нашел широкое применение в самых разных сферах промышленности.
Данный агрегат используется для сварки своими руками арматуры, различных металлических деталей, а также многих других материалов из металла.
Данные машины выпускаются отдельно для шовной стыковой сварки и точечной. Несмотря на относительную схожесть агрегатов двух типов — стыковой и точечной сварки, между ними есть ряд существенных различий.
Основной принцип работы машины, предназначенной для контактной стыковой сварки арматуры и других металлических заготовок, заключается в выполнении шовной сварки под определенным давлением.
Выполнять сварочные соединения своими руками на сварочных машинах достаточно просто, притом, что ее производительность в несколько раз выше, чем у ручной контактной сварки.
Получаемое сварное соединение имеет аккуратный вид и обладает высоким качеством.
Основные понятия
Машины для сварки используются как для стыковой шовной сварки, так и для точечной по принципу споттер.
Рабочий процесс такой универсальной машины состоит в том, что за счет образуемого давления, непосредственно в месте крепления материалов образуется мост между кристаллическими решетками стыкуемых заготовок.
Существует несколько различных стыковых приемов, которые способны активировать образование данных мостов.
В первую очередь, их сформировать можно за счет ультразвукового воздействия, которое преобразуется в колебания механического типа, после чего производится сильное сжатие скрепляемых деталей.
Кроме этого, формирование такого моста можно добиться за счет трения поверхностей заготовок друг о друга и после того, как они хорошо разогреются с определенным усилием, их сдавливают между собой.
Объединить кристаллические решетки между заготовками можно и при помощи сдавливания, которое вызовет пластическую деформацию рабочих поверхностей.
Видео:
Образование моста происходит и при нагревании заготовок при помощи газовой горелки и последующим их сжатием между собой.
В машинах, предназначенных для контактной сварки, образование моста происходит путем разогрева рабочих зон электрическим током и последующим их сильным сдавливанием, так называемый метод споттер.
Все сварочные машины, которые предназначены для выполнения контактной сварки своими руками методом споттер, для разогрева поверхностей двух различных металлических заготовок используют электрический ток.
После того как детали нагреются до заданной температуры, происходит их опрессовка, вследствие которой и получается сварочный шов высокого качества исполнения.
Данный метод получения сварочного соединения под давлением достаточно широко востребован, так как позволяет выполнять работу с металлическими поверхностями самых разных видов.
Следует отметить и то, что управление процессом шовной сварки на специальной машине производится своими руками со специального пульта.
При этом оператор обязательно должен контролировать весь ход выполняемых работ. По производительности машины для контактной сварки в несколько раз превосходят ручные аппараты.
При этом они имеют более сложное устройство и большие габариты, что исключает их использование в условиях дома.
Разновидности машин
Для выполнения контактной сварки своими руками используются машины различных модификаций, а соответственно, и с разным функциональным набором.
Между тем, все они работают по одному и тому же принципу.
При выполнении шовной стыковой или точечной сварки изначально металлические заготовки разогреваются до необходимой температуры при помощи электрического тока.
Видео:
Так как при этом образуется достаточно высокое сопротивление, металлические поверхности раскаляются практически докрасна, после чего происходит их сильное сжатие.
В момент сжатия давлением в кристаллических решетках обоих металлических деталях образуется одновременно несколько мостов, которые способны эффективно удержать стыкуемые между собой заготовки.
Сварочные машины обладают достаточно высокими показателями по мощности, которые способны обеспечить их высокую производительность и качественный сварной шов в месте стыка металлических заготовок.
Существует несколько различных разновидностей приемов, которые используются в сварных машинах для получения качественного соединении.
Выбор того или иного приема зависит, главным образом, от формы и площади разогреваемой рабочей зоны.
Наиболее распространенным технологическим приемом, который используется в сварных машинах для сварки арматуры и других металлических заготовок, является точечный по методу споттер.
Машина контактной точечной сварки за один свой рабочий проход может формировать одновременно несколько точек, что только увеличивает качество шва.
Есть машины, способные формировать шов рельефного типа.
В этом случае соединение методом споттер производится в некоторых отдельных точках, которые на небольшом расстоянии возвышаются над общей металлической поверхностью.
Можно встретить машины для шовной сварки арматуры и других металлических заготовок методом споттер. В этом случае соединение образуется за счет наплыва друг на друга сразу нескольких точек.
Метод шовной сварки своими руками на сварочной машине напоминает точечный. Различие состоит в используемых для этого электродах, которые имеют форму доскообразных вальцов.
Кроме этого, достаточно часто используют сварочные машины для стыковой сварки методом споттер.
При использовании метода стыковой сварки рабочие плоскости металлических деталей образуют как бы единую точку в месте соединения.
За счет стыковой сварки соединение заготовок производится по всей рабочей площади.
Метод точечной сварки
Используемые машины для точечной сварки своими руками методом споттер могут быть нескольких различных типов, а именно: ручного, стационарного, а также специализированного или подвесного.
Выполнять соединение арматуры или металлических заготовок они могут либо за счет однократного контакта, либо за счет многоточия.
Видео:
Конечно, многоточечная машина контактной сварки имеет более высокий потенциал работы и отличается большим набором самых разных функций, однако и другие станки достаточно производительны.
Аппарат данного типа в обязательном порядке состоит из специального генератора тока, электродов стержневого типа, а также гидравлического привода, который обеспечивает необходимое усилие при соединении разогретых металлических поверхностей.
Многоэлектродная машина может выполнять одновременно несколько соединительных точек на поверхности арматуры и обеспечивать их оптимальное сжатие.
Следует отметить, что наибольшим спросом пользуется многоэлектродная контактная машина, которая способна сформировать одновременно несколько точек на поверхности арматуры или какого-либо другого металла.
При этом для того, чтобы шов получился по-настоящему качественным, необходимо, чтобы она могла генерировать высокую плотность тока.![]()
Такие машины могут выпускаться только стационарного типа, при этом они имеют достаточно высокую производительность при образуемом высокоэффективном сварном соединении.
Станок для стационарной сварки
В некоторых случаях для соединения арматуры, а также многих других материалов из металла своими руками, используют контактные станки стыкового типа.
В этом случае есть определенные ограничения для осуществления стыковки металла, которые заключаются в ограничениях по площади скрепляемых поверхностей, которые не должны превышать двухсот квадратных миллиметров.
Такой аппарат выпускается только в стационарном исполнении и обязательно состоит из специальных фиксаторов, блока центрирования, а также генератора тока и гидравлического пресса, способного обеспечить необходимое прижимное усилие рабочих металлических поверхностей.
В аппаратах данного класса должен обязательно использоваться такой трансформатор, который сможет обеспечить огромную силу тока.
Управление станком этого класса осуществляется вручную при помощи специальной панели.
Видео:
Специальные контактные станки в наше время выпускаются в самых разных модификациях и способны обеспечить максимально эффективное соединение металлических поверхностей.
Данные устройства имеют преимущественно стационарное исполнение.
Их основной принцип действия заключается в сильном сжатии нагретых до заданной температуры металлических поверхностей самых разных видов.
Данные станки отличаются высокой производительностью и достаточно простым принципом управления, освоить который сможет каждый.
Сделать аппарат контактной сварки своими руками достаточно просто. Об этом вы сможете прочитать на нашем сайте.
rezhemmetall.ru
Принцип контактной сварки
Одной из основных разновидностей сварки с использованием давления является контактная сварка, относимая к термомеханическому классу. Процесс нагрева в ней осуществляется теплом, выделяемым от пропускания электрических токов через контактирующие части соединения. Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
В ходе контактной точечной сварки принудительное формирование межатомных связей в кристаллических решетках контактирующих металлов способствует образованию сварного шва. Под действием тока с высокой плотностью в местах соприкосновения металлы заготовок нагреваются с переходом в термопластическую форму либо оплавление. От постоянного сдавливания разогретых изделий образуются дополнительные области контакта. В ходе процесса их становится все больше до окончательного сближения, то есть сварки.
Принципиальной схемой контактной сварки предусмотрено осуществление операций в три стадии. Они включают начало физического контактирования свариваемых деталей, образование химических связей в кристаллических решетках материалов и продолжение происходящих реакций на границах кромок до получения соединения. Первая стадия работы машины контактной сварки способствует сближению атомов соединяемых поверхностей. При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
Одновременно начинается межатомное взаимодействие материалов. На второй ступени при соединении электронных оболочек создаются химические реакции, способствующие формированию сварного соединения. В ходе третьей стадии сварки на контактирующих границах деталей происходит взаимное диффузное проникновение атомов. Оно вместе с попутными реакциями, протекающими в зоне сварки, оказывает деформирующее действие на металл формируемого шва и прилегающие участки.
Оборудование для контактной сварки
Контактную сварку, цена которой сегодня доступна всем, производят с помощью специальных машин. Механической составляющей этого оборудования служат узлы с механизмами, способствующие созданию требуемого давления для сжимания соединяемых изделий. Электрическую часть данного оборудования составляют сварочный трансформатор, переключатель (регулятор) контактной сварки, прерыватель сварочного тока, токопроводящие элементы.
Машины разделяют по видам осуществляемых ими швов на стыковые, шовные либо точечные. По конструкциям аппараты контактной сварки схожи между собой. Аппараты для выполнения шовных соединений добавочно снабжены приводом, вращающим электроды. Оборудование, применяемое в стыковой сварке, имеет особый привод сближения заготовок с определенной скоростью: малой – для оплавки, большей – для осаждения.
Питают данные аппараты переменными трансформаторными токами. Первичная обмотка таких трансформаторов для контактной сварки подключается к электросетям 220-380 В. Она состоит из секций, что требуется для переключения уровня мощности посредством корректировки количества работающих витков. Один-два витка с напряжением 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Необходимостью регулярных включений и отключений тока в ходе работ обусловлено применение специальных прерывателей. Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием. Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования. А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием. Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования. А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.
При сжатии деталей между электродами машины контактной сварки мт необходимы особые устройства давления. Сжиманию изделий в них способствуют приводы: электромеханический, пружинный, гидравлический, пневматический. Реже используется привод ручной, целесообразность его применения доказана для стыковых, точечных станков контактной сварки, имеющих небольшую мощность.
Аппараты точечной сварки эффективны для обработки заготовок малых толщин. Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
м 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Из-за хорошей производительности, благодаря простоте выполнения все виды контактного оборудования получили широкое распространение в промышленном производстве, особенно в автомобилестроении. Этот способ сварки лежит в основе технологического процесса кузовных работ. Эффективны как стационарные установки, особые стенды, так и подвесные клещи для контактной сварки. Выбор машины зависит от характеристик металлов, сварных соединений, типов профилей обрабатываемых материалов, по ним практически нет ограничений, будь то контактная сварка арматуры, труб, цепей либо рельсов.
Проведение сварки контактным способом возможно как с помощью расплавления материала, так и без него. В последнем варианте соединение достигается деформацией материала с физическим взаимодействием свариваемых поверхностей, вследствие чего образуется их общая структура. В другом случае происходит смешивание расплавов с пластической деформацией впоследствии кристаллизующегося металла. Аппарат контактной точечной сварки позволяет это делать на ограниченном участке, а стыковая сварка методом оплавления предполагает отчасти вытеснение расплава.
На характеристики металла швов и свойства сварных соединений оказывают существенное влияние скорости нагревания, пластического деформирования и охлаждения. С повышением скорости выше бывает прочность и твердость соединения. Если последний показатель удовлетворителен, а первый недостаточен, изделие подвергают термообработке для достижения необходимых эксплуатационных свойств. Местную термическую обработку участка соединения можно производить непосредственно в сварочном аппарате контактной сварки.
Похожие статьи
Строительные, монтажные, ремонтные и прочие виды работ часто не обходится без применения газовой сварки. Она осуществляется с помощью газообразного кислорода, который находится в специальном баллоне, редукторов, газовой горелки с рукавами для… |
Сварочный выпрямитель это аппарат, который преобразует ток от сети в рабочее напряжение, высокого уровня, применяемое при сварочных работах. Существует множество… |
Непосредственно процессу сварки предшествует подготовка соединяемых деталей – их собирают при помощи специального приспособления и нагревают в вакуумной среде до необходимой температуры. Давление в процессе диффузоионной сварки оказывает важное… |
Основным узлом сварочного оборудования, используемого в процессе полуавтоматической сварки, является горелка. Она обеспечивает подачу сварочной проволоки с флюсами и защитных газов в зону соединения деталей. |
 Открытие газового клапана, как правило, также происходит с помощью…
Открытие газового клапана, как правило, также происходит с помощью…Ее устойчивое горение в процессе дуговой сварки обеспечивается поступательными движениями конца электрода вдоль своей оси в ходе его расплавления. Электрод может перемещаться вдоль соединительного шва в разных направлениях, как вперед к заготовке, так и поперек …… |
Главная трудность в процессе сварки титана дуговой сваркой – это защита металла от воздействия высоких темеператур – он нагревается выше 400 градусов. В целях уменьшения затрат энергии и сокращения зоны термического воздействия, исключения пор в швах и для повышения защиты титана от воздействия воздуха при сварочных работах… |
promplace.ru
Конденсаторный разряд (CD) Сварка сопротивлением
Сварка сопротивлением с разрядом конденсатора (или сварка CD) — это особая форма сварки сопротивлением с проекцией, при которой энергия сварки обеспечивается высвобождением энергии, хранящейся в большой батарее конденсаторов.
Разработанные для высокоточного и массового производства решения для контактной сварки с разрядом конденсаторов доступны от T. J. Snow в диапазоне от 1 до 160 кДж.
Разрядка конденсатора (CD)
Сварочная система
Доступны модели с мощностью 12–24 кДж
Стандартная глубина горловины 18″–24″
Стандартная рама RWMA, размер 2
Многоимпульсная конденсаторная система
Система конденсаторной разрядной сварки T. J. Snow состоит из 4 независимых батарей конденсаторов — 2 малых и 2 больших — что позволяет высвобождать энергию конденсатора одновременно или каскадно для удаления нежелательного покрытия с предварительным импульсом или окончательным импульсом. закаливающий импульс.
Система быстрой фиксации “Elastomer”
Когда усилие сварки достигает установленного значения, шайба из эластомера сжимается и накапливает энергию. Когда выступ начинает разрушаться, эластомерная шайба линейно высвобождает накопленную энергию и поддерживает необходимое усилие сварки.

Стандартное программируемое усилие и контроль усилия
Система сварки конденсаторным разрядом T. J. Snow оснащена программируемым усилием, создаваемым пропорциональным клапаном и контролируемым датчиком усилия. Датчик силы позволяет контролировать фактическое усилие на протяжении всего сварного шва, чтобы гарантировать, что надлежащее усилие применяется на всех этапах сварного шва.
Расположение дополнительных шкафов
Шкаф компакт-дисков может располагаться слева или справа от рамы сварочного аппарата или может быть расположен на расстоянии до 10 метров от рамы сварочного аппарата.
Дополнительные конфигурации
Система для сварки конденсаторным разрядом T. J. Snow доступна в моделях с 2 и 3 головками. Механизмы подачи гаек и деталей также могут быть легко интегрированы в систему.
короткое время сварки
Конденсаторный разряд (CD) В процессе сварки сопротивлением используется накопленная энергия, а не обычные процессы, которые используют прямое потребление поступающей мощности. Это обеспечивает очень короткое время сварки — обычно 10 миллисекунд или меньше.
Это обеспечивает очень короткое время сварки — обычно 10 миллисекунд или меньше.
концентрированные сварные швы
В результате короткое время сварки гарантирует, что энергия, необходимая для выполнения сварки, сосредоточена ближе к зоне сварки.
МИНИМАЛЬНАЯ ЗОНА ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ (ЗТВ)
Короткое время сварки обеспечивает минимальную миграцию тепла в зону, непосредственно окружающую зону сварки, тем самым ограничивая или практически исключая изменение зернистой структуры (размягчение в ЗТВ) .
ЭНЕРГОСБЕРЕГАЮЩИЙ
Модернизация электроснабжения вашего здания часто не требуется, так как необходимая высокая электроэнергия берется не напрямую из распределительной сети, а из батареи конденсаторов, которая накапливает энергию и перезаряжается между сварными швами.
Как работает сварка конденсаторным разрядом:
Воспроизвести видео о сварке cd
Процесс сварки сопротивлением CD идеально подходит для быстрых и воспроизводимых процессов массового производства, требующих жестких допусков на размеры. Сварка сопротивлением конденсаторного разряда идеально подходит для выступающих, запрессовываемых и кольцевых выступов диаметром до 4,5 дюймов. Сварные швы с низкой маркировкой могут быть лучше получены из-за небольшой зоны термического влияния, а разнородные металлы, которые часто не могут быть сварены с помощью обычной контактной сварки, могут быть успешно сварены с помощью контактной сварки с емкостным разрядом.
Сварка сопротивлением конденсаторного разряда идеально подходит для выступающих, запрессовываемых и кольцевых выступов диаметром до 4,5 дюймов. Сварные швы с низкой маркировкой могут быть лучше получены из-за небольшой зоны термического влияния, а разнородные металлы, которые часто не могут быть сварены с помощью обычной контактной сварки, могут быть успешно сварены с помощью контактной сварки с емкостным разрядом.
3-головочная система сварки конденсаторным разрядом сопротивлением
Преимущества и преимущества сварки конденсаторным разрядом
• Мгновенные высокие вторичные токи
• Минимальная зона термического влияния
900 90 90 • Высокая эффективность эксплуатации• Минимальное изменение металлургии обрабатываемой детали
• Минимальная деформация поверхности
• Минимальное разбрызгивание
• Не требуется модернизация системы электропитания (при наличии трехфазного первичного питания)
• Долгий срок службы электрода (обычно не требует охлаждения из-за низкого теплового воздействия)
• Обширный мониторинг процесса
• Низкое техническое обслуживание оборудования
• Эффективное решение для сварки разнородных материалов
• Отличные результаты возможны при рельефной сварке материалы, закаленные прессованием и горячештампованные (22Mnb5)
• Сбор данных и мониторинг стандартны для всех моделей
• Системы доступны в моделях с 2 и 3 головками
• Устройство подачи гаек и деталей может быть легко интегрировано.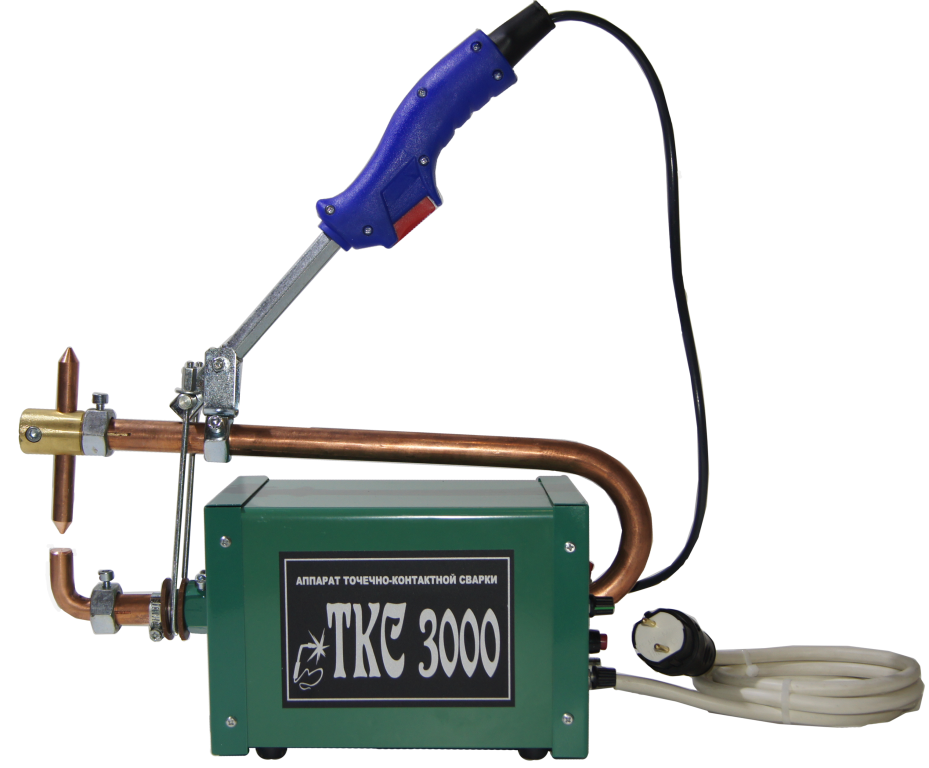
Сварка сопротивлением конденсаторному разряду идеально подходит для серийного производства продукции в автомобильной, бытовой, электротехнической отраслях и т.д.
Сбор и анализ данных
Контроллер имеет обширную систему сбора данных, способную хранить 100 000 записей, состоящих из графиков, важных параметров и полной программы сварки.
Сбор данных ключевых категорий в режиме реального времени
Текущий
Рабочий объем
Сопротивление
Сварочная система Glamatronic 60 кДж CD
Возможности прототипирования с разрядом конденсатора
- Сварочная система Glamatronic 60 кДж CD
- Способность производить 300 000 вторичных ампер при сварочном усилии 120 кН
- 6 кДж, 10 кДж, 45 кДж Сварочные системы CD
- Полная металлографическая лаборатория для анализа образцов клиентов
- 10 000 Прибор для испытаний на растяжение
- 2 штатных инженера-сварщика для оказания помощи Министерству энергетики и разработке процессов
Отправьте нам свои образцы деталей для оценки в нашей лаборатории!
Примеры применения проекционной сварки конденсаторным разрядом
Системы контактной сварки конденсаторным разрядом
Чтобы узнать больше о сварке сопротивлением конденсаторному разряду или помочь подобрать размер машины для вашего применения, свяжитесь с нами!
Купить Ручной аппарат для точечной сварки,Ручной аппарат для точечной сварки Поставщики
加载中.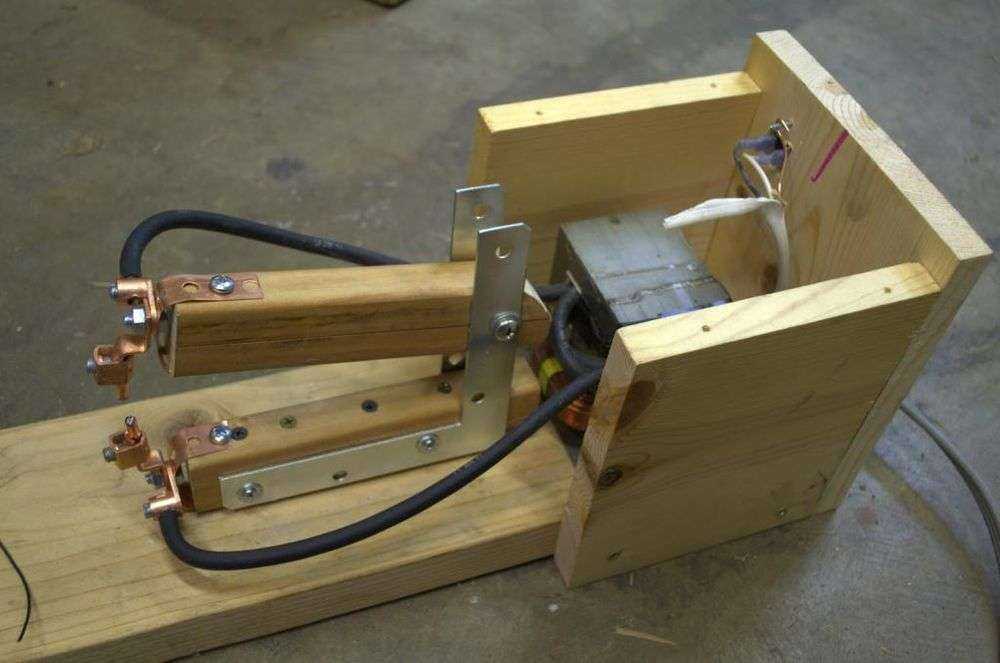 ..
..
. Концентрация тепла, повышена тепловая эффективность, процесс сварки стабилен, качество сварки улучшено, а срок службы электрода увеличен. Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
Артикул:
TOB-HDP-3000Sзаказ (минимальный заказ):
1Оплата:
аккредитив, Т/Тпроисхождение продукта:
Китайпорт отгрузки:
СЯМЭНЬ
запросить сейчас
Информация о продукте
Малый аккумуляторный блок ручной точечной сварки
ХАРАКТЕРИСТИКИ
Основные технические характеристики :
1. Выход постоянного тока. Концентрация тепла, тепловая эффективность увеличивается, процесс сварки стабилен, качество сварки улучшается, а срок службы электрода увеличивается.
2. Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
3. ЖК-дисплей.
4. Высокоскоростная сварка: быстрый старт и переключение с высокой полярностью уменьшают влияние температуры, что делает поверхность сварки чистой и красивой.
5. Переключение полярности: подавление асимметричного результата обеспечивает равномерную прочность сварки в двух точках и продлевает срок службы электрода.
6. Импортный модуль IBGT полностью контролирует разряд, качество сварки и скорость сварки, необычная сварочная машина может сравниться с ним.
Импортный модуль IBGT полностью контролирует разряд, качество сварки и скорость сварки, необычная сварочная машина может сравниться с ним.
7. Двойной импульс может уменьшить разбрызгивание при сварке, эффективно улучшить качество сварки.
8. Хранение данных с использованием EEPROM, отсутствие проблем с временем автономной работы, всегда возвращается к предыдущему использованию процедур сварки при запуске.
9. Технология блокировки сварочного напряжения для предотвращения колебаний сетевого напряжения, влияющих на сварочный ток.
Модель | ТОБ-HDP-3000S |
Максимальная выходная мощность трансформатора | 25кВА |
Две стороны максимального сварочного тока | 6000А |
Емкость хранения энергии постоянного тока | 6600 мкФ |
Метод контроля сварки | Импортный модуль управления IGBT, двойная импульсная сварка |
Сварочное напряжение | 5В-330В регулируемый, точность 0,5В |
время сварки | 0,1–5,0 мс, регулируемая, точность 0,1 мс |
Режим сварки | Нормальный / непрерывный |
входная частота | 220 В переменного тока ± 10% 50 Гц ± 2 Гц |
Максимальное рабочее давление | 6 кг |
Масса | 65 кг |
Толщина шва | Максимальная толщина параллельной сварки: 0,03 мм ~ 0,5 мм, несколько листов сварки |
ДИСПЛЕЙ ПРОДУКЦИИ
ПАКЕТ
Электронная почта: [электронная почта защищена]
Скайп: amywangbest86
WhatsApp/номер телефона: +86 181 2071 5609
Похожие теги : Машина для точечной сварки Ручная машина для точечной сварки Ручная точечная сварка Аппарат точечной сварки для батареи
Предыдущая статья:
Точечный сварочный аппарат с емкостным разрядом для платы батареи 0,3 ммСледующая:
Машина для точечной сварки цилиндрических батарей
Отправить сообщение
Если вы заинтересованы в наших продуктах и хотите узнать больше деталей, пожалуйста, оставьте сообщение здесь, мы ответим вам, как только сможем.
Аппарат для точечной сварки | CHUOSEISAKUSHO
1. Номер детали этого продукта, можно посмотреть и выбрать из списка здесь
Пропустить Далее >>
2. Или выберите спецификацию на вкладке конфигурации, пока не будет сгенерирован номер детали
Пропустить Далее >>
3. Информация о продукте доступна в этом разделе
Пропустить Закрыть
(!) Поскольку поддержка со стороны Microsoft прекратится 14 января 2020 года, пользователь Windows 7 не сможет эффективно использовать веб-сайт MISUMI. Пожалуйста, рассмотрите возможность обновления вашей системы в соответствии с «системными требованиями веб-сайта MISUMI».
- МИСУМИ Главная>
- Инструменты для обработки>
- Товары для сварки>
- Электросварочные аппараты>
- Аппарат для точечной сварки
Настройка
Очистить все
Характеристики
●Автоматическая сварка выполняется автоматически посредством серии сварочных процессов с помощью ножного переключателя.
●Поскольку он сваривается за короткое время, термическая деформация свариваемого материала невелика.
●Установлен и оснащен новейшим микропроцессорным таймером
Использование
●Для точечной сварки внахлест различных металлических тонких пластин.●Для сварки выступающих гаек.
●Для сварки тканевой проволокой.
Спецификация
● Номинальное входное напряжение (В): однофазное 200| Part Number |
|---|
| S2-3-204 |
| S2-6-354 |
| S2-6-355 |
| S2-6-504 |
| S2-6-505 |
| Номер детали | Минимальное количество для заказа. | объем скидка | Дни до суда | Оценка.0497 | Масса (г) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
– | 1 шт. | Цитировать | 20 | 13 | 400 | 880 | 462-2472 | 220000 | ||
– | 1 шт. | Цитировать | 35 | 18,5 | 400 | 880 | 462-2499 | 245000 | ||
– | 1 шт. | Цитировать | 35 | 16,5 | 500 | 980 | 462-2502 | 245000 | ||
– | 1 шт. | Цитировать | 50 | 22 | 400 | 980 | 462-2511 | 260000 | ||
– | 1 шт. | Цитировать | 50 | 20 | 500 | 1080 | 462-2529 | 260000 |
| Тип продукта | Аппарат для точечной сварки | Напряжение (В) | Однофазный 200 | Интервал (мм) | 200 |
|---|---|---|---|---|---|
| Ширина (мм) | 510 | Высота (мм) | 1660 | Характеристики | Автоматическая сварка, при которой процесс серийной сварки выполняется автоматически с помощью педального переключателя. |