Stanok tokarni: Токарные станки по металлу – купить в Москве недорого: каталог с ценами, описание и отзывы
alexxlab | 18.11.1991 | 0 | Разное
Токарный станок
Преимущества
Описание
Оптимальный выбор для разнообразной и качественной работы. Возможность обработки длинных заготовок, простота и надежность конструкции превращает данный станок в профессиональный инструмент
Применение
Для вытачивания цилиндрических заготовок из дерева
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
| Артикул | |
|---|---|
| Мощность, Вт | 350 |
| Частота вращения шпинделя, об/мин | 840-2480 |
| Регулировка оборотов | есть |
| Тип регулировки | ступенчатая |
| Число скоростей | 4 |
| Тип передачи | ременная |
Maкс. диаметр заготовки, мм диаметр заготовки, мм | 350 |
| Макс. длина заготовки, мм | 1000 |
| Крепление бабки задней, мм | М18х2.5 |
| Диаметры центров, мм | 24/26 |
| Планшайба | есть |
| Посадка планшайбы, мм | М18х2.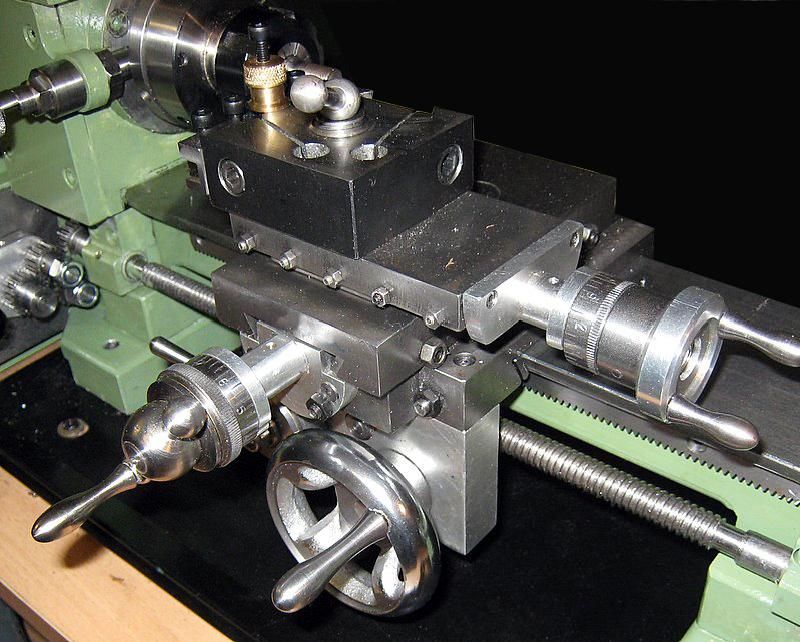 5 5 |
| Диаметр планшайбы, мм | 145 |
| Напряжение питания, В/Гц | 220±10% /50 |
| 147.1х24.5х34,1 | |
| Масса изделия, кг | 25 |
| Масса в упаковке, кг | 27 |
| Комплектация | |
| Станок токарный | 1 |
| Планшайба | 1 |
| Подручник | 1 |
| Рукоятка | 2 |
| Ключ имбусовый | 1 |
| Руководство по эксплуатации | 1 |
Документация
Инструкция
(скачать pdf, 2. 13 МБ)
13 МБ)
Рекламная брошюра
Инструкция для печати
(скачать pdf, 1.55 МБ)
ЗСТД-350-1000_Приложение к инструкции
(скачать pdf, 181.33 КБ)
ЗСТД-350-1000_Приложение к инструкции
(скачать pdf, 181.33 КБ)
Токарный станок
Преимущества
Описание
Идеальное изделие для творчества и воплощения идей. Удобное, компактное, функциональное, с большим количеством настроек в широких пределах – то, что нужно для лучших работ
Применение
Для вытачивания цилиндрических заготовок из дерева
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
| Артикул | |
|---|---|
| Мощность, Вт | 350 |
| Частота вращения шпинделя, об/мин | 500-3500 |
| Регулировка оборотов | есть |
| Тип регулировки | плавная |
| Число скоростей | 1 |
| Тип передачи | ременная |
Maкс. диаметр заготовки, мм диаметр заготовки, мм | 250 |
| Макс. длина заготовки, мм | 330 |
| Крепление бабки задней, мм | на конус (диаметр до 12 мм) |
| Диаметры центров, мм | 40 |
| Планшайба | есть |
| Посадка планшайбы, мм | 1″ x 8TPI |
| Диаметр планшайбы, мм | 145 |
| Напряжение питания, В/Гц | 220±10% /50 |
| Габариты, см | 74х36. 3х24.5 3х24.5 |
| Масса изделия, кг | 25 |
| Масса в упаковке, кг | 27 |
| Комплектация | |
| Станок токарный | 1 |
| Планшайба | 1 |
| Центр бабки передней | 1 |
| Центр бабки задней | 1 |
| Подручник | 1 |
| Рукоятка | 4 |
| Стержень выталкивающий | 1 |
| Ключ гаечный | 1 |
| Ключ имбусовый | 4 |
| Опора резиновая | 4 |
| Руководство по эксплуатации | 1 |
Документация
Инструкция
(скачать pdf, 2. 13 МБ)
13 МБ)
Рекламная брошюра
(скачать pdf, 2.13 МБ)
Инструкция для печати
(скачать pdf, 1.55 МБ)
ЗСТД-350-330_Приложение к инструкции
(скачать pdf, 181.33 КБ)
ЗСТД-350-330_Приложение к инструкции
(скачать pdf, 181.33 КБ)
Универсальный токарный станок с ЧПУ SE 520 SL по цене производителя с доставкой – «TopStanok»
Описание
Универсальный токарный станок TRENS SE 520 SL зарекомендовал себя на рынке как надёжное и качественное оборудование, которое может прослужить не один десяток лет. Данный станок является улучшенной версией модели SE 520, и имеет удлиненную станину с расстоянием между центрами до 2000 мм и закрытый корпус рабочего пространства. Токарный станок TRENS SE 520 SL может работать в ручном режиме, полуавтоматическом (запоминание/повтор обработки), и в автоматическом (ЧПУ), поэтому идеально подойдёт как для ремонтных мастерских и монтажных компаний, так и для крупных предприятий. Станок имеет мощный привод шпинделя 11 кВт, закаленную монолитную станину, обеспечивающую большую жёсткость между инструментом, шпинделем и задней бабкой, что допускает большие подачи и больший спектр режимов резания. Универсальный токарный станок TRENS SE 520 SL позволяет обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем. Данный станок – это долговечное решение и является надёжной альтернативой станкам российского производства 16А20Ф3, 16К20Ф3, за исключением того, что станок SE 520 SL обладает повышенной точностью – Класс П.
Данный станок является улучшенной версией модели SE 520, и имеет удлиненную станину с расстоянием между центрами до 2000 мм и закрытый корпус рабочего пространства. Токарный станок TRENS SE 520 SL может работать в ручном режиме, полуавтоматическом (запоминание/повтор обработки), и в автоматическом (ЧПУ), поэтому идеально подойдёт как для ремонтных мастерских и монтажных компаний, так и для крупных предприятий. Станок имеет мощный привод шпинделя 11 кВт, закаленную монолитную станину, обеспечивающую большую жёсткость между инструментом, шпинделем и задней бабкой, что допускает большие подачи и больший спектр режимов резания. Универсальный токарный станок TRENS SE 520 SL позволяет обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем. Данный станок – это долговечное решение и является надёжной альтернативой станкам российского производства 16А20Ф3, 16К20Ф3, за исключением того, что станок SE 520 SL обладает повышенной точностью – Класс П.
Видео
Общие характеристики
| Характеристика | SE 320 | SE 520 | SE 520 SL | SE 820 | SE 1020 |
|---|---|---|---|---|---|
| Системы управления | |||||
| FANUC 0iTD + Manual Guide i | да | да | да | да | да |
| HEIDENHAIN MANUAL Plus 620 | да | да | да | да | да |
| SIEMENS 840D SolutionLine + ShopTurn | да | да | да | да | да |
| Ручные револьверные инструментальные системы | |||||
| Быстрозажимный револьверный резцедержатель | Algra TGA-R-300* | Algra TGA-R-300* | Parat RD 4* | Parat RD 4* | |
| Быстрозажимный револьверный резцедержатель Coromant Capto | Capto C5/Multifix C* | ||||
| Максимальное поперечное сечение резца, мм | 32х32 | 32х32 | 50×50 | 50×50 | |
| Максимальное сечение резца, мм | 32х32 | ||||
| Ручные инструментальные системы | |||||
| Быстрозажимный резцедержатель | MultiSuisse B | MultiSuisse C* | MultiSuisse C* | MultiSuisse D* | MultiSuisse D* |
| Высота резца, мм | 32х32* | 32х32* | 40×40* | 32х32* | |
| Максимальное поперечное сечение резца, мм | 25×25 | 25×25 | 25×25* | 32×32 | 32×32 |
| Рабочий диапазон | |||||
| Высота оси шпинделя над станиной, мм | 150 | 250 | |||
| Высота центров над станиной, мм | 250 | 394 | 509 | ||
| Наибольший диаметр обработки над суппортом, мм | 170 | 290 | 290 | 515 | 740 |
| Наибольший диаметр обработки, мм | 320 | 520 | 520 | 800 | 1020 |
| Наибольший диаметр прутка, мм | 41/55* | 75/103* | 75/103* | 130 | 130 |
| Расстояние между центрами, мм | 750 | 950/1450* | 2000 | 2000 / 3000* / 4000* / 6000*/ 8000* | 2000 / 3000* / 4000* / 6000*/ 8000* |
| Габариты | |||||
| Высота, мм | 1760 | 1800 | 1800 | 2115 | 2115 |
| Длина с конвейером для стружки направо, мм | 3300* | 4110*/4610* | 5450* | 5955* / 6955* / 7955* / 9955*/ 11955* | 5955* / 6955* / 7955* / 9955*/ 11955* |
| Длина с поддоном для стружки, мм | 2415 | 2790/3290* | 3930 | 4604 / 5632* / 6660* / 8604*/ 10604* | 4604 / 5632* / 6660* / 8604*/ 10604* |
| Масса (без специальной оснастки), кг | cca 1600 | cca 2700/2900* | около 3800 | cca 7000 / 8000* / 9000* / 10000* / 11000* | cca 7000 / 8000* / 9000* / 10000* / 11000* |
| Ширина, мм | 1490 | 1560 | 1850 | 2325 | 2325 |
| Основной шпиндель | |||||
| Гидравлический зажим*, мм | 200* | 210 | 315/400* | 315/400* | |
| Диаметр шпинделя под передними подшипниками, мм | 70/90* | 120/150* | 120/150* | 180 | 180 |
| Запирающий замок шпинделя A2 (ISO 702-I) | A2-11 | A2-11 | |||
| Запирающий замок шпинделя CAMLOCK (ISO 702-II) | D11* | D11* | |||
| Максимальная частота вращения шпинделя на второй передаче, мин ̄1 | 1600 | 1600 | |||
| Максимальная частота вращения шпинделя на второй передаче, мм | 3500 | 2600 | 2600/2200* | ||
| Минимальная частота вращения шпинделя на первой передаче, мин ̄1 | 880 | 650 | 650 | 415 | 415 |
| Отверстие в шпинделе, мм | 42/57* | 77/105* | 77/105* | 133 | 133 |
| Передний конец шпинделя BAJONET (ISO702-III) | B5/B6* | B8/B11* | B8/B11* | ||
| Передний конец шпинделя CAMLOCK (ISO702-II) | D6* | D8/D11* | D8/D11* | ||
| Ручной зажим, мм | 160/200* | 250/315* | 250/315* | 400/500* | 400/500* |
| Автоматические инструментальные системы* | |||||
| Диаметр вала (согласно DIN 69880), мм | 20* | 30* | 30* | 50* | 50* |
| Количество позиций инструмента | 8* | 8* | 8* | 8* | |
| Количество позиций инструмента (DIN 69881) | 8* | 8* | 8* | 4* | 4* |
| Количество приводных позиций инструмента | 8* | 8* | 8* | 8* | |
| Максимальная частота вращения, мин ̄1 | 4000* | 4000* | 3400* | 3400* | |
| Максимальное поперечное сечение резца, мм | 16х16* | 20х16* | 20х16* | 32×25* | 32×25* |
| Максимальный крутящий момент, Нм | 20* | 20* | 35,7* | 35,7* | |
| Мощность двигателя вращающегося инструмента, кВт | 4,5* | 4,5* | 5,7* | 5,7* | |
| Муфта | B 15×12, DIN 5482* | B 15×12, DIN 5482* | |||
| Осевая револьверная головка без привода вращающегося инструмента* | SAUTER* | SAUTER* | SAUTER* | SAUTER* | SAUTER* |
| Осевая револьверная головка с приводом вращающегося инструмента* | SAUTER* | SAUTER* | SAUTER* | SAUTER* | SAUTER* |
| Задняя бабка | |||||
| Диаметр пиноли, мм | 60 | 80 | 80 | 120 | 120 |
| Диапазон прижимного усилия* (по заказу гидравлическое выдвигание пиноли), даН | 80-800* | 80-800* | 300/2500 | 300/2500 | |
| Конус в отверстии пиноли | MORSE 4 | MORSE 5 | MORSE 5 | MORSE 6 | MORSE 6 |
| Управление | ручное | ручное | ручное | ручное | ручное |
| Ход пиноли, мм | 120 | 160 | 160 | 210 | 210 |
| Ось X | |||||
Диапазон подачи поперечного суппорта, мм. мин. ̄1 мин. ̄1 |
1÷3000 | 1÷3000 | 1÷3000 | 1÷3000 | 1÷3000 |
| Рабочий ход, мм | 183 | 270 | 270 | 405/550* | 550 |
Ускоренная подача поперечного суппорта, мм. мин ̄1 мин ̄1 |
3000 | 3000 | 3000 | 5000 | 5000 |
| Ось Z | |||||
| Диапазон подачи продольного суппорта, мм.мин. ̄1 | 1÷5000 | 1÷5000 | 1÷5000 | 1÷5000 | 1÷5000 |
| Рабочий ход, мм | 790 | 950/1450* | 2110 | 1925 / 2925* / 3925* / 5925*/ 7925* | 1925 / 2925* / 3925* / 5925*/ 7925* |
Ускоренная подача продольного суппорта, мм. мин ̄1 мин ̄1 |
10000 | 5000 | 10000 | 6000/5000* | 6000/5000* |
| Привод шпинделя | |||||
| Крутящий момент на второй передаче S1, Нм | 52 | 132 | 132 | 761 | 761 |
| Крутящий момент на второй передаче S6, Нм | 70 | 180 | 180 | 1142 | 1142 |
| Крутящий момент на первой передаче S1, Нм | 210/238 | 525 | 525 | 2982 | 2982 |
| Крутящий момент на первой передаче S6, Нм | 285/350 | 715 | 715 | 4473 | 4473 |
| Мощность электродвигателя главного привода S1, кВт | 7 | 11 | 11 | 30 | 30 |
| Мощность электродвигателя главного привода S6, кВт | 10 | 15 | 15 | 45 | 45 |
Токарный станок
по токарный станок
поддерживается
патроюраду
патроюраду
«Кто знает — если звезды (и полосы) сойдутся, Lathe может стать первой группой, когда-либо игравшей и на Wacken, и на Grand Ole Opry».
Полный обзор:
metalstorm.net/pub/review.php?review_id=17813
Любимый трек: Волна тепла.
Фольгожёвщик
Фольжеватель
Ух ты! Я потерял дар речи… какой эмоциональный звуковой ландшафт. Отличная музыка и атмосфера!
Это пластинка, которую я искал всю свою жизнь. 2022 год
Любимый трек: Уксус.
Халас Ференц
Халас Ференц Потрясающее, красивое путешествие. этот альбом вызывает у меня много мурашек. это будет в топ-5 в этом году. офигенный соперник! Спасибо вам, ребята! FFO: ранняя Земля Любимый трек: Моррис.
Джонатан Уильямс
Джонатан Уильямс Услышал об этой группе через MSW (Hell).. Один из моих любимых релизов в этом году.. потрясающий сюрприз.
мистерлуск
Майк Холден
кровати24
Дункан Геддес
К сожалению,
DCG
ралайф
Иешуа Тайлер
Йоосеп Волк
Джиммитинкс
Часовой
смгрубер
Нед Байл
Томми Райт
лаллиг00д
флюгенхоф
умрлек
Олли Шепли
Крис Уайт
woozles666
Ричард Клеменс
glazerook_ardell
CwTallman
газгантуа
Изюм
Томас Моттер
Эрик
Тимотимад
Джей
Райан Андерсон
Макс Каронте
Теофраст Бомбаст
мавт
Стивкларкарт
Крейг
Даз
Ария Рад
Гробы с булавочной головкой
хоседеноче
кюсс80
илферру
Кайл Гей
Соки Сукус
Ронстер
Андреас Мур
Либертарианская психушка
паршивый_scots_git
Эйвинд В. А.
А.
миссис твиди
том Г
Тоддкейгеливс
the_psych_wizard
Эрих Хайдер
неясно
куриный коготь
Квигонкик
Муйл Иреб Лекчин
нейтрино
Даниэль Бориндер
jacklynn13poe86
Стив МакМахон
Джонлинч
Рохан Патаре
пластиковая вилка
тгтгтгтг
дустя
Евангелос Карамперис
тиес666
тоддгринд
vhllaster
моряк
Скротор
Джеффри Мартин
волшебник6994
туманность_комета
роббру
ба
Джей
доббенс
сполли
теги
теги
рок гибель страны тяжелый звук Балтимороколо
токарный станок Балтимор, Мэриленд
нечто среднее между песком и ржавчиной
- APT66.
 com
com - Гримуарные записи
- Ютуб
- Фейсбук
контакт / помощь
Связаться с токарным станком
Потоковая передача и
Справка по загрузке
Активировать код
Пожаловаться на этот альбом или аккаунт
Глава 7: Токарные станки | Metal Arts Press
Меню глав
- Титульный лист
- Страница авторского права
- Содержимое
- Предисловие
- Благодарности
- Глава 1: Настройка магазина
- Глава 2: Металлы, сплавы, масла и определение твердости
- Глава 3: Конусы, штифты, крепежные детали и основные понятия
- Глава 4: Опиловка и шлифовка
- Глава 5: Сверление, развертывание и нарезание резьбы
- Глава 6: Ленточные пилы
- Глава 7: Токарные станки
- Глава 8: Фрезерные станки
- Глава 9: Ноу-хау механического цеха
- Индекс
- Кредиты
Глава 7
Глава 7
Все великие идеи отвергаются «экспертами».
Анон.
Токарные операции
Токарные станки являются наиболее универсальными из всех станков; они могут торцевать, поворачивать, снимать фаску, шейку, конусность, сверлить, растачивать, развертывать, вращать, напильниковать, полировать, хонинговать, полировать, накатывать, нарезать внутреннюю и внешнюю резьбу и отрезать работу. Никакой другой станок не выполняет столько операций.
Конструкция токарного станка
- Отливки – В большинстве токарных станков в качестве основной конструкции используются чугунные отливки. Помимо обеспечения грубой формы для начала обработки, отливки удерживают все остальные компоненты токарного станка на месте и гасят вибрации инструмента. И жесткость, и демпфирование влияют на точность, максимальную глубину резания и склонность к вибрации. Как правило, с двумя токарными станками с одинаковыми размерами поворота и длины станины тот, у которого отливки большего размера и веса, будет работать лучше, позволяя выполнять более крупные пропилы до появления тенденции к вибрации.
 При оценке токарного станка проверьте его вес нетто. Тяжелее обычно лучше.
При оценке токарного станка проверьте его вес нетто. Тяжелее обычно лучше. - Пьедесталы в сравнении со шкафами – Существует множество токарных станков среднего размера одинаковых размеров, доступных как в настольном исполнении, так и в исполнении на пьедестале. В большинстве случаев конструкции с пьедесталом предпочтительнее, потому что они больше весят и более жесткие. Если пьедесталы представляют собой отливки, а не шкафы из листового металла, они определенно будут работать лучше.
- Интеграция двигателя – Многие токарные станки меньшего размера имеют двигатели, встроенные в их отливки. То есть отливка токарного станка фактически удерживает подшипники двигателя, что делает необходимым получение точной копии двигателя для замены. Гораздо лучше спроектировать токарный станок таким образом, чтобы при выходе из строя двигателя или изменении требований к сети переменного тока двигатель можно было легко заменить стандартным двигателем.
- Токарные станки с щелевой станиной – В этом типе токарного станка часть станины на конце шпинделя является съемной, как показано на рис.
 7-1. Когда эта секция станины удалена, можно обрабатывать короткие заготовки большого диаметра. Например, когда удаляется 9-дюймовая секция станины 13340-дюймового токарного станка, можно обтачивать детали диаметром до 18 дюймов. Тем не менее, освобождается только около 6½ дюймов дополнительной станины, поскольку крепление патрона D1-4 проходит над станиной. Из-за этого работа с планшайбами обычно останавливается, когда зазор удаляется, чтобы обеспечить максимальную полезную длину зазора.
7-1. Когда эта секция станины удалена, можно обрабатывать короткие заготовки большого диаметра. Например, когда удаляется 9-дюймовая секция станины 13340-дюймового токарного станка, можно обтачивать детали диаметром до 18 дюймов. Тем не менее, освобождается только около 6½ дюймов дополнительной станины, поскольку крепление патрона D1-4 проходит над станиной. Из-за этого работа с планшайбами обычно останавливается, когда зазор удаляется, чтобы обеспечить максимальную полезную длину зазора.
Рис. 7-1. Токарные станки с щелевой станиной обеспечивают дополнительный поворот, но только для коротких заготовок.
Хотя временами это удобно, съемная секция зазора легко повреждается, когда она снимается с токарного станка, и может возникнуть проблема с точной повторной установкой.
Эта съемная секция закреплена несколькими SHCS и одним или несколькими конусными или установочными штифтами на заводе перед обработкой станины станка . Затем вся станина станка обрабатывается как единое целое. В то время как съемный зазор обеспечивает больше возможностей для обработки, повторная установка зазора сложна и не всегда может получиться хорошо. Если вам действительно не нужны эти дополнительные качели, не убирайте зазор. Нанесение даже малейшего повреждения секции зазора кровати при ее удалении помешает идеальной повторной установке.
В то время как съемный зазор обеспечивает больше возможностей для обработки, повторная установка зазора сложна и не всегда может получиться хорошо. Если вам действительно не нужны эти дополнительные качели, не убирайте зазор. Нанесение даже малейшего повреждения секции зазора кровати при ее удалении помешает идеальной повторной установке.
Приводы токарных станков
Существует множество различных способов подключения электродвигателей к шпинделям токарных станков. Вот некоторые из основных конструкций:
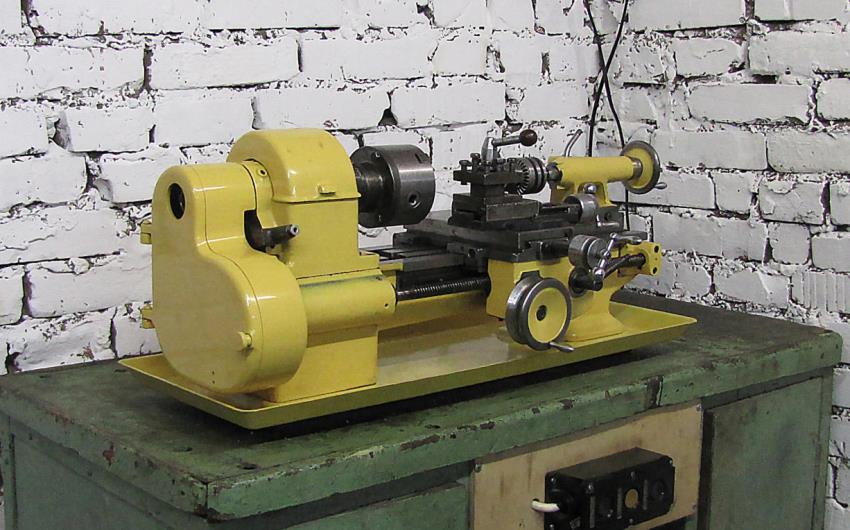
- Одноременная передача с парой ступенчатых шкивов, , показанная на рисунках 7-2 и 7-3, является наиболее простой конструкцией. В ювелирных станках, токарных станках Sherline и токарных станках для небольших инструментов используется один круглый приводной ремень из резины, кожи или пластика между двумя ступенчатыми шкивами. Такое расположение обеспечивает диапазон скоростей. У некоторых старых токарных станков для ювелиров есть педальное управление скоростью, как у швейных машин.
 Приводной ремень также служит защитным звеном, проскальзывая и действуя как механический предохранитель в случае перегрузки или остановки станка. Поскольку рабочий диаметр на этих токарных станках невелик, одна пара ступенчатых шкивов обеспечивает диапазон скоростей, соответствующий необходимому рабочему SFM. Это ценная функция. В токарных станках старых ювелиров используются двигатели переменного-постоянного тока, работающие на переменном токе, иногда называемом 9.0292 универсальные двигатели , но в последнее время используются двигатели постоянного тока с постоянными магнитами с регулированием скорости SCR. Токарный станок Sherline на рис. 7-3 имеет диапазон скоростей от 70 до 2800 об/мин, а токарные станки Levin — от 0 до 5000 об/мин. Традиционные токарные станки ювелиров работают от нескольких сотен до 4000 об/мин за 4 или 5 фиксированных шагов.
Приводной ремень также служит защитным звеном, проскальзывая и действуя как механический предохранитель в случае перегрузки или остановки станка. Поскольку рабочий диаметр на этих токарных станках невелик, одна пара ступенчатых шкивов обеспечивает диапазон скоростей, соответствующий необходимому рабочему SFM. Это ценная функция. В токарных станках старых ювелиров используются двигатели переменного-постоянного тока, работающие на переменном токе, иногда называемом 9.0292 универсальные двигатели , но в последнее время используются двигатели постоянного тока с постоянными магнитами с регулированием скорости SCR. Токарный станок Sherline на рис. 7-3 имеет диапазон скоростей от 70 до 2800 об/мин, а токарные станки Levin — от 0 до 5000 об/мин. Традиционные токарные станки ювелиров работают от нескольких сотен до 4000 об/мин за 4 или 5 фиксированных шагов.
Рис. 7-2. Схема одноременной передачи со ступенчатыми шкивами типичных для ювелирных станков
, токарных станков Sherline и импортных мини-станков.
Рис. 7-3. Одноременная передача, также называемая прямой передачей, с парой шкивов шага
на токарном станке типична для небольших инструментальных и ювелирных токарных станков.
- Промежуточный вал с двумя парами ступенчатых шкивов, , как показано на рис. 7-4, обеспечивает как большее снижение скорости, так и большее увеличение скорости, чем одноременный привод. Однофазные асинхронные двигатели 60 Гц на этих токарных станках имеют фиксированную скорость 1750 об/мин, поэтому требуется большее снижение скорости, чем на токарных станках меньшего размера. Эта конструкция привода является стандартной для Atlas, Myford, South Bend, Logan, Clausing и многих других токарных станков с ходом 5–15 дюймов. Старые токарные станки имеют плоские кожаные ремни, а новые используют один или несколько клиновых ремней.
Рис. 7-4. Промежуточный вал с двумя ступенчатыми шкивами и задней шестерней для токарных станков малого и среднего размера
; задняя передача отключена.
Эта конструкция токарного станка имеет задний редуктор , продуманное расположение шестерен, которое, в дополнение к уменьшению скорости, обеспечиваемому промежуточным валом, обеспечивает низкую скорость вращения шпинделя — 25–50 — и высокий крутящий момент. Это позволяет токарному станку обрабатывать детали большого диаметра без остановки. Низкие скорости шпинделя также полезны при нарезании резьбы, доходящей до буртика, потому что низкая скорость шпинделя дает оператору время, чтобы остановить каретку, прежде чем врезать инструмент в буртик. Для более высокий диапазон скоростей , задний редуктор отключается, а подвижный стальной штифт на кулачковом редукторе смещается влево. Это фиксирует зубчатое колесо на шпинделе, заставляя шпиндель вращаться с той же скоростью, что и ведущий шкив. На рис. 7-4 показано, что задняя шестерня отключена, что приводит к тому, что ремень привода шпинделя и шпиндель вращаются с одинаковой скоростью. Это то, что обеспечивает более высокий диапазон скоростей.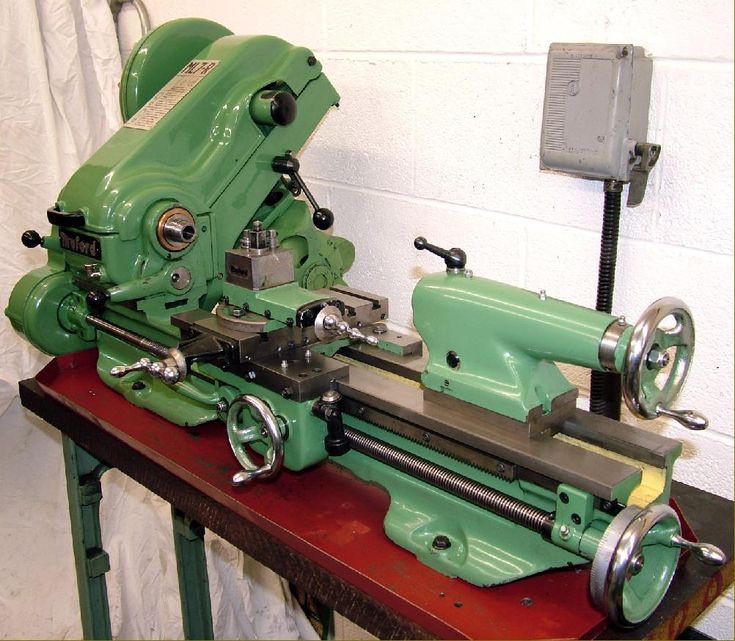
Когда подвижный стальной штифт на кулачковой шестерне сдвигается вправо, штифт остается внутри кулисой, а кулачковая шестерня вращается независимо от вала шпинделя. Когда задние шестерни поворачиваются в нужное положение, как на рис. 7-5, задние шестерни зацепляются, и через них проходит крутящий момент, создавая более низкую скорость шпинделя, но больший крутящий момент.
Рис. 7-5. Промежуточный вал с двумя ступенчатыми шкивами и задней шестерней для токарных станков малого и среднего размера
; задняя передача включена.
Чтобы включить или выключить задний редуктор, оператор токарного станка должен остановить станок, открыть крышку передней бабки, переместить штифт вилочного редуктора и изменить положение заднего редуктора. Ремни, возможно, также придется переставить.
- Ремень и шкивы, приводящие в движение редукторную трансмиссию , подобные автомобильным, обеспечивают диапазон скоростей вращения шпинделя для больших токарных станков.
 См. Рисунок 7-6. Токарные станки с размахом 15 дюймов и более использовали эту конструкцию до появления токарных станков с частотно-регулируемым приводом. Эти более крупные токарные станки с ременным приводом и шкивом имеют два или три клиновых ремня от двигателя к трансмиссии. Несколько рычагов на передней бабке переключают шестерни трансмиссии на разные скорости. Нет необходимости открывать крышку передней бабки для переключения передач. Доступные скорости имеют фиксированные приращения в диапазоне от 35 до 1500 об/мин.
См. Рисунок 7-6. Токарные станки с размахом 15 дюймов и более использовали эту конструкцию до появления токарных станков с частотно-регулируемым приводом. Эти более крупные токарные станки с ременным приводом и шкивом имеют два или три клиновых ремня от двигателя к трансмиссии. Несколько рычагов на передней бабке переключают шестерни трансмиссии на разные скорости. Нет необходимости открывать крышку передней бабки для переключения передач. Доступные скорости имеют фиксированные приращения в диапазоне от 35 до 1500 об/мин.
Рис. 7-6. Зубчатая передача с ременным приводом для больших токарных станков.
- Частотно-регулируемый привод (ЧРП) управляет скоростью трехфазного асинхронного двигателя, который через клиновые ремни приводит в движение зубчатую передачу. См. рис. 7-7. Такое расположение дает несколько преимуществ:
- Двухскоростная трансмиссия для этих станков намного проще, чем трансмиссия для токарных станков старого типа, потому что она имеет только диапазон низких скоростей (85–500 об/мин) и диапазон высоких скоростей (500–3000 об/мин).
 Остальная регулировка скорости осуществляется с помощью ручки управления скоростью.
Остальная регулировка скорости осуществляется с помощью ручки управления скоростью. - ЧРП обеспечивает бесступенчатую регулировку скорости поворотом ручки, а оптимальную скорость шпинделя можно отрегулировать без переключения ремней или шестерен.
- Электроника VFD обеспечивает постепенный «мягкий пуск» и плавное, быстрое электронное торможение шпинделя, когда двигатель выключен. Нет необходимости использовать механический тормоз или ждать, пока шпиндель остановится по инерции. Скорость запуска и остановки программируется.
- Электроника VFD позволяет этим приводам работать как от однофазной, так и от трехфазной входной мощности. Это очень большое преимущество для домашнего магазина, потому что трехфазное питание, как правило, недоступно для жилых помещений, но оно требуется для более крупных двигателей токарных станков.
Прецизионная токарная обработка и токарная обработка | Wisconsin CNC Shop
Получить информацию по телефону:
Owens Industries предоставляет лучшие услуги по токарной и токарной обработке на станках с ЧПУ. Оснащенные высококвалифицированными программистами и машинистами ЧПУ, а также горизонтальными и вертикальными токарными центрами, мы постоянно превосходим стандарты точности, аккуратности и качества наших клиентов.
Оснащенные высококвалифицированными программистами и машинистами ЧПУ, а также горизонтальными и вертикальными токарными центрами, мы постоянно превосходим стандарты точности, аккуратности и качества наших клиентов.
Прецизионный токарный станок Токарная обработка от лучших в своем деле
Токарные станки с ЧПУ и токарные центры Owens поддерживают программные системы CAD/CAM. Наш отдел токарных станков с ЧПУ обычно работает с диаметрами менее 2 дюймов, но наша максимальная производительность составляет 14 дюймов.
Отрасли, обслуживаемые Owens.0005
Owens Industries обслуживает эти и другие отрасли промышленности, постоянно превосходя отраслевые стандарты качества и возможности обычных станков с ЧПУ. Мы с удовольствием возьмем на себя изготовление прототипов или серийную механическую обработку.
Микрообработка 5-осевой электроэрозионный электроэрозионный электроэрозионный станок Токарный станок для удаления заусенцев Швейцарская обработка
Токарные и токарные станки Применение в токарной промышленности
Токарные станки, основной функцией которых является формование и придание формы различным материалам, находят широкое применение в промышленности. Токарные и токарные станки Ownes Industries лучше всего подходят для обработки мелких деталей. Некоторые отрасли, в которых мы производим детали для токарных и токарных станков, включают
Токарные и токарные станки Ownes Industries лучше всего подходят для обработки мелких деталей. Некоторые отрасли, в которых мы производим детали для токарных и токарных станков, включают
- Аэрокосмическая отрасль
- Медицинский
- Энергия
- Нефть и газ
- Самолет
Owens Industries обслуживает различные отрасли промышленности по всей стране и по всему миру, беря на себя прототипы и производственные работы. Если вам нужны услуги прецизионной токарной обработки или у вас есть сложные компоненты, требующие услуг по 5-осевой или проволочной электроэрозионной обработке, вы можете рассчитывать на то, что Owens удовлетворит все ваши потребности и обеспечит наилучшие возможные результаты.
Специалисты по токарным и токарным станкам
Наша команда специалистов по токарным и токарным работам совершенствует свое мастерство уже более 30 лет. Когда компаниям нужны точные детали, независимо от их размера, Owens Industries предоставляет им высококачественные токарные и токарные компоненты, которые нельзя найти больше нигде. Наша команда профессионалов также работает над прототипами деталей. Позвоните нашим инженерам-технологам сегодня, чтобы определить ваши потребности в обработке с ЧПУ, создать прототип или обсудить работу, которую мы выполняли для клиентов в прошлом (помогая вам понять, почему наши клиенты становятся пожизненными партнерами после использования любой услуги Owens).
Наша команда профессионалов также работает над прототипами деталей. Позвоните нашим инженерам-технологам сегодня, чтобы определить ваши потребности в обработке с ЧПУ, создать прототип или обсудить работу, которую мы выполняли для клиентов в прошлом (помогая вам понять, почему наши клиенты становятся пожизненными партнерами после использования любой услуги Owens).
Часто задаваемые вопросы по прецизионной токарной обработке и токарной обработке
Что такое токарный станок в механической обработке?
Токарный станок — это обрабатывающий инструмент с ЧПУ, который вращает кусок материала на высоких скоростях для удаления равномерного количества материала с помощью режущего инструмента по металлу. Поскольку токарные станки могут легко изготавливать симметричные детали, они чаще всего используются для производства цилиндрических деталей.
В чем разница между фрезерной и токарной обработкой?
Токарные станки вращают материал и используют один стационарный резак для удаления материала. Фрезерование использует вращающуюся фрезу для удаления материала с заготовки, которая остается неподвижной.
Какой допуск у токарного станка по металлу?
Токарные станки по металлу с компьютерным управлением позволяют получить допуски до 0,005 дюйма.
Для каких целей используются токарные станки по металлу?
В каких отраслях промышленности используются детали, обработанные на токарном станке?
Токарные станки — это универсальные машины, что делает их идеальными для обработки широкого спектра материалов для авиационной, военной, аэрокосмической, медицинской, оптической, инструментальной, фармацевтической, пищевой и многих других отраслей промышленности.
Компоненты, которые мы изготовили с помощью токарных/токарных станков с ЧПУ:
| Часть | Применение | Промышленность | Материал | Особенности |
| Зажим сетки | Спутниковый компонент | Космические исследования | Нержавеющая сталь AISI 304 | Поворотное кольцо толщиной 0,044 дюйма |
| Охлаждающая трубка | Счетчик природного газа | Энергетика | OFE C10100 H04 Твердая медь | Зеркальная отделка – критическая полировка |
| Поршень | Клапан двигателя | Аэрокосмическая промышленность | 7075-T651 Алюминий | Сохранение допуска на посадку диаметра класса 1 |
| Барьер | КТ-сканер | Медицинский | 718 Инконель | Бывший в употреблении керамический инструмент для токарной обработки |
| Статический замок для собак | Управление коробкой передач | Нефть и газ | Лескаллой М50 ВИМ-ВАР | Зуборезный станок |
| Камера | Пневматический керн | Стоматологическая бормашина в сборе | 17-4 ф. проводник H900 проводник H900 | Хонингование с внутренним диаметром до 8 Micro Finish |
| Внутренняя обойма | Сменная направляющая подшипника | Нефть и газ | M50 Vim-Var IAW AMS 6491 | 8 Micro Finish на гоночном профиле |
| Сопло дозирующее | Форсунка для дозирования лекарств | Производство лекарств | 17-4 PH Cond H900 | Проволока EDM со сквозным отверстием 2 мм длиной более 8 дюймов |
| Седло электромагнитного клапана | Гидравлическое седло поршня | Горнодобывающая промышленность | 431 Нержавеющая сталь по BS970 | Седло шарикового уплотнения для профиля 0,078 дюйма |
| Микронаконечник | Крышка прибора | Медицинский | Нержавеющая сталь AISI 316 | Микропровод EDM |
| Седло клапана | Регулятор расхода воздуха | Аэрокосмическая промышленность | Нержавеющая сталь 347 | Диаметры в пределах 0,0005 дюйма Концентричность |
| Изолятор, проводимость | Изолятор элемента | Медицинские исследования | Kel-F ПХТФЭ Пластик | Поворотные конические профили внутреннего диаметра |
| Адаптер для колючей трубки | Выравнивание волоконной оптики | Микроскоп в сборе | 17-4 ф. проводник H900 проводник H900 | Сверление отверстий 0,025 дюйма |
| Ячейка для линз | Порт просмотра потока | Газовая промышленность | 6061-T6 Алюминий | Поворот 2.075-32 ID Резьба |
| Крышка DM | Спутниковый компонент | Космические исследования | 6061-T651 Алюминий | Фланцевая крышка для точения, фрезерования и сверления |
| Торцевая крышка пилота | Поток жидкости | Производство двигателей | 1117 CRS | Фрезерование радиальных портов |
| Корпус сопла | Производство печатных плат | Электроника | Нержавеющая сталь AISI 316 | Проволока для электроэрозионной обработки с конусом 3 градуса и микрофинишем 8 |
| Контрольная гонка | Компонент внутреннего привода | Нефть и газ | M50 Vim-Var IAW AMS 6491 | Шлифовка наружного диаметра шарико-винтовой передачи и протяжка внутреннего шлица |
| Зеркало в сборе | Газовый счетчик | Энергия | Медь OFHC | High Polish 4 Micro Finish |
| Поворотный шар | Военный самолет | Оборона | Нержавеющая сталь 316 | Приварка твердосплавного шарика к штоку из нержавеющей стали |
| Цилиндр в сборе | Проточный канал для ракеты-носителя | Спутниковый компонент | А286 Сплав | Глубокое сверление прерывистых поверхностей |
| Корпус восьмиполюсника | Ориентация луча | Исследования и разработки | Нержавеющая сталь AISI 304 | Выравнивание сборки 5 микрон или менее |
| Двухшнековый ротор | Смешивание | Пищевая промышленность | АИСИ 316/316L | Запрограммированная одновременная 5-осевая токарно-фрезерная обработка |
Если у вас есть сложные компоненты с жесткими допусками и высокими требованиями к точности, у Owens есть оборудование, знания и опыт для точного выполнения ваших требований, даже если это означает превышение возможностей нашей отрасли.