Станок зачистной – Зачистные станки RWT
alexxlab | 24.09.2020 | 0 | Разное
Зачистные станки RWT
Компания ВЕКТОР ГРУПП является официальным представителем марки RWT в России.
RWT – марка шлифовальных станков ведущего европейского производителя. Компания RWT – чешская компания, основанная еще в начале прошлого века, а с 1991 компания начала активно развивать направление шлифовальных станков. На данный момент компания является экспертом в производстве металлообрабатывающих и деревообрабатывающих станков.
Данное оборудование позволяет сократить трудоемкий и травмоопасный ручной труд, и многократно повысить качество изделий, а так же сократить время изготовления деталей.
Технические разработки, универсальность, качество обработки, долговечность и удобство в эксплуатации машин делают компанию RWT лидером в своем сегменте.
Зачистные станки RWT предполагают универсальное использование – в любой момент Вы можете доукомплектовать станок под любую конкретную задачу, а так же установить дополнительные модули.
Компания обеспечивает гарантийное и постгарантийное обслуживание станков.
Шлифовальные станки позволяют решать следующие задачи:
– снятие механических заусенцев после координатной резки, штамповки и пробивки
– удаление грата и заусенцев после лазерной резки металла
– удаление заусенцев после прессовки
– удаление наплывов и грата после плазменной и газоплазменной резки металла
– обработка изделий с пленкой или покрытием
– скругление (притупление) кромок деталей
– финишная обработка поверхности с обеспечением класса финиширования для нержавеющей стали
– подготовка поверхности к нанесению покрытия/ окрашивания
– фактуризация поверхности детали (обеспечение различных фактур шлифовальной поверхности)
– калибровка/ снятие припуска толщины листового металла
– удаление мелких неровностей поверхности, следов коррозии, выемок и др дефектов.
Возможно шлифование изделий из следующих материалов: сталь, нержавеющая сталь, медь, латунь и алюминий.
Более подробные технические характеристики и модели станков, Вы найдете в каталоге по ссылке выше.


Описание основных серий зачистных станков по металлу в наших видео ниже:
vektor-grupp.ru
Зачистной станок – Самоделки ТУТ
Так как материал для работы поступает не всегда в идеальном виде, а точнее никогда, то необходимость зачистки от ржавчины возрастает, конечно без особых усилий можно взять щетку для болгарки и зачистить но в целях экономии ресурса болгарки и удобства зачистки проф трубы было решено сделать станок для зачистки профиля, квадрата ну и тому подобного материала.
В основе лежал двигатель 1,2 кВ 1420 об/мин. долго не думая как совместить щетку и вал двигателя я взял старую болгарку ,а точнее рабочий вал с резьбой отрезал от него лишнее и приварил его к валу двигателя, центровал по вращению сначала прихватил, а потом «на глаз» немного покрутив вал выровнял и обварил.
Теперь как совместили двигатель и щетку, делаем раму для данного станка на которой будет располагаться все его рабочие части. За основу рамы я использовал уголок сварил прямоугольную рамку к ней прихватил лист 3 мм в котором насверлил отверстия для крепления двигателя, так же сделал крепление из уголка для пусковой аппаратуры (выключатель, конденсаторы). Сама рама у меня будет крепиться к небольшом столику от трубогиба так что делаю несколько креплений для болтов М10.
Теперь что бы не держать профиль навесу и не подпирать его руками к щетке нужно изготовить направляющие валы, естественно как всегда обходимся без токарных работ. Для этого берем трубу в моем случае 32 мм она будет служить валом и отрезаем ее в максимальный размер того профиля который будем зачищать в моем случае это проф труба 100х100 и валики делаем такой же длинный.Делаем насечки на валах чтобы профиль по ним не скользил.
Во внутрь трубы по концам вместо подшипников ввариваем подходящие по диаметру шайбы, а в качестве внутренней неподвижной оси берем подходящий под внутренний диаметр шайбы пруток, естественно можно подобрать и подшипники и внутренний вал но особой пользы и экономии от этого не будет.
Теперь изготавливаем прижимной вал который будет прижимать зачищаемый профиль к щетке. Для этого берем наш валик и делаем 2 направляющие по краям валика для пружин которые будут давить на валик отталкиваясь от своего крепления. В качестве направляющих я взял шпильку с резьбой , а в качестве крепления изготовил небольшую рамку в высоту чуть выше самого валика , пружина упирается в рамку а шпилька с резьбой насквозь её проходит и закручивается гайкой, что бы гайки не открутились я решил их прихватить к шпильке. А для регулировки зазора между щеткой и прижимным валиком изготавливаем из уголков ползунки в которых делаем длинное продольное отверстие, длинна отверстия так же равна максимальной ширине зачищаемого профиля в моем случае немного больше 100 мм .
Остальные 2 валика располагаем в горизонтальной плоскости до и после щетки на них будет лежать и кататься зачищаемый профиль.
Вот так рама выглядет с установленным на нее двигателем и валиками:
Устанавливаем в распаичную коробку пусковые конденсаторы и выключатель.
В целях безопасности изготавливаем защитный кожух над щеткой чтобы ржавчина и проволока от щетки не разлетались, а в качестве напоминая о технике безопасности сделаем вот такой рисунок
Ну вот как то так получился наш самодельный станок для зачистки профиля
Всем спасибо за внимание, и естественно удачи в построении)
Понравилось это:
Нравится Загрузка…
samodelkityt.ru
Контактный ролик RКонтактный ролик с натянутой абразивной лентой с системой осцилляции для удержания ленты и пневматическим натяжением ленты. Контактный ролик соприкасается с поверхностью заготовки, удаляет заусенцы и грат выше уровня поверхности и обрабатывает саму поверхность до нужной шероховатости (шлифование и финиширование). Контактный ролик является основной станцией для удаления заусенцев, устанавливается для первичной обработки, использует абразивную ленту нужной зернистости для способа обработки. | |
Контактный ролик DКонтактный ролик барабанного типа большого диаметра с мягкой прорезиненной поверхностью с натянутой абразивной лентой. Большая площадь позволяет более эффективное соприкосновение с поверхностью для удаления заусенцев и грата, а также мягкость ролика позволяет обработку в том числе деталей с выраженной неплоскостью, что особенно важно для горячекатанного проката после плазменной резки. Контактный ролик является основной станцией для удаления заусенцев, устанавливается для первичной обработки, использует абразивную ленту нужной зернистости для способа обработки.ля станков серии G6 | |
Обрабатывающая щетка BЩеточная станция для окончательной обработки в качестве последних станций станка. Может устанавливается, как в качестве основной станции в станке (B), так и опциональной дополнительной (b). Щетка предназначена для удаления остаточных заусенцев в случае скоса ниже уровня поверхности, либо использования в качестве финиширующей станции для смягчения шероховатости поверхности после абразивной ленты. Исполнение щеток из материала Scotch Brite или с металлическим ворсом.Для всех типов станков | |
Кассета с вертикальными щетками TКассета с установленными вертикальными щетками для обработки материала с обеспечением вращения всех щеток. Вертикальные щетки предназначены для эффективной обработки кромки для обеспечения притупления и скругления после удаления заусенцев. Могут устанавливаться перед станциями B. Исполнение щеток из материала Scotch Brite с абразивными материалами или с металлическим ворсом. По запросу специальные исполнения, например для возможности обработки деталей с выступами (пуклевка, формовка и т.д.)Для всех типов станков | |
Ременная станция с щеточными картриджами CРемень с вращающимися роликами, на которые установлены сегментные щеточные картриджи. Исполнение щеток из материала Scotch Brite с абразивными материалами или с металлическим ворсом. Щетки предназначены для эффективной обработки кромки, притупления и скругления после удаления заусенцев, в случае использования металлического ворса – удаления остаточных заусенцев после первичной обработки, либо воздействия на оксидный слой деталей с толщиной от 10 мм.Для станков серии G6 |
www.technocom-rus.ru
Станок для зачистки труб от ржавчины
Зачистной станок предназначен для механической обработки наружных поверхностей профильных труб от ржавчины.
Преимущества станка
- Очистка производится одновременно по двум противоположным плоскостям.
- Обработка профиля от 10 до 90 мм. (Также изготавливается модификация для обработки профиля до 100мм. Такая модификация предполагает использование станка с обязательной системой рольгангов на входе и выходе станка, которую можно также заказать у нас.)
- Подача заготовки производится автоматически
- В станке имеется функция реверса подачи заготовки
- Улучшаются условия труда, т.к. в станке имеются патрубки для подключения пылесоса или вытяжки.
- Инструментом станка является корр-щетка (щетка чашка) для УШМ.
- На станке возможна обработка от ржавчины уголков, арматуры, полосы, наружних поверхностей швеллера.
На зачистном станке допускается обработка круглых труб, при использовании инструмента с щетиной из мягкой проволоки.
Технические характеристики:
Размер обрабатываемого профиля…………………….от 10 до 90/100 мм
Минимальная длина обрабатываемой детали………..350 мм
Скорость подачи детали…………………………………0,2 м/сек
Мощность……………………………………………………2 х 2,2 кВт (3000 об/мин) – обработка
……………………………………………………………….0,25 кВт (1500 об/мин) — подача
Напряжение питания………………………………………3 х 380 В
Рабочий инструмент………………………………………кор. — щетка тарельчатая Ø = 105÷125 мм
Габаритные размеры………………………………………850 х 600 х 1500 мм
Масса………………………………………………………..250 кг
Стоимость станка 195 000 р (вкл. НДС)
Видео работы станка можно посмотреть перейдя по ссылке: http://youtu.be/6QlUxwUwWYI
Отгрузка станка производится транспортными компаниями.
При отгрузке станок закрывается фанерным коробом.
Ориентировочную стоимость доставки до вашего города можно определить ниже:
xn--80aaadfefdda5b0cccfkbabb7ahkyf8a9a0a20a.xn--p1ai
Станок для очистки профильных труб от ржавчины
Этот ролик канала “стас хам” про станок, предназначенный для зачистки профильных труб от досадной ржавчины, образующейся при их хранении на складах в ненадлежащих условиях. В данном случае профиль 40 x 40. Автор этой полезной модели пересмотрел большую количество таких устройств в интернете. Извлек всё самое лучшее из представленных конструкций и собрал простой, на скорую руку, станок. Однако его эффективность достаточно высока.

Используется щётка, ролики, мотор от газонокосилки, соединительные узлы. На видео показано, как мастер работает на своём приспособлении.
Вторая идея
Далее смотрите ещё более простую конструкцию.
У ведущего канала “СВОЙ БИЗНЕС” возникла необходимость в профильных трубах для изготовления каркаса. Однако профиль покрыт ржавчиной. В начале была идея зачищать болгаркой. Но мастер решил идти дальше и сделать небольшое простое приспособление для автоматизации процесса.
В примитивном, но работоспособном станке – болгарка, щетка, ряд узлов и деталей. Позволяет работать и зачищать профильные ржавые трубы в полуавтоматическом режиме.


Болгарка прикручивается к рабочей поверхности стола до тех пор, пока инструмент не начнётся прикасаться с ней. Контргайка ограничивает. Для упора приварена труба.
Предусмотрено, чтобы очищаемый профиль плотно проходил между щеткой и ограничительной стойкой. Когда болгарка включается, под влиянием центробежной силы щетина щетки раздвигается и в получившийся просвет вкладывается труба. Во избежание поломки учитывайте мощность болгарки.
При работе не забываем о технике безопасности, одеваем защитные очки, перчатки. Включаем агрегат и протаскивание профиль норма трубу через конструкцию приспособления.
izobreteniya.net
Станки зачистные – Энциклопедия по машиностроению XXL
Специализация литейных заводов 276. 278 Станки зачистные 141 [c.293]СТАНОК ЗАЧИСТНОЙ ТИПА СЗО-000 [c.19]
Станок для снятия фасок. Станок зачистной типа СЗО-000 Станок-полуавтомат агрегатный типа ОМН-250 для сверления десяти отверстий. [c.91]
Опиловочно-зачистные станки передвижные [c.178]
| Фиг. 50. Передвижной опиловочно-зачистной станок. | 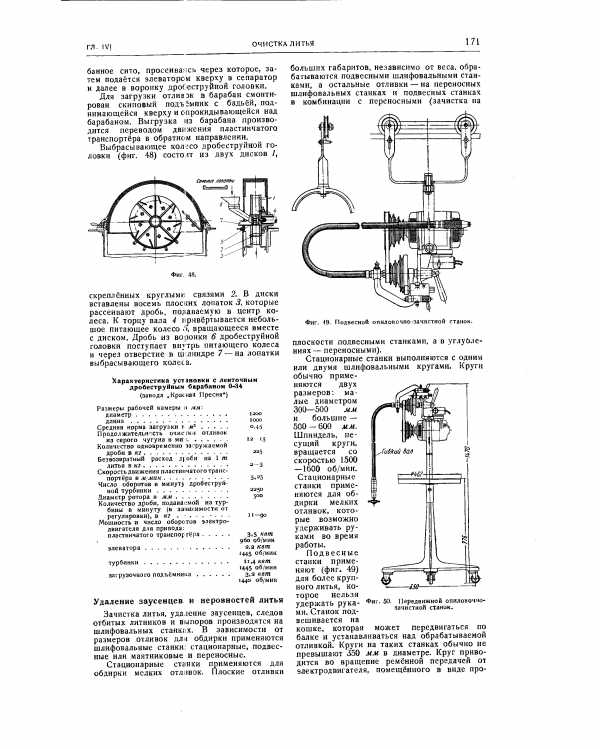 |
Для уменьшения числа необходимого инструмента целесообразно один и тот же инструмент использовать для выполнения разнотипных переходов, например, подрезной резец с углом ф = 95 — для обтачивания (растачивания) цилиндрической поверхности и подрезки торца подрезной резец с ф = 95° и зачистной кромкой — для обтачивания (растачивания), подрезки торца и прорезки канавок и т. д. Назначенное число инструментов для выполнения операции не должно превышать возможности их установки на станке. [c.259]
Зачистные станки для контактной дорожки — Схемы кинематические 818 Звездочки металлические для правки шлифовальных кругов 487 Зенкерование 388 [c.957]
Ванна масляная Стенд для испытания Опиловочно-зачистной станок с гибким валом [c.94]
Зачистка мелких деталей производится на стационарных точильных станках. Крупногабаритные и тяжелые детали зачищают переносными зачистными машинками или с помощью зубил. [c.237]
Зачистка отливок. Удаление с отливок небольших остатков литниково-питающей системы, заливов, заусенцев, выравнивание неровностей поверхности производят слесарной зачисткой с использованием пневматических и электрических машинок, оснащенных абразивными и металлическими шарошками и шлифовальными (металлическими и абразивными) кругами, абразивными лентами и полотнами, а также на специальных обдирочно-шлифовальных и зачистных станках. [c.439]
Технические характеристики пневматических и электрических шлифовальных машин приведены в табл. 9— И обдирочно-шлифовальных и зачистных станков в табл. 12 и 13. [c.439]
Модель зачистного станка [c.443]
Примечание Конструкции всех зачистных станков позволяют использовать шлифовальные круги со скоростью резания до 60 м/с при замене шкивов и кожухов на шлифовальных головках. [c.443]
При скоростном шлифовании 1) станок должен быть достаточно мощным и высокоскоростным, обеспечивающим получение высокой скорости вращения круга (50 м/с) и заготовки (50 м/мин) 2) станок должен быть достаточно жестким, способным выдерживать увеличенные силы резания (особенно возрастает сила Ру) 3) все детали станка, вращающиеся с большой скоростью, должны быть тщательно уравновешены 4) станок должен обеспечивать возможность работы с увеличенной продольной минутной подачей 5) охлаждающая система станка должна обеспечивать бесперебойный и достаточный подвод смазочно-охлаждающей жидкости к месту резания 6) станок должен быть установлен на жестком фундаменте 7) для уменьшения вспомогательного времени рабочий цикл станка должен быть автоматизирован (ускоренные перемещения — рабочая подача — зачистные проходы— отвод шлифовального круга — остановка шпинделя). [c.433]
Механическое опиливание осуществляется посредством опиловочно-зачистных станков. Опиловочные станки применяются главным образом при обработке деталей сложных [c.183]
| Фиг. 400. Опиловочно-зачистный станок | 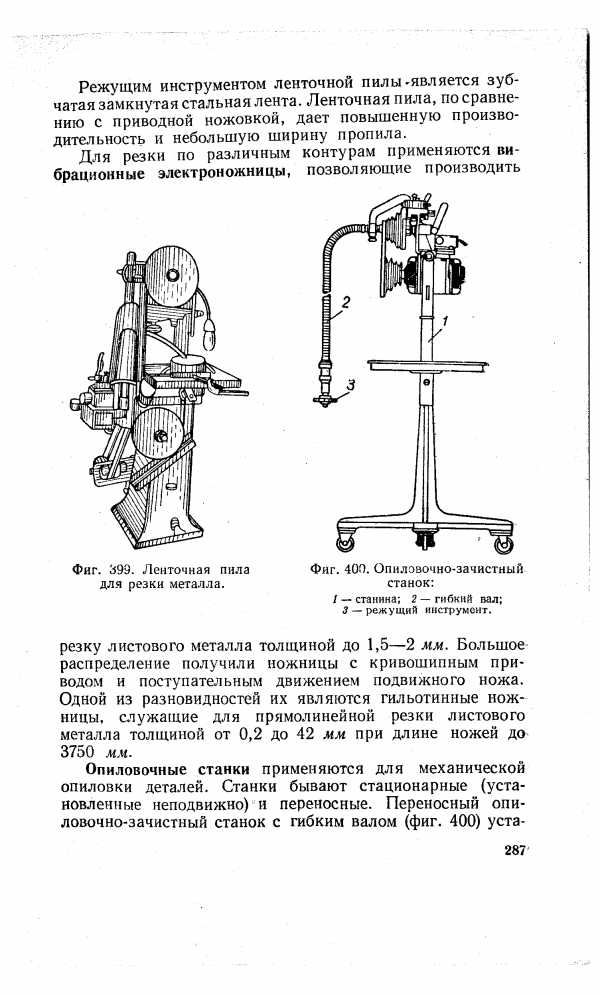 |
Основные шлифовальные и заточные операции производятся кругами твердостью в средних пределах примерно от М2 до СТЗ. Ориентировочно можно рекомендовать круги следующей твердости для отрезки твердостью С—СТ для разных обдирочных и зачистных работ (поковок, отливок, сварочных швов, грата, заусенцев и т. п.) СТ1—СТЗ для получистовых и чистовых работ на круглошлифовальных и плоскошлифовальных станках М2—С2 для заточки инструмента (включая и твердосплавный) М3—СМ1. [c.66]
Для замены ручного опиливания механизированным применяют переносные опиловочно-зачистные станки (ОЗС) с гибким валом и электрическим приводом, напольные (рис. 132, а и подвесные (рис. 132, б). [c.170]
| Рис. 132. Переносные опиловочно-зачистные станки (ОЗС) с гибким валом | 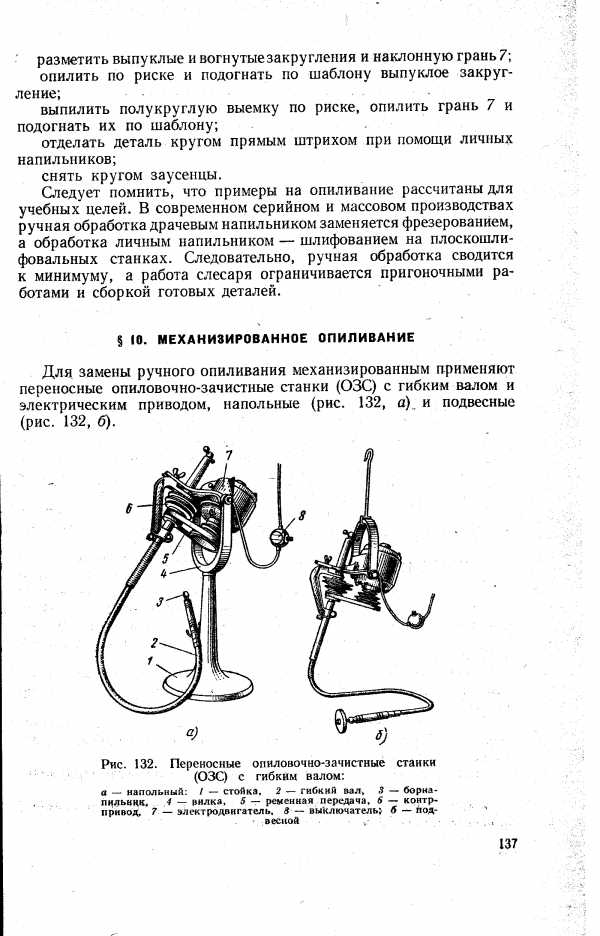 |
Очистка. Дли очистки проката, деталей и сварных узлов применяют механические и химические методы. Удаление загрязнения, ржавчины и окалины производят с помопиао дробеструйных и дро-беметных аппаратов используют зачистные станки, рабочим органом которых являются металлические П1,етки, иглофрезы, 1плифо-вальные круги и лепты. [c.43]
При ручных работах строгание производится рубанками и другим аналогичным инструментом, а при станочной обработке —на циклевальных станках, а также при помощи встроенных зачистных ножей на четырёхсторонних строгальных станках. Производительность строгания (скорость подачи) рассчитывается по формуле [c.651]
Чистовая обработка кромок —для фасонной разделки их под сварку или для обеспечения точности и придаиия им необходимой формы при плотной пригонке Листовая и универсальная сталь Фасонная и сортовая сталь Кромкострогальные, торцефрезерные и продольно-строгальные станки для обработки прямолинейных кромок Токарно-карусельные станки для обработки кромок кругового очертания Машины для газопламенной резки, для чистовой обработки, совмещенной с резкой Торцефрезерные станки, пневматические рубильн1)1е молотки м наждачно-зачистные станки для зачистки кромок деталей [c.232]
Для зачистки отливок при индивидуальном и мелкосерийном производстве и малом масштабе производственной программы с низким уровнем механизации применяют универсальное зачистное оборудование — стационарные обдирочно-шлифовальные станки, подвесные обдирочно-шлифовальные станки и ручные шлифовальные машиящ. Техническая характеристика универсального обдирочно-шлифовального оборудования приведена в табл. 95. [c.141]
I — зачистной TaHOii на первой позиции зачистки блоков со стороны картера 2 — зачистной станок на второй позиции [c.143]
I — рецц тки для выбивки стерж.чей 2 — дробеметные камеры конвейерные о — станок дли отрезки прибылей 4 — камеры для заварки 5 линии первой очистки отливок 6 — зачистные станки 7 — агрегаты для термообработки 8 — дробеметные камеры конвейерные для вторичной очистки 9 — дробеметные барабаны непрерывного действия 10 — линии зачистки отливок 1J — зачистные станки 12 — оборудование участка грунтовки отливок [c.149]
При подготовке труб под контактную стыковую сварку на специальных отрезных и зачистных станках контроль по п.п. 3.1.3—3.1.8, 3.1.10 и 3.1.11 должен производиться в процессе настройки каждого станка для обработки новой партии труб, а также не менее 2-х раз в смену при работе настроенного станка (при каждой лроверке не менее чем на 3-х трубах). [c.536]
Технические характеристики зачистных станков конструкции НИИлитавтопрома [c.443]
Опиловочно-зачистной станок ОЗС (рис. I, б) универсального назначе.чия состоит из электродвигателя, установленного на стойке, и двух четырехступенчатых шкивов для клиновых ремней. К ведомому валу подсоединяется гибкий вал. Он получает 761, 1493, 2319 или 3604 об1мин. На конце гибкого вала устанавливаются борнапильники (см. табл. 36) или шлифовальные борголов-ки (см. табл. 61). На станке можно работать также плоскими напильниками и шаберами, для чего механизм преобразования движения (механический напильник) присоединяется к гибкому валу. Этот механизм состоит из пары винтовых зубчатых колег и эксцентрикового механизма, превращающего вращательное движение гибкого вала в возвратно-поступательное движение плунжера. В отверстие плунжера ввертывается напильник или шабер величина хода инструмента регулируется за счет изменения эксцентриситета. На станке можно выполнять опиливание плоскостей и криволинейных поверхностей, вырезание заготовок и отверстий, распиливание отверстий любой формы, зачистку, шлифовку, шабрение, [c.18]
Опиловочные станки применяются для механической опиловки деталей. Станки бывают стационарные (установленные неподвижно) и переносные. Переносный опи-ловочно-зачистный станок с гибким валом (фиг. 400) уста- [c.287]
В инструментальных цехах находят применение бор-машинки передвижного тила, называемые опиловочно-зачистными станками (ОЗС), настольные модели Э6101М и облегченные электрические шлифовальные бормашинки модели ШБМ-3. [c.35]
mash-xxl.info
Шлифовальные станки: классификация, назначение, ЧПУ
Существует огромное количество технологических процессов, выполнение которых позволяет получить деталь с необходимыми размерами, формой и качеством поверхности. На протяжении многих лет заводы по обработке металла использовали специальные устройства, которые называют станками. Существует несколько технологических процессов, среди которых отметим обработку шлифованием. Шлифованием можно изменить механическим воздействием качество поверхности, а также ее форму. За многие годы развития сферы обработки металла появилось довольно много разновидностей оборудования, каждый из них имеет особую схему работы, что отражается на чертеже.
 Комбинированный шлифовальный станок по дереву Holzstar
Комбинированный шлифовальный станок по дереву HolzstarПредназначение оборудования
Шлифовальный станок – устройство, которое используется для обработки различных изделий из металла, древесины, пластика и другого материала. Несколько десятилетий назад оборудование создавали для обработки с малой точностью, технически конструкция не позволяла доводить размеры деталей до высокой точности, но все же характеристики, которыми обладает шлифовальный станок, давали возможно проводит финишную отделку.
Использовать шлифовальный станок можно для решения следующих технологических задач:
- Изменения формы поверхности цилиндрической, квадратной и иной заготовки. Шлифовальное оборудование в зависимости от абразивного материала может использоваться для обработки различного металла, можно провести снятие относительно небольшого слоя материала.
- Изменения шероховатости поверхности – основное предназначение, для которого создавался шлифовальный станок. Устройство может снимать десятки миллиметров металла или другого материала.
- В некоторых случаях шлифовальный станок используется для проведения заточки. Это связано с тем, что устройство используется для снятия металла, если правильно расположить режущую кромку, то есть возможность провести заточку.
Достигнуть результата при использовании ручных инструментов, как если использовать шлифовальное оборудование, практически невозможно. Производительность также очень велика, существует как домашний, так и промышленный вариант исполнения. Эксплуатация устройства требует технического обслуживания, что также следует учитывать.
Классификация
Как ранее было отмечено, существует довольно много чертежей и схем, по которым производят шлифовальный станок. Это связано с тем, что форма и размеры деталей определяют то, как будет проводиться обработка, и какой вид будет иметь шпиндель, станина шлифовальное оборудование.

Расшифровка моделей шлифовальных станков по ЭНИМС
По типу установки можно провести следующую классификацию:
- Настольный. Современные чертежи и схемы настольных станков определяют то, что они могут использоваться в быту. При этом техническое обслуживание не принесет много проблем, электропотребление незначительно, управление не составляет особого труда. Однако настольный вариант исполнения имеет меньшую производительность, а также функциональность.
- Современный промышленный вариант исполнения имеет высокую производительность, схема и чертежи модели определяют то, что модели имеют компактные габаритные размеры. Технически они совершеннее тех моделей, которые производились на заводах в прошлом тысячелетии.
- Шлифовальный станок, произведенный на заводах Советского Союза, также еще часто встречается в цехах. Их чертежи и схемы изучаются в учебных заведениях при получении соответствующей квалификации. Однако техническое обслуживание подобного оборудования значительно усложняется, так как необходимых инструментов и деталей уже не производят.
По предназначению можно выделить следующие группы:
- Круглошлифовальные – наиболее распространенные модели, которые используются для обработки цилиндрических и конических деталей. Подобные станки разделяются на несколько групп по классу точности. Производятся они с середины 90-х годов. Некоторые модели производились для заготовок с высоким диаметральным и линейным размером.
- Внутришлифовальные модели получили меньшее распространение, но все часто используются на металлообрабатывающих заводах. Внутришлифовальные станки могут быть бытового и промышленного предназначения, их производительность зависит от оснастки и степени автоматизации процесса обработки. Использовать внутришлифовальные модели для изменения цилиндрических внутренних поверхностей, отверстий различной формы. Оснастка в значительной степени может изменить технические характеристики внутришлифовального станка.
- Плоскошлифовальная группа имеет схему, которая позволяет проводить работу по доведения шероховатости и размеров плоских и сопряженных поверхностей до нужных значений. Шпиндель в этом случае расположен так, что шлифовальный станок может применяться для осуществления работы, связанной с плоской поверхностью.
- Бесцентрошлифовальная группа крупносерийном производстве. Схема и чертеж, которые характерны подобной группе, обуславливают упрощение процесса обслуживания, а также технические характеристики позволяют автоматизировать процесс, повысить производительность.
- Хонингование – процесс доведения размеров поверхности до высокой точности, когда отклонение составляет всего несколько долей миллиметра. Схема расположения всех элементов конструкции, которой обладает шлифовальный станок этой группы, позволяет проводить обработку как цилиндрических, так и плоских поверхностей. При помощи ручных инструментов достигнуть подобного результата невозможно, управление позволяет изменять характеристики обработки в зависимости от поставленной задачи.
При этом круглошлифовальные варианты исполнения можно разделить на следующие группы:
- универсальные станки – могут использоваться для шлифования различных цилиндрических и конических заготовок, характеристики моделей позволяют значительно расширить область применения. Управление универсальным станком может проводиться механически или при помощи автоматизированной системой ЧПУ;
- простые модели – шлифовальное оборудование, которое применяется для определенной группы заготовок. Схема и характеристики простых моделей определяет то, что только отдельные группы деталей можно обработать при их использовании. В последнее время станки, относящиеся к этой группе, практически не производятся. Это связано с тем, что их покупка зачастую не обоснована. Часто их производят под заказ при организации массового производства.
Учитывая столь большое распространение круглошлифовальных станков, проведем рассмотрение особенностей конструкции. Управление поворотным рабочим столом, а также характеристика, позволяющая проводить поворот детали, определяет универсальность модели. Схема конструкции имеет шпиндель, который может поворачиваться вокруг вертикальной оси. Некоторые модели имеют дополнительные шпиндельные бабки, которые позволяют изменять степень шероховатости отверстий различной формы.
Числовое программное управление
ЧПУ на протяжении многих лет разрабатывалось для того, чтобы повысить производительность и упростить задачу, повысить точность получаемых размеров. Чертежи многих деталей имеют размеры с минимальными допусками, использовать ручной инструмент для решения подобной задачи нельзя. Поэтому если чертежи имеют подобные допуски, следует использовать механизированный метод обработки.
Многие проблемы не позволяли использовать числовое программное управление при создании шлифовального станка. Примером можно назвать систему смазки, а также позиционирование шпинделя. Управление при помощи ЧПУ определяет высокоточное позиционирование шпинделя, автоматизацию системы смазки.
Несмотря на огромное количество достоинств системы ЧПУ довольно сложно найти конструкцию с подобной технологией автоматизации. Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве.
ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков.
Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости.
Существует довольно много разновидностей системы ЧПУ, которые разделяются по типу используемой программы для описания траектории движения абразивного круга, описания скорости вращения шпинделя и величины подачи.
Охлаждение
Если смазка позволяет продлить срок службы конструкции, то охлаждение – значительно увеличивает срок эксплуатации абразивного материала. Чертежи создаются с учетом того, что во время соприкосновения с абразивным материалом поверхность не будет нагреваться, как и абразивный материал. Для этого шпиндель может иметь систему подачи охлаждающей жидкости. Бытовые модели имеют ванну с водой, которая также будет охлаждать зону обработки.
Обслуживание системы охлаждения заключается в необходимости постоянного пополнения резервуара с охлаждающей жидкостью.
В заключение отметим, что существует довольно много современных моделей, которые имеют высокую производительность, простоту в использовании, а также многофункциональность. Многие из них подходят для бытового и промышленного использования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru