Старинные сверлильные станки – Советские сверлильные станки по металлу и дереву
alexxlab | 03.02.2020 | 0 | Разное
Старый сверлильный станок. Вопросы – Сверлильные станки
Здравствуйте.
Давно мечтаю о сверлильном, чтото ровно перпендикулирно просверлить, выполнить круглое, а не треугольное отверстие. И тут друг отца попросил в город съездить, заодно мол и глянем в живую станки ( чтото типо Зубра присмотривал тысяч за 7).
А мужик говорит у него в гараже какойто валяется старый.
Вообщем забрали. Дижка с приводным шкивом нет. Всё ещё двигается.
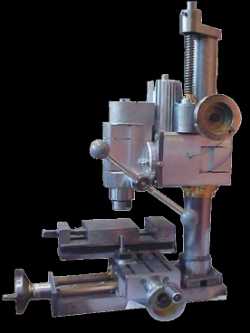
Поискал по фоткам. Как я понял это МЭС-8.
Вчера разобрал. Шкив восьмерит, и весь шпиндель совершаетвращательное движение, или биение незнаю как выразиться.
Снял шпиндель, прокрутил вал, на глаз ровный. Думаю это не из-за него.
Снял ведомый шкив с валом. Шкив не должен бы погнуться. А вот вал весь какойто помятый, и на его конце резьба, там ничего небыло. Я так понял там накручивалось, чтото типо гайки, чтобы шпонку нижнюю фиксировать, или может уплотнение какое было. Вообщем подтвердить биение чемто инструментальным ещё не пришлось, но я думаю оба конца этого вала погнуты, это биение и заставляет шпиндель колебаться.
Вообщем что можно сделать?
Но думаю новый надо вытачивать.
Одно ушко зажима шпинделя отломано. Хочу обогнуть стальную пластину по этому зажиму, закрепить винтами в нескольких мастах, приварить ушко и уже через него стягивать.
Конец вала шпинделя наверно переточен под В10. Гдето сдесь читал, что должен быть В18
www.chipmaker.ru
5. Сверлильные станки
5.1. Основные типы сверлильных станков
Сверлильные станки предназначены для сверления сквозных и глухих отверстий в сплошном материале, рассверливания имеющихся отверстий на больший диаметр, зенкерования, развертывания, цекования, зенкования, нарезания внутренней и наружной резьбы и др.
Существуют следующие типы сверлильных станков.
1. Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
2. Вертикально-сверлильные станки применяют преимущественно для обработки отверстий в деталях сравнительно небольшого
размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
3. Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
4. Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
5. Горизонтально-сверлильные станки для сверления глубоких отверстий.
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий. Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшее расстояние от торца шпинделя до стола и до фундаментной плиты и др.
5.2. Устройство вертикально- и радиально-сверлильных станков
Наибольшее распространение в промышленности получили вертикально-сверлильные станки.
На рис. 22 показан внешний вид станка 2Н135-1.
На станине 4 вертикально-сверлильного станка размещены его основные части. Станина имеет вертикальные направляющие, по которым перемещается «плавающий» повортно-передвижной стол 2 и сверлильная бабка 6, несущая шпиндель 5 и электродвигатель. Управление коробками скоростей и подач осуществляется рукоятками, а ручная подача – штурвалом. Глубина обработки контролируется по лимбу. Электрооборудование у данного станка вынесено в отдельный шкаф. Фундаментная плита 1 служит опорой станка.
Продольное перемещение стола и поперечное перемещение салазок происходят по направляющим качения. Зажим стола осуществляется посредством рукоятки. На продольном столе смонтирован поворотный стол. На станках, у которых нет «плавающего» стола для совмещения центров инструмента и обрабатывающего отверстия, перемещают заготовку вручную.
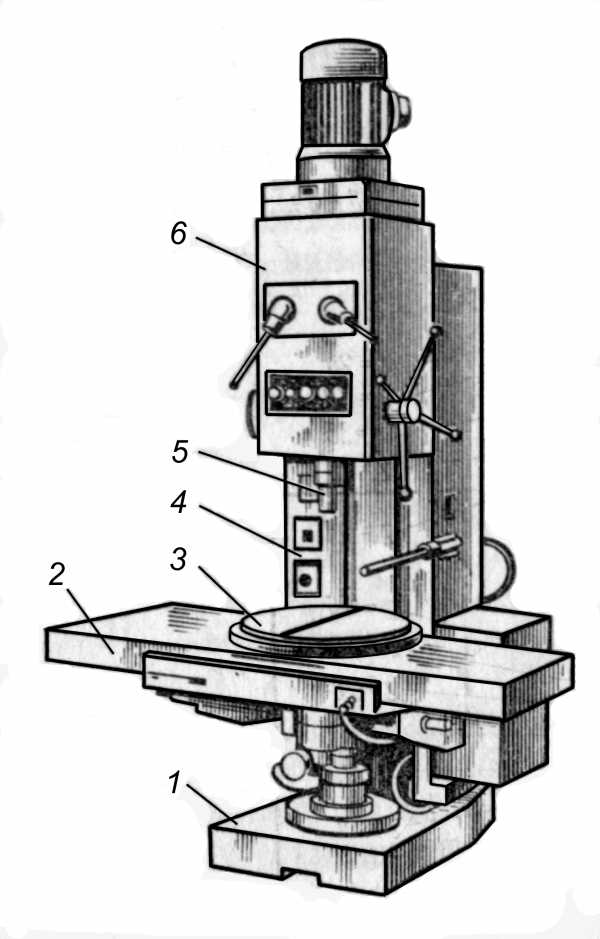
Рис. 22. Внешний вид станка 2Н135-1
Наличие на станке 2Н135-1 «плавающего» стола позволяет вести многокоординатную обработку деталей по кондуктору, по разметке или по предварительно настроенным кулачкам без ее перезакрепления. При обработке по кулачкам поиск координат обрабатываемых отверстий осуществляется по схеме расположения отверстий с помощью механизма поиска координат. Кулачки настраиваются по шаблону или по разметочной детали. На станке можно сверлить отверстия с наибольшим диаметром 35 мм. Вылет шпинделя станка 300 мм, угол поворота стола 360Радиально-сверлильные станки предназначены для выполнения тех же операций, что и вертикально-сверлильные, но изготовления деталей больших размеров, как, например, корпусные детали.
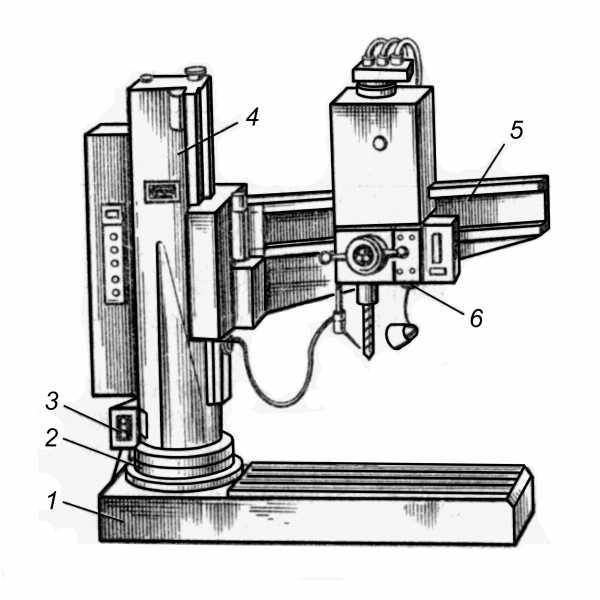
Рис. 23. Внешний вид радиально-сверлильного
станка модели 2554
На рис. 23 приведен внешний вид радиально-сверлильного станка модели 2554. На фундаментной плите 1 установлена неподвижная колонна 2, на которую надета поворотная гильза 4. Последняя после поворота зажимается гидрозажимом 3 на колонне 2. На гильзе имеются вертикальные направляющие, по которым перемещается траверса (рукав) 5. На траверсе смонтирована сверлильная головка 6, которая может перемещаться вдоль траверсы и поворачиваться вместе с ней и поворотной гильзой на 360 о. Обрабатываемая деталь устанавливается на подставке (столе) или непосредственно на фундаментной плите или на полу. Наибольший диаметр сверления 50 мм, вылет шпинделя 350…1600 мм, наибольшее вертикальное перемещение траверсы 1000 мм.Сверлильная головка конструктивно выполнена, как и на вертикально-сверлильном станке, но имеет больше частот вращения и число подач, что позволяет применять более рациональные режимы резания. Сосредоточение органов управления на сверлильной головке, наличие гидрозажима колонны, сблокированного с зажимом сверлильной головки, автоматизация зажима траверсы на колонне, наличие системы предохранительных устройств, исключающих поломку станка при перегрузке, позволяет максимально сократить вспомогательное время и обеспечить высокую производительность.
studfiles.net
Наши старые cтанки
Представлены разные станки , которые
мы производили ранее 2000 года от ручных так
и до первых станков с ЧПУ
ныне снятые с производства и продажи в силу устаревания.
Направляющие скольжения , винты трапеция..
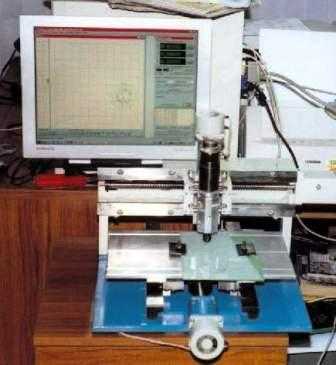
Была организована связка Autodesk Inventor – EdgeCAM – малогабаритный фрезерный станок СН-100

Модификация станка УФ с шпинделем “Кресс”

Модификация станка СН-100 с
Станок ПС-002 (производства 1990г.)
Станок настольный
фрезерно-сверлильный ап-34
6 скоростей шпинделя.
Стол ПУС-120 Стол координатный СК-12

Устройство для заточки сверл Плита переходная

Станок фрезерный УФ-12
Станок фрезерный 24Вольт
.
Стол координатный СК-15 Шпиндель 3 скорости с цангами

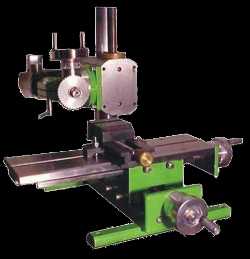
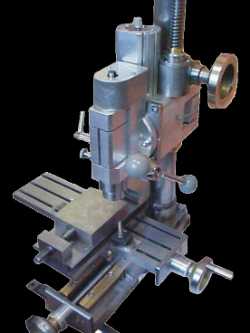
Фрезерно-сверлильный настольный МФ-:Ш и его 3 рабочих положения


МФ-6Ш Штатив-станина


Сверлильный станок настольный СС-12 и его станина – штатив.

ЧПУ настольный фрезерный станок и фрезерный СФ-21

ЧПУ настольный гравировальный станок и заточной станок


Станок повышенной точности и модификация станка УФ
СТАНКИ СНЯТЫЕ С ПРОИЗВОДСТВА
jnker.com
Восстанавливаю древний сверлильный – Сверлильные станки
codename1182,
Там левая резьба.
Понятно. Буду крутить в другую сторону.
Про процесс очистки давай на всеобщее обозрение, чего нам прятаться, делиться надо такой инфой.
Тут авторство не мое. Хотя идея эта родилась независимо. На форуме было про это написано в теме про восстановление древнего настольного американского токарника. Суть заключается в том, что в емкость (ведро, бочка и т.д.) помещают лист металла или металлическую сетку, так что бы она расположилась вдоль цилиндрической поверхности (прижалась к боковой поверхности ведра, бочки. Это будет анод. В центр ведра помещаем деталь, которую надо очистить. Деталь будет являться катодом. Далее в ведро заливают водный раствор щелочи. В качестве щелочи можно использовать каустическую соду, препарат для очистки труб “крот”, на худой конец просто обычную пищевую соду. Концентрация раствора высокая не нужна. Я приготавливал раствор на 1 литр сыпал 2 столовые ложки сухого едкого натрия. Щелочь нужна для увеличения рН водного раствора. В воде железо окисляется в основном из-за взаимодействия с ионами водорода, который появляются при диссоциации воды. Ну еще конечно окисляется от растворенного в воде кислорода. Добавляя щелоч, мы очень сильно снижаем концентрацию ионов водорода. Еще щелочь сильно взаимодействует с органикой. По этому она начисто сжирает жир, смазку и др. загрязнения с поверхности металла. По этому обрабатываемую деталь перед засовыванием в ведро никак дополнительно очищать не требуется. И еще щелочь в воде диссоциирует на ионы и эти ионы участвуют в процессе переноса электричества. Чем больше в растворе ионов, тем меньше его сопротивление и тем быстрее идет процесс электролиза. Далее , на деталь (катод) подаем от источника тока “минус”, а на сетку (анод) “плюс”. Это важно. Важно вот почему. Во первых при подаче на металл потенциала более отрицательного, чем его равновесный потенциал в этих условиях, процесс окисления металла становится термодинамически невозможным. Следовательно металл окислятся не будет. Во вторых на катоде идет реакция 2Н2О=2ОН-+Н2 т.е. выделяется водород и образуются гидроксид анионы. Гидроксид анионы с металлом не взаимодействуют. А на аноде идет реакция 2Н2О=4Н+ +О2 , т.е. образуются ионы водорода, которые могут взаимодействовать с металлом. По этому пусть ионы водорода будут образовываться на сетке, а не на очищаемой детали. Оксид же железа (Fe2O3) взаимодействует со щелочью с образованием растворимого NaFeO2, а электролиз ускоряет этот процесс. И плюс к этому, образование на поверхности детали газообразного водорода дает ощелушивающий эффект, который способствует удалению продуктов реакции, а также краски и шпаклевки.
В качестве источника питания я использовал блок питание от компа. Напряжение 5В. Больше не к чему. Чем больше напряжение, тем сильнее будет греться раствор и выделение кислорода и водорода будет очень бурным. Следующее. Площадь поверхности анода (сетки) не должна быть меньше площади очищаемой детали (это не обязательно, но желательно). Про концентрацию щелочи уже говорил. В принципе большая концентрация щелочи хуже не сделает, но будет большой расход реагента, что увеличит стоимость очистки.
И в заключении, то чего нет на форуме. Если деталь была сильно ржавая, то после электролиза поверхность детали представляет собой зрелище не для слабонервных. Она черная и страшная. Это продукты растворения оксида железа. Их можно смыть водой с незначительным физическим усилием (щетка). Но поверхность все равно будет черной. Что бы удалить этот черный налет (налет это оксид железа 2х валентный и гидроксид железа) надо деталь на 2-3 минуты пометить в раствор 20-30% серной или 50%раствор соляной кислоты. Кислота съест оксиды и гидроксиды и поверхность приобретет цвет металла. Однако после того, как деталь будет вынута из кислоты и промыта в воде, она тут же начинает покрываться тонюсеньким слоем ржавчины (а что вы хотите, голый химически чистый металл окисляется на воздухе моментально). По этому надо или деталь после воды сразу помещать в ацетон. Или быстро сушить и покрывать машинным маслом. Или если деталь идет под покраску смазывать ортофосфорной кислотой. Есть еще один способ. После промывки в кислоте деталь опять поместить в ведро со щелочью, подключить провода и провести электролиз около 5 минут. Поверхность детали опять покроется тонким слоем оксида железа 2х валентного и гидроксида железа. Это так называемый пассивирующий слой. Но теперь он будет тонкий и цвет детали будет не черный, а серый, как ментовская форма. Этот слой после промывки детали в воде не даст металлу окислятся и на этот слой очень хорошо должна ложиться грунтовка.
www.chipmaker.ru