Старое обозначение шероховатости: Переводная таблица шероховатостей
alexxlab | 07.05.2023 | 0 | Разное
КУРСОВАЯ РАБОТА по дисциплине «Метрология, стандартизация и сертификация» :•
КУРСОВАЯ РАБОТА по дисциплине «Метрология, стандартизация и сертификация»
3. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Задание выполняется в соответствии с вариантом, приведенным в [1, с. 16–19; приложение Г].
1. Вычертить эскиз детали с указанием заданных обозначений шероховатости поверхностей (поверхности 1 и 2, вариант № 26).
Старое обозначение шероховатости Новое обозначение шероховатости
2. Охарактеризовать заданные поверхности (поверхности 1 и 2).
1 – внутренняя (полуоткрытая) цилиндрическая поверхность;
2 – часть внешней открытой цилиндрической поверхности.
3. Расшифровать обозначение шероховатости поверхностей и в том числе указать размерность числового значения шероховатости [2, с. 547, табл. 2.61].
3.1.
5,0
– знак соответствует конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием и т.
– буквенное обозначение параметра не указано, значит, числовое значение относится к параметру Ra (среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины). Значение параметра Ra = 5,0 указывается в мкм, то есть высота неровностей профиля поверхности 1 не должна превышать 5,0 мкм.
– новое обозначение шероховатости
5,0
Ra5,0
3.2.
6,3
4. Указать: предпочтительные или нет числовые значения шероховатости поверхностей [2, с. 544, табл. 2.59].
4.1. Ra = 5,0 мкм – согласно справочнику [2, с. 544] числовое значение шероховатости не обведено рамкой, значит, параметр Ra = 5,0 мкм не является предпочтительным. Ближайшее меньшее значение параметра шероховатости, находящееся в рамке Ra = 3,2 мкм является предпочтительным.
4.2. Ra = 6,3 мкм – согласно справочнику [2, с. 544] числовое значение шероховатости обведено рамкой, значит, параметр Ra = 6,3 мкм предпочтительный.
5. Указать метод обработки для получения шероховатости заданных поверхностей.

5.1. Поверхность 1. Так как данная поверхность имеет цилиндрическую форму (внутренняя цилиндрическая поверхность), то она может быть получена тонким (алмазным) точением на токарном станке или тонким шлифованием на круглошлифовальном станке [3, с. 116, табл. 25].
5.2. Поверхность 2. Так как данная поверхность имеет цилиндрическую форму, то она может быть получена тонким (алмазным) точением на токарном станке или тонким шлифованием на круглошлифовальном станке [3, с. 116, табл. 25].
– знак соответствует конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием и т. д.
– буквенное обозначение параметра не указано, значит, числовое значение относится к параметру Ra (среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины). Значение параметра Ra = 6,3 указывается в мкм, то есть высота неровностей профиля поверхности 2 не должна превышать 6,3 мкм.
6,3
Ra6,3
6.
 Назначить и описать метод и средства для контроля (измерения) шероховатости поверхностей.
Назначить и описать метод и средства для контроля (измерения) шероховатости поверхностей.6.1. Контроль шероховатости поверхностей 1 и 2 производится количественным методом (тип производства детали – мелкосерийное производство, размер внутреннего диаметра поверхности 1 принимаем равным 30 мм). При использовании количественного метода измеряют значение параметров шероховатости с помощью различных приборов. Средство контроля поверхностей 1 и 2 – профилометр (прибор для определения числовых значений Ra) мод. 283. Принцип действия прибора основан на преобразовании колебаний иглы (алмазная игла, установленная на щупе) с помощью механотронного преобразователя. Игла перемещается по контролируемой поверхности с постоянной скоростью. С механотрона сигнал подается на усилитель, линейный выпрямитель, интегратор и стрелочный показывающий прибор, шкала которого проградуирована в значениях параметра Ra. Профилометр мод. 283 имеет диапазон измерений Ra от 0,02 до 10 мкм, наименьший измеряемый диаметр цилиндра 6 мм при глубине 20 мм и 18 мм при глубине 130 мм [3, с.
 184–187; 5, с. 199–203].
184–187; 5, с. 199–203].Шероховатость поверхности – презентация, доклад, проект
Слайд 1
Описание слайда:
Шероховатость поверхности Шероховатость поверхности регламентируется следующими стандартами: ГОСТ 25142-82. Шероховатость поверхности. Термины и определения. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики. ГОСТ 2.309-73. Обозначения шероховатости поверхности.
Описание слайда:
Шероховатость поверхности и её влияние на работу деталей машин
В процессе формообразования деталей на их поверхности появляется шероховатость – ряд чередующихся выступов и впадин сравнительно малых размеров. Шероховатость может быть следом от режущего инструмента, копией неровностей штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Слайд 3
Описание слайда:
Слайд 4
Описание слайда:
Влияние шероховатости на работу деталей машин многообразно:
Влияние шероховатости на работу деталей машин многообразно:
шероховатость поверхности может нарушить характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
в стыковых соединениях из-за значительной шероховатости снижается жёсткость стыков;
шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
шероховатость влияет на точность измерения деталей;
более грубо обработанные поверхности быстрее подвергаются коррозии и т.
Слайд 5
Описание слайда:
Параметры шероховатости поверхности Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами, выделенных с помощью базовой длины.
Слайд 6
Описание слайда:
Определения принятые по ГОСТ 2789-73 Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности. Базовая длина (l) – длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности.
Слайд 7
Описание слайда:
Слайд 8
Описание слайда:
Номинальная поверхность – поверхность, заданная в технической документации без учёта допускаемых отклонений.
Слайд 9
Описание слайда:
Слайд 10
Слайд 11
Описание слайда:
Слайд 12
Описание слайда:
Слайд 13
Описание слайда:
Слайд 14
Описание слайда:
Слайд 15
Описание слайда:
Кроме перечисленных шести количественных параметров стандартом установлено два качественных параметра:
Кроме перечисленных шести количественных параметров стандартом установлено два качественных параметра:
Способ обработки – указывается в том случае, когда шероховатость поверхности следует получить только определённым способом (шлифованием, полированием, шабрением и т.
Слайд 16
Описание слайда:
Слайд 17
Описание слайда:
Слайд 18
Описание слайда:
Нормирование параметров шероховатости поверхности
Выбор параметров шероховатости поверхности производится в соответствии с её функциональным назначением.
Основным во всех случаях является нормирование высотных параметров.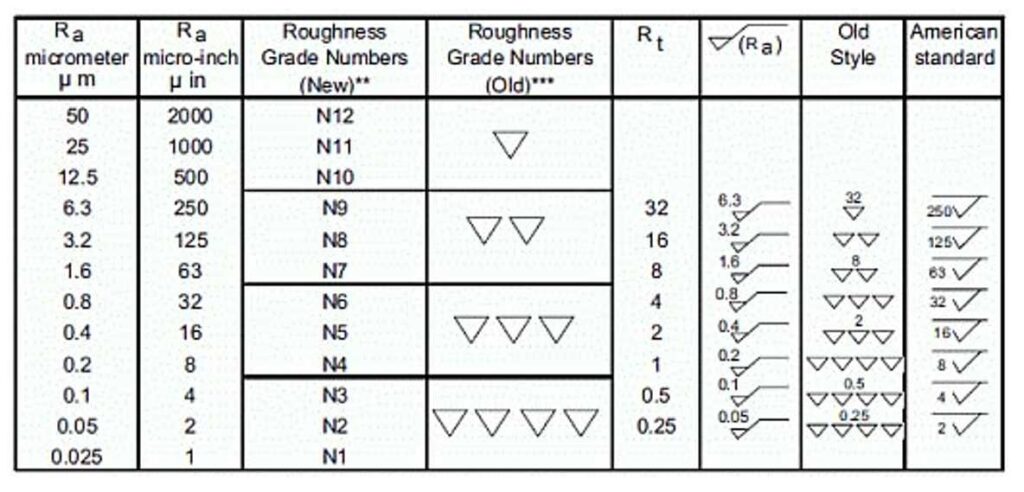 Предпочтение следует отдавать параметру Ra.
Параметр Rz нормируется в тех случаях, когда прямой контроль Ra с помощью профилометров невозможен (режущие кромки инструментов и т.п.).
Предпочтение следует отдавать параметру Ra.
Параметр Rz нормируется в тех случаях, когда прямой контроль Ra с помощью профилометров невозможен (режущие кромки инструментов и т.п.).
Слайд 19
Описание слайда:
Слайд 20
Описание слайда:
Слайд 21
Описание слайда:
В настоящее время существует несколько способов назначения шероховатости поверхности: 1. Имеются рекомендации в справочной литературе по выбору числовых значений для наиболее характерных видов сопряжения.
Слайд 22
Описание слайда:
Слайд 23
Описание слайда:
Обозначение шероховатости поверхности
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу по поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Слайд 24
Описание слайда:
Слайд 25
Описание слайда:
Слайд 26
Описание слайда:
Новое
Слайд 27
Описание слайда:
Числовые значения параметров шероховатости указывают после соответствующего символа: Числовые значения параметров шероховатости указывают после соответствующего символа: Ra0,8; Rz20; Rmax10; Sm0,63; S0,032; t5070.
Слайд 28
Описание слайда:
При указании двух или более параметров шероховатости их числовые значения записываются сверху вниз в следующей последовательности:
При указании двух или более параметров шероховатости их числовые значения записываются сверху вниз в следующей последовательности:
Ra, Rz, Rmax, S, Sm, tp.
Слайд 29
Описание слайда:
Обозначение одинаковой шероховатости поверхностей сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности. При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведённой от утолщённой штрихпунктирной линии, которой обводят поверхность на расстоянии 0,8…1 мм от линии контура. Обозначение одинаковой шероховатости поверхностей сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности. При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведённой от утолщённой штрихпунктирной линии, которой обводят поверхность на расстоянии 0,8…1 мм от линии контура.
Слайд 30
Описание слайда:
Обозначения шероховатости Указание контролируемого параметра знака: Символ параметра Ra указывают перед его числовым значением (ранее не указывался): старое обозначение: → новое обозначение:
Слайд 31
Описание слайда:
2. Нормирование числовых значений параметров шероховатости:
2. Нормирование числовых значений параметров шероховатости:
при указании диапазона значений параметра шероховатости (наибольшего и наименьшего) в обозначении приводят пределы значений параметра, размещая их в две строчки (сверху указывается значение соответствующее наибольшему предельному значению):
старое обозначение: → новое обозначение:
Слайд 32
Описание слайда:
старое обозначение: → новое обозначение: старое обозначение: → новое обозначение:
Слайд 33
Описание слайда:
3. Нормирование числовых значений параметров шероховатости:
при указании номинального значения параметра шероховатости устанавливают допустимые отклонения в процентах от заданного номинального значения. – значение отклонения выбирают из ряда: 10, 20, 40;
– отклонения могут быть односторонними (в «плюс» или в «минус») или симметричными (±).
старое обозначение: → новое обозначение:
Слайд 34
Описание слайда:
Высота поверхностных неровностей по параметру Rz (высота неровностей по десяти точкам) имеет номинальное значение 100 мкм с отклонением -10%, т.е. должна быть не более 100 мкм и не менее 90 мкм. Высота поверхностных неровностей по параметру Rz (высота неровностей по десяти точкам) имеет номинальное значение 100 мкм с отклонением -10%, т.е. должна быть не более 100 мкм и не менее 90 мкм.
Слайд 35
Описание слайда:
4. Одновременное нормирование двух и более параметров шероховатости для одной и той же поверхности:
при указании двух или более параметров шероховатости их числовые значения записывают сверху вниз в последовательности: параметр(ы) высоты неровностей профиля – Ra, Rz и (или) Rmax; параметр(ы) шага неровностей Sm и (или) S; относительная опорная длина профиля tp.
Слайд 36
Описание слайда:
5. Нормирование дополнительных данных: числовое значение базовой длины l (мм) указывают в тех случаях, если устанавливаемые значения параметров Ra, Rz, Rmax, Sm, S, tp должны быть определены на базовой длине, отличающейся от рекомендованной стандартом
Слайд 37
Описание слайда:
Высота поверхностных неровностей по параметру Ra (среднее арифметическое отклонение профиля) не более 0,1 мкм на базовой длине l=0,8 мм (по стандарту l=0,25 мм) направление неровностей радиальное (R) вид (способ) обработки не оговаривается.
Высота поверхностных неровностей по параметру Ra (среднее арифметическое отклонение профиля) не более 0,1 мкм на базовой длине l=0,8 мм (по стандарту l=0,25 мм) направление неровностей радиальное (R) вид (способ) обработки не оговаривается.
Слайд 38
Описание слайда:
Направление неровностей с помощью условных обозначений указывают в тех случаях, когда поверхность должна иметь определённый «рисунок» который влияет на функциональные свойства поверхности. Направление неровностей с помощью условных обозначений указывают в тех случаях, когда поверхность должна иметь определённый «рисунок» который влияет на функциональные свойства поверхности. Способ обработки поверхности указывают только в случаях, когда он является единственным возможным при получении требуемого качества поверхности. В зависимости от вида обработки применяют либо знак обязательного удаления слоя материала, либо знак его сохранения.
Слайд 39
Описание слайда:
Обозначение шероховатости на чертежах:
Шероховатость всех поверхностей по данному чертежу определяется по параметру Rz50, кроме поверхности «А» – поверхность должна обрабатываться с удалением слоя материала и высота поверхностных неровностей по параметру Rа не более 3,2 мкм.
Слайд 40
Описание слайда:
Поверхность с обозначением «а» должна иметь высоту поверхностных неровностей по параметру Ra не более 4 мкм на базовой длине l=8 мм, направление неровностей произвольное (способ обработки не ограничен). Поверхность с обозначением «а» должна иметь высоту поверхностных неровностей по параметру Ra не более 4 мкм на базовой длине l=8 мм, направление неровностей произвольное (способ обработки не ограничен). Поверхность с обозначением «б» должна обрабатываться с удалением слоя материала полированием и иметь высоту поверхностных неровностей по параметру Ra не более 0,8 мкм и значение относительной опорной длины профиля tp на базовой длине l=2,5 мм и при уровне сечения профиля p=40%, не менее 60%.
Слайд 41
Описание слайда:
Если отдельные участки одной и той же поверхности должны иметь различную шероховатость, то их разграничивают сплошной тонкой линией с указанием размера участка той или иной шероховатости.
Если отдельные участки одной и той же поверхности должны иметь различную шероховатость, то их разграничивают сплошной тонкой линией с указанием размера участка той или иной шероховатости.
Слайд 42
Описание слайда:
а – если на чертеже не приведён профиль зубьев зубчатых колёс, то шероховатость рабочих поверхностей, наносят на линии делительной окружности; а – если на чертеже не приведён профиль зубьев зубчатых колёс, то шероховатость рабочих поверхностей, наносят на линии делительной окружности; б – для глобоидных червяков и сопряжённых с ними колёс – на линии расчётной окружности.
Слайд 43
Описание слайда:
б – е – если профиль резьбы на чертеже не указан, то шероховатость боковой поверхности резьбы обозначают на выносной линии для указания размера резьбы или на её продолжении.
б – е – если профиль резьбы на чертеже не указан, то шероховатость боковой поверхности резьбы обозначают на выносной линии для указания размера резьбы или на её продолжении.
Слайд 44
Описание слайда:
Вопросы к экзамену:
Базы для нормирования и измерения отклонений расположения и обозначения их на чертеже.
Виды нагружения колец подшипника и их влияние на выбор посадок.
Виды нормируемых отклонений формы поверхностей.
Влияние отклонений формы и расположения поверхностей на качество изделий.
Геометрические параметры деталей. Основные понятия.
Графическое изображение размеров и отклонений. Нулевая линия. Поле допуска.
Допуски угловых размеров.
Допуски формы и расположения поверхностей деталей под подшипники качения.
Зависимые и независимые допуски расположения.
Зубчатые передачи. Термины, обозначения и определения допусков цилиндрических зубчатых колёс.
Слайд 45
Описание слайда:
Какие поверхности называют сопрягаемыми и несопрягаемыми? Какие из них должны иметь более высокую точность размеров, формы и расположения? В каких случаях предъявляют более жесткие требования к шероховатости поверхности?
Какие поверхности называют сопрягаемыми и несопрягаемыми? Какие из них должны иметь более высокую точность размеров, формы и расположения? В каких случаях предъявляют более жесткие требования к шероховатости поверхности?
Микрометрический инструмент. Правила снятия показаний.
Назначение полей допусков для отверстия корпуса и вала при установке подшипника.
Нанесение размеров, допусков и посадок конусов.
Нормирование отклонений расположения: позиционное отклонение, пересечение осей и симметричности.
Нормирование точности отклонений от прямолинейности в плоскости и измерение данного отклонения.
Нормирование точности отклонений формы цилиндрических поверхностей.
Нормируемые отклонения расположения.
Нутромеры. Способы настройки на размер. Правила снятий показаний при использовании индикатора часового типа.
Обозначение полей допусков на чертежах. На все ли размеры должны указываться предельные размеры? Можно ли назначать допуски без учёта технологических возможностей изготовлении и измерения элементов детали?
Слайд 46
Описание слайда:
Обозначение шероховатости поверхности на чертежах.
Обозначение шероховатости поверхности на чертежах.
Оптиметры. Основные метрологические характеристики.
Основное отверстие. Основной вал. Принципы нормирования их основных отклонений и построения посадок.
Основные виды размеров, используемых при нормировании точности.
Основные параметры резьбы. Принцип нормирования точности резьбы.
Основные понятия о посадках. Зазор. Натяг.
Отклонение от круглости. Частные виды отклонений от круглости.
Параметры шероховатости. Условные обозначения направления неровностей.
Переходные посадки. Обозначение, применение и расчет основных параметров. Их графическое изображение в системе отверстия и вала.
Подшипники качения. Схема построения полей допусков.
Слайд 47
Описание слайда:
Понятие точности в машиностроении. Какая взаимосвязь между ценой и качеством изделий?
Понятие точности в машиностроении. Какая взаимосвязь между ценой и качеством изделий?
Посадки в системе вала и системе отверстия.
Посадки с зазором. Обозначение, применение и расчет основных параетров. Их графическое изображение в системе отверстия и вала.
Посадки с натягом. Обозначение, применение и расчет основных параметров. Их графическое изображение в системе отверстия и вала.
Правила нанесения размеров и предельных отклонений углов.
Правила образования посадок. Методы выбора посадок. Примеры рекомендуемых посадок.
Правила указания допусков формы и расположения поверхностей а чертежах.
Предельные и нормальные калибры. Определения и принцип использования.
Предельные калибры. Построение полей допусков на гладкие калибры-пробки.
Принцип образования посадок в ЕСДП. Какие группы посадок установлены в данной системе? Дайте краткие характеристики.
Слайд 48
Описание слайда:
Размерные цепи. Основные термины и определения.
Размерные цепи. Основные термины и определения.
Резьбовое соединение. Приведенный средний диаметр.
Система допусков и посадок. Основные признаки ЕСДП.
Суммарные отклонения и допуски формы и расположения поверхностей.
Что называют допуском? Выведите формулы для вычисления величины поля допуска. Может ли допуск равняться 0 или быть отрицательным?
Шероховатость поверхности: параметры, используемые при нормировании.
Шпоночные и шлицевые соединения. Приведите примеры использования. Способы центрирования шлицевых соединений.
Штангенинстумент. Правила снятия показаний. Погрешности специфичные для этой группы инструментов.
Нормирование предельных значений параметров шероховатости.
Нормирование размеров и допусков расположения шпоночных и шлицевых соединений.
Слайд 49
Описание слайда:
Объяснение простой обработки поверхности Ra / RMS
—–
В. Пожалуйста, проясните мне кое-что. Я всегда думал, что отделка поверхности должна объясняться именно так. Если у вас есть обозначение Ra 125, то вы можете сказать, что средние пики и впадины не могут превышать 0,0012 дюйма; это имеет для меня больше смысла (если это правильное предположение). Может ли кто-нибудь прояснить это для меня. выполнять много 3D-фрезерования с использованием концевых фрез со сферическим наконечником, и если я задаю высоту гребешка, используя это предположение, получу ли я правильные результаты?0004
Заранее спасибо,
Ларри Брюггер
– Нэшвилл, Теннесси
2002
А. Ларри:
Вам не хватает нуля. Финиш 125 означает 125 миллионных долей дюйма или 0,000125″. Очень мало, не так ли?
Guillermo Marrufo
Monterrey, NL, Mexico
Q. Кажется, это очень мало для того, что я понимаю под 125 финишем.
Ларри Брюггер [возвращается]
– Нэшвилл, Теннесси
Сравнитель шероховатости поверхности
Доп. Ссылка
Ваши покупки делают отделку.com возможной
A. Larry:
Финишная обработка 125 Ra или RMS — это то, что обычно считается стандартной механической обработкой, в отличие от 250, которая была бы грубой. С другой стороны, 63 было бы хорошо, 32 не может быть легко получено механической обработкой и должно быть отшлифовано, 16 обязательно должно быть отшлифовано и т. д. Если вы хотите посмотреть и почувствовать, как выглядит эта отделка, возьмите себе сравнительную доску отделок. . Это стандартный инструмент для механического цеха.
До свидания.
Guillermo Marrufo
Monterrey, NL, Mexico
A. Поверхность 32 можно получить без шлифовки. Раньше я обрабатывал алюминий алмазной фрезой, и мы с легкостью получили финиш 32.
Фрэнк Хиндс
– Плано, Техас
16 июня 2009 г.
Спасибо за отзыв, Фрэнк.
У меня мало опыта в механической обработке. Вы имеете в виду, что то же самое можно легко сделать для других металлов, таких как сталь, или вы говорите, что вопрос и предыдущий ответ были недостаточно ясными, т. Е. Что, хотя 32 нелегко со сталью, это относительно легко с алюминий?
С уважением,
Тед Муни, ЧП
Стремление к жизни Aloha
Finishing. com – Пайн-Бич, Нью-Джерси
В. Может ли кто-нибудь сказать мне, в чем разница между покрытием 125 AA и покрытием 125 Ra? Был ли один просто заменен другим, или это на самом деле две разные вещи?
Эд Хеснер
Инженер-механик – Сиэтл, Вашингтон, США
29 июля 2009 г.
Профилометр
Доп. Ссылка
Ваши покупки делают отделку.com возможной
А. Привет, Эд. «АА» означает среднее арифметическое, и я понимаю, что раньше оно использовалось, но было заменено на Ра. «АА» также означает так много других вещей (Алюминиевая ассоциация, Анонимные алкоголики, «даже лучше, чем «А»»), что, вероятно, это терминология, которую люди стараются избегать сегодня. Я думаю, что людям нравится, когда все отделки поверхности обозначаются буквой «R», как в Ra, Rz. Rq
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com – Пайн-Бич, Нью-Джерси
В. Сэр, нужна ваша помощь….
В чем разница между ГЛАДКИМИ фланцами 63-125 Ra и МАЛЕНЬКИМИ фланцами с канавками… мы все еще говорим об отделке ?
Пожалуйста, поделитесь своими мыслями.
Спасибо
Дэн Россман
– Монреаль, королевский адвокат.
7 ноября 2011 г.
В. Привет всем, сегодня я прочитал примечание к чертежу, в котором говорилось: «ВСЕ ОБРАБОТАННЫЕ ПОВЕРХНОСТИ НЕ ДОЛЖНЫ ПРЕВЫШАТЬ 125AA, ЗА ИСКЛЮЧЕНИЕМ УКАЗАННОГО». Я не понимаю, что означает «125AA»? Каково эквивалентное значение Ra?
Заранее спасибо
Стивен Хуан
– город Сиань, Китай
10 июля 2013 г.
A. Здравствуйте, Стивен. Ваш вопрос был добавлен к теме, которая отвечает на него: АА — это старомодное обозначение, которое было напрямую заменено Ра. Итак, вы ищете отделку 125 Ra. Удачи.
С уважением,
Тед Муни, ЧП
Стремление к жизни Aloha
Finishing. com – Пайн-Бич, Нью-Джерси
Октябрь 2013 г.
A. Отделка поверхности сложнее. Я считаю, что это заданная высота, деленная на заданную длину. Так что нет, это не высота в доли десятитысячных дюйма. Ха-ха. Выноска на чертеже с минимальной шероховатостью поверхности, как правило, предназначена для того, чтобы гарантировать, что напарник, работающий над ним, который находится под прицелом, не собирается заканчивать его с федерацией 0,020 дюйма / об в более слабых спецификациях. Точность стоит денег.
Джеймс Райнинг
– Эдмонтон, Альберта, Канада
9 июня 2016 г.
В. Привет. У меня есть следующий вопрос об отделке поверхности фланцев из углеродистой стали, где оба производителя указывают качество обработки поверхности фланца как 125 RMS. При сравнении фланцев разных производителей можно увидеть бороздки шероховатости; напротив, другой гладкий. Вопрос в том, что из-за этой разницы в шероховатости оба 125 RMS?
Гровер Миранда
– Боливия
10 октября 2017 г.
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, пожалуйста, проверьте эти каталоги:
О компании/Контакты – Политика конфиденциальности – ©1995-2023 Finishing.com, Пайн-Бич, Нью-Джерси, США
Формат
Наличие
Заказ №
Цена
Книга для печати
Доставка в течение 3-5 дней
М01919
215 долларов
Выбрать
Выбрать
DRM включен PDF
Немедленно
М0191У
215 долларов
Выбрать
Выбрать
Книга для печати
Доставка в течение 3-5 дней
М01909
195 долларов
Выбрать
Выбрать
DRM включен PDF
Немедленно
М0190Т
195 долларов
Выбрать
Выбрать
DRM включен PDF
Немедленно
М0190К
$185
Выбрать
Выбрать
DRM включен PDF
Немедленно
М0199П
$135
Выбрать
Выбрать
Важная информация об ASME PDF
Описание
Описание
Предметы упаковки
| Количество | Товар |
|---|---|
| {{упаковка.Количество}} | {{пакет.Название}} |
Настоящий стандарт касается геометрических неровностей поверхностей. Определяет текстуру поверхности и ее составляющие: шероховатость, волнистость, ламинированность. Он также определяет параметры для задания текстуры поверхности. Термины и рейтинги в настоящем Стандарте относятся к поверхностям, полученным такими способами, как абразивная обработка, литье, покрытие, резка, травление, пластическая деформация, спекание, износ, эрозия и т. д.
Предназначен для специалистов по проектированию, черчению, механике, производству, производству, инструментам/измерителям, инженерам по качеству, технологам и проектировщикам, специалистам по CAD/CAM/CAE, инспекторам и преподавателям в широком спектре мировых производств. Особое внимание уделяется аэрокосмической, автомобильной, медицинской технике, точному приборостроению и смежным отраслям.