Столик координатный самодельный: координатный стол своими руками чертежи: 10 тыс изображений найдено в Яндекс.Картинка…
alexxlab | 18.07.2021 | 0 | Разное
Координатные столы для станков: сверлильных, фрезерных
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.

Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.
Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи.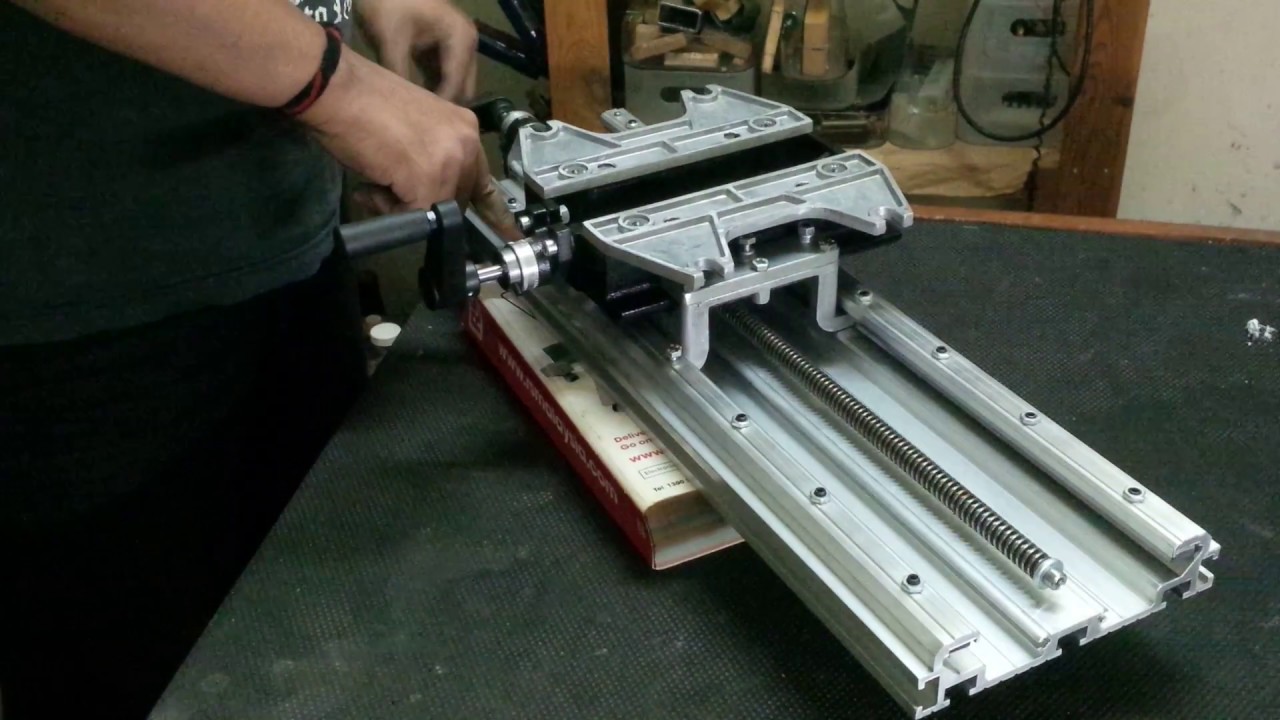 Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм).
 Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются. - На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовины
На поверхности готовой крестовины собрать каретки
Профили обработать напильником, вставить гайки
На шпильках произвести сборку рукояток с подшипниковым узлом
Сварить два П-образных основания из уголка
Собрать всю конструкцию
Все узлы, подвижные части протереть смазочным материалом
Прикрепить к станине сверлильного станка
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали.
 За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок
Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.
Механическое
Вакуумное
Крепление под весом заготовки
Координатные столы
| KRS-475 | Размер стола 475х155 мм | Продольное перемещение рабочего стола 330 мм | Под заказ | 16 050 q 469 BYN | ||
| KRS-425R | Размер стола 425×240 мм | Продольное перемещение рабочего стола 225 мм | Под заказ | 50 250 q 1 469 BYN | ||
| BF-16 | Размер стола 400х120 мм | Продольное перемещение рабочего стола 220 мм | Под заказ | 28 224 q 825 BYN | ||
| BF-20 | Размер стола 500х180 мм | Продольное перемещение рабочего стола 280 мм | Под заказ | Цена по запросу | ||
| BF-30 | Размер стола 700х180 мм | Продольное перемещение рабочего стола 280 мм | Под заказ | 54 881 q 1 605 BYN | ||
| AKP-2 (204) | Размер стола 425х240 мм | Продольное перемещение рабочего стола 225 мм | Под заказ | 52 999 q 1 550 BYN | ||
| AKP-2 (205) | Размер стола 600х240 мм | Продольное перемещение рабочего стола 400 мм | Под заказ | Цена по запросу | ||
| AKP-2 (206) | Размер стола 730х210 мм | Продольное перемещение рабочего стола 500 мм | Под заказ | Цена по запросу | ||
| КТ120 | Размер стола 400х120 мм | Продольное перемещение рабочего стола 220 мм | Под заказ | 45 430 q 1 328 BYN | ||
| КТ179 | Размер стола 500х180 мм | Продольное перемещение рабочего стола 287 мм | Под заказ | 64 080 q 1 874 BYN | ||
| КТ180 | Размер стола 700х180 мм | Продольное перемещение рабочего стола 480 мм | Под заказ | 74 635 q 2 183 BYN | ||
| КТ210 | Размер стола 730х210 мм | Продольное перемещение рабочего стола 480 мм | Под заказ | 78 942 q 2 309 BYN | ||
| WT-7 | Размер стола 180х130 мм | Продольное перемещение рабочего стола | Под заказ | 18 060 q 528 BYN | ||
| WT-10 | Размер стола 225х180 мм | Продольное перемещение рабочего стола | Под заказ | 35 194 q 1 029 BYN | ||
| WT-12 | Размер стола 302х241 мм | Продольное перемещение рабочего стола | Под заказ | 64 786 q 1 895 BYN | ||
| WT-15 | Размер стола 381х255 мм | Продольное перемещение рабочего стола | Под заказ | 71 265 q 2 084 BYN | ||
| WTS-7 | Размер стола 180х130 мм | Продольное перемещение рабочего стола | Под заказ | 26 161 q 765 BYN | ||
| WTS-10 | Размер стола 255х180 мм | Продольное перемещение рабочего стола | Под заказ | 48 719 q 1 425 BYN | ||
| WTS-12 | Размер стола 302х241 мм | Продольное перемещение рабочего стола | Под заказ | 70 376 q 2 058 BYN |
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Ключевые характеристики
Конструктивно координатные столы исполняются так, чтобы обработка металла проводилась в максимально удобном положении, смещение выполнялось с допустимой точностью, плавной подачей.
Определяющими критериями установки на тот или иной станок являются:
- количество осей перемещения;
- площадь плиты;
- тип привода;
- ручное/автоматическое управление.
Автоматизация действий дает широкие возможности использовать координатный стол в работе фрезерного станка с ЧПУ. Исполнительный механизм снабжается системой контроля с программным обеспечением.
Конструкция координатного стола SVT
Станина
Основание изготавливают 2 способами: литье, сварной рамой. Материал — алюминий, сталь, реже чугун.
Литую опору укрепляют на станину тяжелого фрезерного, шлифовального станка.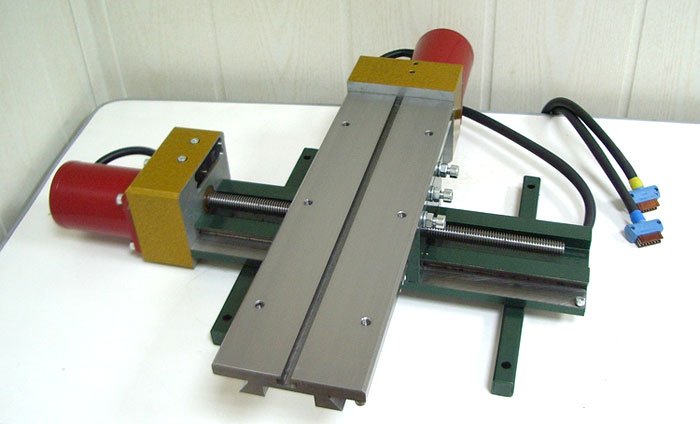 Она хорошо гасит вибрации.
Она хорошо гасит вибрации.
Сварные сборки ставят на среднее и легкое оборудование.
Приводной механизм
Скорость, точность металлообработки, которую выполняет станок, достигаются оператором при помощи определенного типа привода:
- прямой;
- рейка-шестерня;
- шарико-винтовая пара;
- ременная передача.
Исполнительный механизм
Направляющие, по которым движется координатный стол, могут быть цилиндрические оси, рельсового сечения.
За плавность хода отвечает каретка, подшипниковый узел. В особо точных случаях устанавливают подшипники скольжения. Люфт в опорах качения уже считается значительным.
Выпускают координатный стол с одновременной установкой 2, 3 исполнительных механизмов. Это позволяет выполнение более сложного фрезерного процесса.
Классификация
Плоскую деталь укладывают на портальный координатный стол для шлифовки, сверления, фрезерования, раскроя.
Для сложных, объемных перемещений, доступа к 3 сторонам заготовки, выполнения многоосных переходов, нужны крестовые виды. Они работают в условиях конвейера, непрерывной автоматизированной подачи, выполняя поперечные, продольные движения. Вариант с 2 направлениями смещения называют двухкоординатный, применяют, в том числе, для разметки, сверления, расточки повторяющихся размеров.
Сложность операций, которые назначены для фрезерного (шлифовального) станка, предусматривает оснастку по необходимости:
- Горизонтальный стол 2 х координатный неповоротный, действия производятся с перемещением относительно 2 перпендикулярных горизонтальных осей. На крупных производствах устанавливают координатную площадку, стол 2 х координатный неповоротный с вакуумным удержанием детали;
- Наклоняемый стол 2 х координатный поворотный, появляется вращение вокруг вертикальной оси, возможный угол наклона площадки крепления детали 0° — 90°.
Стол круглый координатный глобусный
Более простая модель – не наклоняемый стол 2 х координатный поворотный, дающий свободу движения только в горизонтальной плоскости прохода фрезерного узла.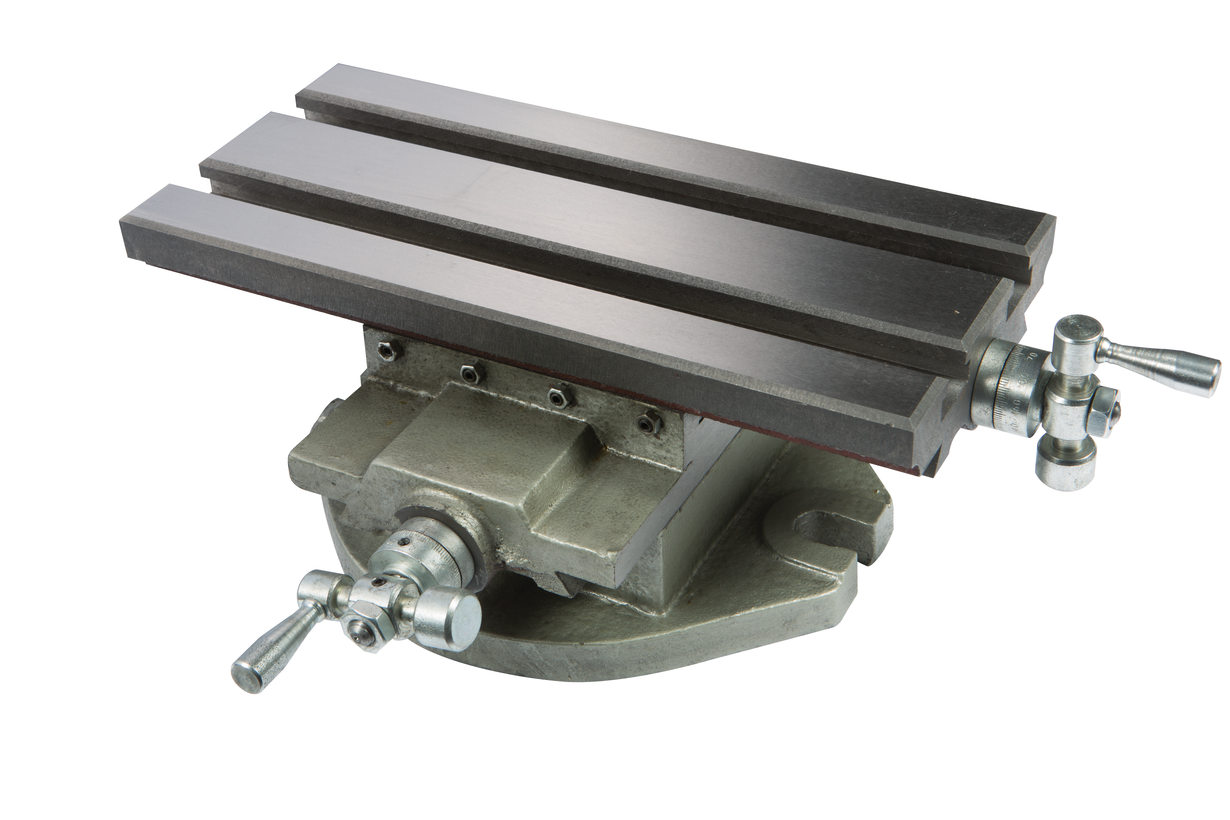
Координатный стол для фрезерного и сверлильного станка
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Характеристика
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
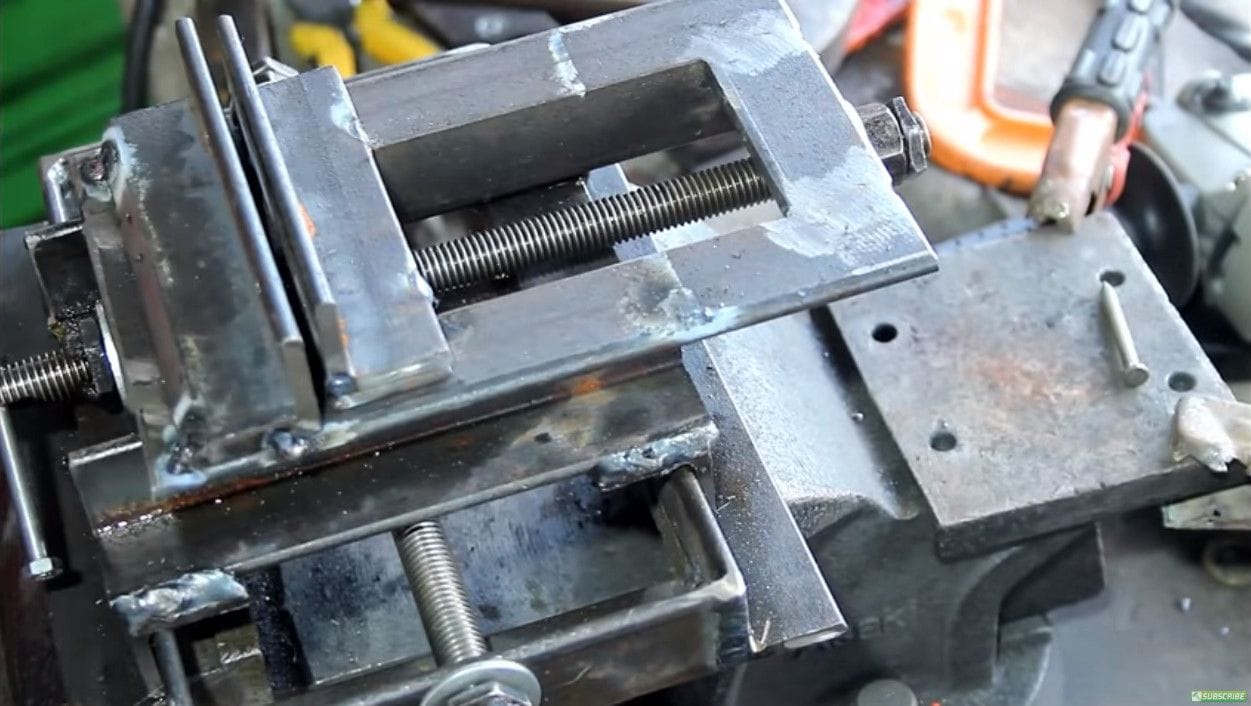
Самодельный координатный стол
Приводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.
Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
Координатный стол с механической фиксацией
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
- портальная;
- крестовая.
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
- специальный разъём для инструментов;
- привод охлаждения;
- привод смазки;
- нейтрализацию вредных газов и испарений;
- привод удаления пыли и стружки.
Особенности несущей конструкции
Исполнение координатных установок для фрезерного и сверлильного станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с ЧПУ, так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.
Механизмы для передачи движения
Заводские и самодельные координатные мини-площадки приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.
Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.
Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.
Второй недостаток – высокая стоимость.
Высокая стоимость один из минусов данной передачи
Дополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.
Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:
- линейного двигателя;
- сервоусилителя.
Сервоусилитель
Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Преимущества еще заключаются в увеличении скорости и точности обработки детали. В силу того, что отсутствуют вспомогательные передачи в схеме стола, сокращается количество последовательно соединенных элементов, а это уже, в свою очередь, в лучшую сторону влияет на надёжность координатной установки.
Выводы
Заметно, по отношению к другим видам передач, снижается и погрешность, которая находится на уровне единиц микрометров. Прямой привод характеризуется высокими показателями торможения и разгона.
Вследствие того, что в прямом приводе нет деталей, которые подвергаются трению, координатная алюминиевая установка меньше подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но при этом самых существенных недостатков прямого привода – его цена. Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Видео по теме: Самодельный координатный столик
Координатный стол для сверлильного станка. Координатный столик для сверлильного станка Важно: самодельный расточной станок видео
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол.
Понятие и виды
Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:
- механического метода;
- вакуумного метода;
- собственного веса заготовки.

Изделия бывают с одной, двумя и тремя степенями свободы. Это означает, что подача осуществляется по координатам Х, Y, Z. Для сверловки плоских деталей, достаточно горизонтальных перемещений. При объемном изделии или неподвижно зафиксированном сверле необходимо вертикальное движение стола.
Для больших промышленных сверлильных установок изготовляются длинные координатные площадки. Они оснащены собственным установочным каркасом. На такое приспособление монтируется как деталь, так и сама обрабатывающая установка. Стол для небольших станков изготовляется с креплением к прибору или на поверхность верстака.
По приведению стола в движение конструкция может быть:
- механической;
- электрической;
Последний вид наиболее точный, но стоимость такого прибора значительная.
Изготовление несущих элементов
Материалами для изготовления остова стола служат:
Последний материал используется для схем с небольшими нагрузками и малыми крутящими усилиями. Приемлем такой вариант при сверловке дерева или пластмассы.
Приемлем такой вариант при сверловке дерева или пластмассы.
Тянутый алюминиевый профиль рамы, монтируется на резьбовых соединениях. Таким образом, получается прочное основание. Достоинства материала в:
- малом весе;
- доступности;
- простоте монтажа.
Многие фирмы выпускают готовые комплекты для сборки столов своими руками.
Сверлильный станок с крестовым столомЛитые конструкции основания зачастую чугунные. Вес их значителен, но и усилия, которые они способны выдержать, довольно высокие. Такие столы применяются при больших объемах производства. Монтаж производится на фундамент, стационарно.
Сварная станина является оптимальным вариантом как для производственных мощностей, так и для домашнего использования. Главное, при сварке своими руками уменьшить сварные напряжения металла отпусканием. Иначе, при набирании оборотов двигателем в каркасе могут пойти трещины.
Для сверлильных станков используют две технологические схемы стола:
Сверлильный станок с портальным столомПервая применяется при объемных заготовках. Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Портальная схема используется при сверловке плоских изделий. Она боле проста в изготовлении и отличается повышенной точностью обработки.
Выбор направляющих
От правильного выбора и крепления направляющих движения поверхности стола зависит точность обработки. Применяются рельсовые и цилиндрические элементы. Они выпускаются с надстройкой каретки и смонтированными подшипниковыми узлами.
Выбор вида направляющих стола зависит от типа привода. Рассматриваемая деталь работает на преодоление силы трения. Если необходима высокая точность в перемещении, лучше выбрать подшипники скольжения. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие бывают:
- с увеличенным фланцем, для крепления к низу стола;
- безфланцевые для обычного крепления к расположенным сверху резьбовым отверстиям.

При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. Они обладают повышенным сроком службы и более длительным сопротивлением к истиранию.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.

Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками.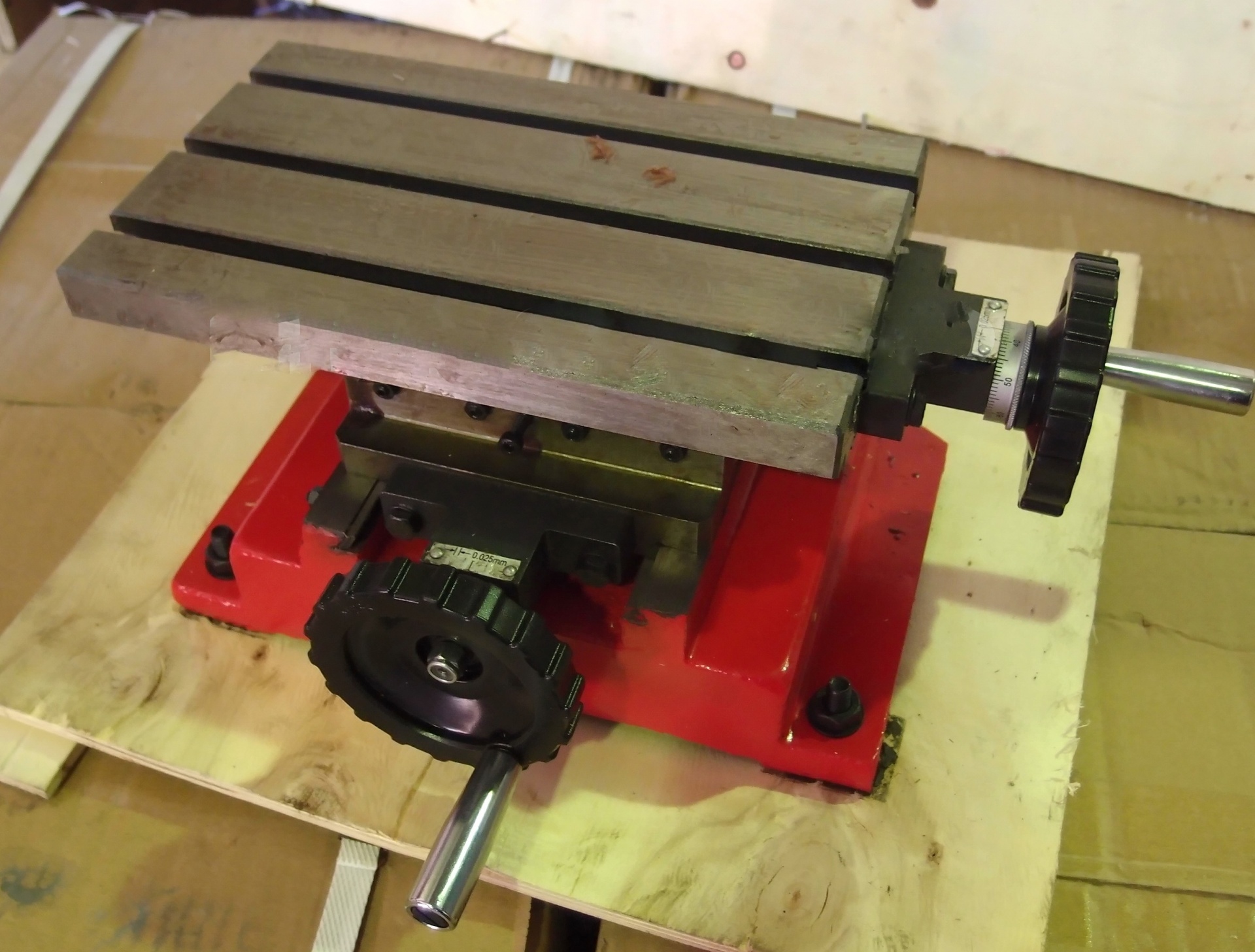 Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе. Особенно это важно при самостоятельном изготовлении из подручных материалов.
Чертежи и примеры самодельных моделей
Обзор и сравнение заводских моделей
KT70 КТ150 G-5757 KRS-475stanokgid.ru
Как сделать координатный стол своими руками
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
Самодельный координатный стол
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Конструкция рельсовой направляющей
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.

В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
Шариково-винтовая пара
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Самостоятельное создание стола для сверлильного станка
Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
Модель координатного стола
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка ЧПУ оборудования.
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.
Шарико-винтовые передачи
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Координатный стол для помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка .
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
Хотя сверлильные станки незаменимы в столярных мастерских, столики большинства из них предназначены скорее для работы с металлом. Исправить положение вещей поможет удобный накладной столик с упорами. Он предоставит возможности, которых лишен стандартный чугунный столик станка.
Начните со столика
1. Для основания А выпилите два куска фанеры 12x368x750 мм (мы взяли березовую фанеру, так как она более гладкая и практически не имеет дефектов. Можно также использовать МДФ). Склейте оба куска вместе и зафиксируйте их струбцинами, выровняв края (рис. 1).
2. Из твердого оргалита толщиной 6 мм выпилите верхние боковые В , переднюю С и заднюю D накладки по указанным в «Списке материалов» размерам. Разметьте вырез радиусом 10 мм на переднем крае детали D (рис. 1). Выпилите вырез и отшлифуйте его края (вырез поможет легко извлекать пластину-вкладыш Е ). Теперь нанесите клей на заднюю сторону накладок из оргалита и приклейте их к фанерной плите-основе (фото А).
Нанеся клей на нижнюю сторону деталей В, С и D, разместите их на фанерной плите основания А. Для предотвращения сдвига соединяйте детали друг с другом и с основанием малярным скотчем. Затем сожмите склейку с помощью прокладок толщиной 19 мм и прижимных брусков сечением 40×80 мм.
3. Разметьте вырез радиусом 83 мм на заднем крае столика (рис. 1), выпилите его ленточной пилой или электролобзиком и гладко отшлифуйте.
4. Чтобы определить положение центрального выреза размером 89×89 мм в плите-основании столика, вставьте в патрон сверлильного станка сверло диаметром 3 мм, выровняйте относительно него чугунный столик станка и зафиксируйте его. Положите сверху накладной столик и выровняйте его так, чтобы сверло было нацелено в середину проема для вкладыша Е , образованного деталями В, С и D . Если чугунный столик выступает за передний край накладного столика, сдвиньте последний вперед, выровняв оба края. Зафиксируйте положение накладного столика струбцинами. Теперь просверлите сквозное отверстие диаметром 3 мм в фанерной плите-основании столика А . Снимите столик и переверните его. Разметьте вырез 89×89 мм, центрируя его относительно 3-миллиметрового отверстия. Затем просверлите в углах отверстия диаметром 10 мм и с помощью электролобзика выпилите вырез. Теперь выпилите пластину- вкладыш Е по указанным размерам.
5. Если металлический столик вашего станка имеет сквозные пазы, выпилите на нижней стороне накладного столика паз для вставки алюминиевого направляющего профиля (рис.1). Если в металлическом столике станка нет сквозных пазов, просверлите два монтажных отверстия диаметром 6 мм. Расположите их примерно посередине расстояния между центром и задним краем столика и на максимально возможном удалении друг от друга. Затем вновь зафиксируйте сверху накладной столик и отметьте положение отверстий на его нижней стороне. Выпилите паз для алюминиевого профиля, проходящий через эти отверстия.
6. Переверните накладной столик и выпилите или отфрезеруйте на его верхней стороне пазы для направляющих алюминиевых профилей (рис.2). Центры пазов должны совпадать со стыками деталей В, С и D . Примечание. Для комфортной роботы при шлифовке с помощью абразивных барабанов рекомендуем дополнительно оснастить столик системой удаления ныли, описанной в статье «Пылеудаление для шлифовального столика».
Теперь изготовьте упор
1. Выпилите по указанным размерам заготовки для опоры F , передней накладки G , нижней Н и верхней I деталей упора. Установите в пильный станок пазовый диск толщиной 10 мм и настройте продольный (параллельный) упор для выпиливания шпунтов точно посередине толщины деталей Н и I (рис. 3 и 4). Затем выпилите в этих деталях шпунты глубиной 5 мм и пометьте грани, которые прилегали к упору пильного станка. Выпиливая верхний и нижний шпунты на нижней летали, в обоих случаях направляйте заготовку вдоль упора одной и той же гранью. Теперь, не изменяя настроек, выпилите шпунт в заготовке опоры.
Прижимая детали помеченными гранями к задней стороне накладки G, склейте нижнюю Н и верхнюю I части упора друг с другом, с нижней опорой F и накладкой G. Струбцины должны сжимать склейку в двух направлениях.
2. Приклейте заготовку передней накладки G к заготовке опоры F (рис. 4). Убедитесь, что накладка приклеена к опоре точно под углом 90°. Когда клей высохнет, приклейте нижнюю Н и верхнюю I детали упора (фото В). Прежде чем клей высохнет, вставьте в квадратные отверстия стальные стержни диаметром 10 мм, пропустив их насквозь, чтобы удалить изнутри выдавленные излишки клея.
3. Выпилите на передней стороне накладки G шпунт 19×10 мм для установки направляющего алюминиевого профиля (рис. 4). Затем выпилите пылезащитный фальц 3×3 мм вдоль нижнего ребра накладки.
4. Ровно опилите один конец собранного упора, а затем распилите заготовку на три части (рис. 3), получив упор длиной 572 мм и два расширения-удлинителя по 89 мм. Затем отпилите на удлинителях часть опоры (рис. 4).
5. С помощью гибкого лекала разметьте полукруглые вырезы на верхнем крае упора и заднем крае опоры F (рис. 3). Выпилите вырезы электролобзиком или ленточной пилой и гладко отшлифуйте. Затем просверлите отверстия диаметром 6 мм для винтов, которыми упор крепится к столику, и отверстие для ключа сверлильного патрона в опоре, где указано.
6. Для установки резьбовых втулок в деталь I просверлите отверстия диаметром 11 мм, выходящие в верхнее квадратное отверстие упора (рис. 3 и 4) . Нанесите на стенки этих отверстий эпоксидный клей и вставьте резьбовые втулки. Когда клей окончательно затвердеет, с помощью сверла диаметром 10 мм удалите его излишки, которые могли попасть в квадратные отверстия для стальных стержней. Дополнительные советы по установке резьбовых втулок приведены в «Совете мастера».
В самодельных приспособлениях для мастерской часто используются различные винты для фиксации или регулировки. Чтобы они могли работать в деревянных и фанерных деталях, потребуются резьбовые втулки. Они выпускаются разных размеров (метрические — от М4 до М10). Существуют два основных типа — забивные и ввинчиваемые (футорки), как показано на левом фото внизу.
Используйте ввинчиваемые втулки в мягкой древесине и фанере, где крупные витки внешней резьбы легко сминают окружающую древесину. Просто просверлите отверстие, диаметр которого равен диаметру корпуса втулки-футорки, и вверните в него втулку. В твердой древесине, такой как дуб или клен, или когда втулка должна быть расположена у края детали и может расколоть древесину, просверлите отверстие диаметром чуть больше внешнего диаметра резьбы и вставьте в него втулку с эпоксидным клеем. Чтобы не испачкать клеем внутреннюю резьбу втулки, заклейте ее торец (фото справа вверху).
Забивные втулки с заусенцами на внешней стороне одинаково пригодны и для фанеры, и для твердой и мягкой древесины. Просверлите отверстие, диаметр которого равен диаметру корпуса втулки, и вставьте втулку с помощью струбцины или молотка и деревянного брусочка. В случаях, когда усилие прижимного винта вытягивает втулку из материала (например, винте ручкой-маховичком, фиксирующий стальные стержни удлинителей упора), просверлите отверстие такого диаметра, чтобы его стенок касались только кончики заусенцев, и вставьте в него втулку с эпоксидным клеем.
Завершение и сборка
1. Заклейте малярным скотчем дно пазов для установки алюминиевых профилей в столике и упоре. Затем нанесите на все детали отделочное покрытие (мы использовали полуматовый полиуретановый лак с межслойной шлифовкой наждачной бумагой зернистостью 220 единиц). Когда лак высохнет, удалите малярный скотч.
2. Через раззенкованные монтажные отверстия алюминиевых профилей просверлите направляющие отверстия в соответствующих деталях столика и упора. Нанесите на дно пазов эпоксидный клей, вставьте профили и закрепите их шурупами. Примечание. Некоторые направляющие профили имеют небольшой гребень вдоль одного внешнего края (рис. 4). Аля точного совмещения профилей в накладке упора а расширениях ориентируйте гребни в одном направлении во всех трех деталях.
3. Отпилите от стального стержня диаметром 10 мм четыре куска длиной 368 мм. Наждачной бумагой зернистостью 80 единиц грубо отшлифуйте один конец каждого стержня на длину 89 мм и с помощью эпоксидного клея закрепите эти концы в квадратных отверстиях удлинителей упора. Чтобы стержни оставались параллельными, вставьте их свободные концы в квадратные отверстия упора.
4. Чтобы сделать ручки-маховички для фиксации удлинителей упора (рис. 2), вверните винты длиной 32 мм с потайной головкой в гайки-маховички до половины. Нанесите под их головки эпоксидный клей, а затем вкрутите винты в гайки до конца.
5. Вставьте шестигранные головки двух винтов в нижний направляющий профиль накладного столика (рис. 2). Выровняйте накладной столик над металлическим столиком сверлильного станка и пропустите винты в сквозные пазы или отверстия. Добавьте шайбы и наверните пластиковые гайки-ручки.
Примечание. Пластиковые гайки-ручки имеют резьбовые отверстия глубиной около 16 мм. Возможно, вам потребуется укоротить 50-миллиметровые винты в соответствии с толщиной металлического столика вашего станка.
6. Вставьте шестигранные головки винтов в верхние направляющие профили. Совместите отверстия в основании упора с винтами, наденьте шайбы и закрепите упор гайками- маховичками. Вставьте стальные стержни удлинителей в квадратные отверстия упора и вверните фиксирующие винты с маховичками.
Добавьте регулируемый концевой упор-стопор
1. Чтобы сделать корпус упора-стопора J , выпилите из доски толщиной 19 мм два куска 51×73 мм и склейте их вместе лицом к лицу, выровняв торцы и кромки. Когда клей полностью высохнет, выпилите паз 6×5 мм посередине задней стороны корпуса (рис. 5).
2. Выпилите по указанным размерам подвижный стопор К и приклейте его с помощью двухстороннего скотча к правой стороне корпуса J (рис. 5). Установите в патрон сверлильного станка сверло Форстнера диаметром 13 мм и высверлите в левой грани корпуса углубление-цековку глубиной 10 мм, как показано на рисунках и фото С. Затем, не сдвигая детали, установите сверло диаметром 6 мм и просверлите в центре углубления сквозное отверстие через обе детали.
3. Отделите стопор К от корпуса J . Сверлом Форстнера диаметром 19 мм высверлите в стопоре и корпусе углубления-цековки глубиной 10 мм точно над 6-миллиметровыми отверстиями (рис. 5). Для совмещения центров перед сверлением вставьте в отверстия шканты диаметром 6 мм. Затем, выровняв сверло диаметром 7 мм посередине 6-миллиметрового паза на задней стороне корпуса, просверлите сквозное отверстие, как указано на рисунке.
(Фото С) — Зафиксируйте детали, расположив стопор К внизу и прижав грань корпуса J с пазом к упору сверлильного столика. Высверлите углубление-цековку 13×10 мм в боковой грани корпуса. (Фото D) — Зафиксируйте подвижный стопор К на винте с помощью шайб и гайки, вставьте винт в отверстие корпуса J и вверните его в гайку, вклеенную эпоксидным клеем в углубление-цековку.
4. С помощью эпоксидного клея зафиксируйте гайку в 13-миллиметровом углублении-цековке корпуса J . Затем выпилите ползун L указанных размеров и вклейте в паз на задней стороне корпуса, вровень с его правой гранью (рис. 5).
5. Нанесите на все летали прозрачное отделочное покрытие. После просушки наденьте на винт с полукруглой головкой широкую 6-миллиметровую шайбу и вставьте его в отверстие стопора К . Наденьте на винт вторую шайбу, а затем наверните гайку. Затяните гайку так, чтобы стопор не покачивался, но винт мог вращаться. Теперь соедините стопор с корпусом J (фото D ), вращая винт до соприкосновения обеих деталей.
6. С помощью эпоксидного клея зафиксируйте пластиковую гайку-маховичок на конце винта с полукруглой головкой. Вставьте винт с шестигранной головкой в отверстие корпуса J сзади, добавьте шайбу и гайку-маховичок спереди (рис. 5). Для использования регулируемого концевого упора- стопора сначала установите расстояние между корпусом и стопором около 12 мм. Двигая ползун с шестигранной головкой винта в направляющем алюминиевом профиле, с помощью рулетки или мерной линейки установите стопор на нужном расстоянии от сверла. Зафиксируйте его, затянув переднюю гайку-маховичок. Теперь точно отрегулируйте расстояние до сверла, вращая боковую гайку-маховичок. Стопорная гайка-маховичок и ползун L расположены точно по центру корпуса, поэтому вы сможете использовать регулируемый стопор справа и слева от сверла, просто перевернув его.
7. Соберите прижимы (рис. 2). Вставьте шестигранные головки их винтов в пазы направляющих алюминиевых профилей. Теперь сверлильный станок готов к настоящей работе и его по праву можно назвать столярным.
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол.
Понятие и виды
Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:
- механического метода;
- вакуумного метода;
- собственного веса заготовки.
Изделия бывают с одной, двумя и тремя степенями свободы. Это означает, что подача осуществляется по координатам Х, Y, Z. Для сверловки плоских деталей, достаточно горизонтальных перемещений. При объемном изделии или неподвижно зафиксированном сверле необходимо вертикальное движение стола.
Для больших промышленных сверлильных установок изготовляются длинные координатные площадки. Они оснащены собственным установочным каркасом. На такое приспособление монтируется как деталь, так и сама обрабатывающая установка. Стол для небольших станков изготовляется с креплением к прибору или на поверхность верстака.
По приведению стола в движение конструкция может быть:
- механической;
- электрической;
Последний вид наиболее точный, но стоимость такого прибора значительная.
Изготовление несущих элементов
Материалами для изготовления остова стола служат:
- чугун;
- металл;
- алюминий.
Последний материал используется для схем с небольшими нагрузками и малыми крутящими усилиями. Приемлем такой вариант при сверловке дерева или пластмассы.
Тянутый алюминиевый профиль рамы, монтируется на резьбовых соединениях. Таким образом, получается прочное основание. Достоинства материала в:
- малом весе;
- доступности;
- простоте монтажа.
Многие фирмы выпускают готовые комплекты для сборки столов своими руками.
Литые конструкции основания зачастую чугунные. Вес их значителен, но и усилия, которые они способны выдержать, довольно высокие. Такие столы применяются при больших объемах производства. Монтаж производится на фундамент, стационарно.
Сварная станина является оптимальным вариантом как для производственных мощностей, так и для домашнего использования. Главное, при сварке своими руками уменьшить сварные напряжения металла отпусканием. Иначе, при набирании оборотов двигателем в каркасе могут пойти трещины.
Для сверлильных станков используют две технологические схемы стола:
- крестовую;
- портальную.
Первая применяется при объемных заготовках. Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Портальная схема используется при сверловке плоских изделий. Она боле проста в изготовлении и отличается повышенной точностью обработки.
Выбор направляющих
От правильного выбора и крепления направляющих движения поверхности стола зависит точность обработки. Применяются рельсовые и цилиндрические элементы. Они выпускаются с надстройкой каретки и смонтированными подшипниковыми узлами.
Выбор вида направляющих стола зависит от типа привода. Рассматриваемая деталь работает на преодоление силы трения. Если необходима высокая точность в перемещении, лучше выбрать подшипники скольжения. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие бывают:
- с увеличенным фланцем, для крепления к низу стола;
- безфланцевые для обычного крепления к расположенным сверху резьбовым отверстиям.
При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. Они обладают повышенным сроком службы и более длительным сопротивлением к истиранию.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе. Особенно это важно при самостоятельном изготовлении из подручных материалов.
Компания ООО “Кубань Радикал” предлагает станки лазерной резки СОБСТВЕННОГО ПРОИЗВОДСТВА с оптоволоконным источником от 500Вт до 2000вт
Станок изготавливается в одном месте – на станкостроительном заводе им. Седина (г. Краснодар)
Станки предназначены для выполнения лазерной резки металлов на скорости до 20 м/мин. Конечная скорость обработки зависит не только от мощности источника но и мощности сервоприводов. Если вы хотите использовать ваш станок для предоставления услуг лазерной резки, то этот станок даст вам больше возможности заработать, чем вашим конкурентам, у которых дешевые станки с бедной комплектацией. Высокопроизводительная машина даст прибыль в 1,5 и более раз за единицу времени.
Почему компания Кубань Радикал:
Штат высококвалифицированных инженеров, готовых оказать оперативную техническую поддержку 24/7, 365 дней в году. Постоянная поддержка на русском языке. Потому что мы знаем – остановить производство, это серьезные убытки.
Сами занимаемся лазерной резкой благодаря чему знаем, что под вашу задачу нужно
В цену станка входит его изготовление, обучение вашего специалиста. Вы или ваш сотрудник всегда можете присутствовать при производстве, сборке станка.
Возможность установить дополнительную опцию. Мы производители, а это значит что мы можем собрать станок индивидуально, под конкретные задачи производства.
Доставка по РФ, СНГ, Европе. Возможность доставки собственным автотранспортом, так надежнее.
Станки в наличии 500w 700w, 1000 w, 1500 w.
Средний срок изготовления станка – 1,5 месяца
Возможность оплаты ПОСЛЕ изготовления и тестирования вашими специалистами. Это существенно упрощает получение лизинга.
Комплектация:
· Сервоприводы и двигатели DELTA (Тайвань)
· Направляющие по осям Hiwin (Тайвань)
· Координатный стол с порталом
· Оптоволоконный лазерный источник:
IPG (Россия, Фрязино)
Raycus (Китай) опционально
· Лазерная режущая голова Raytools (Швейцария)
· Промышленный охладитель чиллер
· Вытяжка с улиткой и трубами
· Комплект расходников
Технические характеристики:
Размер рабочего стола: 1500*3000мм
Тип лазера: оптоволоконный лазер
Производитель станка: ООО «Кубань Радикал»
Мощность лазера: Опционально
Длина волны лазера: 1070 nm
Направляющие по оси X, Y: Hiwin 25
Направляющие по оси Z: Hiwin 20
Передача по осям X; Y: зубчатая рейка/косозубая шестерня
Двигатель по осям X; Y; Z: сервопривод
Сервоприводы по осям X; Y: DELTA Еlectronics
Сервопривод по оси Z: DELTA Еlectronics
Система контроля высоты оси Z: ёмкостная бесконтактная
Система управления: CypCut
Совместимость с программами: AutoCAD, Компас и т. д.
Формат работы станка: файлы чертежей с расширением *.dxf,
Хотите цену ниже?
Посетите наше производство: г.Краснодар ул.Захарова 1
(Станкостроительный завод им. Седина)
Координатный стол своими руками. Координатный столик для сверлильного станка Поворотный стол для сверлильного станка чертеж
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал, и значительно расширит его производительные возможности. Один из возможных вариантов модернизации заключается в установке на фрезерный станок координатного мини-стола. Используя координатный стол для фрезерного агрегата, производитель может значительно уменьшить трудоёмкость.
Характеристика
Устройство координатного стола представляет собой дополнительную конструкцию к станку, позволяющую перемещать закреплённую на нём деталь по необходимой траектории. Установку можно использовать как для фрезерного агрегата, так и для сверлильного. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
Приводить в движение столик можно с помощью механического воздействия вручную, с помощью электроприводов или с помощью компьютерных систем управления. При использовании числового программного управления, производство получается максимально автоматизированным, а точность обработки детали варьируется в области нескольких микрометров.
Разновидность
В заводском исполнении координатная деталь, установленная на фрезерный или сверлильный станок, включает в себя:
- несущую опору;
- приводы управления;
- систему фиксации детали;
- автоматизированную систему управления.
Фиксации детали разделяется на три вида:
- вакуумная;
- с помощью массы самой детали;
- механическая.
Координатные сооружения имеют несколько различных схем исполнения, но есть две основные это:
- портальная;
- крестовая.
Крестовая схема используется для обработки объёмных деталей, что решается путём использования дополнительных конструкций с тремя степенями свободы. Это означает, что обрабатываемая заготовка имеет возможность перемещаться по X, Y, и Z координатам. В подобном исполнении координатное сооружение устанавливается на фрезерный станок.
Портальная схема – это поворотный стол, который используется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по изготовлению крупногабаритных изделий устанавливаются длинные координатные алюминиевые сооружения. Благодаря этому увеличивается функциональность используемых станков, потому как на рабочем верстаке есть возможность закрепить оборудование, такое как:
- специальный разъём для инструментов;
- привод охлаждения;
- привод смазки;
- нейтрализацию вредных газов и испарений;
- привод удаления пыли и стружки.
Особенности несущей конструкции
Исполнение координатных установок для фрезерного и станка отличается по материалу, из которого сделана несущая конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
Более жесткие конструкции еще используются для обеспечения необходимой четкости перемещения рабочего предмета на станках с , так как скорость перемещения обрабатываемой детали на подобном производстве может достигать нескольких метров в секунду.
Материал, который используется для изготовления координатных установочных площадок, выбирают следующий:
- сталь;
- чугун;
- алюминиевые сплавы.
Конструкции, состоящие из алюминиевых сплавов, рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
Преимуществами подобного приспособления является:
- технологичность;
- бюджетность;
- малый вес конструкции.
Механизмы для передачи движения
Заводские и самодельные координатные мини-площадки приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное, а еще для перемещения детали относительно рабочего элемента, разделяются по способу реализации.
Их разделяют на:
- шестерёночные;
- ремённые;
- винтовые.
Параметры, которые влияют на подбор типа передачи:
- скорость перемещения площадки с заготовкой, закрепленной на его поверхности;
- мощность электродвигателя;
- точность обработки.
Оптимальным вариантом относительно коэффициента полезного действия и обеспечения точности перемещения детали обладает шарико-винтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при перемещении;
- отсутствие шума;
- малый люфт.
Одним из недостатков подобного исполнения передачи является невозможность перемещать координатный стол с высокой скоростью. Второй недостаток – высокая стоимость.
Высокая стоимость один из минусов данной передачи
Дополнительные варианты
Более дешёвым будет использование ременной передачи, но пропорционально с уменьшением стоимости возрастают и недостатки:
- повышенный износ;
- необходимость частого технического обслуживания;
- высокая вероятность обрыва ремня;
- низкая точность.
Высокую точность и быстрое перемещение детали на фиксированной площадке, можно обеспечить при использовании зубчатой передачи, но в таком механизме нужно быть готовым к появлению люфта через некоторое время после начала эксплуатации.
Одним из лучших вариантов передачи движения от двигателя на координатную мини-установку, является использование прямого привода, который состоит из:
- линейного двигателя;
- сервоусилителя.
Сервоусилитель
Преимуществом этих приводов является отсутствие нужды применять механические передачи. Такое исполнение позволяет напрямую передавать движение с двигателя на элементы координатного стола.
Преимущества еще заключаются в увеличении скорости и точности обработки детали. В силу того, что отсутствуют вспомогательные передачи в схеме стола, сокращается количество последовательно соединенных элементов, а это уже, в свою очередь, в лучшую сторону влияет на надёжность координатной установки.
Выводы
Заметно, по отношению к другим видам передач, снижается и погрешность, которая находится на уровне единиц микрометров. Прямой привод характеризуется высокими показателями торможения и разгона.
Вследствие того, что в прямом приводе нет деталей, которые подвергаются трению, координатная алюминиевая установка меньше подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но при этом самых существенных недостатков прямого привода – его цена. Высокая стоимость при массовом высокоточном производстве оправдана и окуплена.
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм служит залогом соответствия изделия всем указанным нормам и допускам. Важную роль в соблюдении технологии сверловки играет координатный стол.
Понятие и виды
Стол представляет собой манипулятор для крепления обрабатываемой заготовки. Внешне он выглядит как плита с возможностью фиксации детали при помощи:
- механического метода;
- вакуумного метода;
- собственного веса заготовки.
Изделия бывают с одной, двумя и тремя степенями свободы. Это означает, что подача осуществляется по координатам Х, Y, Z. Для сверловки плоских деталей, достаточно горизонтальных перемещений. При объемном изделии или неподвижно зафиксированном сверле необходимо вертикальное движение стола.
Для больших промышленных сверлильных установок изготовляются длинные координатные площадки. Они оснащены собственным установочным каркасом. На такое приспособление монтируется как деталь, так и сама обрабатывающая установка. Стол для небольших станков изготовляется с креплением к прибору или на поверхность верстака.
По приведению стола в движение конструкция может быть:
- механической;
- электрической;
Последний вид наиболее точный, но стоимость такого прибора значительная.
Изготовление несущих элементов
Материалами для изготовления остова стола служат:
- чугун;
- металл;
- алюминий.
Последний материал используется для схем с небольшими нагрузками и малыми крутящими усилиями. Приемлем такой вариант при сверловке дерева или пластмассы.
Тянутый алюминиевый профиль рамы, монтируется на резьбовых соединениях. Таким образом, получается прочное основание. Достоинства материала в:
- малом весе;
- доступности;
- простоте монтажа.
Многие фирмы выпускают готовые комплекты для сборки столов своими руками.
Литые конструкции основания зачастую чугунные. Вес их значителен, но и усилия, которые они способны выдержать, довольно высокие. Такие столы применяются при больших объемах производства. Монтаж производится на фундамент, стационарно.
Сварная станина является оптимальным вариантом как для производственных мощностей, так и для домашнего использования. Главное, при сварке своими руками уменьшить сварные напряжения металла отпусканием. Иначе, при набирании оборотов двигателем в каркасе могут пойти трещины.
Для сверлильных станков используют две технологические схемы стола:
- крестовую;
- портальную.
Первая применяется при объемных заготовках. Она дает возможность проводить над закрепленной заготовкой другие манипуляции. Доступ к детали при такой схеме обеспечен с трех сторон.
Портальная схема используется при сверловке плоских изделий. Она боле проста в изготовлении и отличается повышенной точностью обработки.
Выбор направляющих
От правильного выбора и крепления направляющих движения поверхности стола зависит точность обработки. Применяются рельсовые и цилиндрические элементы. Они выпускаются с надстройкой каретки и смонтированными подшипниковыми узлами.
Выбор вида направляющих стола зависит от типа привода. Рассматриваемая деталь работает на преодоление силы трения. Если необходима высокая точность в перемещении, лучше выбрать подшипники скольжения. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие бывают:
- с увеличенным фланцем, для крепления к низу стола;
- безфланцевые для обычного крепления к расположенным сверху резьбовым отверстиям.
При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. Они обладают повышенным сроком службы и более длительным сопротивлением к истиранию.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка движимых механизмов координатной поверхности ведется автоматически. В устройство вмонтированы датчики контроля температуры важных деталей.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе. Особенно это важно при самостоятельном изготовлении из подручных материалов.
Девайс от Виктора Travelller – координатный столик для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, с ним не надо больше переставлять тиски откручивая и закручивая гайки, что несколько напрягает)))). А во-вторых, заменив сверло на твердосплавную фрезу и постепенно подавая заготовку под инструмент, можно фрезеровать в металле пазы различной формы. Но об этом попозже, сначала об устройстве.
Параметры столика:
- Длина 350 мм
- ширина 350 мм
- толщина – 65 мм.
- Полная длина направляющих 300мм.
- Точность около 0,1 мм
- Ход каждой каретки 94мм. (С этими геометрическими параметрами можно было и 105мм,но лень было отпиливать шайбы)
- Грузоподъемность до 15 кг (хотя, этот параметр больше лимитируется самим столиком сверлилки)
Для изготовления стоика потребовались конструкционные износостойкие инструментальных профилей марок Ст1-Ст-3 (можно и хуже), Использовался профиль 20х20 толщиной 2 мм. аналогичный крепеж, и подшипники.
“Взрыв-схема”:
Центральный узел всего стола – это крестовина. Всё Остальные детали можно сделать почти тяп-ляп, но с ней надо постараться, ибо если ее перекосит, тогда весь стол накроется. Желательно пользоваться сваркой (например, точечной).
На пользуясь уже сваренной крестовиной в качестве шаблона, собираем каретки, которые представляют собой П-образные детали.
В профиль, после небольшой доработки напильником, вставляются гайки М10.
На шпильках М10 собираем рукоятки с подшипниковым узлом.
Из уголка свариваем П-образные основания. Собираем всю схему на болтах, вкрученных в запрессованные ранее гайки.
Шпильки натягиваются между подшипниками с помощью гаек, что позволяет убрать зазоры в подшипниках, а заодно и зазоры в парах винт-гайка. При этом когда вся схема стягивается к центру удаляются люфты вертикальные.
Последовательность крепления узлов с подшипниками схематически представлена следующим образом.
В сборе столик выглядит вот так. Все узлы и подвижные части следует хорошенько смазать.
Собранный столик крепим к станине сверлильного станка,
а на него (через фанерную прокладку – можно обойтись и без нее) тиски. Фанерка, кстати, будет защищать смазанные элементы от попадания в них стружки.
Теперь поговорим о возможностях данного устройства. Во-первых, при сверлении деталей не надо перекручивать тиски с места на место, достаточно покрутить ручки.
Во-вторых, вращая ручки под нагрузкой можно производить фрезерование металлических деталей, в том числе и по достаточно сложной траектории.
Вот еще один примерчики фрезерования. За один проход можно снимать до миллиметра материала.
В третьих, такой модернизированный станок может испольщоваться для токарных работ. Резец фиксируется в тисках, а заготовка вращается в патроне.
В общем, затратив сравнительно немного времени и денет, мы можем получить на выходе отличный, многофункциональный девайс, значительно расширяющий возможности сверлильного станка
Поворотный стол для фрезерного станка – подробное описание + Видео
Поворотный, координатный или любой другой стол для фрезерного агрегата с ЧПУ либо без программного управления является важнейшим элементом металлообрабатывающей установки.
1 Какой должна быть рабочая поверхность фрезерного станка?
Стол оборудования для фрезерования вносит свой собственный вклад в конструкционную жесткость агрегата, что очень важно. При этом основная функция рабочей поверхности любого станка (с ЧПУ, работающего под ручным управлением) заключается в удобном для обработки расположении фрезеруемых изделий. Ключевыми показателями столов, исходя из этого, считают площадь, которая выделяется на них под заготовку, и их общие геометрические (линейные) размеры.
Стол оборудования для фрезерования
Чем большей площадью рабочей поверхности обладает станок, тем более универсальным он является. Логика здесь проста – небольшое по размерам изделие без труда поместится на большом столе, а вот “всунуть” крупную деталь на маленький стол для фрезерного агрегата (СФА) уже не получится. Кроме того, на установках с большими рабочими поверхностями нередко можно выполнять качественный раскрой заготовок, увеличивая тем самым технологичность станка (нет потребности в монтаже специальных раскроечных аппаратов).
Поверхность СФА всегда покрывается специальным защитным слоем, например, пластиковым. Причем сама конструкция стола обязана быть максимально прочной и жесткой, чтобы обеспечивать отсутствие вибраций при обработке деталей и прогибов при помещении на нее тяжелых заготовок.
Поверхность с защитным пластиковым слоем
Многие установки для фрезерования в наши дни снабжаются добавочной бакелитовой либо пластиковой панелью, которую крепят на основном СФА.
Такую панельку называют “жертвенной”. Она предохраняет инструмент от поломки при незапланированном его контакте с рабочей поверхностью фрезерного станка, а также защищает последнюю от чрезмерного износа. “Жертвенный” стол агрегата легко меняется на новый по мере необходимости.
2 Поворотный стол – весьма удобное приспособление
Стандартные рабочие поверхности дают возможность производить движение (возвратно-поступательное) фрезеруемой детали в трех направлениях – вертикально, поперечно и продольно. Если требуется выполнить многогранную обработку заготовки, указанных “способностей” оборудования мало. Решить проблему расширения возможностей фрезерного станка с ЧПУ или с ручным управлением позволяет поворотный стол. Его монтаж существенно повышает функциональность оборудования за счет того, что фрезеруемые изделия можно вращать вокруг горизонтальной или вертикальной оси.
Поворотный стол
Поворотный СФА позволяет задавать нужный угол наклона заготовки за счет того, что он может перемещаться в разных плоскостях. На агрегатах с ЧПУ такая поверхность обеспечивает возможность обработки изделий круглой и спиральной конфигурации. При ручном управлении поворотный стол позволяет тщательно выполнять переходы, закругления заготовок, фрезеровать криволинейные поверхности.
Фрезерование криволинейной поверхности
Диаметр, который может иметь поворотный стол, бывает разным. Чаще всего изготавливаются поверхности с величиной диаметра 32–63 мм. При подсоединении описываемых приспособлений к станку с ЧПУ используется отдельный вал. Автоматика в данном случае контролирует без участия человека все перемещения рабочей поверхности.
Поворотный стол может быть наклоняемым, с вертикально-горизонтальным, продольно-поперечным и только горизонтальным перемещением. Ниже более подробно рассказано о каждом из указанных его видов.
3 Разновидности поворотных СФА – выбирайте самый эффективный
Горизонтально-вертикальная поворотная рабочая поверхность гарантирует эффективную обработку изделий по горизонтали и вертикали. Задняя бабка станка в данном случае улучшает крепление обрабатываемой заготовки. А планшайба на подобных столах крепится при помощи обычного кривошипного приспособления. Вертикально-горизонтальный поворотный стол идеален для кругового фрезерования и при выполнении винтовых канавок. Также его применяют при работе с составляющими конструкций из стали и металла, которые по отношению друг к другу размещены на некоторой угловой дистанции.
Поворотный наклоняемый СФА используется при фрезеровании поверхностей стальных конструкций, смонтированных под углом в 0–90°. Его эксплуатируют тогда, когда нет необходимости постоянно устанавливать и демонтировать обрабатываемую деталь, так как конструкция данной рабочей поверхности затрудняет эти процедуры.
Поворотный наклоняемый СФА
Наклоняемые приспособления нередко снабжаются специальным диском, дающим возможность разделять стол на несколько рабочих зон. Фиксирующий механизм на таких столах выполняется в форме разъединяющего кривошипного устройства. Причем в нем предусмотрено наличие защелкивающихся элементов.
Наиболее технологичным принято считать поперечно-продольный стол для станков с ЧПУ. Его конструктивные достоинства значительно расширяют функциональность и производительность фрезерного оборудования. Такой стол обязательно нужен для станка без механизма перемещения (продольно-поперечного) фрезеруемых заготовок. Уникально высокая эффективность обработки деталей на описываемых рабочих поверхностях обусловлена тем, что они способны проворачиваться по своему основанию полностью.
Поперечно-продольный стол
Самым простым СФА считается горизонтальная поверхность для проведения фрезерных операций. На такой стол допускается установка станка с ЧПУ и стандартного агрегата. Как правило, он применяется на универсальных мелкогабаритных установках для фрезерования с целью обработки на высоком уровне качества угловых элементов заготовок, уступов и пазов.
4 Вакуумный стол – верный помощник фрезеровщика
Для фрезерного агрегата с ЧПУ вакуумный механизм является настоящей находкой. Он дает возможность фиксировать изделия на столе посредством силы специального насоса без применения не всегда надежных механических прижимов. На таком СФА крепление детали осуществляется за счет атмосферного (внешнего) давления после того, как вакуумный спецмеханизм откачивает воздух в промежутках между рабочей поверхностью и изделием, подготовленным для фрезерования. В результате формируется “эффект присоски”, который и держит деталь.
Вакуумный механизм для станков с ЧПУ
Вакуумный стол может изготавливаться в разных вариантах. Существуют следующие его виды:
- Шлицевые. Они годятся для фиксации изделий с большим количеством отверстий на своей поверхности и для маленьких деталей, у которых контактная площадь является незначительной.
- VAC-MAT. Вакуумный стол с жесткой конструкцией. Изготавливается из специальных полимеров, характеризуется наличием большого числа изолированных отделений между уплотняющим материалом и фрезеруемым изделием. Из указанных отделений происходит одновременная откачка воздуха. Это обеспечивает надежную фиксацию деталей при сквозной их обработке.
- Решетчатые. Они располагают матрицей, которая охватывает по периметру все фрезеруемое изделие. Затем из получающегося замкнутого контура производится откачка воздуха, и вакуумный механизм на агрегате с ЧПУ “намертво” прижимает деталь.
- FLIP-POD. Вакуумный стол с множеством “присосок”-клапанов, используемый тогда, когда требуется качественно зафиксировать крупные изделия. FLIP-POD позволяет выполнять фрезерование торцевых поверхностей, благодаря тому, что уплотнительный материал не охватывает весь периметр детали.
- Стол с пористыми платами. Он имеет блочную конструкцию, состоящую из нескольких плат, применяется для фиксирования заготовок небольшой толщины. Такой вакуумный механизм способен полностью охватывать деталь по ее периметру. При этом площадь формируемой “подложки” определяет уровень прижима изделия к рабочей поверхности.
Блочная конструкция из пористых плат
Почти на любой современный станок с программным управлением можно установить вакуумный стол. Его монтаж не сопровождается необходимостью переналадки фрезерного оборудования, достаточно лишь подключить специальный насос либо внешний компрессор.
5 Координатные рабочие поверхности – полная автоматизация процесса фрезерования
Координатный стол представляет собой особое приспособление, которое обеспечивает максимально точное передвижение фрезеруемой заготовки либо станочного механизма. Такой СФА оснащается программным управлением и включает в себя:
- механизм и приводы назначения;
- систему электронного контроля за процессом;
- несущую опору.
Координатное устройство для точного передвижения заготовки
Под опорой понимают станину или раму фрезерной установки. В качестве привода, который отвечает за функционирование исполнительного механизма и механические перемещения элементов рабочей поверхности, используются:
- шарико-винтовая пара;
- пара “рейка-шестерня”;
- прямая передача;
- ременная передача.
Координатный стол хорошо показывает себя при эксплуатации только в том случае, если оператор станка грамотно выбирает вид привода. Именно от него зависит плавность функционирования агрегата, точность обработки, рабочая нагрузка на оборудование и скорость выполнения фрезерных операций.
Координатный СФА с системой ЧПУ
Координатный СФА управляется системой ЧПУ, которая может быть аналоговой, импульсной либо цифровой. Чаще всего на отечественных станках используется аналоговое программное управление. Но оно, к сожалению, не может применяться на агрегатах, работающих на высоких скоростях. Импульсные комплексы имеют малую стоимость. Они не эксплуатируются на оборудовании для выполнения высокоточных фрезерных работ. Самыми универсальными и качественными являются цифровые ЧПУ. Они работают по распространенным протоколам Sercos, CAN и другим.
Координатные рабочие поверхности бывают портальными и крестовыми. Первые рекомендовано использовать для фрезерной обработки плоских заготовок. А вот крестовый стол незаменим при выполнении многоосного фрезерования.
Добавим, что на координатные столы допускается установка 2–3 исполнительных механизмов одновременно. За счет этого можно работать сразу с несколькими заготовками, увеличивая тем самым производительность станка.
Самодельный координатный стол своими руками. Координатный стол для сверлильного станка. Координационный стол для сверлильного станка: типы, производство собственными руками
Главная→Цветы→Самодельный координатный стол своими руками. Координатный стол для сверлильного станка. Координационный стол для сверлильного станка: типы, производство собственными рукамиКоординатный стол для помогает сделать работу агрегата точной, плавно перемещать обрабатываемую деталь в нужное положение, избегать скачков, перекручивания детали. Эффективность работы на станке любого типа значительно увеличивается при использовании координатного столика, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и более точным.Если у человека есть под рукой набор инструментов и материалов, подобное оборудование легко выполнить самостоятельно.
Виды и назначение
Столы под сверлильные станки бывают нескольких разных видов, могут изготавливаться из различных материалов и функционировать на отличных между собой принципах. Это простое фиксирующее устройство, с помощью него обрабатываемая деталь закрепляется в необходимом положении.
С помощью стола в процессе обработки деталь способна менять положение и свой угол, манипуляция позволяет выполнять разные виды обработки без снятия или перемещения детали. Способы фиксации оборудования бывают следующие:
- с использованием вакуума и перепада давления;
- механическими приспособлениями;
- деталь удерживается на столике самостоятельно за счет своего большого веса.
Для любителей, собирающихся сделать стол для сверлильного станка своими руками, более всего подходит второй вариант фиксации.
Закрепляемая заготовка в разных установках имеет неодинаковое количество степеней свободы – двумя или тремя. В первом случае она способна передвигаться только по X и Y координатам, во втором добавляется способность перемещения вверх, вниз или по Z координате. Для домашнего использования двух степеней свободы вполне достаточно.
Использование оборудования
Перед началом эксплуатации координатного основания мастер обязан изучить правила безопасности, особенности оборудования, а также требования к освещению в помещении, где проходит работа.
Приведение столика в действие реализуется основными путями:
- механическое передвижение;
- использование электрического привода;
- установка .
Первый или второй вариант при его реализации своими руками будет наиболее подходящим.
Отдельно стоит упомянуть о таких вариантах конструкции, как поворотный стол и крестовинный.
Первый способен вращаться вокруг собственной оси и является максимально удобным вариантом, если нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Крестовый стол для сверлильного станка более распространен в повседневном использовании и предоставляет способность перемещать обрабатываемую заготовку в двух направлениях: по X и Y.
Материал для основания
Перед началом создания устройства нужно подумать, какие именно использовать материалы и запчасти. Предварительная подготовка необходима чтобы они могли дать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог без ощутимого труда работать с таким столом.
- Простота и универсальность установки. Хорошее изделие обязано подходить под разные типы сверлильного оборудования.
- Максимальная экономия средств на изготовлении. Если разработка окажется слишком дорогой, то не проще ли купить уже готовый предмет.
Чаще всего этим требованиям удовлетворяют такие распространенные и экономные варианты:
- сталь;
- металл;
- чугун;
- алюминий;
- дюраль.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то алюминий будет лучшим вариантом. Он предельно легок и обладает достаточной прочностью.
Если же придется работать с металлами, сверлить серьезные детали на относительно большую глубину, то понадобится что-то более прочное – сталь, чугун, железо. Это тяжелые материалы, но и выдерживаемые ими нагрузки впечатляют.
Направляющие
Особе значение в конструкции разрабатываемого устройства играют так называемые направляющие – компоненты, по которым происходит перемещение стола в необходимых направлениях.
Чем качественнее они сделаны, тем более точно специалист будет работать на станке, выставлять положение обрабатываемой заготовки и легче ее перемещать в нужное место, применять присадочные материалы и выполнять прочие необходимые действия.
Используются направляющие двух типов: цилиндрического типа и рельсового. Какой из них более работоспособный сказать сложно – при качественной реализации оба варианты показывают себя в работе достойно.
Чтобы скольжение направляющих было максимально плавным и точным, приходится применять специальные каретки и подшипники. Если требования к точности оборудования не слишком высоки, то вполне подойдут подшипники качения, в противном же случае нужно использовать подшипники скольжения.
Подшипники качения будут создавать небольшой люфт хода, но при выполнении типичных задач это не является большой помехой.
Для плавного скольжения направляющих возможно использование подшипников качения
Делая изделие своими руками, нужно выбирать тот вариант, который больше всего подойдет под выполнение будущих задач.
Механизм передачи движения
Важнейшей частью будущего устройства, неважно, будет ли это поворотный стол для сверлильного станка или же крестовый вариант, является механизм передачи движения от ручек управления на аппарат.
Лучше всего делать привод с механическим типом передвижения, они управляемые вручную. В такой способ специалисты могут добиться большей точности движений, высокого качества выполняемой работы.
Компонентами механизма передачи движения выступают:
- рейки и зубчатые колеса, шестерни;
- ременные механизмы;
- шарико-винтовые передачи.
Специалисты советуют выбирать последний вид механизма, особенно если речь идет о крестовинном столе, он обладает многими существенными преимуществами:
- предельно небольшой люфт системы;
- перемещение изделия происходит очень плавно, без рывков;
- работает шарико-винтовая передача тихо;
- при значительных рабочих нагрузках она показывает высокую устойчивость.
Минусом механизма специалисты называют невозможность добиться высокой скорости работы, но если рассматривается стол крестовинный для сверлильного станка, то здесь большая скорость обычно и не требуется.
Чтобы сэкономить, мастеру необходимо попытаться реализовать ременные передачи. Они просты и доступны, но обладают минусами:
- малая точность;
- быстрый износ;
В качестве заключения отметим, что если человек решил изготовить стол для сверлильного станка своими руками, то в этом нет ничего принципиально нереального. Элементарный набор материала и инструмента поможет быстро реализовать поставленную задачу. Задача для специалиста – выбрать правильный вид конструкции и качественно изготовить все ответственные узлы будущего приспособления.
У вас возникли проблемы с поиском определенного видеоролика? Тогда эта страничка поможет вам отыскать так необходимый вам ролик. Мы с легкостью обработаем ваши запросы и выдадим вам все результаты. Неважно чем вы интересуетесь и что вы ищете, мы запросто отыщем необходимый ролик, какой бы направленности он не был бы.
Если же у вас интересует современные новости, то мы готовы предложить вам самые актуальные на данный момент новостные сводки во всех направлениях. Результаты футбольных матчей, политические события или же мировые, глобальные проблемы. Вы всегда будете в курсе всех событий, если будете пользоваться нашим замечательным поиском. Информированность предоставляемых нами видеороликов и их качество зависит не от нас, а от тех, кто их залил в интернет просторы. Мы всего лишь снабжаем вас тем, что вы ищете и требуете. В любом случае, пользуясь нашим поиском, вы будете знать все новости в мире.
Впрочем, мировая экономика это тоже довольно интересная тема, которая волнует очень многих. От экономического состояния различных стран зависит довольно многое. Например, импорт и экспорт, каких либо продуктов питания или же техники. Тот же уровень жизни напрямую зависит от состояния страны, как и зарплаты и прочее. Чем же может быть полезна такая информация? Она поможет вам не только адаптироваться к последствиям, но и может предостеречь от поездки в ту или же иную страну. Если вы отъявленный путешественник, то обязательно воспользуйтесь нашим поиском.
Нынче очень сложно разобраться в политических интригах и для понимания ситуации нужно найти и сравнить очень много различной информации. А потому мы запросто найдем для вас различные выступления депутатов ГОСДУМЫ и их заявления за все прошедшие года. Вы сможете с легкостью разобраться в политике и в ситуации на политической арене. Политика различных стран станет вам ясна и вы запросто сможете подготовить себя к грядущим переменам или же адаптироваться уже в наших реалиях.
Впрочем вы можете найти тут не только различные новости всего мира. Вы также запросто сможете подыскать себе киноленту, которую будет приятно посмотреть вечером с бутылкой пива или же попкорна. В нашей поисковой базе существуют фильмы на любой вкус и цвет, вы без особых проблем сможете найти для себя интересную картину. Мы запросто найдем для вас даже самые старые и трудно находимые произведения, как и известную всем классику – например Звездные войны: Империя наносит ответный удар.
Если же вы просто хотите немного отдохнуть и находитесь в поиске смешных роликов, то мы можем утолить и тут вашу жажду. Мы найдем для вас миллион различных развлекательных видеороликов со всей планеты. Короткие приколы запросто поднимут вам настроение и еще целый день будут вас веселить. Пользуясь удобной системой поиска, вы сможете найти именно то, что рассмешит вас.
Как вы уже поняли, мы трудимся не покладая рук, что бы вы всегда получали именно то, что вам необходимо. Мы создали этот замечательный поиск специально для вас, что бы вам удалось найти необходимую информацию в виде видеоролика и посмотреть её на удобном плеере.
Большое значение при эксплуатации сверлильного оборудования имеют дополнительные приспособления, делающие работу оператора более удобной и эффективной. Так, координатный стол, используемый для оснащения сверлильного станка, значительно повышает производительность устройства и точность выполняемой обработки. Это приспособление можно приобрести в готовом виде или сделать своими руками.
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
В зависимости от своих функциональных возможностей координатные могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.
Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
- крестовой;
- портальной.
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.
Направляющие
Направляющие, по которым перемещается координатный стол, являются важным элементом его конструкции, так как от их качества и конструктивных особенностей зависит не только плавность перемещения детали, но и точность ее обработки. Как в серийных моделях, так и в самодельных координатных столах направляющие могут быть рельсового или цилиндрического типа.
Плавность и точность перемещения по направляющим обеспечивают надстроенная каретка и подшипниковые узлы. В тех случаях, когда от координатного стола требуется повышенная точность передвижения, в его направляющих используют подшипники скольжения, так как подшипники качения создают значительный люфт в опорах, хотя и уменьшают силу трения более эффективно.
Направляющие для координатных столов в зависимости от типа каретки бывают:
- оснащенными увеличенным фланцем, используемым для крепления конструкции к нижней части стола;
- бесфланцевыми, которые крепятся обычным способом.
Направляющая типа «ласточкин хвост»
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
Шарико-винтовая передача в высокоточном координатном столе
Качество обработки зачастую зависит от правильности расположения всех элементов конструкции. Правильно подобрать механизм согласно всем нормам и допускам достаточно сложно. Важным элементом конструкции оборудования по обработке металла можно назвать координатный стол. Он используется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки во время ее обработки.
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Изготовление направляющих
От правильности выбора направляющих зависит точность обработки. Своими руками можно сделать следующие конструкции:
- рельсовые;
- цилиндрические.
Их создают с кареткой и подшипниковыми узлами. Провести выбор направляющих можно в зависимости от типа привода. Для достижения наиболее высокой точности обработки используют подшипники скольжения. В случае использования подшипника качения существенно уменьшается трение и повышается срок службы устройства, но появляется существенный люфт, который уменьшает точность обработки.
Существует два типа каретки направляющей:
- с увеличенными размерами фланца, что позволяет крепить снизу стола;
- конструкция без фланца крепиться сверху при помощи резьбового метода.
Отметим тот момент, что самодельный вариант исполнения направляющей следует закрыть при помощи нержавеющей стали. Сталь с нержавеющим покрытием может выдержать воздействие повышенной влажности на протяжении долгого времени.
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
- ременные;
- шарико-винтовые;
- зубчато-реечные.
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Вам также могут быть интересны статьи:
Как сделать фрезерный стол своими руками Как сделать строгальный станок по дереву своими руками Как сделать торцовочные станки по дереву своими руками Как сделать листогиб своими руками
Сверлильный и фрезерный станок – два в одном
Каждый мужчина при рождении получает от природы профессию ремесленника, профессиональный уровень в которой он всю свою жизнь совершенствует. Отдельным, получившим в добавок и особый талант удаётся создавать шедевры, которыми восхищаются другие.Наличие даже небольшой мастерской на даче или загородном доме – это отличный способ реализоваться любому мужчине в этой части, прекрасная возможность совместить приятное с полезным. Сам факт наличия такого рабочего места помогает скрасить наш досуг.
Если вы являетесь трудолюбивым человеком, то наверняка захотите создать с учётом своих интересов у себя дома ни что иное как настоящую мастерскую. Она является прекрасной возможностью заняться полезным делом и создать либо починить нужные вещи или приборы. Но даже если у вас есть умение и желание мастерить, то необходим инструмент и помещение, в котором будут рождаться шедевры вашего искусства.
Наиболее простые инструменты, такие как: молоток, отвертки, пассатижи, штангенциркуль и некоторые иные инструменты у большинства из нас и так есть. Но сейчас на рынке появилось и масса других электрических инструментов и приспособлений, которые облегчают нашу работу.
В первую очередь я имею ввиду ранее описанный мною сверлильный станок MINIQ BG-6117 на базе поворотной сверлильной стойки для дрели. Замечу только, что его устанавливать необходимо на верстак (или на массивный стол), чтобы он не вибрировал. При этом надежно зафиксировать на поверхности, чтобы он в процессе работы самопроизвольно не перемещался по ней.
После приобретения сверлильной стойки в магазине Banggood.com и просмотра видеофильма о нём у меня сразу же появилось желание дооснастить своё приобретение дополнительным оборудованием, которое позволит выполнять на нём и простейшие фрезерные работы, т.е. купить к нему горизонтальный двухкоординатный стол. Другими словами, с помощью этого приспособления мой сверлильный станок приобретает свойства техники для обработки заготовок из металла (разумеется мягкого — бронза, латунь, алюминиевые сплавы), пластмассы или древесины с помощью фрез. И такой я нашел — HILDA BG6300 Mini Precision, в том же Banggood.com.
В выборе этого приспособления определяющим явилась, конечно, цена. Сравнительно небольшая, а отзывы на сайте продавца об этом товаре были достаточно лестные. Причем, как на русском, так и на английском языках. Я пришёл к выводу, что при любом раскладе (ведь по сути покупаешь кота в мешке!) для моих задач и за такие деньги это приспособление всё равно будет хорошим. Поработаю пару лет, а там, закономерно появятся ещё лучшие приспособления – не жалко будет в случае необходимости его и сменить.
После размещения заказа долго ждать не пришлось. Товар прибыл в слегка помятой упаковке, но в целостности и сохранности.
Общее впечатление и конструктивные особенности:
Координатный стол пришел в сборе, за исключением ручек, которые прикрутил к маховикам сам. В комплекте: четыре болта, шайбы, гайки и две прижимные пластинки толщиной 4mm для того, чтобы можно было фиксировать обрабатываемую деталь, прижимая её к самой поверхности стола. Но я пришёл к выводу, что это далеко не лучший вариант крепления, поэтому заказал себе там же и тиски.
О них я расскажу в следующем обзоре. Они тоже уже успели прибыть.
При первом визуальном знакомстве с приспособлением бросается в глаза чистота поверхности рабочего стола и интересная геометрия Т-трека станочно-конструкционного профиля. Забегая несколько вперед отмечу, что стенки профиля имеют вполне приличную толщину, а торцы качественную обработку.
Вся конструкция выполнена из алюминиевых сплавов. В ней работает алюминий по алюминию, но никакой смазки производитель туда не заложил. Это пришлось мне самому дорабатывать; смазал трущиеся поверхности машинным маслом, хотя некоторые советуют это делать с помощью керосина. Основание сделано качественно – массивное литьё под давлением: толстые стенки без трещин, заусенец и литников. Нет никаких следов постобработки. Снизу в основании есть ребра жесткости. На литое основание установлен алюминиевый профиль в форме «ласточкиного хвоста». Крепится он к основанию четырьмя винтами. Эти винты я не откручивал, т.к. нет в этом необходимости. Основание как и промежуточный элемент приспособления окрашены зелёной краской. Слой краски ровный, без заметных изъянов.
Литой промежуточный элемент также хорошо сделан. Спереди и справа (продольная и поперечная регулировки) имеется по три винта с контргайками для регулировки плотности посадки «ласточкина хвоста». Спереди слева от центрального регулировочного винта имеется вертикальная риска – точка отсчета для линейки, которая установлена сверху в специальной направляющей и перемещается там свободно. Линейка имеет две шкалы (снизу нанесены сантиметровые деления, сверху — дюймовые). В середине линейки имеется нулевая общая риска. Шкала линейки симметричная – по 10cm в каждую сторону. Она предназначена для относительного отсчёта расстояния при производстве операции обработки.
В качестве ходового винта используется обычная шпилька М8, в которой резьба очень хорошо накатанная (но не полирована), что предотвращает скапливание на ней различного мусора в виде пыли. А это в последующем приводит к заклиниванию между шпилькой и внутренней гайкой, что, в свою очередь, создаёт трудности при перемещении самого стола. Здесь этих проблем не наблюдается. Шаг винта составляет 1.25mm, перемещение по оси Х 200mm, по оси Y — 50mm. Одно деление составляет 0.05mm. Приведенные данные взяты у производителя.
Верхний ходовой винт (поперечный) закрыт тремя пластмассовыми заглушками — шторками. Крайние заглушки зафиксированы, с средняя подвижная. При перемещении стола из одного крайнего положения в другое в некоторых фиксированных местах приходится прилагать дополнительные усилия и при этом раздаются щелчки. На мой взгляд это является уже существенным минусом при условно точной обработке детали. Но шторки цепляются друг за друга при перемещении стола достаточно крепко – ходовой винт не обнажается.
Один и второй ходовой винт на концах имеет конструктивно разные пластмассовые торцевые заглушки, под которыми есть металлические пластины (торцевые пластины, толщина 1,7mm). Эти пластины для ходовых винтов создают дополнительный упор. Я уже отмечал, что качество торцевания профиля достаточно высокое, почти зеркальное – ровное и гладкое (высокая степень чистоты обработки), что позволяет торцевой пластине прилегать очень плотно, тем самым обеспечивает винту хорошую точку опоры. Крепятся они к металлическим элементам стола и промежуточному профилю с помощью саморезов.
Под рабочим столом в промежуточном элементе установлена центральная гайка из бронзы, которая имеет определенную свободу в своём посадочном цилиндрическое месте и, конечно, без смазки. Для обеспечения мягкости хода шпильки в ней пришлось этот узел смазывать самому.
На противоположных от маховиков концах шпилек имеются гайки и контргайки, которые закрыты пластмассовыми колпачками. Колпачки держатся хорошо, не сваливаются. Перпендикулярность осей стола достаточно точная (проверено китайским угольником).
Для обеспечения плотности посадки стола под каждой тройкой регулировочных винтов в узлах «ласточкин хвост» установлена латунная пластинка толщиной 2 mm, в которой имеется зенковочная выборка для центрального зажимного винта, что предотвращает смещение самой пластины при продольном или поперечном перемещении стола.
Имеющиеся люфты убираются закручиванием регулировочных винтов. Затягивать винты необходимо до тех пор, пока не почувствуем, что стол перемещается с небольшим усилием, прилагаемым к маховику. После того как убрали люфт, можно и законтрогаить. Для регулировки я использую только крайние винты. Средние закручиваю рукой.
В комплекте пришел ключик для регулировки плотности посадки «ласточкиного хвоста». Он выполнен достаточно хорошо, каких-либо изъянов на поверхности я не заметил.
Достоинства:
Стол оставляет хорошее впечатление — качественный алюминиевый прокат, хорошие регулировочные винты для снятия люфтов, приятный цвет и дизайн и многое другое привлекают внимание покупателя. Предназначен для работы по дереву, пластику либо мягким металлам. Данный двухкоординатный рабочий стол для настольного мини фрезерного-сверлильного станка практически подойдёт для любой сверлильной стойки. Он очень востребован, если в вашей семье есть люди, которые увлекаются моделированием. Одним словом – это вещь, которая в любом доме/гараже лишней не будет.
Недостатки:
Я хотел бы отметить в дополнение к обозначенному ранее недостатку то, что подвижная шкала с цифрами на одном и другом маховичке просматриваются с трудом. Требуют хорошего зрения и дополнительного зрительного напряжения.
При всём уважении к производителю осмелюсь заявить, что это приспособление не способно обеспечить необходимую точность при производстве фрезерных работ.
Рекомендации:
Никогда не забывайте о технике безопасности при работе с таким оборудованием. Опасность может поджидать нас в любой ситуации, а последствия могут быть непредсказуемыми.
Сопутствующим фактором при выполнении фрезерных работ является уборка мусора (стружки), который надо не сдувать, а удалять пылесосом — безопаснее, стружка практически вся уходит в вытяжную трубу и при этом не разлетается. У меня для этих целей есть отработавший своё пылесос. Но и использование его мало радости придаёт: шум утомляет. Есть над чем и мне подумать.
Если у кого-то, как и у меня не совпадают радиальные пазы в станине сверлильной стойки с поперечными пазами в основании стола, т.е. невозможно стол прикрепить к станине на четыре крепёжных болта, то изготовьте для крепления две пластины (у меня толщина 4mm) с отверстиями в соответствующих местах под болты. Пластины ложатся на выступы с пазами основания стола. Сзади болт проходит через паз и отверстие пластины и сверху зажимается гайкой, а спереди болт шляпкой входит в радиальный паз станины и проходит через второе отверстие пластины и аналогично первому зажимается гайкой. Качество крепления при этом не страдает. Есть у меня намерение эту схему изменить, но при этом придётся использовать толстую текстолитовую пластину и дополнительные болты.
Вывод:
В этой конструкции слабое звено – это трубчатая стойка, даже при фрезеровке мягкого материала ощущаешь её слабость, особенно при продольной подаче. Для себя я уже принял решение – буду менять эту деталь на более крепкую.
Координатный стол полностью выполняет свои функции и в работе удобен. К любой сверлильной стойке он практически подходит. Я не жалею, что его купил. Всем тем, кто нуждается в таких приспособлениях следую обратить на его внимание, на соотношение его цены и качества. Я считаю, что его качество достойное вложенных мною в него денег! Доволен им сам и рекомендую другим к заказу. Чертежи
, видео подъемный стол для сверлильного станка своими руками
Модернизация фрезерного металлообрабатывающего станка увеличит технический потенциал и значительно расширит его производственные возможности. Один из возможных вариантов модернизации – установка на координатно-фрезерный мини-стол. Используя координатный стол для фрезерного агрегата, производитель может значительно снизить трудоемкость.
Признак
Устройство координатного стола – это дополнительная конструкция станка, позволяющая перемещать к нему деталь по необходимой траектории.Установку можно использовать как для фрезерного агрегата, так и для сверления. Координатный стол бывает двух видов – промышленный заводской или небольшой самодельный.
Привести стол механическим воздействием можно вручную с помощью электроприводов или с помощью компьютерной системы управления системами. При использовании числового программного управления производство получается максимально автоматизированным, а точность обработки детали варьируется в пределах нескольких микрометров.
Разновидность
В заводском исполнении в состав координатной части, устанавливаемой на фрезерный или сверлильный станок, входят:
- несущая опора;
- управляющие приводы;
- система фиксации деталей;
- АСУ ТП.
Крепежные детали делятся на три типа:
- вакуумные;
- по массе самой детали;
- механический.
Координатные устройства имеют несколько различных схем исполнения, но есть две основные это:
Кросс-схема используется для обработки объемных деталей, что решается с помощью дополнительных структур с тремя степенями свободы. Это означает, что обработанная заготовка может перемещаться по координатам x, y и z.В этой конструкции координатная конструкция установлена на фрезерном станке.
Схема портала поворотного стола Применяется для работы с плоскими деталями, в частности, для сверления, с жестко закрепленным рабочим органом, когда необходимо перемещение по вертикальной оси.
На предприятиях по производству крупногабаритных изделий устанавливаются длинные координатные алюминиевые конструкции. Благодаря этому увеличивается функциональность используемых станков, так как появляется возможность консолидировать оборудование, такое как:
- соединитель специального инструмента;
- привод охлаждения;
- смазочный привод;
- нейтрализация вредных газов и испарений;
- привод снятия стружки.
Особенности конструкции несущей
Выполнение координатных установок для фрезерного станка и станка отличается материалом, из которого изготовлена основная конструкция. Если это металлические массивные детали, то необходимо использовать более жесткую конструкцию, которая может состоять из литого металла.
По-прежнему используются более строгие конструкции для обеспечения необходимого определения перемещения рабочего объекта на станках с, так как скорость перемещения обрабатываемой детали на этом производстве может достигать нескольких метров в секунду.
В качестве материала для изготовления координатных монтажных площадок выбираем следующие:
- сталь
- ;
- чугун;
- алюминиевые сплавы.
Конструкции из алюминиевых сплавов рассчитаны на небольшие нагрузки и часто идут на оснащение сверлильных станков, где подразумевается только вертикальное перемещение обрабатываемой детали.
К достоинствам такого устройства можно отнести:
- технологичность;
- бюджет;
- малый вес конструкции.
Механизмы перемещения
Заводские и самодельные координатные мини-платформы приводятся в движение механическим способом. Если производство связано с высокоточными процессами, то в таких случаях используются электродвигатели.
Типы передач для преобразования вращательного движения в поступательное и даже для перемещения детали относительно рабочего элемента разделены по способу выполнения.
Они делятся на:
Параметры, влияющие на выбор типа трансмиссии:
- скорость перемещения платформы с закрепленной на ее поверхности заготовкой;
- мощность электродвигателя;
- точность обработки.
Оптимальный вариант относительно коэффициента полезного действия и точности движения детали – это шариковинтовая передача, которая еще имеет ряд других особенностей:
- отсутствие рывков при движении;
- без шума;
- небольшой люфт.
Одним из недостатков такой трансмиссии является невозможность перемещения координатного стола с большой скоростью. Второй недостаток – дороговизна.
Высокая стоимость один из минусов этой передачи
Дополнительные опции
Дешевле будет использование ременной передачи, но недостатки при уменьшении стоимости увеличатся:
- повышенный износ;
- необходимость частого обслуживания;
- высокая вероятность обрыва пояса;
- низкая точность.
Высокая точность и быстрое перемещение детали на неподвижной платформе может быть обеспечено с помощью зубчатой передачи, но в таком механизме нужно быть готовым к появлению подпорки через некоторое время после начала работы.
Одним из лучших вариантов передачи движения от двигателя к координатной мини-установке является использование прямого привода, в состав которого входят:
- линейный двигатель;
- сервоусилитель.
Сервоусилитель
Достоинством этих приводов является отсутствие необходимости применять механические передачи.Такое исполнение позволяет напрямую передавать движение от двигателя элементам координатного стола.
Преимущества по-прежнему заключаются в увеличении скорости и точности обработки детали. Из-за того, что в схеме таблицы отсутствуют вспомогательные передачи, количество последовательно соединенных элементов сокращается, а это уже в лучшую сторону сказывается на надежности установки координат.
выводы
Заметно, что по отношению к другим типам зубчатых колес погрешность снижена, которая находится на уровне единиц микрометра.Прямой привод отличается высоким торможением и ускорением.
Благодаря тому, что в буквальном приводе отсутствуют детали, подверженные трению, координатная алюминиевая установка менее подвержена износу, что положительно сказывается на ее долговечности.
Один из немногих, но в то же время наиболее существенный недостаток прямого привода – это его цена. Высокая стоимость при массовом высокоточном производстве оправдана и вымогана.
Компания «Кубань Радикал» предлагает станки лазерной резки собственного производства с оптоволоконным источником от 500Вт до 2000Вт.
Станок изготавливается в одном месте – на станкостроительном заводе.Седина (Краснодар)
Станки предназначены для лазерной резки металлов со скоростью до 20 м / мин. Конечная скорость обработки зависит не только от мощности источника, но и от мощности сервоприводов. Если вы хотите использовать свой станок для оказания услуг по лазерной резке, этот станок даст вам больше возможностей заработать, чем ваши конкуренты, у которых есть дешевые станки с плохой комплектацией. Высокопроизводительный автомобиль даст прибыль в 1,5 и более раз за единицу времени.
Почему компания Кубань радикальная:
Штат высококвалифицированных инженеров готов оказать оперативную техническую поддержку 24/7, 365 дней в году.Постоянная поддержка на русском языке. Потому что мы знаем – останавливать производство, это серьезные потери.
Мы сами занимаемся лазерной резкой, благодаря чему знаем, что под вашу задачу вам понадобится
В стоимость станка входит его изготовление, обучение вашего специалиста. Вы или ваш сотрудник всегда можете присутствовать при производстве, сборке станка.
Возможность установки дополнительной опции. Мы являемся производителями, а это значит, что мы можем собрать машину индивидуально для конкретных производственных задач.
Доставка по РФ, СНГ, Европе. Возможность доставки собственным автотранспортом, поэтому надежнее.
Станки В наличии 500Вт 700Вт, 1000Вт, 1500Вт.
Средний срок изготовления станков – 1,5 месяца
Возможность оплаты после изготовления и тестирования Вашими специалистами. Это значительно упрощает получение лизинга.
Оборудование:
· Сервоприводы и двигатели DELTA (Тайвань)
· Направляющие на оси Hiwin (Тайвань)
· Координатный стол с порталом
· Оптоволоконный лазерный источник:
IPG (Россия, Фрязино)
Raycus (Китай) опционально
· Головка для лазерной резки Raytools (Швейцария)
· Промышленный чиллер-охладитель
· Кожух с улиткой и трубками
· Комплект расходных материалов
Технические характеристики:
Размер рабочего стола: 1500 * 3000 мм
Лазер тип: волоконно-оптический лазер
Производитель станка: ООО «Кубань Радикал»
Мощность лазера: опционально
Длина волны лазера: 1070 нм
Направляющие по X, Y: Hiwin 25
Направляющие по оси z: hiwin 20
Передача по осям X; Y: Зубчатая рейка / San
Двигатель по оси X; Y; Z: сервопривод
Сервоприводы по оси X; Y: Delta ELECTRONICS
СЕРВОДЕР ПО ОСИ Z: DELTA ELECTRONICS
Система контроля высоты оси Z: Емкостная бесконтактная
Система управления: Cypcut
Совместимость с программами: AutoCAD, компас и др.
Формат работы станка: файлы чертежей с расширением * .dxf,
Желаете ли вы цену ниже?
Посетите наше производство: г. Краснодар ул.захарова 1
(Станкостроительный завод им. Седина)
Victor Travelller – координатный стол для сверлильного станка. Как я понял из описания, он может выполнять две функции. Во-первых, не надо больше с ним переставлять тиски и поворачивать гайки, что несколько напрягает)))). А во-вторых, заменив сверло на твердосплавную и постепенно подавая заготовку под инструмент, можно фрезеровать металл различной формы.Но об этом позже, сначала об устройстве.
Параметры таблицы:
- Длина 350 мм
- ширина 350 мм
- толщина – 65 мм.
- Полная длина направляющей 300 мм.
- Точность около 0,1 мм
- Ход каждой каретки составляет 94 мм. (С такими геометрическими параметрами можно было до 105мм, но ленивыми шайбами залились)
- Допустимая нагрузка до 15 кг (хотя этот параметр более ограничен таблицей заголовка сверления)
Для изготовления стоиков потребовались конструкционные износостойкие инструментальные профили марок Ст1-СТ-3 (может и хуже), использовался профиль 20х20 толщиной 2 мм.Аналогичный крепеж и подшипники.
«Схема взрыва»:
Центральным узлом всей таблицы является крест. Все остальные детали можно сделать почти испорченными, но с этим надо постараться, потому что если он его беспокоит, то накроет весь стол. Желательно использовать сварку (например, точечную).
Используя уже приваренную перекладину в качестве шаблона, мы собираем каретки, которые представляют собой П-образные детали.
В профиль после небольшой доработки напильником вставляются гайки М10.
На штифты М10 собираем ручки с несущим узлом.
Из угловых сварных П-образных оснований. Собираем всю схему на болтах, вкрученных в предварительно запрессованные гайки.
Шпильки натяжные между подшипниками с гайками, что позволяет убрать зазоры в подшипниках, а также зазоры в старых гайках. При этом, когда вся схема подтянута к центру, задники вертикальные.
Последовательность крепления узлов с подшипниками схематично представлена следующим образом.
В коллекции таблица выглядит так. Все узлы и движущиеся части следует хорошенько смазать.
Собранный стол прикреплен к станине сверлильного станка,
И на нем (через фанерную прокладку – без нее можно обойтись) тисками. Фанера, кстати, защитит размытые элементы от попадания в них сколов.
А теперь поговорим о возможностях этого устройства. Во-первых, при сверлении деталей необязательно крутить тиски с места на место, достаточно крутить ручки.
Во-вторых, вращающиеся ручки под нагрузкой могут быть выполнены из фрезерных металлических деталей, в том числе довольно сложной траектории.
Вот еще варианты фрезерования. За один проход вы можете снимать до миллиметра материала.
В-третьих, такой модернизированный станок можно использовать для токарных работ. Резак фиксируется в тисках, а заготовка вращается в патроне.
В целом, потратив сравнительно немного времени и денег, мы можем получить отличное многофункциональное устройство, значительно расширяющее возможности сверлильного станка
.Качество обработки часто зависит от правильного расположения всех элементов конструкции.Правильно подобрать механизм по всем нормам и допускам довольно сложно. Важным элементом конструкции металлообрабатывающего оборудования можно назвать координатный стол. Применяется при обработке на сверлильном, фрезерном оборудовании. Для точного позиционирования заготовки при ее обработке.
Определение оборудования
Координатный стол – это манипулятор, который используется для закрепления обрабатываемой детали. Существует несколько вариантов станочных столов:
- метод вакуумного крепления – применяется достаточно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, достаточно быстро сделать своими руками;
- Крепление за счет веса заготовки.При использовании сверлильного станка следует обрабатывать большую массу. Благодаря своему весу деталь на основе детали остается на месте даже при сильном ударе.
Позиционирование бывает с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может осуществляться в трех разных координатах. Когда плоский продукт движется, его достаточно переместить только в одной горизонтальной плоскости.
Условно можно выделить два основных типа:
- Большие габариты.Большой координатный стол создается с учетом того, что будет установлено само оборудование, а также заготовка.
- Координатный стол малые габаритные размеры Устанавливается на станине оборудования.
Есть несколько механизмов управления, с помощью которых таблица координат меняет свое положение:
- Механический привод встречается довольно часто. Сделать его можно для сверлильного станка и своими руками наладить мелкосерийное производство.
- Электропривод на сверлильный станок устанавливается довольно часто.Сделать его своими руками довольно сложно, так как нужно выдержать высокую точность при изготовлении. Для автоматического перемещения координатный стол должен иметь собственный источник питания.
- Другой группой можно назвать механизмы, работающие с числовым программным управлением.
Сделать своими руками небольшой координатный столик с механическим приводом можно.
Изготовление самодельных вариантов
При изготовлении изначально следует выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал.При производстве сверлильных станков применяется довольно редко. Сталь
- – прочный, прочный, долговечный металл, к тому же имеющий достаточно высокую стоимость. Самым привлекательным материалом можно назвать сталь.
- Алюминий – легкий, потерянный, но дорогой и мягкий материал. Достаточно просто использовать при изготовлении какие-либо детали для станка. Как правило, при использовании этого сплава создается мини-оборудование.
Указанные выше материалы выбираются для полной или мини-машины.
Изготовление направляющих
Точность обработки зависит от правильности подбора направляющих.Своими руками можно изготовить следующие конструкции: рельс
- ;
- цилиндрический.
Они состоят из кареточных и несущих узлов. Проведите подбор направляющих в зависимости от типа привода. Для достижения максимальной точности обработки используйте подшипники скольжения. В случае использования подшипника качения значительно снижается трение и увеличивается срок службы устройства, но появляется существенный люфт, снижающий точность обработки.
Направляющие каретки бывают двух типов:
- с увеличенными размерами фланца, что позволяет смонтировать стол внизу; № Исполнение
- без фланца монтируется сверху резьбовым способом.
Обратите внимание на то, что самодельный вариант исполнения направляющей должен быть закрыт с применением нержавеющей стали. Сталь с нержавеющим покрытием может долгое время выдерживать повышенную влажность.
Типы привода
При создании небольшого станка часто устанавливается координатный стол с механической подачей.Однако существует довольно много типов накопителей, выбор которых осуществляется по следующим признакам:
- скорость обработки;
- точность позиционирования;
- оборудование работоспособное.
В большинстве случаев выбирают электропривод при создании установленного двигателя.
Суть этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Для рассматриваемой конструкции выберите следующие типы зубчатых колес: ремень
- ;
- шариковый винт;
- зубчатый валок.
При создании привода часто выбирают ременную передачу. Самодельный механизм Ремень дешевле других, но ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет небольшую точность движущегося элемента. Все элементы координаты стали совмещать сварным методом. При этом для соединения определенных частей используется резьбовой метод.
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового назначения, так как добиться такой точности, которой обладают промышленные модели, практически невозможно.
6 великолепных идей сервировки стола своими руками
Карточки мест профиля
Для карточек мест создайте индивидуальный силуэт, сфотографировав профили жениха и невесты, аккуратно вырезав их форму, обведя их по карточкам и закрасив черным цветом.Отметьте имена гостей женского пола над силуэтом невесты и имена мужчин над силуэтом жениха, затем поместите в простую золотую рамку.
Preppy Places
Сувениры для урожая
В деревенской свадебной тематике сувениры не должны быть замысловатыми или чрезмерными.Сезонный кусок красивых фруктов, завернутый в мешковину и перевязанный бечевкой, станет органическим сувениром, который придает сладкий оттенок каждой обстановке и имеет такой же приятный вкус, как и внешний вид!
Ферма к столу
Блестящее золото
Великолепные золотые держатели для карточек были сделаны путем покрытия булавок в виде лягушек для флористов золотой краской и блестками.
Бегунок, который сияет
В остальном простая схема «белое по белому» выглядит нарядно с помощью настольной дорожки, сделанной своими руками полностью из металлического золотого конфетти.
Сверкающие сладости
Каждый стакан украшен палочкой для коктейля, сделанной своими руками из пластиковых палочек для перемешивания и маленьких золотых помпонов.
Глэм-Гарден Affair
Мясная бумага, романтический бегунок и пышные текстурные цветочные композиции делают этот стол землистым, даже если он находится в помещении.
Ткань для цветов
Тканевые булавки с помпонами в виде цветов добавляют индивидуальности каждой обстановке, и гости могут носить их на свадьбе или брать с собой домой.
Просто потрясающий
Золотые и красные акценты, смешанные с органическими нейтральными оттенками, создают просто потрясающий вид стола.
Церемония у моря
Карты мест в плавнях и льняные салфетки придают этому приморскому столу аутентичную атмосферу.
Смешанные материалы
Блестящие настольные номера, столовое серебро и хрустальные бокалы элегантно контрастируют с органическими элементами стола.
Суккуленты на вынос
Украсьте свою столовую посуду чем-то, что легко сделать своими руками и придаст столу естественности.Просто раскрасьте небольшую картонную коробку, а затем наполните ее стойкими мини-суккулентами. Вы создадите точку фокусировки в каждой настройке места, которая идеально подходит для того, чтобы подоткнуть карточку места.
Раскрась меня ретро
Принты и узоры
Вечеринка с животными
Чтобы немного пофантазировать, раскрасьте спреем фигурки животных в металлическом золоте и поместите в центр каждой тарелки.Подложите под каждым животным рукописную или каллиграфическую карточку с местом, чтобы выглядеть по-королевски и игриво.
Самодельная конечность на координатном столе. Как сделать координатный стол своими руками. Производство силовых элементов
Не можете найти конкретное видео? Тогда эта страница поможет вам найти именно то видео, которое вам так нужно. Мы легко обработаем ваши запросы и предоставим вам все результаты.Неважно, что вас интересует и что вы ищете, мы легко найдем необходимое видео, в каком бы направлении оно ни было.
Если вас интересуют самые свежие новости, то мы готовы предложить вам самые актуальные информационные бюллетени по всем направлениям. Результаты футбольных матчей, политических событий или глобальных, глобальных проблем. Вы всегда будете в курсе всех событий, если воспользуетесь нашим замечательным поиском. Осведомленность о предоставляемых нами видео и их качество зависит не от нас, а от тех, кто загрузил их в Интернет.Мы просто поставляем вам то, что вы ищете и в чем нуждаетесь. В любом случае, воспользовавшись нашим поиском, вы будете знать все новости мира.
Однако мировая экономика – это тоже довольно интересная тема, которая очень многих беспокоит. Очень многое зависит от экономического состояния разных стран. Например, импорт и экспорт любых продуктов питания или оборудования. Один и тот же уровень жизни напрямую зависит от состояния страны, а также от заработной платы и так далее. Чем может быть полезна такая информация? Он поможет не только адаптироваться к последствиям, но и предостережет от поездки в ту или иную страну.Если вы заядлый путешественник, то обязательно воспользуйтесь нашим поиском.
Сегодня очень сложно разобраться в политических интригах и разобраться в ситуации, нужно найти и сопоставить много разной информации. Поэтому мы легко найдем для вас различные выступления депутатов Государственной Думы и их заявления за все прошедшие годы. Вы легко можете понять политику и ситуацию на политической арене. Вам станет понятна политика разных стран, и вы легко сможете подготовиться к грядущим изменениям или адаптироваться к нашим реалиям.
Однако здесь можно найти не только различные новости со всего мира. Также вы легко найдете себе фильм, который будет приятно посмотреть вечером с бутылкой пива или попкорном. В нашей базе поиска есть фильмы на любой вкус и цвет, вы легко найдете для себя интересную картинку. Мы легко найдем для вас как самые старые и труднодоступные произведения, так и известную всем классику – например, «Звездные войны: Империя наносит ответный удар».
Если вы хотите немного расслабиться и ищете веселые ролики, то мы утолим вашу жажду.Мы найдем для вас миллион разных занимательных видео со всей планеты. Короткие анекдоты легко поднимут настроение и будут развлекать весь день. Используя удобную поисковую систему, вы сможете найти именно то, что заставляет вас смеяться.
Как вы уже поняли, мы неустанно работаем, чтобы вы всегда получали именно то, что вам нужно. Мы создали этот замечательный поиск специально для вас, чтобы вы могли найти нужную информацию в виде видео и посмотреть на удобном плеере.
Эффективность и точность обработки детали во многом зависит от качества станка. Правильно подобранный механизм – залог соответствия изделия всем заданным нормам и допускам. Важную роль в соблюдении технологии бурения играет координатный стол.
Концепция и типы
Стол представляет собой манипулятор для крепления заготовки. Внешне выглядит как пластина с возможностью фиксации детали:
- механическим способом;
- вакуумный метод;
- Собственный вес заготовки.
Продукты бывают одной, двух и трех степеней свободы. Это означает, что подача осуществляется по координатам X, Y, Z. Для сверления плоских деталей достаточно горизонтальных перемещений. При использовании громоздкого изделия или неподвижного сверла необходимо вертикальное перемещение стола.
Для крупных промышленных буровых установок изготавливаются длинные координатные платформы. Они оснащены собственной монтажной рамой. На таком устройстве монтируется как деталь, так и сам процессор.Стол для малогабаритных станков изготавливается с креплением к устройству или к поверхности верстака.
Приводя стол в движение, конструкция может быть:
Последний тип является наиболее точным, но стоимость такого устройства значительна.
Производство несущих элементов
Материалами для изготовления рамы стола являются:
Последний материал используется для схем с небольшими нагрузками и низкими крутящими усилиями. Такой вариант приемлем при сверлении дерева или пластика.
Тянутый алюминиевый рамный профиль, установленный на резьбовых соединениях. Таким образом получается прочная основа. Преимущества материала:
- малый вес;
- доступность;
- простота установки.
Многие компании производят готовые комплекты для сборки столов своими руками.
Сверлильный станок с поперечным столомЛитые фундаменты часто изготавливают из чугуна. Их вес значительный, но усилия, которые они способны выдержать, довольно высоки.Такие столы используются при больших объемах производства. Установка производится на фундамент, стационарно.
Сварная станина – лучший вариант как для производственных помещений, так и для домашнего использования. Главное – снизить сварочное напряжение металла при отпускании его своими руками. Иначе, когда двигатель набирает обороты, в раму могут пойти трещины.
Для сверлильных станков используются две технологические схемы стола:
Портальный сверлильный станокПервая применяется для объемных заготовок.Это дает возможность проводить другие манипуляции с закрепленной заготовкой. Доступ к детали с такой схемой обеспечивается с трех сторон.
Портальная схема применяется при сверлении плоского проката. Он проще в изготовлении и отличается повышенной точностью обработки.
Подбор направляющих
Точность обработки зависит от правильного подбора и закрепления направляющих движения по поверхности стола. Используются рельсовые и цилиндрические элементы.Доступны с надстройкой тележки и навесными подшипниковыми узлами.
Выбор типа направляющей стола зависит от типа привода. Рассматриваемый предмет работает, чтобы преодолеть трение. Если требуется высокая точность движения, лучше выбирать подшипники. Подшипники качения уменьшают трение, но создают большой люфт.
По типу каретки направляющие:
- с увеличенным фланцем, для крепления к нижней части стола;
- безфланцевый для обычного крепления к резьбовым отверстиям сверху.
При изготовлении своими руками можно заказать рельсы с нержавеющим покрытием. У них более длительный срок службы и более высокая стойкость к истиранию.
Типы шестерен для перемещения стола
На небольшой настольной машине стол перемещается механически. Но чем больше требуются скорость, точность и производительность, тем более тщательно выбирается тип привода. В основном используются электродвигатели.
Суть узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола.Есть три типа шестерен:
- реечная;
- ремень
- шариковый винт.
Выбор типа узла основывается на:
- скорости движения заготовки;
- мощность двигателя машины;
- необходимая точность обработки.
Точность обработки с различными редукторами
Шарико-винтовая передача Преимущества:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумная работа;
- способность воспринимать большие нагрузки.
Существенным недостатком является ограниченная скорость подачи. Особенно проявляется снижение скорости при длине шнека более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения 3000 об / мин. При шаге винта 10 мм скорость передачи составляет 0,5 м / с. В этом случае 3 м будет пройдено за 6 секунд.
Еще один минус – дороговизна. Уменьшить стоимость проекта можно, применив соединение винт и гайка.В этом случае необходимо обеспечить постоянную смазку узла.
В сверлильных станках нового поколения смазка подвижных механизмов координатной поверхности осуществляется автоматически. Устройство оборудовано датчиками температуры важных деталей.
При зубчато-реечной передаче обеспечивает высокую скорость и достаточную точность. Недостатком является высокая степень люфта при передаче усилий от привода.
Установка ремня – самый бюджетный и распространенный способ при создании стола своими руками.Низкая стоимость ременной передачи и скорости подачи до 1 м / с компенсируются следующими недостатками:
- быстрый износ;
- потеря натяжения из-за растяжения;
- возможность обрыва при разгоне;
- низкая точность работы.
При покупке координатного стола для сверления или установки своими руками необходимо учитывать условия работы. Соотношение всех механизмов по параметрам: загруженность, срок службы, нагрев и охлаждение, даст хороший результат при работе.Особенно это важно для самостоятельного изготовления из подручных материалов.
Чертежи и примеры самодельных моделей
Обзор и сравнение заводских моделей
КТ70 КТ150 G-5757 КРС-475stanokgid.ru
Как сделать координатный стол своими руками
Качество обработки часто зависит от правильного расположения всех элементов конструкции. Подобрать подходящий механизм по всем нормам и допускам достаточно сложно. Важным элементом конструкции металлообрабатывающего оборудования можно назвать координатный стол.Применяется при обработке на сверлильном, фрезерном оборудовании для точного позиционирования заготовки при ее обработке.
Самодельный координатный стол
Аппаратное обеспечение
Координатный стол – это манипулятор, который используется для фиксации заготовки. Возможны несколько вариантов исполнения столов станка:
- вакуумный способ крепления – применяется редко из-за сложности конструкции;
- механический тип крепления прост в реализации, достаточно быстро можно сделать самому;
- Крепление за счет веса заготовки.При использовании сверлильного станка можно обрабатывать заготовки большой массы. Благодаря своему весу базовая часть остается на месте даже при сильном воздействии.
Различайте позиционирование с помощью одной, двух, трех степеней свободы. Этот момент определяет, что подача заготовки может осуществляться в трех разных координатах. При сверлении плоского изделия достаточно перемещать его только по одной горизонтальной плоскости.
Условно можно выделить два основных типа:
- Крупногабаритные.Большой координатный стол создается с учетом того, что на нем будет установлено само оборудование и заготовка.
- Координатный стол малых габаритных размеров монтируется на станине оборудования.
Есть несколько механизмов управления, с помощью которых таблица координат меняет свое положение:
- Механический привод довольно распространен. Сделать его для сверлильного станка своими руками можно для налаживания мелкосерийного производства.
- На сверлильный станок часто устанавливают электропривод.Сделать его своими руками довольно сложно, так как нужно выдержать высокую точность изготовления. Для автоматического перемещения координатный стол должен иметь собственный источник питания.
- Еще одной отдельной группой можно назвать механизмы, работающие с числовым программным управлением.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Самодельные варианты производства
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал.Его редко используют при изготовлении сверлильного станка. Сталь
- – прочный, прочный, долговечный металл, к тому же имеющий довольно высокую стоимость. Самым привлекательным материалом можно назвать сталь.
- Алюминий – легкий, плавкий, но дорогой и мягкий материал. Его довольно просто использовать при изготовлении любых деталей для станка. Как правило, из этого сплава создается мини-техника.
Указанные выше материалы выбраны для полной или мини-машины.
Производство рельсов
От правильного выбора направляющих зависит точность обработки.Своими руками можно изготовить следующие конструкции: рельс
- ;
- цилиндрический.
Они созданы с кареткой и подшипниковыми узлами. Направляющие рельсы можно выбрать в зависимости от типа привода. Для достижения максимальной точности обработки используются подшипники скольжения. В случае использования подшипника качения значительно снижается трение и увеличивается срок службы устройства, но появляется значительный люфт, снижающий точность обработки.
Конструкция рельса
Салазки бывают двух типов:
- с увеличенными размерами фланца, что позволяет устанавливать их снизу стола; №
- безфланцевое исполнение монтируется сверху резьбовым способом.
Отметим момент, что в самодельном варианте рейка должна быть закрыта нержавейкой. Нержавеющая сталь может выдерживать повышенную влажность с течением времени.
Типы приводов
При создании небольшого станка часто устанавливается координатный стол с механической подачей.Однако существует множество типов накопителей, выбор которых осуществляется по следующим критериям:
- скорость обработки;
- точность позиционирования;
- оборудование работоспособное.
В большинстве случаев выбирается электропривод, при создании которого устанавливается двигатель.
Суть этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Для рассматриваемой конструкции различают следующие типы шестерен:
- ремень
- шарико-винтовая передача;
- зубчатая рейка.
При создании привода часто выбирают ременную передачу. Самодельный механизм ременного типа дешевле других, но ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет низкую точность подвижного элемента. Все элементы координатной стали соединяются между собой сварным способом. В этом случае также применяется резьбовой способ соединения определенных деталей.
Шарико-винтовая пара
В заключение следует отметить, что самодельная конструкция подходит исключительно для бытовой техники, так как добиться той точности, которой обладают промышленные модели, практически невозможно.
Если вы обнаружите ошибку, выберите фрагмент текста и нажмите Ctrl + Enter.
stankiexpert.ru
Самодельный стол для сверлильного станка
Координатный стол для сверлильного станка помогает сделать работу агрегата точной, плавно переместить заготовку в нужное положение, избежать скачков, скручивания части. Эффективность работы на станке любого типа значительно повышается при использовании координатного стола, особенно сделанного своими руками.
Координатный стол делает сверление быстрее, проще и точнее. Если у человека под рукой есть набор инструментов и материалов, такое оборудование несложно выполнить самостоятельно.
Типы и назначение
Столы для сверлильных станков бывают нескольких разных типов, могут быть изготовлены из различных материалов и функционировать по разным принципам. Это простое запорное устройство, с помощью которого заготовка фиксируется в необходимом положении.
Модель таблицы координат
Используя таблицу во время обработки, деталь может изменять положение и угол, манипуляции позволяют выполнять различные типы обработки, не снимая и не перемещая деталь.Способы крепления оборудования следующие:
- с использованием вакуума и перепада давления;
- устройства механические;
- Деталь удерживается на столе самостоятельно благодаря большому весу.
Для любителей, которые собираются сделать стол для сверлильного станка своими руками, наиболее подходит второй вариант фиксации.
Неподвижная заготовка в разных установках имеет неодинаковое количество степеней свободы – две или три. В первом случае он может двигаться только по координатам X и Y, во втором добавлена возможность перемещения вверх, вниз или по Z координате.Для домашнего использования достаточно двух степеней свободы.
Использование оборудования
Перед началом эксплуатации координатной базы капитан обязан изучить правила техники безопасности, особенности оборудования, а также требования к освещению в помещении, в котором проводятся работы.
Приведение стола в действие осуществляется основными способами:
- движение механическое;
- использование электропривода;
- установка оборудования с ЧПУ.
Первый или второй вариант, если реализовать своими руками, подойдет больше всего.
Отдельно стоит упомянуть такие варианты конструкции, как поворотный стол и паук.
Первый способен вращаться вокруг собственной оси и является наиболее удобным вариантом, если вам нужно обрабатывать детали с осевой симметрией, круглые и дискообразные заготовки.
Поперечный стол для сверлильного станка более распространен в повседневном использовании и дает возможность перемещать заготовку в двух направлениях: по X и Y.
Базовый материал
Перед тем, как приступить к созданию устройства, необходимо подумать, какие материалы и запчасти использовать. Предварительная подготовка необходима, чтобы они могли придать будущему творению следующие характеристики:
- Нормальный рабочий вес, чтобы один человек мог работать с таким столом без особых трудозатрат.
- Простота и универсальность установки. Хороший продукт должен подходить к разным типам бурового оборудования.
- Максимальная экономия на производстве.Если разработка стоит слишком дорого, не проще ли купить готовую вещь.
Чаще всего эти распространенные и экономичные варианты удовлетворяют таким требованиям: сталь
- ;
- металл;
- чугун;
- алюминий;
- дюралюминий.
Если стол нужен в основном для сверления мягких материалов (дерево, пластик), то лучшим вариантом будет алюминий. Он чрезвычайно легкий и обладает достаточной прочностью.
Если вам приходится работать с металлами, сверлить серьезные детали на относительно большую глубину, то вам нужно что-то более прочное – сталь, чугун, железо.Это тяжелые материалы, но выдерживаемые ими нагрузки впечатляют.
Направляющие
Особое значение в конструкции разрабатываемого устройства имеют так называемые направляющие – компоненты, по которым стол перемещается в необходимых направлениях.
Чем качественнее они изготовлены, тем точнее специалист проработает на станке, задаст положение обрабатываемой детали и легче переместит ее в нужное место, нанесет присадочные материалы и выполнит другие необходимые действия.
Используются два типа направляющих: цилиндрическая и рельсовая. Какой из них эффективнее сказать сложно – при хорошей реализации оба варианта достойно себя проявят.
Для максимально плавного и точного скольжения направляющих необходимо использовать специальные каретки и подшипники. Если требования к прецизионному оборудованию не слишком высоки, то подшипники качения вполне подойдут, в противном случае нужно использовать подшипники скольжения.
Подшипники качения создают небольшой люфт, но это не является большим препятствием при выполнении типовых задач.
Для плавного скольжения направляющих можно использовать подшипники качения
Делая изделие своими руками, нужно выбрать вариант, наиболее подходящий для будущих задач.
Механизм передачи движения
Самая важная часть будущего устройства, будь то поворотный стол для сверлильного станка или кросс-версия, – это механизм передачи движения от рукояток управления на устройство.
Приводы лучше всего делать с механическим типом движения, они управляются вручную.Таким способом специалисты могут добиться большей точности движений, качественно выполненной работы.
Составными частями механизма передачи движения являются:
- стойки и шестерни, шестерни;
- ленточные механизмы;
- шарико-винтовые передачи.
Шарико-винтовая передача
Специалисты советуют выбирать последний тип механизма, особенно если речь идет о поперечном столе, он имеет много существенных преимуществ:
- чрезвычайно малый люфт системы;
- продукт движется очень плавно, без рывков;
- ШВП работает тихо;
- при значительных нагрузках показывает высокую стабильность.
Минус механизма, как отмечают специалисты, – невозможность добиться высокой скорости работы, но если рассматривать поперечный стол для сверлильного станка, то здесь высокая скорость обычно не требуется.
Чтобы сэкономить, мастеру нужно попробовать реализовать ременные передачи. Они просты и доступны по цене, но имеют недостатки:
- невысокая точность;
- быстрый износ;
В заключение отметим, что если человек решил своими руками изготовить стол для сверлильного станка, то в этом нет ничего принципиально нереального.Элементарный набор материала и инструментов поможет быстро реализовать поставленную задачу. Задача специалиста – правильно выбрать тип конструкции и качественно изготовить все ответственные составляющие будущего светильника.
Продаю координатный стол для сверлильного или фрезерного станка. Не силумин, а настоящая сталь. Для небольшой мастерской гараж – вещь незаменимая! Новый. Ход по осям X и Y составляет 295 мм !! Высота всего 70 мм! Кстати – отличная идея для подарка мужчине рукодельнице!
Мы нашли это объявление год назад
Нажмите Следуйте , и система автоматически уведомит вас о новых предложениях со всех досок объявлений
Новая жалоба
×Отменить Отправить жалобу
Адрес (Щелкните адрес, чтобы отобразить карту)
Москва, Арбатско-Покровская линия, Щелковская метро
Еще объявления
Стенд для дрели.Поворотный. Аналог «Rohxon 28600» дешевле всего в два раза. Превращает обычную электрическую дрель в удобную настольную дрель. Благодаря использованию проглатывающего вала с прижимными винтами и зубчатой рейки для перемещения кассеты отсутствует полный люфт. Держатель сверла вращается на любой угол от 0 до 90 г. для сверления под углом. Есть индикатор глубины сверления. При использовании координатного стола можно выполнять фрезерные операции. Массивная стальная станина обеспечивает устойчивость при работе.Поставляется в удобной для транспортировки картонной коробке в разобранном виде. В комплекте: набор ключей, переходные кольца, запасная пружина, инструкция на русском языке. Сверло и тиски в комплект не входят. Глубина сверления (ход каретки): 60 мм Размер посадочного зажима: 38 – 43 мм Вращение каретки: 0 – 90 грамм Размер станины (сталь): 156 x 156 мм Размер штанги: 25 x 400 мм Вес: 3400 г. Можно на карте SB.
Ремонтно-строительство
Казань, улица Николая Ершова, 57А***************************************** *********** *************************************** ********* * К Новому году бесплатная доставка по России, при сумме заказа от * 10000 руб.Предложение действительно до тех пор, пока вы видите это сообщение. ************************************************* *** ********************************************** * Новый инструмент, зарезервирован. Оплата после проверки. Хочу выслать вам полный каталог наличия инструмента Rohkhon (запрос через сообщение Avito) Стойка для сверл Rohkhon 28600 MV 200. Ход до 40 мм. Подходит для всех дрелей МИКРОМОТ, таких как FВS 240 / Е, IBS / E, LВS / Е, МИКРОМОТ 50, МИКРОМОТ 50 / е и 50 / ЕF, FВS 12 / Е. Поворотный зажимной блок на 90 градусов с обеих сторон (со шкалой) позволяет сверлить / фрезеровать под произвольным углом.Цена 7000 руб. Роххон 28610. Многофункциональный держатель УНЗ. Цена 2500 руб. Роххон 27100. Таблица согласования СТ 70. Перемещение: ход 1 мм за 1 оборот маховика, цена деления = 0,05 мм. В комплекте ступенчатые зажимы и крепеж для установки на стойку МВ 200. Цена 7000 руб. Головка фрезерная Rohkhon 24264 (делительная головка) MF 70 и KT 70 – патрон трехкулачковый со сменными кулачками. Размер зажимаемой части 1,5 – 32 мм, с перевернутыми кулачками 12 – 65 мм. Пропустить сквозное отверстие 11 мм с монтажными отверстиями в вертикальной и горизонтальной плоскости.Упаковка – деревянный ящик. Цена 8500 руб. Роххон 24260 Тиски высокоточные ПМ 40. Фрезерованные из стали. Полное отсутствие люфтов и люфтов. Ширина челюсти: 46 мм; Зажим: до 34 мм; Длина: 70 мм; Упакован в деревянный ящик. Цена 3800 руб. Rohkhon 28132. Тиски MS 4. V-образные выемки на губках для зажима круглых деталей. Губки шириной 50 мм и высотой 10 мм. Максимальный шаг кулачков – 34 мм. Цена 1200 руб. 28566 Фрезерный инструмент OFV для сверл. Цена 2400 руб. Чтобы просмотреть весь спектр инструментов Proxon, введите «Rohhon SPb» в строку поиска
Ремонт и строительство
ул.Санкт-ПетербургТовар в наличии! Координатный стол Прохон КТ 70 Многофункциональный прибор для точной работы. Незаменим при сверлильных и фрезерных операциях. Идеально подходит для домашнего или профессионального использования. Отличное состояние. Аксессуары на фото. Изготовлен из чугуна методом штамповки алюминия 3 Т-образных паза (12 х 6 х 5 мм) Размеры стола 200 * 70 мм Высота 43 мм Ход по оси X 134 мм Ход по оси Y 46 мм Самовывоз: г. Москва, ул. Олеко Дундича 21к3, м. Филевский парк – 3 минуты пешком, вход со двора.Гарантия, наличный / безналичный расчет. Авито отправка доставкой, Почтой России или ТК СДЭК при 100% предоплате. Курьерская доставка по Москве – 500 руб. Выкуп, обмен, Trade-In
Ремонтно-строительство
Координатный стол (штангенциркуль, крестовина) для станка. Собственное производство. Назначение не знаю. Возможна установка на сверлильный, отрезной, фрезерный станок и др. Конструкция – круглые направляющие на бронзовых втулках. Ход по осям 18 и 22 см.Высота от пола 12 см. Размер квадратного стола с пазами 22см. Размер 44 на 44 см. Вес 22 кг. Перемещение по одной оси ручное, части механизма нет, требуется небольшая доработка. Вы можете забрать район Новокосино или Чеховский район в Москве. Подача возможна. В телефоне есть WhatsApp для связи. Смотрите другие мои изделия, там станки времен СССР.
Ремонтно-строительство
Москва, Городецкий бульвар, парктехническое состояние отличное, рубанок хороший, без ям и зазубрин, люфт буквально 5 делений лимба, ход без заеданий и прикусов, диаметр стола 250мм.
Ремонтно-строительство
Колюпаново, Калужский городской округИнструмент новый, в упаковке. Оплата после проверки. Для желающих готов выслать вам полный каталог инструмента Роххон (запрос после сообщения Авито) Роххон 28600 МВ 200 Стойка для барабанов. Ход до 40 мм. Подходит для всех сверл МИКРОМОТ, таких как FВS 240 / Е, IBS / E, ЛВS / Е, МИКРОМОТ 50, МИКРОМОТ 50 / е и 50 / ЕF, FВS 12 / Е. Поворотный зажимной узел 90 мм (со шкалой) позволяет сверление / фрезерование под произвольным углом.Цена 7000 руб. Роххон 28606. Буровая станина МИКРОМОТ МВ 140 / С Цена 4200 руб. Роххон 27100. Таблица согласования СТ 70. Перемещение: ход 1 мм за 1 оборот маховика, цена деления = 0,05 мм. В комплекте ступенчатые зажимы и крепеж для установки на стойку МВ 200. Цена 7000 руб. Головка фрезерная Rohkhon 24264 (делительная головка) MF 70 и KT 70 – патрон трехкулачковый со сменными кулачками. Размер зажимаемой части 1,5 – 32 мм, с перевернутыми кулачками 12 – 65 мм. Пропустить сквозное отверстие 11 мм с монтажными отверстиями в вертикальной и горизонтальной плоскости.Упаковка – деревянный ящик. Цена 8500 руб. Роххон 24260 Тиски высокоточные ПМ 40. Фрезерованные из стали. Полное отсутствие люфтов и люфтов. Ширина челюсти: 46 мм; Зажим: до 34 мм; Длина: 70 мм; Упакован в деревянный ящик. Цена 3800 руб. Rohkhon 28132. Тиски MS 4. V-образные выемки на губках для зажима круглых деталей. Губки шириной 50 мм и высотой 10 мм. Максимальный шаг кулачков – 34 мм. Цена 1200 руб. Чтобы просмотреть весь спектр инструментов Proxon, введите «Rohhon SPb» в строку поиска
Ремонт и строительство
ул.Санкт-ПетербургТовар в наличии! Координатный стол Proxxon KT 70 Многофункциональный инструмент для точной работы. Незаменим при сверлильных и фрезерных работах. Отлично подходит для домашнего или профессионального использования. Превосходное условие. Варианты на фото. Изготовлен из литого под давлением алюминия 3 Т-образных паза (12 x 6 x 5 мм) Размеры стола 200 * 70 мм Высота 43 мм Ход по оси X 134 мм Ход по оси Y 46 мм Пикап: Москва, ул. Олеко Дундича 21к3, м. Филевский парк – 3 минуты пешком, вход со двора. Гарантия, наличный / безналичный расчет Авито отправка доставкой, почтой России или ТК СДЭК при 100% предоплате. Курьерская доставка по Москве – 500 руб.Выкуп, обмен, Trade-In
Ремонтно-строительство
Москва, ул. Олеко Дундича, 21к3Стол двухкоординатный Серия: мини станок. Это необходимо для надежной фиксации заготовки при сверлении или фрезеровании. Стол изготовлен из литого алюминия с механически обработанной поверхностью, с регулируемым соединением «ласточкин хвост» для исключения люфта. Имеет три фрезерованных Т-образных паза. Продольная и поперечная подача заготовки осуществляется маховиками, риски отмечены на маховике шкалой.Подвижная линейка помогает позиционировать деталь. В обновленной конструкции стола два винтовых зажима заменены более удобными ступенчатыми зажимами, которые служат для фиксации заготовки. Вместо зажимов при необходимости можно установить станочные тиски. Стол легко выполняет свои функции, удобен в эксплуатации. Это идеальный инструмент для хобби, моделистов, а также для обучения детей в школах, кружках и дома. Характеристики: Размер рабочего стола: 310 x 90 мм Материал рабочего стола: Алюминиевый сплав Перемещение по оси X: 200 мм Перемещение по оси Y: 50 мм Шаг перемещения (оборот маховика): 1.25 мм Вариант винтового зажима: Шаг Т-образный паз: 15x8x6 мм Расстояние между пазами: 34 мм Вес: 1,6 кг В дополнение к этому столу вы можете приобрести ступенчатые зажимы, сверлильный станок, станочные тиски, стойку для сверления из моих объявлений . Доставка по Москве и регионам наложенным платежом транспортной компанией СДЭК (до двери или пункта выдачи). Оплата при получении. Возможен самовывоз из Москвы: м. Дмитриевского улица
Ремонтно-строительство
м., Некрасовская линия, Москва, Дмитриевская улицаКоординатный стол КТ 70, б / у.На поверхности есть небольшие царапины, иначе в идеале. Бонусный ипотечный крепеж для установки на станину станков Proxxon 20002, 28124, 20000
Ремонтно-строительство
Санкт-Петербург, улица Одоевского, 29Стойка для дрели. Роторный. Аналог «Роххон 28600» дешевле всего в два раза. Превращает обычную электрическую дрель в удобную настольную дрель. Благодаря использованию ласточкина хвоста с прижимными винтами и зубчатой рейки для перемещения каретки люфты отсутствуют.Держатель сверла вращается на любой угол от 0 до 90 г. для сверления под углом. Есть индикатор глубины сверления. При использовании координатного стола можно выполнять фрезерные операции. Массивная стальная станина обеспечивает устойчивость при работе. Поставляется в удобной для транспортировки картонной коробке в разобранном виде. В комплекте: набор ключей, переходные кольца, запасная пружина, инструкция на русском языке. Сверло и тиски в комплект не входят. Глубина сверления (ход каретки): 60 мм Размер посадочного зажима: 38 – 43 мм Вращение каретки: 0 – 90 грамм Размер станины (сталь): 156 x 156 мм Размер штанги: 25 x 400 мм Вес: 3400 г.Можно на карте SB.
Ремонтно-строительство
Россия, Татарстан, Казанский городской округ, Казань, Советский район, Царицыно, улица Николая Ершова 57АИнструмент новый, фасованный. Оплата после проверки. Готов выслать вам полный каталог наличия инструмента Proxxon (запрос через сообщения Avito) Стенд сверла Proxxon 28600 MB 200. Ход до 40 мм. Подходит для всех дрелей МИКРОМОТ, таких как FBS 240 / E, IBS / E, LBS / E, MICROMOT 50, MICROMOT 50 / e и 50 / EF, FBS 12 / E.. Поворот на 90 градусов с обеих сторон блока зажима сверла (со шкалой) позволяет сверлить / фрезеровать под произвольным углом. Цена 7000 руб. Proxxon 28606. Буровая станина МИКРОМОТ МБ 140 / S Цена 4200 руб. Proxxon 27100. Таблица координат КТ 70. Перемещение: ход 1 мм на 1 оборот маховика, цена деления = 0,05 мм. В комплекте ступенчатые зажимы и крепеж для установки на стойку МБ 200. Цена 7000 руб. Фрезерная головка Proxxon 24264 (делительная головка) MF 70 и KT 70 – трехкулачковые патроны со сменными кулачками.Размер зажимаемой части 1,5 – 32 мм, с перевернутыми кулачками 12 – 65 мм. Пропустить сквозное отверстие 11 мм с монтажными отверстиями в вертикальной и горизонтальной плоскости. Упаковка – деревянный ящик. Цена 8500 руб. Proxxon 24260 Прецизионные тиски PM 40. Фрезерованы из стали. Полное отсутствие люфтов и люфтов. Ширина челюсти: 46 мм; Зажим: до 34 мм; Длина: 70 мм; Упакован в деревянный ящик. Цена 3800 руб. Proxxon 28132. Тиски MS 4. V-образные выемки на губках для зажима круглых деталей. Губки шириной 50 мм и высотой 10 мм.Максимальный шаг кулачков – 34 мм. Цена 1200 руб. Чтобы просмотреть весь спектр инструментов Proxon, введите «Proxxon SPb» в строку поиска
.Ремонтно-строительство
Россия, Санкт-Петербург, Василеостровский район, округ остров Декабристов, улица Одоевского, 29Стол двухкоординатный Серия: мини станок. Это необходимо для надежной фиксации заготовки при сверлении или фрезеровании. Стол выполнен из литого алюминия с механически обработанной поверхностью, с регулируемым соединением «ласточкин хвост» для устранения люфта.Имеет три фрезерованных Т-образных паза. Продольная и поперечная подача заготовки осуществляется маховиками, риски отмечены на маховике шкалой. Подвижная линейка помогает позиционировать деталь. В обновленной конструкции стола два винтовых зажима заменены более удобными ступенчатыми зажимами, которые служат для фиксации заготовки. Вместо зажимов при необходимости можно установить станочные тиски. Стол легко выполняет свои функции, удобен в эксплуатации. Это идеальный инструмент для хобби, моделистов, а также для обучения детей в школах, кружках и дома.Характеристики: Размер рабочего стола: 310 x 90 мм Материал рабочего стола: Алюминиевый сплав Перемещение по оси X: 200 мм Перемещение по оси Y: 50 мм Шаг перемещения (оборот маховика): 1,25 мм Вариант винтового зажима: Шаг Т-образный паз: 15x8x6 мм Межпазовое расстояние: 34 мм. Вес: 1,6 кг. Кроме этого стола в моих объявлениях можно приобрести ступенчатые зажимы, сверлильный станок, станочные тиски, стойку для сверления. Доставка по Москве и регионам наложенным платежом транспортной компанией СДЭК (до двери или пункта выдачи).Оплата при получении. Возможен самовывоз из Москвы: м. Дмитриевского улица
Ремонтно-строительство
Россия, Москва, Восточный административный округ, Косино-Ухтомский район, Ухтомский, Дмитриевская улицаЗаберем б / у серьги для фрезерных станков со склада. По модели. По вашему размеру. От 5000 до 6П81, 6Н80, 6М82, 6П82, 6Т82, 6М83, 6П83 и более крупных машин, в том числе импортного производства. Также UDG, ODG, поворотные столы, таблицы синусов, глобулярные таблицы, координатные таблицы.Аксессуары, рыболовные ремни, застежки, шпильки, шомполы. Столы от фрезерных станков. Вертикальные фрезерные головки. Магнитные пластины. Комплектующие для 3В642, 3Е642, 3А64. Также продаем фрезерные станки.
Ремонтно-строительство
Россия, Санкт-Петербург, Адмиралтейский район, Екатеринофский район, набережная Канал набережная, 138 к2Сервировка фуршета на следующее мероприятие? Получите 31 совет
Сегодня мы поделимся несколькими советами по сервировке идеального фуршета. Планируете ли вы южный летний вечер или элегантную свадьбу, эти идеи помогут вам организовать питание и впечатления гостей:
Советы по сервировке шведского стола
1.Меняйте высоту
Точно так же, как вы меняете высоту с центральными элементами, вы должны делать то же самое с буфетом. Это более привлекательно для глаз и добавит размера вашей установке. Не забудьте приподнять менее грязные блюда , чтобы не пролить соусы на скатерть.
Некоторые люди складывают книги под скатерть, чтобы создать возвышение; однако я предпочитаю варьировать высоту поверх скатерти, используя красивые сервировочные подносы или эклектичные предметы. Поместите более высокие предметы сзади (при условии, что ваш стол установлен у стены.)
2. Иметь четкое начало
Гости должны знать, где начинается и заканчивается фуршет – держите все тарелки на одном конце стола. Это предотвратит пробку . Если у вас большая группа, отодвиньте стол от стены, чтобы люди могли пройти по обе стороны стола.
3. Определите блюда
Сегодня это становится все более важным, учитывая различные диетические ограничения. При разработке меню учитывайте ваших гостей-вегетарианцев / веганов и любые возможные ограничения аллергии.Промаркируйте все блюда и, при необходимости, укажите важные ингредиенты, например «содержит арахис».
Это возможность проявить свои творческие способности! Этикетки могут быть такими простыми или яркими, как вы хотите – нарядите их, если вы устраиваете тематическую вечеринку.
Мы любим каллиграфические надписи на этикетках. (Научитесь писать каллиграфией!) Убедитесь, что шрифт достаточно большого размера, чтобы гости могли его прочитать, особенно если мероприятие тускло освещено для вечернего вечера.
4. Окажите поддержку
Поставьте небольшие тарелки рядом с каждым блюдом, чтобы у гостей было место для сервировки. Вы также можете поставить небольшую тарелку под раздаточное устройство для напитков , если оно имеет тенденцию капать.
5. Сохраните посуду на последний год
Вы же не хотите, чтобы гости возились с салфетками и столовыми приборами, когда наполняют тарелки. Держите те, которые находятся на противоположном конце стола от тарелок.
6. Стратегическое расположение
Разместите предметы, которых у вас меньше , в конце стола рядом с посудой .Гости, как правило, заполняют свои тарелки более ранними блюдами, поэтому с вашим стратегическим размещением ваша еда будет «храниться дольше».
Какие сладости будут на вашем фуршете в этом году? Узнайте обо всех последних тенденциях в сфере организации питания для мероприятий.
7. Используйте стратегическую планировку
То, как вы расставляете столы в комнате, действительно важно. В дополнение к хорошему дизайну вам нужно будет включить практичные элементы, которые контролируют переполненность, доступ к серверу и простоту использования для людей с ограниченными возможностями.Возможно, вы даже захотите подумать о том, чтобы выбрать стиль станции, а не систему обслуживания в виде шведского стола.
8. Создайте подходящий для Instagram фон для стола
Начните со своей темы и цветов мероприятия. Они помогут вам сделать правильный выбор. Решите, какой вибрации вы хотите, чтобы фон был. Хотите, чтобы он был милым и причудливым? Или гламурно и высококлассно? Что бы вы ни выбрали для своего фуршета, убедитесь, что вы используете привлекательные дополнения, такие как обои, гирлянды, растяжки или даже воздушные шары, которые сочетаются с вашими сервировочными тарелками и посудой.
9. Сценическая подача блюд и тарелок перед добавлением еды
Из фотографии еды мы можем многому научиться, что поможет нам создать идеальный фуршет. Постановка стола – лишь один из многих уроков, но о нем следует помнить. Расположение всех основных компонентов таблицы не только помогает вам решить, куда все должно быть помещено, но также помогает увидеть, слишком ли много или слишком мало элементов для этого пространства.
10. Направление потока трафика
Успешный поток трафика создается с помощью одного из трех методов: полный круг, выстраивание в линию или двухстороннее обслуживание.
- full circle использует круглые столы, вокруг которых гости могут вращаться, когда им заблагорассудится. Благодаря этому пространство остается открытым и воздушным, что идеально подходит для коктейльных часов или сетевых мероприятий.
- Традиционная линейка помогает сохранять аккуратность и компактность даже в самых крохотных помещениях для раздачи еды.
- И, наконец, двухсторонняя обслуживающая станция позволяет большим группам быстрее проходить через очереди буфета, что особенно важно для мероприятий, на которых будут проводиться выступающие, избранные или другие мероприятия.
11. Согласуйте столовое белье и салфетки с тематикой мероприятия
Даже если вы используете бумажные салфетки, нет причин, по которым вы не можете сохранить целостность всего. Сочетание постельного белья, салфеток и даже посуды может объединить общий вид и создать более изысканный профессиональный образ мероприятия.
12. Используйте сервировочные ложки для демонстрации
Фигурные ложки для канапе отлично подходят для дегустации, но они также очень полезны для фуршетов. Независимо от того, решите ли вы поделиться ими через лоток в дополнение к вашему дисплею, эти универсальные шоуботы станут отличным транспортным средством для более дорогих предметов (например, укусов суши и икры) или более грязных угощений (например, пудингов и мини-равиоли в соусе).
13. Подавайте больше холодных блюд, чем горячих
Золотое сечение для шведских столов составляет примерно 80% холодных блюд и 20% горячих. Холодную пищу легче пополнять и контролировать температуру, что делает этот подход более практичным и безопасным с точки зрения безопасного обращения с пищевыми продуктами.
14. Отделяйте напитки от еды
Напитки могут намокнуть скатерть, что плохо смотрится при смешивании с горячими свежими продуктами. Поэтому при организации «шведского стола» держите зону бара и безалкогольные напитки на своих местах, чтобы гости могли обслуживать себя самостоятельно, не попадая в запасы закусок.
15. Регулярно очищайте точки поения
Не допускайте образования луж и пятен на скатерти, назначив персонал мероприятия для выполнения этой конкретной задачи. В любом случае вам также нужно будет следить за льдом, водой и заправками, поэтому убедитесь, что уборка является частью вашего регулярного обслуживания напитков. В зависимости от того, что вы используете для покрытия стола, вы можете иметь резервную копию на случай, если что-то действительно выйдет из-под контроля.
16. Заполните пробелы в витринах сезонным декором, свечами и цветами
В зависимости от времени года вы можете использовать искусственную листву, шишки, лепестки цветов или даже морские ракушки, чтобы создать тему вашего мероприятия на фуршете.Если вы выберете свечи, убедитесь, что они не имеют запаха, иначе они могут конкурировать с восхитительным ароматом еды. А для цветов сделайте акцент на одинарных стеблях, помещенных в низкие вазы, чтобы гости случайно не опрокинули их.
17. Маркируйте все продукты питания, закуски и напитки
Этикетки для еды «шведский стол» сделать легко. Независимо от того, выберете ли вы каллиграфические или напечатанные, сложенные или стоящие на подставках, они станут важным дополнением к вашему буфету как по практическим, так и по эстетическим причинам. Если у ваших гостей есть какие-либо аллергии или диетические потребности, не забудьте правильно пометить блюда, которые им соответствуют.А если у вас есть место, назовите каждое блюдо и укажите его основные ингредиенты, чтобы гости знали, что их ждет, прежде чем перекусить.
18. Экспериментируйте с дозаторами
Пипетки – это одна из тенденций в сфере продуктов питания и напитков, которую ваши гости обязательно будут рады попробовать. Они уникальны и делают их более интересными. Заполните их соусами, заправками или даже десертной начинкой. Что бы вы ни решили с ними делать, драматический эффект мини-пипетки, безусловно, станет началом разговора.
19. Раздайте мусорные баки
Это может показаться очевидным, но вы будете удивлены, сколько мероприятий воздерживаются от использования мусорных баков возле своих фуршетных столов – если вообще! Осторожно спрячьте несколько стильных ящиков в конце стола, достаточно далеко от еды, чтобы продукты оставались аппетитными, но достаточно близко, чтобы люди действительно ими пользовались.
20. Выбирайте популярные цветовые палитры
Идеальная цветовая палитра для любого мероприятия, места встречи или фуршета зависит от вашей темы. Но если вы хотите, чтобы ваш великолепный фуршет занял достойное место в центре внимания, вам нужно сохранить самые впечатляющие цвета для дисплея.Подумайте, какие чувства вы хотите, чтобы гости испытали за фуршетом, а затем выберите цвета и стиль цветовой темы, который отражает это.
21. Пошаговые точки доступа
Удобство – это все, когда вы обслуживаете “шведский стол”. Имейте в наличии более одной сервировочной посуды для больших мисок и подносов. Подготовьте несколько рядов чашек, чтобы при необходимости гости могли брать несколько чашек за раз. Положите салфетки в начале и в конце стола на случай, если кто-то забудет взять одну раньше.Подобные детали делают общее впечатление более организованным и приятным для всех.
22. Предлагайте как товары, купленные в магазине, так и самоделки.
Этот совет в основном предназначен для вашего собственного здравомыслия, поскольку накормить целую толпу людей полностью домашней едой не совсем подходит для большинства мероприятий или команд. Чтобы все вместе выглядело красиво, разместите всю еду на сплоченных витринах и не забудьте украсить купленные в магазине варианты так же, как и их домашние версии.И не забудьте почерпнуть вдохновение из этих гениальных приемов, благодаря которым ваша еда, купленная в магазине, выглядит как домашняя.
23. Правильно сложите салфетки
Салфетки должно быть легко захватить, когда вы проходите мимо. От того, как вы сложите салфетки, будет зависеть, так оно и есть. Бумажные салфетки размером с коктейль традиционно выставляются спиральной стопкой, поэтому гости могут отщипнуть одну или две сверху, не касаясь остальных. И, если вы предлагаете постельное белье на ужин, подумайте о том, чтобы накрыть его столовым серебром и выставить в корзине, чтобы гости могли взять и уйти.
24. Поставьте посуду прямо на витрины с едой
Миниатюрные супы, закуски для салатов и шашлык значительно упрощают транспортировку закусок с витрины в рот. Кроме того, вы можете проявить творческий подход к тому, как сочетаются или расставлены блюда. И вы получите меньше посуды, которую нужно мыть к концу ночи.
25. Покажите многослойные соусы и десерты в каменных банках
Увлечение каменными банками будет жить вечно благодаря очаровательной демонстрации еды на мероприятиях. Покажите все свои вкусные ингредиенты в этих стеклянных сосудах.Украсьте банки в соответствии с тематикой и цветами вашего мероприятия с помощью завязок, бантов или даже мини-носовых платков. Возможность разделить еду таким образом также убережет гостей от переедания.
подарков для планирования мероприятий26. Расставьте еду от самой дешевой до самой дешевой
Голодные люди, как правило, накапливают такие продукты, как салаты, хлеб и закуски, когда они впервые встают в очередь в буфете. По мере продвижения по очереди их тарелки заполняются, оставляя меньше места для стейков и блюд из лосося в конце.Этот совет – еще одна отличная психологическая тактика для управления порциями событий – избавит вас от необходимости запасаться более дорогими блюдами.
27. Используйте штампы для украшения деревянных столовых приборов или сервировочной посуды
Плоскую светлую деревянную посуду легко персонализировать. Используйте штампы с логотипом вашей компании, слоганом или названием мероприятия в цветах, соответствующих вашей теме. Вы даже можете пойти дальше и использовать пищевые чернила, чтобы нанести тот же рисунок на помадку для торта или даже на хлеб для сэндвичей. Это отличный совет для корпоративных мероприятий, которые планируют использовать свой фуршет как часть усилий по созданию бренда, или свадеб, которым нужен более доступный способ добиться безупречного, связного вида.
28. Сгруппируйте похожие продукты и вкусы вместе
Вы когда-нибудь слышали о вкусовой матрице? Это действительно полезная таблица, на которую профессиональные повара обращают внимание при создании новых вкусовых комбинаций и сочетаний. Если вы действительно хотите проявить творческий подход, используйте его для стратегической группировки и демонстрации еды в буфете. Но если вы не хотите вдаваться в подробности, просто держите очевидные сочетания, такие как супы и салаты или соусы и чипсы, на логическом расстоянии друг от друга.
29. Выберите минимализм или максимализм
Может быть, вы предпочитаете современный, обтекаемый вид для вашего мероприятия.В таком случае вам лучше всего подойдет стол с одинаковыми мисками и тарелками, на равных расстояниях и с достаточным пространством для дыхания. Но если вы хотите изо всех сил и источать чувство экстравагантности, вам больше может подойти переполненная витрина с едой, гирляндами, свечами, нанизанными бусами и даже боа из перьев. Что бы вы ни выбрали, смелый дизайн в любом направлении по-настоящему впечатлит ваших гостей.
30. Используйте только качественные и стильные одноразовые изделия.
Есть разница между скрипучим белым пенополистиролом и гладкими, хорошо продуманными черными пластиковыми пластинами.Побалуйте своих гостей посудой и столовыми приборами в лучшем виде. Также не забудьте выбрать те, которые соответствуют теме и цвету вашего мероприятия.
31. Используйте бегунок для классной доски или крафт-бумагу, чтобы маркировать еду.
Если вывески с едой не для вас, используйте скатерть! Черная бумага и мел мгновенно превращаются в забавную и информативную демонстрацию, а крафт-бумага и маркер добавляют деревенской причуды любому случаю.
Есть еще вопросы по сервировке фуршетов?
Как накрыть фуршет на свадьбе?Установите фуршет, чтобы соответствовать потоку гостей.Это означает размещение столовых приборов на обеденных столах, чтобы была меньшая вероятность падения вилки, и наличие обеденных тарелок в начале фуршета, чтобы гостям не приходилось носить их, когда они идут к буфету. Чтобы сэкономить на бюджете, размещайте более дорогие продукты ближе к концу фуршета, потому что гости с большей вероятностью будут брать большие порции ранее приготовленных продуктов.
Как поставить стол для вечеринки?Сначала подставка для посуды, а затем зарядное устройство. Таблички будут помещены на зарядное устройство по мере их обслуживания.Затем салфетку кладут, как правило, на зарядное устройство или на пустую тарелку в начале приема пищи, хотя ее также можно разместить под столовыми приборами. Столовые приборы размещаются таким образом, чтобы вилка находилась слева, а ложка и нож – справа. Стакан для питья находится справа от сервировки.
Сколько тарелок вам нужно для особого мероприятия?Есть несколько рекомендаций, на которые можно положиться независимо от того, как подают еду. Для коктейльной вечеринки с закусками рассчитывайте на одну 7-дюймовую тарелку на человека в час.Для шведского стола от двух до трех тарелок на человека плюс одно десертное место на человека – беспроигрышный вариант. Для полноценного обеда используйте одну тарелку 10 1/4 дюйма для основного блюда, тарелку 9 дюймов для салатов или закусок и по одной тарелке 6-7 дюймов для хлеба и десерта.
Чтобы узнать больше о еде и напитках на мероприятиях, ознакомьтесь с другими замечательными ресурсами:
Таблички с едой на шведском столе
Эти таблички с едой на шведском столе упростят навигацию по любому праздничному столу или обеду. Попробуйте сделать это своими руками для вашей следующей вечеринки в честь Дня благодарения или Рождества.
Этот пост содержит партнерские ссылки для удобства покупок. Щелкните здесь, чтобы прочитать мою политику раскрытия полной информации.
В этом году мы проводим День Благодарения у себя дома, и я очень рад. Я люблю принимать у себя друзей и семью. Эти таблички с едой для шведского стола, которые я создал, – отличный способ сообщить всем название каждого блюда.
Мы большая семья, которая любит непринужденную обстановку. Это означает, что вместо изысканной сервировки стола будут бумажные тарелки.Мне нравится красивая сервировка стола, и я готовлю ее для нескольких ужинов только для нас четверых, но для такой большой толпы я всегда иду небрежно. У нас с Рэем по 4 брата и сестры, поэтому собрания всегда большие. Хотя я совершенно не против, за это я очень благодарен.
Сделай сам фуршет вывески для еды ремесло
Мини-холст и мини-мольберт подойдут для всех ваших праздничных вечеринок. Это был очень простой и недорогой проект, который я завершил за один день. Я смог окрасить их краской снаружи, и они быстро высохли.
Припасы:
Подготовьте мольберт:
Распылите краску на мольберт или оставьте его деревянным, если хотите. Я взял золото для тех, что на этих фотографиях.
Я выращиваю розмарин на заднем дворе, и мне нравится, как он пахнет. Я отрезал несколько деталей для каждого миниатюрного мольберта и прикрепил их пряжей. Шпагат тоже был бы хорош, если вы хотите сделать из него лук и показать его. Мне не обязательно было показывать свою, поэтому я использовала пряжу, которая у меня уже была.Обязательно завяжите его посередине ножки, чтобы розмарин не был слишком тяжелым.
После того, как я завязал узел, я отрезал более длинные веревки ножницами. Как только я положу холст на мольберт, пряжа будет скрыта.
Подготовьте холст:
Я нарисовал свой холст черной аэрозольной краской, но вы можете выбрать любой цвет, который будет сочетаться с декором вашего стола или вечеринки. Холст представляет собой квадрат размером 3 дюйма. Отрежьте картонную бумагу до квадрата 2 1/2 дюйма.
Обязательно напишите свой пункт меню на белой карточке, прежде чем прикрепить его к холсту. Так проще. Прикрепите бумагу к полотну двойным скотчем. Я сделал это, чтобы иметь возможность использовать их повторно. Сделайте это тоже весело. Мои пункты меню были перечислены по тому, как мы их называем в нашей семье.
** Полезный СОВЕТ: используйте квадрат двустороннего скотча, чтобы удерживать холст на месте во время использования
МАГАЗИН: Для получения дополнительной информации щелкните изображения ниже.
Включите JavaScript для просмотра содержимогоНадеюсь, вы все знаете, как я благодарен за вас и поддержку, которую вы оказываете мне здесь, в небольшом пространстве Интернета.
Если вы один из тех, кто начинает добавлять рождественский декор в свой дом, прочтите этот пост ЗДЕСЬ! Он наполнен множеством проектов.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.ПРОДУКТЫ}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Изготовление старого дверного стола
Этот пост для старого дверного стола содержит партнерские ссылки. Я делаю небольшую порцию, когда используются эти ссылки, без каких-либо дополнительных затрат для вас.
Наш старый дверной столик некоторое время находился в разработке. Я так счастлив, что это СДЕЛАНО, и мы можем наслаждаться этим все лето. Этот стол состоит из старой двери от моего друга и водопровода, который мой муж построил для базы. Он служит идеальным столом для патио.
Мне было труднее всего найти обеденный стол для нашего патио. Прожив здесь целый год, я просто пошел на это и заработал себе. Изначально мы выбрали основание стола для сантехнических труб, потому что это было самое простое решение с минимальной конструкцией… сейчас мне просто нравится, как это выглядит, и я не могу представить это без трубки. Посмотрите, как мы собираем эту старую дверную таблицу ниже (включая техники рисования).Если вы ищете уникальный и забавный стол (для внутреннего дворика или даже обеденной зоны), старый дверной стол может быть вашим билетом. Мы искренне любим свои и постоянно им пользуемся. Это один из наших любимых проектов DIY всех времен.
Как вы можете видеть на фотографиях, я оставил все отверстия и отступы от замков, ручек и петель в двери, которую мы использовали для этого проекта.Я думаю, они придают этой таблице такой характер. Один большой вопрос, который мне задали, касается верхней части таблицы. Я подумал о том, чтобы положить сверху большой кусок стекла, чтобы поверхность была ровной. Однако декоративные квадраты прекрасно вписываются в стол. И они не вмешиваются в то, как предметы интерьера сидят на столе. Он не идеален для письма или чего-то в этом роде … но на самом деле мы не используем для этого в нашем доме садовый стол, так что для нас это нормально. Я все еще могу добавить стекло, я просто хочу еще немного посмотреть, как обходится без него.
Мы начали с нашей двери. Его подарила мне моя милая подруга Бонни около года назад. Оно пришло из дома ее бабушки и предназначалось для сожжения … пока Бонни не спросила, не хочет ли я его (ммм … да ). Опять же, мы решили установить опоры для труб, чтобы избежать каких-либо больших построек (мы устали, вы все … это была дикая весна!) Но я никогда не думал, что мне так понравится основание для водопроводной трубы.
Расходные материалы для основания водопроводных труб:
Мы использовали водопроводную трубу 3/4 “для всех частей.Вы должны согласиться с этим.
- Труба диаметром 1–60 дюймов (это длинный кусок внизу, который удерживает все вместе, оба конца должны иметь резьбу)
- 8- фланец
- 6-т. Запчасти
- Части 4-24 дюйма (с резьбой на обоих концах)
- Детали размером 4-8 дюймов (с резьбой на обоих концах)
- 4–4-дюймовые детали (это то, что изображено … это было немного выше для наших стульев, и мы вернулись и позже заменили их на 1-дюймовые ниппельные детали, с резьбой на обоих концах…но это общее предпочтение)
Мы закупили все стандартные длины, и ничего не нужно было разрезать. Тем не менее, если вы спросите, в большинстве крупных коробочных магазинов можно разрезать и зарезать трубы для водопровода.
Сборка старого дверного стола:
Здесь нет ничего особенного. Мы буквально просто прикрутили все это вручную.- Мы использовали гаечный ключ на последнем «круге», чтобы убедиться, что все затянуто.
- Из-за дренажа наш внутренний дворик не совсем ровный.После того, как мы поставили стол на место, нам пришлось кое-что отрегулировать с помощью гаечного ключа. Возможно, вам придется подождать, пока ваш стол не окажется на своем месте, и сделать то же самое.
- Я сфотографировал для вас конфигурацию ниже.
- Один комплект фланцев стоял на земле.
- Мы прикрепили другой набор фланцев к нижней части стола с помощью винтов 3/4 дюйма, которые были достаточно толстыми, чтобы удерживать фланцы на месте.
- Мы предварительно просверлили отверстия, чтобы не расколоть дерево на двери, прежде чем ввернуть в нее фланцы.
Техника рисования:
Покраска деталей сантехники была полной ошибкой, которая сработала к лучшему. У меня в голове было то, что я хотел попытаться согласовать трубу с отделкой стульев, которые я купил. Итак, я нарисовал их белой краской в стиле мела. Я потратил часы на это, чтобы получить красивое ровное пальто. В ту минуту, когда я закончил с этим, я понял, что просто потратил кучу времени, чтобы сделать трубопровод имитирующим ПВХ (что определенно НЕ было тем видом, к которому я стремился).Итак, я слегка отшлифовал белую краску в стиле мела, чтобы показать серебряную отделку сантехники на больших участках ног (для этого я использовал наждачную бумагу с крупной зернистостью). Затем я использовал темный воск и сделал трубку немного старой и потрепанной. Я закончил тем, что любил результат … но это было совершенно не запланировано !ОБНОВЛЕНИЕ: прошло уже более двух лет, а сама дверь значительно обветрилась (возможно, больше, чем хотелось бы). Этим летом я планирую покрасить его еще одним слоем краски и морского лака.Но ниже показано, как я изначально закончил дверь. Он создавал красивый, стильный, потрепанный вид … за последние два года он просто потрескался и выветрился гораздо больше (но он присутствует в элементах 24/7).
Ремонт двери
Что касается двери, я также хотел, чтобы она выглядела потрепанной. У меня есть несколько техник рисования на I Should Be Mopping the Floor , которые похожи на стили, перечисленные для вас ниже.- Для этого старого дверного стола я использовал краску в стиле мела Waverly в цвете Agave для двери (вы также можете увидеть, насколько красив цвет агавы в моем макияже стола и стульев).Я просто нанесла его двумя слоями.
- После высыхания я вручную отшлифовал детали стола, чтобы придать им красивый, потрепанный вид.
- После шлифовки я тщательно протер ее липкой тканью, чтобы удалить пыль и мусор.
- Я использовал белый воск Waverly’s White Wax (на фото выше), чтобы пройтись по всему столу и придать ему размытый вид. Я вытерла излишки мягкой тканью.
- Я также настоятельно рекомендую покрыть лаком морского герметика, если ваш стол будет подвергаться воздействию элементов.
ОБНОВЛЕНИЕ : во время дождя в углублениях стола скапливалась вода. Мы исправили это, просверлив маленькие отверстия в каждом утопленном углу … это сработало как шарм для дренажа, и они почти не видны.
Стулья для патио в фермерском доме:
Как бы безумно это ни звучало, я заказал эти стулья на Amazon, вы все. Мне нравится этот стиль стула, но мне было трудно найти уличную версию, которая не стоила бы гибкости в миллион долларов за стул.Но старая добрая Амазонка справилась. (ОБНОВЛЕНИЕ: прошло уже более двух лет, и мы все еще любим эти стулья. Они стоят снаружи 24 часа в сутки, 7 дней в неделю и отлично держатся.)ЗАХВАТИТЬ ТОЧНЫЕ КРЕСЛА Я ЗАХВАТИЛСЯ НА AMAZON.
Чтобы показать то, о чем я упоминал ранее, тарелка и вся установка идеально вписываются в декоративные области двери. Они не шатаются или что-то в этом роде. Это был еще один забавный, неожиданный сюрприз.
Я также сделал свои консервные плантаторы для стола. Они были забавным апциклом, добавившим много цвета нашему столу и забору.
Всем очень рекомендую старый дверной столик …
мы очень довольны тем, как получилось у нас!
Вы можете увидеть наше видео ниже о том, как все патио собралось воедино.
Ищете больше идей для столов своими руками?
.