Струбцины для сварки – как сделать своими руками простейшие угловые тиски
alexxlab | 13.09.2019 | 0 | Разное
как сделать своими руками простейшие угловые тиски
Среди множества важных приспособлений на сварочном столе можно найти струбцины для сварки. Они позволяют увеличить скорость сборки узлов и выполнить их с соблюдением основных размеров согласно чертежу.
Выпускаются промышленные образцы разнообразных по форме струбцин, но в домашних условиях вполне реально изготовить надежную и удобную струбцину для сварочных работ самостоятельно.

Большой выбор
Струбцины выпускают не только для сварки, они применяют в столярном деле. Для слесарных работ тоже производят аналогичные приспособления. Удобная угловая струбцина для сварочных работ – это незаменимый инструмент, без которого иногда просто не обойтись.
Струбцины отличаются по формам и размерам, могут предназначаться для определенного размера заготовок или применяться как тиски для сварки с надежной фиксацией деталей.
Существуют также струбцины, предназначенные для сварки трубопроводов. Это конструкции на шарнирах и винтах, позволяющие зажимать трубу определенного диаметра.
На струбцинах может использоваться кулачковый фиксатор заготовки или винт, помогающий отрегулировать расстояние между зажимами. На сварочном столе должны присутствовать несколько типов и размеров струбцин, в зависимости от выполняемых операций и размеров деталей. Самая простая и надежная самодельная конструкция сварочной струбцины – это угловое приспособление, сделать которое достаточно просто.
Конструкционные особенности углового зажима
Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов. Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
- для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок. Это позволит избежать больших деформаций при сварке конструкции;
- следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой. Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом;
- величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
Вариации конструкции
На конце винта, в зависимости от фантазии мастера, можно изготовить штурвал для зажима деталей. Но самая простая и распространенная конструкция струбцины – это приваренная или зафиксированная другими способами перемычка небольшого размера из квадратной трубы или прутка.
Для фиксации небольших деталей во время сварки вполне достаточно сделать простейшую струбцину в форме английской буквы G. Для этого можно из профиля с помощью подрезов и загибов выполнить основную раму данной конфигурацией. На верхней части приваривают гайку с винтом, и самая простая струбцина готова.
Несмотря на свою простоту, она будет надежно фиксировать небольшие детали, помогать в работе со сваркой. Винт лучше брать с подвижным пятаком на одном краю, чтобы надежно фиксировать заготовки, не двигая их при затяжке.
Наиболее распространенной является струбцина с возможностью регулировки в зависимости от размеров заготовки. Это приспособление требует установки его на жесткую поверхность рабочего стола для сварки или на металлический верстак мастера.
F- образная форма
Для того чтобы облегчить работу, потребуется приготовить несколько простых струбцин. Заранее надо подготовить небольшие обрезки любого профиля, гайку с винтом и крепежные болты. Угловые струбцины для сварки изготавливают в 2 этапа.
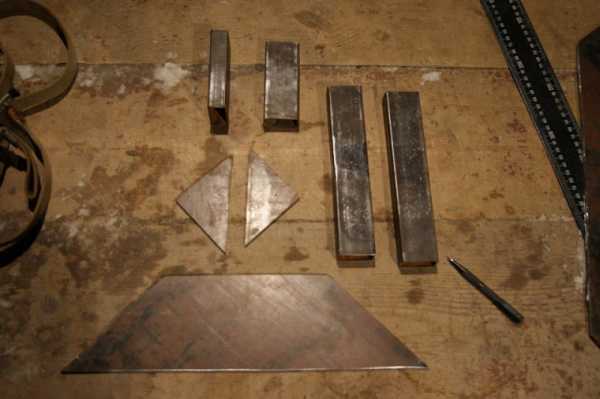
Основание
Понадобятся три обрезка профильной трубы. Профиль можно использовать любой, который есть под рукою, но лучше взять с разными размерами полок. К примеру, труба 25/60 может послужить отличной заготовкой для основания.
Отрезают детали длиной 300, 200, 100 мм. Распределяют меньший отрезок посередине длинного и прихватывают их. Получилось основание 180 мм по ширине.
От большего края размечают и зарезают углы под 450. Отрезок профиля длинной около 150 мм приваривают посередине длинной части основы. На эту деталь будет крепиться гайка с зажимным винтом.
Отрезают уголок или профиль по длине скоса на основании и прихватывают отрезки к торцу основания. Данные части конструкции служат как направляющие заготовки и как упоры при фиксации.
Проваривают все стыки и хорошо зачищают их болгаркой с зачистным камнем. Основание угловой струбцины для сварки готово, можно переходить к финальной части сборки.
Прижим
Остается изготовить прижим. Для этого на конце прямого обрезка, отходящего от основания, на достаточном расстоянии приваривают гайку с накрученным винтом. Для предотвращения повреждения резьбы при сварке винт необходимо хорошо смазать солидолом или другой густой смазкой.
Теперь отрезают две детали по 100 мм, концы зарезают под 450, стыкуют и проваривают деталь. Это будет поджимная планка. Ее можно сделать из уголка или профиля. Можно загнуть ее полукругом. В любом варианте, важно чтобы она надежно фиксировала части конструкции.
На небольшом расстоянии от внутреннего угла прижима приваривают стальную пластину толщиной 4-5 мм. Затем прожигают отверстие для прохода конца винта.
Зачищают стыки болгаркой. Вставляют конец винта в отверстие в пластине, и на его край приваривают фиксатор. На другой конец приваривают рукоятку для вращения.
Конструкция струбцины для сварки в угловом варианте готова. Это наиболее простой вариант струбцины, который несложно выполнить своими руками. Можно сделать приспособление с несколькими винтами фиксации или с изменяемым углом стыковки заготовок.
Изготовить угловые тиски для сварщика достаточно просто. Теперь остается прикрепить струбцину жестко с помощью электросварки к столу или верстаку. Можно просверлить отверстия в сварочном столе и зажать струбцину для сварки с помощью болтового соединения.
Самая распространенная струбцина позволит соединить детали под прямым углом для врезки стоевых или для сборки калитки или ворот.
svaring.com
как выбрать и использовать на практике?
Время чтения: 4 минуты
Мы привыкли думать, что для сварки нужен только аппарат, электроды и ваши собственные золотые руки. Ну и газовый баллон с припоем , на крайний случай. И эта мысль справедлива, но только в случае с домашней сваркой. Если мы говорим о профессиональной заводской сварке, то множество работ не обходится без специальных приспособлений. Различные сварочные зажимы, струбцины и тиски используются постоянно, чтобы упростить, а значит ускорить работу сварщика.

При этом сварочная струбцина (в частности угловая) используется чаще всего. Ручная струбцина незаменима при работе со сложными металлическими конструкциями и при сварке в неудобном положении, когда нет возможности точно состыковать детали «на глаз». В этой статье мы подробно расскажем, что собой представляет угловая струбцина, как ее выбрать и использовать.
Содержание статьи
Общая информация
Угловые струбцины для сварочных работ применяются для фиксации деталей под определенным углом для их последующей сварки.Простейший аналог угловой струбцины — это угольник для сварки. Но главное отличие струбцины от угольника заключается в том, что угольник позволяет лишь состыковать детали без их фиксации. Поэтому струбцина считается более удобным приспособлением.
 Угловой зажим для сварки может быть изготовлен из различных материалов и предназначаться для сварки под любым углом. На данный момент не существует универсальной недорогой струбцины, которую можно было бы использовать при любой сварке. Поэтому сварщики приобретают набор из нескольких струбцин, чтобы варить под разным углом. При работе со струбциной не важен материал, из которого сделана деталь, и ее сечение.
Угловой зажим для сварки может быть изготовлен из различных материалов и предназначаться для сварки под любым углом. На данный момент не существует универсальной недорогой струбцины, которую можно было бы использовать при любой сварке. Поэтому сварщики приобретают набор из нескольких струбцин, чтобы варить под разным углом. При работе со струбциной не важен материал, из которого сделана деталь, и ее сечение.Конструкция
Струбцины угловые имеют очень простую конструкцию, в действие их приводит физическая сила, поэтому на первый взгляд ломаться нечему. Но это не всегда верное утверждение. Надежность струбцины зависит не от простоты ее конструкции, а от материалов, из которых она сделана.

Приспособление состоит из двух ключевых элементов — подвижной части и рамы. На подвижной части располагаются сами зажимы и зажимные винты. С помощью винтов можно регулировать, насколько сильно должны быть зафиксированы детали. На зажимах располагаются зажимные губки. Угловая струбцина для сварки зачастую способна фиксировать детали с размером не более 40 сантиметров.
Как выбрать и использовать
При выборе ориентируйтесь на те работы, которые предположительно будете выполнять. Ведь струбцина фиксирует детали только под определенным углом. И если вам нужно варить под углом в 90 градусов, а струбцина способна зафиксировать только под 60 градусов, то толка от такого приспособления будет мало. Лучше заранее знать фронт предстоящих работ. Если это невозможно, то приобретите сразу комплект со струбцинами для сварки под различными углами.
Также обратите внимание на толщину зажимных губок. Чем толщина больше, тем лучше они фиксируют детали. Это очень важный параметр, ведь при надежной фиксации сварочный шов не будет деформироваться. Отдельно обратите внимание, из чего сделаны винты. Желательно, чтобы в качестве материала был использована медь или материал с медным покрытием.

Так при разбрызгивании во время сварки металл от детали будет оседать на винтах, но не сможет их испортить. Эта проблема часто встречается у дешевых струбцин, где на резьбу попадает расплавленный металл и приспособлением просто невозможно больше пользоваться.
Это основные нюансы, но которые стоит обратить внимание при покупке струбцины для сварки своими руками. Отдельный вопрос — как использовать тиски для сварки прямых труб или любых других изделий? Ниже видео, в котором наглядно показано (6:00—10:00), как применять угловую струбцину.
Конечно, вместо струбцин можно использовать более бюджетный вариант — уголок для сварки. Но он позволяет лишь расположить детали под нужным углом, без фиксации. Сварщик должен самостоятельно держать детали и следить за их положением. В случае с угловой струбциной этот процесс происходит куда проще и быстрее. Так что рекомендуем вам не экономить и купить набор качественных струбцин.
Вместо заключения
Теперь вы знаете все про угловые струбцины для сварки. Это очень простое, недорогое и удобное приспособление, которое не только упростит вашу работу, но еще и позволит улучшить качество сварных соединений за счет правильной стыковки. А вы когда-нибудь использовали угловую струбцину в своей практике? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Угловая струбцина для сварки. Швы радуют глаз
 Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Угловая струбцина является неким универсальным фиксатором, скрепляющим обрабатываемые поверхности при сварке. Такое приспособление крепко сжимает необходимые элементы под определённым углом и тем самым делает процесс сварки и обработки материалов удобнее. Это первое по важности оборудование для любого сварщика, без которого невозможно обойтись, не причинив ущерба производительности и крайнего неудобства в работе. Струбцины могут быть разных размеров и форм. Особенно удобными считаются быстрозажимные варианты. В целом для постоянного осуществления сварочных работ профессионалы рекомендуют иметь набор струбцин разной конфигурации.

Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм.
Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.

- Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб. При сваривании уголки должны идеально подходить один к другому. В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе.
- Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства.
- Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.

Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
proinstrumentinfo.ru
Струбцина угловая для сварки своими руками: процесс изготовления
Мастера-умельцы делают многие приспособления, предназначенные для тех или иных целей, самостоятельно. Весьма просто изготавливается и струбцина угловая для сварки своими руками — одно из приспособлений, которое фиксирует детали под прямым (или другим нужным) углом, устраняя многочисленные неудобства при сварочных работах.
Сварка металлов представляет собой отдельный раздел в программе по металловедению и включает в себя большой объем знаний. Это объясняется зависимым поведением стали от ее химического состава, а также физическими свойствами при изменении агрегатного состояния.
Инженерами-конструкторами разработаны многие ухищрения, которые не только улучшают условия труда, но и максимально снижают получение возможных дефектов. Чаще всего они носят узконаправленный характер и предназначены для определенной формы изделий, например, струбцины для сварки труб встык или под углом 90 °С.

Применение угловой струбцины при сварке труб
Назначение и конструктивные особенности
Важно! Струбцины, которые изготавливаются методом сварки, могут иметь погрешность. Необходимо обеспечить замер угла, расстояний для учета этих параметров при ее эксплуатации
По своей сути самодельная струбцина для сварки — это тиски, но со специфическим функционалом. В отличие от обычных зажимов они обеспечивают комплекс мероприятий, направленных на повышение качества свариваемых изделий в домашних условиях:
- Являясь компактной и относительно легкой конструкцией, струбцина без проблем меняет положение в пространстве. Таким образом работу можно организовать в любом месте и положении.
- Используя несколько таких тисков (различных размеров и угла направления), можно обеспечить сварку многосоставных деталей.
- Необратимым процессом при соединении элементов является усадка металла в шве. Из-за нее возможны деформации предмета по размерам, направлению деталей. Особенно это сказывается на сложных изделиях, которые имеют несколько сварных стыков, влияющих друг на друга. Струбцина, жестко фиксируя элементы, способствует равномерному распределению жидкого расплава между кромками.
- Изделие позволяет проводить сварочные работы одному человеку, без помощников, поскольку отсутствует надобность в поддержании деталей. В то же время оно исключает человеческий фактор.
Разновидности
К тискам не предъявляется каких-либо особых требований по материалу изготовления. Это может быть любая сталь, имеющаяся оптимальные характеристики по прочности, возможности обработки. Чаще всего самодельные угловые струбцины для сварки изготавливаются из:
- Обычной углеродистой стали. Она отлично сваривается, не вызывает сильных деформаций в готовых изделиях. Толщина (ориентировочно 8-10 мм) хорошо поддается резанию болгаркой и сверлению отверстий дрелью. Углеродистые стали имеют широкий диапазон по химсоставу, который отлично сваривается. Поэтому для изготовления можно использовать стальные профильные трубы, вне зависимости от их точного состава, и стальную пластину (как правило, несложно найти обычную СТ 3).
- Инструментальной стали. Ей придают форму ковкой. После этого сталь закаляют и проводят отпуск. Такое изготовление требует определенных знаний и навыков, поэтому используется гораздо реже. Вариант более приемлем для промышленного производства.
- Магнитной струбцины. Изготавливается с использованием магнита. Наилучший вариант на сегодня это — неодимовый сплав. Его мощность при размерах Ø — 30 мм, h — 9 мм позволяет удерживать 93 кг.

Самодельные угловые струбцины
Принципиальная схема тисков 2-составная: основная и подвижная (регулятор) части. Изготавливаются в нескольких вариантах, но зажимное устройство представляет собой винт с ручкой. Варианты меняют не только внешний вид, но и назначение. Некоторые модели широко используются только в деревообрабатывающей отрасли. Как правило, это небольшие G-; Т-; F-образные изделия, изготовленные методом литья. Всего существует около 10 моделей, представленных в продаже:
- G-образный зажим — изготавливается из инструментальной стали, благодаря чему он обладает высокой прочностью, износостойкостью и ударной вязкостью. Используется для соединения нескольких деталей одновременно.
- Т-образный зажим. Кроме того, что она может фиксировать заготовки разной толщины, основа струбцины может устанавливаться на поверхности. Для этого на ней предусмотрены отверстия.
- Трубная — разновидность Т-образной конструкции, но в качестве станины используется труба, на которой закреплен зажим: 1 часть — стационарно, вторая — подвижно.
- Угловые. Как правило, это струбцина для сварки 90 градусов. В качестве зажимов могут использоваться винтовые или магнитные соединения. Она имеет форму равнобедренного треугольника и может крепиться на какую-либо поверхность болтовым соединением через сквозные отверстия.
- Пружинная или трещотка. По форме идентична плоскогубцам или прищепке. Имеет фиксатор в виде храпового механизма в нижней части. В отличие от винтовых, сцепление происходит с помощью пружины, но сила сжатия не регулируется. Маленький захват применяется только для небольших изделий.
- F-образная струбцина или триггер, или торцевой зажим. На станине находятся 2 направляющие: одна закреплена жестко, вторая двигается вдоль основы. Винтовые зажимы фиксируют положение в двух точках.
- Ленточная конструкция представляет собой механизм натяжения жестким ремнем. Особенность — обеспечивает равномерное натяжение по всей поверхности конструкции. Узкая специализация предназначена для сборки круглых (бочкообразных) изделий.
- Гидравлическая — профессиональное использование. Основные преимущества — скорость и точность.
- Вакуумная — используется только для соединения плоскостей (листов).
Захват может быть усовершенствован и сделан автоматическим. Такие струбцины просты в применении, но имеют некоторые недостатки по мощности и точности регулировки. Для удобства рабочая станина может оснащаться мерной линейкой, стопором (фиксатором) длины, а регулировочный вентиль закрываться пластмассовыми насадками.

Самостоятельное изготовление угловой струбцины для сварки
Как самостоятельно изготовить струбцину
Важно! Используя ортофосфорную кислоту и медный купорос, поверхность можно омеднять, получив не только коррозионную стойкость, но также отрицательную адгезию с брызгами свариваемого металла. Особенно это необходимо для подвижных соединений, которые в процессе сварки могут привариться друг к другу
Самодельные струбцины для сварки своими руками изготавливаются сварным методом из углеродистой стали общего назначения. Понадобятся схематический чертеж, инструменты и детали:
- сварной аппарат;
- болгарка;
- профильная труба 20 х 40 мм длиной 200 мм;
- стальная пластина h — 8-10 мм размером — 25 х 25 мм;
- набор гаек и болтов диаметром 13 и 16.
Как сделать струбцину для сварки, которая состоит из 2 частей, и обе из них изготавливаются из основы и металлических брусьев, в качестве которых используется профильная труба:
- Первая часть — основа большего размера. Закрепляем трубы под углом 90 °С согласно чертежу.
- Обрезаем лишние части болгаркой.
- Используя остатки профильной трубы, готовим подвижную часть и элементы крепления к основе. По конфигурации она повторяет первую часть, но размеры ее меньше: она должна плотно сходиться с основой. В качестве направляющего выступает винт диаметром 12 мм и длиной 30 мм.
Заключение
Струбцины для сварки под углом 90 °С наиболее востребованы. В дополнение к ним могут применяться и модели с другим углом или универсальные. Не лишней функцией у зажима является возможность крепления его самого. Тиски подбираются в зависимости от специализации мастера. Самодельные модели выгодно отличаются тем, что их можно сделать узкоспециализированными.
Видео: УГЛОВАЯ СТРУБЦИНА — подробный процесс изготовления
svarkaipayka.ru
Струбцина для сварки своими руками — чертежи
С первого взгляда довольно простые сварочные работы требуют, как правило, ответственного профессионального подхода. Для получения максимально качественных результатов необходимо дополнительно использовать специальные инструменты, приспособления, одно из которых – угловая струбцина для сварки, сделанная своими руками по чертежам. С таким инструментом сварные соединения металлических изделий выполняются намного быстрее и легче.
Струбцина – это универсальное приспособление, которое подходит для любых видов работы с металлическими конструкциями. Инструмент является одним из наиболее важных приспособлений для опытных сварщиков. Его отсутствие приводит к неудобствам выполнения работы, соответственно снижению производительности труда.
Струбцины для сварки изготавливаются самой разнообразных параметров, могут иметь постоянный или регулируемый размер зева. Очень удобными являются быстрозажимные приспособления, когда зажим металлических образцов осуществляется посредством кулачкового механизма.

Сварщику рекомендовано иметь под рукой целый комплект отличающихся размерами и формами струбцин, так как иногда, чтобы собрать одну конструкцию, нужно несколько подобных приспособлений разной конфигурации.
Изготавливаем струбцину в бытовых условиях
Несложно сделать сварочные приспособления самостоятельно в домашних условиях. Многие мастера считают, что различные приспособления, используемые для удобства выполнения сварочных работ, приобретенные в магазине, не отличаются необходимой надежностью. Их лучше изготавливать своими руками.
Для изготовления такого инструмента понадобятся следующие компоненты:
- стальной лист, толщина 9-11 мм;
- гайки – 3 штуки;
- шайба большого диаметра;
- трубопрокатная заготовка, которая должна иметь наружную резьбу, аналогичную резьбе гайки.
Инструкция по изготовлению
Схема изготовления струбцины в бытовых условиях выглядит приблизительно так:
- В первую очередь необходимо вырезать из металлического листа 3 полоски разной длины – 10, 25, 50 см, одинаковой ширины – 4 см.
- Далее подготавливаем 2 пластины прямоугольной формы, которые понадобятся для крепления подвижной детали, упора на статичном участке приспособления.
- Привариваем вспомогатель к основе струбцины. Соединив все перечисленные элементы должны получить Г-образную конструкцию.
- Следующий прямоугольный лист привариваем к меньшей стороне приспособления, шайбы свариваем вместе.
- К подвижному элементу конструкции прикладываем гайки (кладем их «на ребро»). При этом выкручиваемый стержень к основанию струбцины должен быть расположен параллельно.
- Сваривание осуществляется с внешней стороны первого листа прямоугольной формы. А подвижный механизм прикрепляется с внутренней стороны по краям.
- Крайняя стадия изготовления струбцины – привариваем шайбы плашмя к стержню.
Сделанное своими руками приспособление предоставляет возможность удерживать габаритные конструкции, выполненные из трубопрокатных деталей, без малейших сдвигов.
Струбцина углового типа
Угловое приспособление представляет собой универсальное фиксирующее устройство, которое используется для скрепления, удержания изделий при выполнении их сваривания. Такой вспомогательный механизм достаточно крепко сжимает детали под установленным углом, чем существенно облегчает работу сварщика.
Струбцины изготавливаются разной формы, размеров. Наиболее удобным вариантом являются быстрозажимные приспособления.
При постоянном выполнении сварочных работ рекомендуется иметь в наличии полный комплект отличных по конструкции, параметрам инструментов.
Конструкция угловой струбцины
Такие устройства позволяют выполнять сваривание металлических изделий не лишь под прямым углом. Заводские приспособления изготавливаются нескольких модификаций, их можно использовать для соединения труб под разным углом – 30-90º.
Особенностями устройств углового типа:
- прижимные губки изготавливаются большей толщины, благодаря чему увеличивается степень жесткости соединений деталей, сварочный шов при осуществлении сварки не выгибается;
- дополнительно используются медные прижимные винты, которые не допускают спайку резьбовых участков струбцины при попадании на них брызг расплавленного металла, соответственно увеличивают эксплуатационный период оборудования;
- для выполнения сварки электродами под установленными углами на участках стыковки изделий струбцина делает больше рабочую зону.
Конструкция устройства представляет собой основание в виде рамы и подвижный механизм. Подвижная часть приспособления часто дополнительно оснащена зажимным рычагом (винтом), который позволяет регулировать степень сжатия изделий.
Благодаря хорошей подвижности приспособление способно фиксировать изделия из металла различного сечения, параметров. Для максимально комфортной сварки, повышения производительности можно использовать одновременно несколько таких приспособлений разной конфигурации. Большинство производимых инструментов рассчитаны для сваривания металлических образцов, диаметр которых не превышает 39 см.
На угловых струбцинах для сварки предусмотрены специальные ручки Т-образной формы, которые предоставляют возможность передавать усилие, формирующееся в процессе работы, на обрабатываемые изделия. А скобы, выполненные из чугуна, выдерживают самые максимальные температуры.
При подборе угловой струбцины нужно обязательно учитывать тип предполагаемых работ. Например:
- G-струбцины чаще всего используются для надежного закрепления металлических образцов, имеющих небольшую толщину.
- F-струбцины с регулируемым зажимным механизмом применяются при обработке металлических образцов большой толщины.
Быстрозажимные устройства могут монтироваться в гараже, мастерской, прочих помещениях на рабочих столах, имеющих ровную поверхность.
electrod.biz
четежи – Расходники и комплектующие на Svarka.guru
В технической терминологии именно такие вспомогательные инструменты применяются для жесткого закрепления деталей, чтобы в дальнейшем производить последующую обработку, например, сверлить отверстия, распилить под определенным углом. Угловая струбцина для сварки используется, когда нужно соединить конструкцию строго под углом в 90 градусов, чтобы при этом не появились перекосы и неточности.Назначение изделия
Приспособление используется для жесткого закрепления конструкций или отдельных деталей, чтобы приварить их под прямым углом. Состоит из основания или рамы, подвижной платформы, которая оснащена крепежными деталями: винтами или рычагами, при помощи которых регулируется прижатие заготовок. Благодаря подвижности основных деталей такое устройство надежно удерживает конструкции из металла, имеющие различные габариты.
Когда в наличие имеется несколько аналогичных струбцин, то можно легко сформировать любые сложные конструкции или простые рамы, например, для гаражных ворот, а затем проварить угловые соединения. Максимально допустимый диаметр детали до 400 мм, т. е. профильная труба 400х400 будет зажата прочно и ворота для въезда на загородный участок будут сварены точно под прямым углом баз досадных перекосов.
Нюансы конструкции
 Струбцины выпускаются не только для прямых углов, но и многопрофильные, позволяющие сварку под углами от 30 под 90 градусов. Угловая струбцина сварочная имеет характерные отличия:
Струбцины выпускаются не только для прямых углов, но и многопрофильные, позволяющие сварку под углами от 30 под 90 градусов. Угловая струбцина сварочная имеет характерные отличия:
- Губки прижимов имеют большую толщину, если сравнивать с другими аналогами, поэтому сварочный шов не коробит всю конструкцию из-за разницы температур.
- Прижимные винты делаются из меди или латуни, т. к. брызги расплавленного металла не оседают на резьбе и не могут вывести механизм из строя.
- Удобное положение, чтобы надежно соединить детали — оптимальный вариант позволяет проварить изделие, зажатое в струбцине, с трёх сторон.
- Для жесткого закрепления любых деталей на изделие привариваются гайки с заранее вкрученными винтами, что позволяет зафиксировать разные по габаритам конструкции.
Когда надо надежно закрепить заготовки имеющие диаметр более 400 мм, то применяются стапеля.
Е. Т. Бахтияров, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2004 года: «Струбцины востребованы во время проведения сварочных работ в любом месте, потому что руки у исполнителя заняты, а детали или заготовки должны надежно и весьма жестко закрепляться под оптимальным углом».
Вариации
Для небольших деталей используют струбцину для сварки более простой конструкции, например, в виде английской литеры G. Такое приспособление надежно удерживает мелкие детали, позволяя сварщику соединить и в одно целое, при этом винт надо выбирать с пятаком подвижного типа, чтобы закрепить детали, не передвигая их при затягивании.
В виде буквы F
Конструкция такой струбцины не так надежна, чем аналог в форме G, но имеет более широкий вариант регулировки: на рейке из металла с одной стороны жестко крепится неподвижная губа, а губка со свободным ходом имеет винт с шайбой на конце для надежной фиксации заготовки и удобную рукоять для закрепления нужного положения.Длина рейки может быть разной — это зависит от модели струбцины и позволяет неподвижно зафиксировать несколько деталей относительно друг друга, главное, чтобы их ширина не превышала длину изделия.
Основание изделия
Для формирования несложной конструкции нужно приготовить три обрезка из профтрубы, например, аналог с габаритами 25х60 идеально подойдет для этих целей. Длина отрезков: 300, 200 и 100 мм соответственно, маленький располагают посредине большого и прихватывают в нескольких местах. Получилось основание с шириной до 180 мм, теперь, отступив от большего края, зарезаем углы под 45 градусов.
Отрезок длиной не более 150 мм приваривается посредине длинной части основания — здесь будет закреплена винт и гайка, чтобы закреплять детали. Теперь изготовим направляющие, которые будут служить упорами при фиксации. Все стыки полученной конструкции надо проварить, а шовные соединения зачистить, надев на болгарку специальный камень.
Механизм прижима
На конце прямого обрезка, идущего от ранее изготовленного основания, отмеряем нужное расстояние, привариваем гайку с закрученным винтом. Чтобы защитить резьбу от повреждения разлетающимися искрами, обильно смазываем весь винт техническим вазелином. Отрезав две одинаковые детали длиной не более 100 мм, концы зарезаем под 45 градусов, затем производим стыковку и завариваем швы. Получилась поджимная планка.
Металлическая пластина с толщиной не более 5 мм приваривается на выверенном расстоянии от внутреннего угла прижимного устройства, предварительно прожигается отверстие, куда будет входить винт. Когда резьбовое окончание винта появится из перфорации, к нему приваривают фиксатор, а с противоположной стороны — ручку для вращения.
Изготовление своими силами
Как уже говорилось ранее, конструкция угловой струбцины простая, а материалом служит металл. Предлагаем следующий алгоритм действий при самодельном изготовлении:
- Чтобы сформировать надежное основание, используем металлический лист толщиной 8—10 мм. Для фиксации используем уголок необходимого размера. Все крепления делаем при помощи сварки, потому что резьбовой вариант со временем теряет жесткость.
- Для винтового зажима применяются 2—3 гайки, свариваемые между собой. При этом дополнительно изготавливаем кронштейн толщиной 30—40 мм, имеющий по центру резьбовое отверстие. Крепление выполняется при помощи болтового соединения, потому что при срыве резьбы такую конструкцию легче заменить, а не переделывать изделие заново.
- Формирование угла — главное внимание уделяем расположению зажимных скоб, при соединении каждый уголок подгоняем по размеру — сначала привариваем первый к зажиму, затем прикладываем второй, зажимаем плотно и провариваем скобу.
- Проверить плавное движение внутреннего основания — сбоку надо установить направляющие, облегчающие передвижение. Для этого нужно прорезать паз по биссектрисе угла шириной не менее 8 мм.
- Теперь в верхнем основании просверливаем отверстие, вставляем болт с свободно крутящейся гайкой. Перемещаться основание прижима должно без усилий, поэтому резьба на болте нарезается таким образом, чтобы витки заканчивались на некотором расстоянии от головки.
На этом работы по изготовлению металлической угловой струбцины закончены — в процессе сварочных работ такая конструкция будет полезна, т. к. позволит надежно закрепить соединяемые детали и ускорить процесс. Тщательно изучив предлагаемые в интернете варианты, пользователи самостоятельно способны изготовить нужное изделие, которое будет полезным дополнением при ремонте конструкций или деталей из металла.
Некоторые умельцы делают подвижный вариант струбцины, где возможны углы от 45 до 900.

Выводы
Сварщики не понаслышке знают, что аналогичные устройства облегчают работу, когда рядом нет опытного помощника, да и жесткое закрепление при помощи нескольких угловых струбцин помогут сварить сложную конструкцию, например несущую рамы гаражных ворот из профильной трубы.
svarka.guru
назначение, виды, как изготовить самостоятельно
 Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
Общая характеристика
Струбцина выручает, когда требуется зафиксировать детали, чтоб дать время высохнуть клею или выполнить сварку. При сборке мебели приспособление поможет собрать элементы без смещений, просверлить в нужном месте отверстия для крепежа. Самодельный инструмент весит немного, но с фиксацией справиться на «отлично». Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.
 На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
Преимущества инструмента
Из-за дороговизны заводских изделий выгодно сделать струбцину своими руками, но экономия — это не единственное преимущество инструмента. Подобранная под определенные работы калибровка струбцины поможет зафиксировать детали лучше. Если струбцина делается для разовой работы, в изготовлении используются дешевые материалы.
Деревянная струбцина
Такая струбцина подходит для работы с мебелью. Рекомендуется брать дерево одной из следующих пород:
- дуб;
- ясень;
- береза;
- граб;
- бук.
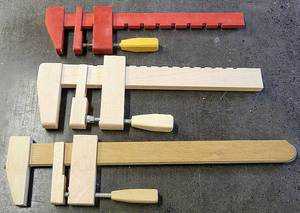 Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Приспособления для работы с деревом изготавливаются так:
- Две длинные рейки кладутся на стол.
- Первая рейка кладется ребром вверх, вторая рейка — наоборот.
- В рейках дрелью просверливаются отверстия для соединения.
- Одна пластина крепится к нижнему брусу.
- Отверстия для крепежа в обеих деталях должны совпадать.
- Вторая пластина крепится параллельно первой с помощью самореза.
- На концах реек просверливаются отверстия, к которым крепятся еще пайки или пластинки, угол между которыми должен быть ровно 90 ° .
- После монтажа проверяется работа приспособления путем закручивания самореза для фиксации уровня зажима пластин.
Приспособление из фанеры
 Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Для работы понадобятся куски фанеры 1,5×10×10 см, которые вырезаются лобзиком. Квадраты размечаются путем деления заготовок по диагонали на две части. Намечаются отверстия на расстоянии 20 см от края с расстоянием между ними не меньше 8 см, в противном случае зажимы начнут мешать друг другу. В отмеченных местах просверливаются отверстия Ø40 мм. Три угла опиливаются с целью устранения излишков клея под фиксаторами.
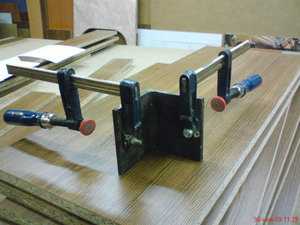
 Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Металлические струбцины для сварки бывают двух- и 3-координатными. На приспособлении могут быть зафиксированы две детали металлической конструкции для дальнейшего соединения. Безопасность труда повышается благодаря встроенным магнитам.
Изготовить струбцину своими руками несложно. Нужно иметь:
- Стальной лист толщиной 10 мм.
- Три гайки.
- Шайбы большого диаметра.
- Трубу с наружной резьбой, соответствующей гайкам.
Из листа стали вырезают полосы 50-сантиметровой длины и 4-сантиметровой ширины. Нужны две такие заготовки. К основной части заготовки приваривают вспомогательную Г-образную. На короткий край плашмя приваривают опорную деталь. Гайки свариваются друг с другом, как и шайбы. К подвижной части гайки располагают ребром, а приваривают так, чтоб вкручиваемый стержень шел параллельно основанию инструмента. Далее части приваривают по внешнему краю, а между ними вставляют полосу струбцины. Потом осуществляется сварка по внутреннему краю, к частям присоединяется подвижная планка. Большие шайбы приваривают на край металлического стержня.
Тип конструкции зависит от нужной прочности фиксации. Зажим изготавливается из разных материалов. Самодельная струбцина пригодится и в домашней мастерской, и в профессиональной деятельности.
tokar.guru