Струбцины для сварки: Страница не найдена
alexxlab | 03.02.1990 | 0 | Разное
Чертеж струбцины для сварки. Самодельные и заводские струбцины для сварочных работ
Чертеж струбцины для сварки. Самодельные и заводские струбцины для сварочных работ
Кажущиеся на первый взгляд простые сварочные работы, как правило, нуждаются в достаточно профессиональном и ответственном подходе. Поскольку для выполнения качественных и надёжных работ, понадобятся особые инструменты. Таким инструментом может стать угловая струбцина для сварки, которая даёт возможность проводить сварочные работы гораздо проще и быстрее.
Угловая струбцина является неким универсальным фиксатором, скрепляющим обрабатываемые поверхности при сварке. Такое приспособление крепко сжимает необходимые элементы под определённым углом и тем самым делает процесс сварки и обработки материалов удобнее
. Это первое по важности оборудование для любого сварщика, без которого невозможно обойтись, не причинив ущерба производительности и крайнего неудобства в работе. Струбцины могут быть разных размеров и форм. Особенно удобными считаются быстрозажимные варианты. В целом для постоянного осуществления сварочных работ профессионалы рекомендуют иметь набор струбцин разной конфигурации.
Особенно удобными считаются быстрозажимные варианты. В целом для постоянного осуществления сварочных работ профессионалы рекомендуют иметь набор струбцин разной конфигурации.
Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины.
 Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования; - рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.
Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм

Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.
- Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб.
 При сваривании уголки должны идеально подходить один к другому. В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе.
При сваривании уголки должны идеально подходить один к другому. В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе. - Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства.
- Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.
Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
На момент механической обработки заготовок для повышения качества должна проводится их надежная фиксация. В противном случае поставленная задача существенно усложняется, при работе с ручными инструментами поверхность может смещаться. Довольно большое распространение получили струбцины, которые применяются для непосредственного зажима и фиксации заготовки. Встречается довольно больше количество различных вариантов исполнения струбцин, в набор мастера часто включается угловая. Для серьезного снижения затрат сборка механизма проводится с подручных материалов.
Что такое угловая струбцина?
В большинстве случаев при изготовлении основной части конструкции применяется дюралюминий. Именно поэтому она характеризуется высокой прочностью. Удобство в эксплуатации обеспечивается за счет наличия специальных крепежных элементов. Среди особенностей угловой струбцины отметим следующие моменты:
- В большинстве случаев инструмент используется для деталей типа рамы, а также различных уголков и подобных конструкций.
- Часто встречается ситуация, когда при сборке мебели проводится фиксация отдельных элементов. Это требуется при применении клея и проведении других подобных работ.
Угловая струбцина приобретается слесарям и верстальщиками. При этом подобная оснастка пригодится также при работе в частной мастерской. Конструктивными элементами можно назвать следующее:
- Зажим в двумя элементами, выступающими в качестве упора.
- Блок, который характеризуется повышенной подвижностью.
- Рычажный механизм, за счет которого обеспечивается передача высокого усилия.

- Винт, который применяется для зажима подвижной части в требуемом положении.
- Бегунки для приспособления, предназначенный для более слабого зажима заготовки.
Зная основные элементы угловой струбцины можно изготовить ее самостоятельно. При этом могут применяться самые различные материалы, чаще всего металл, характеризующийся повышенной устойчивостью к воздействию повышенной влажности.
Типы струбцин
Выделяют несколько видов струбцин, которые могут обеспечивать надежную фиксацию заготовок. Все они условно делятся на три основные категории:
- Простые предназначены для фиксации изделия относительно рабочей части верстака.
- Угловые характеризуются конструкцией, которая позволяет фиксировать две детали относительно друг друга в требуемом положении.
- Объемные характеризуются более сложной конструкцией, позволяющей проводить фиксацию трех заготовок относительно друг друга в требуемом положении.
Первый тип характеризуется С-образной формой, который имеет специальный кронштейн с резьбовым зажимом. Заготовка может быть самой различной – пластик, дерево, металл и многие другие материалы. Второй тип встречается крайне часто, так как требуется для выполнения больших однотипных работ.
Заготовка может быть самой различной – пластик, дерево, металл и многие другие материалы. Второй тип встречается крайне часто, так как требуется для выполнения больших однотипных работ.
Заводские приспособления весьма дорогие, но характеризуются при этом более высокими эксплуатационными характеристиками. Угловой вариант исполнения изготавливается на основе простой конструкции. Основные характеристики, как и прочность, во многом зависит от типа применяемого материала.
Фанерные струбцины
При сборе мебели часто применяются листы ДСП, которые считаются весьма распространенным материалом. Они могут фиксироваться относительно друг друга под прямым углом. Для проведения подобной работы требуется инструмент, который может быть собран самостоятельно. Создается струбцина из фанеры при применении следующих материалов:
- Основа изготавливается при применении фанеры или ДСП, толщина около 8-12 мм.
- Упор создается при применении прямоугольного или квадратного бруса из различны пород дерева.

- Для работы также потребуется ножовка.
- Также требуется дрель с различными сверлами.
После нахождения всех требующихся материалов и инструментов можно приступить к непосредственной сборке механизма. Последовательность действий выглядит следующим образом:
- Из фанеры проводится создание двух треугольников с катетами, длина которых составляет 30-40 см. При этом важно выдержать угол 90 градусов между сторонами треугольника, так как в противном случае получаемое изделие будет характеризоваться низкой точностью.
- В каждом углу созданных заготовок просверливается отверстие. Их размер выбирается в соответствии с тем, какие будут применяться зажимы.
Создав рассматриваемое изделие можно приступить к применению самодельной конструкции. За счет применения металлического фиксирующего элемента обеспечивается высокая надежность крепления, так как даже незначительное смещение заготовки может привести к серьезным дефектам.
Угловые зажимы для металлических заготовок
Применение зажимного приспособления возможно также при необходимости обеспечения надежной фиксации металлических элементов. Также для крепления металлических деталей используются угловые струбцины, изготавливаемые при применении металла. Это связано с тем, что металлические заготовки должны крепится более надежно, так как во время обработки возникает серьезная нагрузка.
Также для крепления металлических деталей используются угловые струбцины, изготавливаемые при применении металла. Это связано с тем, что металлические заготовки должны крепится более надежно, так как во время обработки возникает серьезная нагрузка.
Стоит учитывать, что металлическая угловая струбцина изготавливается по той же схеме, как и деревянная.
При этом в качестве основы применяется листовой металл, толщина которого составляет 8-10 мм. Для существенного повышения крепления проводится сваривание отдельных элементов.
Преимущества инструмента
У рассматриваемого инструмента есть довольно большое количество преимуществ. Основными можно назвать следующее:
- Длительный эксплуатационный срок. Как показывает практика, угловая струбцина может прослужить в течение нескольких лет, главное не прилагать критическое усилие. В противном случае есть вероятность деформации основных элементов.
- Устройство надежное. При правильном применении приспособления исключается вероятность смещения заготовок.

- На момент работы обеспечивается надежная фиксация заготовок относительно друг друга. За счет этого обеспечиваются наиболее благоприятные условия для обработки заготовки.
- Широкая область применения. В некоторых случаях проводится склеивание, в других обработка.
- Относительно невысокая стоимость. Даже промышленные механизмы обходятся недорого. При этом в продаже встречается просто огромное количество различных вариантов исполнения.
- Возможность сборки конструкции своими руками. За счет этого можно существенно сэкономить, так как при работе применяются подручные материалы. Самодельный механизм практически не уступает промышленному, также характеризуется широкой областью применения.
В целом можно сказать, что есть просто огромное количество различных преимуществ, которые определяют распространение угловых струбцин.
Назначение
Угловая струбцина получила весьма широкое распространение. При этом основное предназначение лишь одно – фиксация заготовок относительно друг друга. Среди особенностей отметим следующее:
Среди особенностей отметим следующее:
- При механической обработке нужно проводить надежную фиксацию. В противном случае есть вероятность существенного снижения качества получаемой поверхности.
- Угловой вариант исполнения обеспечивает сильный прижим и надежную фиксацию двух элементов при их склеивании.
Конструкция струбцины может несколько отличаться, все зависит от конкретного случая. При фиксации хрупких материалов предусматривается применение упругой прокладки, которая исключает вероятность повреждения поверхностного слоя.
Правила использования
Есть несколько различных правил, касающихся применения устройства. Среди особенностей отметим следующее:
- Нужно уделять внимание тому, чтобы поверхность прилегала полностью к рабочей части инструмента.
- При зажиме следует уделять внимание прилагаемому усилию. Слишком высокий показатель становится причиной повреждения поверхностного слоя.
- Не стоит забывать о том, что сама угловая струбцина при механической обработке заготовки также должна быть надежно закреплена.
 В противном случае проводимая обработка существенно усложняется.
В противном случае проводимая обработка существенно усложняется.
Простота механизма определяет то, что пользоваться им достаточно просто. При этом не нужно обладать какими-либо особыми навыками.
Как сделать столярную струбцину своими руками пошаговые инструкции с чертежами?
Если нужно снизить затраты угловая струбцина своими руками может быть создана из различных подручных материалов. В интернете можно встретить довольно большое количество различных чертежей, по которым проводится сборка приспособления. Стоит учитывать, что важно правильно подобрать подходящий материал. Угловая струбцина для сварки может изготавливаться исключительно при применении металла, так как раскаленный сплав может повредить дерево. Для изготовления угловой струбцины, которая будет применяться при сборке мебели, требуются следующие материалы:
- Пластина.
- Два бруска.
- Болты из коррозионностойкого металла.
- Саморезы.
- Некоторые инструменты, которые часто встречаются в домашнем наборе.

Для сборки мебели самодельная конструкция подходит только при применении мягких губок, которые исключают вероятность повреждения поверхностного слоя. Рекомендации по сборке выглядят следующим образом:
- На рабочем столе размещаются две длинные рейки, одна ребром, вторая более широкой частью.
- При помощи дрели проводится создание нескольких отверстий, которые требуются для соединения отдельных элементов.
- Одна из пластин крепится к нижней части бруска, после чего параллельно закрепляется вторая. Провести регулировку зазора можно при помощи самореза.
- На концах просверливается отверстие и прикрепляется к ним пластина. Между отдельными элементами должен строго выдерживаться угол 90 градусов.
В интернете можно встретить чертеж и спецификацию, которые применяются при самостоятельном изготовлении угловой струбцины. При рассмотрении того, как сделать угловую струбцину своими руками уделим внимание тому, что все отдельные элементы должны фиксироваться относительно друг друга с высокой точностью.
В заключение отметим, что без рассматриваемого приспособления практически не обойтись. При этом оно обходится недорого, может прослужить в течение длительного периода. Рекомендуется приобретать металл с повышенной защитой от воздействия влаги, так как коррозия может существенно снизить эксплуатационный срок.
Струбцина – это вспомогательный инструмент, который встречается практически в каждой домашней мастерской или гараже в различных видах. С помощью струбцины различные заготовки можно потно фиксировать, что позволяет удобно проводить их обработку. Также это устройство позволяет плотно сжимать между собой разные детали.
Чтобы зафиксировать угол между деталями конструкции, мастера применяют угловые струбцины. Приспособление такого типа не обязательно покупать в магазине – его можно сделать своими руками.
Что это за инструмент
Вы можете прилично сэкономить, если изготовите данное устройство своими руками, угловая струбцина особенна тем, что благодаря наличию специальных монтажных отверстий она может быть закреплена на верстаке. Приспособление используется обычно, чтобы фиксировать детали рамы, уголков, других похожих конструкций. Инструментом часто пользуются, когда собирают мебель. Угловая струбцина несомненно пригодится плотникам, токарям, слесарям, сварщикам. Она будет полезна и в домашней мастерской.
Приспособление используется обычно, чтобы фиксировать детали рамы, уголков, других похожих конструкций. Инструментом часто пользуются, когда собирают мебель. Угловая струбцина несомненно пригодится плотникам, токарям, слесарям, сварщикам. Она будет полезна и в домашней мастерской.
Как сделать струбцину самостоятельно
В магазине такой инструмент стоит немалых денег, к тому же домашний мастер с таким инструментом одного размера будет ограничен в своей работе. Из-за этого многие умельцы берутся делать угловую струбцину своими руками.
Чертежи угловой струбцины
Первый этап
Это приспособление визуально делится на две части – основание и прижимную часть.
Сначала нужно изготовить основание – для этого берем профильную трубу 25х60, как на фото.
Сперва можем собрать на прихватках, потом целиком провариваем швы и тщательно зачищаем болгаркой.
Далее нужно взять ту же профтрубу, отрезать два отрезка по 160 мм, и приварить их по краям. Варим только с внешней стороны и с торцов, поскольку с внешней стороны будет прижата заготовка, шов может мешать.
Внешние и внутренние прижимы нужно располагать точно под прямым углом друг к другу. Когда сварка будет закончена, нужно убедиться, что прижимы не сдвинуты.
После этого переходим к изготовлению крепления для прижимной части.
Нужно отрезать часть трубы 40х40 и длиной 30 мм, и срезать одну сторону, сделав буквой “П”, после чего приварить к основанию. Чтобы прикрепить винт нужно просверлить пару отверстий на 8 и третье (внизу) на 10, чтобы через него мог пройти торцевой ключ, зачем – увидим дальше.
Второй этап
Следует взять ту же самую трубу 25х60 и из нее изготовить внутренние прижимы – губки. По внешним сторонам вышло 105 мм.
Их нужно прижать струбцинами ко внешним прижимам, и сварить друг с другом.
Чтобы закрепить винт в одной и другой части, нужно сварить друг с другом гайки на 8 и 14, как показано на фото. Нужны две пары.
Одна гайка накручивается на винт, для второй его подготавливаем.
Винт нужно обточить по кругу слегка больше, чем ширина гайки, и в торце нарезать резьбу на 8. Потом следует одеть на него шайбу – важно, чтобы ее диаметр был меньше резьбы винта. После этого нужно одеть крепление, которое сварено из трех гаек, и затянуть болт. Нужно, чтобы крепление свободно вращалось.
Проточка делалась с той целью, чтобы при вращении винта на него не накручивалась гайка – она должна свободно вращаться.
Затем следует прикрепит винт к основной и прижимной части, и сделать на него вороток, который сварен из гаек и прутка (подойдет длинный болт). Теперь струбцина готова! Последний штрих – покраска, и можно пользоваться.
С помощью этого инструмента вы сэкономите время и сделаете работу более точной. А благодаря его подвижным элементам обрабатываемые детали можно соединять под нужными наклонами и углами.
А благодаря его подвижным элементам обрабатываемые детали можно соединять под нужными наклонами и углами.
Угловая струбцина: видео
Для фиксации угла между деталями конструкции удобно пользоваться угловой струбциной для сварки. Польза этого инструмента неоспорима. Струбцина серьезно облегчает задачи изготовления самых разных конструкций, ведь с ней можно обойтись без помощника. Чаще всего применяется она для фиксации под прямым углом, но подходит и для других видов углов. Инструмент применяют сварщики, слесари, столяры и плотники, трудящиеся дома и в своих мастерских. Особенно струбцина помогает при изготовлении мебели, рам, станин из деревянного бруса или профильного металла.
Общая характеристика
Струбцина выручает, когда требуется зафиксировать детали, чтоб дать время высохнуть клею или выполнить сварку. При сборке мебели приспособление поможет собрать элементы без смещений, просверлить в нужном месте отверстия для крепежа. Самодельный инструмент весит немного, но с фиксацией справиться на «отлично». Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.
Его проще переносить с места на место, чем обычные строительные тиски. Угловая струбцина для сварки изготавливается из металла.
На зажиме самодельного приспособления есть два упора. Обязательно присутствует блок-зажим, обладающий хорошей подвижностью, благодаря чему он может использоваться для заготовок разного размера. Для высокой жесткости фиксации должны наличествовать винт и рычажный механизм. Для столярного варианта допускается использование бегунка и планки. Но при любой конструкции детали упора должны быть подвижными.
Преимущества инструмента
Из-за дороговизны заводских изделий выгодно сделать струбцину своими руками , но экономия – это не единственное преимущество инструмента. Подобранная под определенные работы калибровка струбцины поможет зафиксировать детали лучше. Если струбцина делается для разовой работы, в изготовлении используются дешевые материалы.
Такая струбцина подходит для работы с мебелью. Рекомендуется брать дерево одной из следующих пород:
- ясень;
- береза;
- граб;
Влажность древесины должна быть не больше 12%. На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина – 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два – примерно 12 см. Диаметр всех четырех – 5 мм.
На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина – 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два – примерно 12 см. Диаметр всех четырех – 5 мм.
Приспособления для работы с деревом изготавливаются так:
- Две длинные рейки кладутся на стол.
- Первая рейка кладется ребром вверх, вторая рейка – наоборот.
- В рейках дрелью просверливаются отверстия для соединения.
- Одна пластина крепится к нижнему брусу.
- Отверстия для крепежа в обеих деталях должны совпадать.
- Вторая пластина крепится параллельно первой с помощью самореза.
- На концах реек просверливаются отверстия, к которым крепятся еще пайки или пластинки, угол между которыми должен быть ровно 90 ° .

- После монтажа проверяется работа приспособления путем закручивания самореза для фиксации уровня зажима пластин.
Приспособление из фанеры
Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Для работы понадобятся куски фанеры 1,5×10×10 см, которые вырезаются лобзиком. Квадраты размечаются путем деления заготовок по диагонали на две части. Намечаются отверстия на расстоянии 20 см от края с расстоянием между ними не меньше 8 см, в противном случае зажимы начнут мешать друг другу. В отмеченных местах просверливаются отверстия Ø40 мм. Три угла опиливаются с целью устранения излишков клея под фиксаторами.
Металлическая конструкция
Такая струбцина необходима для сварки. На металлическом оборудовании легче выполнить предварительный монтаж и выровнять детали относительно друг друга. Приспособление состоит из надежного корпуса и подвижного механизма. Данный элемент конструкции обеспечивает фиксацию винтом.
Металлические струбцины для сварки бывают двух- и 3-координатными. На приспособлении могут быть зафиксированы две детали металлической конструкции для дальнейшего соединения. Безопасность труда повышается благодаря встроенным магнитам.
Изготовить струбцину своими руками несложно . Нужно иметь:
- Стальной лист толщиной 10 мм.
- Три гайки.
- Шайбы большого диаметра.
- Трубу с наружной резьбой, соответствующей гайкам.
Из листа стали вырезают полосы 50-сантиметровой длины и 4-сантиметровой ширины. Нужны две такие заготовки. К основной части заготовки приваривают вспомогательную Г-образную. На короткий край плашмя приваривают опорную деталь. Гайки свариваются друг с другом, как и шайбы. К подвижной части гайки располагают ребром, а приваривают так, чтоб вкручиваемый стержень шел параллельно основанию инструмента. Далее части приваривают по внешнему краю, а между ними вставляют полосу струбцины. Потом осуществляется сварка по внутреннему краю, к частям присоединяется подвижная планка. Большие шайбы приваривают на край металлического стержня.
Большие шайбы приваривают на край металлического стержня.
Тип конструкции зависит от нужной прочности фиксации . Зажим изготавливается из разных материалов. Самодельная струбцина пригодится и в домашней мастерской, и в профессиональной деятельности.
С первого взгляда довольно простые сварочные работы требуют, как правило, ответственного профессионального подхода. Для получения максимально качественных результатов необходимо дополнительно использовать специальные инструменты, приспособления, одно из которых – угловая струбцина для сварки, сделанная своими руками по чертежам. С таким инструментом сварные соединения металлических изделий выполняются намного быстрее и легче.
Струбцина – это универсальное приспособление, которое подходит для любых видов работы с металлическими конструкциями. Инструмент является одним из наиболее важных приспособлений для опытных сварщиков. Его отсутствие приводит к неудобствам выполнения работы, соответственно снижению производительности труда.
Струбцины для сварки изготавливаются самой разнообразных параметров, могут иметь постоянный или регулируемый размер зева. Очень удобными являются быстрозажимные приспособления, когда зажим металлических образцов осуществляется посредством кулачкового механизма.
Несложно сделать сварочные приспособления самостоятельно в домашних условиях. Многие мастера считают, что различные приспособления, используемые для удобства выполнения сварочных работ, приобретенные в магазине, не отличаются необходимой надежностью. Их лучше изготавливать своими руками.
Для изготовления такого инструмента понадобятся следующие компоненты:
- стальной лист, толщина 9-11 мм;
- гайки – 3 штуки;
- шайба большого диаметра;
- трубопрокатная заготовка, которая должна иметь наружную резьбу, аналогичную резьбе гайки.
Инструкция по изготовлению
Схема изготовления струбцины в бытовых условиях выглядит приблизительно так:
- В первую очередь необходимо вырезать из металлического листа 3 полоски разной длины – 10, 25, 50 см, одинаковой ширины – 4 см.

- Далее подготавливаем 2 пластины прямоугольной формы, которые понадобятся для крепления подвижной детали, упора на статичном участке приспособления.
- Привариваем вспомогатель к основе струбцины. Соединив все перечисленные элементы должны получить Г-образную конструкцию.
- Следующий прямоугольный лист привариваем к меньшей стороне приспособления, шайбы свариваем вместе.
- К подвижному элементу конструкции прикладываем гайки (кладем их «на ребро»). При этом выкручиваемый стержень к основанию струбцины должен быть расположен параллельно.
- Сваривание осуществляется с внешней стороны первого листа прямоугольной формы. А подвижный механизм прикрепляется с внутренней стороны по краям.
- Крайняя стадия изготовления струбцины – привариваем шайбы плашмя к стержню.
Сделанное своими руками приспособление предоставляет возможность удерживать габаритные конструкции, выполненные из трубопрокатных деталей, без малейших сдвигов.
Струбцина углового типа
Угловое приспособление представляет собой универсальное фиксирующее устройство, которое используется для скрепления, удержания изделий при выполнении их сваривания. Такой вспомогательный механизм достаточно крепко сжимает детали под установленным углом, чем существенно облегчает работу сварщика.
Струбцины изготавливаются разной формы, размеров. Наиболее удобным вариантом являются быстрозажимные приспособления.
При постоянном выполнении сварочных работ рекомендуется иметь в наличии полный комплект отличных по конструкции, параметрам инструментов.
Конструкция угловой струбцины
Такие устройства позволяют выполнять сваривание металлических изделий не лишь под прямым углом. Заводские приспособления изготавливаются нескольких модификаций, их можно использовать для соединения труб под разным углом – 30-90º.
Особенностями устройств углового типа:
- прижимные губки изготавливаются большей толщины, благодаря чему увеличивается степень жесткости соединений деталей, сварочный шов при осуществлении сварки не выгибается;
- дополнительно используются медные прижимные винты, которые не допускают спайку резьбовых участков струбцины при попадании на них брызг расплавленного металла, соответственно увеличивают эксплуатационный период оборудования;
- для выполнения сварки электродами под установленными углами на участках стыковки изделий струбцина делает больше рабочую зону.

Конструкция устройства представляет собой основание в виде рамы и подвижный механизм. Подвижная часть приспособления часто дополнительно оснащена зажимным рычагом (винтом), который позволяет регулировать степень сжатия изделий.
Благодаря хорошей подвижности приспособление способно фиксировать изделия из металла различного сечения, параметров. Для максимально комфортной сварки, повышения производительности можно использовать одновременно несколько таких приспособлений разной конфигурации. Большинство производимых инструментов рассчитаны для сваривания металлических образцов, диаметр которых не превышает 39 см.
На угловых струбцинах для сварки предусмотрены специальные ручки Т-образной формы, которые предоставляют возможность передавать усилие, формирующееся в процессе работы, на обрабатываемые изделия. А скобы, выполненные из чугуна, выдерживают самые максимальные температуры.
При подборе угловой струбцины нужно обязательно учитывать тип предполагаемых работ. Например:
Например:
- G-струбцины чаще всего используются для надежного закрепления металлических образцов, имеющих небольшую толщину.
- F-струбцины с регулируемым зажимным механизмом применяются при обработке металлических образцов большой толщины.
Быстрозажимные устройства могут монтироваться в гараже, мастерской, прочих помещениях на рабочих столах, имеющих ровную поверхность.
четежи – Расходники и комплектующие на Svarka.guru
В технической терминологии именно такие вспомогательные инструменты применяются для жесткого закрепления деталей, чтобы в дальнейшем производить последующую обработку, например, сверлить отверстия, распилить под определенным углом. Угловая струбцина для сварки используется, когда нужно соединить конструкцию строго под углом в 90 градусов, чтобы при этом не появились перекосы и неточности.
Содержание
- 1 Назначение изделия
- 2 Нюансы конструкции
- 3 Вариации
- 3.
 1 В виде буквы F
1 В виде буквы F - 3.2 Основание изделия
- 3.3 Механизм прижима
- 3.
- 4 Изготовление своими силами
- 5 Выводы
Назначение изделия
Приспособление используется для жесткого закрепления конструкций или отдельных деталей, чтобы приварить их под прямым углом. Состоит из основания или рамы, подвижной платформы, которая оснащена крепежными деталями: винтами или рычагами, при помощи которых регулируется прижатие заготовок. Благодаря подвижности основных деталей такое устройство надежно удерживает конструкции из металла, имеющие различные габариты.
Когда в наличие имеется несколько аналогичных струбцин, то можно легко сформировать любые сложные конструкции или простые рамы, например, для гаражных ворот, а затем проварить угловые соединения. Максимально допустимый диаметр детали до 400 мм, т. е. профильная труба 400х400 будет зажата прочно и ворота для въезда на загородный участок будут сварены точно под прямым углом баз досадных перекосов.
Нюансы конструкции
Струбцины выпускаются не только для прямых углов, но и многопрофильные, позволяющие сварку под углами от 30 под 90 градусов. Угловая струбцина сварочная имеет характерные отличия:
- Губки прижимов имеют большую толщину, если сравнивать с другими аналогами, поэтому сварочный шов не коробит всю конструкцию из-за разницы температур.
- Прижимные винты делаются из меди или латуни, т. к. брызги расплавленного металла не оседают на резьбе и не могут вывести механизм из строя.
- Удобное положение, чтобы надежно соединить детали — оптимальный вариант позволяет проварить изделие, зажатое в струбцине, с трёх сторон.
- Для жесткого закрепления любых деталей на изделие привариваются гайки с заранее вкрученными винтами, что позволяет зафиксировать разные по габаритам конструкции.
Когда надо надежно закрепить заготовки имеющие диаметр более 400 мм, то применяются стапеля.
[stextbox id=’info’]Е. Т. Бахтияров, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2004 года: «Струбцины востребованы во время проведения сварочных работ в любом месте, потому что руки у исполнителя заняты, а детали или заготовки должны надежно и весьма жестко закрепляться под оптимальным углом». [/stextbox]
[/stextbox]
Вариации
Для небольших деталей используют струбцину для сварки более простой конструкции, например, в виде английской литеры G. Такое приспособление надежно удерживает мелкие детали, позволяя сварщику соединить и в одно целое, при этом винт надо выбирать с пятаком подвижного типа, чтобы закрепить детали, не передвигая их при затягивании.
В виде буквы F
Конструкция такой струбцины не так надежна, чем аналог в форме G, но имеет более широкий вариант регулировки: на рейке из металла с одной стороны жестко крепится неподвижная губа, а губка со свободным ходом имеет винт с шайбой на конце для надежной фиксации заготовки и удобную рукоять для закрепления нужного положения.
Длина рейки может быть разной — это зависит от модели струбцины и позволяет неподвижно зафиксировать несколько деталей относительно друг друга, главное, чтобы их ширина не превышала длину изделия.
Основание изделия
Для формирования несложной конструкции нужно приготовить три обрезка из профтрубы, например, аналог с габаритами 25х60 идеально подойдет для этих целей. Длина отрезков: 300, 200 и 100 мм соответственно, маленький располагают посредине большого и прихватывают в нескольких местах. Получилось основание с шириной до 180 мм, теперь, отступив от большего края, зарезаем углы под 45 градусов.
Длина отрезков: 300, 200 и 100 мм соответственно, маленький располагают посредине большого и прихватывают в нескольких местах. Получилось основание с шириной до 180 мм, теперь, отступив от большего края, зарезаем углы под 45 градусов.
Отрезок длиной не более 150 мм приваривается посредине длинной части основания — здесь будет закреплена винт и гайка, чтобы закреплять детали. Теперь изготовим направляющие, которые будут служить упорами при фиксации. Все стыки полученной конструкции надо проварить, а шовные соединения зачистить, надев на болгарку специальный камень.
Механизм прижима
На конце прямого обрезка, идущего от ранее изготовленного основания, отмеряем нужное расстояние, привариваем гайку с закрученным винтом. Чтобы защитить резьбу от повреждения разлетающимися искрами, обильно смазываем весь винт техническим вазелином. Отрезав две одинаковые детали длиной не более 100 мм, концы зарезаем под 45 градусов, затем производим стыковку и завариваем швы. Получилась поджимная планка.
Получилась поджимная планка.
Металлическая пластина с толщиной не более 5 мм приваривается на выверенном расстоянии от внутреннего угла прижимного устройства, предварительно прожигается отверстие, куда будет входить винт. Когда резьбовое окончание винта появится из перфорации, к нему приваривают фиксатор, а с противоположной стороны — ручку для вращения.
Изготовление своими силами
Как уже говорилось ранее, конструкция угловой струбцины простая, а материалом служит металл. Предлагаем следующий алгоритм действий при самодельном изготовлении:
- Чтобы сформировать надежное основание, используем металлический лист толщиной 8—10 мм. Для фиксации используем уголок необходимого размера. Все крепления делаем при помощи сварки, потому что резьбовой вариант со временем теряет жесткость.
- Для винтового зажима применяются 2—3 гайки, свариваемые между собой. При этом дополнительно изготавливаем кронштейн толщиной 30—40 мм, имеющий по центру резьбовое отверстие. Крепление выполняется при помощи болтового соединения, потому что при срыве резьбы такую конструкцию легче заменить, а не переделывать изделие заново.

- Формирование угла — главное внимание уделяем расположению зажимных скоб, при соединении каждый уголок подгоняем по размеру — сначала привариваем первый к зажиму, затем прикладываем второй, зажимаем плотно и провариваем скобу.
- Проверить плавное движение внутреннего основания — сбоку надо установить направляющие, облегчающие передвижение. Для этого нужно прорезать паз по биссектрисе угла шириной не менее 8 мм.
- Теперь в верхнем основании просверливаем отверстие, вставляем болт с свободно крутящейся гайкой. Перемещаться основание прижима должно без усилий, поэтому резьба на болте нарезается таким образом, чтобы витки заканчивались на некотором расстоянии от головки.
На этом работы по изготовлению металлической угловой струбцины закончены — в процессе сварочных работ такая конструкция будет полезна, т. к. позволит надежно закрепить соединяемые детали и ускорить процесс. Тщательно изучив предлагаемые в интернете варианты, пользователи самостоятельно способны изготовить нужное изделие, которое будет полезным дополнением при ремонте конструкций или деталей из металла.
[stextbox id=’warning’]Некоторые умельцы делают подвижный вариант струбцины, где возможны углы от 45 до 900.[/stextbox]
Выводы
Сварщики не понаслышке знают, что аналогичные устройства облегчают работу, когда рядом нет опытного помощника, да и жесткое закрепление при помощи нескольких угловых струбцин помогут сварить сложную конструкцию, например несущую рамы гаражных ворот из профильной трубы.
Струбцины для сварки в Махачкале: 50-товаров: бесплатная доставка, скидка-44% [перейти]
Партнерская программаПомощь
Махачкала
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Сельское хозяйство
Сельское хозяйство
Промышленность
Промышленность
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
ПромышленностьСварочное оборудованиеВспомогательное оборудование для сварочных работСтрубцины для сварки
Экстрамощная стальная угловая струбцина для сварочных работ KRAFTOOL EXTREM C90 две опорные поверхности по 88 мм, глубина зажима 90 мм {32201}
В МАГАЗИНЕще цены и похожие товары
Струбцина для сварки TP 150/60 Bessey {BE-TP-2F} Тип: F-образная, Бренд: Bessey, Код производителя:
В МАГАЗИНЕще цены и похожие товары
SC-8 струбцина пружинная 75/75 мм, KRAFTOOL {32227-8} Тип: струбцина, Бренд: KRAFTOOL, Код
В МАГАЗИНЕще цены и похожие товары
SC-7 струбцина пружинная 65/65 мм, KRAFTOOL {32227-7} Тип: струбцина, Бренд: KRAFTOOL, Код
В МАГАЗИНЕще цены и похожие товары
SC-5 струбцина пружинная 50/50 мм, KRAFTOOL {32227-5} Тип: струбцина, Бренд: KRAFTOOL, Код
В МАГАЗИНЕще цены и похожие товары
SC-10 струбцина пружинная 100/100 мм, KRAFTOOL {32227-10} Тип: струбцина, Бренд: KRAFTOOL, Код
В МАГАЗИНЕще цены и похожие товары
730
1325
Магнитная струбцина YATO для сварки 102х155х17 мм, углы 45, 90, 135, 22,5 кг. , YT-0864 Тип:
, YT-0864 Тип:
В МАГАЗИНЕще цены и похожие товары
Струбцина для сварки TGP 200/100 Bessey {BE-TG-P20} Тип: F-образная, Бренд: Bessey, Код
В МАГАЗИНЕще цены и похожие товары
Струбцина для сварки TP 150/80 Bessey {BE-TP-1} Тип: F-образная, Бренд: Bessey, Код производителя:
В МАГАЗИНЕще цены и похожие товары
Струбцина для сварки TP 150/80 Bessey {BE-TP-1K} Тип: F-образная, Бренд: Bessey, Код производителя:
В МАГАЗИНЕще цены и похожие товары
Струбцина для сварки BESSEY LP/TP с барашковым винтом BE-TP-2F Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
Bessey Струбцина для сварки TGP с деревянной рукояткой Bessey BE-TG-P20 Тип: струбцина,
ПОДРОБНЕЕЕще цены и похожие товары
11 810
Тиски (зажим) силовые для угловых соединений (Струбцина угловая для сварки) Piher A-10 М00006354
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки LP/TP с барашковым винтом Bessey BE-TP-2F Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки Bessey BE-TG-P20 Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
Bessey Струбцина для сварки LP/TP с деревянной рукояткой Bessey BE-TP-1 Тип: струбцина,
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки BESSEY TGP BE-TG-P20 Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
21 660
Угловая струбцина для сварки Piher A-00 силовая Тип: струбцина, Производитель: Piher
ПОДРОБНЕЕЕще цены и похожие товары
Bessey Струбцина для сварки TGP с деревянной рукояткой Bessey BE-TG-P12 Тип: струбцина,
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина BESSEY заземляющая для сварки, Т-ручка 150/80, ток 400A BE-TP-1K Тип: струбцина,
ПОДРОБНЕЕЕще цены и похожие товары
Зажим-струбцина 45° 200х250 мм для сварочного стола 3D-Weld D28 Тип: струбцина
ПОДРОБНЕЕЕще цены и похожие товары
Экстрамощная стальная угловая струбцина для сварочных работ KRAFTOOL EXTREM C90 две опорные поверхности по 88 мм, глубина зажима 90 мм 32201
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки BESSEY BE-CP-F 50 х 30 мм [BE-CP-F] Тип: струбцина, Производитель: Bessey, Тип
ПОДРОБНЕЕЕще цены и похожие товары
Зажим-струбцина 180° 200х150 мм для Сварочного стола D16 3D-Weld Тип: струбцина
ПОДРОБНЕЕЕще цены и похожие товары
Угловая струбцина для сварки, Piher A-00 и A-10, силовая Тип: струбцина, Производитель: Piher
ПОДРОБНЕЕЕще цены и похожие товары
11 810
Угловая струбцина для сварки Piher A-10 силовая Тип: струбцина, Производитель: Piher
ПОДРОБНЕЕЕще цены и похожие товары
YATO/Струбцина магнитная для сварки /Магнит для сварки, магнитный уголок для сварки/магнитный держатель
ПОДРОБНЕЕЕще цены и похожие товары
Bessey Струбцина для сварки LP/TP с барашковым винтом Bessey BE-TP-1F-RK с кольцом Тип: струбцина,
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки TGP 200/100 Bessey {BE-TG-P20} Тип: струбцина, Производитель: Bessey, Тип
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки LP 150/60 Bessey {BE-LP-1F} Тип: струбцина, Производитель: Bessey, Тип
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки Bessey BE-CP-F Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки BESSEY TP с Т-образной ручкой BE-TP-1K Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
21 660
Тиски (зажим) силовые для угловых соединений (Струбцина угловая для сварки) Piher A-00 М00006353
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки TP 150/60 Bessey {BE-TP-2F} Тип: струбцина, Производитель: Bessey, Тип
ПОДРОБНЕЕЕще цены и похожие товары
LICOTA ATG4105 струбцина для сварки деталей Производитель: Licota
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки Bessey CP-F 50/30 мм Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки Bessey BE-TP-1F Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина заземляющая для сварки 150/80 BESSEY BE-TP-1K Тип: струбцина, Производитель: Bessey,
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки TP 150/80 Bessey {BE-TP-1K} Тип: струбцина, Производитель: Bessey, Тип
ПОДРОБНЕЕЕще цены и похожие товары
Kraftool Струбцина Экстрамощная стальная угловая для сварочных работ EXTREM C90 две опорные поверхности по -88 мм, глубина зажима -90 мм KRAFTOOL
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки BESSEY LP/TP с надежной деревянной ручкой BE-TP-1 Тип: струбцина,
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки Bessey BE-TG-P12 Тип: струбцина, Производитель: Bessey
ПОДРОБНЕЕЕще цены и похожие товары
Bessey Струбцина для сварки LP/TP с барашковым винтом Bessey BE-TP-2F Тип: струбцина,
ПОДРОБНЕЕЕще цены и похожие товары
Струбцина для сварки TGP с деревянной рукояткой Bessey BE-TG-P20 Тип: струбцина, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Зажимы для сварочных столов и металлообрабатывающие зажимы
Быстрый просмотр
Бесси
Струбцина Bessey GS30K 0-12 дюймов ClassiX Standard для сварки с подкладкой
• classiX — международная линейка высококачественных хомутов BESSEY• Надежная работа• Стандартные поворотные прижимные упоры• Рукоятка со скользящим стальным штифтом• Закаленный шпиндель с резьбой Acme Линейка хомутов ClassiX представляет собой расширение зажимных и.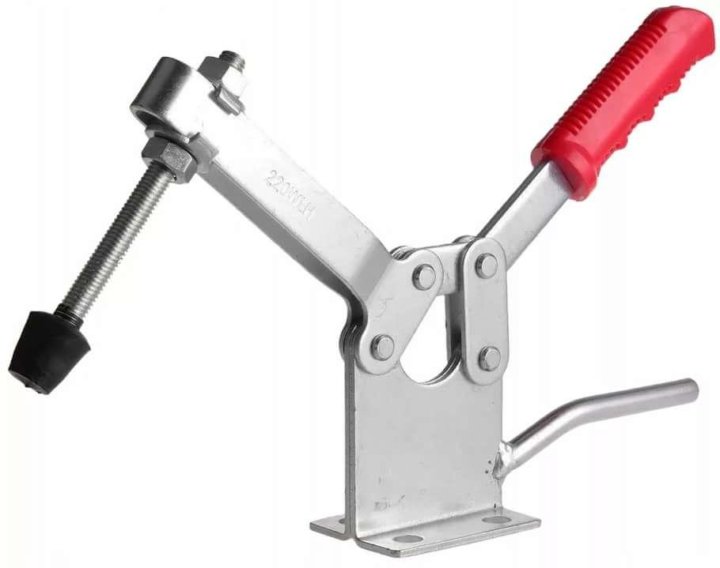 ..
..
42,55 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Bessey PC34-2 Хомут, трубный, 3/4 дюйма
• Большая зажимная поверхность • Шпиндель с крестообразной резьбой • Шестигранная головка на шпинделе • Высокое основание • Мягкие защитные накладки в комплекте Bessey PC34-2 3/4-дюймовый хомут для труб. Прочные литые губки с плавным ходом шпинделя и большой зажимной поверхностью. Высшее,…
24,24 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Ирвин
Irwin 18 6SP Original 6 дюймов / 150 мм Стопорный зажим с поворотными накладками
The Irwin Tools 18-6SP Original 6″ / 150 мм Стопорный зажим с поворотными накладками 6″, с диапазоном регулировки губок до 2 1/8″ и глубиной захвата 1 1/2″ Быстрая и простая фиксация и освобождение Выравнивающие поворотные опоры защищают деликатный материал Защищенный выпуск. ..
..
17,15 $
Добавить в список желаний Добавить в корзину
В ПРОДАЖЕ
Быстрый просмотр
Бесси
Зажим Bessey STC-IHA15, рычажный зажим, горизонтальный двухтактный, вертикальный фланцевый …
Это предмет с распродажи, количество которого ограничено. Пожалуйста, уточняйте наличие товара перед оплатой. Если товара нет в наличии, он больше не будет доступен для продажи. Если этот товар перепродан, он достанется первому покупателю, который…
19,00 $
13,55 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
С-образный хомут Bessey CM20 0-2 дюйма для легких условий эксплуатации с гальваническим покрытием
Это предмет с распродажи, количество которого ограничено. Пожалуйста, уточняйте наличие товара перед оплатой. Если товара нет в наличии, он больше не будет доступен для продажи. Если этот товар перепродан, он достанется первому покупателю, который…
Пожалуйста, уточняйте наличие товара перед оплатой. Если товара нет в наличии, он больше не будет доступен для продажи. Если этот товар перепродан, он достанется первому покупателю, который…
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Сменная поворотная накладка Bessey 3101180 (4 шт.) для GS16K, GS12-8K и TGJ2.5, …
• Комплект из 4 штук для всех зажимов серии TGJ• Стандартные прижимные подкладки• Подходит для всех зажимов серии TGJ• Запасная частьЗапасная стандартная подкладка для GS16K или GS12-8K (4 шт.). BESSEY Tools предлагает широкий ассортимент запасных частей и аксессуаров для BESSEY…
27,55 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Bessey GTR16S6H GTR Series Быстрый зажим, 6-5/16, (160/60 мм)
Это предмет с распродажи, количество которого ограничено. Пожалуйста, уточняйте наличие товара перед оплатой. Если товара нет в наличии, он больше не будет доступен для продажи. Если этот товар перепродан, он достанется первому покупателю, который…
Пожалуйста, уточняйте наличие товара перед оплатой. Если товара нет в наличии, он больше не будет доступен для продажи. Если этот товар перепродан, он достанется первому покупателю, который…
41,38 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Ирвин
Irwin 19 11R Original 11″/275 мм Стопорный зажим с обычными наконечниками, 5 шт. в упаковке
• Широко открывающиеся губки обеспечивают большую гибкость при зажиме различных форм • Поверните винт, чтобы отрегулировать давление и подогнать работу. Подгоняется для многократного использования• Изготовлен из высококачественной термообработанной легированной стали для максимальной прочности и долговечности•. ..
..
$102,06
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Ирвин
Зажим Irwin 17 6R Original 6 дюймов / 150 мм с обычными наконечниками
Зажим C с обычными наконечниками, размером 6 дюймов, с регулировкой губок до 2 дюймов и глубиной зева 1-1/2 дюйма, легко регулируется для правильного раскрытия, фиксируется одной рукой и изготовлен из высокопрочного легированная сталь, термообработанная для максимальной прочности и…
15,89 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Ирвин
Irwin 20 11SP Оригинальный стопорный хомут 11 дюймов/275 мм с поворотными накладками
• Широко открывающиеся губки обеспечивают большую универсальность при зажиме различных форм • Поворотные опоры позволяют выполнять конические работы, неудобные производственные работы и тонкие изделия, не повреждая рабочую поверхность • Поверните винт, чтобы отрегулировать давление и подогнать работу. Остается настроенным…
Остается настроенным…
$31,11
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Стальной пружинный хомут Bessey XM5 2-1/4 дюйма
• Легкие струбцины общего назначения• Крепко фиксируются на объектах• Виниловые наконечники и рукоятки• Мощные пружины для надежного удержания• Быстрый и простой ответ на многие потребности в зажимах дома, в мастерской или на стройплощадкеСтальная пружина хомуты (ХМ) изготавливаются…
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Bessey PC34-DR Трубный хомут с глубоким вылетом 3/4 дюйма
• Стандартный набор зажимных приспособлений с глубоким вырезом для использования с черной трубой 3/4″• В комплект входят мягкие защитные прокладки• Прочная чугунная конструкция• Шпиндель с резьбой AcmeBessey PC34 Pipe Clamp обычно используется в деревообработке для склеивания кромок. ..
..
23,55 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Bessey TW28-30-14K 12″ x 5,5″ Настольный зажим Т-образная рукоятка Стандартная подушка
• Быстрый• Универсальный• Выбор между версиями с фиксированной или изменяемой глубиной захвата• Тяжелый режим работы• Три варианта рукояткиТочный индивидуальный зажим с переменной высотой и регулировкой глубины захвата. Предназначен для матричных сварочных столов 28 мм. Имеет закаленный профиль…
41,55 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Зажим Bessey SQ-12 0–12 дюймов со скользящим рычагом и поворотными опорами
• Стандартные поворотные прижимные подушки, созданные для прочной и надежной работы • Сменные рычаги, шпиндели и MorPad доступны для многих стальных зажимов серии Shop Floor • Рельсы и фиксированная верхняя губка вытягиваются, термообрабатываются, закаляются и закаляются в условиях жесткой. ..
..
$76,00
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Bessey 2400S-8 0-8 “F” Стержневой зажим типа “F”
• Уникальный BESSEY MorPad наклоняется на 35°• Подвижный рычаг изготовлен из закаленной кованой стали• Зажимная планка и неподвижная губка выкованы как единое целое• Термообработаны для максимальной прочности• Запатентованный профиль направляющей обеспечивает большую устойчивостьСерия 2400 стандартная долг…
$120,99
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Bessey 2400S-20 0-20 дюймов F-образный стержневой зажим
Это предмет с распродажи, количество которого ограничено. Пожалуйста, уточняйте наличие товара перед оплатой. Если товара нет в наличии, он больше не будет доступен для продажи. Если этот товар перепродан, он достанется первому покупателю, который…
Пожалуйста, уточняйте наличие товара перед оплатой. Если товара нет в наличии, он больше не будет доступен для продажи. Если этот товар перепродан, он достанется первому покупателю, который…
146,79 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Bessey GSCC2.512 0–12 дюймов Зажим с муфтой для легких условий эксплуатации
Это предмет с распродажи, количество которого ограничено. Пожалуйста, уточняйте наличие товара перед оплатой. Если товара нет в наличии, он больше не будет доступен для продажи. Если этот товар перепродан, он достанется первому покупателю, который…
21,00 $
Добавить в список желаний Добавить в корзину
Быстрый просмотр
Бесси
Bessey GS12-8K 0-4″ Стандартный сварочный зажим ClassiX с подкладкой
• classiX — международная линейка высококачественных хомутов BESSEY• Надежная работа• Стандартные поворотные прижимные упоры• Рукоятка со скользящим стальным штифтом• Закаленный шпиндель с резьбой Acme Линейка хомутов ClassiX представляет собой расширение зажимных и. ..
..
$24,00
Добавить в список желаний Добавить в корзину
Лучшие сварочные зажимы 2022 года
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: istockphotos.com
Сварочные зажимы обычно используются для удержания материала на месте во время сварки, для соединения двух или более деталей во время процесса сварки или в качестве заземления для электрического тока, проходящего через металл. Поскольку сварочные зажимы бывают разных размеров, форм и стилей, вы можете выбрать зажимы нужного размера, которые лучше всего подходят для вашего проекта. Также можно приобрести зажимы для сварочного стола, магнитные сварочные зажимы или даже полный набор сварочных зажимов.
Если вы не уверены в том, какой тип сварочного зажима выбрать, или если вам нужна дополнительная информация о сварочных зажимах, прежде чем принимать окончательное решение, рекомендуется потратить некоторое время на исследование и узнать больше о потенциале опции. Продолжайте читать, чтобы узнать об основных факторах, отличающих сварочные зажимы, и рассмотрите следующий список лучших сварочных зажимов на рынке, организованный по категориям.
Продолжайте читать, чтобы узнать об основных факторах, отличающих сварочные зажимы, и рассмотрите следующий список лучших сварочных зажимов на рынке, организованный по категориям.
- ЛУЧШИЙ В ОБЩЕМ СЛУЧАЕ: Т-образный латунный зажим Hobart для заземления
- Лучший взрыв для доллара: Lincoln Electric 300 Amp Ground Work Champ
- Лучший зажим для наземного зажига: Gimiton 800 Amp Arc Glisd Lign ЛУЧШИЙ ДЛЯ КРУГЛОГО МАТЕРИАЛА: Сварочный зажим Irwin Vise-Grip с фиксатором
- ЛУЧШИЙ С-ОБРАЗНЫЙ ЗАЖИМ: Tekton 11-дюймовый С-образный зажим с фиксатором
- ЛУЧШИЙ МАГНИТНЫЙ: Baytory Upgrade Magnetic Welding Ground Clamp
- ЛУЧШИЙ УНИВЕРСАЛЬНЫЙ: Зажим MaxPower Thick Rail F
Фото: istockphoto.com
На что обратить внимание при выборе лучшего сварочного зажима и область контактов, чтобы найти правильный набор для вашего следующего проекта. Прежде чем инвестировать в какой-либо новый продукт, сначала изучите, как используется этот инструмент и будет ли он наиболее выгодным вариантом для вашего бюджета и других потребностей.
Прежде чем инвестировать в какой-либо новый продукт, сначала изучите, как используется этот инструмент и будет ли он наиболее выгодным вариантом для вашего бюджета и других потребностей.
Сварочные зажимы имеют удивительное разнообразие стилей, включая С-образные зажимы, F-образные зажимы, пружинные зажимы, стопорные зажимы, двухосевые зажимы, трехосные зажимы, быстродействующие зажимы, трубные зажимы и магнитные зажимы. .
- С-образные хомуты широко используются при сварке и деревообработке. Они имеют С-образную раму и длинный болт, который постепенно сокращает расстояние между неподвижной и подвижной губками зажима, когда пользователь поворачивает ручку. Существуют также стопорные С-образные зажимы, которые сочетают в себе фиксирующие ручки в виде тисков с прямоугольной С-образной губкой.
- F-образные зажимы аналогичны C-образным зажимам в том, что они полагаются на поворот болта с рукояткой, чтобы полностью сомкнуть губки.
 Однако у F-зажимов есть скользящий рычаг, который быстро закрывает зазор между неподвижной и подвижной губками.
Однако у F-зажимов есть скользящий рычаг, который быстро закрывает зазор между неподвижной и подвижной губками. - Пружинные зажимы основаны на натяжении пружины для захвата заготовок. Они не могут обеспечить такую же силу захвата, как C-образные или F-образные зажимы, но этот тип хорошо подходит для использования в качестве зажима для сварочного заземления, поскольку его легко закрепить на заготовке или при необходимости переместить на новое место.
- Стопорные зажимы , как правило, напоминают набор плоскогубцев с тисками, за исключением того, что они имеют гораздо более широкие губки, которые позволяют зажиму широко открываться и прочно захватывать различные материалы. Когда ручки сжаты вместе, зажим фиксируется на месте. Рукоятку можно дополнительно затянуть с помощью винта, расположенного на конце одной рукоятки. Освободите зажим с помощью спускового крючка, расположенного на противоположной рукоятке.

- Зажимы сварочные двухосные и трехосные предназначены для сварки под углом. Двухосевой зажим позволяет удерживать две трубы или стержни под точным углом во время сварки. Трехосевой сварочный зажим позволяет пользователям сваривать угол, закрепляя три трубы или стержня в процессе сварки.
- Быстродействующие зажимы или рычажные зажимы напоминают F-образные зажимы, за исключением того, что вместо болта для затягивания губок эти зажимы имеют захват одной рукой, который нужно просто сжать, чтобы сдвинуть подвижную губку вверх фиксированная челюсть. Если отпустить рукоятку, подвижная губка зафиксируется на месте, что предотвратит открытие зажима.
- Трубные хомуты для сварки предназначены для удержания цилиндрического предмета вместо плоского или прямоугольного предмета. Эта уникальная форма идеально подходит для обеспечения того, чтобы гладкие закругленные края не скользили и не сдвигались во время работы.

- Магнитные зажимы отличаются от всех других вариантов в этом списке тем, что они полагаются на магнитную силу для удержания материала на месте. Это облегчает удержание материалов под сложными углами, не беспокоясь о том, что зажим помешает сварке.
Размер зажимов может варьироваться в зависимости от стиля и назначения. Например, двухосевые угловые зажимы не имеют типичных губок, но они бывают разных размеров, чтобы учесть различия в толщине материала и конструкции. С-образные и F-образные зажимы, пружинные зажимы, стопорные зажимы, быстродействующие зажимы и трубные зажимы обычно имеют губки, которые должны открываться достаточно широко, чтобы захватить объект.
Для тех, кто работает с относительно небольшими кусками металла, такими как металлические трубы, используемые для изготовления легкой мебели, нет необходимости иметь большую ширину челюсти. Однако, если планируется работать с различными материалами разных размеров, то лучше рассмотреть зажимы с широкими губками, которые могут открываться на 3 или 4 дюйма в ширину.
Независимо от того, используются ли сварочные зажимы для фиксации деталей во время сварки или для заземления объекта, важно использовать зажимы с достаточной площадью контакта. Площадь контакта относится к тому, какая часть сварочного зажима находится в непосредственном контакте с целевым материалом. Чем шире площадь контакта, тем лучше сцепление зажимов с заготовкой.
Аналогичным образом, чем больше площадь контакта заземляющего сварочного зажима, тем эффективнее он защищает пользователя от поражения электрическим током. Имейте в виду, что сварщики не всегда работают с плоскими или прямоугольными материалами. Например, многие автолюбители склонны использовать хомуты для выхлопных газов, а не сварку, потому что они могут не знать, как безопасно сваривать, или у них может не быть подходящих хомутов для захвата круглых труб. Выбирайте сварочные зажимы, которые обеспечивают все необходимое для завершения следующего сварочного проекта.
Сварочные зажимы — относительно простые инструменты, поэтому дополнительных функций у них немного. Кроме того, при сварке может мешать множество дополнительных деталей. Тем не менее, производители все же могут решить включить некоторые небольшие дополнения, такие как плавающая поворотная губка, двусторонний шпиндель или противоскользящая рукоятка.
- Плавающие поворотные губки помогают предотвратить повреждение или скольжение зажима при работе. Подушечки челюстей спроектированы таким образом, чтобы слегка поворачиваться, что позволяет им занять наилучшее положение для захвата материала, не царапая поверхность металла.
- Двухсторонние шпиндели на угловых сварочных зажимах могут поворачиваться для изменения размера зазора на сварочном зажиме. Это позволяет зажимному блоку работать с деталями различной толщины.
- Противоскользящие захваты отлично подходят для пружинных или фиксирующих зажимов, поскольку они дают пользователю дополнительный контроль при закреплении или снятии зажима с заготовки.

Этот список лучших сварочных зажимов был выбран на основе размера, площади контакта, захвата губок, стиля и общего качества, чтобы помочь покупателям найти правильные зажимы для своего следующего сварочного проекта.
Фото: amazon.com
Проверить последнюю цену
Одним из наиболее важных факторов, которые следует учитывать при поиске набора сварочных зажимов, является то, нужен ли зажим для удержания деталей на месте или заземления электрического тока от сварочного аппарата. Для тех, кому нужен заземляющий зажим, этот зажим от Hobart использует прочную пружину для надежного крепления зажима к целевому материалу. Однако это не лучший вариант для простого удержания частей проекта на месте.
Пользователи прикрепляют заземляющие провода к верхней части зажима, а затем находят чистое сухое место на объекте, чтобы прикрепить пружинный заземляющий зажим. Закругленная форма губок облегчает крепление хомута к закругленным деталям, таким как трубы, а рельефная рукоятка на губках помогает предотвратить соскальзывание хомута. Челюсти открываются примерно на 1,5 дюйма, но этого обычно достаточно для сварочного зажима, предназначенного для заземления, а не для поддержки.
Челюсти открываются примерно на 1,5 дюйма, но этого обычно достаточно для сварочного зажима, предназначенного для заземления, а не для поддержки.
Product Specs
- Style: Spring grounding clamp
- Jaw width: 1.5 inches
- Material: Brass
Pros
- Heavy-duty construction
- Textured jaws for лучший захват
- Закругленная форма для удержания цилиндрических предметов
- Рассчитан на заземление до 400 А
Минусы
- Губки открываются только на 1,5 дюйма
Получите сварочный зажим Hobart по номеру Amazon , Tractor Supply Co. или Acme Tools .
Фото: amazon.com
Проверить последнюю цену
Сварочные зажимы, предназначенные для сварки, могут различаться по размеру, весу и цене. более доступный заземляющий зажим, такой как этот от Lincoln Electric. Он имеет алюминиевый корпус и медные зубья закругленной формы для лучшего захвата плоских, прямоугольных или цилиндрических материалов.
Медные губки идеально подходят для обеспечения надежного соединения и защиты сварщика от электрических разрядов. Этот зажим легкий и простой в использовании одной рукой, и он может открываться на 2,5 дюйма.
Спецификации продуктов
- Стиль: Пружинная зажимная зажим
- Челю0015
- Закругленные зубья могут удерживать плоские, прямоугольные или цилиндрические детали
- Медные губки очень эффективны для заземления электрических токов
- Доступная цена
Минусы
- Алюминиевая конструкция менее долговечна, чем другие
5 Сварочный зажим Lincoln Electric по адресу Amazon , Sears или The Home Depot .

Фото: amazon.com
Проверить последнюю цену
Необходимо использовать заземляющий зажим, максимальный номинальный ток которого выше, чем номинальный ток используемого сопутствующего заземляющего кабеля. В то время как большинство зажимов рассчитаны только на ток от 300 до 400 ампер, проекты, требующие более эффективной защиты, могут положиться на этот легкий пружинный заземляющий зажим с максимальной силой тока 800 ампер.
Зажим изготовлен из смеси железа и меди, что облегчает прохождение электричества через зажим к заземляющему проводу. Он имеет закругленные губки, которые могут захватывать предметы и материалы неправильной формы, а сильная пружина помогает надежно удерживать зажим на изделии. Однако производитель не указывает ширину захвата, поэтому может быть сложно определить максимальный размер материала, который он может зажать.
Product Specs
- Style: Spring grounding clamp
- Jaw width: Not listed
- Material: Iron and copper
Pros
- Rated to ground up to 800 ампер
- Мощные пружины и закругленная губка улучшают захват
- Легкая конструкция, которую легко использовать одной рукой
- Медные губки очень эффективно заземляют электрические токи
Cons
- Ширина захвата не указана
Получите сварочный зажим Gimiton на Amazon или на Sears.

Фото: amazon.com
Проверить последнюю цену
Сварка углов может стать проблемой, если у сварщика нет подходящих зажимов, чтобы детали не смещались и не двигались в процессе сварки. Этот двухосевой зажим от Betooll изготовлен из сверхпрочного чугуна и помогает захватывать такие металлические детали, как пластины, уголки, трубы квадратного сечения и трубы. Зажим предназначен для удержания двух деталей под углом 9Угол 0 градусов без скольжения или смещения.
Этот продукт поставляется с двухсторонним поворотным шпинделем, который можно использовать для регулировки положения зажимного блока для обработки деталей различной толщины. Несмотря на эту впечатляющую возможность регулировки, зажим имеет максимальную ширину захвата 2,5 дюйма, поэтому его лучше всего использовать для удержания относительно тонких кусков трубы или шланга.
Характеристики продукта
- Исполнение: 2-осевой зажим
- Ширина челюсти: 2,5 дюйма
- Материал: ЧИСТ IRON
Pros
- .
 и квадратных труб
и квадратных труб - Удерживает заготовки под углом 90 градусов
Минусы
- Неэффективно для материала шириной более 2,5 дюймов
Получите сварочный зажим Betool на Amazon или Kmart .
Фото: amazon.com
Проверить последнюю цену
Существует множество хомутов, подходящих для крепления пластин, уголков и квадратных труб, но найти универсальный набор хомутов для труб, или цилиндрическая заготовка не соскальзывает и не смещается во время сварочных работ. Этот набор фиксирующих трубных хомутов имеет U-образные губки, специально предназначенные для удержания металлических деталей круглой или неправильной формы.
Зажимы имеют рукоятку в виде тисков с регулировочным винтом, который можно использовать для увеличения или уменьшения захвата губок. Он также имеет быстродействующий рычаг, расположенный на противоположной рукоятке, поэтому пользователи могут легко освободить рукоятку, когда работа будет выполнена.
 Однако уникальная форма губок делает этот инструмент плохим вариантом для обработки тонких листов металла и других плоских или тонких материалов.
Однако уникальная форма губок делает этот инструмент плохим вариантом для обработки тонких листов металла и других плоских или тонких материалов.Спецификации продукта
- Модель: Стопорные хомуты
- Ширина челюсти: 2,75 дюйма
- Материал: ТЕПЛЕНИЯ. конструкция из обработанной легированной стали
- Быстродействующий рычаг для простого использования одной рукой
Минусы
- Не подходит для захвата плоского или тонкого материала
Получите сварочный зажим Irwin на Amazon , Toolbarn.com или Zoro .
Фото: amazon.com
Проверить последнюю цену
Конструкция этих зажимных зажимов в виде тисков позволяет легко использовать инструмент одной рукой.
 Сожмите рукоятки вместе, чтобы сомкнуть и заблокировать челюсти, затем поверните регулировочную ручку на верхней рукоятке, чтобы увеличить или уменьшить силу захвата. Освободите заблокированные губки с помощью быстроразъемного рычага, расположенного на противоположной рукоятке, когда работа будет завершена или когда необходимо переместить материал.
Сожмите рукоятки вместе, чтобы сомкнуть и заблокировать челюсти, затем поверните регулировочную ручку на верхней рукоятке, чтобы увеличить или уменьшить силу захвата. Освободите заблокированные губки с помощью быстроразъемного рычага, расположенного на противоположной рукоятке, когда работа будет завершена или когда необходимо переместить материал.Стопорные С-образные зажимы изготовлены из кованой и закаленной стали, поэтому пользователи могут быть уверены в долговечности инструмента. Эта пара зажимов также имеет большую губку шириной 4 дюйма, которая отлично подходит для удержания толстых материалов на месте. Однако прецизионные наконечники губок ограничивают площадь контакта, что, в свою очередь, снижает общую силу захвата инструмента.
Характеристики продукта
- Тип: С-образный зажим с замком
- Ширина захвата: 4 дюйма
- Материал: Сталь
Pros
- Легкая 1-ручная фиксировка и выброс
- Точные кончики челюсти для лучшего контроля
- .

- Ограниченная площадь контакта снижает силу захвата
Получите сварочный зажим Tekton по номеру Amazon или Tekton .
Фото: amazon.com
Проверить последнюю цену
Большинство сварочных зажимов основаны на трении и силе захвата, чтобы гарантировать, что зажим остается прочно прикрепленным к изделию во время сварки, но такие методы захвата металла могут поцарапать покрасить или повредить хром. Магнитный сварочный заземляющий зажим Baytory разработан с мощным магнитом, который опирается на магнитную силу для прикрепления к стали и другим металлам, а не прижимает металл.
Его невероятно легко установить; пользователю просто нужно прикрепить заземляющий провод к токопроводящему медному стержню. Однако производитель не указывает максимальную силу тока заземления, поэтому не рекомендуется использовать данное изделие для заземления более 200 ампер.
 Кроме того, если магнит прикреплен к тонкому металлу, его снятие может привести к деформации металла, поэтому важно быть осторожным при выборе материалов для использования с магнитным зажимом для заземления сварки.
Кроме того, если магнит прикреплен к тонкому металлу, его снятие может привести к деформации металла, поэтому важно быть осторожным при выборе материалов для использования с магнитным зажимом для заземления сварки.Product Specs
- Style: Magnetic ground clamp
- Jaw width: N/A
- Material: Copper
Pros
- Eliminates the possibility of scratching workpiece material
- Заземление через медный зажим и токопроводящий стержень
- Простота установки благодаря сильному магнитному захвату
Минусы
- Магнитная сила может деформировать более тонкие металлы
- Производитель не указывает максимальную силу тока заземления
Получите сварочный зажим Baytory на Amazon .

Фото: amazon.com
Проверить последнюю цену
Эта конструкция F-образного зажима позволяет легко открывать и закрывать губки, просто перемещая скользящий рычаг вверх или вниз по основному корпусу инструмента. Затем пользователи могут дополнительно затянуть или ослабить зажимы, повернув ручку, чтобы отрегулировать положение шпинделя из черного оксида. В верхней части шпинделя имеется плавающая поворотная площадка, образующая подвижную сторону губок. Эта плавающая поворотная накладка снижает риск повреждения зажатого материала, а также улучшает захват зажима.
Используйте этот зажим для различных проектов, включая сварку, деревообработку, изготовление мебели и даже металлообработку. Кованая стальная конструкция невероятно прочна, а также устойчива к ржавчине и коррозии. Он также имеет широкую челюсть, которая открывается до 12 дюймов. Однако этот зажим имеет высокую цену.
Характеристики продукта
- Тип: F-образный зажим
- Ширина захвата: 12 дюймов
- Материал: Шток из кованой стали и черного оксида
Pros
- Быстрая регулировка захвата вдоль стального рычага
- Прочная кованая стальная конструкция
- Широкая ширина захвата, открывающаяся до 12 дюймов
Плавающий губки для лучшего захвата
Cons
- Высокая цена
Получите сварочный зажим MaxPower по адресу Amazon , Sears0266 или Кмарт .
Наш вердикт
Прочная и надежная конструкция полностью латунного сварочного зажима Hobart идеально подходит для ряда домашних работ, а закругленные губки позволяют использовать зажим на плоских, прямоугольных или круглых объектах. Однако, если вы ищете более доступный заземляющий зажим, сварочный зажим Lincoln Electric — это легкий выбор с медными зубьями.
Как мы выбирали лучшие сварочные зажимыЧтобы выбрать лучшие сварочные зажимы для этого списка, необходимо было рассмотреть широкий ассортимент продукции, а затем сузить выбор до лучших сварочных зажимов на основе обширных исследований и сравнения нескольких ключевых факторов. Общий размер зажима и ширина захвата были важными характеристиками продукта, которые необходимо учитывать, учитывая, что, если сварочный зажим слишком мал или слишком велик, он может не подойти для определенных частей проекта.
Точно так же сварочные зажимы бывают разных видов, например, трехосный сварочный зажим, сварочный квадратный зажим или сварочный 90-градусный зажим.
Часто задаваемые вопросы Имея это в виду, было необходимо найти продукты разных размеров и стилей, чтобы удовлетворить множество потребностей. Контактная площадь хомута была еще одним фактором, который учитывался в процессе выбора, поэтому было важно включить хомуты разных размеров, например, треугольный угловой хомут или закругленный хомут для сварки труб.
Имея это в виду, было необходимо найти продукты разных размеров и стилей, чтобы удовлетворить множество потребностей. Контактная площадь хомута была еще одним фактором, который учитывался в процессе выбора, поэтому было важно включить хомуты разных размеров, например, треугольный угловой хомут или закругленный хомут для сварки труб.Узнайте, как используются сварочные С-образные зажимы, стоит ли инвестировать в магнитный сварочный зажим, и другие полезные сведения, просмотрев следующие ответы на некоторые из наиболее часто задаваемых вопросов о сварочных зажимах. .
Q. Используются ли С-образные хомуты при сварке?С-образные хомуты обычно используются при сварке, чтобы удерживать детали на месте или соединять их вместе. Они хорошо подходят для этой цели благодаря прочной металлической конструкции и надежному захвату губок зажима.
В. Что означает буква C в C-образном зажиме?Хотя многие считают, что буква C просто указывает на форму зажима, это не так.
Q. Полезны ли сварочные магниты? C в C-зажиме означает каретку.
C в C-зажиме означает каретку.Сварочные магниты невероятно полезны, потому что они могут скреплять части проекта без необходимости физически зажимать металл. Вот почему они часто используются в качестве угловых зажимов для сварки или в качестве сварочных угловых зажимов.
Q. Как сделать хорошее заземление для сварки?Меры предосторожности, такие как ношение сверхпрочных сварочных перчаток и удобных сварочных курток, важны для обеспечения безопасности пользователей во время работы. Точно так же обеспечение надежного заземления помогает защитить вас от поражения электрическим током и может улучшить результат сварки.
Сварщики обычно заземляют с помощью сварочных зажимов заземления, изготовленных из латуни или меди. Зажим располагают как можно ближе к зоне сварки на чистой металлической поверхности. Если вы хотите получить наилучшие результаты, не заземляйте окрашенный или ржавый металл.

Зажимы и аксессуары – WeldTables.com
Главная / Зажимы и аксессуары
НУЖНА ПОМОЩЬ В НАЙДЕ ИДЕАЛЬНОГО ДЛЯ ВАС СТОЛА? ПРОСТО ОТВЕТЬТЕ НА НЕСКОЛЬКО ПРОСТЫХ ВОПРОСОВ.3DP-70 Настольный зажим для тяжелых условий эксплуатации 4 дюйма — инструмент для брони
$ 44,99
6DP-70 Настольный зажим для тяжелых условий эксплуатации 7 дюймов — инструмент для брони
$ 48,99
Струбцина для сварочного стола Bessey 16 мм — быстродействующая трещотка/переменная тяга TWV16-20-15H
$ 59,99 $ 94,99
Струбцина для сварочного стола Bessey 16 мм — композитная рукоятка / фиксированная горловина TW16-20-10-2K
$ 38,99
Струбцина для сварочного стола Bessey 16 мм — композитная рукоятка / переменная горловина TWV16-20-15-2K
Продано
Струбцина для сварочного стола Bessey 16 мм – Т-образная рукоятка / Фиксированная горловина TW16-20-10K
$ 39,99
Струбцина для сварочного стола Bessey 16 мм – Т-образная рукоятка / переменная горловина TWV16-20-15K
$ 63,99
Fh540A 40 дюймов Регулируемый FabHorse 32–40 дюймов Высота без ограничений Регулировка
$ 354,99
Fh560A 60 дюймов Регулируемая высота FabHorse 32–40 дюймов Бесступенчатая регулировка
$ 432,99
Fh540R 40 дюймов Rigid FabHorse 32–40 дюймов в высоту, шаг 2 дюйма
$ 276,99
Fh560R 60 дюймов Rigid FabHorse, высота 32–40 дюймов, шаг 2 дюйма
$ 352,99
Сварочный позиционер – CertiFlat Самодельный поворотный позиционер
из $ 413,99
FabBrake — комплект листогибочных прессов CertiFlat DIY
из $ 395,99
FBN-2 FabNut 3/8″-16 Круглая Т-образная гайка
из $ 9,99
FBS-2 FabNut 3/8″ Фиксирующая распорная шайба
из $ 9,99
Футболки CertiFlat HD — официальный WeldTables.
