Стуловые ножницы по металлу – Резание металлов ручными инструментами и на металлорежущих станках – Обработка металлов резанием – Совершенствование навыков выполнения слесарных и токарных работ
alexxlab | 27.01.2020 | 0 | Разное
Резание металлов ручными инструментами и на металлорежущих станках – Обработка металлов резанием – Совершенствование навыков выполнения слесарных и токарных работ
Как вы знаете, резать металлы можно ручными инструментами и на станках.
В зависимости от материала и размеров заготовки различают резание металлов без снятия стружки (скалыванием) — ножницами, кусачками и со снятием стружки.
Работа ножницами
а — разрезание; б — вырезание по кривым линиям; в — отрезание; г — вырезание отверстия.
Ручными ножницами можно:
- разрезать заготовку на части;
- вырезать заготовку по кривым линиям;
- отрезать по разметке;
- вырезать отверстия.
Все остальные способы, связанные со снятием слоя металла (рубка, опиливание, резание ножовкой, сверление, точение, фрезерование, строгание), выполняемые как ручными инструментами, так и на станках, являются резанием со снятием стружки.
Вопросы
- Какие бывают способы резания металлов?
- Какие виды работ можно выполнить ручными ножницами?
- Какими инструментами выполняют резание со снятием стружки?
Резание металлов на стуловых, рычажных маховых и гильотинных ножницах
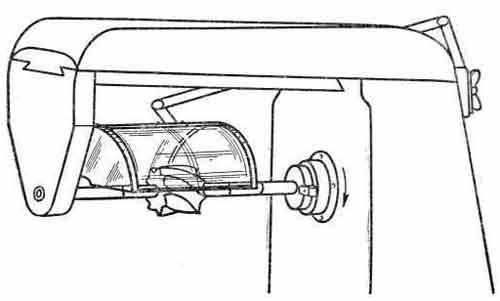
В отличие от ручных, стуловые ножницы изготовляют больших размеров. Заостренным концом загнутой рукоятки ножницы крепят к толстому деревянному стулу или верстаку, а удлиненной рукояткой удобно работать.
Стуловые ножницы
Стуловыми ножницами разрезают листовой металл толщиной до 2 мм.
Рычажные ножницы
Рычажные ножницы
Ими разрезают листы большого размера толщиной 1 — 2 мм. Ножницы состоят из вертикальных чугунных стоек и смонтированного на них металлического стола. В боковой поверхности стола неподвижно закреплен нижний режущий нож; верхний нож установлен на маховом рычаге, посаженном на ось. Чтобы рычаг сам не опускался для резания, на его коротком плече установлен противовес.
Разрезать металл на таких ножницах можно по разметке и по упору (без разметки). Для разрезания по разметке лист металла укладывают так, чтобы размеченная риска совпала с лезвием нижнего ножа. При разрезании листа по упору ширину отрезаемой полосы регулируют передвижной упорной планкой.
Для облегчения разрезания листового металла, а на заводах и для повышения производительности труда применяют электрические и механические ножницы.
Электрические ножницы
Электрическими ножницами разрезают металл толщиной до 2,7 мм.
Электрические ножницы
Ими можно выполнять прямые и криволинейные разрезания.
Электрические ножницы можно подвешивать или поддерживать за верхнюю рукоятку.
На заводах часто приходится разрезать листовой металл еще толще и больших размеров. Это делают на механических приводных (гильотинных) ножницах.
Механические приводные (гильотинные) ножницы
На таких ножницах (в зависимости от их конструкции) разрезают листы металла толщиной от 4 до 30 мм и длиной до 3 м.
Правила безопасности
- На рычажных и механических ножницах необходимо работать с предохранительным устройством, предотвращающим попадание пальцев под ножи.
- Рычажные ножницы должны быть с противовесами или другими приспособлениями, которые исключают самопроизвольное опускание ножа.
- Нельзя работать на ножницах, у которых разболтался шарнир, соединяющий ножи, так как защемляется металл и можно поранить руки.
- Обязательно работать в рукавицах.
Вопросы
- Для чего применяют рычажные ножницы?
- Почему нельзя работать тупыми ножницами?
- Для чего используют электрические ножницы?
- Какой металл разрезают на гильотинных ножницах?
- Какие правила безопасности нужно соблюдать при работе на рычажных и механических приводных ножницах?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
При работе на фрезерных станках очень опасны засорения, ранения и ожоги глаз мелкой отлетающей стружкой. Поэтому перед работой необходимо надевать очки. Следят также за тем, чтобы фреза не захватила одежду или руки работающего. Для этого нужно закрывать фрезу экраном или колпаком, изготовленным из прозрачного материала (оргстекла). Защитный экран Наблюдают, чтобы вращающаяся фреза не имела биений,…
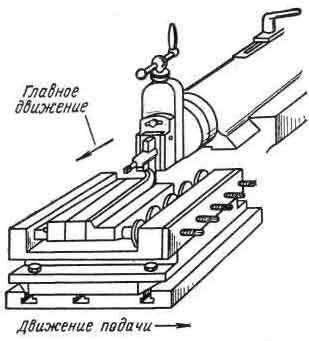
Различают следующие виды строгания: горизонтальных поверхностей; скосов на заготовках; наклонных поверхностей; поверхностей с уступами; пазов и сопряженных поверхностей. При строгании горизонтальных поверхностей главное движение (возвратно-поступательное) совершает суппорт с резцом (рабочий ход), а движение подачи (поперечной) — стол с закрепленной на нем заготовкой. Движения строгального станка Скосы на заготовках строгают с одной подачей — суппорта с…
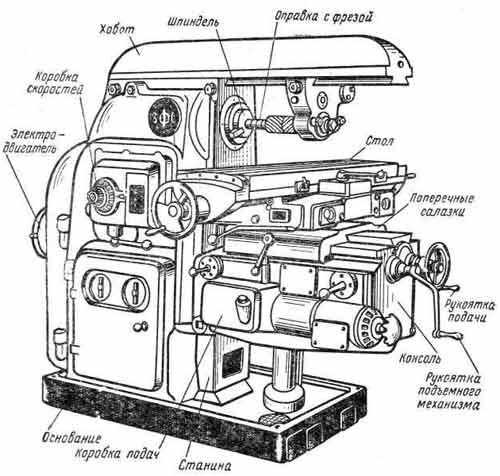
На фрезерных станках обрабатывают плоские и криволинейные поверхности деталей, нарезают зубья, выполняют канавки, выемки и выступы и другие работы. На фрезерных станках достигают высокой производительности труда. Различают горизонтальные и вертикальные фрезерные станки.Горизонтально-фрезерный станок состоит из следующих основных частей: станины, консоли (кронштейна), шпинделя, хобота, стола, коробки скоростей, коробки подач, поперечных салазок. Горизонтально-фрезерный станок На чугунной станине…

Фрезерные станки получили свое название от многозубого режущего инструмента — фрез, которыми на этих станках обрабатывают металлы. На горизонтально-фрезерных станках в зависимости от вида обрабатываемой поверхности применяют цилиндрические, дисковые, торцовые и фасонные фрезы. Фрезы а — цилиндрические; б — дисковые; в — торцовая; г — фасонные. Цилиндрическими фрезами обрабатывают широкие поверхности, дисковыми — канавки, пазы…
Механическая ножовка состоит из станины, стола (на котором зажимают в тисках обрабатываемый материал), тисков (передвигаемых вдоль стола и поворачиваемых вокруг своей оси), хобота (направляющей для рамки с полотном) и электродвигателя. Механическая ножовка До этого мы рассматривали виды разрезания в основном листового металла. На станке, показанном на рисунке выше, разрезают металл различного профиля. Механической ножовкой можно…
Ручные ножницы по металлу | Мои инструменты
🏠 » » Ножницы по металлу ручные виды и как правильно выбратьПри обработке тонколистового металла понадобится воспользоваться режущим инструментом. Самый простой и недорогой инструмент для резки листовой стали — это ножницы по металлу. Применяются они для разрезания листового металла, толщина которого достигает 2,5 мм. Конструктивно устройства представляют собой обычные домашние ножницы, но только с незначительными отличиями. Какие их виды бывают, и по каким критериям следует выбирать, подробно описано в статье.
Что такое ножницы по металлу
Из названия становится понятно, для каких целей предназначаются рассматриваемые устройства. Как и обычные ножницы, устройства для резки металла предназначены только для работы с листовыми материалами. Резать трубы, уголки и профиля устройствами по металлу нельзя, так как они не предназначены для этого, и попросту не справятся с этой задачей.

Конструктивно ножницы по металлу ручные состоят из ручек и режущих ножей. Подвижность ножей обеспечивается за счет крепежного кронштейна. Угол заточки режущих ножей составляет 60-75 градусов. Такой угол заточки обеспечивает высокую производительность с приложением минимальных усилий. Большой угол заточки означает, что инструмент можно применять для резки твердых металлических листов. Ножи по отношению к рукоятке расположены под углом от 7 до 12 градусов.
Ножи рассматриваемых инструментов изготавливают из легированной (хром-ванадиевой) или инструментальной стали, что влияет положительно не только на качество реза, но и на срок службы. Когда лезвия на ножах притупляются, их можно затачивать. Рукоятки инструмента покрывают пластиковым, резиновым или силиконовым материалом для удобства проведения работ.
Это интересно! Многие пользуются ручными ножницами по металлу для резки тонколистового металла, например, листов оцинковки или профнастила, и при этом не знают о том, что такой инструмент бывает разных видов. В зависимости от поставленной задачи, необходимо выбирать соответствующий вид инструмента.
Виды инструмента
Перед тем, как купить ручные ножницы для резки тонколистового материала, нужно разобраться с их видами. Для выполнения соответствующих работ по обработке листовой стали, надо брать подходящий инструмент, что позволит достичь необходимых результатов. Какие бывают рассматриваемые устройства или их виды, выясним далее.
- Инструмент для прямой резки — это самый простой вид устройства, который предназначен для вырезания больших окружностей и прямолинейного раскроя материала

- Механические с криволинейными лезвиями — используются для вырезания отверстий, а также для получения вырезов разных форм
- Пальцевые с тонкими лезвиями — применяются для получения вырезов разной формы. Лезвия на пальцевых ножницах имеют разное расположение относительно друг друга. Отсюда выходит, что инструменты делятся на левые и правые, и в зависимости от поставленной задачи, необходимо применять соответствующего вида устройства
- Стуловые — применяются для резки толстой листовой стали. Они справляются с толщиной стали до 2-3 мм. При разрезании толстой листовой стали надо прилагать усилия, поэтому в конструкции устройств имеется специальный изгиб. Этот изгиб нужен для того, чтобы зацеплять инструмент к верстаку, тем самым обеспечивая прижим верхней ручки с высокой силой, повышая усилие резки
- Силовые — еще одна разновидность устройств для разрезания листового металла толщиной от 2,5 мм. Состоят силовые механические ножницы из двух рычагов, которые фиксируются при помощи шарнирного кронштейна. К силовым моделям инструментов прилагаются сменные диски и лезвия, которые можно применять для разрезания металлических прутьев толщиной до 8 мм
- Рычажные — профессиональные модели ножниц, которые крепятся к верстаку. Конструкция таковых устройств такова, что одно лезвие является подвижным, а второе неподвижное. В движение подвижное лезвие приводится за счет рукоятки на инструменте. Используются они для разрезания алюминия, стали, меди, латуни и т.п. Максимальная толщина стали достигает 4 мм, а латуни, меди и алюминия до 8 мм





Все виды ножниц делятся на профессиональные и любительские. Отличаются они не только по цене, но и по качеству. Профессиональные модели изготавливают из высококачественных материалов, поэтому предназначены они для постоянного применения. Имеют продолжительный срок службы, и стоят по сравнению с любительскими, в 2 раза дешевле. Любительские предназначены для нечастого применения, так как для их изготовления используются низкосортные виды стали.
Классификация ножниц по типу привода
Ножницы по металлу классифицируются по типу привода на два основных вида — ручные и электрические. В продаже можно встретить также гидравлические модели, которые функционируют от сжатого воздуха. Однако предназначаются они исключительно для разрезания стальных заготовок — трубы, арматура, профиль, уголок и т.п.
Ручные модели ножниц по металлу и их изготовление
Процесс изготовления ручных ножниц предусматривает применение двух вариантов:
Отличаются модели по цене. Кованые устройства намного дороже литых, но при этом они намного надежнее и прочнее. Чтобы лезвие было прочным, его подвергают дополнительной температурной обработке. Закаливание режущей части исключает притупление режущей части, поэтому затачивать такой тип инструмента приходится крайне редко. После заточки лезвия будут притупляться намного быстрее.

Для хозяйства подходят литые ножницы, которые стоят недорого, и отлично справляются со своими задачами. При частом применении на ножницах быстро затупляется лезвие, поэтому они нуждаются в периодической подточке. Резать таким инструментом можно исключительно тонколистовую сталь до 2 мм.
Это интересно! Шарнирный механизм на ручных ножницах состоит из двух частей, что делается специально для повышения прикладываемой физической силы в 2 раза.
Производители также выпускают рычажные изделия, которые изготавливают из двух разных материалов. Режущая часть изготавливается из высококачественного материала, что позволяет увеличить срок их службы. Ручки таких устройств изготавливают из обычной стали, что положительно отражается на стоимости инструмента. Использование рычажных ножниц позволяет резать металл, не прилагая при этом больших усилий.
При покупке ручных ножниц нужно учитывать расположение ножей. Они бывают прямыми, а также левыми и правыми. Прямые предназначены для ровного реза, а также вырезания круглых форм большого размера. Что касается левых и правых форм расположения лезвий, то здесь нужно знать следующее:
- Левые — служат для того, чтобы делать рез в левом направлении. Левыми ножницами нужно работать преимущественно, удерживая их в правой руке. При работе инструментом с левыми лезвиями происходит заход левой стороны лезвий снизу
- Правые — применяются, когда необходимо выполнить изгиб в правую сторону. При работе держать такой инструмент следует в левой руке. Когда выполняется прорезывание ножницами, то снизу под лист заходит правая сторона, что позволяет делать ровный рез

Для удобства их различия, производители окрашивают рукоятки разными цветами. Правые ножницы красят в зеленый, а левые в красный цвет. При эксплуатации ручных режущих устройств каждый сталкивался с тем, что при разрезании длинного листа происходит заламывание и искривление плоскости. Обычно происходит это при использовании ножниц с симметричным расположением ножей. Чтобы не образовывались заломы, при резке длинного листа стали нужно использовать инструмент с несимметричными ножами.
Это интересно! В продаже инструменты с несимметричными ножами встречаются крайне редко. Причиной такой малой популярности является их высокая стоимость. Однако чтобы произвести ровный и аккуратный рез, рекомендуется купить именно такие ножницы по металлу с несимметричными лезвиями.
Что можно резать ручными ножницами по металлу:
- Оцинкованную сталь
- Профнастил
- Металлочерепица
- Листовая жесть
- Стальная сетка
- Линолеум
- Резина
- Рубероид
Достоинство ручных ножниц по металлу в том, что стоят они в 10 раз дешевле, по сравнению с электроинструментом.
Электрические ножницы для быстрой и аккуратной резки листового материала
Точность и аккуратность реза ручными ножницами обеспечивается только при правильном выборе инструмента. Кроме ручных, производители выпускают также электрические ножницы. Электроинструмент не требует приложения физических усилий для раскроя листового материала, так как за это действие отвечает электрический мотор. Электроножницы по металлу бывают двух типов:
- Вырубные или высечные — конструктивно они не имеют никакого сходства с ручными
- Ножевые — похожи на ручной инструмент, а их работа обеспечивается за счет подвижности одного лезвия
Вырубные получили такое название за счет своего принципа действия. Их применяют для отрезания листов профнастила и металлочерепицы. Достоинством таковых устройств является их простота применения и эффективность работы. При прорезывании стального листа не возникают искры, а также не происходит деформация кровельного покрытия. Именно поэтому рекомендуется отказаться от применения болгарки при резке тонколистового материала, заменив ее на ручные или электрические ножницы, а еще лучше, купить насадку на дрель для резки металла.

Электрическими вырубными ножницами можно резать не только по прямой, но и вырезать различные фигурные узоры. Если планируется вырезать форму в центре листа, то для начала нужно просверлить отверстие, а затем установить в него режущую кромку ножниц. Работают они по принципу дырокола, и за пробивание стали отвечает подвижный механизм — пуансон. При пробивании стали нож движется очень быстро, поэтому вероятность деформации и загибов листа исключена.
Кроме вырубных (или врубных), различают также ножевые ножницы. Их еще называют листовыми ли шлицевыми. Они имеют большое сходство с ручными, только состоят они из подвижных, и неподвижных ножей. Подвижное лезвие перемещается за счет электропривода, совершая возвратно-поступательные движения. Подходят они не только для проделывания прямого реза, но и для криволинейного.
При работе такие ножницы не создают отходов, но имеется у них недостаток — это замятие профнастильных листов. Использовать их рекомендуется исключительно для резки гладкого листового материала, как лист оцинковки, жесть и т.п. При эксплуатации происходит притупление лишь подвижного режущего ножа, который необходимо затачивать и менять при износе.

Листовые ножницы имеют один неподвижный нож, а второй подвижный. Шлицевые же отличаются от них тем, что имеют два неподвижных ножа в нижней части, и один подвижный сверху. При использовании шлицевых инструментов образуется стружка, размер которой не превышает нескольких миллиметров. Стружка закругляется при работе ножницами, и уходит в сторону. Работать шлицевым инструментом можно не только по гладкой поверхности листовых материалов, но и по профнастилу и металлочерепице.
Зачем нужны гильотинные ножницы
Есть еще один вид ножниц, которые также относят к отряду ручных инструментов. Они называются
гильотинные, которые состоят из станины, а также неподвижного ножа и подвижного лезвия. За счет своей конструкции их еще называют настольными или стационарными. Чтобы произвести разрезание листового материала, необходимо укладывать лист на нож по предварительной разметке. Отрезание листа происходит при опускании режущего лезвия.

Подходит такой вид инструмента исключительно для отрезания в прямолинейном направлении. Для выкружного разрезания они не подходят, поэтому выбирать инструмент следует в зависимости от его предназначения. Гильотинные ножницы применяются в промышленности, когда выполняются большие объемы работ. Производители также выпускают гильотинные инструменты гидравлического для порезки труб, профиля и прочих компактных не листовых материалов.
Как выбрать ножницы для резки металла
Выбор инструмента — это самое ответственное мероприятие, так как от покупки зависит возможность не просто выполнять работу, но еще и делать это качественно. В арсенале у каждого мастера должна присутствовать пара ножниц по металлу. Цена на эти устройства разная, поэтому выбирать стоит в зависимости от поставленных задач. Если необходимо резать арматуру, то лучше выбирать гильотинные гидравлические ножницы, а для раскроя оцинковки подойдут обычные с прямыми лезвиями.
Какие выбрать ножницы для работ, зависит от технологических задач, поэтому ориентироваться необходимо на следующие параметры:
- Расположение лезвий — они бывают левыми и правыми. Зависит от того, какие виды вырезов планируется выполнять
- Форма лезвий — прямые и выгнутые. Ножницами с прямыми лезвиями удобно резать в прямолинейном направлении, а выгнутыми делать криволинейные и фигурные резы
- Возможности инструмента — зависит от материала, из которого изготовлено устройство. Они бывают литыми, кованными, а также смешанными
Это интересно! Часто снижение производительности ножниц возникает по причине не притупления лезвий, а из-за нарушения расстояния между ножами. Увеличивается расстояние по причине расшатывания шарнирного соединения при больших нагрузках. Чтобы повысить качество реза металла, необходимо инструмент периодически регулировать.

Работать ручными ножницами не трудно, если их правильно выбрать для тех или иных работ. Если однажды попробовать в действии электроинструмент, то наверняка уже не захочется возвращаться к ручному инструменту. Единственное достоинство ручных устройств в том, что стоят они не дорого, поэтому купить их стоит для того, чтобы в любой момент можно было воспользоваться для разрезания тонколистовых материалов. Ниже на видео подробно рассказано, как надо правильно пользоваться рассматриваемым инструментом.
Подводя итог, нужно отметить, что изготавливаются рассматриваемые устройства по соответствующим стандартам ГОСТ 7210-75. Чтобы выбрать лучшие ножницы, не понадобится искать рейтинг лучших, так как цена является показателем качества. Однако если не правильно выбрать инструмент под соответствующие виды работ, то даже высокое качество и большая цена не помогут.
moiinstrumentu.ru
Резка металла ручными ножницами – Резание металла
Резка металла ручными ножницами
Категория:
Резание металла
Резка металла ручными ножницами
Ручные нотницы применяют для разрезания стальных листов толщиной 0,5 — 1,0 мм и из цветных металлов до 1,5 мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями,
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.

Рис. 1. Элементы ножниц
Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки.
Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки.
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц.
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 2, б), подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание.
На рис. 2, в, г показаны приемы работы ножницами.
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках.
Стуловые нотницы отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 3 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 3, в).
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Ручные малогабаритные силовые нотницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2,5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 4). Для резки рукоятку закрепляют в тисках, а рукоятку (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг, на одном плече которого закреплен нож, соединен с помощью винта с рукояткой.
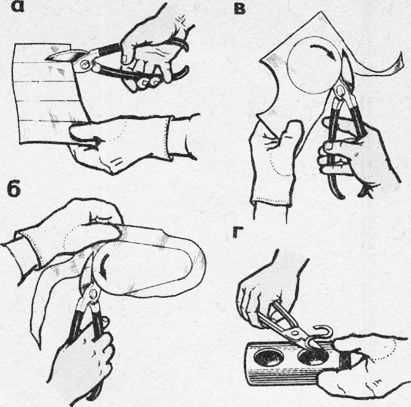
Рис. 2. Работа ножницами: а — положение руки на рукоятке при резании ножницами, б — с прямыми лезвиями, в — с криволинейными лезвиями, г — вырезание внутреннего криволинейного контура
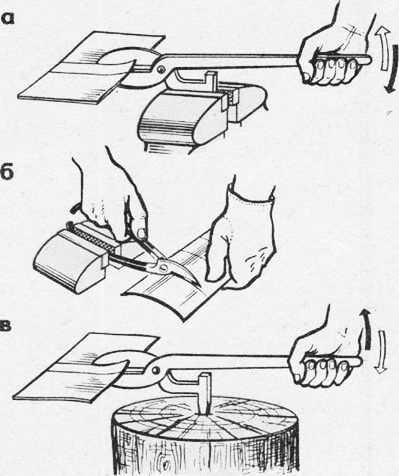
Рис. 3. Ножницы: а — стуловые, закрепленные в тисках, б — ручные, закрепленные в тисках, в — стуловые на деревянном основании
Рис. 4. Малогабаритные силовые ножницы
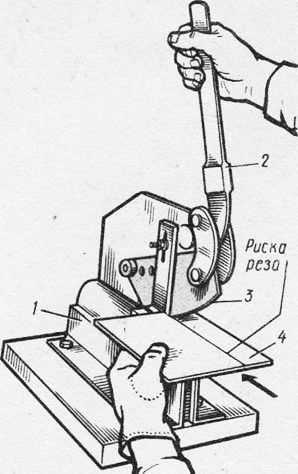
Рис. 5. Рычажные ножницы
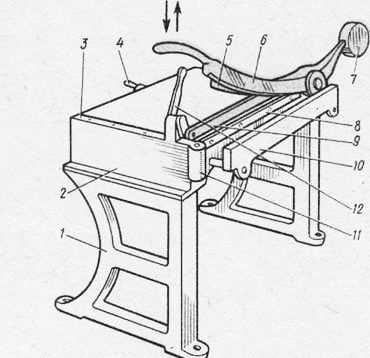
Рис. 6. Маховые ножницы
Второе плечо рычага, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром, или собственно рукояткой ножниц. Концевым шарниром рукоятка с помощью двухшарнирного звена соединена с рукояткой. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (пилек). во втулках одного из дисков имеется наоезка (несколько ниток), которая предохраняет резьбу болтов при об -резке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Рычажные ножницы (рис. 5) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Верхний шарнирно закрепленный нож приводится в действие от рычага. Нижний нож — неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HR.C 52 — 60. Углы заострения режущих граней 75 — 85°.
Перед работой проверяют, смазаны ли трущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками.
При резке металла правой рукой обхватывают рукоятку рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист так, чтобы левая рука удерживала его в горизонтальном положении, а линия среза находилась в поле зрения и совпала с лезвием верхнего ножа. Движением руки опускают рычаг с ножом вниз до тех пор, пока часть металла не будет прорезана, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разрезания. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
Маховые ножницы широко используются для разрезки листового металла толщиной 1,5 —2,5 мм с пределом прочности 450 — 500 МПа (45 — 50 кгс/мм2) (сталь, дюралюминий и т. д.). Этими ножницами режут металл значительной длины. Рычажные ножницы имеют чугунные станину и стол, В стол встроен нижний неподвижный нож, а верхний подвижный нож с криволинейной режущей кромкой закреплен в ножедержателе. Верхний подвижный нож имеет противовес, уравновешивающий ножедержатель с ножом.
Размер отрезаемых заготовок намечается предварительной разметкой или ограничивается регулируемым упором, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист во время разрезания плотно прижимают боковой кромкой к упору, а другой кромкой — к пружинному упору. После этого поворотом рукоятки от себя лист плотно прижимают сверху прижимной планкой и, опуская верхний нос с ноже-держателем 6, разрезают заготовку.
Ножедержатель при опускании вниз упирается в пружинный упор. Перестановка упора осуществляется с помощью рукоятки.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм, листов размерами 1000 — 3200 мм, реже полосовой прокат, а также листовые неметаллические материалы.
Реклама:
Читать далее:
Резка металла ножовкой
Статьи по теме:
pereosnastka.ru
Рычажные ножницы для реки металла: ручные, профессиональные
Среди всех разновидностей разделительного оборудования, предназначенного для резки металла, рычажные ножницы считаются самыми простыми и компактными. Они могут иметь ручной привод, либо управляться электродвигателем. Универсальность рассматриваемого вида кузнечно-штамповочного оборудования даёт возможность устанавливать такие ножницы практически в любой хозяйственной мастерской, и – тем более – в небольших частных предприятиях, работающих с сортовым или листовым металлом.
 Рычажные ножницы по металлу
Рычажные ножницы по металлуПринцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи. Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод.
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.

Правила резки
В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Трёхзвенные рычажные ножницы
Установлено, что схеме, которая будет описана далее, возможно производить резку сортового и листового проката с размером поперечного сечения до 10 мм, чего в большинстве случаев бывает достаточно не только для собственных нужд, но и для изготовления стальных изделий в рамках небольшого бизнеса.
Такие ножницы состоят из следующих узлов:
- Станины, для изготовления которой понадобятся два равновеликих уголка с толщиной полки не менее 7 мм.
- Нижней опоры, к которой крепится рабочий инструмент.
- Верхней опоры, которая устанавливается в посадочное место, и имеет скос с целью уменьшения зазора между ножами в момент начала резки.
- Корпуса, крепёжные отверстия под ножи в котором стоит выполнять немного овальной формы, чтобы компенсировать возможные погрешности установки инструмента.
- Серьги.
- Соединительной оси.
- Крепёжных деталей.
Для изготовления всех деталей многозвенного механизма потребуется среднелегированная сталь марки 35 или выше.
Длина опорной рамы определяется максимальными размерами разрезаемого металла: габарит ручных ножниц будет в примерно два раза больше ширины заготовки. Тем не менее, конструкция получается достаточно компактной, и позволяет для своей установки использовать обычные слесарные тиски и соответствующих размеров верстак.
Схема крепления рабочего инструмента состоит в следующем. В оснастке, изготавливаемой из высокопрочной инструментальной стали марок У10 или У12 выполняются посадочные отверстия с раззенкованной конической частью, для того, чтобы крепление выполнялось впотай. Комплект должен включать варианты для разрезания профильного металлопроката. Для облегчения обслуживания оснастку стоит изготовить двусторонней. Далее производится термическая обработка до твёрдости не менее 54…56 HRC, и шлифовка с целью ликвидации вероятного коробления рабочего полотна. Готовая оснастка устанавливается в нижнюю и верхнюю посадочные части, и пригоняются один по другому таким образом, чтобы фактический зазор между подвижной и неподвижной частями не превышал 5…8% от толщины разрезаемого металла.
Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
- Чертеж (эскиз) ручных ножниц
- Сборочный чертеж рычажных ножниц по металлу
- Чертеж ножниц для резки листового металла
Периодически проверяют зазоры в сочленениях, и смазывают их маслом «Индустриальное-20» или аналогичным.
Категорически не рекомендуется при изготовлении оснастки останавливаться на секторном варианте, который потребует сварки. Точность резки металла при этом неизбежно ухудшится.
Для улучшения надёжности монтажа настольных ручных ножниц с рычажным механизмом на слесарный верстак, его стоит усилить с противоположной стороны при помощи стального уголка, швеллера или толстой полосы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Стуловые ножницы
ttp://www.w3.org/TR/html4/loose.dtd”>
Стуловые ножницыОтпариватель KITFORT КТ-927 Холодильник Atlant ХМ 4011-022 Тостер Galaxy GL 2905
Продолжение табл. 65 | |||||
Стуловые ножницы | |||||
Применяются они для разрезания листового металла толщиной до 3 мм. По сравнению с ручными qтyлoвыe ножницы отличаются большими размерами, а также и тем, что одна из ручек имеет шип, с помощью которого она закрепляется на верстаке, стуле или в тисках, что обеспечивает устойчивость в работе и дает значительную свободу рукам слесаря. Основные размеры стуловых ножниц, в мм | |||||
Рычажные ножницы | |||||
Используются для разрезания листового металла толщиной до 5 мм. Верхний шарнирно закрепленный нож 2приводится в действие от рычага Нижний нож 3 —неподвижный. Ножи изготовляются из инструментальной стали У8 и закаливаются до твердости HRC52—60. Углы заострения режущих граней ножей Р = = 75—85°. В некоторых конструкциях рычажные ножницы снабжаются пневматическим приводом. | |||||
Криволинейные рычажные ножницы | |||||
Применяются для разрезания и вырезания фигурных со сложными очертаниями заготовок из тонкого листового материала. Верхний и нижний ножи имеют криволинейную форму. При эксплуатации этих ножниц необходимо следить за тем, чтобы ножи были всегда остро заточены. | |||||
element.uu.ru
Рубка листового металла. | МеханикИнфо
Рубка листового металла. Пресс-ножницы. Гильотинные ножницы. Вибрационные ножницы. 5.00/5 (100.00%) проголосовало 6

Назначение и виды резки металлов
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка скалыванием;
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.

Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.
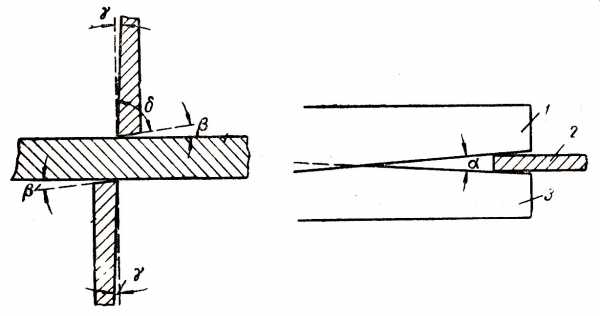
Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
— ручные;
— приводные.
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.
mechanicinfo.ru
Выбираем профессиональные ручные ножницы по металлу.
Ремонт, строительство, отделочные работы — все эти занятия зачастую включают в себя необходимость резать металл. Иногда нужно придать ему какую-то особенную форму, подравнять, подогнать под определенные размеры. Для этих целей необходим специальный инструмент для резки. Так как существуют разные металлы с разной толщиной, существует и целое разнообразие инструментов для их резки.
Нельзя пользоваться режущими устройствами голыми руками!
Какие бывают инструменты для резки металла? Один из них — это ножовки с зубьями разной длины и частоты. Эти показатели подбираются в соответствии с типом металла, с которым будете работать. К примеру, для резки инструментальной стали подойдет ножовка, имеющая 22 зубчика на 2,5 см длины.
Но чаще применяются, конечно, ножницы по металлу. Они бывают следующих типов:
- Рычажные
- Силовые
- Стуловые (кровельные)
- Пальцевые
- С криволинейными лезвиями
- Для прямого реза.
Как видите, разновидностей тут немало. Остановимся поподробнее на каждой из них и сферах их применения.
- Рычажные ножницы по металлу – самые сильные из всех. Они способны разрезать металл толщиной до 6 мм и сталь до 4 мм. Работают по принципу рычага: одно из лезвий должно быть прочно зафиксировано в верстаке, а второе, с рукояткой, остается подвижным.
- Силовые ножницы способны разрезать металлические прутья диаметром до 8 мм, а также металл до 2,5 мм. Рукоятка состоит из двух рычагов, соединенных шарниром. Конструкция ножниц предусматривает возможность замены лезвий на запасные.
- Стуловые ножницы или, как их еще называют, кровельные, отличаются от других тем, что их нижняя рукоятка оканчивается изгибом. Эти ножницы, также как и рычажные, лучше всего закреплять на верстаке и использовать всю силу, чтобы надавить на верхнее лезвие. Они позволяют резать металл до 3 мм толщиной.
- Пальцевые ножницы. Как можно догадаться изназвания, эти ножницы существуют для того, чтобы вырезать небольшие детали. Также они способны резать криволинейно. Лезвия у таких ножниц длинные и узкие, и в зависимости от того, как верхнее лезвие расположено по отношению к нижнему, эти ножницы подразделяются на инструменты правого реза и левого реза.
- Ножницы по металлу с криволинейными лезвиями существуют для того, чтобы делать отверстия в листах металла или вырезать небольшие замысловатые детали.
- Ножницы для прямого реза. Этот тип ножниц используется тогда, когда необходимо резать металл просто по прямой или вырезать окружность.
Главное, о чем хотелось бы напомнить – нельзя пользоваться режущими устройствами голыми руками. Перечисленные инструменты – это полный набор, в который входит всё, что может понадобиться домашнему мастеру при резке металла. Удачной вам работы!
Статья носит ознакомительный характер.
Не забывайте консультироваться со специалистами.
samara-metall.ru