Стык двутавровых балок: Узел стыковки элементов из двутавров
alexxlab | 30.09.1985 | 0 | Разное
Узел стыковки элементов из двутавров
Стыки элементов из двутавров по ГОСТ 26020-83 и ГОСТ 8239-89.
Конструктивное решение.
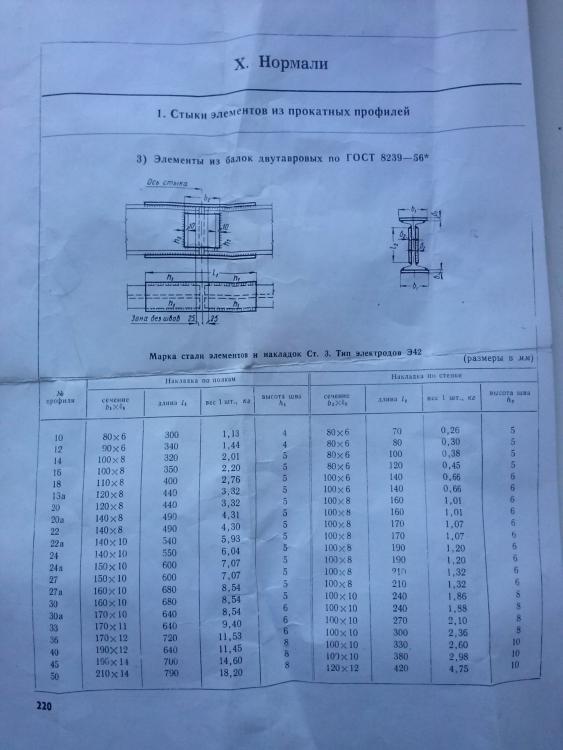
Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от типа двутавров, стали двутавров и накладок, типа электродов или марки сварочной проволоки должны соответствовать указанным на данном чертеже и табл.1
Таблица 1.
Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А
| Номер профиля | Накладка по полкам | Накладка по стенке | ||||||
| сечение b1xt1, мм | длина l1, мм | масса 1 шт., кг | катет шва kf1, мм | сечение b2xt2, мм | длина l2, мм | масса 1 шт., мм | катет шва kf2, мм | |
| 12Б1 | 80х6 | 200 | 0,75 | 4 | 100х4 | 90 | 0,28 | 4 |
| 12Б2 | 80х6 | 200 | 0,75 | 5 | 100х4 | 90 | 0,28 | 4 |
| 14Б1 | 90х6 | 200 | 0,85 | 5 | 100х4 | 110 | 0,35 | 4 |
| 14Б2 | 90х8 | 230 | 1,3 | 5 | 100х4 | 110 | 0,35 | 4 |
| 16Б1 | 100х6 | 230 | 1,08 | 5 | 100х4 | 120 | 0,38 | 4 |
| 16Б2 | 100х8 | 230 | 1,44 | 6 | 100х5 | 120 | 0,47 | 5 |
| 18Б1 | 110х8 | 230 | 1,59 | 6 | 100х4 | 140 | 0,44 | 4 |
| 18Б2 | 110х8 | 260 | 1,8 | 6 | 110х5 | 140 | 0,6 | 5 |
| 20Б1 | 120х10 | 300 | 2,83 | 6 | 110х5 | 150 | 0,65 | 5 |
| 23Б1 | 130х10 | 340 | 3,47 | 6 | 110х5 | 180 | 0,78 | 5 |
| 26Б1 | 140х10 | 340 | 3,74 | 6 | 110х5 | 210 | 0,91 | 5 |
| 26Б2 | 140х10 | 390 | 4,29 | 6 | 110х5 | 210 | 0,91 | 5 |
| 30Б1 | 160х10 | 390 | 4,9 | 6 | 110х5 | 240 | 1,04 | 5 |
| 30Б2 | 160х10 | 440 | 5,43 | 6 | 110х5 | 240 | 1,04 | 5 |
| 35Б1 | 170х10 | 350 | 4,67 | 8 | 120х5 | 290 | 1,36 | 5 |
| 35Б2 | 190х10 | 390 | 5,82 | 8 | 290 | 1,36 | 5 | |
| 40Б1 | 200х10 | 410 | 6,44 | 8 | 120х6 | 330 | 1,86 | 6 |
| 40Б2 | 190х12 | 470 | 8,41 | 8 | 130х6 | 330 | 2,02 | 6 |
| 45Б1 | 200х12 | 480 | 9,04 | 8 | 130х6 | 370 | 2,26 | 6 |
| 45Б2 | 210х14 | 500 | 11,54 | 10 | 140х8 | 370 | 3,25 | 8 |
| 50Б1 | 220х14 | 510 | 12,33 | 10 | 140х8 | 420 | 3,69 | 8 |
| 50Б2 | 230х140 | 570 | 14,41 | 10 | 150х8 | 420 | 3,96 | 8 |
| 55Б1 | 250х14 | 530 | 14,56 | 12 | 150х8 | 460 | 4,33 | 8 |
| 55Б2 | 250х16 | 580 | 18,21 | 12 | 150х8 | 460 | 4,33 | 8 |
| 60Б1 | 260х16 | 600 | 19,59 | 14 | 160х8 | 510 | 5,12 | 8 |
| 60Б2 | 260х18 | 660 | 24,25 | 14 | 160Х8 | 510 | 5,12 | 8 |
| 70Б1 | 300х16 | 660 | 24,87 | 14 | 170х10 | 610 | 8,14 | 10 |
| 70Б2 | 310х18 | 680 | 29,79 | 16 | 180х10 | 610 | 8,62 | 10 |
| 80Б1 | 320х18 | 680 | 30х75 | 16 | 200х12 | 700 | 13,19 | 12 |
| 80Б2 | 320х20 | 690 | 34,67 | 18 | 200х12 | 700 | 13,19 | 12 |
| 90Б1 | 340х20 | 710 | 37,9 | 18 | 220х12 | 16,37 | 12 | |
| 90Б2 | 340х22* | 790 | 46,39 | 18 | 220х12 | 790 | 16,37 | 12 |
| 100Б1 | 360х22* | 800 | 49,74 | 18 | 220х16 | 880 | 24,32 | 16 |
| 100Б2 | 360х25* | 930 | 63,59 | 18 | 240х16 | 880 | 26,53 | 16 |
| 100Б3 | 370х28* | 950 | 77,26 | 20 | 240х16 | 880 | 26,53 | 16 |
* Накладки, отмеченные звездочкой, изготовить из стали марки С255. | ||||||||
Смотрите также:
Смотрите также «Справочные данные»:
Пример 3.1. Расчет стыка балки с накладками
Необходимо законструировать стык с накладками в балке перекрытия. Балка выполнена из двутавра 45Б2 по СТО АСЧМ 20-93. Материал накладок: сталь С255. Изгибающий момент в балке в месте расположения стыка: М=250кНм. Поперечная сила в балке в месте расположения стыка: Q=60 кН.
Решение.
Расчетное сопротивление стали по Приложение 3:
Ry=240 Н/мм2 = 24,0 кН/см2.
Коэффициент условия работы по Приложение 3: γс = 1,0.
Расчет накладок и сварных швов по поясам балки
Примем толщину накладки t1= 16 мм = 1,6 см.
Высота балки (см. сортамент): Н = 450 мм.
Расстояние между осями накладок:
h = H + t1 = 450 + 16 = 466 мм = 0,466 м.
Усилие, действующее на одну накладку:
N = M/h = 250 / 0,466 = 536,5 кН.
Требуемая площадь одной накладки:
A = N / Ry γс = 536,5 / 24,0×1,0 =22,35 см2.
Требуемая ширина накладки:
bтр = A / t1 = 22,35 / 1,6 = 14 см.
Ширина накладок по конструктивным соображениям принимается на 20 мм больше или меньше ширины полки балки. Ширина полки балки равна 200мм (см. сортамент). Тогда ширина накладки примем b1 = 160 мм.
Толщина полки балки (см. сортамент) : tf =14мм.
Минимальный катет шва по Приложению 41 : kf = 4 мм.
Максимальный катет шва согласно конструктивным требованиям:
kf = 1,2t =1,2 x 14 = 16,8 мм.
Принимаем катет шва kf = 8 мм.
По Приложению 43 принимаем проволоку Св – 08А, диаметр проволоки принимаем равным d = 2мм.
По Приложению 43 принимаем электрод Э42.
Коэффициент условия работы соединения: γwf = 1,0.
Расчетное сопротивление угловых швов срезу по металлу шва по Приложение 7:
Rwf = 180,0 Мпа =18 кН/см2.
Значение βfПриложению 42: βf = 0,7.
Несущая способность металла сварного шва длиной 1 см:
βf kf Rwf γwf γс = 0,7х0,8х18,0х1,0х1,0 = 10,08 кН.
Значение βс по Приложению 42: βс = 1,0.
Временное сопротивление стали разрыву по Приложение 3:
Run = 370 Мпа = 37 кН/см2.
Расчетное сопротивление угловых швов срезу по металлу границы сплавления по Приложение 6:
Rwс = 0,45 Run = 0,45×37 = 16,65 кН/см2.
Несущая способность металла зоны сплавления длиной 1 см:
βс kf

Требуемая суммарная расчетная длина одного фланговогошва с каждой стороны стыка:
lwl = N / βf kf Rwf γwf γс = 536,5 / 2 x 10,08 = 26,6 см.
Конструктивная длина шва равна расчетной длине плюс 1 см.
Конструктивная длина шва: L1 = 27 + 1 = 28 см.
Длина шва больше 5 минимальных толщин и меньше 85 βf kf = 85 x 0,7 x 0,8 = 47,6 см.
Для уменьшения влияния концентрации напряжений необходимо оставлять непроваренной часть стыковой накладки у зазора на длине Δ = 5 см. Необходимая длина каждой накладки с учетом конструтивных требований составляет:
Ll = 2l1 + Δ = 2×28 + 5 = 61 см.
Расчет накладки и сварных швов по стенке балки
Накладки на стенку конструктивно принимают шириной 100 -150 мм. Суммарная толщина накладок (в случае применения двух накладок) должна быть не менее толщины стенки.
Толщина стенки балки (см. сортамент): tw = 9 мм.
сортамент): tw = 9 мм.
Принимаем ширину накладки b2 = 200 мм, толщину t2 = 10 мм и длину L2 = 300 мм.
Площадь сечения накладки: А2 = L2t2 = 30×1,0 = 30 см2.
Расчетное соротивление сдвигу по Приложению 1:
Rs = 0,58Ry = 0,58×24,0 = 13,92 кН/см2
Проверка условия: Q/ А2 Rs γс ≤ 1; 60/30х13,92х1,0 = 0,14 < 1
Условие выполнено, принятое сечение накладки по стенке балки удовлетворяет условию прочности на срез.
Принимаем катет шва kf = 6 мм.
Несущая способность металла сварного шва длиной 1 см:
βf kf Rwf γwf γс = 0,7х0,6х18,0х1,0х1,0 = 7,56 кН.
Несущая способность металла зоны сплавления длиной 1 см:
βс kf Rwс γwf γс = 1,0х0,6х16,65х1,0х1,0 = 9,99 кН.
Минимальную несущую способность имеет маталл сварного шва; несущая способность 1 см шва.
βf kf Rwf γwf γс = 9,99 кН.
Расчетная длина шва равна длине свариваемого участка ща вычетом 1 см.
Расчетная длина шва: lw2 = L2 – 1 см = 30 – 1 = 29 см.
Усилие, воспринимаемое одним швом расчетной длиной lw2:
N = 7,56х29 = 219,24 кН.
Проверка условия: t = Q/2N < 1; 60/2х219,24 = 0,14 < 1
Условие выполнено.
Примеры:
Стыковка двутавровых балок | Статьи от МеталлИнвест
8 лет на рынке металлопроката
Работаем с ИП, частными лицами, Управляющими Компаниями и другими организациями
Доставим продукцию к назначенному времени
Доставка по Санкт-Петербургу и Ленинградской области
Заказать звонок
СОДЕРЖАНИЕ
- Где применяют двутавровые балки
- Виды стыковки двутавровых балок
- Сварная стыковка
- Сварное соединение с использованием накладок
- Сварное соединение балок под прямым углом
- Болтовая стыковка
Двутавровая балка представляет собой длинномерный стальной профиль, обладающий высокой прочностью на изгиб во всех плоскостях, а также значительным сопротивлением кручению, сжатию и разрыву.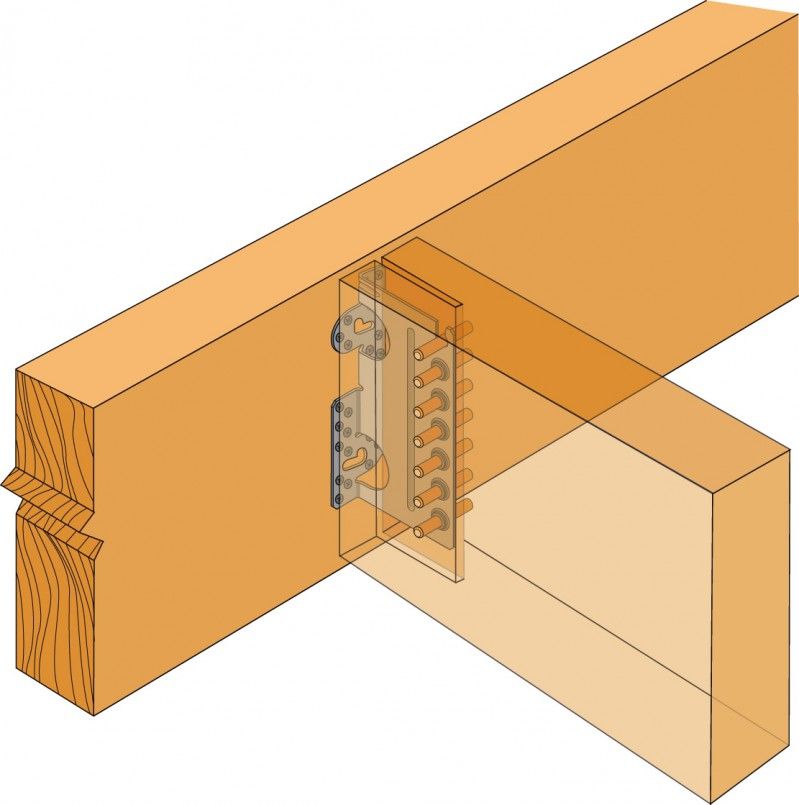 Сечение этого жесткого конструкционного элемента сходно с буквой «Н» или с двумя буквами «Т», соединенными друг с другом торцами ножек.
Сечение этого жесткого конструкционного элемента сходно с буквой «Н» или с двумя буквами «Т», соединенными друг с другом торцами ножек.
Двутавровая балка имеет две полки и соединяющую их стенку, при этом ширина стенки всегда больше ширины полок. Они выпускаются по двум технологиям:
- Прокатная (горячекатаная). Балка формируется из разогретой до 1100 °C заготовки методом многократного обжима на прокатном стане.
- Сварная. Элемент изготавливается путем сварки предварительно раскроенных листовых заготовок на специальных автоматических линиях.
Где применяют двутавровые балки
Двутавровые балки применяются в следующих отраслях:
- в машиностроении и вагоностроении;
- в подъемно-транспортном оборудовании горных разработок (для армирования шахтных стволов), заводов, мастерских, развлекательных аттракционов;
- в жилищном и промышленном домостроении в качестве межэтажных балок и элементов силового каркаса;
- в строительстве быстровозводимых сооружений и высотных зданий;
- в строительстве мостов, путепроводов и гидротехнических комплексов.

Изделия выпускаются длиной не более 12 метров — ограничение, продиктованное возможностями транспортировки грузов. При использовании в конструкциях практически каждый элемент требует обрезки, удлинения или стыковки с другими в поперечных или иных осях. Поэтому правильные технологии соединений играют важную роль в обеспечении надежности и долговременной эксплуатации конструкций.
Виды стыковки двутавровых балок
По типу обработки деталей они подразделяются на два вида — сварной и болтовой. Также существует соединение клепкой (разновидность болтового соединения), но оно сейчас практически не используется. Давайте подробнее рассмотрим актуальные технологии.
Сварная стыковка
В этом случае двутавровые балки соединяют через прокладку или с помощью накладок. При выборе первой технологии прокладку вырезают из стального листа, сопоставимого по толщине с полками. По сути, это прямоугольная деталь, размеры которой немного больше ширины и высоты сечения балки. Алгоритм действий следующий:
Алгоритм действий следующий:
- Два соединяемых отрезка балки укладывают на горизонтальное основание, обеспечивающее соосность свариваемых элементов.
- Их торцы в местах сварки предварительно выравнивают торцовкой под прямым углом.
- На кромках нарезают фаски под углом 45 º для получения более глубокого шва.
- Обе детали и прокладку между ними закрепляют на станине струбцинами и приваривают к прокладке с двух сторон. Обычно после прихватки сначала приваривают полки, а затем стенки.
Практикуется сварка и без снятия фаски. В этом случае сначала детали сцепляют между собой точечной сваркой с зазором в два диаметра электрода, которым будет выполняться основная проварка, и проверяют геометрию стыка. Затем проводят сварное заполнение зазоров.
Преимущества стыковки балок через прокладку — простота и низкая трудоемкость работ. Точной подготовки кромок эта технология не требует.
Сварное соединение с использованием накладок
Соединение балок с помощью накладок значительно прочнее стыка через прокладку, поэтому применяется в ответственных строительных сооружениях. На одно соединение заготавливают четыре прямоугольных накладки — две на стенку (с двух сторон) и две на полки (по одной на каждую). При этом есть несколько особенностей:
На одно соединение заготавливают четыре прямоугольных накладки — две на стенку (с двух сторон) и две на полки (по одной на каждую). При этом есть несколько особенностей:
- По ширине полочные накладки должны быть не меньше полки, а для детали для стенки должны быть достаточной ширины, чтобы их можно было уложить на нее без образования зазора.
- Накладки на стенке могут быть как прямоугольной, так и ромбической формы — со срезанными углами. При этом оба края накладки должны быть симметричны относительно оси балки.
Технология соединения выглядит следующим образом:
- Оба конца балок торцуют под прямым углом, зачищают кромки на 1 см по каждой плоскости, нарезают на них фаски под углом 45° для более прочного шва.
- Детали закрепляют в торец друг другу с минимальным зазором на станине, прихватывают и проверяют совпадение осевой геометрии.
- Затем сваривают сначала полки, затем стенки.
- На втором этапе сварочные швы полученной балки зачищают шлифовальной машиной, опять устанавливают на станине и закрепляют струбцинами накладки.

- Каждую прижатую накладку обваривают по всему контуру.
Преимущество стыковки балок с использованием накладок заключается в том, что суммарная длина проварок накладок заметно больше длины шва в соединении через прокладку. Именно поэтому накладочная стыковка считается более надежной, она способна выдерживать мощные деформационные нагрузки.
Сварное соединение балок под прямым углом
Чтобы оно было прочным, рекомендуется использовать следующую технологию:
- В верхней полке основной балки вырезать равнобедренный треугольник со сторонами от края полки до стенки.
- Верхнюю полку присоединяемой балки обрезать так, чтобы ее форма соответствовала вырезанному углу основной детали.
- Нижнюю полку стыкуемой балки срезать так, чтобы стенки обеих деталей соприкасались под прямым углом.
- После подгонки стыка, зачистки шлифовальным кругом всех торцов и снятия фаски приступить к сварке. Детали закрепить струбцинами так, чтобы зазор между ними был минимальным.
 После прихватки и проверки геометрии проварить контуры полок, затем стенок. Для усиления прочности соединения на полки приварить прямоугольные накладки.
После прихватки и проверки геометрии проварить контуры полок, затем стенок. Для усиления прочности соединения на полки приварить прямоугольные накладки.
Аналогичным способом балки соединяют и под другими углами, при этом вырезы полок формируют шаблонами и подгонкой.
Болтовая стыковка
Эту технологию выбирают, когда требуется разборное соединение. Его собирают на болтах по индивидуальным чертежам или эскизам. Также изготавливают дополнительные детали крепления с отверстиями, которые присоединяют к балкам сваркой. Болты используются как обычные, так и особо прочные. Отверстия при сверловке располагают не ближе, чем в трех диаметрах друг от друга. Также важно, чтобы к элементам конструкции доступ был открыт, не было трудностей с монтажом и демонтажом.
Для преобладающих вибрационных и переменных нагрузок болтовое соединение двутавровых балок считается более прочным. При этом эту прочность легче контролировать, чем в сварном соединении.
Преимущество болтовой стыковки — отсутствие механических напряжений, характерных для сварных стыковок. Недостатки — более высокая цена соединений, которую повышают дополнительные детали, увеличение трудоемкости монтажа и необходимость периодического контроля и ремонта.
Недостатки — более высокая цена соединений, которую повышают дополнительные детали, увеличение трудоемкости монтажа и необходимость периодического контроля и ремонта.
Стыковка двутавровых балок — сложная инженерная задача. Выполнять ее можно только по чертежам или под контролем специалистов. Основой для выбора технологии соединения служат требования к надежности конструкции и условия ее использования.
Наша продукция
Двутавровая балка
Балка двутавровая (двутавр) СТ3
Балка двутавровая (двутавр) 09Г2С
Двутавр колонный
Резка металла может производиться при помощи различных технологий, выбор зависит от требований к точности и качеству разреза. Рассмотрим, какие виды резки металла предлагают современные прои…
Рассмотрим, какие виды резки металла предлагают современные прои…
Профнастил – популярный материал для изготовления заборов и ограждений. К преимуществам относят невысокую стоимость, легкий вес, обеспечивающий простоту монтажа, привлекательный внешний вид,…
Сварка металла – метод металлообработки, который позволяет соединять различные детали, в том числе, изготовленные из разных сортов металла. Этот метод был известен еще в семнадцатом столетии…
Стыки балок и колонн — КМД Промметкон
автором DVKMD
вкл 14 декабря, 2020
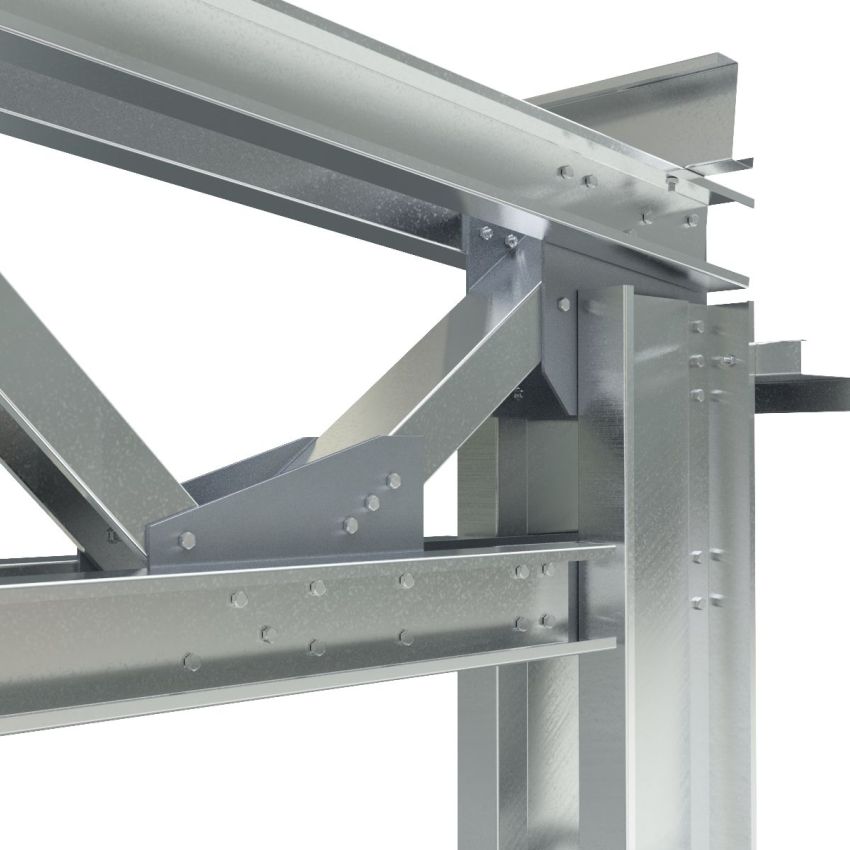
СТЫКИ БАЛОК И КОЛОНН Большинство зданий из металлоконструкций промышленного и коммерческого назначения представляют собой рамные конструкции состоящие из колонн, балок перекрытия, ферм или ригелей.Как правило, такие здания нередко обладают большими пролетами и высотой, что заставляет производителей и строителей широко использовать стыковые узлы в различных элементах стальных строительных конструкций.
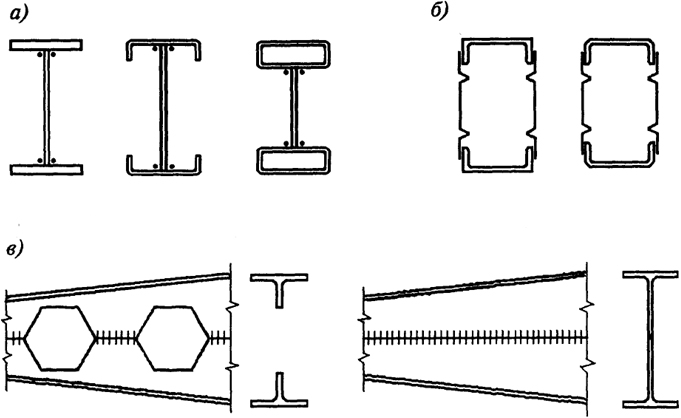
Применение заводских стыков в первую очередь обусловлено экономическими причинами и размером металлопроката. Из опыта производства металлоконструкций последних лет, в строительстве промышленных зданий в 80% случаев используется нормальная, колонная или широкополочная балка по СТО АСЧМ 20-93, ГОСТ26020-83,и порядка 20% приходится на сварную балку переменного сечения. Стандартная длина двутавровых балок 12,0м, листового проката 6,0м, в целях сокращения издержек на раскрой материалов, приходится производить заготовку отправочных элементов по нарастающей. Например, при длине колонн 10800мм, из одной прокатной балки 12000мм у нас получается заготовка для целой колонны 10800мм и остаток 1200мм, следующую колонну мы получаем наращивая новую прокатную балку получившимся остатком (1200+12000=13200) и снова отрезаем 10800, после чего с полученным остатком 2400мм поступаем так же как описано выше и так далее.
С листовой составной балкой поступаем аналогичным образом непосредственно при раскрое листа, но на самих балках стык делается не в одной плоскости, а разносится, стенка варится в одном месте, полки стыкуются под углом 60 и варятся выше и ниже стыка стенки. Конечно же, в обоих случаях приходится учитывать и место стыка, не допуская его попадание в зону максимальных нагрузок и места сопряжения других элементов конструкции. Заводской стык на колоннах и балках выполняется по условиям расчета согласно СНиП II-23-81*, наиболее часто в заводских реалиях находит применение сварной стыковой шов в с полным проваром и разделкой кромок поясов и стенок сопрягаемых деталей. В случаях, когда нужно обеспечить надежность стыка и основного металла в зонах действия значительных моментов и поперечных сил, стык усиливают накладками, установленными на полки и стенки балки. Для оптимизации процесса проектирования КМ или разработки КМД при производстве металлоконструкций можно так же применять типовую серию 2.
400-10 «Нормали заводских стыков профилей в строительных стальных конструкциях», где уже произведен расчет равнопрочности стыка с основным металлом и даны конструктивные решения стыков соединяемых элементов из швеллеров, уголков и двутавров.
Монтажные стыки выполняются из-за ограниченных возможностей транспортирования крупногабаритных металлоконструкций автомобильным и железнодорожным транспортом, при их длине более 15 метров с точки зрения удобства и экономии целесообразнее расчленить конструкцию на более мелкие элементы для доставки потребителю. Объединение отправочных элементов в одно целое производится непосредственно на строительной площадке силами монтажной организации. Монтажные стыки балок и колонн выполняются сварными или болтовыми, по сравнению с заводскими они более трудоемкие и затратные из-за необходимости применения дополнительных элементов для усиления и позиционирования деталей в узлах сопряжений. Самый лучший вариант конечно сварной, встык с полным проваром при условии раздела кромок и физическом методе контроля, однако на монтаже не всегда условия сварки и контроля качества швов соответствуют расчетным, поэтому, как правило, монтажные соединения изначально делаются на накладках усиливающих прочность стыка.
Болтовые монтажные соединения так же выполняются на накладках предпочтительно с использованием высокопрочных болтов, такие соединения металлоемки, требуют значительных трудозатрат при производстве, к тому же отверстия ослабляют сечения элементов, однако с точки зрения монтажа их легче собрать и они не требуют высокоспециализированного персонала для выполнения качественного стыка. Довольно эффективны фланцевые соединения, но мало распространены в силу своей повышенной деформативности. Согласно СП 16.13330.2011 – «стыковку колонн на монтаже необходимо производить фрезерованными торцами сваренными встык, либо на накладках со сварными или болтовыми соединениями, в том числе на высокопрочных болтах, так же допускается использование фланцевых соединений воспринимающих растягивающее усилие болтами, а сжимающее через прижим поверхностей фланцев».
→Справочные материалы и публикации. Металлоконструкции в промышленном и гражданском строительстве....
→КМД — нормативы, документация...
[maxmegamenu location=max_mega_menu_3]
г. Екатеринбург, ул. 8-марта 51
тел. 8-(343)-344-89-82
8-(967)-639-19-82
e-mail: [email protected]
Categories:
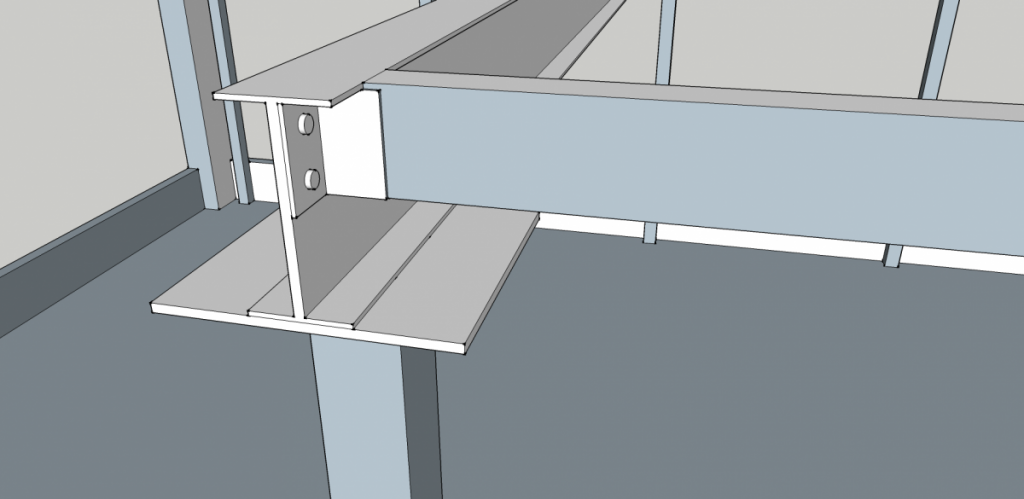
Монтажный стык двутавровых балок
Авторы патента:
СЛАДКОВ СЕМЕН ИЗРАИЛЕВИЧ
E04B1/58 – стержнеобразные строительные детали
Изобретение относится к области строительства и может быть использовано в балках перекрытий, подкрановых балках, нижних поясах ферм и других элементах двутаврового сечения. Цель изобретения – уменьшение трудоемкости при сопряжении балок с плитами перекрытия. Монтажный стык двутавровой балки выполнен с дополнительным соединением по продольному парному ребру 3, по которому с двух сторон установлены накладки 4, скрепленные высокопрочными болтами 8, головки которых размещены под ребрами. 4 ил.
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (я)5 Е 04 В 1/58
ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
7 тг Чти
СШЫ/й7 (21) 4240416/23-33 (22) 04,05. 87 (46) 07.11.90. Бюл. М 41 (71) Государственный проектный институт
87 (46) 07.11.90. Бюл. М 41 (71) Государственный проектный институт
“Днепрпр-:,.; ..ктстальконструкция” (72) С.И. Сладков (53) 624.014.26 (088.8) (56) Метзавод им. Хосе Марти (Республика
Куба). Проект ГПИ ДПСК, 1983, шифр 4090
КМ, л. КМ-162. (54) МОНТАЖНЫЙ СТЫК ДБУТАВРСВЫХ
БАЛОК
„„ Ы„„1604946 А1 (57) Изобретение относится к области строительства и может быть использовано в балках перекрытий, подкрановых балках, нижних поясах ферм и других элементах двутаврового сечения, Цель изобретения— уменьшение трудоемкости при сопряжении балок „плитами перекоытия. Монтджн ы и стык двутавровой балки выполнен с дополн;г. елен ым соединением по и родол ьному парному ребру 3, по которому с двух сторон установлены наклаz,..õ 4, скрепленные высскопрочныы балтами 8, головки которых оазмецены под ребрами. 4 ил.
1604946
A-А
Фиг. 2
Изобретение относится к строительству и может быть использовано в балках перекрытий, подкрановых балках, нижних поясах ферм и других элементах двутаврового сечения.
Цель изобретения — уменьшение трудоемкости при сопряжении балок с плитами перекрытия.
На фиг.1 изображен монтажный стык двутавровой балки на высокопрочных болтах; на фиг.2 — разрез А — А на фиг.1; на фиг.3— разрез Б — Б на фиг.1; на фиг.4 — узел! на фиг.2, Концы 1 и 2 стыкуемой балки в месте монтажного стыка имеют по одному парному продольному ребру 3, соединительные накладки 4 установлены по продольному ребру 3, по полке 5 нижнего пояса и по стенке
6 также установлены накладки, а полки 7 верхнего пояса свободны от соединительных элементов. Продольные ребра приварены к стенке 6 и перекрыты сверху и снизу накладками 4, образуя составное парное продольное ребро 3, которое непосредственноо и римы кает к монтажному стыку. Соединительные накладки 4 скреплены высокопрочными болтами 8, такие же болты установлены по накладкам стенки и нижнего пояса. Для увеличения прочности на стенке 6 в месте стыка вварена вставка 9.
Длина составного продольного ребра 3 определяется из условия размещения высокопрочных болтов 8 и из условия восприятия сварным швом, прикрепляющим ребро
3 к стенке 6, усилия, величина которого соответствет усилию в верхнем поясе, увеличенному на 20 g„при этом длина ребра 3 не превышает высоты балки.
Расстояние между верхней полкой 7 и продольным составным ребром 3 выбрано из условия размещения гаек и выступающих
5 концов высокопрочных болтов 8; поэтому ребро 3 максимально приближено к верхней полке 7 и находится от нее на расстоянии меньшем, чем 1/5 высоты балки. На этом участке стенки 6 накладки 4 не установлены.
10 Высокопрочные болты 8 с шайбами под головками установлены по составному ребру 3. Таким образом, головки высокопрочных болтов 8 размещены на нижних накладках 4 В остальных высокопрочных
15 болтах 8 шайба установлена под гайкой. Такое размещение высокопрочных болтов 8 позволяет на монтаже по верхнему поясу укладывать сборные железобетонные плиты, так как создается опорная поверхность
20 без перепадов, При монтаже гайковерт устанавливают на головку болта 8 под продольным ребром 3.
Формула изобретения
25 Монтажный стык двутавровых балок, включающий стыковое соединение по нижнему поясу и стенке. отличающийся тем, что, с целью уменьшения трудоемкости при сопряжении балок с плитами перекры30 тия, стыковое соединение выполнено также и в зоне верхнего пояса на расстоянии менее 1/5 высоты балки, стенка которой снабжена двухсторонними парными продольными ребрами, соединенными меж35 ду собой накладками с помощью высокопрочных болтов, причем длина ребер не превышает высоту балки.
Похожие патенты:
Узел соединения металлической колонны с двутавровой балкой // 1604943
Изобретение относится к области строительства и может быть использовано при монтаже каркасных металлоконструкций зданий и сооружений
Трубчатый элемент конструкции // 1597427
Изобретение относится к области строительства, в частности к легким металлическим конструкциям из унифицированных элементов, и может быть использовано при создании несущих строительных конструкций разнообразного назначения и вида: структурных плит, оболочек, шатров и т.д
Устройство для крепления консольной балки к несущей конструкции // 1597425
Изобретение относится к строительству, а именно к упругогибким строительным конструкциям, и может найти применение при возведении различных типов зданий и сооружений, в том числе в районах повышенной сейсмичности
Узел соединения стержней пространственного каркаса // 1585474
Способ усиления узлов трубчатой фермы // 1585473
Изобретение относится к строительству, в частности к способам усиления узлов трубчатых ферм
Опорный узел деревянной колонны // 1576670
Изобретение относится к строительству и может быть использовано в конструкциях каркасных сооружений
Узел соединения стеновой панели с колонной // 1574750
Изобретение относится к области строительства и может быть использовано при монтаже ограждающих стековых панелей промышленных зданий
Узел соединения ригелей с колонной // 1560695
Изобретение относится к строительству, а именно к стыковым соединениям элементов железобетонных каркасов зданий
Узловое соединение стержней пространственного каркаса // 1557278
Изобретение относится к строительству и может быть использовано в узловых соединениях пространственных стержневых конструкций
Стыковое соединение сборных железобетонных элементов // 1557277
Изобретение относится к строительству и может быть использовано для соединения железобетонных элементов зданий и сооружений, например сборных колонн, плит покрытий
Узловое соединение стержней // 2102566
Изобретение относится к строительству и может быть использовано для соединения стержней пространственных конструкций зданий и сооружений
Узел соединения элементов пространственного каркаса здания // 2109113
Изобретение относится к строительству и может быть использовано в узлах соединения деревянных элементов каркаса здания
Узловое соединение стержней пространственного каркаса // 2112843
Изобретение относится к области строительства и может быть использовано для соединения стержней пространственных каркасов сооружений
Рамный металлический каркас многоэтажного здания и узел рамного металлического каркаса // 2146320
Узел соединения элементов стержневой оболочки // 2149959
Изобретение относится к строительству и может быть использовано при сооружении покрытий крытых автостоянок, рынков, выставочных павильонов в виде сферических стержневых оболочек
Узел соединения металлической фермы с колонной // 2151245
Изобретение относится к области строительства, в частности к металлическим конструкциям, преимущественно каркасам промышленных зданий
Замок для соединения профилей // 2154132
Изобретение относится к области строительства и может быть использовано при монтаже различных конструкций из полых профилей, преимущественно алюминиевых: ограждающих конструкций, оконных переплетов, витражей и т. д
д
Устройство для усиления опорного узла деревянной фермы // 2179613
Изобретение относится к области строительных конструкций, к устройствам усиления деревянных ферм с соединением поясов на лобовой врубке
Узел соединения двутавровых или тавровых стержней купольного сооружения // 2183709
Изобретение относится к области строительства, а именно к конструкциям узловых соединений в покрытиях сетчатой структуры
Узел металлической фермы // 2185484
Изобретение относится к строительству и может быть использовано в пролетных строениях мостов
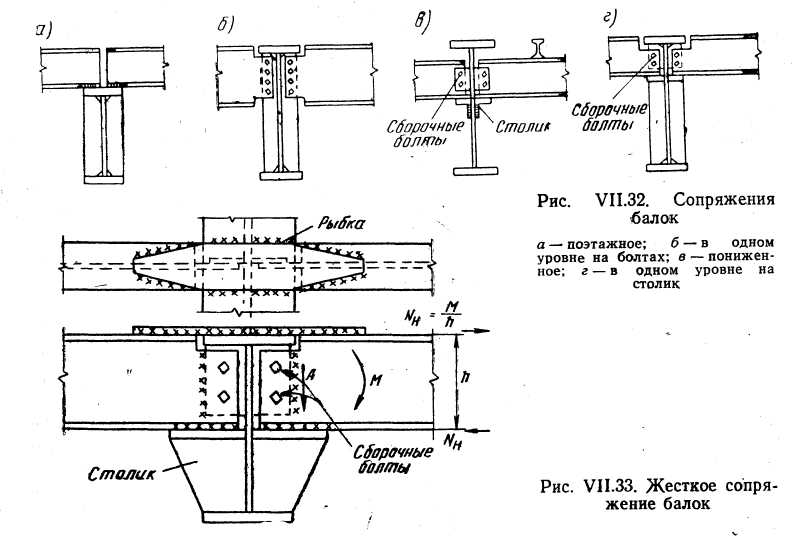
3.6.10. Проектирование монтажного стыка главной балки
По условиям
перевозки (ограничение массы и габаритов)
балка расчленяется по возможности на
одинаковые отправочные элементы (марки).
В разрезной балке монтажный стык
выполняется в одном сечении (универсальный
стык) и чаще располагается в середине
пролета, где Mmaxи соответственно максимальные нормальные
напряженияσблизки к расчетному сопротивлению
основного металлаRy.
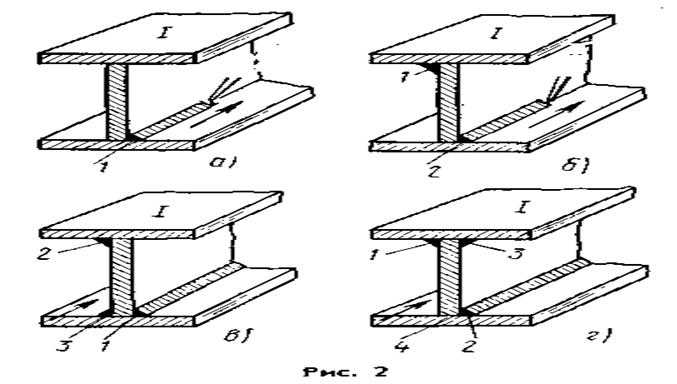
Монтажный стык на сварке.Стык элементов балки осуществляется стыковыми швами (рис. 3.20). Расчетные сопротивления сварных соединений для любого вида сварки принимаются (см. табл. 2.6): при сжатии соединения независимо от методов контроля качества швовRwy = Ry; при растяжении и изгибе с физическим контролем качества швовRwy = RyиRwy = 0,85Ry, если физические методы контроля не используются.
Рис. 3.20.Монтажный стык главной балки на сварке
На монтаже применение
физических способов контроля затруднено,
поэтому расчет растянутого стыкового
соединения производится по его пониженному
расчетному сопротивлению. Сжатый верхний
пояс и стенка соединяются прямым швом,
растянутый пояс – косым швом для
увеличения длины шва, так как действительное
напряжение в поясе σ превышаетRwy.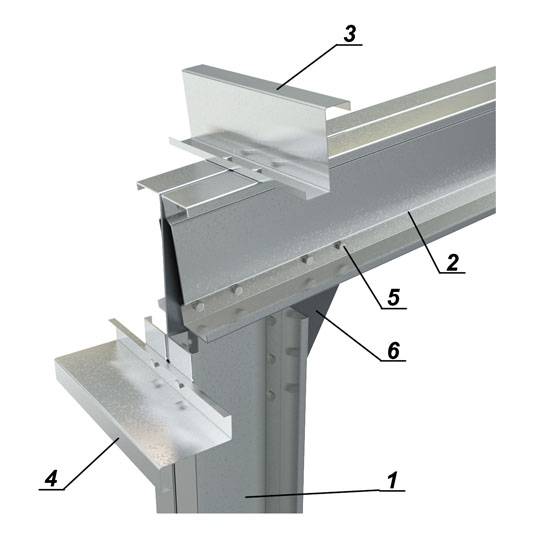 Для обеспечения равнопрочности сварного
стыка и основного сечения нижнего пояса
достаточен скос с наклоном реза 2:1.
Для обеспечения равнопрочности сварного
стыка и основного сечения нижнего пояса
достаточен скос с наклоном реза 2:1.
Монтажный стык выполняется ручной сваркой, материалы для сварки выбираются по табл. 2.5. Для сварки монтажного стыка применяют электроды с индексом А (Э42А), обеспечивающие повышенную пластичность наплавленного металла.
Для обеспечения качественного соединения при ручной сварке элементов толщиной более 8 – 10 мм производится V-образная разделка кромок, начало и конец шва выводятся на специальные технологические планки.
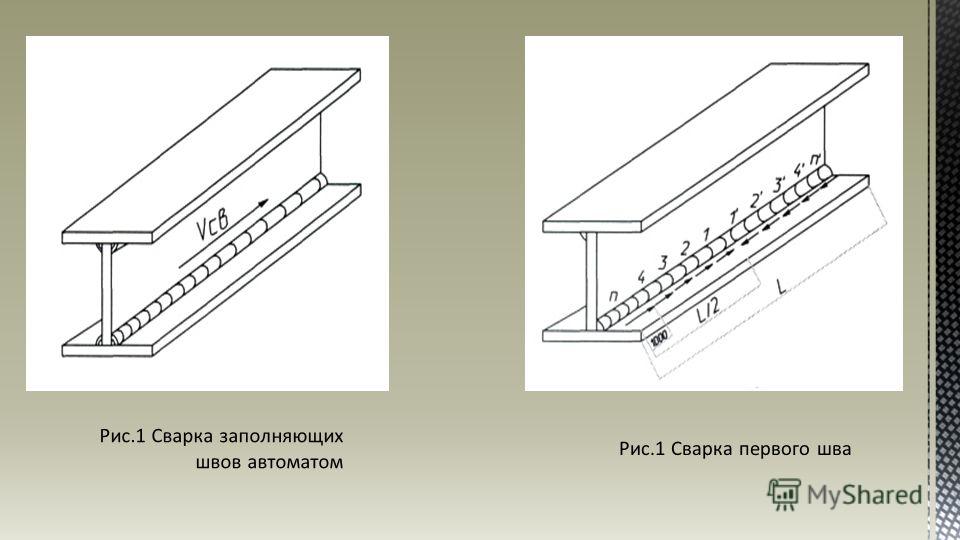
Для уменьшения
сварочных напряжений соблюдается
определенный порядок сварки (см. рис.
3.20): сначала сваривают поперечные
стыковые швы стенки 1, поясов2и 3, имеющие наибольшую поперечную
усадку, последними заваривают угловые
швы4и5, имеющие небольшую
продольную усадку. Оставленные
незаверенными на заводе участки поясных
швов длиной около 500 мм дают возможность
поясным листам несколько вытянуться
при усадке швов2. Это также позволяет
при монтаже совместить торцы свариваемых
элементов отправочных марок, имеющих
отклонение в размерах в пределах
технологических допусков.
Это также позволяет
при монтаже совместить торцы свариваемых
элементов отправочных марок, имеющих
отклонение в размерах в пределах
технологических допусков.
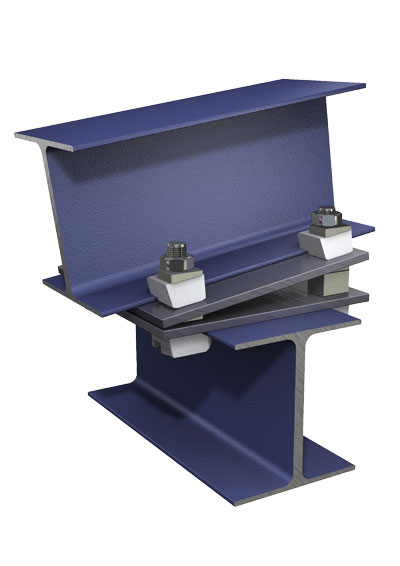
Монтажный стык на высокопрочных болтах.Монтажные стыки на высокопрочных болтах выполняются с накладками (по три на каждом поясе и по две на стенке, рис. 3.21).
Рис. 3.21.Монтажный стык главной балки на высокопрочных болтах
Усилие с одного элемента на другой передается за счет сил трения, возникающих между соприкасающимися плоскостями, стянутыми высокопрочными болтами. Площади сечения накладок должны быть не меньше площади сечения перекрываемого ими элемента. Рекомендуемые к применению в конструкциях средней мощности высокопрочные болты и их площади сечения приведены в табл. 3.17.
Таблица 3.17
Площадь, см2 | Диаметр db,мм | |||
16 | 20 | 24 | 30 | |
Ab | 2,01 | 3,14 | 4,52 | 7,06 |
Abn | 1,57 | 2,45 | 3,52 | 5,60 |
Принимаем болты db= 24 мм. Диаметр отверстияdпод болт делается на 2 – 3 мм большеdb.
Назначаем отверстиеd = 26 мм.
Размещение болтов производится согласно требованиям, приведенным в табл. 3.18.
Минимальное расстояние между центрами болтов (шаг болтов) в расчетных соединениях определяется условиями прочности основного металла и принимается в любом направлении равным amin= 2,5d= 2,5 · 26 = 65 мм. Принимаема= 70 мм.
Максимальное
расстояние между болтами определяется
устойчивостью сжатых частей элементов
в промежутках между болтами (в крайних
рядах при отсутствии окаймляющих уголков amax≤ 12tmin= 12 · 10 = 120 мм, гдеtmin – толщина наиболее тонкого наружного
элемента) и обеспечением плотности
соединения:Минимальное расстояние от центра болта
до края элемента для высокопрочных
болтов в любом направлении усилия сmin≥ 1,3d= 1,3 · 26 = 33,8 мм.
Принимаем с= 50 мм. Ширина верхней накладки пояса назначается равной ширине пояса балкиbnf = bf = 450 мм.
Ширина каждой нижней накладки пояса определяется:
b′nf= [bf– (tw+ 2kf+ 2Δ)] / 2 = [450 – (12 + 2 ∙ 7 + 2 ∙ 10)] / 2 = 202 мм,
где Δ= 10…15 мм – конструктивный зазор.
Толщина каждой накладки пояса
tnf =tf/2 + 2 = 25 / 2 + 2 = 14,5 мм.
Принимаем верхнюю
накладку из листа 45014
мм с площадью сечения Аnf= 63 см2 и
две нижних накладки из листа 20014
мм с площадью сеченияА′ nf= 28 см2.
Таблица 3.18
Стальные двутавровые балки для сварки встык
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Стальные двутавровые балки для сварки встык
11.02.2014 #1
Стыковая сварка стальных двутавров
Привет всем,
Я хочу соединить встык две 6-дюймовые двутавровые балки вместе, чтобы сделать одну более длинную балку.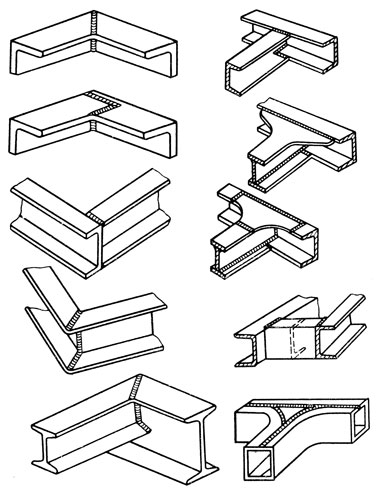 Помимо снятия фаски с концов и сварки по периметру, есть ли способ «зачистить» плоские пластины по бокам, чтобы сделать ее прочнее? Это вообще нужно?
Помимо снятия фаски с концов и сварки по периметру, есть ли способ «зачистить» плоские пластины по бокам, чтобы сделать ее прочнее? Это вообще нужно?
У меня есть несколько двутавровых балок, перекрывающих мой гараж для антресоли для хранения, и соединение в них сделано по диагонали и просто встык. Кажется, держится уже много лет, но просто интересно, есть ли лучший способ.
Кажется, я где-то здесь однажды видел сообщение, где кто-то разместил руководство или ссылку на какое-то руководство, в котором показаны различные конфигурации соединений для этого. К сожалению, не могу найти этот пост! Кажется, там что-то говорилось о том, что не нужно приваривать концы пластин парши, а только верхний и нижний края. Я думаю, что я бы перекрыл стыки примерно на 12 дюймов с каждой стороны.Я строю небольшой пешеходный мост через ручей. Ответственность не является проблемой.
Буду признателен за любой совет или ссылку на мануал.Спасибо
Ответить с цитатой
11.
 02.2014
#2
02.2014
#2Re: Стыковая сварка двутавровых балок.
Если вы плохо разбираетесь в сварке с открытым корнем, вы можете вырезать птичий рот в паутине и использовать опорную пластину для сварки фланцев, а также опорную пластину на паутине.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200
Преимущество 400Ответить с цитатой
11.
 02.2014
#3
02.2014
#3Стыковая сварка стальных двутавров
Кеп, не мог бы ты взять, скажем, пластину размером 12 x 12 x 1/2 или, может быть, 3/8 дюйма и фишинговую пластину, которая стыкуется с обеих сторон? Я не предлагаю, а задаю вопрос.
Отправлено с моего iPhone с помощью Tapatalk
Ответить с цитатой
11.02.2014 #4
Re: Стыковая сварка двутавровых балок.

Я не понимаю, почему бы и нет, это постоянно делается на технике для перемещения грунта, стрелах экскаваторов и т. д. Только не используйте углы в 90 градусов! Овалы или рыбные тарелки в форме ромба — всегда хороший выбор. Хотя я никогда не делал этого на конструкционной балке.
Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Шпульный пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014 #5
Re: Стыковая сварка двутавровых балок.

В вашей ситуации я бы покрыл нижний фланец. Возьмите пластину немного уже, чем балка, и сварите только ее стороны. Если вы чувствуете, что по какой-то причине вам нужно сварить концы, сделайте надрез на них, чтобы сварные швы не проходили прямо поперек. Вы не получите большой выгоды от обшивки верхней части, пока все давление будет направлено вниз на балку. Если по какой-то причине вы не можете нанести покрытие на дно, нанесите покрытие на верхнюю часть нижнего фланца с обеих сторон стенки.
Ответить с цитатой
11.02.2014 #6
Re: Стыковая сварка двутавровых балок.

Вот деталь из кодовой книги AWS D1.1. Это делается для увеличения способности балок выдерживать нагрузки. Но если вы не уверены в своих способностях к сварке, это тоже может помочь. Я обычно вижу их с 6 на 12 сварных швов.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014 #7
Re: Стыковая сварка двутавровых балок.
На небольших балках, таких как упомянутые 6-дюймовые балки, мне нравится резать стыки под углом 45 градусов. На мой взгляд, это помещает напряжение на большую площадь и дает большую площадь поверхности для сварки. Для приложения с высокими нагрузками, такого как рама грузовика, я бы натянул пластину или часть рамы, по крайней мере, в 3 раза превышающую высоту, 18 дюймов для 6-дюймовой балки.
Miller xmt304, Miller S22 p12, Miier Maxstar SD, Miller 252 w 30A, Miller super32p12, Lincoln Ranger 9, Thermal Arc 181I с шпулей, Hypertherm 10000, горелки Smith. Минидуга Esab 161lts.
Ответить с цитатой
11.02.2014 #8
Re: Стыковая сварка двутавровых балок.
Не нужно усложнять отверстие сверху и снизу 45 с одной стороны опорный стержень полные фланцы пера перемычка V-образный небольшой горячий проход с обеих сторон 3/16 6010 или пластина внахлест и угловой сварной шов вокруг всех напряжений во фланцах.
Ответить с цитатой
11.02.2014 #9
Re: Стыковая сварка двутавровых балок.
Объясните, почему углы фиш-тарелки не должны быть прямыми. Вы свариваете только боковые стороны рыбной пластины или все стороны?
Отправлено с моего iPhone с помощью Tapatalk
Ответить с цитатой
11.
 02.2014
#10
02.2014
#10Re: Стыковая сварка двутавровых балок.
Сварка поперек фланца создает линию напряжения, где может начаться трещина, поэтому ее следует по возможности избегать. Если вам нужно сваривать поперек какой-либо балки, если вы свариваете под углом, это сводит к минимуму это.
Ответить с цитатой
11.02.2014 #11
Re: Стыковая сварка двутавровых балок.

просто сделайте 30-градусный скос с обеих сторон каждой детали с посадкой на 1/8 в центре. полная ручка .сварить примерно на 1/16 гордится заподлицо ..7018 конечно ..
Встречайте все времена с позитивным настроем, тогда и только тогда вы сделаете все возможное.
Ответить с цитатой
11.02.2014 #12
Re: Стыковая сварка двутавровых балок.

Спасибо
Отправлено с моего iPhone через Tapatalk
Ответить с цитатой
11.02.2014 №13
Re: Стыковая сварка двутавровых балок.
Прикрепленные изображенияСообщение от papasmirf
Объясните, почему у фиш-тарелки углы не должны быть прямыми. Вы свариваете только боковые стороны рыбной пластины или все стороны?
Несколько лет назад парень на форуме Миллера опубликовал это фото. Хороший пример того, как скручивать сварные швы при завершении шва, это помогает предотвратить повышение напряжения.
Хороший пример того, как скручивать сварные швы при завершении шва, это помогает предотвратить повышение напряжения.Не обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014 №14
Re: Стыковая сварка двутавровых балок.

Он не строит ничего с большой нагрузкой на это, чтобы кричать вслух, если вы не в состоянии надежно сварить, нет причин продолжать добавлять кусок. Бьюсь об заклад, у вас двутавровая балка 6х12 или 6х13? Скосите обе балки, проведите вокруг них 7018 и двигайтесь дальше, в худшем случае добавьте пластину размером 12×6 к стенке и приварите ее стежком, не нужно перегревать эту маленькую балку.
Ответить с цитатой
11.02.2014 №15
Re: Стыковая сварка двутавровых балок.

Вот некоторые виды подготовки суставов, которые я использую, в зависимости от веса балки.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
11.02.2014 №16
Re: Стыковая сварка двутавровых балок.

Большая часть того, что было сказано, является хорошим советом общего характера, но без дополнительной информации, такой как размер балки и длина пролета, невозможно дать много полезных советов. Тип соединения, который вам понадобится, будет во многом зависеть от размера балки и длины пролета. Например, если вы используете обрезки большой балки и имеете более короткий пролет, вы можете обойтись только сварным соединением. Но если вы используете более легкие балки или более длинные пролеты, то сварное соединение может не держаться независимо от того, что вы используете для его сварки, там потребуется металлизация. Обшивка паутины поможет некоторым усилить соединение, но не даст максимальной прочности.
Ответить с цитатой
11.02.2014 # 17
Re: Стыковая сварка двутавровых балок.
Первоначально Послано CEP
Вот некоторые соединения, которые я использую, в зависимости от веса балки.
Спасибо, ребята! КЭП, какие милые рисунки!
Скос понял и 7018 точно. Эти балки будут сращены вместе на земле, так что доступ со всех сторон будет легким. Я предполагаю, что это просто что-то о пластинах по обе стороны паутины, которые выглядят так, как будто они будут прочнее? Я уверен, что скошенные соединения будут более чем достаточно прочными.Никто не помнит, что видел это маленькое руководство по созданию структурных соединений? Я уверен, что хотел бы сохранить его сейчас!
Еще раз спасибо всем!
Ответить с цитатой
11.02.2014 # 18
Re: Стыковая сварка двутавровых балок.
существует несколько способов соединения двутавровых балок в зависимости от пролета и нагрузки. вы делаете это на земле или на месте? если сварка выполняется на воздухе, сделайте эту нижнюю усиливающую пластину на эскизе бечевки шире, чем балка, чтобы не было сварки над головой.
и.у.о.э. № 15
Квинс, Нью-Йорк и Санни, ФлоридаОтветить с цитатой
11.02.2014 # 19
Re: Стыковая сварка двутавровых балок.

Первоначально Послано Ultralow787
Спасибо, ребята! Я предполагаю, что это просто что-то о пластинах по обе стороны паутины, которые выглядят так, как будто они будут прочнее?
Обшивка стенки в вашем случае не так прочна, как обшивка полки. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.Ответить с цитатой
11.02.2014 #20
Re: Стыковая сварка двутавровых балок.

doc,
Я могу перевернуть его, и он соединится на земле. Мне нравится 3-я версия сверху скетчей КЭП. Если я решу добавить накладки по обеим сторонам паутины, они должны быть в форме ромба, или они могут быть просто кусками, скажем, 4 x 1/4 дюйма (или 3/8 дюйма) плоского стержня длиной около 18 дюймов и иметь только верхняя и нижняя кромки сварены (если балка стоит, а мы смотрим сбоку)? Мне сказали, что если приварить вертикальные концы накладок, то появятся дополнительные точки напряжения. Я бы добавил эти накладки по обе стороны от сустава с 9″ на любой балке. Я бы удостоверился, что сварные швы на стенке плоские, чтобы эти пластины могли лежать красиво и ровно. Я видел соединения, сделанные, как на первом изображении CEP, размещенном в верхней части этой резьбы, с опорными пластинами на каждой сварить тоже
спасибоОтветить с цитатой
11.
 02.2014
# 21
02.2014
# 21Re: Стыковая сварка двутавровых балок.
Первоначально Послано сварщиком
Покрытие стенки не так прочно в вашем случае, как покрытие фланца. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.
Хорошо, сварщик, я тебя понимаю! Я мог бы легко покрыть нижнюю часть нижнего фланца куском стали шириной 6 дюймов и длиной 18 дюймов. Следует ли приваривать эти усиливающие пластины только вдоль их длинных сторон, а не поперек фланцев?Ответить с цитатой
11.
 02.2014
# 22
02.2014
# 22Re: Стыковая сварка двутавровых балок.
Прямоугольная пластина в порядке, просто сварите, как вы сказали. Вам придется отшлифовать или обжечь небольшой задний скос, чтобы пластина плотно прилегала к стержню. Одной стороны более чем достаточно для того, что вы делаете.
Miller xmt304, Miller S22 p12, Miier Maxstar SD, Miller 252 w 30A, Miller super32p12, Lincoln Ranger 9, Thermal Arc 181I с катушкой, Hypertherm 10000, резаки Smith. Минидуга Esab 161lts.
Ответить с цитатой
11.
 02.2014
# 23
02.2014
# 23Re: Стыковая сварка двутавровых балок.
Это было бы лучше всего. Вы также можете вырезать точку или радиус на конце. Я предпочитаю отсутствие торцевых сварных швов, если только коррозия не является проблемой.
Ответить с цитатой
12.02.2014 # 24
Re: Стыковая сварка двутавровых балок.

Первоначально Послано сварщиком
Покрытие стенки не так прочно в вашем случае, как покрытие фланца. Фланец несет вес, перегородка в основном предназначена для того, чтобы удерживать фланцы врозь и параллельно, поэтому для максимальной прочности вам нужны прочные фланцы.
Это правда? Мне кажется наоборот, но я не инженер. Я думал, что паутина несет вес, а два фланца не дают ей скручиваться. Пожалуйста, объясни.Один вопрос, если использовать 7018 в качестве корневого прохода в открытом корне, развивается ли пористость? Нужно ли использовать подложку или выдалбливать заднюю часть борта в комплекте с 7018?
ТА Аркмастер 300
СМ3
СМТ 304
Подача чемодана S22P12
Экстремальный 12VS
Импульсный генератор Оптима
ТА161С
Максстар 150СТЛ
Hypertherm PM45
Настройка ОП
Штиль 020АВП, 039, 066 МагнумОтветить с цитатой
12.
 02.2014
# 25
02.2014
# 25Re: Стыковая сварка двутавровых балок.
PE использовал эту аналогию, чтобы объяснить мне, как балка выходит из строя под нагрузкой. Возьмите мерку, поддержите концы, надавите на центр мерки, что произойдет? Мерка наклоняется то в одну, то в другую сторону. Он не идет прямо вниз. Он изгибается в сторону, пока не сгибается. Итак, если вы усилите полки балки. Или заблокируйте луч как-нибудь. Хитрость заключается в том, чтобы не дать лучу наклониться в сторону. Сеть мало влияет на прочность балки.
Прикрепленные изображенияНе обращай на меня внимания
Я просто любитель!
КарлДинастия 300
V350-Pro с импульсом
Пистолет SG
1937 IdealArc-300
PowerArc 200ST
3 SA-200s
Vantage 400Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Простые соединения – SteelConstruction.
 info
infoВ данной статье рассматриваются номинально шарнирные соединения (простые соединения), которые используются в многоэтажных раскосных рамах в Великобритании. Эта форма раскосной конструкции с номинально шарнирными соединениями называется «простой конструкцией».
В статье перечислены типы простых соединений, которые чаще всего используются в Великобритании. В нем представлены процедуры их проектирования в соответствии с Еврокодом 3 и обсуждаются относительные преимущества типов соединения концов балки. Обсуждаются преимущества стандартизации соединений для соединений балка-балка и балка-колонна с использованием реберной пластины и гибких соединений торцевой пластины.
Соединения колонн, основания колонн и соединения раскосов также обсуждаются вместе с кратким упоминанием специальных соединений.
Детали стандартных соединений ребер
Содержание
- 1 Типы простых соединений
- 2 Процедуры проектирования
- 3 Совместные соображения
- 3.
 1 Совместная классификация
1 Совместная классификация - 3.2 Структурная целостность
- 3.3 Выбор типа подключения
- 3.4 Композитные полы
- 3.
- 4 Затраты
- 5 Устойчивое развитие
- 6 Стандартные соединения
- 6.1 Преимущества стандартизации
- 7 Соединения балка-балка и балка-колонна
- 8 Гибкие соединения торцевой пластины
- 9 Реберные пластины
- 10 Соединений колонн
- 10.1 Болтовые соединения накладок для двутавровых профилей:
- 10.2 Болтовые соединения «крышка и основание» или «торцевая пластина» для трубчатых и катаных двутавровых профилей
- 11 Базы колонн
- 11.1 Передача горизонтального сдвига
- 12 Соединения раскосов
- 13 Специальные соединения
- 14 Каталожные номера
- 15 Дополнительная литература
- 16 ресурсов
- 17 См. также
[наверх]Типы простых соединений
Простые соединения представляют собой номинально штифтовые соединения, которые, как предполагается, передают только торцевой сдвиг и имеют незначительное сопротивление вращению.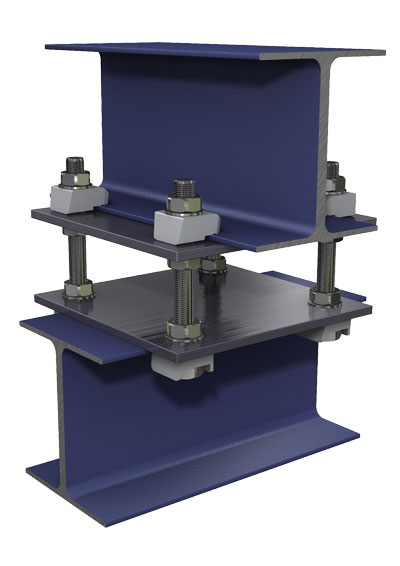 Поэтому не следует передавать существенные моменты на предельное состояние. Это определение лежит в основе конструкции многоэтажных каркасных конструкций в Великобритании, спроектированных как «простая конструкция», в которой балки спроектированы как просто опертые, а колонны рассчитаны на осевую нагрузку и малые моменты, вызванные концевыми реакциями от опоры. лучи. Стабильность каркаса обеспечивается раскосами или стальным или бетонным сердечником.
Поэтому не следует передавать существенные моменты на предельное состояние. Это определение лежит в основе конструкции многоэтажных каркасных конструкций в Великобритании, спроектированных как «простая конструкция», в которой балки спроектированы как просто опертые, а колонны рассчитаны на осевую нагрузку и малые моменты, вызванные концевыми реакциями от опоры. лучи. Стабильность каркаса обеспечивается раскосами или стальным или бетонным сердечником.
Простые соединения
В Великобритании используются две основные формы простого соединения (как показано справа):
- Гибкие торцевые пластины и
- Ребристые пластины.
Наиболее часто встречающиеся простые соединения включают:
- Соединения балка-балка и балка-колонна с использованием:
- Торцевые пластины неполной глубины
- Торцевые пластины полной глубины
- Ребристые пластины
- Соединения колонн (скрепленные болтами накладки или торцевые пластины)
- Основания колонн
- Соединения раскосов (косынки).

Простые соединения также могут потребоваться для косых соединений, эксцентриков балок по отношению к колоннам и соединений со стенками колонн. Они классифицируются как специальные соединения и рассматриваются отдельно.
[наверх]Процедуры проектирования
Проектирование простых соединений основано на BS EN 1993-1-8 [1] и соответствующем Национальном приложении [2] . Возможности компонентов соединения основаны на правилах, приведенных в пункте 3.6. Расстояние между крепежными элементами соответствует пункту 3.5 и соответствует рекомендациям, представленным в «Зеленой книге» (SCI P358).
Публикация ECCS № 126 [3] также содержит полезные рекомендации по проектированию простых соединений в соответствии с Еврокодом 3.
[наверх]Особенности соединений
[наверх]Классификация соединений
В соответствии с BS EN 1993-1-8 [1] , номинально шарнирные соединения:
- Должна быть способна передавать внутренние силы без возникновения значительных моментов, которые могут неблагоприятно воздействовать на элементы или конструкцию в целом, и
- Быть способным воспринимать результирующие вращения при расчетных нагрузках
Кроме того, соединение должно:
- обеспечивают направленное ограничение элементов, предусмотренное в конструкции элемента
- обладают достаточной прочностью, чтобы удовлетворять требованиям структурной целостности (сопротивление связыванию).
BS EN 1993-1-8 [1] требует, чтобы все соединения были классифицированы; по жесткости, которая подходит для общего упругого анализа, или по прочности, которая подходит для общего жестко-пластического анализа, или по жесткости и прочности, что подходит для общего упруго-пластического анализа.
Классификация по жесткости:
Начальная вращательная жесткость соединения, рассчитанная в соответствии с BS EN 1993-1-8 [1] , 6.3.1 сравнивается с границами классификации, приведенными в БС ЕН 1993-1-8 [1] , 5.2.2.
В качестве альтернативы, соединения могут быть классифицированы на основе экспериментальных данных, опыта предыдущей удовлетворительной работы в аналогичных случаях или расчетов, основанных на результатах испытаний.
Классификация по прочности:
Следующие два требования должны быть удовлетворены, чтобы классифицировать соединение как номинально штыревое на основании его прочности:
- Расчетное сопротивление моменту соединения не превышает 25 % от расчетного сопротивления моменту, необходимого для полнопрочного соединения
- Соединение должно быть способно воспринимать вращения в результате расчетных нагрузок.
В национальном приложении Великобритании к стандарту BS EN 1993-1-8 [2] указано, что соединения, разработанные в соответствии с «Зеленой книгой» (SCI P358), могут быть классифицированы как номинально шарнирные соединения.
Все стандартные соединения, указанные в «Зеленой книге» (SCI P358), могут быть классифицированы как номинально штифтовые на основании требований к прочности, а также большого опыта использования деталей на практике. Следует соблюдать осторожность, прежде чем изменять стандартные детали, так как результирующее соединение может выходить за рамки положений Национального приложения 9 Великобритании.0606 [2] . Особенно:
- Способность к вращению стандартных деталей реберной пластины подтверждена испытаниями; модифицированные детали не могут быть пластичными
- Толщина торцевых пластин на всю глубину была ограничена, чтобы гарантировать, что сопротивление моменту составляет менее 25% полной прочности соединения, и, таким образом, может быть классифицировано как номинально штифтовое.

[наверх]Структурная целостность
Строительные нормы Великобритании требуют, чтобы все здания были спроектированы таким образом, чтобы избежать непропорционального обрушения. Обычно это достигается за счет проектирования соединений в стальной раме (соединений балки с колонной и соединений колонн) для связывания усилий. Руководство по расчетным значениям силы вязки приведено в BS EN 19.91-1-7 [4] Приложение A и национальное приложение Великобритании [5] . Требования относятся к классу здания с расчетным значением силы горизонтальной связи, как правило, не менее 75 кН, а обычно значительно выше. Детали торцевой пластины полной глубины были разработаны для обеспечения повышенного сопротивления завязыванию по сравнению с деталями торцевой пластины частичной глубины. Более подробная информация о прочности конструкции представлена в SCI P391.
[top]Выбор типов соединения
Выбор торцевых соединений балки прост. Относительные достоинства трех типов соединений (концевые пластины частичной глубины, торцевые пластины полной глубины и ребристые пластины) приведены в таблице ниже. Выбор и проверка соединения, как правило, является обязанностью подрядчика по металлоконструкциям, который выбирает тип соединения в соответствии с рабочей нагрузкой, экономичностью и временной стабильностью во время монтажа. Если используется полунепрерывная конструкция, и балка, и ее соединения должны быть выбраны и проверены проектировщиком рамы. Дополнительная информация о полунепрерывных кадрах содержится в SCI P183 и SCI P263.
Выбор и проверка соединения, как правило, является обязанностью подрядчика по металлоконструкциям, который выбирает тип соединения в соответствии с рабочей нагрузкой, экономичностью и временной стабильностью во время монтажа. Если используется полунепрерывная конструкция, и балка, и ее соединения должны быть выбраны и проверены проектировщиком рамы. Дополнительная информация о полунепрерывных кадрах содержится в SCI P183 и SCI P263.
| Торцевая пластина неполной глубины | Торцевая пластина полной глубины | Ребристая пластина | |
|---|---|---|---|
| Дизайн | |||
| Сопротивление сдвигу – процент сопротивления балки | До 75% | 100% | До 50 % До 75 % с двумя вертикальными рядами болтов |
| Связывающее сопротивление | Ярмарка | Хорошо | Хорошо |
| Особые указания | |||
| Наклонные соединения | Ярмарка | Ярмарка | Хорошо |
| Балки эксцентричные относительно колонн | Ярмарка | Ярмарка | Хорошо |
| Соединение со стенками колонн | Хорошо | Хорошо | Fair Для облегчения монтажа может потребоваться зачистка фланцев. 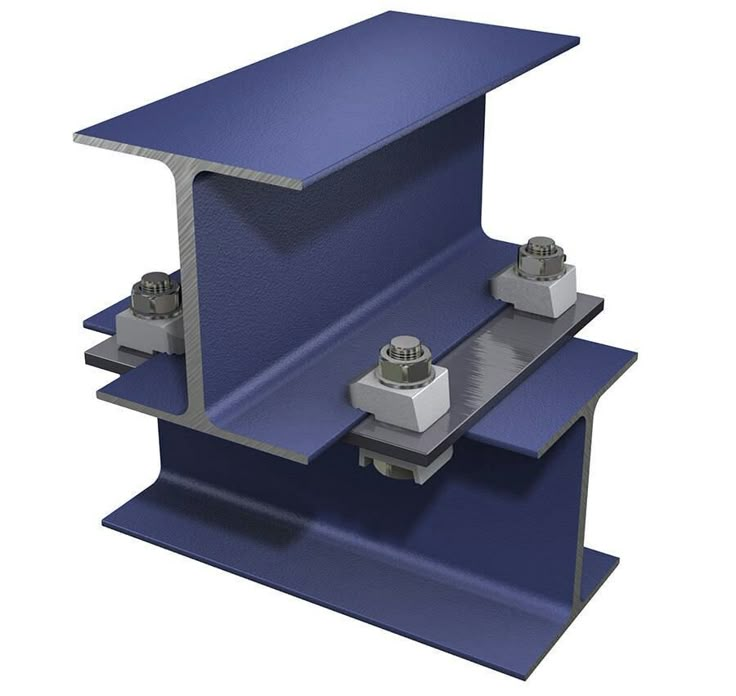 Для длинных ребристых пластин может потребоваться усиление Для длинных ребристых пластин может потребоваться усиление |
| Изготовление и обработка | |||
| Производство | Хорошо | Хорошо | Хорошо Для длинных пластин ребер может потребоваться усиление |
| Обработка поверхности | Хорошо | Хорошо | Хорошо |
| Монтаж | |||
| Простота монтажа | Fair Требуется осторожность при двустороннем соединении | Fair Требуется осторожность при двустороннем соединении | Хорошо |
| Регулировка места | Ярмарка | Ярмарка | Ярмарка |
| Временная устойчивость | Ярмарка | Хорошо | Ярмарка |
[наверх]Композитные полы
Известно, что взаимодействие с композитным полом влияет на поведение простого соединения.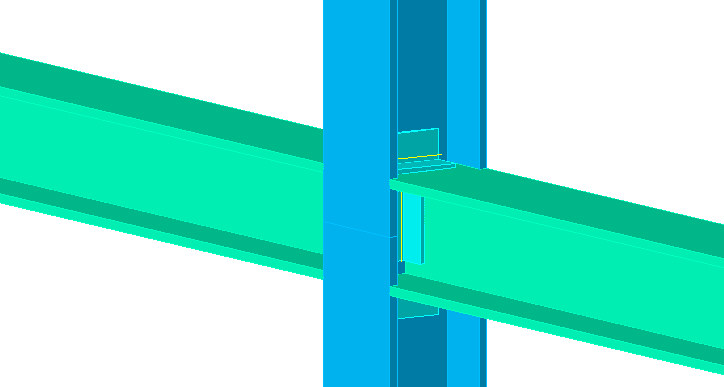 Обычной практикой является проектирование таких соединений без использования преимуществ непрерывности арматуры через бетонную плиту. Тем не менее, SCI P213 позволяет обеспечить непрерывность арматуры при обеспечении относительно простых соединений торцевой пластины на всю глубину со значительным сопротивлением моменту. В раскосной раме это сопротивление можно использовать для уменьшения момента и прогиба в середине пролета, что облегчает выбор балки меньшего размера.
Обычной практикой является проектирование таких соединений без использования преимуществ непрерывности арматуры через бетонную плиту. Тем не менее, SCI P213 позволяет обеспечить непрерывность арматуры при обеспечении относительно простых соединений торцевой пластины на всю глубину со значительным сопротивлением моменту. В раскосной раме это сопротивление можно использовать для уменьшения момента и прогиба в середине пролета, что облегчает выбор балки меньшего размера.
[наверх]Стоимость
Простые соединения всегда дешевле в изготовлении, чем соединения с сопротивлением моменту, потому что они требуют гораздо меньших усилий, особенно при сварке.
Трудно дать конкретное руководство по затратам, поскольку ставки подрядчика по металлоконструкциям могут значительно различаться и зависят от уровня инвестиций в оборудование и оборудование. Однако основная цель состоит в том, чтобы свести к минимуму содержание работы. Стоимость материалов для фитингов и болтов невелика по сравнению со стоимостью изготовления, в которой преобладает сварка. В типичном производственном цеху стоимость изготовления соединений может составлять от 30% до 50% от общей стоимости изготовления.
В типичном производственном цеху стоимость изготовления соединений может составлять от 30% до 50% от общей стоимости изготовления.
Стандартные соединения эффективны в производстве. Подрядчики по металлоконструкциям оснащают свои мастерские специальным оборудованием, которое увеличивает скорость изготовления, позволяя им производить фитинги и подготавливать элементы гораздо быстрее, чем если бы конфигурация соединения каждый раз была разной.
Стандартизированные детали означают, что стальные конструкции просты в монтаже, что обеспечивает более безопасную рабочую среду для монтажников.
Из-за характера большинства болтовых соединений соединения являются разборными по истечении срока службы конструкции. Металлоконструкции можно демонтировать, использовать повторно или переработать, что снижает воздействие строительства на окружающую среду.
[наверх]Стандартные соединения
[наверх]Преимущества стандартизации
В типичном многоэтажном каркасе со связями на соединения может приходиться менее 5 % веса рамы и 30 % и более общей стоимости . Таким образом, эффективные соединения будут иметь наименьшую трудоемкость детализации, изготовления и монтажа.
Таким образом, эффективные соединения будут иметь наименьшую трудоемкость детализации, изготовления и монтажа.
| Компонент | Предпочтительный вариант | Примечания |
|---|---|---|
| Фитинги | Материал марки S275 | Рекомендуемые размеры торцевых и ребристых пластин – см. таблицу ниже |
| Болты | Болты M20 8,8 с полной резьбой | Для некоторых тяжелонагруженных соединений могут потребоваться болты большего диаметра. Фундаментные болты могут быть M20, M24, M30, 8,8 или 4,6. |
| Отверстия | Обычно диаметром 22 мм, перфорированные или просверленные | Диаметр 26 мм для болтов M24 Припуск 6 мм для фундаментных болтов |
| Сварные швы | Угловые сварные швы обычно имеют длину катета 6 мм или 8 мм | Для некоторых оснований колонн могут потребоваться сварные швы большего размера. |
| Фитинги | Местоположение | ||
|---|---|---|---|
| Размер (мм) | Толщина (мм) | Торцевая пластина | Ребристая пластина |
| 100 | 10 | • | |
| 120 | 10 | • | |
| 150 | 10 | • | • |
| 160 | 10 | • | |
| 180 | 10 | • | • |
| 200 | 12 | • | |
[наверх]Соединения балка-балка и балка-колонна
Приведенные ниже процедуры расчета подходят либо для ручного расчета, либо для подготовки компьютерной программы.
Проектирование соединений вручную может быть трудоемким процессом, поэтому полный набор таблиц сопротивлений включен в «Зеленую книгу» (SCI P358).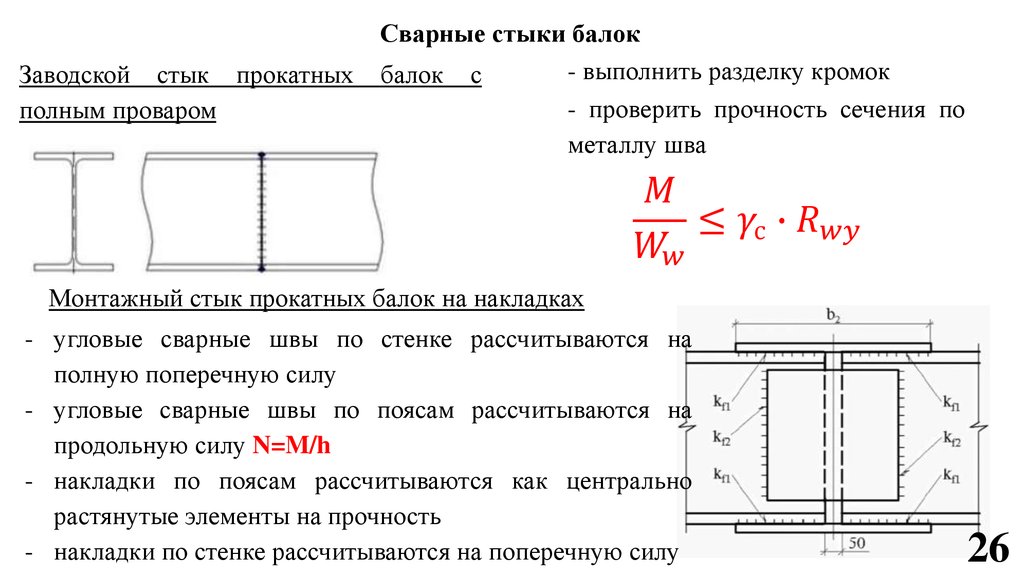
Проверка прочности номинально шарнирного соединения включает три этапа:
- Обеспечение детализации соединения таким образом, чтобы в нем возникали только номинальные моменты, не оказывающие неблагоприятного воздействия на элементы или само соединение. Соединение должно быть детализировано, чтобы оно вело себя пластично.
- Определение направления нагрузки через соединение, т. е. от балки к опорному элементу.
- Проверка сопротивления каждого компонента.
Для нормального проектирования существует десять процедур расчета для всех частей соединения балки с балкой или балки с колонной на вертикальный сдвиг.
Необходимо провести еще шесть проверок, чтобы проверить сопротивление завязыванию соединения. Соединения балки с колонной должны выдерживать боковые силы связи, если этим силам не противодействуют другие средства внутри конструкции, такие как плиты перекрытия.
В таблице ниже приведены проверки процедур проектирования, необходимые для торцевых пластин частичной глубины, торцевых пластин полной глубины и ребристых пластин.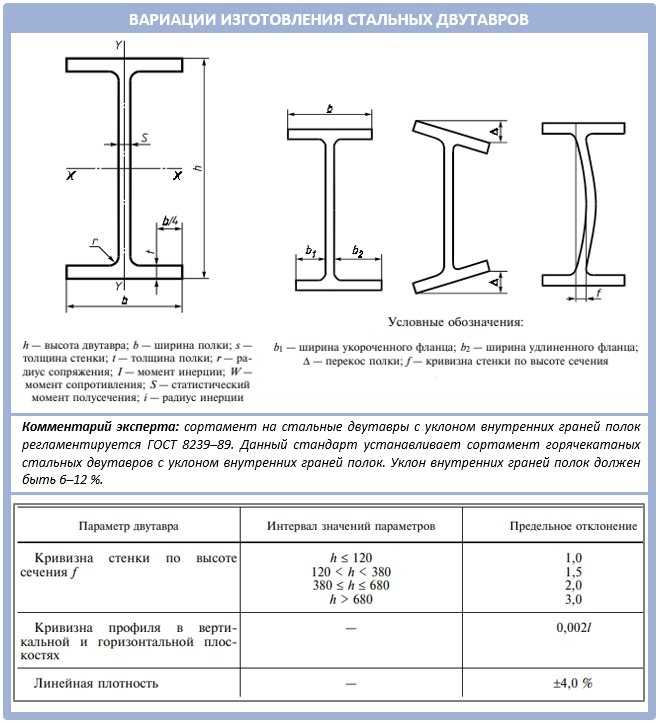 Процедуры проектирования полностью описаны в «Зеленой книге» (SCI P358).
Процедуры проектирования полностью описаны в «Зеленой книге» (SCI P358).
| Проверка процедур проектирования | Торцевая пластина неполной глубины | Торцевая пластина на всю глубину | Ребристая пластина |
|---|---|---|---|
| 1 Рекомендуемая практика детализации | ✔ | ✔ | ✔ |
| 2 Опорная балка | Сварные швы | Сварные швы | Группа болтов |
| 3 Опорная балка | н/д | н/д | Ребристая пластина |
| 4 Опорная балка | Сеть при сдвиге | ||
| 5 Опорная балка | Сопротивление на надрезе | н/д | Сопротивление на отметке |
| 6 Опорная балка | Местная устойчивость зубчатой балки | н/д | Местная устойчивость балки с надрезом |
| 7 Опорная балка без ограничений | Общая устойчивость зубчатой балки | н/д | Общая устойчивость зубчатой балки |
| 8 Соединение | Болтовая группа | Болтовая группа | Сварные швы |
| 9 Соединение | Торцевая пластина на сдвиг | н/д | Н/Д |
| 10 Опорная балка/колонна | Ножницы и подшипники | ||
| 11 Сопротивление связыванию | Пластина и болты | ||
| 12 Сопротивление связыванию | Поддерживаемая стенка балки | ||
| 13 Сопротивление связыванию | Сварные швы | ||
| 14 Сопротивление связыванию | Стенка опорной колонны (UC или UB) | ||
| 15 Сопротивление связыванию | Стена опорной колонны (правая или малая) | ||
| 16 Сопротивление связыванию | н/д | н/д | Стена опорной колонны (CHS) |
Примечания:
В эту таблицу включены проверки сопротивления изгибу, сдвигу, местной и поперечной потере устойчивости сечения балки с надрезом, так как обычно на этапе детализации устанавливается требование к надрезам, после чего должна быть проведена проверка на уменьшенном сечении.
Соединения между балками
Соединение балки с колонной
[верх]Гибкие соединения торцевой пластины
Соединения торцевой пластины с колонной и балки с балкой
Типичные соединения гибкой торцевой пластины показаны на рисунке справа. Торцевая пластина, которая может быть частичной или полной глубины, приваривается к опорной балке в мастерской. Затем балка крепится болтами к опорной балке или колонне на месте.
Этот тип соединения имеет высокое сопротивление сдвигу и является относительно недорогим. Он часто используется для соединения основных балок с колоннами. Пакеты могут использоваться для компенсации допусков на изготовление и допуски при монтаже.
Пакеты могут использоваться для компенсации допусков на изготовление и допуски при монтаже.
Торцевые пластины, вероятно, являются наиболее популярными из простых соединений балок, используемых в настоящее время в Великобритании. Они могут использоваться с наклонными балками и могут допускать умеренные смещения в стыках балки с колонной.
Flowdrill, Hollo-Bolts, глухие болты или другие специальные узлы используются для соединений с полыми колоннами.
Требования к детализации и проверки конструкции для соединений торцевых пластин частичной и полной глубины, которые применимы к соединениям балки с балкой, а также к соединениям балки с колонной, подробно описаны в «Зеленой книге» (SCI P358) . К ним относятся процедуры, рабочие примеры, деталировка и расчетные таблицы сопротивлений.
Также доступен инструмент для проектирования торцевых пластин.
Детали стандартной гибкой торцевой пластины (торцевые пластины полной и частичной глубины) показаны на рисунке ниже вместе с рекомендуемыми размерами и фитингами.
Стандартные соединения с гибкими торцевыми пластинами
| Опорная балка | Рекомендуемый размер торцевой пластины b p × t p | Калибровочный болт p 3 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| До 533 UB | 150 × 10 | 90 | ||||||||||
| 533 УБ и выше | 200 × 12 | 140 | ||||||||||
| ||||||||||||
| Опорная балка | Рекомендуемый размер торцевой пластины b p × t p | Калибровочный болт p 3 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| До 533 UB | 180 × 10 | 90 | ||||||||
| 533 УБ и выше | 200 × 12 | 110 | ||||||||
| ||||||||||
[верх]Ребристые пластины
Соединения оребрения балки с колонной и
Соединения оребрения экономичны в изготовлении и просты в монтаже. Эти соединения популярны, так как они могут быть самыми быстрыми соединениями и решить проблему общих болтов в двусторонних соединениях. Ребристые пластины имеют высокое сопротивление завязыванию. Они часто используются для соединения второстепенных балок с основными балками или колоннами.
Эти соединения популярны, так как они могут быть самыми быстрыми соединениями и решить проблему общих болтов в двусторонних соединениях. Ребристые пластины имеют высокое сопротивление завязыванию. Они часто используются для соединения второстепенных балок с основными балками или колоннами.
Соединение пластины ребра состоит из отрезка пластины, приваренного в мастерской к опорному элементу, к которому на месте болтами крепится стенка поддерживаемой балки, как показано на рисунке ниже. Между концом поддерживаемой балки и опорной колонной имеется небольшой зазор.
Соединения ребристых пластин
При проектировании соединения оребрения важно определить соответствующую линию действия сдвига. Есть две возможности: либо сдвиг действует на лицевую сторону колонны, либо он действует вдоль центра группы болтов, соединяющей ребристую пластину со стенкой балки. По этой причине оба критических сечения должны быть проверены на минимальный момент, принимаемый как произведение вертикального сдвига и расстояния между поверхностью колонны (или стенкой балки) и центром группы болтов. Затем обе критические секции проверяются на результирующий момент в сочетании с вертикальным сдвигом. Из-за неопределенности момента, приложенного к оребрению, размеры сварных швов оребрения рассчитаны на полную прочность.
По этой причине оба критических сечения должны быть проверены на минимальный момент, принимаемый как произведение вертикального сдвига и расстояния между поверхностью колонны (или стенкой балки) и центром группы болтов. Затем обе критические секции проверяются на результирующий момент в сочетании с вертикальным сдвигом. Из-за неопределенности момента, приложенного к оребрению, размеры сварных швов оребрения рассчитаны на полную прочность.
Способность к вращению в плоскости соединений оребрения в первую очередь определяется искривлением отверстий под болты в подшипнике и неплоскостным изгибом оребрения. Обратите внимание, что ребристые пластины с длинными выступами имеют тенденцию к скручиванию и могут выйти из строя из-за поперечного изгиба при кручении, если балка не закреплена. Дополнительная проверка для учета этого поведения включена в процедуры проектирования соединений реберных пластин.
«Зеленая книга» (SCI P358) содержит подробные требования, проверки конструкции и процедуры, применимые к конструкции оребрения. В этой публикации также приведены рабочие примеры и таблицы расчетных сопротивлений.
В этой публикации также приведены рабочие примеры и таблицы расчетных сопротивлений.
Также доступен инструмент для проектирования ребристых пластин.
Детали стандартных соединений ребер
| Номинальная глубина опорной балки (мм) | Вертикальные болтовые линии n 2 | Рекомендуемый размер реберной пластины (мм) | Расстояние между болтами по горизонтали, e 2 / e 2 или e 2 / p 2 / e 2| 54 (5 мм) | Зазор, г высота | (мм) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| ≤610 | 1 | 100 × 10 | 50/50 | 10 | ||||||
| >610* | 1 | 120 × 10 | 60/60 | 20 | ||||||
| ≤610 | 2 | 160 × 10 | 50/60/50 | 10 | ||||||
| >610* | 2 | 180 × 10 | 60/60/60 | 20 | ||||||
| ||||||||||
* Для балок номинальной высотой более 610 мм отношение пролета к высоте балки не должно превышать 20, а вертикальное расстояние между крайними болтами не должно превышать 530 мм | ||||||||||
Растущий интерес к использованию S355 для ребристых пластин вызвал вопросы о жесткости таких
соединения – они все еще номинально закреплены? Чтобы ответить на этот вопрос, BCSA и Steel for Life поручили компании SCI провести исследование, сравнивающее поведение соединений реберных пластин с ребристыми пластинами S275 и S355.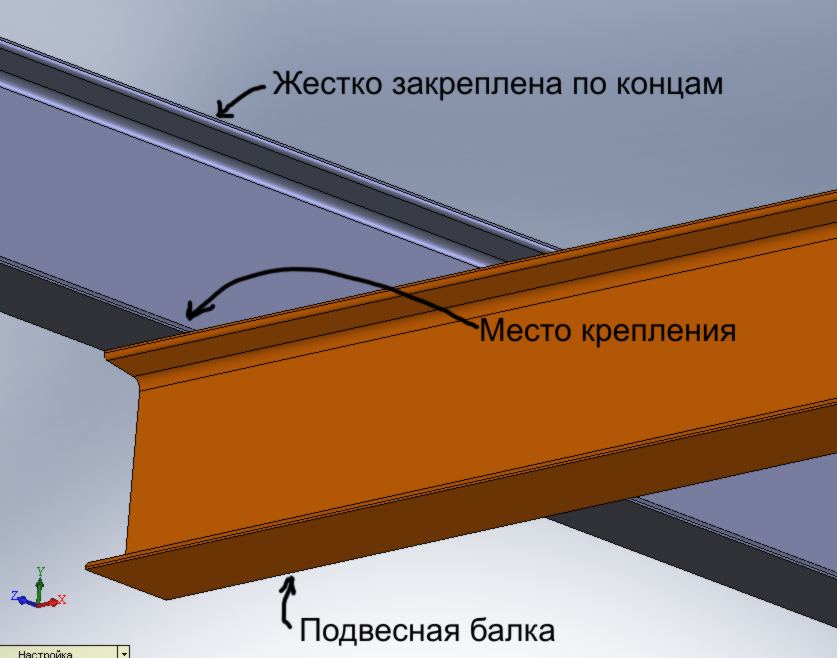 Исследование пришло к выводу, что при условии соблюдения стандартизированной геометрии соединения, представленной в «Зеленой книге», 10-миллиметровые ребристые пластины из S355 классифицируются как штифтовые соединения и могут использоваться в качестве альтернативы пластинам из S275. Дополнительная информация доступна в статье в майском номере журнала NSC за 2018 год.
Исследование пришло к выводу, что при условии соблюдения стандартизированной геометрии соединения, представленной в «Зеленой книге», 10-миллиметровые ребристые пластины из S355 классифицируются как штифтовые соединения и могут использоваться в качестве альтернативы пластинам из S275. Дополнительная информация доступна в статье в майском номере журнала NSC за 2018 год.
[вверх]Соединения колонн
Стыковые соединения
Стыки колонн в многоэтажном строительстве необходимы для обеспечения прочности и непрерывности жесткости по обеим осям колонн. Типичные болтовые соединения колонн, используемые для катаных двутавровых и полых профилей, показаны на рисунке справа.
Стыки обычно располагаются через каждые два или три этажа и обычно располагаются примерно в 600 мм над уровнем пола. Это обеспечивает удобную длину для изготовления, транспортировки и монтажа, а также легкий доступ с соседнего этажа для крепления болтами на месте. Установка стыков на уровне каждого этажа редко бывает экономичной, поскольку экономия на материале колонн, как правило, значительно перевешивается затратами на материал, изготовление и монтаж стыков.
[вверх] Болтовые соединения накладок для двутавровых профилей:
Существует две категории этого типа соединения:
- Тип подшипника
- без подшипника.
В соединении с подшипником типа (см. рисунок ниже) нагрузки передаются в прямом подшипнике от верхнего вала либо напрямую, либо через разделительную пластину. Соединение «подшипникового типа» представляет собой более простое соединение, обычно в нем меньше болтов, чем в соединении без подшипника, и поэтому оно чаще всего используется на практике.
При отсутствии чистого напряжения можно использовать стандартное соединение, однако стандарт BS EN 1993-1-8 [1] требует, чтобы соединительные пластины и болты передавали не менее 25 % максимальной сжимающей силы в колонка.
Для соединений подшипникового типа критической проверкой, вероятно, будет сопротивление связыванию, требуемое в зданиях класса 2b.
Соединения опорных стоек для двутавровых прокатных профилей
Соединения, относящиеся к категории без подшипника типа (см. рисунок ниже) передают нагрузки через болты и стыковые пластины. Любой прямой подшипник между элементами игнорируется, соединение иногда детализируется физическим зазором между двумя валами. Конструкция ненесущего соединения более сложная, так как все силы и моменты должны передаваться через болты и накладки для соединения. Для соединений ненесущего типа минимальные требования в BS EN 1993-1-8 [1] очень обременительны, поскольку основаны на грузоподъемности элемента, а не на приложенной силе.
рисунок ниже) передают нагрузки через болты и стыковые пластины. Любой прямой подшипник между элементами игнорируется, соединение иногда детализируется физическим зазором между двумя валами. Конструкция ненесущего соединения более сложная, так как все силы и моменты должны передаваться через болты и накладки для соединения. Для соединений ненесущего типа минимальные требования в BS EN 1993-1-8 [1] очень обременительны, поскольку основаны на грузоподъемности элемента, а не на приложенной силе.
Поскольку стыки обычно располагаются непосредственно над уровнем пола, момент от действия распорки считается незначительным. Однако следует учитывать моменты, возникающие в соединениях, расположенных в других местах. AD 471 содержит исчерпывающие рекомендации по расчету изгибающих моментов, которые необходимо учитывать при расчете соединения.
Соединения ненесущих колонн для прокатных двутавровых профилей
Соединения колонн должны удерживать соединенные элементы на одной линии, и там, где это целесообразно, элементы должны располагаться так, чтобы центральная ось материала соединения совпадала с центральной осью секций колонны выше и ниже места соединения. Если секции колонны смещены (например, для поддержания постоянной внешней линии), момент из-за эксцентриситета следует учитывать при расчете соединения.
Если секции колонны смещены (например, для поддержания постоянной внешней линии), момент из-за эксцентриситета следует учитывать при расчете соединения.
Проверка конструкции, необходимая для сращивания колонн с накладками на болтах, а также процедуры, рабочие примеры, подробные требования и таблицы расчетных сопротивлений доступны в главе 6 «Зеленой книги» (SCI P358).
[вверх] Болтовые соединения «крышка и основание» или «торцевая пластина» для трубчатых и катаных двутавровых профилей
Соединение «Крышка и основание» или «Концевая пластина»
Этот тип соединения, состоящий из пластин, которые привариваются к концам нижней и верхней колонн, а затем просто скрепляются болтами на месте, обычно используется в трубчатых конструкциях, но также может использоваться для открытых секций.
Наиболее простая форма соединения показана на рисунке справа и является удовлетворительной, если концы каждого вала подготовлены так же, как и для соединения подшипникового типа.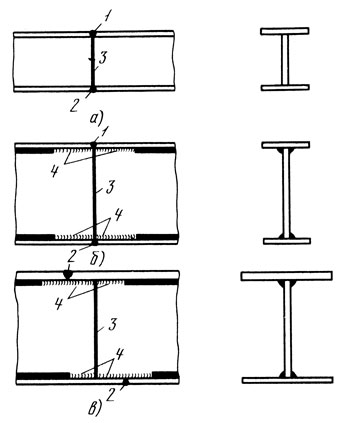 Следует учитывать возможность реверсирования нагрузки в дополнение к требованиям устойчивости во время монтажа и связывания.
Следует учитывать возможность реверсирования нагрузки в дополнение к требованиям устойчивости во время монтажа и связывания.
Несмотря на то, что они широко используются, трудно продемонстрировать, что соединения крышки и основания соответствуют требованиям BS EN 1993-1-8 [1] , пункт 6.2.7.1(14). Если используются эти типы соединений, обычной практикой является обеспечение того, чтобы пластины были толстыми, а болты располагались близко к фланцам для увеличения жесткости соединения. Можно использовать расширенные пластины с болтами за пределами профиля секции. Если стыки крышки и опорной плиты расположены вдали от точки ограничения, следует уделить особое внимание обеспечению достаточной жесткости, чтобы конструкция элемента не была нарушена.
Соединения колонн «крышка и основание» или «торцевая пластина» описаны в главе 6 «Зеленой книги» (SCI P358). Приведены требования к деталировке, процедуры проектирования, рабочие примеры и таблицы расчетных сопротивлений.
[вверх] Основания колонн
Типовые основания колонн
Типовые основания колонн, как показано на рисунке справа, состоят из одной угловой пластины, приваренной к концу колонны и прикрепленной к фундаменту четырьмя прижимными болтами. Болты залиты в бетонное основание в установочных трубах или конусах и снабжены анкерными пластинами для предотвращения выдергивания. В пространство под плитой заливается высокопрочный раствор (см. рисунок ниже).
Такие основания колонн часто подвергаются только осевому сжатию и сдвигу. Тем не менее, подъем и горизонтальный сдвиг могут быть расчетным случаем для оснований колонн в раскосных пролетах.
Болты крепления основания колонны
Соединение основания колонны
Пример поперечной стойки
Простая прямоугольная или квадратная опорная плита почти повсеместно используется для колонн простой конструкции. Опорная плита должна иметь достаточный размер и прочность, чтобы передавать осевое сжимающее усилие от колонны к фундаменту через подстилающий материал, не превышая при этом местное сопротивление смятию фундамента.
Опорная плита должна иметь достаточный размер и прочность, чтобы передавать осевое сжимающее усилие от колонны к фундаменту через подстилающий материал, не превышая при этом местное сопротивление смятию фундамента.
Доступен инструмент для проектирования базовой пластины.
Основания колонн, как правило, предназначены для передачи усилия от колонны на опорную плиту при прямом подшипнике. Прижимные системы предназначены для стабилизации колонны во время строительства и противодействия любому подъему в закрепленных пролетах. В некоторых случаях предполагается, что небольшой горизонтальный сдвиг также воспринимается прижимными болтами.
[top]Передача горизонтального сдвига
Способ передачи горизонтальных поперечных сил на фундамент недостаточно изучен. Некоторые проектировщики проверяют сопротивление прижимных болтов и следят за тем, чтобы они были надлежащим образом залиты цементным раствором. Эта практика успешно применялась для оснований портальной рамы, которые испытывают значительный сдвиг.
Укрепленные пролеты могут иметь относительно высокие усилия сдвига. Конструкторы могут предусмотреть приваренную к нижней стороне опорной плиты заглушку, хотя углубление может усложнить заливку фундамента, и особое внимание следует уделить операции заливки раствором. Методы проектирования, охватывающие этот тип деталей, приведены в «Зеленой книге» (SCI P398).
Сдвиг между концом колонны и опорной плитой будет передаваться сварными швами между колонной и опорной плитой. Сварные швы могут быть предусмотрены только на стенке или вокруг частей профиля – обычно обнаруживается, что сопротивление сварки более чем достаточно для умеренных усилий сдвига.
[вверх]Соединения раскосов
Типичное соединение раскосов с косынкой
К элементам жесткости относятся плоские поверхности, уголки, швеллеры, двутавровые и полые профили. Распорки могут включать в себя элементы распорок, работающие только на растяжение или на растяжение и сжатие. В большинстве случаев раскос прикрепляется болтами к косынке, которая сама приваривается к балке, к колонне или, что чаще, приваривается к балке и ее концевому соединению, как показано на рисунке справа.
В большинстве случаев раскос прикрепляется болтами к косынке, которая сама приваривается к балке, к колонне или, что чаще, приваривается к балке и ее концевому соединению, как показано на рисунке справа.
Системы связей обычно анализируются в предположении, что все силы пересекаются на осевых линиях стержней. Однако реализация этого предположения в деталях соединения может привести к соединению с очень большой косынкой, особенно если раскос неглубокий или крутой. Часто бывает удобнее расположить точки пересечения стержней, чтобы сделать соединение более компактным, и локально проверить влияние вводимых эксцентриситетов.
Соединения раскосов обычно выполняются с помощью болтов без предварительного натяга в отверстиях с зазором. По крайней мере теоретически это допускает некоторое движение в соединении, но на практике это игнорируется в ортодоксальном построении. В некоторых случаях может оказаться, что движение на реверс недопустимо – в этих обстоятельствах следует использовать соединения с предварительным натягом.
Общий процесс проектирования:
- Определите путь нагрузки через соединение
- Организуйте соединение, чтобы убедиться, что проектный замысел элементов реализован, например. соединения балки остаются номинально штифтовыми
- Включать эффекты любого значительного эксцентриситета
- Проверьте компоненты соединения.
Шарнирное соединение для трубчатого элемента жесткости
Правила проектирования для определения сопротивления косынки приведены в «Зеленой книге» (SCI P358).
Также доступен инструмент для проектирования косынок.
[наверх]Специальные соединения
Соединения стальных конструкций для простой конструкции, показанные выше, как правило, обеспечивают наиболее экономичную стальную раму. Отказ от этих соединений неизбежно приведет к увеличению общей стоимости. Увеличение стоимости чертежа деталей, изготовления и монтажа может составить более 100 %, если нестандартные соединения составляют большинство используемых соединений.
Увеличение стоимости чертежа деталей, изготовления и монтажа может составить более 100 %, если нестандартные соединения составляют большинство используемых соединений.
Необходимости в специальных соединениях часто можно избежать путем разумного выбора размеров элементов. Конструкция с минимальным весом вряд ли будет наиболее рентабельной. Поэтому хорошей экономической практикой является обеспечение того, чтобы стальные конструкции можно было размещать с осевыми линиями на установленных сетках. Верхние полки балок должны, по возможности, находиться на постоянном уровне, но это менее критично для стоимости, чем эксцентрические соединения.
При проектировании специальных соединений можно использовать модифицированную версию одного из стандартных соединений, приведенных в «Зеленой книге», при условии проведения дополнительных проверок конструкции. Принципы проектирования и правила определения размеров компонентов, приведенные в «Зеленой книге», должны максимально учитываться при проектировании соединений.
Типичные примеры ситуаций, когда требуются специальные соединения, представлены в «Зеленой книге» (SCI P358).
[вверх]Артикулы
- ↑ 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1.7 BS EN 1993: 2006: 2006: 20007 1.7 . Еврокод 3: Проектирование стальных конструкций. Расчет стыков, BSI
- ↑ 2.0 2.1 2.2 NA согласно BS EN 1993-1-8:2005. Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Расчет стыков, BSI
- ↑ Публикация ECCS № 126 Европейские рекомендации по проектированию простых соединений в стальных конструкциях. Дж. П. Джаспарт и соавт. 2009 г..
- ↑ BS EN 1991-1-7:2006+A1:2014. Еврокод 1: Воздействия на конструкции. Общие действия. Случайные действия. БСИ
- ↑ NA+A1:2014 к BS EN 1991-1-7:2006+A1:2014. Национальное приложение Великобритании к Еврокоду 1: Воздействия на конструкции.
 Общие действия. Случайные действия. БСИ
Общие действия. Случайные действия. БСИ
[наверх]Дополнительная литература
- Руководство для проектировщиков стали, 7-е издание. Редакторы Б. Дэвисон и Г. В. Оуэнс. Институт стальных конструкций 2012 г., глава 27
- Архитектурный дизайн в стали — Требилкок П. и Лоусон Р. М., опубликовано Spon, 2004 г.
[наверх] Ресурсы
- SCI P358 Соединения в стальных конструкциях — простые соединения по Еврокоду 3, 2014
- SCI P213 Соединения в строительстве — Композитные соединения, 1998 г.
- SCI P391 Конструкционная прочность зданий со стальным каркасом, 2011 г.
- SCI P398 Соединения в стальных конструкциях: Моментные соединения по Еврокоду 3, 2013 г.
- Национальная спецификация металлоконструкций (7-е издание), публикация № 62/20, BCSA 2020
- Комментарий (3-е издание) к Национальной спецификации металлоконструкций для строительства зданий (7-е издание), 2022 г. (публикация № 66/22), BCSA
- Учебный ресурс по архитектуре.
 Руководство студии. SCI 2003
Руководство студии. SCI 2003 - SCI P183 Проектирование полунепрерывных каркасных рам, 1997 г.
- SCI P263 Расчет ветрового момента для малоэтажных рам, 1999 г.
- Конструктор торцевых пластин
- Конструктор оребрения
- Конструктор фасонок
[вверх]См. также
- Многоэтажные офисные здания
- Стоимость металлоконструкций
- Устойчивое развитие
- Стальные строительные изделия
- Раскосные рамы
- Композитная конструкция
- Коды и стандарты проектирования
- Моделирование и анализ
- Момент сопротивления соединений
- Прочность конструкции
- Производство
- Сварка
- Точность изготовления стали
- Строительство
- Болты с предварительным натяжением
Ржавчина в месте сварного соединения стальной балки
В моем доме через вход проходит стальная балка длиной 20 футов с двумя двутавровыми балками в качестве опор. Опоры приварены к опорной плите у земли.
Опоры приварены к опорной плите у земли.
На стыках довольно много ржавчины. Я использовал среднюю проволочную щетку, чтобы соскрести часть этого. Должен ли я беспокоиться о структурной целостности этого? Какие профилактические/восстановительные действия следует предпринять?
- балка
- сталь
- опора
- средство для удаления ржавчины
- защита от ржавчины
3
Это похоже на поверхностную ржавчину, поэтому вам нужно ее удалить. Есть много продуктов для удаления ржавчины, таких как морское желе и т. д. но я обнаружил, что белый уксус так же хорош. Смочите участок уксусом, оставьте на 30 минут и вытрите. Может потребоваться второй или третий слой. После этого загрунтуйте участок и покрасьте качественной краской для стали. Структурная целостность не выглядит нарушенной.
1
Я тоже сварщик. Пользователь 142029 абсолютно прав.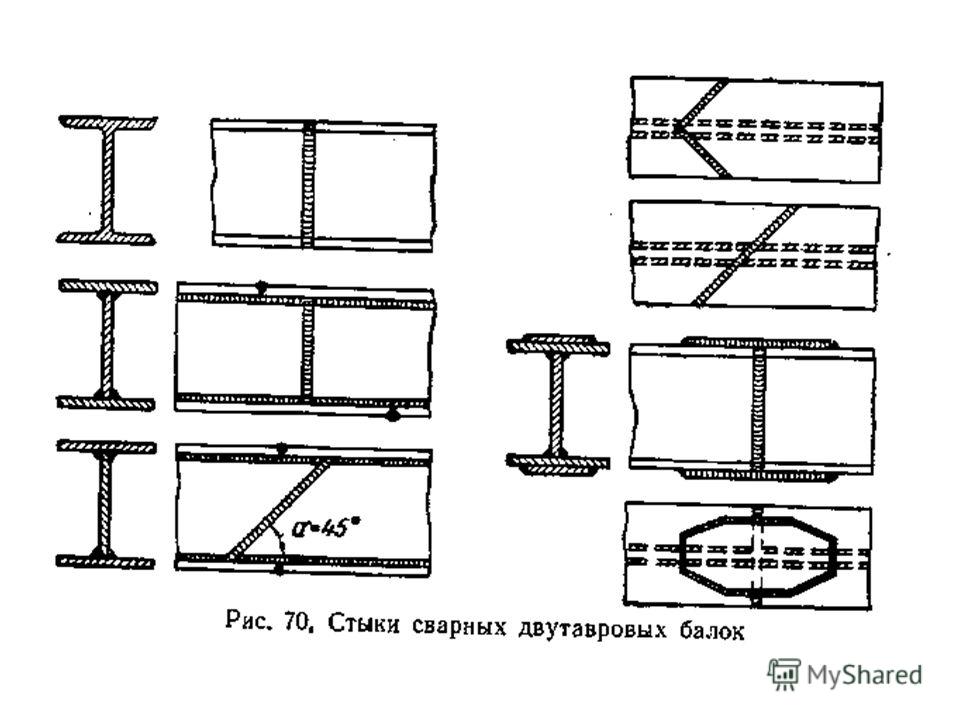 С суставами все в порядке. Он ржавеет быстрее, потому что это не тот же металл, что и основной материал. Структурная целостность в порядке. Я бы очистил его как можно лучше с помощью проволочного колеса / чашки и опрыскал холодным гальваническим раствором. С днищем мало что можно сделать без снятия.
С суставами все в порядке. Он ржавеет быстрее, потому что это не тот же металл, что и основной материал. Структурная целостность в порядке. Я бы очистил его как можно лучше с помощью проволочного колеса / чашки и опрыскал холодным гальваническим раствором. С днищем мало что можно сделать без снятия.
Интересно, что ваши сварные швы покрылись ржавчиной и выглядят изношенными. Кроме того, следует отметить, что оба фланца имеют локальную деформацию (вздутие), деформация может быть вызвана пакетом ржавчины (слоями ржавой стали) или, что еще хуже, вызвана чрезмерным напряжением.
Я думаю, что нужно нечто большее, чем просто очистка и перекраска, что не остановило бы процесс образования ржавчины. Я бы нанял инженера-строителя, чтобы найти основную причину и определить надлежащие меры по исправлению положения.
3
Сварные швы и сама балка подвержены значительной коррозии. Без дополнительного осмотра невозможно определить степень повреждения металлов и инженерно-строительного воздействия.
Компетентный (и лицензированный) инженер, знакомый со свойствами металла, должен оценить это.
Выпускаются коммерческие инженерные рентгеновские аппараты, которые могут оценивать структурную целостность многих металлов. Возможно, его можно использовать для дальнейшего изучения того, что происходит под поверхностью.
Они должны были перекрасить балку или любые части, где они удалили оцинкованную краску вместе со сварными швами на балке. Все стальные балки оцинкованы и окрашены, чтобы предотвратить образование ржавчины… Чтобы решить эту проблему, я бы порекомендовал сделать хорошую очистку, чтобы удалить всю ржавчину и окисление в меру своих возможностей, а затем пойти в местный магазин товаров для дома и купить промышленные оцинковка и покраска всех частей, где образовалась ржавчина, чтобы предотвратить ее в будущем… -Металлург и сварщик
Полностью косметический, не ослабнет из-за будущей ржавчины. Единственная коррозия в доме вызывается водой при мытье полов и брызгах на голую сталь.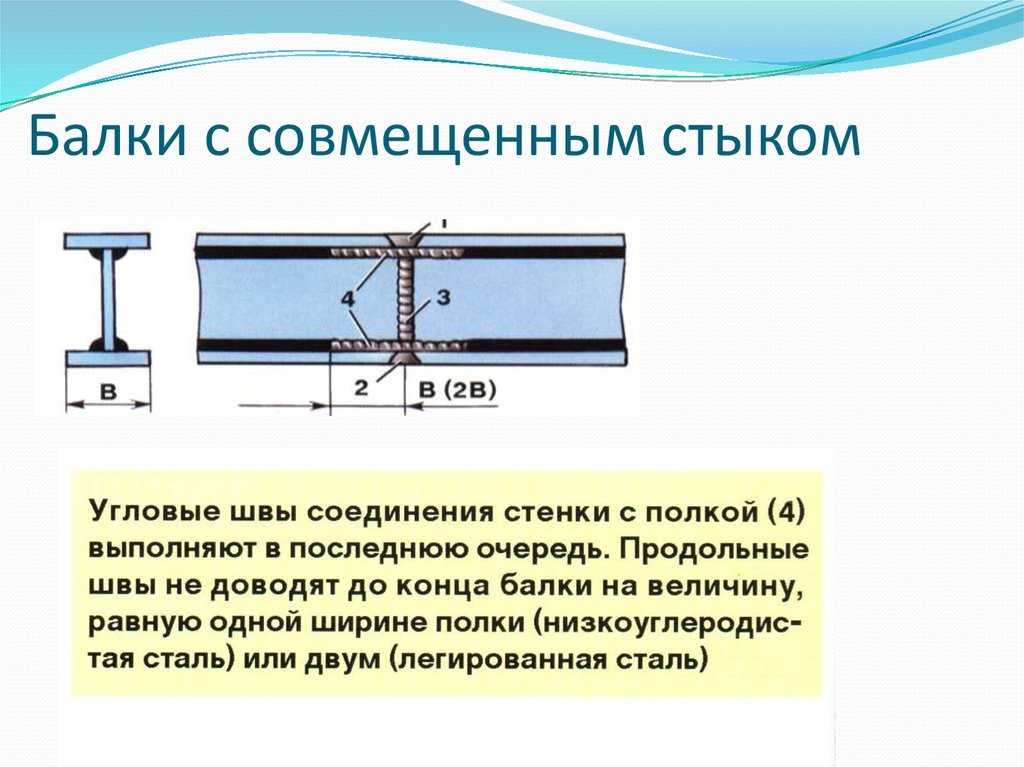 Равномерный серый цвет стальной балки указывает на то, что она имеет грунтовку с высоким содержанием цинка. Прокатная окалина будет почти черной и не такой однородной по цвету. Когда сварка была сделана, цинк, прилегающий к сварке, выгорел (обычный); Это подтверждается близлежащими белыми или светло-серыми областями, которые в основном представляют собой оксид цинка из обожженного покрытия. Сам сварной шов и большая часть ЗТВ (зоны термического влияния) представляли собой оголенную сталь и начинали ржаветь в первый раз, когда они были влажными или мокрыми. Два вертикальных края балки были достаточно повреждены, чтобы удалить богатую цинком краску, и также ржавеют. Если вы хотите, чтобы он хорошо выглядел, проволочной щеткой удалите ржавчину, обработайте морским желе (фосфатное конверсионное покрытие) и покрасьте. (Извинения @JACK). Вы можете немного улучшить внешний вид, используя шлифовальную машину для очистки побитых вертикальных краев балки перед обработкой и покраской.
Равномерный серый цвет стальной балки указывает на то, что она имеет грунтовку с высоким содержанием цинка. Прокатная окалина будет почти черной и не такой однородной по цвету. Когда сварка была сделана, цинк, прилегающий к сварке, выгорел (обычный); Это подтверждается близлежащими белыми или светло-серыми областями, которые в основном представляют собой оксид цинка из обожженного покрытия. Сам сварной шов и большая часть ЗТВ (зоны термического влияния) представляли собой оголенную сталь и начинали ржаветь в первый раз, когда они были влажными или мокрыми. Два вертикальных края балки были достаточно повреждены, чтобы удалить богатую цинком краску, и также ржавеют. Если вы хотите, чтобы он хорошо выглядел, проволочной щеткой удалите ржавчину, обработайте морским желе (фосфатное конверсионное покрытие) и покрасьте. (Извинения @JACK). Вы можете немного улучшить внешний вид, используя шлифовальную машину для очистки побитых вертикальных краев балки перед обработкой и покраской.
1
Ржавчина на фото выглядит легкой и поддается ремонту.
Худшая проблема – возможность образования ржавчины на нижней стороне опорной плиты.
Нельзя отремонтировать днище, не сняв балку. Вы даже не знаете, сколько там ржавчины (и сколько металла осталось).
С другой стороны, вы можете захотеть найти источник влаги, который в первую очередь вызывает коррозию. Используются ли химические вещества, похожие на отбеливатели, для уборки вокруг?
Влага также может способствовать возникновению множества других проблем.
Деформационные выпуклости на полках, скорее всего, являются артефактом процедуры установки (балка забивается в нужное место) и не вызывают особого беспокойства.
Основание кажется залитым раствором, это нормально, так как вода и кислород не попадут внутрь. Не беспокойтесь об этом. Ваша цель – сохранить его запечатанным. Он не должен подвергаться коррозии.
Сами сварные швы в порядке, коррозия проявляется слабо и только на поверхности.
Выпуклости на стали образовались от ударных повреждений, на что указывало большинство
Если вы хотите улучшить это, найдите местного сварщика, который вернет балке форму и очистит сварной шов. Причина, по которой я предлагаю вам нанять сварщика, заключается в том, что у него будут нужные инструменты (шлифовальные машины, карандашные шлифовальные машины для обработки углов), поскольку все это не должно занимать у них больше часа, включая очистку, забудьте обо всех структурных инженерная чушь.
Это простая работа, и результаты, которые они вам дадут, безусловно, того стоят, поскольку они заметны.
Причина, по которой я предлагаю вам нанять сварщика, заключается в том, что у него будут нужные инструменты (шлифовальные машины, карандашные шлифовальные машины для обработки углов), поскольку все это не должно занимать у них больше часа, включая очистку, забудьте обо всех структурных инженерная чушь.
Это простая работа, и результаты, которые они вам дадут, безусловно, того стоят, поскольку они заметны.
Покрасьте мудро, очистите метиловым спиртом. Покрасьте сварной шов кистью, а остальную часть используйте валиком, вы получите достойную отделку. Нанесите 2 слоя грунтовки, дайте высохнуть, возможно, вам придется отшлифовать ее, чтобы сгладить неровности. При необходимости снова загрунтуйте, затем нанесите 2 слоя верхнего слоя. Должно выглядеть намного лучше. Торговый центр “Джонстоунс” подойдет по цвету к чему угодно и это качественная краска без дурацких ценников.
Типы соединений стальных балок и их детали
🕑 Время чтения: 1 минута
В конструкциях используются различные типы соединений стальных балок. Соединения стальных балок подразделяются на две группы, а именно каркасные и сидячие соединения.
В соединениях рамных стальных балок балка соединяется с опорным стальным элементом через фитинги, тогда как в случае соединений с опорой балка располагается на опоре, как и в случае, когда балка размещается на каменных стенах.
В этой статье обсуждаются различные типы соединений стальных балок.
Соединения стальных балок подразделяются на две группы, а именно каркасные и сидячие соединения.
В соединениях рамных стальных балок балка соединяется с опорным стальным элементом через фитинги, тогда как в случае соединений с опорой балка располагается на опоре, как и в случае, когда балка размещается на каменных стенах.
В этой статье обсуждаются различные типы соединений стальных балок.
Рис.1: Различные типы стальных пучков с пучком
Рис. 2: Стальные балки.
Ниже приведены различные типы соединений балок:
- Болтовые соединения
- Резьбовые соединения
- Сварные рамные соединения
- Сварные соединения седла
- Соединения торцевой пластины
- Специальные соединения
- Простые, жесткие и полужесткие соединения
В этом типе соединения стальные балки соединяются с опорными элементами, будь то стальные балки или колонны с углом соединения стенок, как показано на рисунке 3.
Рис. 3: Болтовое соединение стальной балки
Обычно соединение проектируется с учетом нагрузок на конце балки. При проектировании соединения необходимо учитывать прочность, тип и размер крепежных элементов, а также прочность основных материалов. Минимальная длина соединительного уголка должна быть не менее половины ширины стенки балки в свету. Эта мера предназначена для обеспечения достаточной жесткости и стабильности. Существуют различные стандартные размеры болтовых рамных соединений, а также их пропускная способность, предусмотренная кодами. Целью такого стандартизированного соединения является увеличение скорости проектирования. Рекомендуется использовать минимальное соединение, достаточное для того, чтобы выдержать приложенную нагрузку, чтобы сделать конструкцию максимально экономичной.
Стальная балка с болтовым креплением Существует два основных типа болтовых посадочных соединений, включая неусиленные болтовые посадочные соединения и усиленные болтовые посадочные соединения, как показано на Рисунке 4 и Рисунке 5.
Рис. 4: Неподкрепленное болтовое соединение седла
Рис. 5: Жесткое болтовое соединение седла 8
Если реакции на концах балки велики, то рекомендуется рассмотреть усиленные соединения седла, поскольку они имеют достаточную способность противостоять большим усилиям, в то время как способность неусиленного соединения седла ограничена из-за ограниченной способности изгиба опорного уголка, который заедает. выходит горизонтально.
Самым выдающимся преимуществом соединения сиденья является то, что балка может быть изготовлена экономично, а сиденье обеспечивает немедленную поддержку во время монтажа.
Функция верхнего уголка, используемого в соединении сиденья, состоит в том, чтобы предотвратить случайное вращение балки.
Стоит отметить, что данный вид подключения не требует значительной технологической детализации. Болтовые соединения желательны с экологической точки зрения, поскольку конструкцию можно демонтировать, а элементы можно использовать в других проектах. Кроме того, болтовые соединения могут быть легко установлены.
Кроме того, болтовые соединения могут быть легко установлены.
Как и два других типа балочных соединений, сварные рамные соединения различных размеров с их грузоподъемностью доступны и предоставляются кодами. Сварной шов соединения подвергается прямому сдвиговому напряжению и напряжению, вызванному нагрузками на балку, влияющими на рисунок сварного шва. Поэтому эти напряжения необходимо учитывать. Очевидно, что часть сварочных работ выполняется в сложных условиях, поскольку трудно добиться высокого качества сварки из-за движений стальных элементов, вызванных ветром или другими факторами.
Сварные соединения стальной балки сиденья Оно похоже на болтовое посадочное соединение, но для крепления используется сварка, а не болты. Нагрузки на балку эксцентрично воздействуют на рисунок сварного шва и создают напряжения. Таким образом, как и сварные рамные соединения, такие напряжения необходимо учитывать. Типы сварных соединений седла включают неусиленное седло и усиленное седло. Первый используется в случае малых приложенных нагрузок, тогда как последний подходит в случае больших нагрузок.
Рекомендуется использовать болты для соединения нижней полки балки с седлом. Эти болты можно снять или оставить на месте после завершения процесса сварки. Сварное соединение нежелательно с точки зрения окружающей среды и рабочих. Это связано с тем, что такое соединение не может быть легко демонтировано или возведено.
Типы сварных соединений седла включают неусиленное седло и усиленное седло. Первый используется в случае малых приложенных нагрузок, тогда как последний подходит в случае больших нагрузок.
Рекомендуется использовать болты для соединения нижней полки балки с седлом. Эти болты можно снять или оставить на месте после завершения процесса сварки. Сварное соединение нежелательно с точки зрения окружающей среды и рабочих. Это связано с тем, что такое соединение не может быть легко демонтировано или возведено.
Этот тип соединения стал возможен благодаря использованию сварочного искусства. Торцевая пластина соединена со стенкой балки посредством сварного шва, поскольку ее мощность и размер определяются способностью к сдвигу стенки балки, примыкающей к сварному шву.
Нагрузка, приложенная к соединению на конце стержня, не имеет эксцентриситета. Существуют различные типы соединений торцевых пластин, включая гибкие, полужесткие и жесткие соединения торцевых пластин. Следует знать, что изготовление и раскрой следует проводить с особой тщательностью, чтобы избежать ошибок. Например, обрезка балок по длине должна быть максимально точной.
Наконец, соединения с торцевыми пластинами не подходят для высоких стальных конструкций.
Следует знать, что изготовление и раскрой следует проводить с особой тщательностью, чтобы избежать ошибок. Например, обрезка балок по длине должна быть максимально точной.
Наконец, соединения с торцевыми пластинами не подходят для высоких стальных конструкций.
Этот тип соединений используется в случае, когда расположение конструктивного элемента таково, что стандартные соединения не могут быть использованы.
Например, углы пересечения могут отличаться в определенной степени, а также когда центры балок смещены от центров колонн.
Примеры специальных соединений включают рамку с изогнутой пластиной, одинарную стеновую пластину, одностороннюю рамку, уравновешенную пластину стенки и соединение типа Z.
Способность соединений передавать моменты на колонны зависит от степени жесткости соединений. Чем выше степень жесткости соединения балок, тем больше возможность передачи моментов на колонны.
Если соединение предназначено для передачи моментов, то оно должно выдерживать поперечные усилия от балки и передавать моменты на колонны. Подробнее: Какие существуют типы каркасных систем из конструкционной стали? Типы систем перекрытий для строительства многоэтажных стальных конструкций Строительство фундаментов, колонн, балок и перекрытий стальных каркасных конструкций Свойства конструкционной стали для проектирования и строительства стальных конструкций
Подробнее: Какие существуют типы каркасных систем из конструкционной стали? Типы систем перекрытий для строительства многоэтажных стальных конструкций Строительство фундаментов, колонн, балок и перекрытий стальных каркасных конструкций Свойства конструкционной стали для проектирования и строительства стальных конструкций
9003 Д. Г. Браун, Д. С. Айлес, Э. Яндзио. Конструкция стального здания: каркасы средней высоты со связями: в соответствии с Еврокодами и Национальными приложениями Великобритании. Институт стальных конструкций. Беркшир, с. 72-75. 2009 г.. (стр. 365).
Патент США на врезное и шиповое соединение стоек и двутавровых балок, состоящих из пултрузионного полимерного композита, армированного волокном.
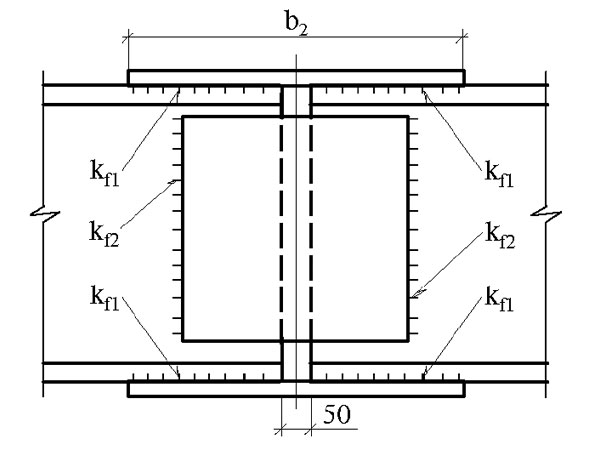 Патент (Патент № 6,272,796, выдан 14 августа 2001 г.)
Патент (Патент № 6,272,796, выдан 14 августа 2001 г.)Настоящее изобретение относится к врезному и шиповому соединению. В частности, настоящее изобретение относится к врезному и шиповому соединению стоек и двутавровых балок, состоящих из пултрузионного полимерного композита, армированного волокнами.
2. Описание предшествующего уровня техники
Многочисленные инновации для конструктивных элементов были предложены в известном уровне техники, которые будут описаны ниже. Несмотря на то, что эти нововведения могут быть пригодны для конкретных индивидуальных целей, к которым они относятся, тем не менее, они отличаются от настоящего изобретения.
ПЕРВЫЙ ПРИМЕР, патент США. В патенте Крефта № 4020202 описана балка и подкосная балка для использования в транспортных средствах и других конструкциях, которая содержит балочную конструкцию, состоящую из армированного волокном пластика.
ВТОРОЙ ПРИМЕР, патент США. В патенте № 4154030, выданном Huguet, описана сборная строительная конструкция, состоящая из множества колонн и балок, приспособленных для соединения друг с другом для образования жесткого несущего каркаса конструкции, и множества недорогих легких ненесущих панелей, перекрывающих компоненты каркаса. , и каждая панель, как правило, имеет форму плиты и имеет верхнюю, нижнюю и боковые поверхности, ограничивающие внутреннюю и внешнюю основную, как правило, плоскую поверхность, и указанные панели содержат основную часть формованных отходов и смолистое связующее, образующее полимер, и меньшую часть материала с открытыми порами в разнесенных параллельных цилиндрических валах, встроенных в основную часть формованного материала отходов, причем валы проходят от верхней поверхности к нижней поверхности, и один из указанных валов примыкает к каждой из боковых поверхностей, при этом указанные компоненты каркаса по существу скрыты внутри панели, определяющие водонепроницаемые швы, в которых компоненты рамы служат в качестве водонепроницаемых швов, в которых состав рамы элементы служат в качестве водонепроницаемых соединителей панелей, при этом каждый компонент каркаса вдоль одного из швов содержит часть, проходящую в глубину через противоположные боковые поверхности соседних панелей в цилиндрические закладные валы из открытоячеистого материала и имеющую увеличенные внешние концы внутри валов из открытоячеистого материала .
, и каждая панель, как правило, имеет форму плиты и имеет верхнюю, нижнюю и боковые поверхности, ограничивающие внутреннюю и внешнюю основную, как правило, плоскую поверхность, и указанные панели содержат основную часть формованных отходов и смолистое связующее, образующее полимер, и меньшую часть материала с открытыми порами в разнесенных параллельных цилиндрических валах, встроенных в основную часть формованного материала отходов, причем валы проходят от верхней поверхности к нижней поверхности, и один из указанных валов примыкает к каждой из боковых поверхностей, при этом указанные компоненты каркаса по существу скрыты внутри панели, определяющие водонепроницаемые швы, в которых компоненты рамы служат в качестве водонепроницаемых швов, в которых состав рамы элементы служат в качестве водонепроницаемых соединителей панелей, при этом каждый компонент каркаса вдоль одного из швов содержит часть, проходящую в глубину через противоположные боковые поверхности соседних панелей в цилиндрические закладные валы из открытоячеистого материала и имеющую увеличенные внешние концы внутри валов из открытоячеистого материала .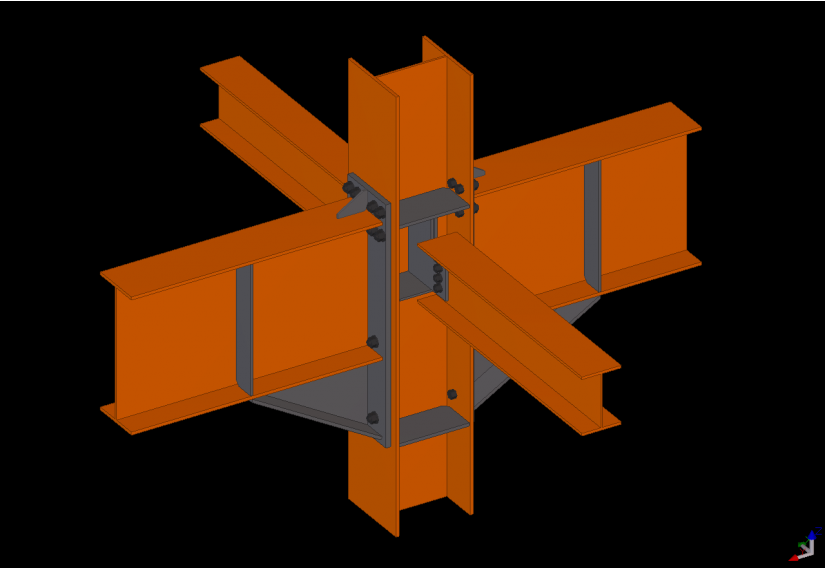
ТРЕТИЙ ПРИМЕР, патент США. № 4177306 на Schulz et al. предлагает многослойные секционные балки, имеющие стенки и полки, которые могут быть сформированы для увеличения их касательных напряжений за счет включения в качестве конструктивной части балки, по крайней мере, одного соединительного слоя, проходящего как через полки, так и через стенки балки и изготовленного из предварительно изготовленных секций с дополнительной балкой. слои располагаются рядом с участками соединительного слоя. Дополнительные смежные слои могут содержать как слои армированного волокнами материала, образующие ламинированные полки балки, так и их стенки. Дополнительные слои могут быть расположены либо между предварительно изготовленными секциями соединительного слоя, либо они могут быть расположены вне сборных секций.
A ЧЕТВЕРТЫЙ ПРИМЕР, патент США. № 4384802 Lo et al. учит балкам или фермам, состоящим из армированных волокном полимеров или пластиков, которые могут быть приклеены к конструктивным элементам посредством соединительного соединения такого материала, имеющего арочную структуру, которая расположена и устроена таким образом, что обеспечивает гибкость, которая имеет тенденцию уменьшать разрушения от отрыва клеевых соединений между соединением и балками или балками.
ПЯТЫЙ ПРИМЕР, патент США. В патенте № 5848512, выданном Conn, описан конструктивный элемент, предназначенный для крепления стеновой панели к существующей стене. Конструктивный элемент выполнен из цельного куска экструдированного пластика, имеющего форму двутавровой балки с полым центром. Полый центр облегчает прохождение механизма застежки, но обеспечивает жесткость конструкции за счет усиления застежкой. Проход водопроводных труб и электрических проводов в поперечном направлении возможен за счет использования предустановленных распорных отверстий в стенах.
Очевидно, что многочисленные инновации для конструктивных элементов были предусмотрены в известном уровне техники, которые адаптированы для использования. Кроме того, хотя эти инновации могут быть подходящими для конкретных индивидуальных целей, к которым они относятся, однако они не подходят для целей настоящего изобретения, как описано выше.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
СООТВЕТСТВЕННО, ЗАДАЧЕЙ настоящего изобретения является создание врезного и шипового соединения для двутавровых балок стоек и балок, состоящего из армированного волокном пултрузионного полимерного композита, который лишен недостатков предшествующего уровня техники.
ДРУГОЙ ЗАДАЧЕЙ настоящего изобретения является создание врезного и шипового соединения для стоек и двутавровых балок, состоящего из пултрузионного полимерного композита, армированного волокном, которое является простым и недорогим в производстве.
ЕЩЕ ДРУГОЙ ЗАДАЧЕЙ настоящего изобретения является создание врезного и шипового соединения для стоек и двутавровых балок, состоящего из пултрузионного полимерного композита, армированного волокном, которое является простым в использовании.
КРАТКОЕ ИЗЛОЖЕНИЕ, ЕЩЕ ОДНА ЗАДАЧА настоящего изобретения состоит в том, чтобы создать врезное и шиповое соединение для элементов двутавровой балки. Соединение включает стойку двутавровой балки и балку двутавровой балки, которая сцепляется со стойкой двутавровой балки. Стойка двутавровой балки и двутавровая балка изготовлены из пултрузионного полимерного композита, армированного волокнами. Стенка стойки двутавровой балки проходит за полки стойки двутавровой балки, образуя шип. Полки двутавровой балки имеют пару совмещенных сквозных пазов, образующих паз, который плотно принимает шип и заполняется им. Шип имеет множество сквозных отверстий в паре его противоположных поверхностей. Стенка двутавровой балки имеет множество сквозных отверстий, которые совмещены с множеством сквозных отверстий шипа, когда шип плотно входит в паз. Болты проходят через первые шайбы, через множество сквозных отверстий в стенке двутавровой балки, через множество сквозных отверстий в шипе, через вторые шайбы и с резьбой входят в гайки, чтобы удерживать шип в пазу.
Новые признаки, которые считаются характерными для настоящего изобретения, изложены в прилагаемой формуле изобретения. Однако само изобретение, как его конструкция, так и его способ работы, вместе с дополнительными задачами являются его преимуществами, будет лучше всего понято из следующего описания конкретных вариантов осуществления, которое будет прочитано и понято в связи с приложенным чертежом.
ОПИСАНИЕ ЧЕРТЕЖА
Фигуры чертежа кратко описаны следующим образом:
РИС. 1 представляет собой схематический вид в перспективе настоящего изобретения при использовании соединения двутавровой балки со стойкой двутавровой балки;
РИС. 2 представляет собой увеличенный схематический вид в перспективе области, обычно заключенной в пунктирную кривую, обозначенную стрелкой 2 на фиг. 1 настоящего изобретения;
РИС. 3 представляет собой покомпонентный схематический вид в перспективе настоящего изобретения, показанного на фиг. 2; и
РИС. 4 представляет собой увеличенный схематический вид с торца, выполненный в целом в направлении стрелки 4 на фиг. 2.
ПЕРЕЧЕНЬ НОМЕРОВ, ИСПОЛЬЗУЕМЫХ НА ЧЕРТЕЖЕ
10 врезное и шиповое соединение по настоящему изобретению для стойки двутавровой балки 12, состоящей из пултрузионного полимерного композита, армированного волокнами, и двутавровой балки 14, состоящей из пултрузионного полимерного композита, армированного волокнами
12 Двутавровая балка из пултрузионного полимерного композита, армированного волокнами
14 Двутавровая балка из пултрузионного полимерного композита, армированного волокнами
16 Двутавровая балка
18 Стенка двутавровой стойки 16
20 полки стойки двутавра 16
22 крайние верхние крайние кромки полок 20 стойки двутавра 16
24 крайний верхний конец стойки двутавра 16
25 балка двутавровая
26 стенка двутавра -балка двутавровая 25
28 полки двутавровой балки 25
30 пара концевых концов двутавровой балки 25
32 промежуточная точка двутавровой балки 25
34 шип на стойке двутавровой балки 16
36 крайний верхний край шипа 34 на стойке двутавровой балки 16
38 концевые боковые кромки шипа 34 на стойке двутавра 16
40 пара противоположных граней шипа 34 на стойке двутавра 16
42 пара буртиков шипа 34 на стойке двутавра 16
44 пара щеки шипа 34 на стойке двутавра 16
46 пара совмещенных сквозных пазов в полках 28 двутавровой балки 25
48 паз в двутавровой балке 25
49 множество сквозных отверстий в шипе 34 на стойке двутавра 16
50 множество сквозных отверстий в стенке 26 двутавровой балки 25
52 болта
54 первых шайбы
56 вторых шайб
58 гаек
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ВЫПОЛНЕНИЯ 1 врезное и шиповое соединение по настоящему изобретению показано в целом под номером 10 для стойки 12 двутавровой балки, состоящей из пултрузионного полимерного композита, армированного волокнами, и балки 14 двутавровой балки, состоящей из пултрузионного полимерного композита, армированного волокнами.
Конфигурация врезного и шипового соединения 10 лучше всего видна на ФИГ. 2-4, и как таковые будут обсуждаться со ссылкой на них.
Врезное и шиповое соединение 10 содержит стойку 16 двутавровой балки, которая имеет стенку 18, фланцы 20, которые проходят от противоположных краев стенки 18 стойки 16 двутавровой балки и имеют самые верхние концевые кромки 22, и самый верхний конец конец 24.
Врезное и шиповое соединение 10 дополнительно содержит двутавровую балку 25, которая сцепляется со стойкой двутавровой балки 16 и имеет стенку 26, фланцы 28, которые проходят от противоположных краев стенки 26 двутавровой балки. двутавровая балка 25, пара конечных концов 30 и промежуточная точка 32, расположенная между парой конечных концов 30 двутавровой балки 25.
Стойка 16 двутавровой балки и балка 25 двутавровой балки изготовлены из пултрузионного полимерного композита, армированного волокном.
Стенка 18 стойки 16 двутавровой балки проходит за полки 20 стойки 16 двутавровой балки на самом верхнем конечном конце 24 стойки 16 двутавровой балки, образуя шип 34 с самой верхней точкой кромка 36, конечные боковые кромки 38, пара противоположных поверхностей 40, пара заплечиков 42, расположенных на самых верхних крайних кромках 22 полки 20 стойки 16 двутавровой балки, соответственно, и пара щек 44, которые расположены на крайних боковых кромках 38 стенки 18 стойки 16 двутавровой балки соответственно.
Полки 28 двутавровой балки 25 имеют пару совмещенных сквозных пазов 46, образующих паз 48, который плотно принимает и заполняется шипом 34 на стойке двутавровой балки 16.
Пара совмещенных сквозных пазов 46 в полках 28 двутавровой балки 25 расположены в промежуточной точке 32 двутавровой балки 25, с одной стороны и непосредственно рядом со стенкой 26 двутавровой балки 25.
Одна сторона 40 шипа 34 стойки 16 двутавровой балки упирается непосредственно в стенку 26 балки 25 двутавровой балки, смещая балку 25 двутавровой балки относительно стойки 16 двутавровой балки.0018
Самая верхняя крайняя кромка 36 шипа 34 на стойке 16 двутавровой балки проходит в самый верхний сквозной паз 46 и находится заподлицо с самой верхней полкой 28 двутавровой балки 25.
Плечи 42 шип 34 на стойке 16 двутавровой балки упирается непосредственно в самую нижнюю полку 28 и опору двутавровой балки 25.
Щечки 44 шипа 34 на стойке 16 двутавровой балки упираются непосредственно в пару совмещенные сквозные прорези 46 в двутавровой балке 25.
Шип 34 на стойке двутавровой балки 16 имеет множество сквозных отверстий 49через пару его противоположных поверхностей 40.
Стенка 26 двутавровой балки 25 имеет множество сквозных отверстий 50, которые расположены между парой совмещенных сквозных пазов 46 в полках 28 двутавровой балки 25 и которые совмещены с множеством сквозных отверстий 49 в шип 34 на стойке 16 двутавровой балки, когда шип 34 на стойке 16 двутавровой балки плотно входит в паз 48 в стойке 25 двутавровой балки. проходят через первые шайбы 54, через множество сквозных отверстий 50 в стенке 26 двутавровой балки 25, через множество сквозных отверстий 49в шип 34 на стойке 16 двутавровой балки через вторые шайбы 56 и с резьбой зацепите гайки 58 таким образом, чтобы зафиксировать шип 34 на стойке 16 двутавровой балки в пазу 48 в стойке двутавровой балки 25.
Самая верхняя крайняя кромка 36 шипа 34 на стойке 16 двутавровой балки наклонена, когда двутавровая балка 25 используется в качестве стропила.
Самые верхние конечные кромки 22 фланцев 20 стойки 16 двутавровой балки находятся на разных высотах, чтобы соответствовать шагу самой верхней конечной кромки 36 шипа 34 на стойке 16 двутавровой балки, когда двутавровая балка 25 используется как стропила.
Следует понимать, что каждый из элементов, описанных выше, или два или более вместе взятые, также могут найти полезное применение в других типах конструкций, отличных от типов, описанных выше.
Хотя изобретение было проиллюстрировано и описано как воплощенное в врезном и шиповом соединении для стоек и двутавровых балок, состоящих из пултрузионного полимерного композита, армированного волокнами, тем не менее, оно не ограничивается показанными деталями, поскольку следует понимать, что различные пропуски, модификации, замены и изменения в формах и деталях проиллюстрированного устройства и в его работе могут быть сделаны специалистами в данной области без отклонения от сущности настоящего изобретения.
Без дальнейшего анализа вышеизложенное настолько полно раскрывает суть настоящего изобретения, что другие могут, применяя современные знания, легко адаптировать его для различных применений, не опуская признаков, которые, с точки зрения предшествующего уровня техники, справедливо составляют характеристики общие или конкретные аспекты данного изобретения.
Двутавровые балки из углеродного волокна | Композиты из углеродного волокна
- Главная /
- Конструкционные компоненты из углеродного волокна /
- Двутавровые балки из углеродного волокна
Сочетая классический конструктивный элемент с современными композитными материалами из углеродного волокна, DragonPlate теперь предлагает двутавровые балки из углеродного волокна, которые являются отличным легким решением для решения структурных проблем. Эти двутавровые балки из армированного углеродного волокна чрезвычайно прочны на изгиб и сдвиг. Сочетание однонаправленного и полотняного переплетения 0°/90° на верхней и нижней полках придает двутавровой балке высокую прочность на изгиб. Использование ориентации лямки на ±45° позволяет двутавровой балке из углеродного волокна иметь исключительную прочность на сдвиг, а также правильно передавать нагрузки между верхней и нижней полками. Эти свойства не могут быть достигнуты столь же эффективно с пултрузионными двутавровыми балками, так как все волокна проходят по длине двутавровой балки. Двутавровая конструкция DragonPlate позволяет использовать очень тонкую и легкую двутавровую балку для получения того же эффекта, что и более толстая и тяжелая двутавровая балка. Двутавровые балки из углеродного волокна могут иметь те же свойства на изгиб и сдвиг, что и сэндвич-панели с той же толщиной, но без дополнительного веса из-за ненужного материала сердцевины. Наши двутавровые балки из углеродного волокна с текстурированной отделкой сверху и снизу идеально подходят для приклеивания к тонким панелям для создания чрезвычайно жесткой и прочной конструкции.
Не нашли именно то, что ищете? Свяжитесь с нами по поводу нестандартной толщины, высоты балки, длины ноги и конечной длины.
Carbon Fiber I-Beam Specifications
View as Grid List Table
Sort by Name: A to ZName: Z to APositionPrice: Low to HighPrice: High to LowCreated on
Display 15306090 per page
| Артикул | ОПИСАНИЕ | WIDTH | HEIGHT | THICKNESS | PRICE | ||
| FDP-IB-1×24 | 0. 75″ | 1″ | 0.038″ | $142.83 | |||
| FDP-IB-1×48 | 0.75″ | 1″ | 0.038″ | $265.65 | |||
| FDP-IB-2×24 | 1.5″ | 2″ | 0.038″ | $157.88 | |||
| FDP-IB- 2×48 | 1.5″ | 2″ | 0.038″ | $295.75 |
| ||||||||||||||||
| ||||||||||||||||
| ||||||||||||||||