Стыковая сварка сопротивлением: Стыковая сварка | Рудетранс
alexxlab | 27.03.2023 | 0 | Разное
Что такое контактная стыковая сварка?
Порой на производстве бывают ситуации, когда необходимо выполнить сварку арматуры, рельсов или изготовить детали сложной формы (колеса, рычаги, обручи). В таких случаях дуговая сварка может просто не справиться с объемом работ. Сварщику придется потратить уйму сил и времени на изготовление одного изделия, а это точно не входит в планы предприятия.
Чтобы решить эту проблему можно найти дополнительных высококвалифицированных сварщиков, но тогда предприятие понесет убытки из-за необходимости их официального оформления. А можно добавить на производство всего один комплект нового сварочного оборудования. Для этих целей отлично подойдет стыковая сварочная машина для контактной сварки. С ее помощью можно выполнить большие объемы работ без потери качества. В этой статье мы подробно расскажем, что такое контактная стыковая сварка.
Содержание
Контактная сварка стыковая — метод соединения металлов, суть которого заключается в равномерном нагреве всего стыка обеих деталей. После нагрева детали плотно стыкуются друг с другом, тем самым образуя неразъемное соединение. Есть два типа контактной стыковой сварки, но о них мы поговорим позже.
После нагрева детали плотно стыкуются друг с другом, тем самым образуя неразъемное соединение. Есть два типа контактной стыковой сварки, но о них мы поговорим позже.
Отметим, что высокая производительность сварки таким методом связана именно со скоростью образования соединения. При контактной сварке металл плавиться быстрее и равномернее, поэтому шов образуется быстрее. Кроме того, процесс сварки можно автоматизировать и встроить в конвейер. По этой причине контактную стыковую сварку часто используют на серийном производстве, где необходима стыковая сварка труб, например.
Соединения, выполненные контактной стыковой сваркой, отличаются повышенной прочностью и долговечностью. Поэтому такое сварочное оборудование можно встретить на производстве автомобилей, самолетов и нефтепроводов. Кроме того, качество шва не будет зависеть от квалификации сварщика, что удобно на производстве с нехваткой квалифицированных кадров.
Технология
Метод стыковой сварки с помощью контактного оборудования позволяет варить самые разнообразные типы деталей. Вам доступна сварка стальных труб, сварка пластин встык, сварка ПНД труб и прочее. Но чтобы результат сварки был удовлетворительным нужно строго соблюдать технологию.
Вам доступна сварка стальных труб, сварка пластин встык, сварка ПНД труб и прочее. Но чтобы результат сварки был удовлетворительным нужно строго соблюдать технологию.
Как мы писали ранее, сварка стыковых соединений с помощью контактной сварки может быть двух типов — сварка оплавлением и сопротивлением. Далее мы подробно расскажем о каждом типе, опишем процесс сварки и расскажем об основных особенностях.
Сварка оплавлением
Контактная сварка оплавлением очень популярна и заключается в том, что напряжение, подаваемое на обмотки трансформатора, прекращается, как только две детали соприкоснутся. Проще говоря, напряжение нарастает и в момент своего пика как раз прекращается его подача. При этом тепловой энергии достаточно, чтобы металл начал плавиться.
На стыках двух деталей всегда есть небольшие неровности, как раз за счет них и происходит лучший контакт заготовок. Но лучшего результата можно достичь, если сдавить торцы, полностью их выровнять. Тогда площадь соприкосновения будет гораздо выше. Не нужно думать, что при такой сварке металл не может нагреться быстро. Наоборот, в таких условиях он способен буквально закипеть за считанные секунды.
Не нужно думать, что при такой сварке металл не может нагреться быстро. Наоборот, в таких условиях он способен буквально закипеть за считанные секунды.
Во время плавления образуются дополнительные неровности, в которых концентрируется пары расплавленных металлов. Эти пары оказывают защитное действие, они защищают сварочную зону от негативного влияния кислорода. Кстати, усилие или давление обязательно, его прикладывают только в тот момент, когда стыки деталей уже немного расплавились.
Во время того, как сдавливаются две детали, лишний жидкий металл выдавливается за пределы, в этот момент образуется соединение двух деталей. Сам шов получается очень прочным и качественным, в нем присутствует минимум видимых и скрытых дефектов, поскольку все продукты разложения и окисная пленка выходит вместе с выдавленным расплавленным металлом. По этой причине контактная стыковая сварка оплавлением часто используется на производствах с большими партиями продукции.
Также отметим, что сварка оплавлением не требует какой-то особой обработки или подготовки металла, в отличие от сварки сопротивлением. Не нужно подготавливать торцы, а значит и тратить производственное время. Лучше сделать еще одну или несколько единиц продукции. Это преимущество также играет большую роль на крупносерийном производстве.
Не нужно подготавливать торцы, а значит и тратить производственное время. Лучше сделать еще одну или несколько единиц продукции. Это преимущество также играет большую роль на крупносерийном производстве.
Если нужно сварить детали, у которых разное сечение, то есть одна хитрость. Вы можете заранее сделать противоположные скосы. Таким образом вы улучшите контакт между заготовками, увеличив их площадь соприкосновения. А во время нагрева заготовки примут нормальную форму.
Пару слов хотим сказать про предварительный нагрев деталей. Мы не рекомендуем использовать этот метод в повседневной практике, поскольку он просто отнимет время, а производительности не добавит. Прогревайте только крупногабаритные детали, например, рельсы. Тогда это будет оправдано.
Есть несколько способов выполнить сварку оплавлением максимально быстро и качественно. Мы дадим несколько простых рекомендаций. Сначала нужно состыковать детали медленно, чтобы между ними постепенно образовался контакт. В такие моменты металл довольно быстро нагревается и начинает выделять пары. Потом нужно развести детали. В этот момент тепло начинает распространяться по всей поверхности заготовок.
Потом нужно развести детали. В этот момент тепло начинает распространяться по всей поверхности заготовок.
Далее снова стыкуем детали. Ждем, пока они полностью нагреются. В результате получаем качественное соединение. Главное — выполнять все манипуляции без больших перерывов.
Сварка сопротивлением
Контактная сварка сопротивлением кардинально отличается от сварки оплавлением. Здесь заготовки прижимаются губками непосредственно к электродам. Так удается добиться хорошего электрического контакта, а губки в свою очередь надежно удерживают детали, препятствуя их скольжению.
Далее детали плотно прижимают друг к другу и подают сварочный ток, который начинает нагревать металл. Металл должен разогреться до той температуры, когда он приобретает пластичные свойства. Детали под давлением соединяются друг с другом, лишний расплавленный металл выдавливается, а вместе с ним уходит и окисная пленка.
Давление не прекращают, пока металл не остынет и не образуется твердое соединение. Чтобы выполнить такую сварку металл нужно предварительно зачистить и обработать. Также учтите, что детали, сваренные сопротивлением, обладают меньшей стойкостью к окислению в процессе эксплуатации, что сужает сферу применения. Также контактная стыковая сварка сопротивлением машины подходит только для сварки деталей с небольшим сечением. Поэтому ее редко используют на крупных производствах. Но ее все еще можно встретить в небольших цехах с маленькими тиражами продукции.
Чтобы выполнить такую сварку металл нужно предварительно зачистить и обработать. Также учтите, что детали, сваренные сопротивлением, обладают меньшей стойкостью к окислению в процессе эксплуатации, что сужает сферу применения. Также контактная стыковая сварка сопротивлением машины подходит только для сварки деталей с небольшим сечением. Поэтому ее редко используют на крупных производствах. Но ее все еще можно встретить в небольших цехах с маленькими тиражами продукции.
Вместо заключения
Как вам статья?
Технологии контактной стыковой сварки
Сварочный процесс, в ходе которого детали соединяются по площади касания, известен как стыковая сварка. Прочное соединение происходит в результате нагрева. В зависимости от площади сечения, требований к сварному шву, конкретной марки металла воздействие выполняется несколькими способами. Существуют технологии стыковой сварки с использованием метода сопротивления и оплавления. При проведении работ первым методом соединение формируется достаточно быстро. Это серьезное преимущество перед сваркой плавлением.
Существуют технологии стыковой сварки с использованием метода сопротивления и оплавления. При проведении работ первым методом соединение формируется достаточно быстро. Это серьезное преимущество перед сваркой плавлением.
При правильном использовании технологии гарантирована высокая производительность, меньшее коробление детали. Контактная сварка часто применяется при серийном изготовлении деталей, массовом производстве. Это обусловлено легкостью автоматизации процесса, простой интеграцией оборудования в имеющиеся поточные конвейеры. Подобные технологии активно применяются в автомобильной, авиакосмической промышленности. Они востребованы и в других отраслях, например, при сваривании нефтепроводов, газопроводов.
Получаемые соединения отличает повышенная прочность, герметичность. Технология контактной сварки достаточно проста. Производить сваривание деталей с ее помощью может даже неопытный сварщик. Возможна сварка деталей различной толщины. Для работы применяется система с высокой частотой питающего напряжения. Это позволяет снизить габариты трансформатора.
Это позволяет снизить габариты трансформатора.
Контактная стыковая сварка труб и арматуры происходит по единой технологии. В ее основе тепловое действие тока, и прикладываемое к деталям усилие сжатия. При выполнении технологических операций с разогревом стыка до пластического состояния производится сварка сопротивлением. При разогреве до состояния оплавления происходит сварка оплавлением. Процесс выполняется следующим образом:
- детали фиксируются в специальных зажимах сварочной машины;
- свариваемые элементы плотно прижимаются друг к другу;
- между свариваемыми поверхностями проходит электроток;
- когда поверхности становятся пластичными, происходит осадка (сжатие), ток одновременно отключается.
Дефекты стыковой сварки сопротивлением могут проявиться, когда контактирующие элементы недостаточно подготовлены. Перед организацией работ необходимо тщательно удалить все неровности, загрязнения. Эти дефекты провоцируют неравномерность нагрева и , как следствие, некачественное соединение.
Величина сечения свариваемых поверхностей сказывается на качестве полученного соединения. Это объяснимо образованием окислов в стыке. Данный факт обуславливает отдельные ограничения на использование сварки сопротивлением для деталей с площадью сечения свыше 200 мм2.
Контактная стыковая сварка часто применяется при потребности в качественном соединении проволоки, стержней, труб сделанных из низкоуглеродистой стали (для изделий с небольшим сечением). Сварка сопротивлением дает лучший результат при работе с металлами, которые обладают хорошей свертываемостью в пластичном виде (сплавы меди, алюминия, конструкционные стали).
Сварка сопротивлением и ее различные разновидности
Сварка сопротивлением — широко используемый процесс соединения металлических деталей с помощью электрического тока и давления. Существует несколько различных методов, каждый со своими уникальными преимуществами и областями применения.
Сварка сопротивлением представляет собой процесс сварки, при котором два или более металла соединяются с помощью электрического тока и давления. Заготовки нагреваются до такой степени, что в месте сварки они расплавляются и соединяются между собой. Точечная сварка, вероятно, является наиболее часто используемым процессом контактной сварки. Кроме того, часто используется шовная сварка. Однако в дополнение к этим двум методам существуют и другие процессы, относящиеся к контактной сварке.
Заготовки нагреваются до такой степени, что в месте сварки они расплавляются и соединяются между собой. Точечная сварка, вероятно, является наиболее часто используемым процессом контактной сварки. Кроме того, часто используется шовная сварка. Однако в дополнение к этим двум методам существуют и другие процессы, относящиеся к контактной сварке.
Выступающая сварка — это очень мощный сварочный процесс. В отличие от точечной сварки, она позволяет сваривать несколько точек одновременно за один рабочий шаг. Поэтому к одной из двух соединяемых заготовок прикрепляют один или несколько сварочных выступов. Заготовки теперь лежат между этими сварочными выступами. Ток проходит через эти сварочные выступы концентрированным образом и обеспечивает их нагрев и, в конечном счете, плавление.
В отличие от точечной сварки, в этом процессе также используются другие электроды. Обычно это целые пластины из меди. Благодаря этим электродам с большой поверхностью поверхностное давление довольно низкое, а качество поверхности после сварки очень высокое.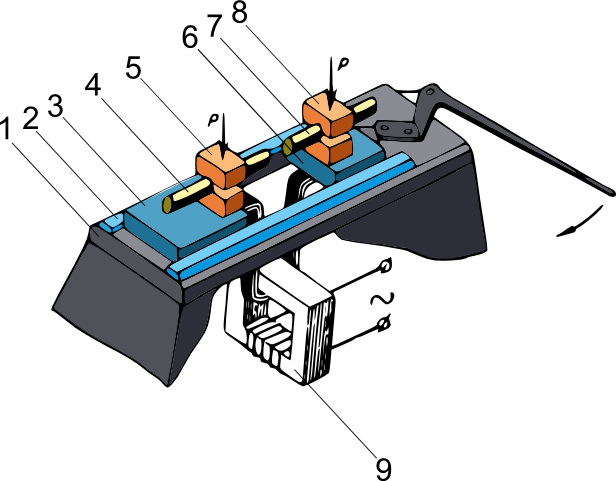 Поскольку с помощью рельефной сварки можно сваривать несколько точек за один этап, этот процесс является весьма экономичным.
Поскольку с помощью рельефной сварки можно сваривать несколько точек за один этап, этот процесс является весьма экономичным.
С помощью рельефной сварки можно также сваривать более толстые металлические листы. Это популярный процесс сварки, особенно в электротехнической промышленности, автомобильной промышленности, строительной отрасли и в общем машиностроении. Очень часто с помощью этого процесса привариваются крепежные элементы, такие как гайки, болты с резьбой, а также втулки или усиливающие пластины.
Что такое сварка сетки? Сварка сетки, также называемая сваркой поперечной проволокой, представляет собой особый вид рельефной сварки. Здесь сварочные выступы не создаются специально для процесса сварки, а уже являются частью естественной геометрии компонентов. Так обстоит дело, например, с сетками. Здесь ток протекает непосредственно через точки контакта пересекающихся решетчатых стержней, и в этих точках контакта создается сварное соединение.
Медные пластины большой площади идеально подходят в качестве электродов. Благодаря своей особенно высокой твердости и прочности AMPCOLOY® 95 очень хорошо подходит в качестве электродного материала для сварки поперечными проволоками.
Что такое контактная стыковая сварка?При контактной стыковой сварке детали с одинаковым поперечным сечением свариваются вместе. Сварной шов выполняется по всему сечению. В частности, контактной стыковой сваркой сваривают соединения проволоки и стержня относительно небольшого диаметра. В отличие от сварки оплавлением, давление и электрический ток применяются одновременно, и свариваемые материалы не теряются. Кроме того, стыковая сварка в основном используется для сварки мелких деталей.
Что такое сварка оплавлением сопротивлением? Стыковая сварка оплавлением очень похожа на контактную стыковую сварку. Однако передача энергии осуществляется в основном за счет теплоты сопротивления.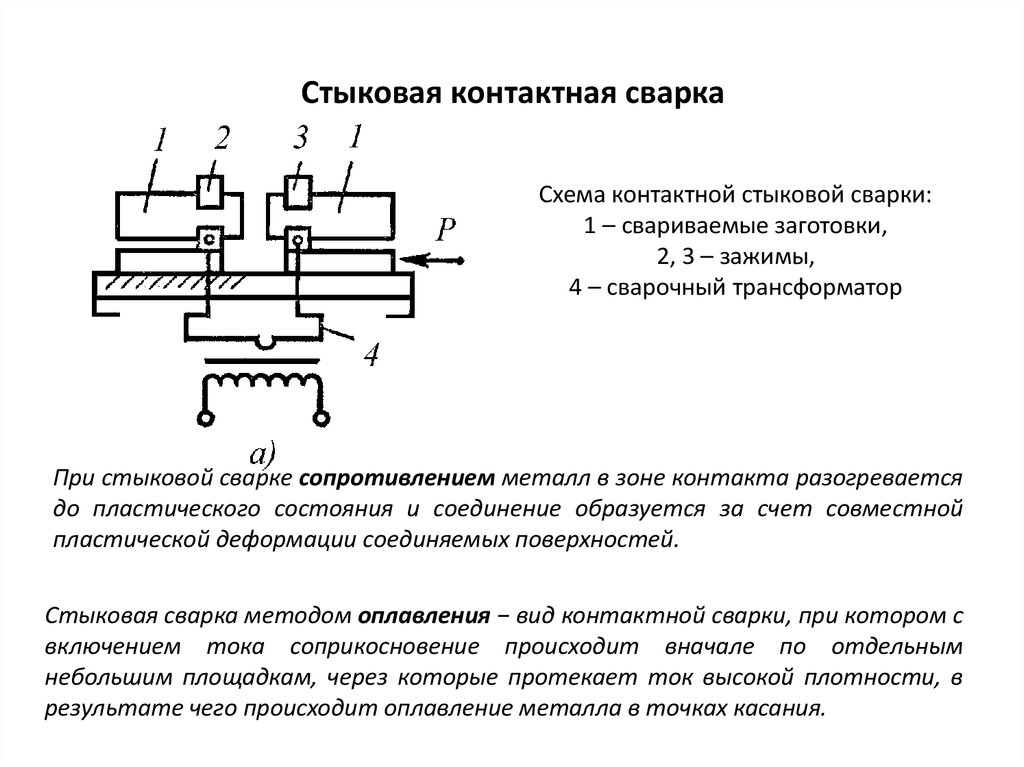 Более того, ток и давление применяются попеременно, а не одновременно. Таким образом, свариваемые детали фиксируются и выравниваются электродами. С момента первого контакта компоненты прижимаются друг к другу с небольшим сжимающим усилием. В отдельных точках контактных поверхностей протекает ток с большой силой тока около 40-100 кА. Это сразу нагревает металл в местах контакта до точки плавления, он становится жидким и взрывоопасно испаряется.
Более того, ток и давление применяются попеременно, а не одновременно. Таким образом, свариваемые детали фиксируются и выравниваются электродами. С момента первого контакта компоненты прижимаются друг к другу с небольшим сжимающим усилием. В отдельных точках контактных поверхностей протекает ток с большой силой тока около 40-100 кА. Это сразу нагревает металл в местах контакта до точки плавления, он становится жидким и взрывоопасно испаряется.
Этот процесс очень распространен в железнодорожном строительстве. Поскольку электроды также служат зажимными губками, они должны передавать как ток, так и усилие. Это делает их чрезвычайно уязвимыми для износа. Поэтому в качестве электродного материала используются такие сплавы, как AMPCOLOY® 83, поскольку они обеспечивают высокую твердость, что значительно снижает износ.
Для получения дополнительной информации о контактной сварке загрузите наше бесплатное «Руководство AMPCO METAL по контактной сварке и защите от брызг»
СВОЙСТВЕННОЕ ОБОРУДОВАНИЕ СВОЙСТВО | Automation International, Inc
Аппарат для сварки оплавлением F9, специально разработанный для аэрокосмической промышленности
ОБОРУДОВАНИЕ ДЛЯ СТЫКОВОЙ СВАРКИ ОПАСНОСТЬЮ
Automation International является мировым лидером в поставке машин для сварки оплавлением, стыковой сварки и сварки с высадкой для различных областей применения, от самых маленьких до самых крупных сварка оплавлением. У нас есть десять стандартных моделей машин для стыковой сварки оплавлением от модели FBW1 до модели FBW10.
У нас есть десять стандартных моделей машин для стыковой сварки оплавлением от модели FBW1 до модели FBW10.
Наши самые большие модели имеют высадку от 100 до 200 тонн с усилием смыкания 500 тонн. Эти сварщики весят до 45 тонн.
- Они доступны как Flash или Upset (без вспышки) или их комбинация.
- Разработан, чтобы выдерживать самые строгие промышленные требования и условия окружающей среды.
- Обеспечивает полный и точный контроль всего цикла сварки.
- Охватывает весь спектр сварки свариваемых черных и цветных металлов до максимальной мощности каждой единицы.
- Доступны модели с однофазными трансформаторами переменного тока или трехфазными источниками питания постоянного тока и MFDC.

Опытные инженеры по продажам оценят ваше приложение и технологический процесс, чтобы определить размер сварочного аппарата и расположение инструментов в соответствии с вашими потребностями.
Процесс сварки оплавлением и стыковой сварки (с осадкой) обеспечивает превосходное качество сварки без использования присадочных материалов, не требует покрытия флюсом или газом и является чрезвычайно быстрым.
Сварочные аппараты Aii доступны со стандартными или специальными зажимными механизмами для вертикального, горизонтального и углового применения. Зажимы с горизонтальным скольжением для прямых стыковых швов или под углом для сварки под углом. Для специальных применений могут поставляться комбинации вертикальных и горизонтальных зажимов.
Запрос цитаты
МАШИНЫ ДЛЯ КОНТРОЛЬНОЙ СВАРКИ
Контактная шовная сварка представляет собой процесс, при котором происходит сварка на поверхностях раздела двух одинаковых металлов. Шов обычно представляет собой соединение внахлест и может выполняться как вручную, так и автоматически.
Электроды имеют форму диска и вращаются, когда материал проходит между ними. Это позволяет электродам оставаться в постоянном контакте с материалом для выполнения длинных непрерывных сварных швов. Электроды также могут перемещать или способствовать движению материала.
Сварка швов обеспечивает чрезвычайно прочный сварной шов, поскольку соединение проковывается под воздействием тепла и давления. Машины для сварки швов обеспечивают газонепроницаемые швы или точечную сварку в круговой или продольной конфигурации сварки.
Automation International разрабатывает и производит широкий ассортимент стандартного оборудования для контактной шовной сварки и специальных машин для контактной шовной сварки.
Запрос цитаты
ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
Точечная сварка представляет собой процесс, в котором используются два электрода из медного сплава определенной формы для концентрации сварочного тока в маленьком «пятне» и одновременного зажима листов вместе, в то время как прохождение большого тока через пятно плавит металл и формирует сварка. Привлекательной особенностью точечной сварки является то, что большое количество энергии может быть доставлено к месту за очень короткое время. Это позволяет производить сварку без чрезмерного нагрева остальной части листа. Aii предлагает полную линейку аппаратов для точечной сварки на переменном и постоянном токе для всей металлообрабатывающей промышленности.
Привлекательной особенностью точечной сварки является то, что большое количество энергии может быть доставлено к месту за очень короткое время. Это позволяет производить сварку без чрезмерного нагрева остальной части листа. Aii предлагает полную линейку аппаратов для точечной сварки на переменном и постоянном токе для всей металлообрабатывающей промышленности.
Запрос цитаты
МАШИНЫ ДЛЯ ВЫПЯЖНОЙ СВАРКИ
Выступающая сварка является модификацией точечной сварки. В этом процессе сварной шов локализуется с помощью приподнятых участков или выступов на одной или обеих соединяемых деталях. Тепло концентрируется на выступах, что позволяет сваривать более тяжелые сечения или уменьшать расстояние между сварными швами. Выступы также могут служить средством позиционирования заготовок. Выступающая сварка часто используется для приварки шпилек, гаек и других винтовых деталей к металлической пластине. Он также часто используется для соединения перекрещивающихся проводов и стержней.