Стыковой шов: Не найдено – HostiMan.ru
alexxlab | 29.01.2023 | 0 | Разное
3.2 Расчет стыковых сварных швов
Сварные швы встык рассчитывают по тем же формулам, что и основное сечение, только напряжения сравнивают не с расчетным сопротивлением основного металла , а с расчетными сопротивлениями сварных швов .
Рис.3. Стыковое соединение
Чтобы сечение в месте соединения не было ослаблено, шов должен быть полным и качественным без подрезов и непроваров с полной заваркой концов. Наплавы сварного шва расчетом не учитывается. При действии осевой силы напряжение в прямом стыковом шве проверяют по формуле
(1)
где – расчетное сопротивление стыкового соединения растяжению или сжатию;
– длина сварного шва;
– толщина свариваемых частей.
Чтобы
сделать стыковой шов при меньших
расчетных сопротивлениях сварного шва
растяжению равнопрочным основному
металлу соединяемых элементов, его
можно выполнить косым.
Рис. 4. Косой стыковой шов
В этом случае напряжения в шве:
(2)
(3)
где – расчетное сопротивление стыкового сварного соединения сдвигу.
Угол между направлением продольной силы и косым швом должен быть не более 65 (практически он делается с заложением 1:2). При таком угле стык можно не проверять на прочность.
В приведенных формулах:
– наименьшая толщина свариваемых элементов;
– расчетная длина шва, равная фактической длине за вычетом 2t (учитывающих образования кратера и не провары у концов шва). При выводе шва на подкладки можно указанные 2t не вычитать.
При действии изгибающего момента и поперечной силы напряжения в шве:
(4)
(5)
где – момент сопротивления шва, равный моменту сопротивления соединяемых элементов;
– поперечная сила, действующая в соединении;
– статический
момент сечения шва.
При действии одновременно осевой силы и изгибающего момента напряжения в шве будут суммироваться:
(6)
Если сварное соединение встык работает только на срез, то
(7)
В сварных швах встык, работающих одновременно на изгиб и срез, должны быть проверены приведенные напряжения по формуле:
. (8)
Угловые швы располагают в углах, образованных гранями соединяемых элементов. Катетом шва называется размер наименьшего из его катетов.
Рис. 5. Угловой сварочный шов
Фланговые угловые швы
Под
воздействием продольного усилия работают
на срез. Поверхность среза располагается
примерно по биссектрисе углового шва,
имея высоту
.
Расчетная площадь среза швов
(9)
где – расчетный катет углового сварного шва;
– расчетная длина шва (суммарная).
Коэффициент зависит от формы шва, глубины провара, способа сварки и принимается: от 0,7 до 1,15 по нормам проектирования.
Напряжения в угловых фланговых швах по металлу шва проверяют по формуле
(10)
или
(11)
по металлу границы сплавления:
(12)
где – расчетное сопротивление угловых швов срезу по металлу шва;
– расчетное сопротивление угловых швов срезу по металлу границы сплавления;
– суммарная расчетная длина швов;
– коэффициенты глубины провара;
– коэффициенты условий работы шва;
–
коэффициент условий работы соединения
конструкции.
Лобовые угловые швы
При действии изгибающего момента на прямоугольный элемент, прикрепленный угловыми швами, напряжения в швах определяют так же, как условные напряжения по поверхности среза.
(13)
где – расчетная длина одного шва.
Расчет сварных соединений Задача
Расчет сварных соединений, выполненных стыковым швом. Расчет стыкового шва, работающего на растяжение или сжатие, производится по уравнению:
,
где – длина шва, мм; s – толщина соединяемых элементов, мм; P – действующая нагрузка, Н; – допускаемое напряжение на растяжение или сжатие для сварного шва, Па.
Допустимая растягивающая или сжимающая сила:
Расчет стыкового шва, работающего на изгиб осуществляется по формуле:
где: М – изгибающий момент Н/мм; Wc – момент сопротивления расчетного сечения.
Напряжения, возникающие от изгибания момента М и растягивающей или сжимающей силы Р, определяются из выражения:
Расчет сварных соединений внахлестку. Сварные соединения внахлестку выполняются угловыми швами. Расчет угловых швов всех типов унифицирован и производится по единым формулам. Напряжение, среза определяется из уравнения
,
где Р – нагрузка, Н; – длина шва, мм; 0,7к – толщина шва в опасном сечении, см; – допускаемое напряжение на срез для сварного шва, Па.
Допустимая (сдвигающая) нагрузка:
При нагружении простого углового шва только моментом условие прочности шва на изгиб запишется так:
,
где М – изгибающий момент, Н/мм; Wc – момент сопротивления опасного сечения шва.
При нагружении простого углового шва моментом
,
где Fc = 0,7kl – площадь опасного сечения шва, мм2.
Комбинированные сварные швы применяются в том случае, селя про стой угловой шов (лобовой, косой, фланго вый) не обеспечивает необходимую прочность сварного соединения (рис. 49).
Условие прочности комбинированных швов, нагруженных моментом в плоскости стыка, при приближенном расчете выразится уравнением
а при уточненном расчете
,
где ρmax – наибольший радиус от центра тяжести площади опасных сечений шва; – полярный момент инерции сечения шва.
Рис.50. Схема к расчету комбинированного сварного соединения при сложном нагружении
Условие прочности комбинированных швов, нагруженных моментом М и сдвигающей силой Р в плоскости стыка (рис. 50), записывается следующим образом:
,
где ;
,- длины флангового и лобового швов
Расчет пробочных, прорезных и проплавных соединений и соединений втавр. Прочность пробочных, прорезных и проплавных соединений, работающих обычно на срез, определяется формулой
При выполнении соединений втавр без подготовки кромки соединяемых элементов допускаемая растягивающая нагрузка
допускаемая сжимающая нагрузка
При выполнении соединений с подготовкой кромок или автоматической сваркой с глубоким проплавом металла соединяемых элементов
Рис. 51. Соединение в тавр Рис. 52. Схема к расчету таврового
51. Соединение в тавр Рис. 52. Схема к расчету таврового
без разделки кромок соединения
Условие прочности соединения втавр, выполненного стыковым швом при действии растягивающей силы
при выполнении угловым швом
Условие прочности соединения втавр, нагруженного крутящим и изгибающим моментами (рис. 52)
Расчет соединений, выполненных контактной сваркой. При выполнении соединения стыковым швом расчетное сечение принимается равным сечению свариваемых элементов. При статической нагрузке стык принимают равнопрочным цельному металлу и поэтому на прочность не проверяется.
Прочность соединений точечной сваркой, работающей в основном на срез (рис. 53),
,
где z – число сварных точек; i – число плоскостей среза; d – диаметр сварной точки, мм.
Прочность соединений линейной сваркой (рис. 54)
,
где b – ширина линии сварки; – длина линии сварки, мм.
Прочность сварного шва встык оценивается коэффициентом прочности φ,
Рис.53 Соединение точечной сваркой
Рис. 54 Соединение роликовой сваркой
т. е. отношением допускаемого напряжения сварного шва к допускаемому напряжению основного металла ,
Расчетные значения коэффициентов прочности φ стыковых швов следующие:
– двусторонний, выполненный автоматической сваркой под слоем флюса – 1.00
– двусторонний, выполненный вручную с полным проваром – 0.95
– двусторонний, выполненный вручную с неполным проваром (в зависимости
– от относительной глубины провара) – 0.80
– односторонний на подкладке – 0.90
– односторонний без подварки и подкладок, продольный – 0.70
– односторонний без подварки и подкладок, поперечный (кольцевой) – 0.80
– внахлестку – 0.80
Расчету сварных котлов и других сосудов высокого давления. Расчет, сводится к определению толщины стенки s. Прочность сварных швов обеспечивается введением коэффициента прочности швов
,
D – диаметр сосуда, мм; р – давление в сосуде, Н/мм2; φ – коэффициент прочности шва; [σ]p – допускаемое напряжение растяжения, Н/мм2.
Выбор допускаемых напряжений. Допускаемые напряжения и сварных швах из мало – и среднеуглеродистых сталей, а также низколегированных сталей при статической нагрузке можно выбрать по табл.7.1.
Допускаемое напряжение основного металла в металлических конструкциях выбирают с коэффициентом безопасности по отношению к пределу текучести: для низкоуглеродистых сталей при расчете по основным нагрузкам n=1,35 – 1,6, а по основным и дополнительным нагрузкам n=1,2 – 1,3; для низколегированных сталей соответственно 1,5 – 1,7 и 1,3 – 1,4. Нижние значения относятся к строительным и крановым конструкциям при легких режимах работы, верхние – к крановым конструкциям при тяжелых режимах.
Таблица 7.1. Допускаемые напряжения в швах сварных соединений
|
Вид сварки |
Допускаемые напряжения на |
||
|
растяжение |
сжатие |
срез |
|
|
Автоматическая под флюсом и ручная электродами Э42А и Э50А. |
|||
|
Ручная дуговая электродами Э42 и Э50. Газовая сварка |
|||
|
Контактная точечная |
– |
– |
|
 Контактная стыковая
Контактная стыковаяДопускаемые напряжения основного металла при переменных нагрузках определяются умножением допускаемых напряжений для основного металла при статических нагрузках на коэффициент:
,
где r – характеристика цикла напряжений
;
где эффективный коэффициент концентрации напряжений (табл. 7.2, 7.3, 7.4).
Таблица 7.2. Эффективные коэффициенты концентрации напряжений
|
Элементы соединений |
||
|
низкоуглеродистая сталь |
легированная сталь |
|
|
Стыковые швы |
1. |
1.8* |
|
То же, двусторонние с плавными переходами |
1,2 |
1.35* |
|
То же, с механической обработкой |
1 |
1* |
|
Приварка ребра, перпендикулярного силе |
1,5 |
2.2* |
|
Лобовые швы (соединение с двумя накладками) |
3.0 |
4,0* |
|
То же, с отношением катетов швов 2:1 |
2,3 |
3,2* |
|
Комбинированные фланговые и лобовые швы (соединение с двумя накладками) |
2.5 |
3,5* |
|
Связующие сварные точки |
1. |
– |
|
То же, рабочие |
7.5 |
12** |
|
Связующие роликовые швы |
1,25 |
2*** |
|
То же, рабочие |
5 |
7.5*** |
 4
4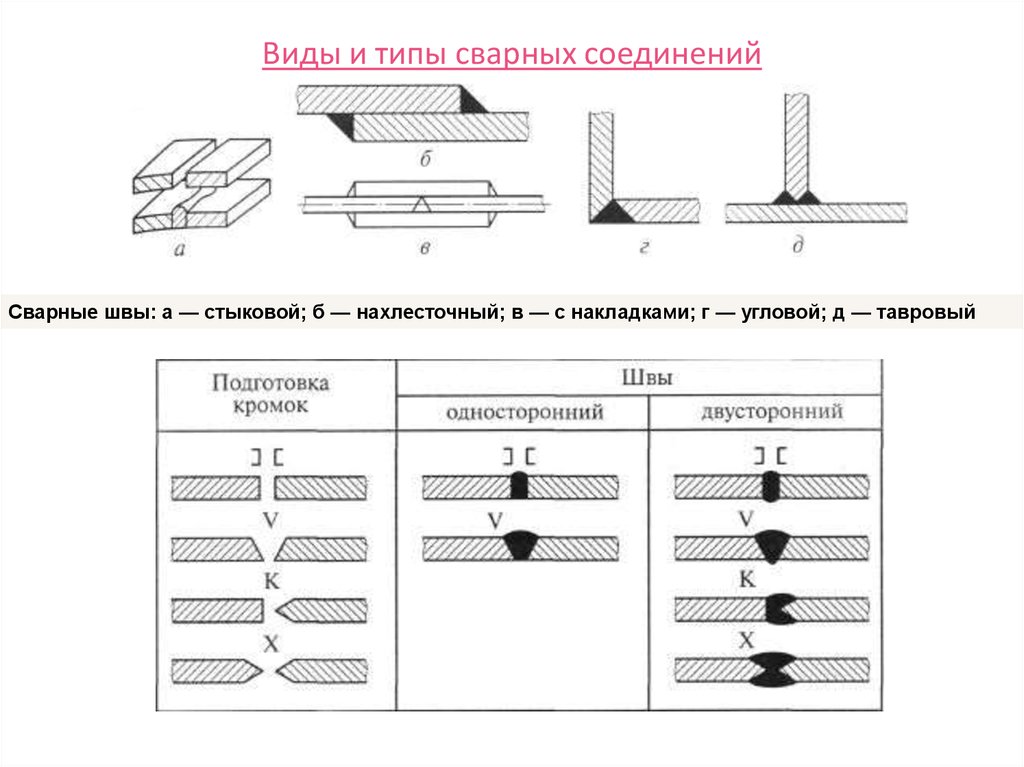 4
4* Низколегированная сталь 15ХСНД.
** Сталь ЗОХГСА.
*** Сталь 1Х18Н9Т..
Таблица 7.3. Эффективный коэффициент концентрации для расчета сварных швов и деталей в зоне сварки. Электродуговая сварка
|
Расчетный элемент |
||
|
малоуглеродистая сталь Ст.3 |
низколегированная сталь 15ХСНА |
|
|
Деталь в месте перехода |
||
|
к стыковому шву |
1,5 |
1,9 |
|
к лобовому шву |
2,7 |
3,3 |
|
к фланговому шву |
3,5 |
4,5 |
|
Стыковые швы с полным проваром корня: |
1,2 |
1,4 |
|
Угловые швы: |
||
|
лобовые |
2,0 |
2,5 |
|
фланговые |
3,5 |
4,5 |
Таблица 7. 4. Эффективный коэффициент концентрации для расчета соединений контактной сваркой (для деталей и швов)
4. Эффективный коэффициент концентрации для расчета соединений контактной сваркой (для деталей и швов)
|
Марка стали |
Состояние образца |
Толщина, мм |
При точках |
|
|
Связующих |
Рабочих |
|||
|
Сталь 10 |
Нормализованная |
3+3 |
1,4(1,25) |
7,5(5) |
|
Сталь ЗОХГСА |
Отпуск |
1,5+1,5 |
1,35 |
12 |
|
Титановый сплав ВТ1 |
В состоянии поставки |
1,5+1,5 |
2,0(1,3) |
10(5) |
|
Алюминиевый сплав Д16Т |
В состоянии поставки |
1,5+1,5 |
2,0(1,3) |
5(2,25) |
Примечание. В скобках дан коэффициент для точечной и роликовой сварки.
В скобках дан коэффициент для точечной и роликовой сварки.
Задача7.1. Определить допустимое усилие в сварном соединении внахлестку из листов сечением 200×8мм, если действует переменная растягивающая и сжимающая нагрузка с характеристикой цикла напряжений . Материал листов – сталь Ст. 3. Электрод – Э42. Сварка – ручная.
Решение. Принимаем допускаемое напряжение на растяжение для листа из стали Ст. 3 [σ]р=157МПа.
Определяем допускаемое напряжение для листа с учетом переменности нагрузки
табл. 7.3 для лобового шва =2.
Допустимое напряжение на срез в сварном шве находим по табл.7.1.
Определяем длину лобового шва с одной стороны соединения с учетом непровара в начале и в конце шва. Принимаем при ширине листа 200мм. Общая длина двустороннего лобового шва
Определяем допустимое усилие на соединение внахлестку с двусторонним лобовым швом
Проверим напряжение в листах соединения
Как следует из расчета, основной металл соединения используется недостаточно.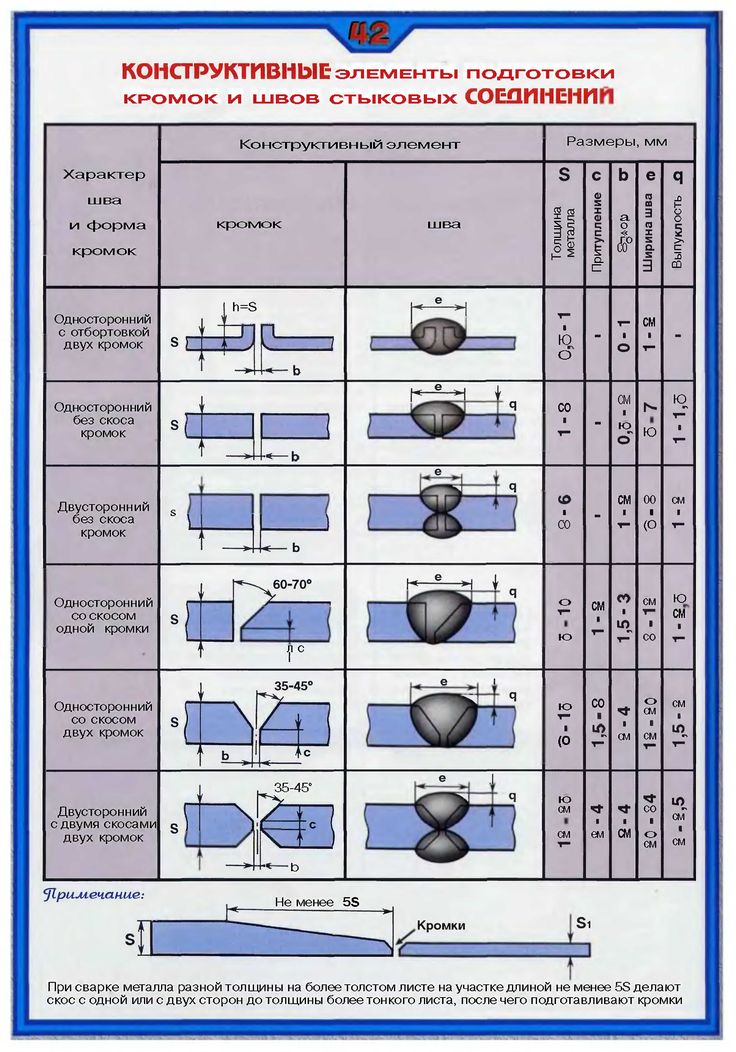 Для более полного использования основного металла вместо лобового шва целесообразно использовать косой угловой шов.
Для более полного использования основного металла вместо лобового шва целесообразно использовать косой угловой шов.
Определяем длину двустороннего косого шва, исходя из соображения, что напряжения относятся как соответствующие им длины швов
; .
Определяем допустимое усилие, действующее на соединение внахлестку, при двустороннем косом шве длиной 470мм
Проверим напряжение в листах соединения
Применение косого шва позволяет получить соединение, в котором шов равнопрочен основному металлу.
Задача 7.2. Определить длину швов, крепящих уголок 80×80×8мм к косынке (рис.55). Соединение должно быть равнопрочным основному элементу. Косынка и уголок – из стали Ст.3. Сварка – автоматическая под слоем флюса. Нагрузка – статическая.
Решение. Принимаем допускаемое напряжение растяжения в косынке= 157МПа (табл. 7.4).
Определяем допускаемое напряжение среза в шве (табл. 7.1) с учетом технологии сварки
Рис. 55 Схема сварного соединения
55 Схема сварного соединения
Находим усилие, которое может передать уголок 80×80×8мм, имеющий сечение 12,3см2
Общая длина комбинированного шва определяется из уравнений
Длина фланговых швов равна
Определяем нагрузку, приходящуюся на фланговые швы,
Определяем нагрузку на каждый фланговый шов, пользуясь законом рычага,
По ГОСТ 8509-57 а = 0,0227м b = 0,0573м
Находим длину каждого флангового шва:
Учитывая дефекты шва (непровар в начале и кратер в конце), увеличиваем длину фланговых швов и принимаем
Задача 7.3. Рассчитать кронштейн из листа s = 12мм и его крепление при помощи сварки (рис 50), если на него действует растягивающая статическая нагрузка Р=14715Н и изгибающий момент М=11772·104Нм. Материал листа – сталь Ст3. Сварка – ручная, электродом Э42.
Решение: По таблице 7. 4 принимаем для листа
4 принимаем для листа
Учитывая только основную нагрузку (изгибающий момент), определяем ширину листа кронштейна
; ,
откуда
Принимаем b= 0,2м.
Проверяем прочность листа по суммарной нагрузке
По таблице 7.1 определяем допускаемое напряжение среза на шов
Определяем размеры швов. Принимаем lл=b=0,2м; м. Предварительно определяем длину флангового шва только по основной нагрузке М, пользуясь формулой,
отсюда
Принимаем . Длину шва при сварке, учитывая непровар в начале и кратер в конце, следует увеличить на 10 – 20мм
Проверяем прочность швов по суммарной нагрузке
Суммарное напряжение среза
Задача 7.4. Определить тип и размеры сварного шва, равнопрочного основному металлу, если сечение листов 400×10мм, нагрузка растягивающая статическая, материал – сталь Ст. 3, сварка – ручная, электродом Э42 (рис. 56).
3, сварка – ручная, электродом Э42 (рис. 56).
Решение. Принимаем наиболее надежный тип шва – стыковой. При его недостаточности дополнительно используем лобовой шов.
По таблице 7.1 допускаемое напряжение на растяжение для листового материала =157МПа. Определяем максимальную нагрузку, которую может выдержать сварное соединение из условия равнопрочности основному металлу,
Принимаем коэффициент прочности стыкового шва одностороннего без подкладки и подварки φ=0,7, тогда допускаемое напряжение на растяжение для шва
Рис. 56 Схема к расчету сварного соединения с накладкой
Нагрузка, которую может воспринять стыковой шов длиной, равной ширине основного листа, составит
.
Учитывая непровар в начале и кратер в конце шва, длину сварного шва уменьшаем на 40мм. Тогда нагрузка, воспринимаемая стыковым швом
Из приведенного расчета следует, что прочность стыкового шва недостаточна и поэтому необходимо поставить накладку с использованием лобового шва.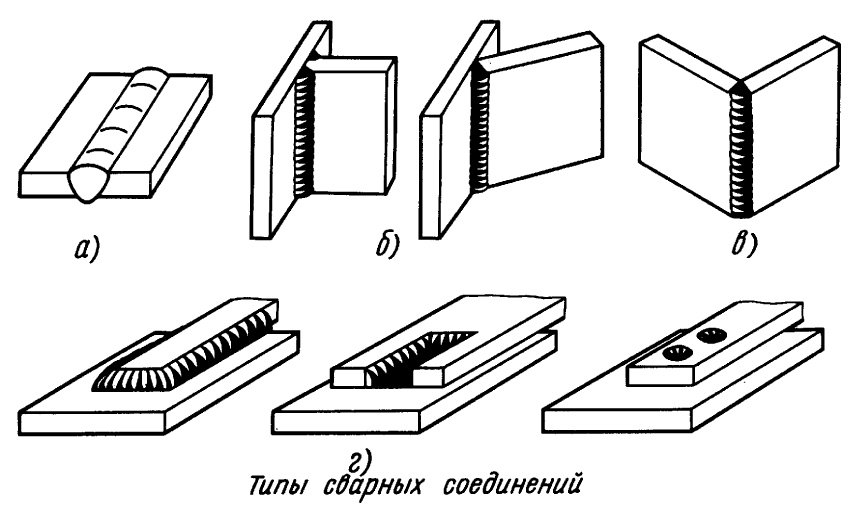
Нагрузка, которая должна быть воспринята лобовым швом
По таблице 7.1 допускаемое напряжение на срез для лобового шва, выполненного электродуговой сваркой вручную электродом Э42, равно
Определяем необходимую длину лобового шва для передачи нагрузки Рл = 23·104Н при s = 0,01м
Как следует из расчета, необходимо установить одностороннюю накладку толщиной s = 10мм.
Задача 7.5. Сконструировать сварное соединение впритык для узла п. ч листового материала толщиной s=10мм, если нагрузка – статическая Р = 9,81·103Н, материал – сталь Ст.2, с использованием различных способов сварки.
Решение. По таблице 7.4 принимаем допускаемое напряжение на растяжение для листа
Соединение втавр или впритык выполнено без подготовки кромки электросваркой вручную. Следовательно, угловой шов работает на срез. По таблице 7.1 допускаемое напряжение на срез сварного шва
Определяем ширину листа, исходя из необходимой длины сварного шва. Длина шва с одной стороны
Длина шва с одной стороны
Учитывая непровар в начале и кратер в конце шва, общая длина
откуда ширина листа для соединения втавр
.
Принимаем, что соединение выполнено автоматической сваркой с глубоким проваром или с подготовкой кромок свариваемых элементов. Тогда сварной шов будет работать на растяжение. По табл. 7.1 допускаемое напряжение на растяжение для сварного шва
Ширина листа определится длиной шва
.
Учитывая дефекты в начале и конце шва, ширина листа b=+20=92мм. По ГОСТ 103—87 принимаем b = 95мм.
Задача 7.6. Рассчитать соединение точечной сваркой (рис. 53). Нагрузка – знакопеременная (r = -0,5), Р=29,4·102Н, толщина листа s = 3мм, материал – сталь Ст.10, предел выносливости σ-1, = 157МПа.
Решение. Определяем допускаемое напряжение на растяжение для листа, приняв коэффициент запаса прочности n =1,2
Коэффициент, учитывающий переменность напряжений,
По таблице 7. 4 =7,5
4 =7,5
Определяем расчетное допускаемое напряжение
Ширина листа
.
Определяем число сварных точек. Размеры точки, значения шага и т. д. рекомендуется вычислять следующим образом
d = 1,2s + 4 = 1,2×3 + 4 ≈ 8мм;
t = 3d = 3×8 = 24мм;
t1 = 2d = 2×8 = 16мм;
t2 = 1,5d = 1,5×8 = 12мм.
Число точек в одном ряду
,
принимаем 3. Число точек в двух рядах z = 6.
Проверяем напряжения в сварных точках
Определяем допускаемое напряжение среза для сварных точек. По таблице 7.1
Условие прочности сварных точек удовлетворяется.
Задача 7.7. Рассчитать толщину стенки парового котла при сварке вручную стыковым швом и сварке внахлестку. Дано: диаметр D=1,6м, длина L=4,5м, давление пара 39,2·105Па, температура t = 200°С, материал – сталь Ст.3.
Решение. Принимаем двусторонний стыковой шов. В этом случае коэффициент прочности φ=0,95.
Принимаем двусторонний стыковой шов. В этом случае коэффициент прочности φ=0,95.
Определяем допускаемое напряжение на разрыв для листа. Так как t<250°С, расчет ведем, исходя из предела прочности материала, который равен σи = 37,3·107-46,1·107Па, а запас прочности принимаем nВ = 4,25. Тогда
Толщина стенки парового котла при стыковом сварном шве
По ГОСТ 82-87 принимаем толщину листа s = 36мм
Ширину листа по ГОСт 5681-81 можно выбрать b=1,5м.
Принимаем двусторонний шов внахлестку. Тогда φ=0,8
Толщина стенки парового котла при сварке листов внахлестку
Принимаем по ГОСТ 82-87 s=42мм.
Задача 7.8. Сварное однодисковое зубчатое колесо (рис. 57) передает мощность N=154,5·103Вт при n=145об/мин. Материал диска 2 и ребер 3 – сталь Ст. 3. Материал ступицы 1 и обода 4 – сталь 35. Сварка выполнена вручную электродами Э42. Проверить прочность швов, соединяющих диск с ободом и диск со ступицей. Толщина швов k=8мм; Dст=200мм; Dд=747мм; Dе=765мм; b=180мм; Dо=675мм; d=130мм.
Проверить прочность швов, соединяющих диск с ободом и диск со ступицей. Толщина швов k=8мм; Dст=200мм; Dд=747мм; Dе=765мм; b=180мм; Dо=675мм; d=130мм.
Рис. 57
Решение. Допускаемое напряжение на срез сварных швов выбираем, исходя из основного допускаемого напряжения на растяжение для стали Ст.3:
швы у обода проверяются на срез по формуле
,
где Р – окружное усилие; Lш =30k – условная длина сварных швов, воспринимающих усилие.
Момент, передаваемый колесом,
Окружное усилие на ободе
Швы у ступицы рассчитываются на совместное действие крутящего момента и поперечной силы, при этом условно принимается, что в передаче усилия участвует периметра швов.
Окружное усилие на ступице
Напряжение от поперечной силы
где – cредний диаметр обварки.
Напряжение от крутящего момента
Полярный момент сопротивления для тонкостенного кольца с достаточной точностью определяется как произведение площади кольца на его средний радиус.
В точке А направления напряжений τQ и τМ совпадают:
Что такое сварка встык?
Стыковой шов – один из самых простых и универсальных видов конструкции сварного соединения. Соединение формируется простым размещением двух кусков металла встык, а затем сваркой вдоль соединения. Важно отметить, что при стыковом соединении поверхности соединяемых деталей находятся в одной плоскости, а металл шва остается в пределах плоскостей поверхностей. Таким образом, заготовки располагаются почти параллельно и не перекрываются, в отличие, например, от соединения внахлестку.
Схема сварки встык
В зависимости от толщины металлических деталей могут быть подготовлены различные типы канавок. Подготовка канавки также называется подготовкой кромки сварного шва и необходима для более толстых металлов. Примерами типов канавок в зависимости от их формы являются V-образная канавка, J-образная канавка и U-образная канавка. Дизайн канавки изменяется в зависимости от требований к сварке с полным или частичным проплавлением. Сварка разделки может выполняться с использованием различных видов сварки – ручной, механизированной или автоматизированной. Тонкие листы обычно сваривают без подготовки кромок, такие соединения называют квадратным стыком.
Стыковые соединения могут быть сварены с помощью дуговой сварки, сварки сопротивлением и высокоэнергетической лучевой сварки, а также могут быть частью операции пайки.
В начале сварные детали можно скрепить прихваточным швом, который является временным соединением, обеспечивающим правильное выравнивание компонентов во время выполнения стыковой сварки. Для соединения деталей в области стыкового соединения может потребоваться предварительный нагрев.
Стыковая сварка обычно используется в различных отраслях промышленности, включая трубопроводные системы, автомобилестроение, энергетику, электроэнергетику и т. д.
Типы стыковых сварных соединений
Как упоминалось ранее, различные типы стыковых сварных соединений названы по их особой форме. Различные типы соединений включают в себя одиночные V-образные, двойные V-образные, одинарные и двойные конические, одинарные и двойные U-образные, одинарные и двойные J-образные соединения, квадратные стыковые соединения и даже их комбинации. Самым простым из них, с точки зрения выравнивания, является квадратный стыковой шов.
Во всех случаях сварные швы выполняются деталями встык толщиной основного металла. Чтобы контролировать деформацию сварного узла, важно контролировать провар, используя конструкцию соединения с двойным проплавлением.
Для стыковых сварных швов, в зависимости от различных факторов, между заготовками обычно имеется зазор примерно от 2 до 3 мм (1/8 дюйма), который называется корневым зазором. Зазор нужен для того, чтобы присадочный металл полностью проник в шов. Если зазор слишком мал или слишком велик, это приведет к возникновению дефектов сварки.
Преимущества
Сварка встык имеет ряд преимуществ, в том числе:
- Высокая прочность с полным сплавлением
- Легко обрабатывается
- Контроль искажений
- Простота проверки
Недостатки
Имеются некоторые недостатки, такие как:
- Геометрия сварки может ограничивать область применения
- Может потребоваться крепление или подложка
- Чувствителен к состоянию поверхности обшивки
Стыковой сварной шов и угловой шов
Основное различие между стыковым и угловым швом заключается в угле между соединяемыми деталями. Если соединяемые поверхности находятся в одной плоскости, то это стыковой шов. Если поверхности перпендикулярны (под углом 90°), то их обычно соединяют угловым швом. Для угловых швов подготовка под сварку не требуется, как для стыковых швов.
При угловом сварном соединении присадочный металл наносится на стык в треугольном сечении так, что он образует угол 45° с обеими соединяемыми заготовками. Для достижения необходимой толщины сварного шва сварку проводят в несколько проходов.
Деформация возникает как в угловых, так и в стыковых швах в результате усадки при остывании присадочного металла. Этого можно избежать путем предварительного нагрева и/или выполнения последовательных проходов на противоположных сторонах стыка.
Заключение
Сварка встык является широко используемой конструкцией соединения для различных применений в различных отраслях промышленности из-за ее простоты. Этот базовый метод имеет ряд различных форм сварки, подходящих для сварки различной толщины.
TWI может дать консультацию по всем аспектам материалов и соединений. Вы можете узнать больше о наших консультационных услугах по сварке здесь.
Связанные часто задаваемые вопросы (FAQ)
Что это такое? Когда они используются?
Одна из первых вещей, которую должен освоить начинающий сварщик, — это сварка встык. Это фундаментальный сустав, который вы будете использовать регулярно.
В этой статье вы узнаете, когда используется стыковой шов, его преимущества и недостатки, а также виды стыковых сварных соединений.
Что такое сварка встык?
Стыковой сварной шов состоит из двух кусков металла, расположенных рядом друг с другом «встык» в одной плоскости. Применение непрерывного шва по центральной линии соединяет детали вместе. Перехлест штока отсутствует, и соединение может иметь корневое отверстие.
Когда следует использовать сварку встык?
Применение сварки встык зависит от отрасли. Он используется с автоматическими сварочными аппаратами или в стандартных приложениях ручной дуговой сварки.
Например, стыковое соединение может использоваться для сварки двух пластин или при сварке фитингов, соединенных встык.
Для получения бесшовных стыковых сварных швов труб требуется снятие фаски с заготовок в зависимости от толщины и необходимого провара. Кроме того, большинство трубных фитингов разработаны с учетом требований к сварке встык, поэтому их можно легко сваривать вместе.
Pros
- Стыковое соединение легко обрабатывается после сварки
- Высокая прочность с полным сплавлением
- Легко проверить на искажение
- Самый простой в исполнении сварочный шов (рядом с угловым швом)
- Подходит для различных металлов
- Несколько менее подвержен загрязнению
- Отлично подходит для непрерывных линейных или кольцевых сварных швов
- Самый легкий сварной шов для послесварочной обработки (шлифовка, полировка, покраска и т.д.)
- Трубные фитинги для сварки встык экономичны
- Сварка встык наиболее эффективна при использовании двух широко используемых сварочных процессов, MIG и TIG
Минусы
- Стыковой шов требует снятия фаски с кромок соединения при сварке толстого металла
- Этот сварочный шов склонен к пористости, растрескиванию или неполному провару
- Сложно сварить тонкий листовой металл без присадочного металла и избежать деформации
- Чувствительность к состоянию поверхности наплавки (площадь расплавленного металла)
- Может потребоваться установка крепления или опорного стержня
Вот короткое видео, показывающее простой стыковой сварной шов:
Типы стыковых сварных соединений
В зависимости от конструкции соединения существует пять типов стыковых сварных швов:
- Квадрат
- Фаска
- V-образная канавка
- J-канавка
- U-образная канавка
Выбор конструкции соединения зависит от ширины зазора, толщины металла и назначения свариваемой детали. Обычно вы получаете эту информацию в спецификациях сварки от инженера. Или вы можете выбрать тип приклада на основе информации, представленной ниже.
Стыковой шов с квадратной кромкой
Стыковой шов с квадратной разделкой представляет собой простейшую конструкцию соединения. Используется с металлом толщиной до 3/16 дюйма и когда сварной шов не выдерживает постоянной нагрузки. Соединение может иметь корневое отверстие или иметь плотную посадку между заготовками. Но в зависимости от металла и материала наполнителя может потребоваться раскрытие корня.
Края не скошены, не скошены и не модифицированы каким-либо образом. Они остаются квадратными, а сварной шов наносится по центральной линии между стыкованными деталями.
Сварка с квадратной разделкой требует выравнивания основного металла в одной плоскости. При сварке с раскрытием корня зазор должен быть одинаковым по всему стыку.
Стыковой сварной шов с одинарным скосом
Сварной шов с одинарным скосом требует снятия фаски с одной из пластин основного металла под заданным углом или под углом по вашему выбору. Край другой металлической детали остается квадратным.
Угол скоса зависит от толщины металла и желаемой ширины валика. Корневое отверстие может быть использовано для улучшения проникновения прямоугольной металлической детали.
Стыковой сварной шов с V-образным пазом
Стыковой сварной шов с V-образным пазом представляет собой нечто вроде соединения с двойной фаской. Требуется скосить обе заготовки, чтобы между ними образовался V-образный проем. Это наиболее распространенная конструкция соединения для стыковых сварных швов, используемая для достижения оптимального провара. Всякий раз, когда вы свариваете что-то толщиной более 3/16 дюйма, этот стыковой сварной шов должен быть вашим выбором.
Сделать фаски относительно легко. Вы можете использовать специализированные инструменты, такие как механический кромкорез, или просто взять угловую шлифовальную машину и отшлифовать края металла. Но при работе с толщиной более 3/8 дюйма быстрее использовать плазменный резак или кислородно-ацетиленовую установку для снятия фаски с краев.
Конструкция соединения с V-образным пазом требует значительно большего количества присадочного металла. При работе с экзотическими металлами присадочный материал из сплава TIG увеличит стоимость проекта. Дополнительные затраты на подготовку и присадочный металл в сочетании с увеличением времени, необходимого для выполнения этих сварных швов, делают V-образный паз менее экономичным, чем конструкции с одинарным скосом и квадратным стыковым швом.
Эти соединения обычно используются в производстве и других стандартных сварочных работах. Типичные области применения включают сварку конструкционной стали и труб.
Сварка встык с U-образной канавкой
U-образная канавка аналогична конструкции V-образной канавки, за исключением того, что отверстие между деталями имеет U-образную форму. Края требуют вогнутой обработки, которую трудно сделать, если у вас нет надлежащего оборудования. Он используется в специальных настройках, потому что может снизить затраты по сравнению с V-образным пазом.
Количество присадочного материала, необходимого для заполнения разделки, уменьшается, когда металлические детали подготавливаются для стыковой сварки с U-образной разделкой. Но эта конструкция требует опытного оператора. Косая форма соединения требует дополнительных навыков при контроле сварочной ванны, дуги и присадочного материала.
Благодаря меньшему количеству осажденного присадочного металла U-образный паз также может испытывать меньшее остаточное напряжение. Кроме того, сварной шов будет более прочным, менее подверженным деформации и растрескиванию. Кроме того, любая необходимая термическая обработка для снятия напряжения будет более экономичной.
Сварка встык с J-образной канавкой
Точно так же, как соединение с одинарным скосом представляет собой «половину» V-образной канавки, J-образная канавка представляет собой половину U-образной канавки. Он используется в тех же условиях, что и стыковой сварной шов с U-образной канавкой, но его еще сложнее создать и сварить. Это требует большого мастерства и рентабельно только в том случае, если экономия на присадочном металле превышает дополнительные затраты на механическую обработку и оператора.
Стыковой шов с J-образным пазом проще всего сваривать горизонтально, при этом перпендикулярная кромка находится на нижней поверхности. Но даже в этом случае электрод должен быть наклонен в канавку к вертикальной поверхности, что требует навыков сварщика. У нас есть отдельная статья, посвященная горизонтальной и другим позициям сварки, в которой вы узнаете больше об этом.
Сварка встык, угловой сварной шов и сварка внахлестку
Неопытному сварщику эти три сварных шва могут показаться похожими. Однако они имеют существенные отличия.
Как отмечалось ранее, стыковые сварные швы соединяют две детали в одной плоскости.
Угловой сварной шов имеет треугольный поперечный валик и соединяет две металлические детали под углом 90 градусов в Т-образное соединение, соединение внахлестку или угловое соединение.
Сварка внахлестку соединяет два перекрывающихся куска металла угловыми швами. Нижняя часть получает нижнюю часть сварного шва, а верхняя часть получает вертикальную часть сварного шва под углом 90 градусов. Соединение внахлест также может подвергаться подготовке кромок, как и стыковое сварное соединение, в то время как угловые соединения обычно не требуют снятия фаски с кромок. Вы можете узнать больше в нашей статье о типах сварных соединений.
Завершение
Каждый сварщик должен знать, как правильно сварить стыковое соединение. К счастью, это самый простой в освоении тип сварного соединения, и он редко требует специальной обработки, как канавки U и J, за исключением профессиональной среды.
Надеюсь, вы узнали что-то полезное. Если вы новичок, не расстраивайтесь, если ваши стыковые сварные швы выходят из строя или заготовки деформируются, особенно при сварке листового металла. Это довольно легко освоить, поэтому продолжайте практиковаться, и вы освоите его.