Свариваемость чугуна: Сварка чугуна. Основы и процессы.
alexxlab | 24.02.2023 | 0 | Разное
Свариваемость чугунов – Сварка различных металлов
Свариваемость чугунов
Категория:
Сварка различных металлов
Свариваемость чугунов
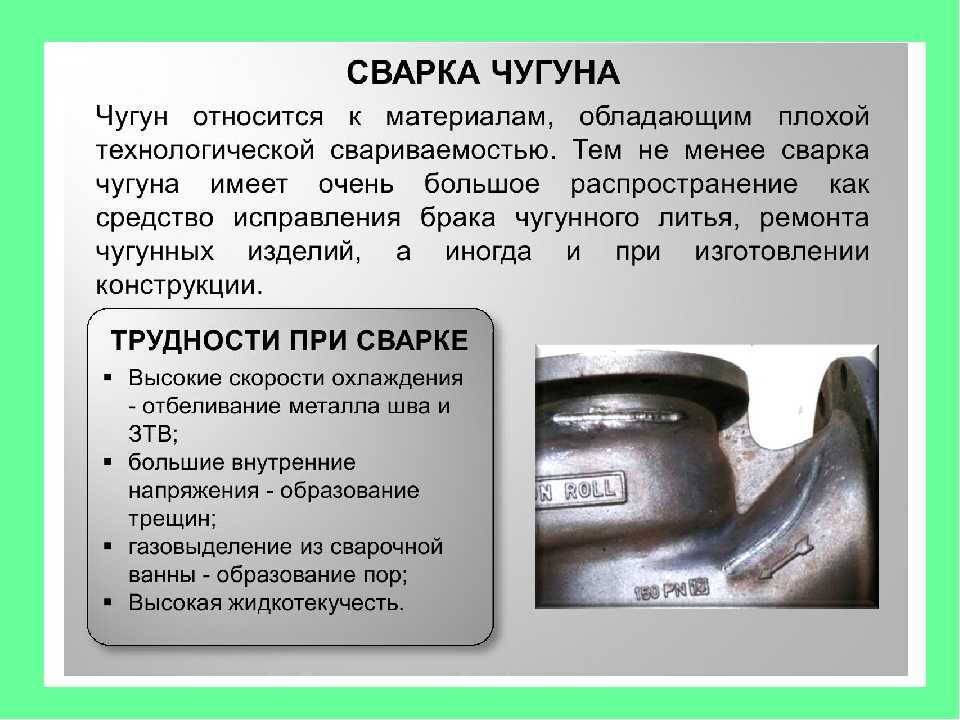
Затруднения при сварке чугунов объясняются следующими их свойствами:
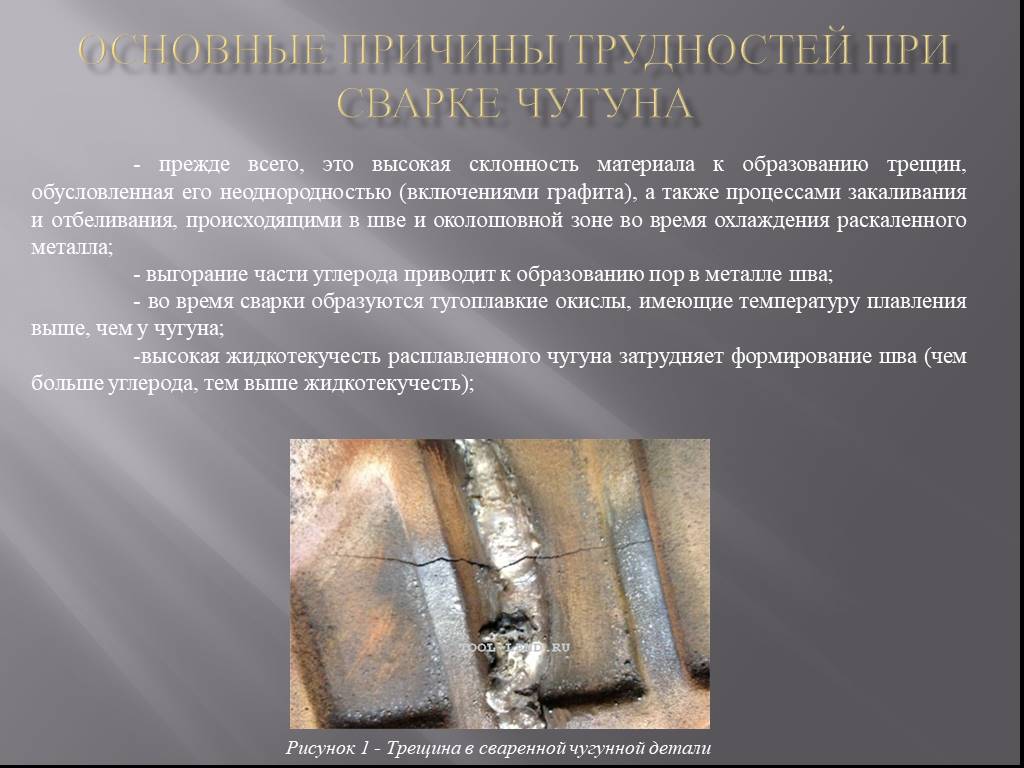
1. Отсутствие площадки текучести чугуна и низкая пластичность приводят к появлению трещин при напряжениях, достигающих временного сопротивления. Эти напряжения могут быть внутренними, возникающими при неравномерном нагреве и охлаждении во время отливки или сварки деталей, и внешними — от перегрузок при эксплуатации изделия. Трещины могут возникать как в целом металле, так и в металле шва в процессе сварки и при охлаждении сварного изделия.
2. Склонность чугуна при высоких скоростях охлаждения закаливаться с образованием закалочных структур (мартенсита, бей-нита, троостита). В закаленных участках чугун становится твердым (800 НВ) и не поддается механической обработке. Закалочные структуры вредны еще и потому, что их образование сопровождается появлением закалочных напряжений и образованием трещин. Удельная плотность закалочной микроструктуры в виде мартенсита значительно ниже удельной плотности железа (см. гл. VI), разница в удельных плотностях приводит к напряжениям и межзеренным трещинам.
Закалочные структуры вредны еще и потому, что их образование сопровождается появлением закалочных напряжений и образованием трещин. Удельная плотность закалочной микроструктуры в виде мартенсита значительно ниже удельной плотности железа (см. гл. VI), разница в удельных плотностях приводит к напряжениям и межзеренным трещинам.
3. Способность чугуна к отбеливанию при быстром охлаждении места сварки обычно приводит к образованию тонкой отбеленной прослойки на границе сварного шва и металла изделия. Эта отбеленная прослойка имеет низкую пластичность по сравнению с другими участками сварного соединения, и под влиянием растяги-1 вающей силы, образующейся при охлаждении сварного соедине-1 ния, она вместе с наплавленным металлом откалывается от основ-! ного металла или вызывает трещину по границе отбеленной про- i слойки с основным металлом.
4. Чугуны не имеют тестообразного состояния при переходе от жидкого к твердому. Это свойство чугуна затрудняет сварку! его в наклонном и вертикальном положениях и не позволяет вести! сварку в потолочном положении.
5. Склонность к образованию пористости, что объясняется низкой температурой плавления.
6. Разнородность чугунных изделий по химическому составу, термической обработке и структуре, что требует разнообразной технологии и приемов сварки. Мелкозернистые серые чугуны свариваются лучше, чем крупнозернистые. Плохо свариваются так называемые черные чугуны, которые в изломе имеют крупнозернистое строение темного цвета. Такие чугуны называют графитными, так как в них весь углерод находится в виде свободного ! графита. При сварке чугуна с такой структурой не получается необходимое качество сварного соединения.
Высокопрочные и ковкие мелкозернистые чугуны свариваются лучше, чем серые.
Чугун обрабатывается сваркой, сварко-пайкой и пайкой. Этими видами обработки могут устраняться внешние пороки в отлив-1 ках, выполняться ремонт чугунных изделий, вышедших из строя при эксплуатации, и соединяться чугунные части при изготовлении сварно-литых конструкций, причем используются те же виды сварки, что и для сталей.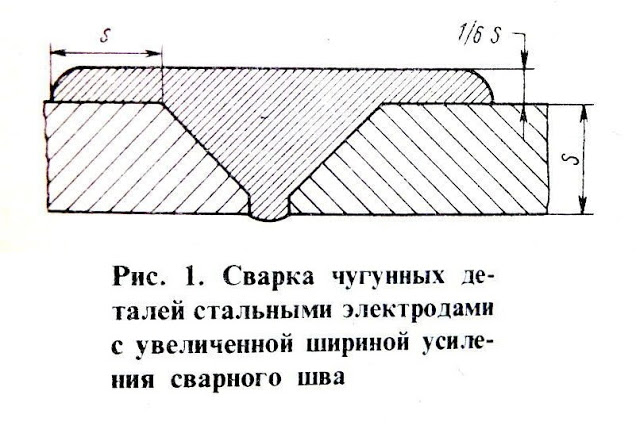
Однако в промышленности широкое применение нашли только дуговая и газовая сварка.
Чугунные изделия сваривают с подогревом (горячая сварка) и без подогрева (холодная сварка).
Реклама:
Читать далее:
Горячая сварка чугуна
Статьи по теме:
- Термитная сварка
- Электроконтактная и электрошлаковая сварка
- Электродуговая сварка и резка
- Электрическая сварка и резка
- Технология газовой сварки и резки
Сварка чугуна – холодная, горячая, при помощи аргона, со сталью
Под сплавами мы привыкли понимать соединение нескольких металлов. В данном случае мы имеем дело со сплавом железа с углеродом – чугуном. Фактически, это железо, насыщенное углеродом в количестве от 2,14% до 6,67%. Присутствие углерода кардинально меняет свойства железа. Вместо привычной пластичности и вязкости появляются хрупкость и жесткость. В связи с изменением свойств меняются способы сваривания чугунных деталей.
1 / 1
Под сплавами мы привыкли понимать соединение нескольких металлов. В данном случае мы имеем дело со сплавом железа с углеродом – чугуном. Фактически, это железо, насыщенное углеродом в количестве от 2,14% до 6,67%. Присутствие углерода кардинально меняет свойства железа. Вместо привычной пластичности и вязкости появляются хрупкость и жесткость. В связи с изменением свойств меняются способы сваривания чугунных деталей.
Специфика чугуна
Сплав действительно очень специфичен. Не являясь благородным металлом, чугун чрезвычайно устойчив к коррозии, что, наряду с хорошими литейными характеристиками, делает его самым распространенным сплавом для изделий художественного литья, предназначенных для установки на открытом воздухе. Высокая жаропрочность позволяет применять его в печах.
Некоторые особенности свойств чугуна дают возможность получения сплавов с различными физико-химическими свойствами не только изменениями в химическом составе, но и изменением вида термической обработки.
- белые – очень хрупкие и твердые;
- ковкие – получаются при отжиге белых;
- половинчатые – средняя стадия между белыми и ковкими;
- антифрикционные – хорошо работаю в узлах с интенсивным трением;
- износостойкие – работают в условиях внешней среды;
- жаростойкие и жаропрочные – работают в коксовых печах и газотурбинных двигателях;
- коррозионностойкие – применяются в химической промышленности.
Как подготовить чугун к свариванию
Трещины на чугуне имеют склонность к развитию из-за особенной хрупкости этого сплава. Поэтому перед свариванием необходимо исключить возможность их дальнейшего развития путем засверливания их концов. Далее необходимо тщательно разделать болгаркой трещину до самого дна на ширину, достаточную для обеспечения процесса сваривания. В случае загрязнения сварочной зоны маслом, его нужно удалить с помощью соответствующих растворителей.
Технология и способы сварки чугуна
Специфические особенности сварки чугуна не способствуют широкому применению этого способа соединения деталей при сборке сложных конструкций. В основном, сваривают чугун при ремонтных работах. Применяют следующие виды сварки:
- газовую;
- термитную;
- электродуговую;
- электрошлаковую.
Для работ используют стальные, угольные, графитовые электроды. Также применяют электроды из высоколегированных сталей и цветных металлов. Характерной особенностью при сваривании чугунных деталей является частое применение предварительного нагрева деталей, как местного, так и общего. Сила тока рассчитывается из условия 60 – 90 ампер на каждый миллиметр диаметра электрода. Нетрудно подсчитать, что сваривание «тройкой» потребует от 180 до 270 ампер.
Особенности горячей сварки чугуна
Технологи разработали множество специальных режимов прогрева чугуна перед сваркой, но наибольшее распространение получил метод с нагревом до 600 – 650С0. Идея состоит в том, что после сварки происходит не быстрое остывание шва, а постепенное остывание всей массы изделия. Постепенное остывание способствует графитизации (не образуется белый чугун), и не образуется трещин на изделии. Применяются специальные электроды типа ОМЧ – 1, представляющие собой чугунные прутки со специальным покрытием.
Идея состоит в том, что после сварки происходит не быстрое остывание шва, а постепенное остывание всей массы изделия. Постепенное остывание способствует графитизации (не образуется белый чугун), и не образуется трещин на изделии. Применяются специальные электроды типа ОМЧ – 1, представляющие собой чугунные прутки со специальным покрытием.
Несмотря на хорошее качество шва при горячей сварке, широкого распространения она не получила. Виной тому – сложность технологического процесса, большие расходы на организацию и проведение предварительного подогрева.
Особенности холодной сварки чугуна
Холодная сварка чугуна – наиболее распространенный способ. В основном, применяется методика, описанная выше: с тщательной разделкой трещины. Иногда, в особо ответственных местах, в кромки шва вкручиваются стальные шпильки, которые сперва обваривают по кругу. А затем варят основной шов.
При повышенных требованиях к обрабатываемости шва используются электроды, содержащие никель: МНЧ-1 или МНЧ-2. Никель не вступает в реакцию с углеродом, не создает с ним соединений, характеризующихся высокой твердостью, и поэтому хорошо обрабатывается механическими способами.
Никель не вступает в реакцию с углеродом, не создает с ним соединений, характеризующихся высокой твердостью, и поэтому хорошо обрабатывается механическими способами.
В случае отсутствия специальных электродов, можно выйти из положения при помощи медной проволоки, которая наматывается на простой низкоуглеродистый электрод. Вместо проволоки можно использовать медную трубку. Такие электроды получили название биметаллических.
Сварка при помощи аргона
В большинстве случаев сваривания чугуна происходит закаливание материала шва, что затрудняет последующую механическую обработку и провоцирует образование трещин. От этого недостатка можно избавиться применением аргонодугового способа сварки. Этот метод позволяет получить характеристики шва, сравнимые с характеристиками основного металла.
Сварка ведется графитовым электродом в среде защитного газа по специально разработанным токовым режимам. Имеет массу различных особенностей. Применяется как горячая, так и холодная сварка. Наличие графита не дает образовываться белому чугуну. Защитный газ способствует малому образованию окислов. По окончанию сварки обеспечивается режим медленного остывания изделия путем накрывания его теплоизолирующими материалами. При сваривании ответственных образцов может использоваться газосварочное оборудование для поддержания тепла в остывающем изделии.
Наличие графита не дает образовываться белому чугуну. Защитный газ способствует малому образованию окислов. По окончанию сварки обеспечивается режим медленного остывания изделия путем накрывания его теплоизолирующими материалами. При сваривании ответственных образцов может использоваться газосварочное оборудование для поддержания тепла в остывающем изделии.
Соединение чугуна со сталью
Выбор режима сварки чугуна со сталью зависит от напряжения холостого хода. При напряжении до 54 вольт сварка производится током обратной полярности. Переменный ток используется при напряжении холостого хода более 54 вольт. Сварка ведется короткими валиками. Длина их не должна превышать 30 мм. Швы большой глубины провариваются слоями с проковкой каждого слоя. Для получения шва хорошего качества рекомендуется применять горячий способ сварки и обеспечить постепенное охлаждение сваренного изделия.
Как сваривать чугун и сталь
Если вы опытный сварщик, вы, вероятно, уже знаете, что сварка чугуна или стального литья может быть сложной задачей. Чугун имеет высокое содержание углерода от 2 до 4 процентов, что примерно в десять раз больше, чем в большинстве сталей. Он также может содержать более высокие уровни серы и фосфора, что затрудняет сварку без образования трещин.
Чугун имеет высокое содержание углерода от 2 до 4 процентов, что примерно в десять раз больше, чем в большинстве сталей. Он также может содержать более высокие уровни серы и фосфора, что затрудняет сварку без образования трещин.
С другой стороны, химический состав литой стали часто аналогичен низкоуглеродистой холоднокатаной стали, поэтому во многих случаях ее легче сваривать, чем чугун. Тем не менее, высокое содержание кремния и марганца в литой стали может значительно усложнить ее сварку.
Хорошей новостью является то, что специалисты по сварке придумали методы, позволяющие решить любые проблемы со сваркой любого из этих литых металлов. Вот их советы:
Как сваривать чугун
Если вы собираетесь заняться сваркой чугуна, перед сваркой выполните следующие четыре шага:
1. Определите сплав
Три основных сорта литья Железо включает серый чугун, ковкий чугун и ковкий чугун. Отметим, что есть еще и белый чугун, но, по мнению большинства, успешно сварить его невозможно.
Серый чугун — наиболее распространенная форма чугуна, представляющая собой проблему для сварщиков, когда чешуйки графита попадают в сварочную ванну и вызывают охрупчивание металла сварного шва.
Ковкий и ковкий чугун менее хрупкие из-за различий в их микроструктуре. Оба имеют сфероидальные углеродные микроструктуры в результате их производственных процессов.
2. Тщательно очистите отливку
Перед сваркой отливки должны быть надлежащим образом подготовлены. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Затем осторожно и медленно нагревайте зону сварки в течение короткого времени, чтобы удалить захваченный газ в основном металле.
Часто используемый метод проверки чистоты поверхности заключается в нанесении на нее сварного шва. Если на железе останутся примеси, сварной шов будет пористым. Вы можете повторять процесс до тех пор, пока пористость не исчезнет.
3. Предварительный нагрев отливки
Основной причиной контроля нагрева является тепловое расширение. При нагревании металл расширяется. Если весь объект нагревается и расширяется с одинаковой скоростью, стресс небольшой. Однако при локализации тепла в относительно небольшой зоне термического влияния (ЗТВ) он создает напряжение и растрескивание. Предварительный подогрев сводит к минимуму температурный градиент между телом отливки и ГЦ, снижая растягивающее напряжение, вызванное сваркой.
При нагревании металл расширяется. Если весь объект нагревается и расширяется с одинаковой скоростью, стресс небольшой. Однако при локализации тепла в относительно небольшой зоне термического влияния (ЗТВ) он создает напряжение и растрескивание. Предварительный подогрев сводит к минимуму температурный градиент между телом отливки и ГЦ, снижая растягивающее напряжение, вызванное сваркой.
4. Выберите подходящий метод сварки
Выберите метод сварки, наиболее подходящий для сплава железа. Тремя наиболее распространенными способами являются дуговая сварка, кислородно-ацетиленовая сварка и сварка пайкой, причем палка является наиболее популярной.
При электродуговой сварке для чугуна работают три первичных присадочных электрода: медный сплав, чугун с покрытием и никелевый сплав. Электроды из никелевого сплава довольно популярны для чугуна, потому что сварной шов никель-железо прочнее и имеет более низкий коэффициент теплового расширения, что снижает напряжения и повышает устойчивость к растрескиванию.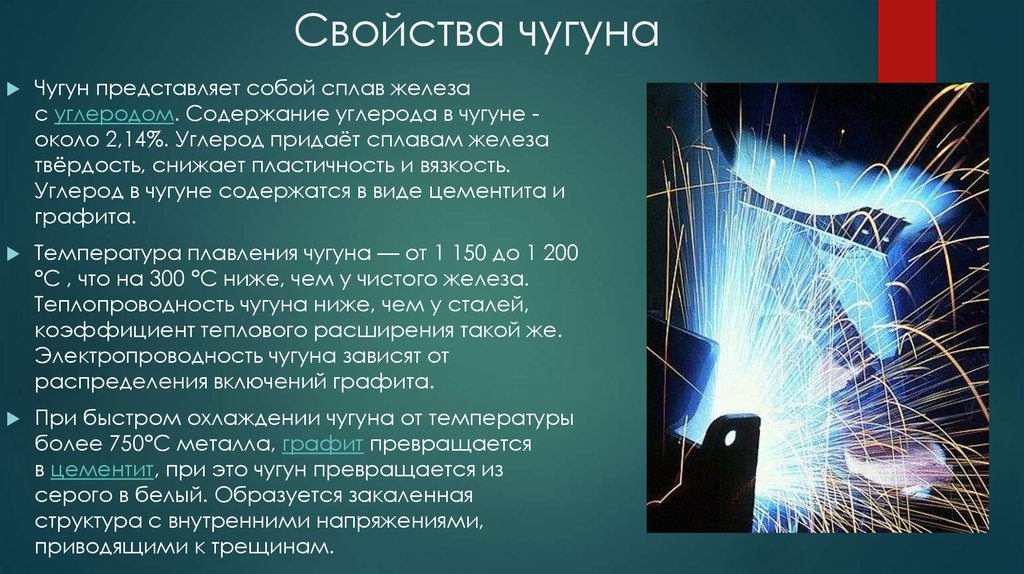
Направьте электрическую дугу на сварочную ванну, а не на основной металл. Это минимизирует разбавление. Используйте самую низкую настройку тока, одобренную производителем, чтобы снизить тепловую нагрузку. Предварительно нагрейте детали как минимум до 250 ° F перед сваркой медью, чугуном или электродами. При использовании никелевых электродов предварительный нагрев не требуется.
Сварка стального литья
Обучение сварке стального литья не так сложно, как сварка чугуна. Это связано с тем, что литая сталь представляет собой углеродистую или легированную сталь, которая была расплавлена и отлита в определенную форму. Однако, несмотря на то, что литая сталь имеет сходные свойства с прокатной сталью, некоторые отличия затрудняют ее сварку.
Несмотря на то, что вы можете сваривать литую сталь, используя процессы MIG или TIG, многие специалисты по сварке рекомендуют сварку электродами с использованием стержней E7018 для низкоуглеродистых сплавов и стержней из нержавеющей стали для трудносвариваемых отливок.
Одной из проблем при сварке стального литья является предотвращение деформации. Вот несколько советов, которые помогут в этом:
- Предварительный нагрев отливки: отливки могут иметь неправильную форму, при этом более тонкие участки нагреваются быстрее. Сконцентрируйте тепло на более толстых участках.
- Частые прихватки.
- Установите наименьшую силу тока, которая обеспечит достаточно прочный сварной шов.
- Используйте максимально возможную скорость движения.
- Использовать меньше проходов.
- Замедлите охлаждение, завернув его в сварочные одеяла или закопав в песок.
- Еще несколько советов по успешной сварке стального литья:
- Очистите свариваемые кромки до голого металла.
- Подогрейте стальную отливку, если она содержит более 0,40% углерода или если это низколегированная сталь. Предварительный нагрев до 250°F предотвращает попадание водорода в сварной шов.
- Если вы свариваете в холодной среде, предварительно нагрейте отливки с низким содержанием углерода до 75°F.

- Если вы ремонтируете трещину, просверлите оба конца (1/8″) и удалите трещину шлифовкой или выдалбливанием.
Как сваривать толстый чугун
Толстые отливки часто становятся твердыми после сварки, и спустя долгое время после ее завершения может появиться холодное растрескивание. Или любые добавленные примеси могут концентрироваться в центре сварного шва, вызывая трещину еще до того, как сварной шов остынет.
Вот несколько советов по сварке толстого чугуна:
- Держите электрод вертикально при сварке чугуна.
- Делайте это медленно и постепенно, ограничивая количество, которое вы используете каждый раз.
- При ремонте трещины нанесите небольшое количество валика на каждый конец, чтобы предотвратить ее распространение.
- Сохраняйте твердую руку и постоянную скорость.
Помните, чем дольше остывает сварной шов, тем прочнее будет соединение. Железо хрупко, а тепло вызывает напряжение в материале и ослабляет структурную целостность.
Введение Чугун значительно хуже поддается сварке, чем низкоуглеродистая сталь. Чугун содержит гораздо больше углерода и кремния, чем сталь, в результате чего чугун менее пластичен и более металлургически деформируется при сварке. Тем не менее, было выполнено много успешных ремонтных сварных швов из чугуна при техническом обслуживании и восстановлении отливок. Степень хрупкости и вероятность растрескивания свариваемого материала будут зависеть от вида отливки, термической обработки и способа сварки. Наиболее важным аспектом сварки чугуна является наличие чистой и свободной от дефектов поверхности перед сваркой, поскольку отливки, бывшие в эксплуатации, могут быть пропитаны маслом или смазкой. Пропитанное масло или другое летучее вещество можно удалить, используя окисляющее кислородно-ацетиленовое пламя для нагрева отливки или канавки сварного шва примерно до 900°F в течение примерно 15 минут, а затем проволочной щеткой, шлифованием или ротационным заполнением для удаления остатка. Преимущество этого метода заключается в дегазации отливки и удалении некоторого количества графита с поверхности. Новые отливки представляют меньше проблем с очисткой, чем отливки, бывшие в эксплуатации. Для ремонта отливок с трещинами просверлите отверстие на каждом конце трещины, чтобы предотвратить ее дальнейшее распространение, и зашлифуйте до дна. Начинайте сварку с просверленного конца трещины, где сопротивление больше всего, и двигайтесь к свободному концу. Отливки, которые должны передавать довольно большие рабочие нагрузки, часто имеют сварное соединение с помощью механических средств, таких как болтовые ленты или обручи, которые насаживаются. Сломанные зубья крупных чугунных шестерен иногда ремонтируют шиповкой. На поверхности трещины сверлятся отверстия и нарезаются резьбы, и в них ввинчиваются шпильки из мягкой стали. Затем они покрываются наплавленным металлом и наращиваются до требуемых размеров. После этого они подвергаются механической обработке или шлифуются до нужной формы. Меры предосторожности при сварке чугуна
Хотя многое можно сделать без предварительного нагрева, растрескивание (из-за недостаточной пластичности отливок, особенно сложной формы) можно свести к минимуму за счет соответствующего предварительного нагрева. Как правило, все чугуны необходимо предварительно нагревать при кислородно-ацетиленовой сварке.
Термическая обработка после сварки может состоять из полного отжига или снятия напряжения: когда термическая обработка не применяется, сваренную отливку обычно медленно охлаждают от температуры сварки до комнатной температуры, покрывая ее изоляционным материалом, таким как известь, молотый асбест, или вермикулит. По возможности рекомендуется снимать напряжение при температуре 1150°F и затем охлаждать печь до температуры не менее 700°F. Полный отжиг при 1650°F иногда используется для получения максимального размягчения зоны сварки или более полного снятия напряжения. Однако отжиг снижает предел прочности на растяжение в литом состоянии для всех видов чугуна, кроме самого мягкого. В критических случаях, требующих радиографического или ультразвукового контроля после термообработки, отливки часто проверяют и перед обработкой, чтобы избежать ненужных затрат, если должен присутствовать внутренний дефект. Упрочнение Удовлетворительные сварные швы могут быть выполнены на чугуне без предварительного нагрева с использованием электродов, наплавляющих мягкие металлы, и проковки сварного шва тупым инструментом (например, шаровым молотком) сразу после сварки. Это расширяет металл сварного шва и противодействует эффекту усадки. Наиболее подходящими электродами для электродуговой сварки защитным металлом являются Aufhauser NickelRod #99 и NickelRod #55 . Серый чугун Никелевый стержень № 99 больше подходит для одиночных слоев и для заполнения небольших дефектов, так как наплавка остается легко обрабатываемой. Однослойные сварные швы из NickelRod #55 не так хорошо поддаются механической обработке, как NickelRod #99, однако обладают повышенной прочностью и пластичностью. Сварные швы NickelRod № 55 более устойчивы к таким загрязняющим веществам, как сера и фосфор, и превосходят электроды NickelRod № 99 при сварке отливок с высоким содержанием фосфора. Проклевка является обязательной для серых чугунов. Соединение чугуна со сталью может выполняться литым никелевым стержнем № 55 или никелевым стержнем № 99, но предпочтительнее использовать никелевый стержень № 55. Электроды на основе железа, в том числе электроды с водородным управлением, как правило, не рекомендуются для сварки чугуна. Кронштейны, проушины и даже изнашиваемые пластины могут быть прикреплены к отливке с использованием правильных параметров и Ковкий чугун Ковкий чугун можно ремонтировать только с помощью NickelRod #55 из-за его более высокой прочности на растяжение и лучшей пластичности. При сварке ковких чугунов проплавление должно быть низким, а широкие швы или полости должны наращиваться по бокам к центру. Следует использовать бусины-стрингеры или узкие переплетения. Отсадите короткие шарики и дайте остыть до температуры предварительного нагрева. Обычно они свариваются с помощью никелевого стержня # 55 . Хотя аустенитные отливки можно сваривать никелевым стержнем № 55, такой сварной шов может оказаться непригодным для применений, где коррозионная/термостойкость не соответствует основному металлу. GMAW чугуновЧугуны обычно считаются непригодными для сварки с использованием процесса дуговой сварки металлическим газом. FCAW из чугуна Дуговая сварка чугуна порошковой проволокой выполняется с использованием более высокого тока, чем при дуговой сварке защищенным металлом. Это компенсируется более высокими скоростями перемещения, как при обычной дуговой сварке порошковой проволокой. Для успешной кислородной сварки необходимо, чтобы деталь была предварительно нагрета до тусклого красного каления (примерно 650°C). Нейтральное или слегка уменьшающее пламя следует использовать со сварочными наконечниками со средней или высокой скоростью пламени. Температуры должны поддерживаться во время сварки. Как и при подготовке SMAW, необходимо использовать печь, чтобы обеспечить равномерный нагрев крупных отливок. Важно, чтобы отливка была защищена от сквозняка во время сварки, и должны быть приняты меры для поддержания необходимого предварительного нагрева. Важно избегать резкого охлаждения отливки; в противном случае может быть получен белый чугун, очень твердый и хрупкий. Кислородно-кислородная сварка подходит для серых чугунов с электродом типа AWS A5.15 RCI Aufhauser RCI , RCI-A и должна использоваться с подходящим флюсом, таким как Aufhauser Cast Iron Flux. Аустенитные чугуны можно сваривать в кислородной среде только с использованием расходных материалов типа AWS RCI-B. Сварка чугуна пайкойСварку пайкой следует использовать только для ремонта старых отливок из-за плохого совпадения цвета с новыми отливками. Сварка пайкой подходит для серого, аустенитного и ковкого чугуна. Однако прочность соединения, эквивалентная сварке плавлением, возможна только для серого чугуна. Следует использовать нейтральное или слегка окисляющее пламя. Техническая и торговая информация Сварка пайкой имеет преимущества по сравнению с кислородной сваркой, поскольку плавится при более низкой температуре, чем чугун. Пайка чугунаК чугуну применимы любые процессы пайки, подходящие для стали. Операции до и после пайки должны быть аналогичны стандартным процессам пайки. Расходные материалы, подходящие для пайки углеродистой стали, можно использовать для чугуна. Порошковое напыление чугуна Порошковое напыление особенно подходит для обработки кромок, углов, неглубоких полостей и тонких срезов, так как на них обычно нет подрезов. Пористые участки должны быть отшлифованы до формы блюдца или чашки без выступающих краев. Острые углы, кромки и выступающие точки должны быть удалены или закруглены, так как они могут раствориться в расплавленном металле, образуя твердые пятна. |
 Все поверхностные загрязнения должны быть удалены с помощью растворителей, коммерческих чистящих средств или средств для удаления краски. Литьевая корка должна быть удалена со свариваемых поверхностей. Глухие трещины и ямки должны быть полностью зачищены до прочного металла механическими средствами, такими как шлифовка, скалывание, заполнение роторным способом или дробеструйная обработка. Трещины должны быть раскопаны на всю их длину и глубину. Раскопайте губчатые области и точечные отверстия.
Все поверхностные загрязнения должны быть удалены с помощью растворителей, коммерческих чистящих средств или средств для удаления краски. Литьевая корка должна быть удалена со свариваемых поверхностей. Глухие трещины и ямки должны быть полностью зачищены до прочного металла механическими средствами, такими как шлифовка, скалывание, заполнение роторным способом или дробеструйная обработка. Трещины должны быть раскопаны на всю их длину и глубину. Раскопайте губчатые области и точечные отверстия. Однако из свариваемого стыка и прилегающих поверхностей отливки необходимо удалить литейную корку, песок и другие посторонние материалы.
Однако из свариваемого стыка и прилегающих поверхностей отливки необходимо удалить литейную корку, песок и другие посторонние материалы. (Это не так важно при сварке ПГ из-за его хорошей пластичности.)
(Это не так важно при сварке ПГ из-за его хорошей пластичности.) Этот предварительный нагрев снижает требования к тепловложению при сварке. При использовании чугунного присадочного металла требуется сильный предварительный нагрев, поскольку металл сварного шва имеет низкую пластичность при температуре вблизи комнатной. Чтобы избежать таких требований к предварительному нагреву, вы можете использовать Aufhauser NickelRod #99 с основным металлом при комнатной температуре или чуть выше. Сварной шов легко поддается деформации при охлаждении и снимает сварочные напряжения, которые в противном случае могли бы вызвать растрескивание сварного шва.
Этот предварительный нагрев снижает требования к тепловложению при сварке. При использовании чугунного присадочного металла требуется сильный предварительный нагрев, поскольку металл сварного шва имеет низкую пластичность при температуре вблизи комнатной. Чтобы избежать таких требований к предварительному нагреву, вы можете использовать Aufhauser NickelRod #99 с основным металлом при комнатной температуре или чуть выше. Сварной шов легко поддается деформации при охлаждении и снимает сварочные напряжения, которые в противном случае могли бы вызвать растрескивание сварного шва. Вот почему локальный предварительный нагрев всегда должен быть постепенным.
Вот почему локальный предварительный нагрев всегда должен быть постепенным.
 Хорошей практикой является наплавка коротких сварных швов (по 50 мм за один раз), а затем прокалка до того, как произойдет слишком сильное охлаждение. (Aufhauser NickelRod #99 мягкий и допускает упрочнение).
Хорошей практикой является наплавка коротких сварных швов (по 50 мм за один раз), а затем прокалка до того, как произойдет слишком сильное охлаждение. (Aufhauser NickelRod #99 мягкий и допускает упрочнение).
 Проклевка желательна, но не так критична, как при сварке серого чугуна.
Проклевка желательна, но не так критична, как при сварке серого чугуна. С помощью процесса FCAW можно сваривать как серый, так и ковкий и ковкий чугун. Подготовка и термообработка почти такие же, как и для SMAW. NickelRod #55 и NickelRod #99 наиболее подходят для FCAW чугунов.
С помощью процесса FCAW можно сваривать как серый, так и ковкий и ковкий чугун. Подготовка и термообработка почти такие же, как и для SMAW. NickelRod #55 и NickelRod #99 наиболее подходят для FCAW чугунов.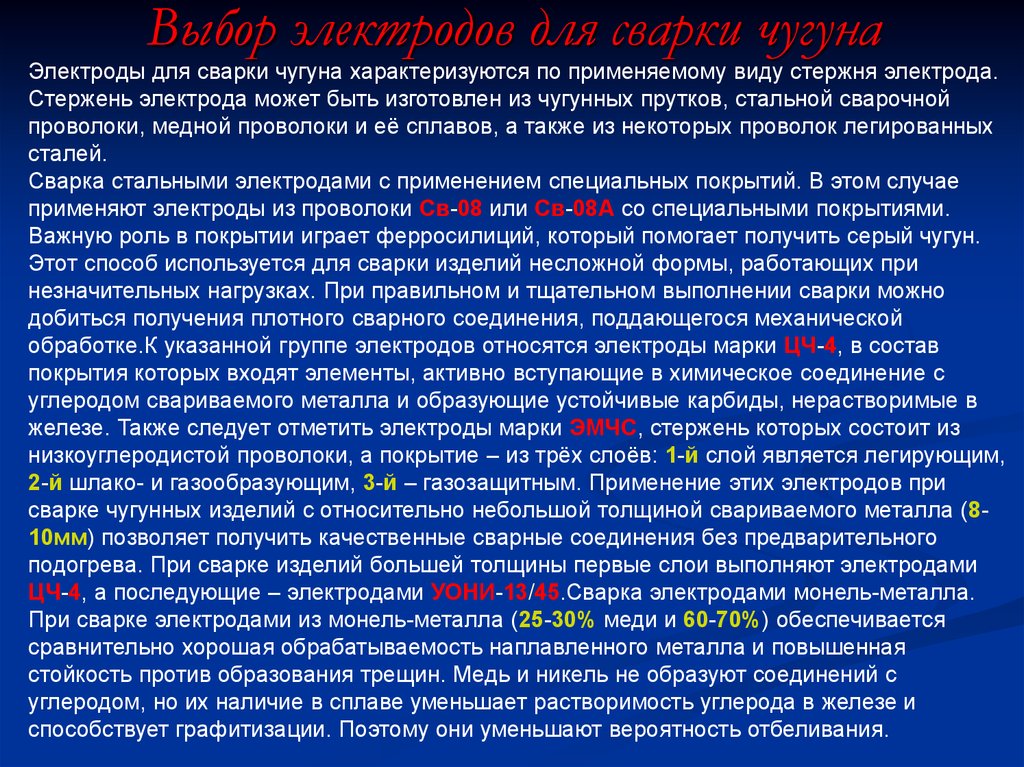 Это может привести к растрескиванию или сделать последующую подгонку невозможной.
Это может привести к растрескиванию или сделать последующую подгонку невозможной.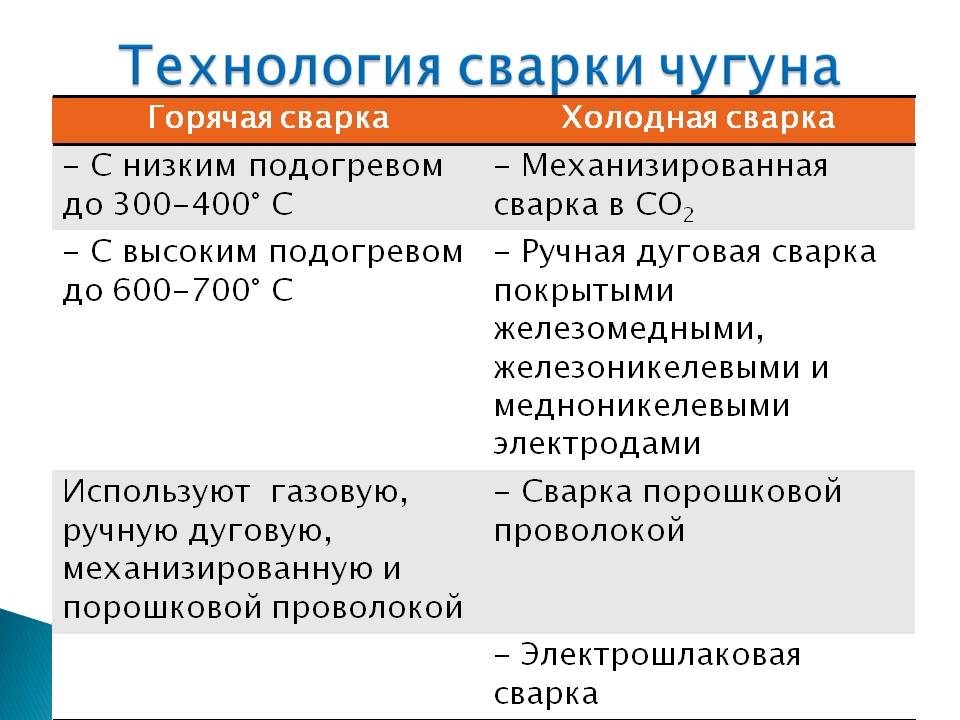 Это позволяет снизить предварительный нагрев (320-400°C). Как и при других формах сварки, поверхность должна быть тщательно очищена, чтобы углерод не загрязнял нагар.
Используемые расходные материалы: AWS RBCuZn-C (Aufhauser 681 Low-Fuming Bronze ) и AWS RBCuZn-D (Aufhauser 773 Nickel Silver ) Типы.
Это позволяет снизить предварительный нагрев (320-400°C). Как и при других формах сварки, поверхность должна быть тщательно очищена, чтобы углерод не загрязнял нагар.
Используемые расходные материалы: AWS RBCuZn-C (Aufhauser 681 Low-Fuming Bronze ) и AWS RBCuZn-D (Aufhauser 773 Nickel Silver ) Типы.