Свариваемость стали: Свариваемость стали – общая информация
alexxlab | 30.06.2023 | 0 | Разное
Свариваемость стали – общая информация
Сварка — один из методов создания неразъемных металлических конструкций. Прочность шва, образующегося в местах соединения составных частей, зависит от такой характеристики стали, как «свариваемость».
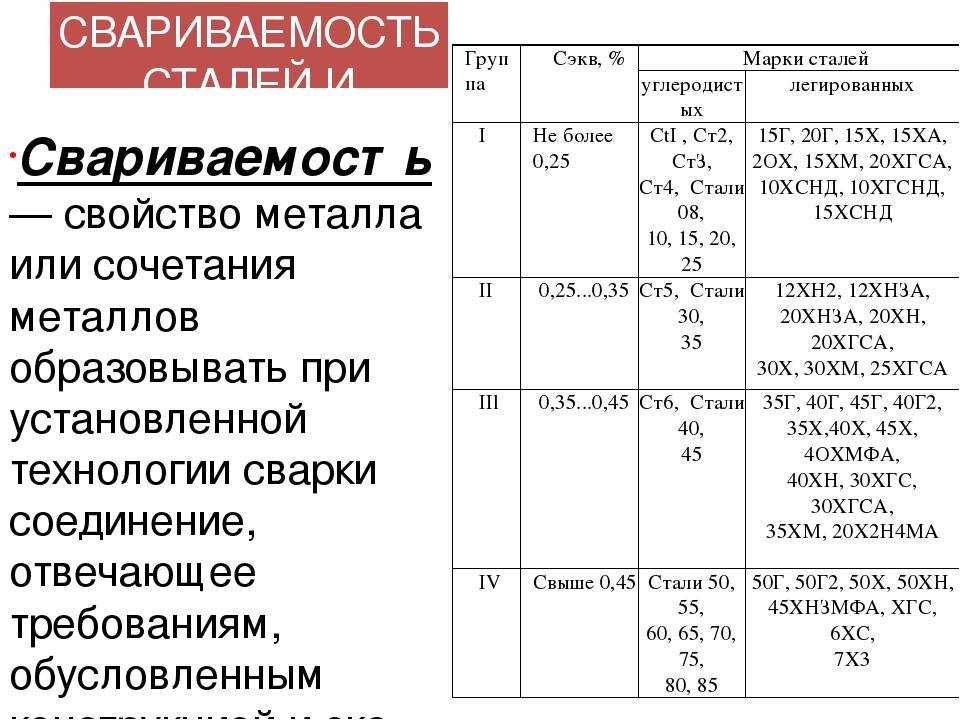
Классификация стали по степени ее свариваемости
Сталь представлена различными группами марок, обладающими своими физико-химическими свойствами. Вследствие этого, у металлических изделий неодинаковый показатель свариваемости. В зависимости от этого параметра железо-углеродистые сплавы подразделяется на четыре категории.
- Хорошая
При сварке получается качественный шов. Металл не требует предварительного нагрева для проведения работ, а сами они проходят в обычном режиме и с применением всех известных технологий. - Удовлетворительная
Чтобы создать качественное сварное соединение, стальные изделия необходимо подготовить, то есть разогреть. - Ограниченная
Перед сваркой металлические изделия сначала разогревают, а после их соединения подвергают еще и термической обработке.
- Плохая
Такая сталь характеризуется тем, что во время сварки (после нее) на поверхности образуются трещины, а также могут возникать «закалочные» структуры, снижающие прочность и надежность соединения, делающие его хрупким.

Методы расчета углеродного эквивалента
Свойства стали вообще зависят от присутствия в сплаве железа и углерода других металлов. Зная их содержание, с помощью эмпирической формулы не составляет труда рассчитать значение так называемого углеродного эквивалента (Сэ). Эта величина позволяет определить, каких результатов ждать от сварки металлических изделий.
В России для оценки сварных характеристик проката, идущего на создание конструкций, используют формулу, утвержденную ГОСТ ГОСТ 27772-88 :
Сэ=С+(Р/2)+(Сг/5)+(Mn/6)+(Cu/13)+(V/14)+(Si/24)+(Ni/40).
В Европе для расчетов применяется следующая зависимость:
Сэ=С+(Мп/6)+(Cr+Mo+V)/5 + (Ni+Cu)/15.
В Японии такая методика определения углеродного эквивалента:
Сэ=С+(Мо/4)+(Сг/5)+(Мп/6)+(Si/24)+(Ni/40),
где С, P, Cr, Mn, Cu, V, Si, Ni, Мо — массовые доли (в %) углерода, фосфора, хрома, марганца, меди, ванадия, кремния, никеля, молибдена.
Сталь считается не склонной к трещинообразованию, если значение углеродного эквивалента «С» меньше 0,45%. В противном случае, когда уже существует вероятность их появления, перед сваркой части, требующие соединения, необходимо прогреть.
Вычисление значения твердости в зоне термического влияния
Следующий параметр, на который следует обратить внимание, — твердость зоны термического влияния (ЗТВ). Так называют участок изделия, который расположен возле образовавшегося шва. В этой области под воздействием температуры происходят фазовые превращения с изменением внутренней структуры металла. Порой это чревато тем, что сталь становится хрупкой.
Твердость металла в этой зоне определяют по методу Виккерса. Если ее значения лежат в диапазоне 350-400 по специальной HV-шкале, то на участке ЗТВ точно находятся продукты распада аустенита (одна из модификаций железа и его сплавов), как раз и инициирующие образование холодных трещин.
Максимальное значение твердости углеродистой и низколегированной стали вычисляют, располагая данными о химическом составе металла, по этой формуле:
HVmax = 90+1050*С+75*Mn+47*Si+31*Cr+30*Ni,
где С, Mn, Si, Cr, Ni — массовые доли (в процентах) химических элементов.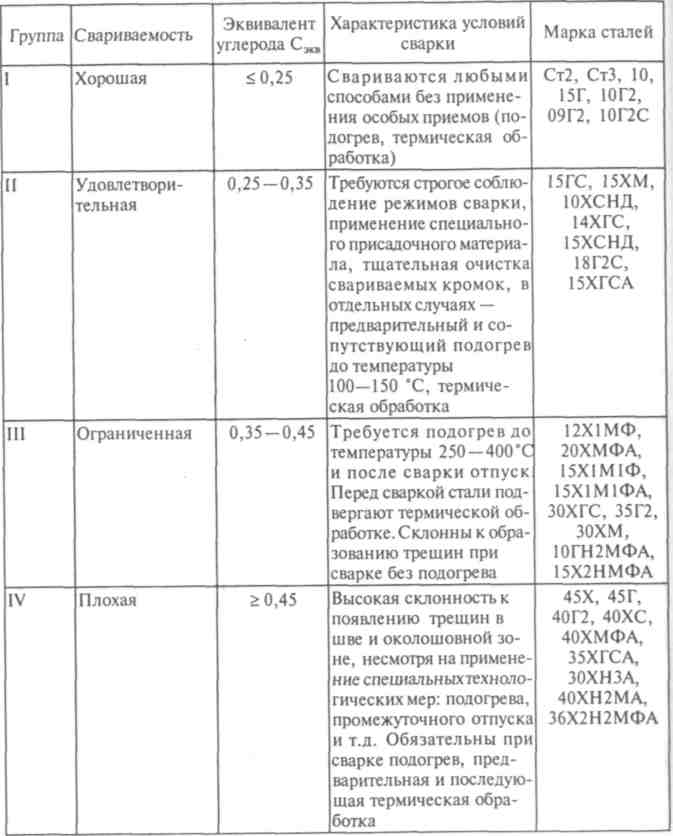
Определение чувствительности стали к образованию холодных трещин
Холодные трещины образуются после сварки из-за растягивающих остаточных напряжений. Их сила зависит от жесткости получившейся конструкции и толщины шва. Определить ее значение позволяет коэффициент интенсивности жесткости — К. Он характеризует приложенное усилие, которое на 1 мм раскрывает зазор, оказавшийся в сварном соединении шириной так же 1 мм. Подсчитывается он так:
К = Kq*S,
где Kq — это константа, которую принято считать равной 69, S — толщина стального листа (в мм). Важно отметить, что соотношение справедливо только, если толщина листа не превышает 150 мм.
Насколько сталь может быть подвержена образованию холодных трещин, помогает узнать параметрическое уравнение:
Pw=Рш+(Н/60)+0,25*К/105,
где Рш — коэффициент «охрупчивания» (так называют процесс, когда из вязкого состояния металл переходит в хрупкое), Н — количество диффузионного водорода, К — коэффициент интенсивности жесткости.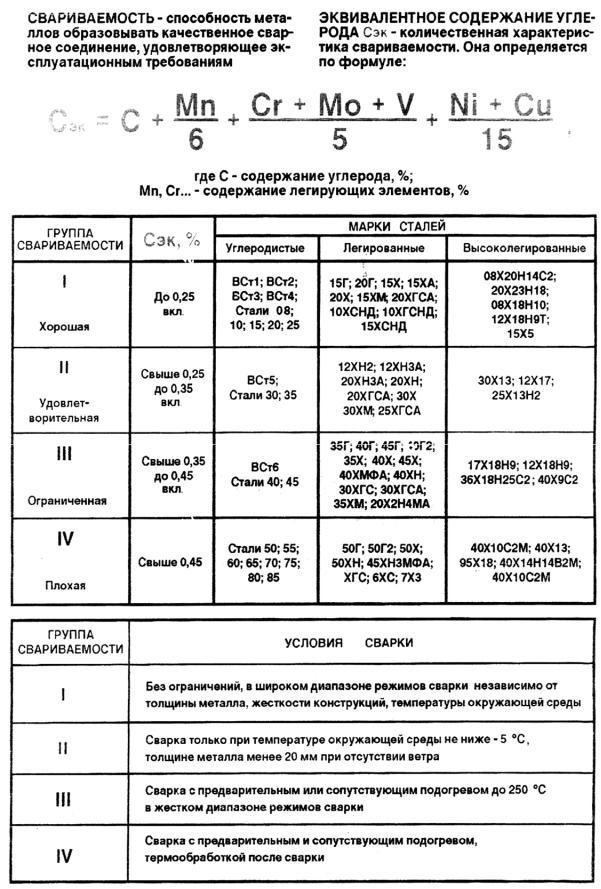
Значение Рш находится при решении уравнения Бес-Сио:
Рси=С+5*В+Si/30+ Ni/60+(Mo+V)/15+(Mn+Cu+Cr)/20.
Результаты неоднократно проведенных исследований помогли установить порог значения, при котором проявляется чувствительности стали к образованию холодных трещин. Это случается, если значение Pw превышает 0,286.
Способы устранения холодных трещин при сварке
Образование трещин ухудшает поверхность металла и, соответственно, уменьшает прочность готовой конструкции. Предотвратить их появление поможет следующее:
- пересмотр (изменение) конструктивных решений, который позволит снизить жесткость в области сварного узла;
- тщательный контроль за ходом проведения сварки при оптимальном режиме поможет уменьшить содержание диффузионного водорода;
- проведение сварочных работ с соблюдением особых параметров, которые воспрепятствуют охрупчиванию металла и будут содействовать удалению из шва диффузионное водорода.
Из перечисленных способов, снижения вероятности появления холодных трещин при проведении сварочных работ, самый востребованный — последний.
К оглавлению справочника
Свариваемость сталей | Полезные статьи о металлопрокате
- Свариваемость стальных сплавов: основные показатели
- Свариваемость: критерии и особенности
- Влияние свариваемости на свойства стальных сплавов
- Классификация сталей по свариваемости
Такое понятие, как физическая свариваемость стали подразумевает возможность соединения двух конструкционных деталей с образованием шва в области стыка, и, как следствие – получение изделия монолитного типа. Это свойство характерно для всех технических сплавов железа. Процесс сварки может применяться к некоторым сочетаниям стали и неметаллов.
Результатом сварки железа или подобного материала является соединение, которое должно отвечать всем утвержденным на законодательном уровне требованиям эксплуатации металлических изделий (согласно ГОСТ 2601). В зависимости от типа металла и образующихся из него сплавов, условия и показатели свариваемости могут существенно отличаться.
Существует понятие уровня свариваемости сталей. Это изменение показателей сварной конструкции по отношению к основному материалу (в том числе, металлу). Этот показатель определяется по количеству вариантов и режимов сварки, которые могут применяться к данному типу металлов. То есть, чем большее количество режимов сварки можно использовать, тем выше степень свариваемости определенного металла. Сталь считается металлом с высоким показателем степени свариваемости.
При оценивании возможности сварки сталей, определяется главный критерий – химический состав используемого сплава. Пластичность, уровень закаливаемости и возможность плавки сплава напрямую зависит от его состава.
На уровень свариваемости определенных металлов могут повлиять такие свойства:
- Наличие определенных примесей. Компоненты, которые могут определяться в составе железа, могут провоцировать снижение или повышение обрабатываемости материала сваркой.
- Одним из самых вредных компонентов, содержащихся в железном сплаве, является фосфор.
 При его повышенной концентрации в составе, в металле может увеличиваться вероятность появления хладоломкости.
При его повышенной концентрации в составе, в металле может увеличиваться вероятность появления хладоломкости. - Красноломкость и наличие горячих трещин могут возникать в материале при свариваемости при наличии в химической формуле такого элемента, как сера.
- В формуле практически любого типа стали присутствует кремний, но, как правило, его концентрация не превышает 0.3%. В таком количестве он не влияет на качество обрабатываемости металла. Но при увеличении концентрации химического элемента до показателя 1% и выше, могут образовываться тугоплавкие оксиды, тем самым снижается показатель свариваемости.
- Марганец в составе стали также непосредственно влияет на качество обработки материала. При увеличении концентрации химического элемента возрастает вероятность возникновения серьезных деформаций и трещин в составе металла.
- Одним из главных легирующих компонентов в формуле стали считается никель. Его концентрация в разных металлах может достигать 35%.
 Компонент влияет на пластичность и прочность стали, также является важным компонентом для улучшения основных характеристик материала.
Компонент влияет на пластичность и прочность стали, также является важным компонентом для улучшения основных характеристик материала. - При определении качества свариваемости сталей необходимо брать во внимание уровень концентрации азота в составе. При охлаждении сварочной ванны, химический элемент может образовывать компоненты, способные увеличить прочность и твердость материала. Также азот в составе материала в большей степени снижает показатель пластичности материала.
Существует классификация железных соединений по свариваемости в соответствии с особенностями структуры и химической структуры стали. Для определения подходящего сплава для сваривания, нужно учитывать состав материалов.
При малом показателе концентрации примесей и химических компонентов, металл лучше поддается сварке. При определении характеристик свариваемости сталей нужно учитывать, что некоторые химические компоненты могут улучшить показатель свариваемости, другие – ухудшить.
Свариваемость: критерии и особенности
Критерии свариваемости всех групп сталей определяются в зависимости от свойств материалов.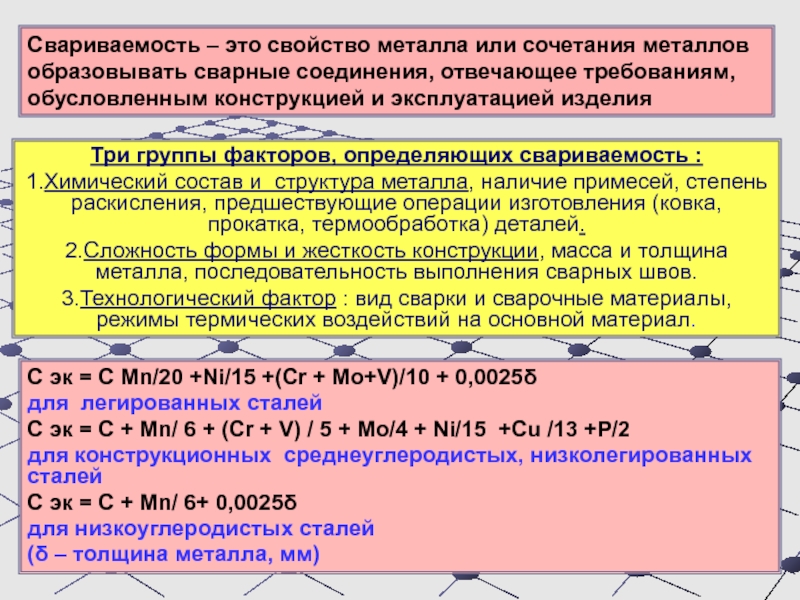
К основным показателям относят такие характеристики:
- Показатель чувствительности стали к воздействию высоких температур, которые возникают при сварке.
- Обладает ли сталь склонностью к образованию зерна с дальнейшей сохранностью пластических и прочностных характеристик, а также вероятностью структурного и фазового изменения в области воздействия высоких температур при сварке.
- Химическая активность стали, которая непосредственно влияет на окисляемость при воздействии высоких температур во время сварочного процесса.
- Устойчивость стали к образованию трещин и пор, как в холодном, так и горячем состоянии.
Непосредственное влияние на качество металла и его свариваемости оказывает раскисляемость. Эта характеристика определяется из-за концентрации марганца, кремния и прочих химических элементов, а регулируется равномерностью распределения примесей. По такому критерию определяется маркировка металлов: «кп» – кипящая сталь, «пс» – сплав полуспокойной концентрации, «сп» – спокойный металл.
Влияние свариваемости на свойства стальных сплавов
Процесс свариваемости сталей непосредственно влияет на нагрев стали с показателем, превышающим критический в области образования шва. В результате термического воздействия образуется аустенит, или модификация высокотемпературного гранецентрированного типа металла и его сплава. Во время снижения температуры, такое соединение образует новую структуру, показатели и особенности которой напрямую зависят от скорости охлаждения и термокинетических изменений, которые происходят в стали.
Также на качество стыков при сваривании металлов влияет тип соединения:
- стыковые соединения;
- нахлесточные стыки;
- тавровые соединения.
Классификация сталей по свариваемости
Существует классификация сталей по свариваемости, исходя из характеристик материала. Группа металла определяется, учитывая склонность материала к деформации, возникновению трещин и механических свойств соединения.
Исходя из прочностных показателей, определяется следующая классификация металлов:
- Металлы, обладающие хорошей свариваемостью (при показателе Сэкв≥0.25) могут применяться для сваривания без предварительного прогрева сплава или термической обработки швов. Для снижения напряжения в стали выполняется определенный отпуск. Такое свойство металлов напрямую относится к низкой концентрации углерода в химическом составе материала.
- Вторая группа металлов склонна при сваривании образовывать трещины или дефекты на швах. Такие изделия относят к металлам с удовлетворительной свариваемостью (0.25%≤Сэкв≤0.35%). Для этих материалов рекомендуется перед началом процесса сварки проводить предварительный подогрев изделия, а также по завершению процесса – изделию необходима термическая обработка, которая способствует снижению напряжения.
- Металл с ограниченным показателем свариваемости (0.35%≤Сэкв≤0.24%) склонен к образованию трещин во время сваривания. Чтобы исключить вероятность деформации в процессе сваривания, металл необходимо предварительно разогреть, а после сварки – термически обработать.

- Последняя группа металлов – стали, которые в большинстве случаев после сварки на швах образуют трещины. Их называют металлами плохой свариваемости (Сэкв≥0.45%). При этом, не всегда проблему решает предварительная термическая обработка сплава. Для таких изделий целесообразно использовать многоступенчатое улучшение швов после их сварки.
Для хорошей свариваемости стали применяются различные методы, в том числе, азотирование или закалка металла. Классификация сталей дает возможность легко сориентироваться в технологических характеристиках сварки определенных групп железоуглеродистых сплавов.
Для обеспечения качественного шва двух и более металлических изделий необходимо подобрать способ сварки:
- Ручное дуговое сваривание с использованием предварительно прокаленных электродов, которые могут подбираться исходя из параметров железа, диаметром от 2 до 5 мм. Процесс сварки осуществляется под воздействием постоянного тока.
- Газовая сварка металлических изделий не так популярна, но возможна.
 Процесс осуществляет с использованием присадочной проволоки. Возникающие в процессе дефекты на швах устраняются посредством нормализации или отжига.
Процесс осуществляет с использованием присадочной проволоки. Возникающие в процессе дефекты на швах устраняются посредством нормализации или отжига.
Все однородные металлы имеют физические свойства свариваемости. Возможность и качество свариваемости разнородных сталей зачастую определяется вероятностью возникновения препятствий протекания необходимых физико-механических процессов в зоне сварки.
Свариваемость конструкционных сталей
Сопутствующая информация
1. ВВЕДЕНИЕ
1.1 Краткое описание процесса сварки
Сварка – это процесс соединения, в котором совместное производство может быть достигнуто с использованием высоких температур, высокого давления или того и другого одновременно. . В этой лекции обсуждается только использование высоких температур для изготовления соединения, поскольку это, безусловно, самый распространенный метод сварки конструкционных сталей. По сути, это процесс, при котором интенсивный источник тепла воздействует на соединяемые поверхности для достижения локального плавления. Обычно в расплавленную сварочную ванну добавляют дополнительный «присадочный металл», чтобы перекрыть зазор между поверхностями и получить требуемую форму и размеры сварного шва при охлаждении. В наиболее распространенных процессах сварки стальных конструкций используется электрическая дуга, поддерживаемая между стержнем присадочного металла и заготовкой, чтобы обеспечить интенсивный источник тепла.
Обычно в расплавленную сварочную ванну добавляют дополнительный «присадочный металл», чтобы перекрыть зазор между поверхностями и получить требуемую форму и размеры сварного шва при охлаждении. В наиболее распространенных процессах сварки стальных конструкций используется электрическая дуга, поддерживаемая между стержнем присадочного металла и заготовкой, чтобы обеспечить интенсивный источник тепла.
При отсутствии защиты расплавленный металл в сварочной ванне может легко поглощать кислород и азот из атмосферы. Это поглощение может привести к пористости и хрупкости затвердевшего металла сварного шва. Методы, используемые для предотвращения поглощения газа в сварочной ванне, различаются в зависимости от процесса сварки. Ниже более подробно рассмотрены основные процессы сварки, применяемые для соединения конструкционных сталей.
1.2 Основные сварочные процессы
а. Ручная дуговая сварка металлическим электродом (MMA)
В этом процессе сварщик использует металлический стержневой электрод с плавким минеральным покрытием в держателе, подключенном к источнику электропитания. Между электродом и зоной сварки зажигается дуга, которая замыкает цепь возврата к источнику электроэнергии. Дуга плавит как электрод, так и область поверхности заготовки. Электромагнитные силы, создаваемые в дуге, помогают выбрасывать капли расплавленного электрода на расплавленную область заготовки, где два металла сплавляются, образуя сварочную ванну.
Между электродом и зоной сварки зажигается дуга, которая замыкает цепь возврата к источнику электроэнергии. Дуга плавит как электрод, так и область поверхности заготовки. Электромагнитные силы, создаваемые в дуге, помогают выбрасывать капли расплавленного электрода на расплавленную область заготовки, где два металла сплавляются, образуя сварочную ванну.
Покрытие электрода из флюса вносит свой вклад в содержание сварочной ванны за счет прямого добавления металла и металлургических реакций, которые очищают расплавленный металл. Флюс также создает локальную газообразную атмосферу, которая предотвращает поглощение атмосферных газов металлом сварного шва.
Существует множество типов электродов. Основные отличия между ними заключаются во флюсовом покрытии. Три основных класса электродов показаны ниже:
1. Рутил: электроды общего назначения для применений, не требующих строгого контроля механических свойств. Эти электроды содержат большое количество оксида титана в флюсовом покрытии.
2. Основной: Эти электроды обеспечивают сварку с большей прочностью и ударной вязкостью, чем рутиловые. Электроды имеют покрытие, содержащее карбонат кальция и другие карбонаты и плавиковый шпат.
3. Целлюлозный: дуга, создаваемая этим типом электрода, имеет очень проникающую способность. Эти электроды имеют высокую долю горючих органических материалов в своем покрытии.
б. Дуговая сварка под флюсом (SAW)
В этом процессе используется электрод из неизолированной проволоки и флюс, добавляемый отдельно в виде гранул или порошка поверх дуги и сварочной ванны. Флюс защищает расплавленный металл, образуя слой шлака, а также стабилизирует дугу.
Этот процесс используется, главным образом, в механической системе подачи непрерывного отрезка проволоки из катушки, в то время как сварочный провод перемещается вдоль соединения. Машина SAW может подавать несколько проволок, одну за другой, так что может быть выполнен многопроходный сварной шов. Дуговая сварка под флюсом обеспечивает более прочные соединения, чем ручная сварка, но она не подходит для труднодоступных мест.
в. Сварка в среде защитного газа
В этом процессе используется электрод из неизолированной проволоки, а вокруг дуги и сварочной ванны подается защитный газ. Этот газ предотвращает загрязнение электрода и сварочной ванны воздухом. Существует три основных варианта этого процесса, как показано ниже:
1. Сварка MIG (металл в инертном газе) – для защиты используется аргон или гелий. Этот процесс обычно используется для цветных металлов.
2. Сварка MAG (металл-активный газ) – двуокись углерода (обычно смешанная с аргоном) используется для защиты. Этот процесс обычно используется для углеродистых и углеродисто-марганцевых сталей.
3. TIG (вольфрамовый инертный газ) – аргон или гелий используется для защиты и зажигания дуги между заготовкой и неплавящимся вольфрамовым электродом. Этот процесс обычно используется для тонколистовой обработки и точной сварки.
1.3 Проектирование и подготовка сварного соединения
Существует два основных типа сварных соединений, известных как стыковые и угловые швы [1]. Схематические изображения этих двух типов сварных швов показаны на рис. 1. Фактическая форма сварного шва определяется подготовкой соединяемой области. Тип подготовки под сварку зависит от процесса сварки и технологии изготовления. Примеры различных видов подготовки под сварку показаны на рис. 2. Сварной шов должен быть расположен и сформирован таким образом, чтобы он был легко доступен с точки зрения как процесса сварки, так и положения сварки. Детализированная форма сварного шва предназначена для адекватного распределения имеющегося тепла и помогает контролировать проникновение металла сварного шва и, таким образом, обеспечивает прочное соединение. Трудно избежать дефектов, вызванных оператором, таких как непровар и непровар, если подготовка и конструкция шва препятствуют хорошему доступу для сварки.
Схематические изображения этих двух типов сварных швов показаны на рис. 1. Фактическая форма сварного шва определяется подготовкой соединяемой области. Тип подготовки под сварку зависит от процесса сварки и технологии изготовления. Примеры различных видов подготовки под сварку показаны на рис. 2. Сварной шов должен быть расположен и сформирован таким образом, чтобы он был легко доступен с точки зрения как процесса сварки, так и положения сварки. Детализированная форма сварного шва предназначена для адекватного распределения имеющегося тепла и помогает контролировать проникновение металла сварного шва и, таким образом, обеспечивает прочное соединение. Трудно избежать дефектов, вызванных оператором, таких как непровар и непровар, если подготовка и конструкция шва препятствуют хорошему доступу для сварки.
1.4 Влияние термического цикла сварки на микроструктуру
Интенсивное выделение тепла в процессе сварки влияет на микроструктуру как металла шва, так и основного металла вблизи границы плавления (граница между твердым и жидким металлом). Таким образом, цикл сварки влияет на механические свойства соединения.
Таким образом, цикл сварки влияет на механические свойства соединения.
Расплавленная сварочная ванна быстро охлаждается, так как соединяемые металлы действуют как эффективный теплоотвод. Это охлаждение приводит к тому, что металл шва имеет микроструктуру кокильного литья. При сварке конструкционных сталей присадочный металл обычно не имеет того же состава, что и основной металл. Если бы составы были одинаковыми, быстрое охлаждение могло бы привести к образованию твердых и хрупких фаз, т.е. мартенсита, в микроструктуре металла шва. Этой проблемы можно избежать, используя присадочные металлы с более низким содержанием углерода, чем основная сталь.
Основной металл вблизи расплавленной сварочной ванны быстро нагревается до температуры, которая зависит от расстояния до границы сплавления. Вблизи границы плавления достигаются пиковые температуры, близкие к точке плавления, в то время как материал, находящийся всего в нескольких миллиметрах от него, может достигать лишь нескольких сотен градусов по Цельсию. Исходный материал вблизи границы плавления нагревается в поле аустенитной фазы. При охлаждении эта область трансформируется в микроструктуру, отличную от остального исходного материала. В этой области скорость охлаждения обычно высока и, следовательно, существует тенденция к образованию структур низкотемпературного превращения, таких как бейнит и мартенсит, которые более твердые и более хрупкие, чем основная масса основного металла. Эта область известна как зона термического влияния (ЗТВ).
Исходный материал вблизи границы плавления нагревается в поле аустенитной фазы. При охлаждении эта область трансформируется в микроструктуру, отличную от остального исходного материала. В этой области скорость охлаждения обычно высока и, следовательно, существует тенденция к образованию структур низкотемпературного превращения, таких как бейнит и мартенсит, которые более твердые и более хрупкие, чем основная масса основного металла. Эта область известна как зона термического влияния (ЗТВ).
На микроструктуру ЗТВ влияют три фактора:
- Химический состав основного металла
- Скорость подведения тепла при сварке
- Скорость охлаждения в ЗТВ после сварки
Химический состав основного металла важен, поскольку он определяет прокаливаемость ЗТВ. Скорость подвода тепла имеет большое значение, поскольку она напрямую влияет на размер зерна в ЗТВ. Чем дольше время нахождения выше температуры укрупнения зерна основного металла при сварке, тем грубее структура в ЗТВ.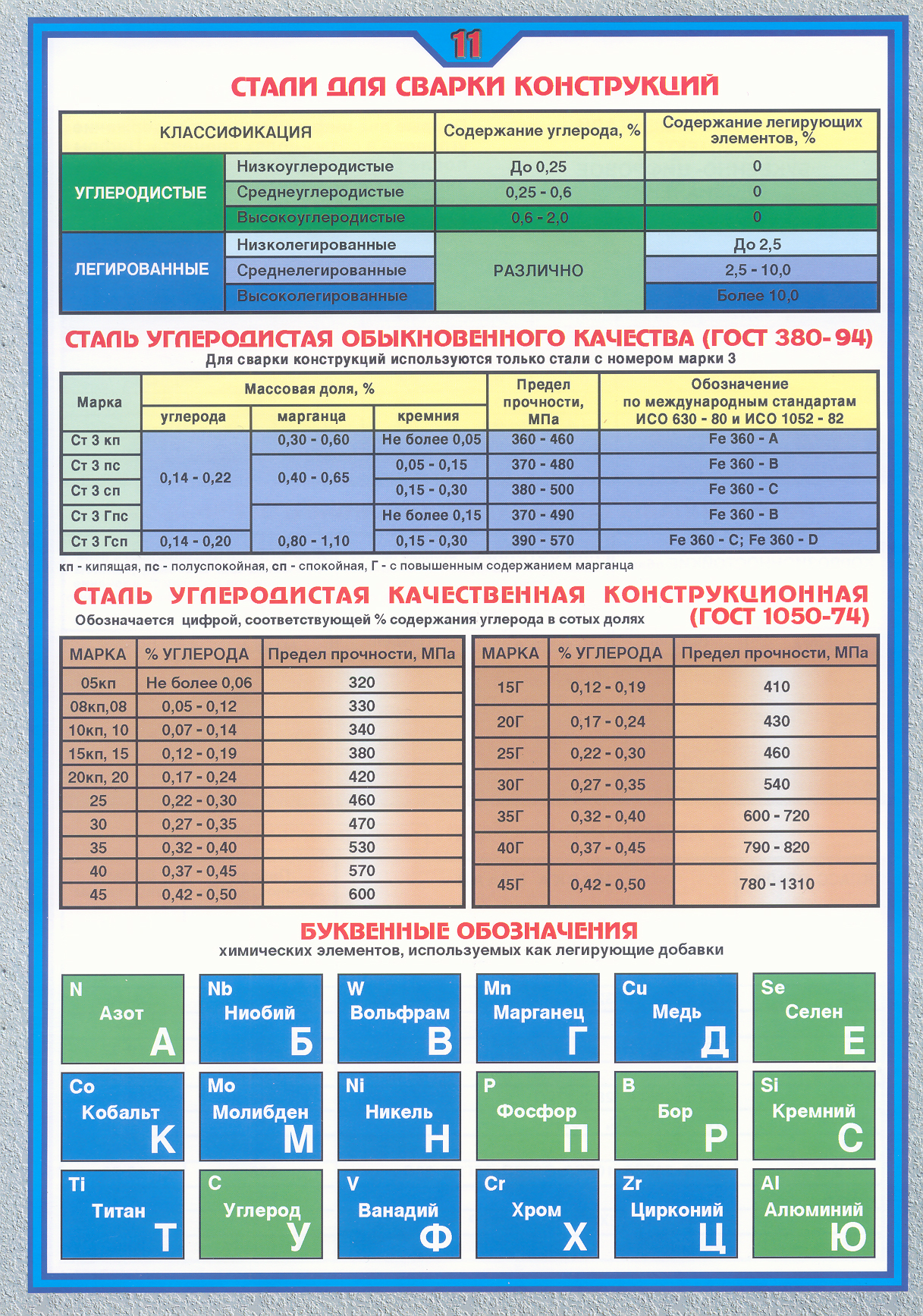 Как правило, высокая скорость подвода тепла приводит к более длительному термическому циклу и, следовательно, к более грубой микроструктуре ЗТВ. Следует отметить, что скорость тепловложения также влияет на скорость охлаждения в ЗТВ. Как правило, чем выше скорость подвода тепла, тем ниже скорость охлаждения. Величина подводимого тепла зависит от параметров процесса сварки: напряжения дуги, тока дуги и скорости сварки. Помимо скорости подводимого тепла, на скорость охлаждения в ЗТВ влияют еще два фактора. Во-первых, важны конструкция и толщина шва, поскольку они определяют скорость отвода тепла от сварного шва во время охлаждения. Во-вторых, температура соединяемых деталей, т. е. любой предварительный нагрев, имеет большое значение, поскольку определяет температурный градиент, существующий между сварным швом и основным металлом.
Как правило, высокая скорость подвода тепла приводит к более длительному термическому циклу и, следовательно, к более грубой микроструктуре ЗТВ. Следует отметить, что скорость тепловложения также влияет на скорость охлаждения в ЗТВ. Как правило, чем выше скорость подвода тепла, тем ниже скорость охлаждения. Величина подводимого тепла зависит от параметров процесса сварки: напряжения дуги, тока дуги и скорости сварки. Помимо скорости подводимого тепла, на скорость охлаждения в ЗТВ влияют еще два фактора. Во-первых, важны конструкция и толщина шва, поскольку они определяют скорость отвода тепла от сварного шва во время охлаждения. Во-вторых, температура соединяемых деталей, т. е. любой предварительный нагрев, имеет большое значение, поскольку определяет температурный градиент, существующий между сварным швом и основным металлом.
1.5 Остаточные сварочные напряжения и деформация
Интенсивное тепло, связанное со сваркой, вызывает расширение зоны сварки. При охлаждении происходит сокращение. Окружающий холодный материал сопротивляется этому расширению и последующему сжатию, что приводит к возникновению поля остаточных напряжений вблизи сварного шва. В металле сварного шва остаточное напряжение носит преимущественно растягивающий характер. Это остаточное растягивающее напряжение уравновешивается сжимающим напряжением, возникающим в основном металле [2]. Схематическое изображение поля остаточных напряжений, полученное для продольной усадки сварного шва, показано на рис. 3. Растягивающие остаточные напряжения имеют величину до предела текучести в металле шва и ЗТВ. Важно отметить, что остаточные напряжения возникают из-за локальных пластических деформаций материала. Эта деформация может привести к растрескиванию металла шва и ЗТВ во время сварки, деформации соединяемых деталей или способствовать хрупкому разрушению в процессе эксплуатации.
Окружающий холодный материал сопротивляется этому расширению и последующему сжатию, что приводит к возникновению поля остаточных напряжений вблизи сварного шва. В металле сварного шва остаточное напряжение носит преимущественно растягивающий характер. Это остаточное растягивающее напряжение уравновешивается сжимающим напряжением, возникающим в основном металле [2]. Схематическое изображение поля остаточных напряжений, полученное для продольной усадки сварного шва, показано на рис. 3. Растягивающие остаточные напряжения имеют величину до предела текучести в металле шва и ЗТВ. Важно отметить, что остаточные напряжения возникают из-за локальных пластических деформаций материала. Эта деформация может привести к растрескиванию металла шва и ЗТВ во время сварки, деформации соединяемых деталей или способствовать хрупкому разрушению в процессе эксплуатации.
Поперечные и продольные сжатия в результате сварки могут привести к деформации, если горячий металл шва несимметричен относительно нейтральной оси изготовления [2]. Типичный угловой поворот в одинарном V-образном стыковом шве показан на рис. 4а. Вращение происходит из-за того, что большая часть сварного шва находится на одной стороне нейтральной оси пластины, что вызывает большее сжимающее напряжение на этой стороне. Это приводит к искажению, известному как перекос при изготовлении пластины, как показано на рисунке 4b. Деформацию сварного шва можно контролировать путем предварительной настройки или предварительного изгиба узла соединения, чтобы компенсировать деформацию, или путем сдерживания сварного шва, чтобы противостоять деформации. Примеры обоих этих методов показаны на рис. 5. Проблем с деформацией легче всего избежать, используя правильную подготовку сварного шва. Использование несимметричных двусторонних сварных швов, таких как показанные на рис. 2e и 2i, компенсирует деформации. Деформация с меньшей стороны сварного шва (созданная первой) устраняется, когда больший шов накладывается на другую сторону. Этот метод известен как сбалансированная сварка.
Типичный угловой поворот в одинарном V-образном стыковом шве показан на рис. 4а. Вращение происходит из-за того, что большая часть сварного шва находится на одной стороне нейтральной оси пластины, что вызывает большее сжимающее напряжение на этой стороне. Это приводит к искажению, известному как перекос при изготовлении пластины, как показано на рисунке 4b. Деформацию сварного шва можно контролировать путем предварительной настройки или предварительного изгиба узла соединения, чтобы компенсировать деформацию, или путем сдерживания сварного шва, чтобы противостоять деформации. Примеры обоих этих методов показаны на рис. 5. Проблем с деформацией легче всего избежать, используя правильную подготовку сварного шва. Использование несимметричных двусторонних сварных швов, таких как показанные на рис. 2e и 2i, компенсирует деформации. Деформация с меньшей стороны сварного шва (созданная первой) устраняется, когда больший шов накладывается на другую сторону. Этот метод известен как сбалансированная сварка.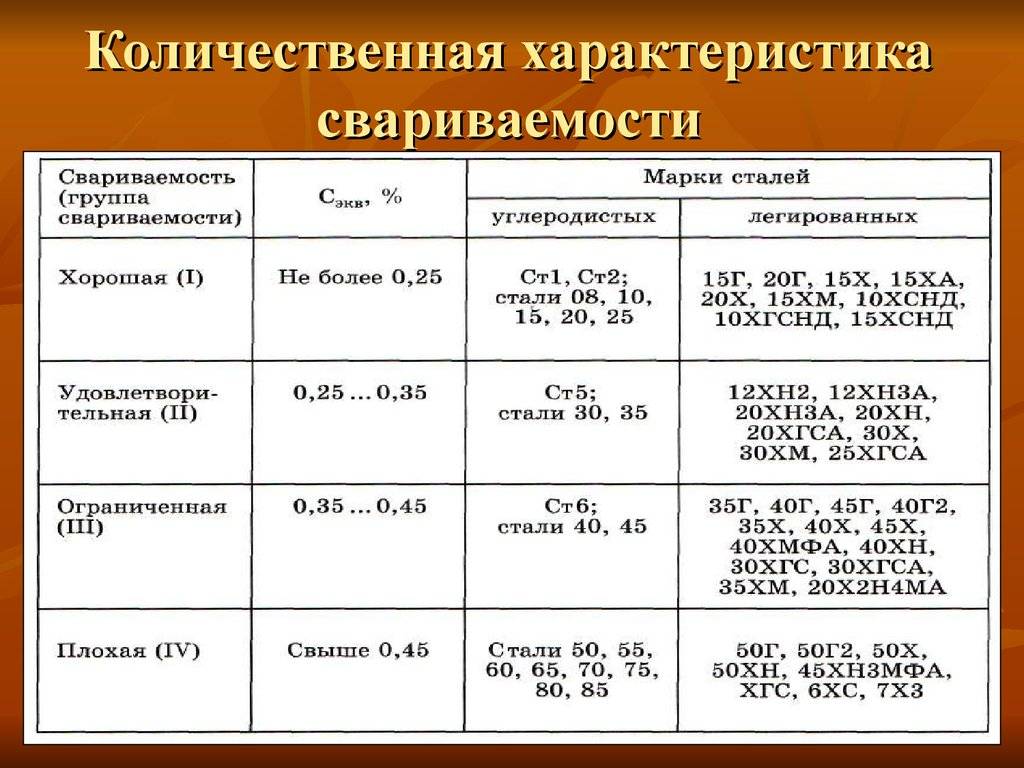
Невозможно точно предсказать искажение геометрически сложной конструкции, но следует придерживаться одного основного правила. Это правило заключается в том, что сварку желательно начинать в центре изделия, а все последующие сварные швы выполнять от центра к краям, что способствует возникновению усадок в свободном состоянии.
Если искажение не контролируется, есть два метода его исправления: силовое и тепловое. Искажение световых сечений можно устранить простым применением силы, т.е. применение гидравлических домкратов и прессов. В случае более тяжелых секций требуется локальный нагрев и охлаждение, чтобы вызвать термические напряжения, противодействующие уже существующим.
1.6 Снятие остаточного напряжения
Наиболее распространенным и эффективным способом снятия остаточного напряжения является нагрев. Повышение температуры приводит к снижению предела текучести и способствует ползучести. Ползучесть снимает остаточные напряжения за счет пластической деформации. Стальные сварные детали обычно нагревают до слабого красного каления (600°C) во время обработки для снятия напряжений. Скорости нагрева и охлаждения во время этого снятия теплового напряжения должны тщательно контролироваться; в противном случае в сварном компоненте могут образоваться дополнительные образцы остаточных напряжений. Существует ограничение по размеру конструкций, с которых может быть снято термическое напряжение, как из-за размера необходимых печей, так и из-за возможности деформации конструкции под собственным весом. Однако возможна термическая обработка отдельных стыков в большой конструкции путем размещения вокруг стыков небольших печей или использования электрических нагревательных элементов.
Стальные сварные детали обычно нагревают до слабого красного каления (600°C) во время обработки для снятия напряжений. Скорости нагрева и охлаждения во время этого снятия теплового напряжения должны тщательно контролироваться; в противном случае в сварном компоненте могут образоваться дополнительные образцы остаточных напряжений. Существует ограничение по размеру конструкций, с которых может быть снято термическое напряжение, как из-за размера необходимых печей, так и из-за возможности деформации конструкции под собственным весом. Однако возможна термическая обработка отдельных стыков в большой конструкции путем размещения вокруг стыков небольших печей или использования электрических нагревательных элементов.
Другие методы снятия напряжения основаны на тепловом расширении, создающем механические силы, способные противодействовать первоначальным остаточным напряжениям. Этот метод можно применять на месте, но очень важно точно знать расположение остаточных сжимающих напряжений; в противном случае уровень остаточного напряжения может увеличиться, а не уменьшиться.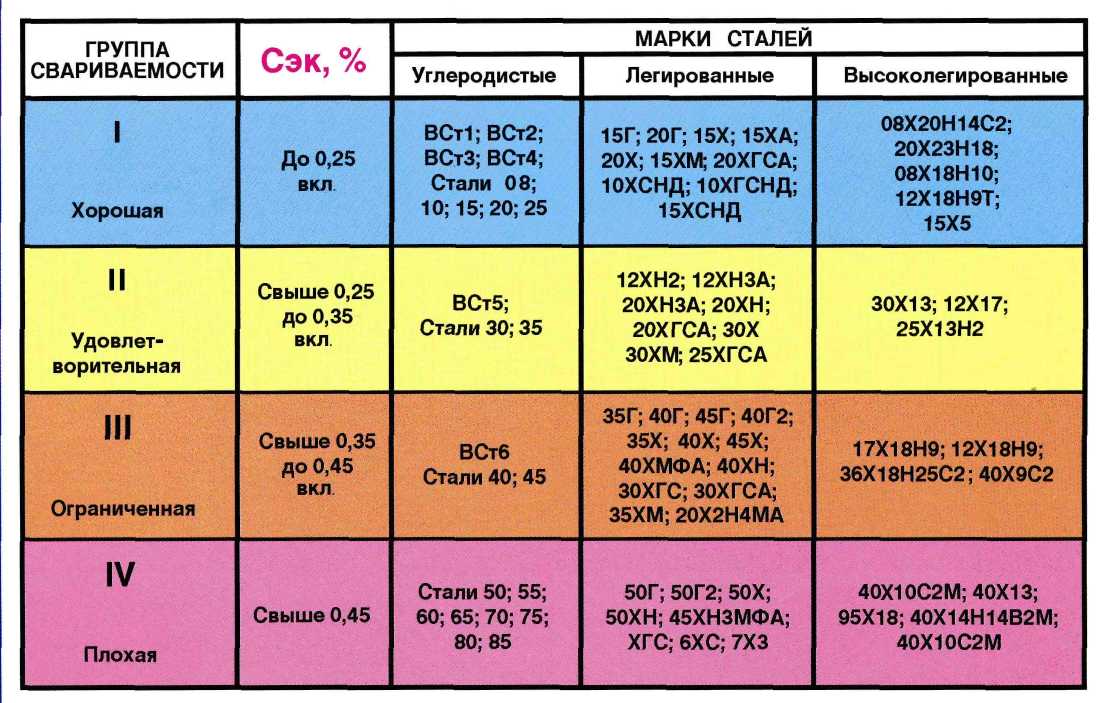 Чисто механическое снятие напряжения также может быть применено при условии, что оно достаточно для компенсации необходимой пластической деформации.
Чисто механическое снятие напряжения также может быть применено при условии, что оно достаточно для компенсации необходимой пластической деформации.
Использование метода углеродного эквивалента для определения свариваемости сталей
Предварительный нагрев необходим в некоторых случаях применения углеродистой и низколегированной стали для предотвращения водородного растрескивания, также известного как холодное растрескивание. Восприимчивость к холодному растрескиванию увеличивается с увеличением количества углерода в стали и ее толщины. Чем выше содержание углерода, тем легче сталь затвердевает. И чем толще материал, тем выше скорость охлаждения (больше теплоотвод), что может способствовать образованию мартенсита. Мартенсит представляет собой очень твердую микроструктуру, которая очень подвержена хрупкому разрушению.
Итак, как узнать, нужен ли предварительный нагрев? Самый простой способ — найти сталь, которую вы свариваете, в AWS D1. 1 Structural Welding Code — Steel, которая сообщит вам, когда необходим предварительный нагрев, и даст вам минимальные значения для него. Однако, если вы не свариваете конструкционную сталь, покрытую AWS D1.1, что вы можете сделать?
1 Structural Welding Code — Steel, которая сообщит вам, когда необходим предварительный нагрев, и даст вам минимальные значения для него. Однако, если вы не свариваете конструкционную сталь, покрытую AWS D1.1, что вы можете сделать?
Как правило, мы можем сказать, что каждый раз, когда содержание углерода в стали составляет 0,30% или более, мы должны предварительно нагревать сталь. Это консервативный подход, но когда мы производим металлоконструкции, консервативность не так уж и плоха. Как указано выше, с увеличением содержания углерода увеличивается и прокаливаемость.
Существуют и другие элементы, которые также способствуют прокаливаемости и должны учитываться при определении необходимости предварительного нагрева. Эти другие элементы включают марганец, кремний, хром, молибден, ванадий, медь и никель. Некоторые из них влияют на прокаливаемость больше, чем другие, и поэтому получают соответствующие веса при расчете углеродного эквивалента.
Углеродный эквивалент (CE) используется для понимания того, как упомянутые выше сплавы влияют на твердость свариваемой стали. Существует множество различных формул СЕ, но наиболее часто используются две из них, принятые Американским обществом сварщиков и Международным институтом сварки.
Существует множество различных формул СЕ, но наиболее часто используются две из них, принятые Американским обществом сварщиков и Международным институтом сварки.
Формулы следующие:
Единственная разница между ними заключается в том, что формула AWS включает кремний. Эти формулы предназначены для получения значения свариваемости. Свариваемость не просто относится к тому, можно ли соединить металл с помощью сварки. Этот термин, к сожалению, толкуется для обозначения самых разных вещей. Однако свариваемость основного металла описывает как возможность успешного изготовления компонента с помощью сварки, так и способность этого компонента адекватно работать в предполагаемых условиях эксплуатации.
Чем ниже значение расчета CE, тем выше свариваемость. Поскольку проблема с высокими значениями CE заключается в повышенной прокаливаемости, для успешной сварки материалов с высокими значениями используется предварительный нагрев. В приведенной ниже таблице представлены диапазоны CE и их влияние на свариваемость.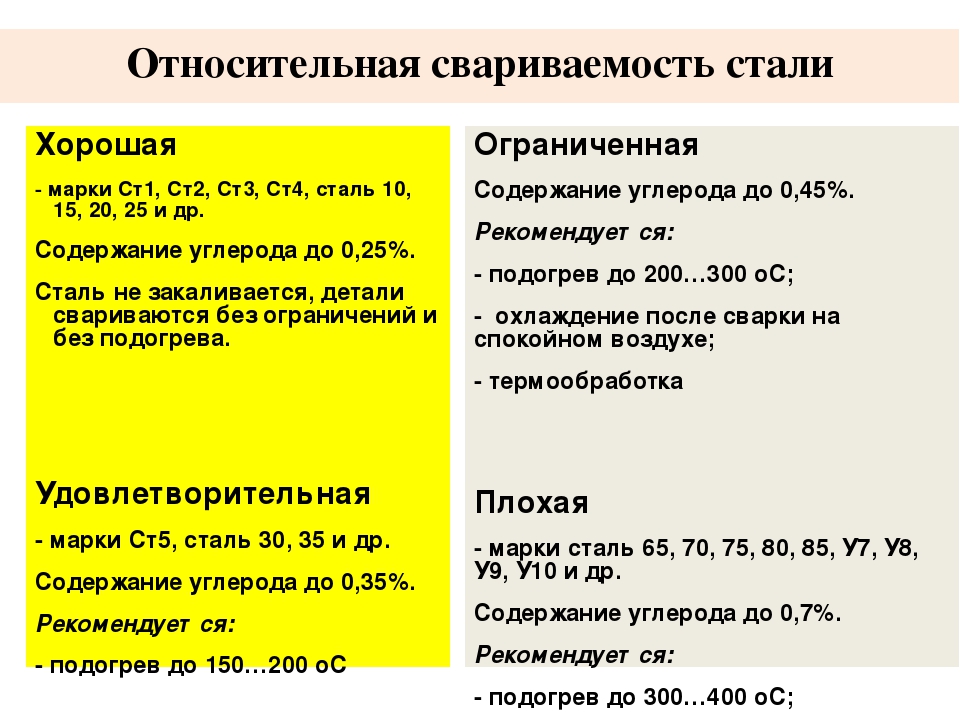 В нем также содержатся рекомендации о том, когда следует рассмотреть возможность предварительного нагрева.
В нем также содержатся рекомендации о том, когда следует рассмотреть возможность предварительного нагрева.
ПРЕДУПРЕЖДЕНИЕ: Метод CE не учитывает толщину основного материала. Каждый раз, когда толщина превышает ½ дюйма [13 мм], следует рассмотреть возможность использования предварительного нагрева.
Определить, нужен ли предварительный нагрев, — полдела. Затем вы должны выяснить, какая температура предварительного нагрева и промежуточного прохода должна использоваться. Для получения информации о различных методах определения значений предварительного и межпроходного нагрева см. 5 методов определения температуры предварительного нагрева.
Существуют и другие формулы CE, обеспечивающие большую специфичность для определенных приложений. Есть такой, который был специально разработан для точечной сварки высокопрочных сталей. Эта формула также учитывает толщину основного материала и предел прочности при растяжении.
Понимание свариваемости, склонности к растрескиванию, необходимости предварительного нагрева и других важных аспектов, связанных с основными металлами, которые мы будем сваривать, очень важно. Это позволяет нам разработать процедуру сварки с высокой вероятностью успеха. Всегда важно доказать, что наша процедура сварки является адекватной, путем ее надлежащей квалификации с использованием приемлемых методов, таких как те, которые предусмотрены нормами сварки.
Это позволяет нам разработать процедуру сварки с высокой вероятностью успеха. Всегда важно доказать, что наша процедура сварки является адекватной, путем ее надлежащей квалификации с использованием приемлемых методов, таких как те, которые предусмотрены нормами сварки.
Ссылки:
Квалификация сварщиков, сварщиков и операторов сварки
Сварка Металлургия и свариваемость Джон К. Липпольд
Опубликовано
Категории: Квалификация, Разрушение сварных швов Раскрытие информации о связи материалов: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».