Сварка 12х18н10т: 12Х18Н10Т сварка гост
alexxlab | 04.07.1987 | 0 | Разное
12Х18Н10Т сварка стали
Главная » Статьи » 12Х18Н10Т сварка стали
Особенности сварки нержавейки 12Х18Н10Т
Сварка нержавейки
12Х18Н10Т. Особенности сварки нержавейки.
Сварка стали – основной технологический процесс практически любого производства изделий из металла. С VII века до нашей эры и до наших дней сварка широко применяется как основной способ образования неразъемных соединений металлов. С самого зарождения и вплоть до XIX века н.э. в применялся метод кузнечной сварки металлов. Т.е. свариваемые детали нагревались и затем спрессовывались ударами молота. Эта технология достигла своего пика к середине XIX века, когда по ней стали изготавливать даже такие ответственные изделия как железнодорожные рельсы и магистральные трубопроводы.
Однако сварные соединения, особенно в массовом, промышленном масштабе отличались невысокой надежностью и нестабильным качеством. Это зачастую приводило к авариям из-за разрушения детали в месте шва.
Открытие электродугового нагрева и высокотемпературного газо-кислородного горения наряду с возросшими требованиями к качеству сварного соединения совершили мощный технологический прорыв в области сварки, в результате чего создалась технология бескузнечной сварки – такой, какую мы привыкли наблюдать сегодня.
С появлением легированной стали процессы сварки усложнились в связи с необходимостью предотвращения карбидации легирующих элементов, в основном – хрома. Появились методы сварки в инертных средах или под флюсом, а также технологии долегирования сварного шва.
Рассмотрим особенности сварки аустенитных сталей на примете наиболее распространенной нержавеющей стали 12Х18Н10Т.
Сталь 12Х18Н10Т относиться к хорошо свариваемым. Характерной особенностью сварки этой стали является возникновение межкристаллитной коррозии. Она развивается в зоне термического влияния при температуре 500-800?С. При пребывании металла в таком критическом интервале температур по границам зерен аустенита выпадают карбиды хрома. Все это может иметь опасные последствия – хрупкие разрушения конструкции в процессе эксплуатации.
Чтобы добиться стойкости стали нужно исключить или ослабить эффект выпадения карбидов и стабилизировать свойства стали в месте сварного шва.
При сварке высоколегированных сталей используют электроды с защитно-легирующим покрытием основного вида в сочетании с высоколегированным электродным стержнем. Применение электродов с покрытием основного вида позволяет обеспечить формирование наплавленного металла необходимого химического состава, а также других свойств путём использования высоколегированной электродной проволоки и долегирования через покрытие.
Применение электродов с покрытием основного вида позволяет обеспечить формирование наплавленного металла необходимого химического состава, а также других свойств путём использования высоколегированной электродной проволоки и долегирования через покрытие.
Сочетание легирования через электродную проволоку и покрытие позволяет обеспечить не только гарантированный химический состав в пределах паспортных данных, но и некоторые другие свойства, предназначенные для сварки аустенитных сталей 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т и им подобных.
Содержащийся в электродных стержнях титан при сварке практически полностью окисляется. По этой причине при сварке покрытыми электродами в качестве элемента-стабилизатора используют ниобий. Коэффициент перехода ниобия из стержня при сварке покрытыми электродами составляет 60-65%.
Сварку высоколегированных сталей под флюсом осуществляют с применением или нейтральных по кислороду фторидных флюсов, или защитно-легирующих в сочетании с высоколегированной электродной проволокой. С металлургической точки зрения для сварки высоколегированных сталей наиболее рациональны фторидные флюсы типа АНФ-5, которые обеспечивают хорошую защиту и металлургическую обработку металла сварочной ванны и позволяет легировать сварочную ванну титаном через электродную проволоку. При этом процесс сварки малочувствителен к образованию пор в металле шва из-за водорода. Однако фторидные бескислородные флюсы имеют относительно низкие технологические свойства. Именно низкие технологические свойства фторидных флюсов служат причиной широкого использования для сварки высоколегированных сталей флюсов на основе оксидов.
С металлургической точки зрения для сварки высоколегированных сталей наиболее рациональны фторидные флюсы типа АНФ-5, которые обеспечивают хорошую защиту и металлургическую обработку металла сварочной ванны и позволяет легировать сварочную ванну титаном через электродную проволоку. При этом процесс сварки малочувствителен к образованию пор в металле шва из-за водорода. Однако фторидные бескислородные флюсы имеют относительно низкие технологические свойства. Именно низкие технологические свойства фторидных флюсов служат причиной широкого использования для сварки высоколегированных сталей флюсов на основе оксидов.
Сварку высоколегированных сталей для снижения вероятности формирования структуры перегрева, как правило, выполняют на режимах, характеризующихся малой величиной погонной энергии. При этом предпочтение отдают швам малого сечения, получаемым при использовании электродной проволоки небольшого диаметра (2-3мм). Поскольку высоколегированные стали обладают повышенным электросопротивлением и пониженной электропроводностью, то при сварке вылет электрода из высоколегированной стали уменьшают в 1,5-2 раза по сравнению с вылетом электрода из углеродистой стали.
При дуговой сварке в качестве защитных газов используют аргон, гелий (реже), углекислый газ.
Аргонодуговую сварку выполняют плавящимися и неплавящимися вольфрамовыми электродами. Плавящимся электродом сваривают на постоянном токе обратной полярности, используя режимы, обеспечивающие струйный перенос электродного металла. В некоторых случаях (в основном при сварке аустенитных сталей) для повышения стабильности горения дуги и особенно снижения вероятности образования пор из-за водорода при сварке плавящимся электродом используют смеси аргона с кислородом или углекислым газом (до 10%).
Сварку неплавящимся вольфрамовым электродом в основном осуществляют на постоянном токе прямой полярности. В некоторых случаях при наличии в сталях значительного количества алюминия используют переменный ток для обеспечения катодного разрушения оксидной плёнки.
Применение дуговой сварки в атмосфере углекислого газа позволяет снизить вероятность образования пор в металле шва из-за водорода; при этом обеспечивается относительно высокий коэффициент перехода легкоокисляющихся элементов. Так, коэффициент перехода титана из проволоки достигает 50%. При сварке в атмосфере аргона коэффициент перехода титана из проволоки составляет 80-90%. При сварке в углекислом газе сталей, имеющих высокое содержание хрома и низкое содержание кремния, на поверхности шва образуется тугоплавкая трудноудаляемая оксидная плёнка. Её присутствие затрудняет проведение многослойной сварки.
Так, коэффициент перехода титана из проволоки достигает 50%. При сварке в атмосфере аргона коэффициент перехода титана из проволоки составляет 80-90%. При сварке в углекислом газе сталей, имеющих высокое содержание хрома и низкое содержание кремния, на поверхности шва образуется тугоплавкая трудноудаляемая оксидная плёнка. Её присутствие затрудняет проведение многослойной сварки.
При сварке сталей с малым содержанием углерода (ниже 0,07-0,08%) возможно науглероживание наплавленного металла. Переход углерода в сварочную ванну усиливается при наличии в электродной проволоке алюминия, титана, кремния. В случае сварки глубокоаустенитных сталей некоторое науглероживание металла сварочной ванны в сочетании с окислением кремния снижает вероятность образования горячих трещин. Однако науглероживание может изменить свойства металла шва и, в частности, снизить коррозийные свойства. Кроме того наблюдается повышенное разбрызгивание электродного металла. Наличие брызг на поверхности металла снижает коррозийную стойкость.
Технологии сварки нержавеющих высоколегированных сталей постоянно совершенствуются. На данном этапе при строгом соблюдении технологического процесса качество сварного шва нержавейки практически не уступает по своим свойствам металлу соединяемых деталей и гарантирует высочайшую надежность сварного соединения.
Посмотреть специальные предложения на продажу стали 12Х18Н10Т .
https://www.avers-steel.ru
legkoe-delo.ru
Технологическая свариваемость стали 12Х18Н10Т при КШС
Шовная сварка – весьма эффективный способ соединения тонколистовой стали расплавлением током сжатого участка между деталями и образованием ядра с перемешанным закристаллизовавшимся металлом. Формирование ядра в случае точечной сварки происходит при преимущественном тепловыделении в зоне контакта и интенсивном теплоотводе в электроды и холодные слои металла. Участки контакта вначале нагреваются током неравномерно, а затем ток перераспределяется между горячим и холодным металлом, температура нагрева выравнивается, и между деталями появляется расплавленное ядро. Рост кристаллитов ядра точки направлен в сторону участка наибольшего теплоотвода, который может быть усилен, например, за счет увеличения отношения контактной поверхности электрода к толщине детали.
Рост кристаллитов ядра точки направлен в сторону участка наибольшего теплоотвода, который может быть усилен, например, за счет увеличения отношения контактной поверхности электрода к толщине детали.
Величина усилия сжатия электродов должна быть оптимальной. Если она недостаточна, то возможен выплеск или выдавливание расплава между свариваемыми деталями, а при охлаждении ядра возможно образование в нем усадочных раковин и трещин. Чрезмерное усилие при сжатии электродов приводит к образованию значительных вмятин на поверхности свариваемых деталей, что в дальнейшем может отрицательно сказаться на работоспособности конструкций.
Одна из основных трудностей при сварке данной стали – предупреждение образования в швах и околошовной зоне горячих трещин. Предупреждение образования этих дефектов достигается: а) Ограничением в основном и наплавленном металлах содержанием вредных (серы, фосфора) и легирующих (свинца, олово, висмута) примесей, а так же газов – кислорода и водорода. Для этого следует использовать стали и сварочные материалы с минимальным содержанием названных примесей. б) Получением такого химического состава металла шва, который обеспечил бы в нем двухфазную структуру. Поэтому в швах стремятся получить аустенитную структуру с мелкодисперсными карбидами и интерметаллидами. Азот – сильный аустенизатор, способствует измельчению структуры за счет увеличения центров кристаллизации в виде тугоплавких нитридов. Поэтому азотизация металла шва способствует повышению их стойкостью против горячих трещин. Высокоосновные флюсы и шлаки, рафинируя металл шва и иногда модифицируя его структуру, повышают стойкость против горячих трещин. Механизированные способы сварки, обеспечивая равномерное проплавление основного металла по длине шва и постоянство термического цикла сварки, позволяют получить более стабильные структуры на всей длине сварного соединения; в) Уменьшением силового фактора, возникающего в результате термического цикла сварки, усадочных деформаций. Снижение его действия достигается ограничением силы сварочного тока. Требуемые свойства во многом достигается термообработкой (аустенизацией) при температуре 1050-1110о С, снимающие остаточные сварочные напряжения, с последующим стабилизирующим отпуском при температуре 750-800о С.
б) Получением такого химического состава металла шва, который обеспечил бы в нем двухфазную структуру. Поэтому в швах стремятся получить аустенитную структуру с мелкодисперсными карбидами и интерметаллидами. Азот – сильный аустенизатор, способствует измельчению структуры за счет увеличения центров кристаллизации в виде тугоплавких нитридов. Поэтому азотизация металла шва способствует повышению их стойкостью против горячих трещин. Высокоосновные флюсы и шлаки, рафинируя металл шва и иногда модифицируя его структуру, повышают стойкость против горячих трещин. Механизированные способы сварки, обеспечивая равномерное проплавление основного металла по длине шва и постоянство термического цикла сварки, позволяют получить более стабильные структуры на всей длине сварного соединения; в) Уменьшением силового фактора, возникающего в результате термического цикла сварки, усадочных деформаций. Снижение его действия достигается ограничением силы сварочного тока. Требуемые свойства во многом достигается термообработкой (аустенизацией) при температуре 1050-1110о С, снимающие остаточные сварочные напряжения, с последующим стабилизирующим отпуском при температуре 750-800о С. Предупреждение образования в швах и околошовной зоне горячих трещин позволяет производить ТКС без образования выплесков. А поскольку выплески являются одними из основных дефектов при ТКС, то для оценки свариваемого сплава к их образованию вводят коэффициент кв. Он представляет собой отношение максимального диаметра ядра dкр, который удаётся получить без выплеска за счёт увеличения только сварочного тока, и минимально допустимого диаметра ядра dmin. Наиболее целесообразно применение электродов сферической формы с радиусом округления 50-150 мм. В этом случае большая часть сварочного тока протекает через центральные участки контакта, способствуя созданию благоприятных условий нагрева при образовании ядра точки и возникновению минимальной, не защищенной от вредного контакта с газами воздуха, зоны разогрева. Обязательное интенсивное внутреннее охлаждение электродов способствует равномерному росту кристаллитов в ядре точки. При точечной сварке данной стали высокие показатели механических свойств сварного соединения могут быть получены в относительно широком интервале изменения параметров режима даже без защиты зоны разогрева инертными газами.
Предупреждение образования в швах и околошовной зоне горячих трещин позволяет производить ТКС без образования выплесков. А поскольку выплески являются одними из основных дефектов при ТКС, то для оценки свариваемого сплава к их образованию вводят коэффициент кв. Он представляет собой отношение максимального диаметра ядра dкр, который удаётся получить без выплеска за счёт увеличения только сварочного тока, и минимально допустимого диаметра ядра dmin. Наиболее целесообразно применение электродов сферической формы с радиусом округления 50-150 мм. В этом случае большая часть сварочного тока протекает через центральные участки контакта, способствуя созданию благоприятных условий нагрева при образовании ядра точки и возникновению минимальной, не защищенной от вредного контакта с газами воздуха, зоны разогрева. Обязательное интенсивное внутреннее охлаждение электродов способствует равномерному росту кристаллитов в ядре точки. При точечной сварке данной стали высокие показатели механических свойств сварного соединения могут быть получены в относительно широком интервале изменения параметров режима даже без защиты зоны разогрева инертными газами. При этом необходимо стремиться к выполнению сварки в минимальные промежутки времени. В связи с такими свойствами стали 12Х18Н10Т, при ТКС не потребуется использовать дополнительные усилия (проковка) и циклограмма процесса сварки должна быть такой, какая показана на рис.3.1.
При этом необходимо стремиться к выполнению сварки в минимальные промежутки времени. В связи с такими свойствами стали 12Х18Н10Т, при ТКС не потребуется использовать дополнительные усилия (проковка) и циклограмма процесса сварки должна быть такой, какая показана на рис.3.1.
Рис 3.1 Циклограмма усилия сжатия.
Режим сварки определяется частными значениями ряда регулируемых параметров – величиной сварочного тока, длительностью его протекания (τсв), сварочным усилием (Fсв) и усилием проковки (Fков). Этот режим должен обеспечить наиболее благоприятную программу нагрева и деформации металла при сварке с целью получения заданных эксплуатационных характеристик соединений. Во многих случаях качество соединений определяется диаметром ядра и плотностью литого металла. Минимально допускаемый диаметр ядра зависит от толщины свариваемых деталей. Сила тока зависит от толщины деталей (размеров шва) и длительности импульса.
Низкое сопротивление пластической деформации делает процесс сварки малочувствительным к образованию конечных выплесков – одному из наиболее распространенных дефектов соединений. Пластичный металл хорошо уплотняет зазор и препятствует выбросу жидкого металла из ядра сварной точки. Склонность процесса к выплескам можно оценить величиной критического диаметра ядра (dя. кр.),т.е. наибольшим диаметром точки, который можно получить при данных условиях сварки (усилие и продолжительность импульса).
Пластичный металл хорошо уплотняет зазор и препятствует выбросу жидкого металла из ядра сварной точки. Склонность процесса к выплескам можно оценить величиной критического диаметра ядра (dя. кр.),т.е. наибольшим диаметром точки, который можно получить при данных условиях сварки (усилие и продолжительность импульса).
4. Выбор и расчёт основных параметров режима сварки []
Параметрами режима контактной шовной сварки являются:
диаметр рабочей поверхности электрода dр;Sр;fр, мм;
время сварки:
время импульса tсв, с;
время паузы tn, с.
усилие на электродах Fсв, кН;
шаг точек tш, мм;
скорость шовной сварки Vсв, м/с;
сварочный ток Iсв, А.
Шовная сварка может рассматриваться как точечная для случая очень близкого расположения сварных точек, т. е. при значительном шунтировании сварочного тока.
Диаметр рабочей поверхности электрода.
Из справочной литературы принимаем данное равным = 5 мм.
Время сварки.
Время (длительность) импульса сварочного тока tСВ (с):
для алюминиевых сплавов
где – толщина более тонкого листа, м.
Рекомендуемый размер роликов для толщины = 0,5 мм
Sp=8 мм; fр=4 мм; Rp=25-50 мм.
Время (длительность) паузы между импульсами сварочного тока
определяют из следующих соотношений между временем импульса tсв и продолжительностью одного сварочного цикла tц = tсв + tп :
для нержавеющих, жаропрочных сталей и титана
В расчете принимаем среднее значение:
Из формулы получаем:
Сварочное усилие Fсв (Н) между роликами:
Для нержавеющих, жаропрочных сталей и титана Fсв определяют
по формуле
В расчете принимаем среднее значение:
При некачественной сборке и жёсткой конструкции сварного узла Fсвувеличивают на 10 %.
Шаг точек , (мм) при шовной сварке устанавливается в
зависимости от толщины свариваемых деталей, а также требований герметичности (перекрытие литых зон составляет 20–50 %). Шаг точек
tШ (мм) ориентировочно определяется для герметичных швов по следующим зависимостям:
для нержавеющих и жаропрочных сталей
В расчете принимаем среднее значение:
где – толщина более тонкой детали, мм.
Скорость шовной сварки Vсв, (мм/с) определяют по формуле
Сила сварочного тока Iсв (A), необходимая для образования
соединения, может быть определена по закону Джоуля–Ленца [3]
где – время сварки, с; – конечное значение сопротивления деталей, Ом; m – коэффициент, учитывающий изменение сопротивления деталей в процессе сварки (для низкоуглеродистых сталей m=1; для коррозионностойких сталей – 1,2; алюминиевых и магниевых сплавов –
1,5; сплавов титана – 1,4).
cyberpedia.su
Сварка сталь 20 и 12Х18Н10Т
Сварка сталь 20 и 12Х18Н10Т Добрый день! По чертежу необходимо сварить сталь 20 и 12Х18Н10Т. Варятся два изделия наружным диаметром 16мм, внутренний диаметр 11мм, толщина стенки выходит 2,5мм. Условное давление 16МПа. Подскажите, насколько прочным будет это соединение? Какие сложности возникнут при сварке столь неоднородных металлов? Сварка сталь 20 и 12Х18Н10Т Купил для сварки разнородных сталей OK Tigrod 309L и OK Tigrod 309LSi Если подробнее то здесь https://www. esab.com/…ilar-metals.pdf Сварка сталь 20 и 12Х18Н10Т Да так, по мелочи: – высокая вероятность межкристаллитной коррозии в переходной зоне сварного шва – риск образования горячих трещин в процессе сварки – риск растрескивания/коробления готового изделия при нагреве свыше 300С из за большой разницы коэффициента теплового расширения Оценить прочность соединения очень сложно т.к. тут всё будет зависеть от огромного числа факторов, но однозначно можно сказать, что оно будет хрупким и малоустойчивым к вибрационным и динамическим нагрузкам. Применять желательно электроды 06Х18Н10Т(более пластичен соответственно меньше вероятность горячих трещин) и минимизировать размеры сварочной ванны. Сварка сталь 20 и 12Х18Н10Т Откройте ссылку, которую дал Krivtsov1175, и сделайте так, как там пишут. Следите за тем, чтобы в шов попало как можно больше присадочного и как можно меньше основного (чёрного) материала. С какого перепугу должна получиться межкристаллитная коррозия и горячие трещины – убей Бог, не пойму.
esab.com/…ilar-metals.pdf Сварка сталь 20 и 12Х18Н10Т Да так, по мелочи: – высокая вероятность межкристаллитной коррозии в переходной зоне сварного шва – риск образования горячих трещин в процессе сварки – риск растрескивания/коробления готового изделия при нагреве свыше 300С из за большой разницы коэффициента теплового расширения Оценить прочность соединения очень сложно т.к. тут всё будет зависеть от огромного числа факторов, но однозначно можно сказать, что оно будет хрупким и малоустойчивым к вибрационным и динамическим нагрузкам. Применять желательно электроды 06Х18Н10Т(более пластичен соответственно меньше вероятность горячих трещин) и минимизировать размеры сварочной ванны. Сварка сталь 20 и 12Х18Н10Т Откройте ссылку, которую дал Krivtsov1175, и сделайте так, как там пишут. Следите за тем, чтобы в шов попало как можно больше присадочного и как можно меньше основного (чёрного) материала. С какого перепугу должна получиться межкристаллитная коррозия и горячие трещины – убей Бог, не пойму. Если в шов попадёт много чёрной стали, получится мартенсит. Если соблюдать правила, про которые пишет ESAB, всё будет нормально. Температурное расширение отличается примерно на 6 микрон на кельвин на метр. На диаметре 16 мм сильно заметно не будет, даже при 300 градусах.
Если в шов попадёт много чёрной стали, получится мартенсит. Если соблюдать правила, про которые пишет ESAB, всё будет нормально. Температурное расширение отличается примерно на 6 микрон на кельвин на метр. На диаметре 16 мм сильно заметно не будет, даже при 300 градусах.
Сообщение отредактировал Fuchs: 29 May 2014 – 16:00
Сварка сталь 20 и 12Х18Н10Т
Fuchs (29 May 2014 – 15:58) писал:
С какого перепугу должна получиться межкристаллитная коррозия и горячие трещины – убей Бог, не пойму.
Межкристаллитная коррозия нормальное явление для нетермобработанного на аустенит 12Х18Н10Т(видел много раз), а тут дело усугубляется неизбежным соседством зон избытка хрома с зонами недостатка т.к. времени нагрева при сварке крайне недостаточно для диффузионного выравнивания фаз. Трещины в данном соединении могу образоваться вследствие пресыщения дислокациями за счёт неравновесной кристаллизации металла сварочной ванны. Именно для минимизации риска образования горячих трещин и желательно использовать присадку с пониженным содержанием углерода дабы перлитное расширение снизило уровень напряжений в сварочном шве.
Именно для минимизации риска образования горячих трещин и желательно использовать присадку с пониженным содержанием углерода дабы перлитное расширение снизило уровень напряжений в сварочном шве.
Fuchs (29 May 2014 – 15:58) писал:
Температурное расширение отличается примерно на 6 микрон на кельвин на метр. На диаметре 16 мм сильно заметно не будет, даже при 300 градусах.
Тут вероятнее всего Вы правы, разница в 5 микрон на метр при 300С не столь критична.
В остальном всё верно, соблюдая правила по ссылке которую дал Krivtsov1175 всё получится без особых проблем.
Сварка сталь 20 и 12Х18Н10Т
YkpoII (30 May 2014 – 06:00) писал:
Межкристаллитная коррозия нормальное явление
не для этой стали. Она специально стабилизирована титаном и очень хорошо противостоит межкристаллитной коррозии. Горячие трещины могут образоваться при сварке стопроцентного аустенита, чего в данном случае не наблюдаем, или ежли в чёрной стали повышенное содержание серы, чего тоже нет. А если б даже и было в чернухе много серы, она хорошо растворяется в дельта-феррите, коего в 12Х18Н10Т от 5 до 10 процентов, и не образует с никелем легкоплавкой эфтектики. Единственная проблема, могущаяя возникнуть при сварке этих сталей – образование мартенсита по линии сплавления между черной (ферритной) сталью и нержавеющщим (аустенитным) швом. И чтобы этого избежать, надо внимательно изучить диаграмму Шеффлера, чтобы правильно выбрать присадку и максимально допустимое смешение. Сварка сталь 20 и 12Х18Н10Т Здравствуйте. А что насчёт нюансов по сварке листовых 12Х18Н10Т и 20Х13 ?
А если б даже и было в чернухе много серы, она хорошо растворяется в дельта-феррите, коего в 12Х18Н10Т от 5 до 10 процентов, и не образует с никелем легкоплавкой эфтектики. Единственная проблема, могущаяя возникнуть при сварке этих сталей – образование мартенсита по линии сплавления между черной (ферритной) сталью и нержавеющщим (аустенитным) швом. И чтобы этого избежать, надо внимательно изучить диаграмму Шеффлера, чтобы правильно выбрать присадку и максимально допустимое смешение. Сварка сталь 20 и 12Х18Н10Т Здравствуйте. А что насчёт нюансов по сварке листовых 12Х18Н10Т и 20Х13 ?
www.chipmaker.ru
12Х18Н10Т. Особенности сварки нержавейки
Сварка стали – основной технологический процесс практически любого производства изделий из металла. С VII века до нашей эры и до наших дней сварка широко применяется как основной способ образования неразъемных соединений металлов. С самого зарождения и вплоть до XIX века н.э. в применялся метод кузнечной сварки металлов. Т.е. свариваемые детали нагревались и затем спрессовывались ударами молота. Эта технология достигла своего пика к середине XIX века, когда по ней стали изготавливать даже такие ответственные изделия как железнодорожные рельсы и магистральные трубопроводы.
Эта технология достигла своего пика к середине XIX века, когда по ней стали изготавливать даже такие ответственные изделия как железнодорожные рельсы и магистральные трубопроводы.
Однако сварные соединения, особенно в массовом, промышленном масштабе отличались невысокой надежностью и нестабильным качеством. Это зачастую приводило к авариям из-за разрушения детали в месте шва.
Открытие электродугового нагрева и высокотемпературного газо-кислородного горения наряду с возросшими требованиями к качеству свраного соединения совершили мощный
технологический прорыв в области сварки, в результате чего создалась технология бескузнечной сварки – такой, какую мы привыкли наблюдать сегодня.
С появлением легированной стали процессы сварки усложнились в связи с необходимостью предотвращения карбидации легирующих элементов, в основном – хрома. Появились методы сварки в инертных средах или под флюсом, а также технологии долегирования сварного шва.
Рассмотрим особенности сварки аустенитных сталей на примете наиболее распространенной нержавеющей стали 12Х18Н10Т.
Сталь 12Х18Н10Т относиться к хорошо свариваемым. Характерной особенностью сварки этой стали является возникновение межкристаллитной коррозии. Она развивается в зоне термического влияния при температуре 500-800?С. При пребывании металла в таком критическом интервале температур по границам зерен аустенита выпадают карбиды хрома. Все это может иметь опасные последствия – хрупкие разрушения конструкции в процессе эксплуатации.
Чтобы добиться стойкости стали нужно исключить или ослабить эффект выпадения карбидов и стабилизировать свойства стали в месте сварного шва.
При сварке высоколегированных сталей используют электроды с защитно-легирующим покрытием основного вида в сочетании с высоколегированным электродным стержнем. Применение электродов с покрытием основного вида позволяет обеспечить формирование наплавленного металла необходимого химического состава, а также других свойств путём использования высоколегированной электродной проволоки и долегирования через покрытие.
Сочетание легирования через электродную проволоку и покрытие позволяет обеспечить не только гарантированный химический состав в пределах паспортных данных, но и некоторые другие свойства, предназначенные для сварки аустенитных сталей 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т и им подобных.
Содержащийся в электродных стержнях титан при сварке практически полностью окисляется. По этой причине при сварке покрытыми электродами в качестве элемента-стабилизатора используют ниобий. Коэффициент перехода ниобия из стержня при сварке покрытыми электродами составляет 60-65%.
Сварку высоколегированных сталей под флюсом осуществляют с применением или нейтральных по кислороду фторидных флюсов, или защитно-легирующих в сочетании с высоколегированной электродной проволокой. С металлургической точки зрения для сварки высоколегированных сталей наиболее рациональны фторидные флюсы типа АНФ-5, которые обеспечивают хорошую защиту и металлургическую обработку металла сварочной ванны и позволяет легировать сварочную ванну титаном через электродную проволоку. При этом процесс сварки малочувствителен к образованию пор в металле шва из-за водорода. Однако фторидные бескислородные флюсы имеют относительно низкие технологические свойства. Именно низкие технологические свойства фторидных флюсов служат причиной широкого использования для сварки высоколегированных сталей флюсов на основе оксидов.
Сварку высоколегированных сталей для снижения вероятности формирования структуры перегрева, как правило, выполняют на режимах, характеризующихся малой величиной погонной энергии. При этом предпочтение отдают швам малого сечения, получаемым при использовании электродной проволоки небольшого диаметра (2-3мм). Поскольку высоколегированные стали обладают повышенным электросопротивлением и пониженной электропроводностью, то при сварке вылет электрода из высоколегированной стали уменьшают в 1,5-2 раза по сравнению с вылетом электрода из углеродистой стали.
При дуговой сварке в качестве защитных газов используют аргон, гелий (реже), углекислый газ.
Аргонодуговую сварку выполняют плавящимися и неплавящимися вольфрамовыми электродами. Плавящимся электродом сваривают на постоянном токе обратной полярности, используя режимы, обеспечивающие струйный перенос электродного металла. В некоторых случаях (в основном при сварке аустенитных сталей) для повышения стабильности горения дуги и особенно снижения вероятности образования пор из-за водорода при сварке плавящимся электродом используют смеси аргона с кислородом или углекислым газом (до 10%).
Сварку неплавящимся вольфрамовым электродом в основном осуществляют на постоянном токе прямой полярности. В некоторых случаях при наличии в сталях значительного количества алюминия используют переменный ток для обеспечения катодного разрушения оксидной плёнки.
Применение дуговой сварки в атмосфере углекислого газа позволяет снизить вероятность образования пор в металле шва из-за водорода; при этом обеспечивается относительно высокий коэффициент перехода легкоокисляющихся элементов. Так, коэффициент перехода титана из проволоки достигает 50%. При сварке в атмосфере аргона коэффициент перехода титана из проволоки составляет 80-90%. При сварке в углекислом газе сталей, имеющих высокое содержание хрома и низкое содержание кремния, на поверхности шва образуется тугоплавкая трудноудаляемая оксидная плёнка. Её присутствие затрудняет проведение многослойной сварки.
При сварке сталей с малым содержанием углерода (ниже 0,07-0,08%) возможно науглероживание наплавленного металла. Переход углерода в сварочную ванну усиливается при наличии в электродной проволоке алюминия, титана, кремния. В случае сварки глубокоаустенитных сталей некоторое науглероживание металла сварочной ванны в сочетании с окислением кремния снижает вероятность образования горячих трещин. Однако науглероживание может изменить свойства металла шва и, в частности, снизить коррозийные свойства. Кроме того наблюдается повышенное разбрызгивание электродного металла. Наличие брызг на поверхности металла снижает коррозийную стойкость.
Переход углерода в сварочную ванну усиливается при наличии в электродной проволоке алюминия, титана, кремния. В случае сварки глубокоаустенитных сталей некоторое науглероживание металла сварочной ванны в сочетании с окислением кремния снижает вероятность образования горячих трещин. Однако науглероживание может изменить свойства металла шва и, в частности, снизить коррозийные свойства. Кроме того наблюдается повышенное разбрызгивание электродного металла. Наличие брызг на поверхности металла снижает коррозийную стойкость.
Технологии сварки нержавеющих высоколегированных сталей постоянно совершенствуются. На данном этапе при строгом соблюдении технологического процесса качество сварного шва нержавейки практически не уступает по своим свойствам металлу соединяемых деталей и гарантирует высочайшую надежность сварного соединения.
www.metallurg-company.ru
Сварка нержавеющей стали маркировки 12х18н10т
Екатерина
Время чтения: 6 минут
Сталь — один из самых часто применяемых типов металлов, как в промышленности, так и на мелкосерийном производстве. По этой причине сварка стали настолько востребована и необходима. Специалисты, готовые взяться за работу со сталями, без труда находят рабочие места, и их труд высоко ценится.
Существует несколько десятков разновидностей стали, каждая из которых отличается своими особенностями и нюансами сварки. В этой статье мы подробно расскажем о марке стали 12х18н10т. Большинству из нас она знакома под названием «нержавеющая сталь». Вы узнаете, какие можно использовать флюсы, технологии и электроды для сварки стали 12х18н10т. И какие тонкости нужно знать, чтобы добиться достойного качества сварки.
Содержание статьи
- Особенности марки
- Сварка стали марки 12Х18Н10Т
- Электроды
- Флюсы
- Режимы
- Технологии
- Вместо заключения
Особенности марки
Прежде чем мы приступим к подробному описанию сварки, ознакомьтесь с некоторыми особенностями нержавеющей стали марки 12х18н10т.
Главное, что вам необходимо знать — нержавеющая сталь крайне склонна к образованию межкристаллической коррозии. Даже несмотря на то, что общая устойчивость к образованию коррозии достаточно высока. Но есть одна хорошая новость. Межкристаллическая коррозия образовывается только в случае прокалки металла в печи. Достаточно температуры в 500 градусов, чтобы структура нержавеющей стали изменилась и повысилась вероятность коррозии.
Производители это прекрасно понимают, и поэтому добавляют к нержавеющей стали легирующие элементы. В случае с нашей маркой 12х18н10т это титан. Об этом свидетельствует буква «Т» в конце маркировки. Перед сваркой узнайте точную маркировку стали и убедитесь, что в ее составе есть легирующие элементы. Помимо титана используется ниобий, в маркировке он обозначается буквой «Б».
Сварка стали марки 12Х18Н10Т
Электроды
12х18н10т электроды — это зачастую стержни из высоколегированного металла с основным покрытием, в составе которого так же присутствуют легирующие компоненты. Состав таких электродов во многом схож с составом самой нержавеющей стали. Поэтому швы получаются достаточно качественными и долговечными. Но это не основное преимущество.
Состав таких электродов во многом схож с составом самой нержавеющей стали. Поэтому швы получаются достаточно качественными и долговечными. Но это не основное преимущество.
Поэтому электроды для сварки нержавеющей стали нужно выбирать с особым вниманием. Ведь с их помощью можно существенно изменить эксплуатационные характеристики наплавленного шва.
Флюсы
Пару слов о флюсах. Они тоже применяются при сварке нержавеющей стали. Чаще всего применяются фторидные флюсы. Их стоит использовать в сочетании с высоколегированной присадочной проволокой. На наш взгляд, самый оптимальный флюс для сварки сталей типа 12х18н10т — АНФ-5. Он не только хорошо защищает сварочную ванну от окисления, но еще и легирует наплавленный металл. Поскольку в его составе также присутствует титан.
Флюс АНФ-5 предотвращает образование пор в сварочном шве, что часто встречается из-за большого количества водорода. Также вместо фторидных флюсов можно использовать флюсы на основе оксидов.
Также вместо фторидных флюсов можно использовать флюсы на основе оксидов.
Режимы
Теперь, когда вы выбрали электроды и флюс, пора задуматься о режиме сварки. Основное, на что нужно обратить внимание — величина погонной энергии. Погонная энергия — это скорость, за которую ток передается от сварочной дуги к металлу. В случае со сваркой нержавейки погонная энергия должна быть малой.
Также рекомендуется формировать тонкие швы малого сечения. Этого можно добиться, если использовать сварочную проволоку небольшого диаметра, до 3 мм. Учитывайте, что нержавеющая сталь обладает пониженной электропроводностью. Чтобы эта особенность не стала для вас головной болью, уменьшите вылет электрода в полтора-два раза по сравнению с вылетом электрода для сварки углеродистой стали.
Технологии
Переходим к самому интересному — к технологиям. При сварке нержавеющей стали можно применять технологию полуавтоматической сварки в среде защитных газов, технологию контактной сварки, сварку неплавящимся электродом и сварку штучным электродов. В качестве защитного газа чаще всего используют аргон, смесь аргона с углекислотой, и иногда гелий. Давайте подробнее остановимся на двух технологиях сварки: аргонодуговой и сварку неплавящимся электродом.
В качестве защитного газа чаще всего используют аргон, смесь аргона с углекислотой, и иногда гелий. Давайте подробнее остановимся на двух технологиях сварки: аргонодуговой и сварку неплавящимся электродом.
Читайте также: Особенности сварки нержавеющей стали
Аргонодуговая сварка с применением плавящихся и неплавящихся электродов используется чаще всего на профессиональном производстве. Для выполнения такой работы рекомендуем установить обратную полярность и варить на постоянном токе. В качестве защиты, как не трудно догадаться, используется газ аргон. Вы можете использовать как чистый аргон, так и его смесь с углекислотой или кислородом. Применение смесей стабилизирует горение дуги, упростит формирование шва и уменьшит вероятность образования пор.
Если вы решите применить технологию сварки неплавящимся электродом, то установите прямую полярность и варите на постоянном токе. В качестве электродов используйте вольфрамовые. Применение переменного тока возможно, но не всегда целесообразно. Если в составе металл присутствует большое количество алюминия (что встречается редко), то можно использовать «переменку».
Если в составе металл присутствует большое количество алюминия (что встречается редко), то можно использовать «переменку».
Также добавим пару слов о сварке штучными электродами. Этот метод считается непрофессиональным и применяется только в домашних условиях или на мелких предприятиях, где качество работы не принципиально. Этот способ хорош, если вы гаражный сварщик и не хотите тратить деньги на дополнительное оборудование. Вам достаточно иметь простенький инвертор и подобрать электроды. Но если вы претендуете на достойное качество швов, то рекомендуем все же остановить свой выбор на сварке в среде защитных газов. А для таких работ необходим полуавтомат, баллон с газом и сварочная проволока или электроды. Это минимальный набор для более-менее качественной сварки в условиях цеха или даже гаража.
Вместо заключения
Как вы теперь знаете, существует сразу несколько способов сварки нержавеющей стали. К тому же, они постоянно совершенствуются, поскольку технологический прогресс никогда не стоит на месте. Чтобы добиться высочайшего качества сварных швов необходимо строго соблюдать технологию сварки и иметь опыт работы с подобными металлами. Также желательно иметь профессиональное или полупрофессиональное оборудование.
Чтобы добиться высочайшего качества сварных швов необходимо строго соблюдать технологию сварки и иметь опыт работы с подобными металлами. Также желательно иметь профессиональное или полупрофессиональное оборудование.
Но, если вы новичок и вам еще предстоит работа со сталью марки 12х18н10т, не беспокойтесь. Примите, что по началу вы не получите качественные и долговечные соединения. Но с развитием навыков вы заметите, как ваша работа станет по-настоящему достойной. Практикуйтесь как можно больше. Особенно, когда дело касается ответственных конструкций. Если у вас уже есть опыт успешной или неудачной сварки нержавейки, то вы можете поделиться им в комментариях ниже. Желаем удачи в работе!
Похожие публикации
Технология сварки 12Х18Н10Т – Технологии и документации
#1 kopeysky
Отправлено 04 September 2014 13:25
Здравствуйте. Варим ресиверы из 12Х18Н10T. толщина 5 мм зазор 2-3 мм, на остающихся подкладных пластинах. В смеси К2 и проволокой 06Х19Н9Т. Проблема в толстом оксидном слое, потери хромированного блеска, высокая шероховатость шва (отсутствие чешуйчатости). Если варим под флюсом, внешний вид шва лучше шероховатость ниже, но на рентгене показывает шлаковые включения именно под подкладной пластиной и основным металлом. Подскажите, что можно предпринять.
Варим ресиверы из 12Х18Н10T. толщина 5 мм зазор 2-3 мм, на остающихся подкладных пластинах. В смеси К2 и проволокой 06Х19Н9Т. Проблема в толстом оксидном слое, потери хромированного блеска, высокая шероховатость шва (отсутствие чешуйчатости). Если варим под флюсом, внешний вид шва лучше шероховатость ниже, но на рентгене показывает шлаковые включения именно под подкладной пластиной и основным металлом. Подскажите, что можно предпринять.
Сообщение отредактировал шурпет: 05 September 2014 10:50
- Наверх
- Вставить ник
#2 ЛехаКолыма
Отправлено 04 September 2014 22:18
Вот есть брошюрка
Смесь К2 это же смесь 80%аргона и 20% СО2 она для таких вещей не подходит должна быть смесь 98%аргона и 2%СО2,окисный слой протравливаете?На каком аппарате свариваете?
Прикрепленные файлы
- svarka_esab.
 pdf 3.3МБ 3792 скачиваний
pdf 3.3МБ 3792 скачиваний
Сообщение отредактировал шурпет: 05 September 2014 10:52
- Наверх
- Вставить ник
#3 kopeysky
Отправлено 05 September 2014 06:31
Смесь К2, это как раз месь 98%аргона и 2%СО2. Оксидный слой пока не травим, но это в планах. в основ не устраивает внешний вид шва, его бугристость и матовый цвет, должен получатся шов с хромированным блеском.
- Наверх
- Вставить ник
#4 G_Kar
Отправлено 05 September 2014 06:37
Ни разу не видел, чтобы шов после сварки имел зеркальный блеск на нержавейке. Полирните швы войлоком с пастой ГОИ и будет вам красота.
Полирните швы войлоком с пастой ГОИ и будет вам красота.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
- Наверх
- Вставить ник
#5 kopeysky
Отправлено 05 September 2014 06:38
Данную брошюру я читал ранее, мне нужен совет человека который непосредственно имеет опыт.
Сообщение отредактировал шурпет: 05 September 2014 10:55
- Наверх
- Вставить ник
#6 ЛехаКолыма
Отправлено 05 September 2014 07:37
Данную брошюру я читал ранее, мне нужен совет человека который не посредственно имеет опыт.

фотографии швов есть возможность выложить?
- Наверх
- Вставить ник
#7 MityMouse
Отправлено 05 September 2014 09:00
kopeysky, 1. Как зачищена и обезжирена обратная сторона стыка вокруг зазора под подкладной пластиной? 2. Как зачищена и обезжирена сама подкладная пластина? 3. Как зачищены и обезжирены поверхности разделки и притупления? 4. Как зачищаете и обезжириваете сварочную проволоку (если используете советскую, то надо бы каждую катушку проверять, чистить, обезжиривать)? 5. Заполняете ли ёмкость смесью (или аргоном) перед сваркой? 6. Насколько хорошо пластина прихвачена к стыку с обратной стороны (какие зазоры между пластиной и стыком)? 7. Расход газа? 8. Токи (или величина подачи проволоки)?
Если хотите “стеклянный” шов, используйте: проволоку SAS 2-UP и флюс BB 202 производства бёллер велдинг (матовый или глянцевый вид шва зависит от типа сварочного материала, но на качество это ни как не влияет).
После полуавтомата ни разу не видел глянцевого шва (только после сварки под флюсом и штучным электродом, и то не всяким). Можно поработать травильной пастой: avesta blueone pickling paste 130.
Сообщение отредактировал MityMouse: 05 September 2014 09:02
- Наверх
- Вставить ник
#8 kopeysky
Отправлено 05 September 2014 10:31
Все поверхности зачищены и обезжирены. Проволоку не чистим, сразу варим ( если честно не представляю этот процесс). Ёмкость не заполняем защитным газом, т.к. внутренний провар есть на рентгене все ок (сварка MIG), да и внутри то подкладная пластина. Зазор между пластиной и основным металлом “гуляющий”, до 1 мм может. Расход газа примерно 15-20 л/мин. ток 200-250 А.
А вот предложенные вами проволока и флюс прописаны в НАКС?
Сообщение отредактировал шурпет: 05 September 2014 10:55
- Наверх
- Вставить ник
#9 MityMouse
Отправлено 05 September 2014 10:48
kopeysky, Хз, у поставщика надо сертификат спрашивать. В нормативке он однозначно не прописан. Про чистку проволоки сказал просто по тому, что марка – советская. Если она – древняя со склада, то тогда надо разматывать, чистить и назад на катушки мотать (в союзе и мотали и чистили). Если проволока – современная, от известного производителя, то ничего не нужно. Условия работы соединения? Давление? Среда? Газовой защиты корня шва – нет, поэтому металл плохо ложится и окисляется. По ПБ 03-584-03 или по ПБ 03-576-03 работаете? Без подкладного кольца не пробовали? Кстати, разделку то делаете? Какой угол разделки? сколько миллиметров – притупление? А то только про зазор написано.
В нормативке он однозначно не прописан. Про чистку проволоки сказал просто по тому, что марка – советская. Если она – древняя со склада, то тогда надо разматывать, чистить и назад на катушки мотать (в союзе и мотали и чистили). Если проволока – современная, от известного производителя, то ничего не нужно. Условия работы соединения? Давление? Среда? Газовой защиты корня шва – нет, поэтому металл плохо ложится и окисляется. По ПБ 03-584-03 или по ПБ 03-576-03 работаете? Без подкладного кольца не пробовали? Кстати, разделку то делаете? Какой угол разделки? сколько миллиметров – притупление? А то только про зазор написано.
Сообщение отредактировал MityMouse: 05 September 2014 10:55
- Наверх
- Вставить ник
#10 kopeysky
Отправлено 05 September 2014 12:16
Проволока вроде нормальная, привозим постоянно не где долго не лежит. единственное углерода многовато в ней. Воздушный резервуар
единственное углерода многовато в ней. Воздушный резервуар
Наименование параметров
Номинальное значение параметров
Рабочее или условное давление, МПа (кгс/ см
1,0 (10)
Расчетное давление, МПа (кгс/ см2)
1,04 (10,4)
Пробное давление,
МПа (кгс/см2)
гидравлическое
1,5 (15)
пневматическое
–
Испытательная среда
вода
Температура испытательной среды, °С
25
Внутренний диаметр, мм
обечайка
400
днище
400
Длина, мм
922
Наименование рабочей среды
воздух
Вместимость, м3
0,1
Масса порожнего резервуара, кг
56
Толщина стенки, мм
обечайка
5
днище
5
Применяются в системе тормозов ЖД состава, ПБ все верно эти. На данный момент варим под флюсом без разделки на остающейся подкладной пластине. Мне необходимо понять на что с акцентировать внимание, на св. материалы , оборудование , разделку. Кстате оборудование ПДГУ, выпрямители правда относительно новые.
материалы , оборудование , разделку. Кстате оборудование ПДГУ, выпрямители правда относительно новые.
- Наверх
- Вставить ник
#11 MityMouse
Отправлено 05 September 2014 12:49
kopeysky, Не очень тогда понял про нержавейку. Под воздух сроду стальные делали, ну да ладно. Про разделку не сказали. Делаете? Сколько градусов угол разделки? Скиньте пожалуйста фото маркировки на коробке с проволокой (шильдик). Кстати, чем делаете раскрой перед сваркой? Плазмой? Окисленный слой вырезаете?
Судя по вашему Рассказу, складывается впечатление, что вы всегда варили эти изделия из простой стали, затем решили заменить простую сталь нержавейкой, а варить продолжили как раньше. На ПДГУ скорость подачи проволоки выставляется гитарой скоростей (пара шестерён)? Шестерни к аппарату все в наличии, или стоит то, что стоит и сроду их не меняли?
Сообщение отредактировал MityMouse: 05 September 2014 13:12
- Наверх
- Вставить ник
#12 kopeysky
Отправлено 05 September 2014 13:25
kopeysky, Не очень тогда понял про нержавейку.
Под воздух сроду стальные делали, ну да ладно. Про разделку не сказали. Делаете? Сколько градусов угол разделки? Скиньте пожалуйста фото маркировки на коробке с проволокой (шильдик). Кстати, чем делаете раскрой перед сваркой? Плазмой? Окисленный слой вырезаете?
Судя по вашему Рассказу, складывается впечатление, что вы всегда варили эти изделия из простой стали, затем решили заменить простую сталь нержавейкой, а варить продолжили как раньше. На ПДГУ скорость подачи проволоки выставляется гитарой скоростей (пара шестерён)? Шестерни к аппарату все в наличии, или стоит то, что стоит и сроду их не меняли?
не делаем разделку, 5 мм потомучто толщина. шов по ГОСТ , С5 АФ. Резка лазером. пока варим под флюсом. Проволоку мы отвозили в лабороторию, хим. анализ подтверждали, все ок. В итоге: если варим под флюсом то шлавковые включения как я и говорил, 75 % продукции брак. Думаю надо на газ переходить и в пульсе 316LSi проволокой варить, потом пастой травить. конструкцию шва возможно тоже заменить, но пока не определился, я пришел недавно на предприятие. Так что как лучше посоветуете? как бы вы сделали?
Так что как лучше посоветуете? как бы вы сделали?
скорость подачи плавно регулируется на пульте контроллера.
- Наверх
- Вставить ник
#13 MityMouse
Отправлено 05 September 2014 15:20
kopeysky, В принципе, сварка под флюсом – хороший вариант, если можно выполнить предварительную подварку изнутри. При сварке на подкладном кольце нержавейки, в отличие от чёрной стали, в корне образуются окислы, которые и не дают вам пройти рентген. Можно или проварить корень шва полуавтоматом с обратной стороны, затем вырезать с лицевой стороны окисленный слой до металлического блеска и заварить под флюсом окончательно (по времени надо посчитать, может быстрее сварки полностью полуавтоматом получиться, плюс – качество). Фаска – обязательна (ГОСТ 16037-80 – под полуавтомат или ГОСТ 8713-79 – сварка под флюсом (способ сварки АФш – с предварительным наложением подварочного шва)). Или сделать разделку и пройти корень с лицевой стороны в один слой полуавтоматом, а потом заполнить разделку и облицевать под флюсом (если требования по образованию окислов в корне шва – жёсткие, то перед проходом корня полуавтоматом нужно заполнить сосуд сварочной смесью или чистым аргоном). Это, если нет требования к стойкости к МКК – межкристаллитной коррозии и содержанию ферритной фазы. Если стойкость к МКК и контролть содержания ферритной фазы – прописаны в документации на изготовление изделия, то сварку под флюсом лучше не применять. Когда я, у себя, варю отводы под стойкость к МКК и контроль ферритной фазы варим полуавтоматической сваркой в среде смеси 2,5%СО2 + 97,5% Ar проволокой диаметром 1,2 мм марки Ok Autrod 318Si. При подборе марки проволоки нужно посчитать по диаграмме шеффлера какой материал получится при смешении материала присадки с основным материалом (металл должен попасть в аустенитную область с содержанием 5% ферритной фазы). Плюс в марке должен присутствовать 1% Nb или Ti – для снижения вероятности выпадения карбидов хрома по границам зёрен металла и, соответственно, обеднения границ зёрен хромом (снижение вероятности межкристаллитной коррозии).
Или сделать разделку и пройти корень с лицевой стороны в один слой полуавтоматом, а потом заполнить разделку и облицевать под флюсом (если требования по образованию окислов в корне шва – жёсткие, то перед проходом корня полуавтоматом нужно заполнить сосуд сварочной смесью или чистым аргоном). Это, если нет требования к стойкости к МКК – межкристаллитной коррозии и содержанию ферритной фазы. Если стойкость к МКК и контролть содержания ферритной фазы – прописаны в документации на изготовление изделия, то сварку под флюсом лучше не применять. Когда я, у себя, варю отводы под стойкость к МКК и контроль ферритной фазы варим полуавтоматической сваркой в среде смеси 2,5%СО2 + 97,5% Ar проволокой диаметром 1,2 мм марки Ok Autrod 318Si. При подборе марки проволоки нужно посчитать по диаграмме шеффлера какой материал получится при смешении материала присадки с основным материалом (металл должен попасть в аустенитную область с содержанием 5% ферритной фазы). Плюс в марке должен присутствовать 1% Nb или Ti – для снижения вероятности выпадения карбидов хрома по границам зёрен металла и, соответственно, обеднения границ зёрен хромом (снижение вероятности межкристаллитной коррозии). Сварку нужно вести на подачах не более 6,5 м/мин, цвет наплавленного металла должен быть розовым (значит лигатура не выгорела при сварке, т. е. мы не перегрели шов при сварке). Думаю, что вам можно не париться, а варить под флюсом на подварке. Во всех случаях нужно зачищать и обезжиривать поверхности разделки, внутреннюю и наружнюю сторону стыка на ширину 20 мм от шва. Применение сварки на подкладном кольце – для сварки под флюсом чёрных сталей, здесь – не прокатит.
Сварку нужно вести на подачах не более 6,5 м/мин, цвет наплавленного металла должен быть розовым (значит лигатура не выгорела при сварке, т. е. мы не перегрели шов при сварке). Думаю, что вам можно не париться, а варить под флюсом на подварке. Во всех случаях нужно зачищать и обезжиривать поверхности разделки, внутреннюю и наружнюю сторону стыка на ширину 20 мм от шва. Применение сварки на подкладном кольце – для сварки под флюсом чёрных сталей, здесь – не прокатит.
Сообщение отредактировал MityMouse: 05 September 2014 15:44
- Наверх
- Вставить ник
#14 kopeysky
Отправлено 08 September 2014 05:14
Благодарю за развернутый ответ, получается мой вариант – это пройти корень и заполнить, думаю 2х проходов достаточно на разделке С17. С подваркой не получится из – за конструктива.
С подваркой не получится из – за конструктива.
- Наверх
- Вставить ник
Сварка нержавеющей стали маркировки 12х18н10т
Серебрянка – один из популярных видов металла 21 века. Как в промышленных масштабах, так и в домашних работах.
У сталеваров работы достаточно, потому этот тип сварки пользуется сегодня большим спросом. Труд хороших работников ценится по достоинству и неплохо оплачивается.
Но для обеспечения высококачественного труда необходимо подумать о материалах, с которыми придется иметь дело. В нашей статье пойдет речь о характеристиках стали 12х18н10т.
Мы расскажем, с какими материалами стоит работать, какие электроды вам пригодятся и как сделать так, чтобы соединение было прочным. Этого легко добиться, следуя нашим простым советам.
Содержание статьиПоказать
- Характеристики марки
- Электроды
- Минерал
- Организация работы
- Технология
- Подведём итоги
Характеристики марки
Перед тем, как говорить о сварочных работах, необходимо обратить внимание, что из себя представляет эта сталь.
Главный момент – это то, что нержавеющая сталь 12х18н10т часто подвергается созданию коррозии. Это происходит вопреки тому, что материал достаточно устойчив к ней.
Такой исход событий возможен тогда, когда вы прокалываете металл в печке. Иными словами, для появления коррозии необходимо действия температуры 500 градусов.
Чтобы этого не происходило, многие производители подмешивают в нержавейку легирующие компоненты. В случае с нашей маркой это титан.
Вы можете узнать это, заметив букву “Т”, которая располагается в конце маркировки. Перед тем, как приступать к сварочному процессу, важно тщательно изучить компоненты сплава. Это необходимо для того, чтобы все этапы прошли гладко.
Электроды
Обычно при изготовлении этого материала используют компоненты, состоящие из легированного металла. У него есть основное покрытие.
Состав последнего включает легирующие компоненты. По причине схожести структуры нержавейки и электродов, швы на выходе будут прочными и прослужат много лет. Это не главное преимущество материала, с которым вам придётся трудится.
Если вы корректно определите электроды, то сможете и дополнить, и преобразовать химические элементы. При этом важно помнить, что при плавлении электрод соединяется с базовым металлом в специальной ванне.
Это позволяет менять характеристики сварочного соединения.
Процесс сварки обеспечить возможно, следуя нехитрым методам. Прежде всего советуем обращать внимание на компоненты электродов.
Если вашей целью будет получение наплавленного металла, который не будет подверженным коррозии, нужно выбрать легирующие компоненты в составе электрода.
Речь идёт о титане. У вас получатся прочные швы, которые будут даже выше по качеству, чем основная конструкция.
По этой причине нужно внимательно относиться к выбору электродов при сварке нержавеющей стали с маркировкой 12х18н10т. Хотя бы потому, что они способны менять характеристики полученных соединений.
Минерал
Говоря о плюсах, отмечаем их хорошую работу с нержавеющей сталью 12х18н10т. В 8 случаях из 10 применяются вторичные компоненты. Используйте их одновременно с проволокой, изготовленной из высоколегированных проводов.
И здесь на помощь придет сварочный флюс типа АНФ-5. Он способен изолировать ванну от окислительных процессов, а также обеспечивает легирование конструкций.
Еще одно преимущество такого флюса – это то, что он не допускает появления пор в соединениях. Вместо вторичной основы применяют оксидную, которая ничем не хуже первой.
Организация работы
После определения плюсов электродов, можно выбрать режим сварочных работ. Первым делом смотрите на объем погонной энергии.
Первым делом смотрите на объем погонной энергии.
Это скорость, которая необходима току для прохода от арки к металлу. Для нержавеющей стали с маркировкой 12х18н10т этот показатель должен быть низкий.
Рекомендуем создавать тонкие соединения малого сечения. Это возможно при работе со сварочными проводами, диаметры которых не превышает 3 мм.
Не забывайте о том, что нержавеющая сталь имеет невысокую проводимость электричества. Чтобы избежать лишних вопросов, стоит снизить вылет электрода в пару раз в сравнении с показателем при углеродистой конструкции.
Технология
Сейчас пойдет речь о самых интересных моментах сварочных работ нержавеющей стали с маркировкой 12х18н10т. При металлообработке и использовании нержавейки возможно применение способа сварки полуавтоматом в области защитных газов.
Допускается технология контактной металлообработки, сварка неплавящимся компонентами и металлообработка искусственным электродом.
Когда мы говорим о защитном газе, то применяют аргон, соединение аргона с углекислым газом или гелием. В качестве примера можно поговорить об аргонодуговой обработке и сварке неплавящимся компонентом.
В качестве примера можно поговорить об аргонодуговой обработке и сварке неплавящимся компонентом.
Аргоноарковая сварка с использованием электродов разного действия нравится мастерам с десятилетним опытом работы и более. Чтобы выполнять такую процедуру, стоит заняться установкой обратной полярности.
Процесс проводят на статичном токе. Аргоновый газ применяется здесь в качестве защитного компонента. Можно использовать его как в чистом виде, так и примеси с воздухом или углекислым газом.
При использовании смеси жар будет гореть стабильно, а шов получится ровным, без появления пор.
При работе с технологией металлообработки неплавящимся электродом необходимо варить на статическом электричестве. Полярность при этом должна быть прямой. В сварке применяются вольфрамовые электроды.
Использовать активный ток можно, но это не всегда необходимо при сварке нержавеющей стали с маркировкой 12х18н10т. Когда в металле есть много алюминия, можно проводить сварку с переменным током.
Говоря об искусственных электродах, стоит отметить их применение только дома. Причиной этому то, что сварка не всегда будет идеальной. Поэтому в случае высоких требований подумайте о другом способе сварки.
Если вашей целью будут бытовые действия, тогда нет смысла покупать дополнительное оборудование. Все, что требуется – это инвертор и электроды. Стремитесь к получению швов высокого качества?
Тогда выбирайте серьёзные аппараты, что работают в области защитных газов. Комплектация механизма будет такой: полуавтомат, газовый баллон и провода либо электроды для сварки. Этих компонентов будет вполне достаточно, чтобы осуществлять процесс на заводе или дома.
Подведём итоги
В нашей статье изложен материал об известных способах сварки нержавеющей стали с маркировкой 12х18н10т. Каждый год технологии расширяются и прогресс движется вперед.
Каждый год технологии расширяются и прогресс движется вперед.
Неизменным остается одно: для высококачественных изделий и швов нужно обладать большим опытом и придерживаться всех сварочных процессов. Немаловажным будет и наличие профессионального оборудования для сварки.
Если Вы только начинаете разбираться в сварочном деле, вам не стоит переживать. Сначала у вас не выйдет получать прочное соединение, это вполне нормально. По мере развития вы будете совершенствовать свои навыки.
Через год или два получится варить сложные металлоконструкции. Уже имеете опыт сваривания с нержавеющей стали с маркировкой 12х18н10т или другими металлами? Напишите нам об этом в комментариях. Желаем успехов!
Сварка нержавеющей стали маркировки 12х18н10т
Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
1526
Серебрянка – один из популярных видов металла 21 века. Как в промышленных масштабах, так и в домашних работах.
У сталеваров работы достаточно, потому этот тип сварки пользуется сегодня большим спросом. Труд хороших работников ценится по достоинству и неплохо оплачивается.
Но для обеспечения высококачественного труда необходимо подумать о материалах, с которыми придется иметь дело. В нашей статье пойдет речь о характеристиках стали 12х18н10т.
Мы расскажем, с какими материалами стоит работать, какие электроды вам пригодятся и как сделать так, чтобы соединение было прочным. Этого легко добиться, следуя нашим простым советам.
- Характеристики марки
- Электроды
- Минерал
- Организация работы
- Технология
- Подведём итоги
Характеристики марки
Перед тем, как говорить о сварочных работах, необходимо обратить внимание, что из себя представляет эта сталь.
Главный момент – это то, что нержавеющая сталь 12х18н10т часто подвергается созданию коррозии. Это происходит вопреки тому, что материал достаточно устойчив к ней.

Такой исход событий возможен тогда, когда вы прокалываете металл в печке. Иными словами, для появления коррозии необходимо действия температуры 500 градусов.
Чтобы этого не происходило, многие производители подмешивают в нержавейку легирующие компоненты. В случае с нашей маркой это титан.
Вы можете узнать это, заметив букву “Т”, которая располагается в конце маркировки. Перед тем, как приступать к сварочному процессу, важно тщательно изучить компоненты сплава. Это необходимо для того, чтобы все этапы прошли гладко.
Электроды
Обычно при изготовлении этого материала используют компоненты, состоящие из легированного металла. У него есть основное покрытие.
Состав последнего включает легирующие компоненты. По причине схожести структуры нержавейки и электродов, швы на выходе будут прочными и прослужат много лет. Это не главное преимущество материала, с которым вам придётся трудится.
Если вы корректно определите электроды, то сможете и дополнить, и преобразовать химические элементы. При этом важно помнить, что при плавлении электрод соединяется с базовым металлом в специальной ванне.
При этом важно помнить, что при плавлении электрод соединяется с базовым металлом в специальной ванне.
Это позволяет менять характеристики сварочного соединения.
Процесс сварки обеспечить возможно, следуя нехитрым методам. Прежде всего советуем обращать внимание на компоненты электродов.
Сварка 12х18н10т
Сварка — очень важный процесс в любом производстве, где имеют дело с металлом. Сварка известна достаточно давно, ещё с 7-го века до нашей эры. Тогда применялась кузнечная сварка, когда нагретые детали спрессовывались под ударами молота. Но со временем технология сварки, всё более или более совершенствовалась.
Но сварные соединения зачастую не блистали своим качеством и были не вполне надёжны. Что, в свою очередь, приводило в разрывам в местах швов.
Прорыв в сварке произошёл с открытием высокотемпературного газо-кислородного горения и электродугового горения. В результате создалась техногия сварки такая, какую мы привыкли видеть сегодня. А с тех пор как появились легированные стали процесс ещё больше усложнился.
Здесь мы рассмотрим особенности сварки нержавеющей стали 12Х18Н10Т.
Данный материал — хорошосвариваемый. Однако, при сварки (температура 500-800 градусов Цельсия) образуется межкристальная коррозия. При этом по границам зерен аустенита выпадают карбиды хрома. Это может иметь неприятные последствия — разрушение детали при эксплуатации.
Чтобы справится с этим явлением надо уменьшить эффект выпадения карбидов и стабилизировать свойства стали.
Для этого при сварке высоколегированных сталей применяют электроды с защитно-легирующим покрытием основного вида в сочетании с высоколегированным электродным стержнем. Это обеспечивает нужный химический состав и свойства. Что прекрасно подходит для для сварки аустенитных сталей 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т и им подобных. Сварка 12х18н10т – это сложный и тонкий процесс. Для качественного применения и получения отличного результата необходимо учитывать ряд тонкостей.
Титан, который содержится в электродных стержнях — практически весь окисляется при сварке, поэтому в виде элемента-стабилизатора применяют ниобий. Коэффициент перехода ниобия составляет шестдесят — шестдесят пять процентов.
Коэффициент перехода ниобия составляет шестдесят — шестдесят пять процентов.
При сварке аустенитного проката надо учесть отличие его физических свойств: удельное электрическое сопротивление, коэффициент теплового расширения, точка плавления, теплопроводность. Особого внимания заслуживает сварка 12х18н10т, так как марку этой стали широко используют. Поэтому подход к применению нержавейки такого типа требует аккуратности и осторожности.
Сварку можно осуществлять следующими методами: ручная дуговая, дуговая сварка вольфрамовым электродом в инертной среде, дуговая сварка плавящим электродом в инертном газе, сварка в среде активных газов, импульсно-дуговая сварка, плазменная сварка, дуговая сварка под флюсом, сварка сопротивления, точечная и роликовая. Выбор подходящего вида сварки зависит от ширины вашего листа.
На поверхности сварного соединения образуется пористый оксидный слой, содержащий хром. Что приводит к снижению стойкости к коррозии. Если необходима высокая стойкость к коррозии, материал должен пойти последующую обработку.
Под термообработкой растворение внутри конструкции, при помощи которого сглаживаются различия присадочных материалов.
Для последующей обработки швов зачастую применяют травление. Именно травление помогает удалить вредный пористый оксидный слой. Травление выполняют путём погружения, поверхностного нанесения или покрытия пастой. С учетом всего вышесказанного, сварка 12х18н10т станет простым процессом и даст прекрасные результаты. Покупая листы из различных марок стали, помните, что даже такие жесткие и прочные материалы требуют бережного и осторожного обращения.
radiussteel.ru
Минерал
Говоря о плюсах, отмечаем их хорошую работу с нержавеющей сталью 12х18н10т. В 8 случаях из 10 применяются вторичные компоненты. Используйте их одновременно с проволокой, изготовленной из высоколегированных проводов.
И здесь на помощь придет сварочный флюс типа АНФ-5. Он способен изолировать ванну от окислительных процессов, а также обеспечивает легирование конструкций.
Еще одно преимущество такого флюса – это то, что он не допускает появления пор в соединениях. Вместо вторичной основы применяют оксидную, которая ничем не хуже первой.
Организация работы
После определения плюсов электродов, можно выбрать режим сварочных работ. Первым делом смотрите на объем погонной энергии.
Это скорость, которая необходима току для прохода от арки к металлу. Для нержавеющей стали с маркировкой 12х18н10т этот показатель должен быть низкий.
Рекомендуем создавать тонкие соединения малого сечения. Это возможно при работе со сварочными проводами, диаметры которых не превышает 3 мм.
Не забывайте о том, что нержавеющая сталь имеет невысокую проводимость электричества. Чтобы избежать лишних вопросов, стоит снизить вылет электрода в пару раз в сравнении с показателем при углеродистой конструкции.
Сварка нержавейки переменным током
Качественный сварной шов можно получить и с использованием трансформаторов. Наиболее востребованные марки электродов в этом случае:
- ОЗЛ-14;
- ОЗЛ-14А;
- Н-48;
- ЦТ-50;
- ЭА-400;
- ЛЭЗ-8;
- АНВ-36.

Среди зарубежных аналогов широко используется продукция ESAB, марки: ОК 61.30 (возможна работа с деталями разной толщины), ОК 63.20 (позволяют варить тонкостенные трубы).
Как приварить нержавейку к нержавейке электродом
Расскажем, как приварить нержавейку к металлу электродом на примере инверторной сварки. Для начала на аппарате задаются нужные параметры – толщина детали, диаметр стержня, сила тока. В соответствующем порядке это:
- 1,5 мм – d 2 мм – 40–60 А;
- 3 мм – d 3 мм – 75–85 А;
- 4 мм – d 3 мм – 90–100 А;
- 6 мм – d 4 мм – 140–150 А.
Далее порядок действий таков:
- поверхность соединения на детали обязательно зачищается металлической щеткой.
- для лучшего проплавления (при толщине от 4 мм) напильником или болгаркой разделываются кромки.
- при соединении тонкостенных изделий (до 2 мм) предварительно выполняются прихватки.
- при большой (от 7 мм) толщине зона соединения предварительно прогревается до 150 ⁰C.

- путем легкого дотрагивания до металла активируется электрод и поджигается дуга.
- металл сваривается на короткой дуге.
- по завершении сварки делается «замок» во избежание появления свищей и трещин.
- изделие должно остыть (не менее 5 минут).
Затем молотком (путем легкого постукивания) удаляется оставшаяся шлаковая корка. Также возможна зачистка железной щеткой.
Технология
Сейчас пойдет речь о самых интересных моментах сварочных работ нержавеющей стали с маркировкой 12х18н10т. При металлообработке и использовании нержавейки возможно применение способа сварки полуавтоматом в области защитных газов.
Допускается технология контактной металлообработки, сварка неплавящимся компонентами и металлообработка искусственным электродом.
Когда мы говорим о защитном газе, то применяют аргон, соединение аргона с углекислым газом или гелием. В качестве примера можно поговорить об аргонодуговой обработке и сварке неплавящимся компонентом.
Аргоноарковая сварка с использованием электродов разного действия нравится мастерам с десятилетним опытом работы и более. Чтобы выполнять такую процедуру, стоит заняться установкой обратной полярности.
Какими электродами варить нержавейку инвертором?
Сварка изделий выполняется постоянным током обратной полярности. Наиболее часто используемые электропроводники:
- ЦЛ-11 – универсальная, повсеместно используемая марка. Хорошо подходит для сталей 12Х18Н9Т, 08Х18Н12Т, 12Х18Н10Т, 08Х18Н12Б и других. Позволяет получить очень стойкий к межкристаллитной коррозии шов.
- НЖ-13 – хорошо варит по сталям с высоким содержанием не только хрома или никеля, но и молибдена. Один из лучших вариантов для соединения деталей (труб и т. д.) из пищевой нержавейки.
Также для ручной дуговой сварки инвертором используются марки: ОЗЛ-17У (для сталей, рассчитанных на работу в условиях высокоагрессивных сред), НИИ-48Г, ЗИО-8 (для жаростойких сталей).
Подведём итоги
В нашей статье изложен материал об известных способах сварки нержавеющей стали с маркировкой 12х18н10т. Каждый год технологии расширяются и прогресс движется вперед.
Каждый год технологии расширяются и прогресс движется вперед.
Неизменным остается одно: для высококачественных изделий и швов нужно обладать большим опытом и придерживаться всех сварочных процессов. Немаловажным будет и наличие профессионального оборудования для сварки.
Если Вы только начинаете разбираться в сварочном деле, вам не стоит переживать. Сначала у вас не выйдет получать прочное соединение, это вполне нормально. По мере развития вы будете совершенствовать свои навыки.
Через год или два получится варить сложные металлоконструкции. Уже имеете опыт сваривания с нержавеющей стали с маркировкой 12х18н10т или другими металлами? Напишите нам об этом в комментариях. Желаем успехов!
Каким током варить при ММА?
Для работ может быть использован как переменный (трансформаторный), так и постоянный (инверторный) ток, в зависимости от условий работ, наличия оборудования, выбора электродов.
- На постоянном токе. Оптимальный вариант, поскольку инвертор позволяет в точности подобрать все параметры для качественной сварки.
 Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
Количество разбрыгиваемого металла – минимально. Получают ровный прочный шов. Минус – высокая стоимость оборудования.
- На переменном токе. Преимущество – гораздо меньшая цена сварочной техники. Опытный сварщик получает не менее качественный шов. Однако объем разбрызгиваемого металла, как правило, больше. Несколько выше и расход используемых электродов.
Оба варианта сегодня повсеместно используются в промышленном масштабе. В зависимости от способа выбирают те или иные специальные электроды.
Электроды для сварки стали 12Х18Н10Т: электроды и характеристики стали
Содержание:
- Характеристики стали
- Электроды
- Электроды для нержавейки при постоянном токе
- Электроды для нержавейки при переменном токе
- Интересное видео
У сталеваров, как в промышленных масштабах, так и при проведении домашних работ, большой популярностью пользуется сталь марки 12Х18Н10Т. Существуют наиболее подходящие электроды для сварки 12Х18Н10Т.
Существуют наиболее подходящие электроды для сварки 12Х18Н10Т.
Характеристики стали
Сталь 12Х18Н10Т обладает уникальными характеристиками. Поскольку это сочетается с вполне доступной ценой, то это делает ее в своем роде незаменимой. Сварка стали 12Х18Н10Т осуществляется при производстве различных работ. Нержавейка, как называют эту марку, имеет высокую прочность и экологическую чистоту. Такие качества обеспечивает многообразие химических элементов, которые входят в ее состав.
Наибольший процент содержания в ней составляет железо. Хром обеспечивает высокое сопротивление образованию коррозии, а никель – негативному воздействию кислот и щелочей. Наличие титана и кремния ведет к образованию феррита, который убирает возможность образования коррозии в сварочных швах.
Характерными являются механические свойства стали этой марки, которые претерпевают изменения при закалке повышенными температурами, что в принципе рекомендуется. Такие характеристики, как ударная вязкость и жаростойкость расширяют сферу ее применения.
Если применять соответствующие электроды для 12Х18Н10Т, то становится возможным сваривать такие изделия, как:
- листы различной толщины – горячекатаные и холоднокатаные;
- трубы, не только круглые, но и профильные с различными сечениями;
- швеллера;
- уголки;
- шлифованные и калиброванные прутки;
- полосы и ленты;
- круги;
- термообработанную проволоку;
- мелкие капиллярные трубки;
- поковки;
- заготовки кованные.
Сталь 12Х18Н10Т может применяться для особо ответственных конструкций. Экологическая чистота позволяет использовать ее для бесшовных труб, участвующих в производстве пищевых продуктов и их переработке, а также в нефтехимической и газовой промышленности.
12Х18Н10Т электроды для сварки этого вида стали, должны иметь состав, близкий к составу нержавейки.
Электроды
Электроды для стали 12Х18Н10Т предназначаются для сварки хромоникелевых сталей. Эти расходники можно применять для соединения изделий в любых пространственных положениях. В качестве необходимых режимов выбирается обратная полярность и постоянный ток. Выбор переменного тока, в принципе возможен, но не всегда это является целесообразным. Погонная энергия, то есть скорость передачи тока от дуги к металлу, должна иметь минимальное значение.
В качестве необходимых режимов выбирается обратная полярность и постоянный ток. Выбор переменного тока, в принципе возможен, но не всегда это является целесообразным. Погонная энергия, то есть скорость передачи тока от дуги к металлу, должна иметь минимальное значение.
Швы рекомендуется формировать небольшого сечения. Для этого следует использовать сварочную проволоку диаметром до трех миллиметров.
Электроды для сварки 12Х18Н10Т обладают следующими достоинствами:
- стабильность горения дуги;
- небольшое разбрызгивание металла;
- нормальное формирование шва;
- легкое отделение шлака от поверхности.
Поскольку электропроводность нержавеющей стали невысока, то вылет электрода должен быть небольшим. Можно применять различные технологии для сварочного процесса, например, такие, как сварка полуавтоматом в среде защитных газов, контактная сварка. В качестве защитного газа лучше всего использовать аргон.
Существует большой выбор различных видов расходных материалов, представляющих собой электроды для сварки нержавеющей стали 12Х18Н10Т. Имеются различия в зависимости от того, какой вид тока выбран.
Имеются различия в зависимости от того, какой вид тока выбран.
Электроды для нержавейки при постоянном токе
Одна из наиболее популярных марок – ЦЛ-11. Эти электроды имеют основное покрытие, и могут использоваться для сварки сталей, обладающих повышенной прочностью. Также с успехом они применяются для сваривания изделий из хромоникелевой стали. Преимущество этих электродов состоит в том, что шов, созданный с их помощью, обладает прочностью и пластичностью.
Для соединений в изделиях, которые будут эксплуатироваться при повышенных температурах, следует выбирать электроды марки ОЗЛ-8. Диапазон размеров таких электродов – 3,0; 4,0; 5,0 миллиметров. Для сваривания изделий, применяемых в пищевой промышленности, подойдут электроды НЖ-13.
Преимущество состоит в том, что образуется тонкая корка шлака, которая отпадает самостоятельно. Электроды марки ЗИО-8, имеющие рутилово-основное покрытие, используются для сталей, обладающих жаростойкостью. Электроды НИИ-48Г применяются для осуществления работ с конструкциями, имеющими ответственное назначение. Для изделий, которые будут эксплуатироваться в среде с фосфорной или серной кислотой, выбор следует сделать пользу электродов марки ОЗЛ-17У.
Для изделий, которые будут эксплуатироваться в среде с фосфорной или серной кислотой, выбор следует сделать пользу электродов марки ОЗЛ-17У.
Электроды для нержавейки при переменном токе
К таким электродам в первую очередь относятся вольфрамовые. В качестве защитных газов используются аргон и углекислота. Существует возможность сваривать детали различных толщин. Также имеется возможность применять электроды других марок, например, ОЗЛ-14, ЦТ-50.
Интересное видео
Нержавеющие гладкие трубы для отопления. Труба нержавеющая гофрированная для отопления
В холодное время года запускается непрерывный процесс централизованного отопления жилых домов, административных и производственных зданий. Несмотря на простоту механизма нагрева, для обеспечения эффективности необходимы качественные нержавеющие трубы. Благодаря использованию марки стали, не подверженной коррозии, эти изделия долговечны и надежны.
Типы нержавеющих труб для отопления
По способу изготовления данный вид металлопроката бывает:
- сварной,
- бесшовные,
- тонкостенный
- толстостенный.
Все нержавеющие трубы производятся в соответствии с действующими стандартами качества, проходят контроль и испытания. Отопление бесшовными изделиями – наиболее разумный вариант. Ведь процесс безаварийной эксплуатации многократно увеличивается по сравнению со сроком службы трубы из нержавейки со швом. Для системы отопления отлично подойдет тонкостенный вариант изделия. Это также самое экономичное решение.
Особенности применения нержавеющих труб для отопления
Задумываясь о покупке данного товара, не забывайте о его относительно высокой стоимости. Ведь нержавеющая труба изготавливается из дорогих марок стали. Также в процессе производства используется дополнительная обработка поверхности. Поэтому использование труб из нержавейки для отопления не всегда самый экономичный вариант. Важнейшим его преимуществом является длительный срок службы. Трубы из нержавеющей стали также широко используются в системах питьевого водоснабжения. Коррозионностойкий сплав безвреден для человека.
Важнейшим его преимуществом является длительный срок службы. Трубы из нержавеющей стали также широко используются в системах питьевого водоснабжения. Коррозионностойкий сплав безвреден для человека.
Компания “Верна-СК” занимается продажей труб высшего качества, как для промышленных предприятий, так и для частных клиентов. Оптимальные ценовые условия и высокий уровень обслуживания – вот что отличает нас от конкурентов.
Большой популярностью сегодня пользуется гофрированный вид труб для отопления. Изготовленные из коррозионностойких марок стали, они отличаются не только качеством, но и простотой монтажа. Для соединения труб такого типа не нужен сварочный аппарат и сложные инструменты. Их преимущества при монтаже систем отопления очевидны. Гофрированная труба гибкая и прочная, долговечная и надежная.
С помощью данного вида металлопроката монтируется не только магистральная сеть, но и другие ее участки:
- сантехника к радиаторам
- стояки,
- узлов пересечения и разводки.
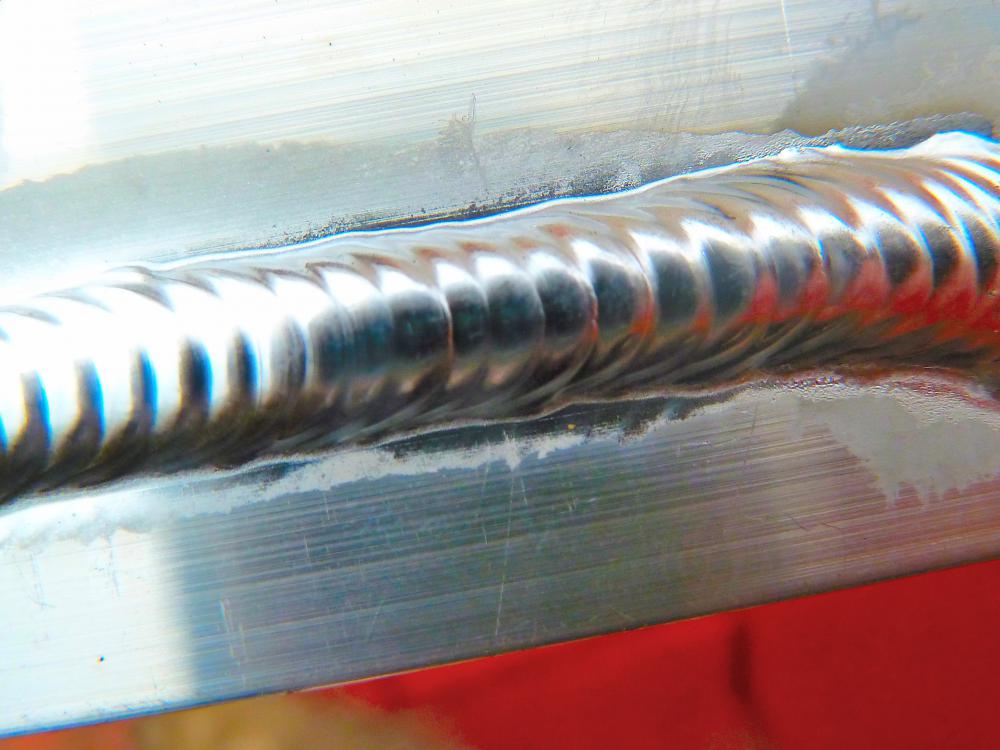
Большое количество труб используется для изготовления малогабаритных батарей отопления. Ведь металлопродукция поставляется с разными параметрами: диаметром, толщиной стенки, длиной. Электросварные и бесшовные трубы производятся по следующим стандартам:
- Труба водогазопроводная прямошовная – ГОСТ 3262-75,
- бесшовные – ГОСТ 8731-78 и ГОСТ 8732-78.
Труба нержавеющая имеет ряд неоспоримых преимуществ по сравнению с аналогичными изделиями из обычной стали. По всем вопросам заказа продукции вы можете обращаться к специалистам компании «Верна-СК». Наши прайс-листы на трубы постоянно дополняются новыми позициями.
Стоимость труб нержавеющих бесшовных
| Размер трубы | Цена за тонну с НДС, руб. | стальмарки |
| 8×1 | 519 864,69 руб. | 12x18n10т |
| 10×1 | 504 175,94 руб. | 12x18n10т |
| 12×1 | 484 564,74 руб. | 12x18n10т |
| 14×2 | 379 066,37 руб. | 12x18n10т |
| 16×1 | 411446,27 руб. | 12x18n10т |
| 18×3 | 360925,18 руб. | 12x18n10т |
| 20×2 | 348 234,76 руб. | 12x18n10т |
| 21×3 | 354 702,34 руб. | 12x18n10т |
| 22×2 | 348 743,17 руб. | 12x18n10т |
| 20×3,5 | 348 743,17 руб. | 12x18n10т |
| 25×2 | 326,9 руб.46,72 | 12x18n10т |
| 27×3 | 346080 руб. | 12x18n10т |
| 27×3,5 | 339 778,05 руб. | 12x18n10т |
| 32×2 | 336192 руб. | 12x18n10т |
| 38×2,5 | 312 559,68 руб. | 12x18n10т |
| 42×5 | 319300 руб. | 12x18n10т |
| 48×3 | 29 руб.8 938,96 | 12x18n10т |
| 57×3,5 | 296310,4 руб. | 12x18n10т |
| 60×4 | 296310,4 руб. | 12x18n10т |
| 76×4 | 296310,4 руб. | 12x18n10т |
| 76×4,5 | 296310,4 руб. | 12x18n10т |
| 89×4 | 296310,4 руб. | 12x18n10т |
| 108×5 | 302 523,36 руб. | 12x18n10т |
| 133×4,5 | 319300 руб. | 12x18n10т |
| 159×6 | 303479,2 руб. | 12x18n10т |
| 159×11 | 318 772,64 руб. | 12x18n10т |
| 168×10 | 308440,3 руб. | 12x18n10т |
| 219×6 | 314949,28 руб. | 12x18n10т |
| 219×12 | 328808,96 руб. | 12x18n10т |
| 245×11 | 366 708,02 руб. | 12x18n10т |
| 273×8 | 349 595,18 руб. | 12x18n10т |
| 325×8 | 347 824,82 руб. | 12x18n10т |
| 426×8 | 350200 руб. | 12x18n10т |
| 25×2 | 583 655,68 руб. | 10Х17х23М2Т |
| 57×3,5 | 536 249,31 руб. | 10Х17х23М2Т |
| 89×4 | 536 249,31 руб. | 10Х17х23М2Т |
| 108×5 | 543 701,57 руб. | 10Х17х23М2Т |
| 133×6 | 550 527,58 руб. | 10Х17х23М2Т |
| 159×6 | 573 322,72 руб. | 10Х17х23М2Т |
Стоимость труб нержавеющих
| Размер трубы | Состояние | Цена за метр погонный с НДС, руб. | стальмарки |
| 16×1,5 | матовый | 146,26 руб. | AISI 304 |
| 16×1,5 | зеркало | 189,52 руб. | AISI 304 |
| 16×1,5 | полированный | 170,98 руб. | AISI 304 |
| 20×1,5 | матовый | 176,13 руб. | AISI 304 |
| 20×1,5 | зеркало | 219,39 руб. | AISI 304 |
| 25×2 | матовый | 280,16 руб. | AISI 304 |
| 25×2 | зеркало | 321,36 руб. | AISI 304 |
| 32×2 | матовый | 353,29 руб. | AISI 304 |
| 32×2 | зеркало | 396,55 руб. | AISI 304 |
| 32×2 | полированный | 380,07 руб. | AISI 304 |
| 38×1,5 | матовый | 327,54 руб. | AISI 304 |
| 38×1,5 | зеркало | 380,07 руб. | AISI 304 |
| 38×1,5 | полированный | 359,47 руб. | AISI 304 |
| 42,4×1,5 | матовый | 362,56 руб. | AISI 304 |
| 42,4×1,5 | зеркало | 421,27 руб. | AISI 304 |
| 50,8×1,5 | матовый | 438,78 руб. | AISI 304 |
| 50,8×1,5 | зеркало | 508,82 руб. | AISI 304 |
| 50,8×1,5 | полированный | 482,04 руб. | AISI 304 |
| 50,8×1,5 | еда | 452,17 руб. | AISI 304 |
| 53×1,5 | матовый | 454,23 руб. | AISI 304 |
| 53×1,5 | еда | 467,62 руб. | AISI 304 |
| 101,6×2 | матовый | 1165,96 руб. | AISI 304 |
| 101,6×2 | еда | 1200,98 руб. | АИСИ 304 |
| 10x10x1 | матовый | 99,91 руб. | AISI 304 |
| 25x25x1,2 | матовый | 210,12 руб. | AISI 304 |
| 25x25x1,2 | зеркало | 264,71 руб. | AISI 304 |
| 40x20x1,5 | матовый | 296,64 руб. | AISI 304 |
| 40x20x1,5 | зеркало | 367,71 руб. | AISI 304 |
| 50x50x2 | матовый | 607,7 руб. | AISI 304 |
| 80x40x2 | матовый | 721 руб. | AISI 304 |
| 100x100x3 | матовый | 1774,69 руб. | AISI 304 |
| 16×1,5 | зеркало | 96,82 руб. | AISI 201 |
| 16×1,5 | полированный | 96,82 руб. | AISI 201 |
| 18×1,5 | матовый | 81,37 руб. | AISI 201 |
| 18×1,5 | зеркало | 95,79 руб. | AISI 201 |
| 38×1,5 | зеркало | 222,48 руб. | AISI 201 |
| 38×1,5 | полированный | 211,15 руб. | AISI 201 |
| 50,8×1,5 | зеркало | 296,64 руб. | AISI 201 |
| 15,9×1,5 | зеркало | 123,6 руб. | БМТ |
| 15,9×1,5 | полированный | 123,6 руб. | БМТ |
| 38,1×1,5 | зеркало | 247,2 руб. | БМТ |
| 38,1×1,5 | полированный | 247,2 руб. | БМТ |
| 50,8×1,5 | зеркало | 309 руб. | БМТ |
| 50,8×1,5 | полированный | 298,7 руб. | БМТ |
Теплота и уют – главные критерии комфортного жилья. Основную роль в обустройстве жилья играют системы отопления, обеспечивающие обогрев помещений и подходящий температурный режим. К выбору труб для отопления нужно подходить со всей тщательностью, от них зависит эффективность всей системы и срок службы конструкции. В первую очередь трубы отопления должны обеспечивать герметичность системы, ее прочность и долговечность. Качественная сталь, из которой изготавливаются гофрированные трубы для отопления, обеспечивает антикоррозийную защиту, а также надежность как автономной, так и централизованной системы водоснабжения.
Трубы гофрированные нержавеющие для отопления
Группа компаний «Флексор» предлагает надежное решение для организации трубопроводов систем водяного отопления в любых помещениях – это гибкие гофрированные трубы из нержавеющей стали SUS304 и латунные компрессионные фитинги к ним.
Гофрированные трубы и фасонные части из нержавеющей стали могут применяться для:
Подключения радиаторов отопления
Замена труб отопления в помещениях
Прокладка трубопроводов от магистральных и местных (отопительные котлы) источников теплоносителя непосредственно к жилым и нежилым помещениям отапливаемые помещения.
В качестве дополнительного активного элемента системы отопления (теплообменник или аналог радиатора отопления)
Преимущества использования гибких гофрированных труб в системах отопления:
1. Стойкость к коррозии и заиливанию:
Материал, из которого изготовлены трубы (нержавеющая сталь марки SUS304) и характер его обработки (полированная стальная лента) позволяет использовать гибкие гофрированные трубы в системах отопления, где используется как техническая вода, так и другие комбинированные теплоносители как теплоноситель.
2. Высокая термостойкость:
Максимальная рабочая температура трубопроводов из гибких гофрированных труб из нержавеющей стали (с соединительными элементами – фитингами для гофрированных нержавеющих труб) до +150°С, что позволяет использовать их не только в качестве магистральных трубопроводов системы отопления , но и в местах подключения к магистральным источникам или распределительным узлам доступа к теплоносителю с повышенным температурным режимом.
3. Устойчивость к размораживанию:
Пожалуй, самым главным преимуществом гибких гофрированных труб из нержавеющей стали, которые используются в качестве трубопроводов для систем отопления, является уникальная стойкость к «размораживанию» системы отопления.
В отличие от всех других видов труб, применяемых при монтаже систем отопления (медных, стальных, металлопластиковых, полипропиленовых), гибкие гофрированные нержавеющие трубы при «разморозке» (замерзании теплоносителя в системе отопления) не разрушаются и не выходят из строя , но полностью сохраняют свои эксплуатационные качества, а после прогрева или замены теплоносителя в системе готовы к дальнейшему полноценному использованию.
Это феноменальное качество достигается благодаря гофрированной структуре трубы. При замерзании и в результате расширения теплоносителя труба сразу компенсирует линейное расширение трубопровода, предотвращая возникновение избыточного давления на стенки трубы и в местах соединения труба-фитинг-нагреватель, тем самым сохраняя целостность и функциональность всей разморозки трубопроводной системы.
4. Стойкость к гидроударам:
Все та же гофрированная конструкция труб для отопления от ГК «Флексор» гарантирует целостность трубопроводов в системах отопления жилых квартир, административных, торговых и технических помещений в периоды регламентных работ по предсезонной подготовке к опрессовке систем отопления или во время разрушительных гидроударов.
Трубопроводы из нержавеющих гофрированных труб и латунные фитинги к ним выдерживают избыточное давление в системе до 60 Атм., при рабочем уровне давления 15 Атм. для трубы диаметром 12 мм, 15 мм, 18 мм, 12 Атм. для трубы диаметром 20 мм и 10 атм. для труб диаметром 25 мм и 32 мм.
5. Не требует последующего профилактического обслуживания:
Трубопроводы для систем отопления из гофрированных нержавеющих труб не требуют предсезонной и межсезонной профилактики в виде подтяжки накидных гаек арматуры или промывки трубопроводной системы.
Срок службы трубопровода из нержавеющей стали – не ограничен.
Срок службы силиконовых прокладок в фитингах до 30 лет.
6. Простая установка:
Для выполнения всех видов работ по монтажу трубопроводов систем отопления и подключению отопительных приборов специальных навыков и применения затратных способов монтажа (сварка, применение гидравлического или электроинструмента) не требуется. Все работы производятся только с применением двух рожковых или разводных ключей. Легкость материала и удобная упаковка позволяют изготавливать отдельные участки трубопровода непосредственно на месте монтажа, обеспечивая при этом 100% точность требуемых размеров и, соответственно, 100% экономию материала.
7. Экономия затрат:
Уникальные свойства гофрированных труб – гибкость, небольшой вес, удобная упаковка, простота монтажа – в совокупности позволяют комплексно сэкономить до 30% логистических и трудозатрат на организацию трубопроводов для систем отопления по сравнению с организацией таких трубопроводов от других виды труб (полипропиленовые, металлопластиковые, медные и др.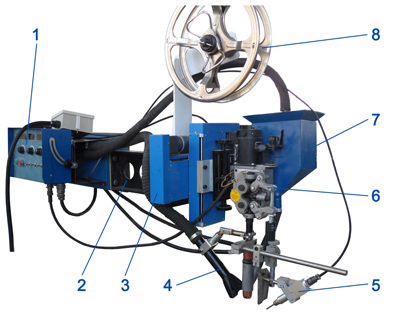 ).
).
Однако основной статьей экономии при использовании гофрированных труб из нержавеющей стали в системах отопления является максимально выгодная цена по сравнению с аналогами, которую предлагает Flexor Group. указано на сайте за 1 метр.
Добрый день, уважаемые читатели! Схемы разводки систем отопления в домах современной архитектуры настолько сложны по конфигурации, что собрать их с использованием стальных или пластиковых труб очень проблематично, а чаще всего просто нереально. Альтернативным вариантом в таких случаях может стать гофрированная труба из нержавеющей стали для отопления, сочетающая в себе высокую гибкость гофры и уникальные свойства нержавеющей стали.
Начал использоваться для монтажа систем отопления не так давно, но уже завоевал популярность благодаря своим уникальным техническим и эксплуатационным характеристикам.
Достоинства и недостатки:
К достоинствам можно смело отнести:
- Широкий диапазон рабочих температур. Гофрированные трубы без потери своих первоначальных свойств могут эксплуатироваться при температуре теплоносителя в диапазоне от -50ºС до +110ºС;
- устойчивость к сильным скачкам давления внутри сети.
 Изделия из нержавеющей стали имеют большой запас прочности по давлению, так как выдерживают до 50 бар. В системах отопления при максимальной температуре циркулирующего вещества +110ºС уровень давления обычно не превышает 15 бар;
Изделия из нержавеющей стали имеют большой запас прочности по давлению, так как выдерживают до 50 бар. В системах отопления при максимальной температуре циркулирующего вещества +110ºС уровень давления обычно не превышает 15 бар; - высокая эластичность. Трубы легко гнутся без использования специальных инструментов. Им можно придать любую форму (радиус изгиба 30 – 150 мм в зависимости от диаметра труб), что позволяет монтировать разводку с минимальным количеством фитингов, снижая тем самым общую стоимость системы отопления;
- необычайно высокая устойчивость к коррозии. Гофрированная труба не разрушается под воздействием влаги, ее внутренние стенки не подвержены образованию известковых наростов, снижающих пропускную способность трубопроводов; Прочность
- . Срок службы гофрированных труб из нержавеющей стали практически неограничен; только нарушение целостности арматуры, срок службы которой не превышает 30 лет, может повлиять на продолжительность срока эксплуатации системы отопления;
- гладкие внутренние стены.
 Гофрированные трубы изнутри имеют гладкую поверхность, что создает минимальное сопротивление движению теплоносителя и обеспечивает бесшумность;
Гофрированные трубы изнутри имеют гладкую поверхность, что создает минимальное сопротивление движению теплоносителя и обеспечивает бесшумность; - ремонтопригодность. При необходимости можно легко заменить только участок гофротрубы или вышедший из строя прибор;
- возможность компенсировать линейное расширение за счет гофрированной конструкции, что особенно важно при устройстве «теплого пола»; Морозостойкость
- . Гофра из нержавейки не боится разморозки, если в ней замерзает вода, то труба просто расширяется, и в дальнейшем ее можно прогреть паяльной лампой.
Как и любой другой товар, гибкая труба для отопления имеет ряд недостатков:
- низкая ударопрочность. При монтаже участков системы отопления в местах, где есть риск механических повреждений, рекомендуется защищать гофрированную трубу из нержавеющей стали;
- сложный уход. Очистить гофру от пыли несколько сложнее, чем трубы с гладкой поверхностью. При чистке придется пользоваться щеткой, а гофрированные конструкции лучше всего сразу закрыть защитным чехлом или экраном;
- специфический внешний вид.
 Многие не считают рифленую поверхность изделий достаточно эстетичной, но если использовать скрытый способ монтажа, то этот недостаток становится несущественным;
Многие не считают рифленую поверхность изделий достаточно эстетичной, но если использовать скрытый способ монтажа, то этот недостаток становится несущественным; - невозможность бетонирования внутри стены. Для подключения к отопительным приборам используются специальные фитинги, к которым должен быть обеспечен свободный доступ для осмотра и обслуживания;
- высокая электропроводность, поэтому необходимо устройство заземления и установка диэлектрических прокладок.
Альтернативы
Кроме нержавеющей стали, для изготовления гофрированных труб применяют пластмассу или чугун (изделия с ребристой поверхностью). Пластиковые изделия – не лучший вариант для отопления, где рабочая температура теплоносителя может достигать +110ºС, так как нормально функционировать они могут только при температуре до +85ºС и давлении в системе не более 20 атмосфер.
Чугунные оребренные трубы маркиотличаются высокой устойчивостью к термическим нагрузкам, но постепенно выпадают из массового применения из-за большого веса, низкой ударопрочности и сложности процесса монтажа.

Как изготавливают гофрированные трубы из нержавеющей стали?
Технические условия на изготовление гофрированных труб регламентируют использование нержавеющей стали AISI 304.
Производится по следующей технологии:
- лист нержавеющей стали поступает в формовочную машину, где приобретает цилиндрическую форму;
- края цилиндра сварены между собой лазером, плазмой или индукционным током;
- прочность сварного шва проверяют вихревыми токами;
- затем заготовка проходит калибровку, в ходе которой изделие приобретает характерную волнистую структуру;
- при выходе из калибровочного станка осуществляется резка необходимой длины.
Такую трубу уже можно использовать для монтажа, но она менее прочная и пластичная. Для улучшения этих показателей изделия подвергают термической обработке (обжигу) при температуре +600ºС с последующим периодом принудительного охлаждения (отпуска).
Визуально изделия ничем не отличаются, однако после обжига они становятся более прочными и гибкими, а значит, при сгибании на них не будут образовываться заломы, как на нерифленом гофре.

Производители и на что обратить внимание при покупке
Основной объем гофры из нержавеющей стали в Южной Корее производят следующие компании:
- Lavita – производитель гофрированных труб из нержавеющей стали для отопления в среднем ценовом сегменте. К прочностным характеристикам стен есть нарекания: при установке фурнитуры есть риск повредить нержавейку, из-за чего протечки возникают позже. Однако этот недостаток скорее результат неграмотной установки. Гофрированные трубы из нержавеющей стали
- для отопления от этой фирмы считаются лучшими среди аналогичной продукции. Правда, и цена на них в разы превышает стоимость гофр предыдущего производителя. Эти модели соединяются фитингами, оснащенными утолщенными уплотнительными кольцами, что обеспечивает более надежное соединение. Продукция
- Hydrost по цене сравнима с трубами от Lavito, но эта продукция часто имеет заводской брак. Течи в местах фитингов возникают в среднем в 7% систем, собранных из этих труб.

- Довольно качественная продукция, но ее стоимость считается неоправданно высокой.
При покупке гофрированного изделия следует визуально осмотреть его поверхность на наличие повреждений, заломов и деформаций. Расстояние между гребнями должно быть одинакового размера по всей длине трубы.
Также необходимо ознакомиться с сертификатом соответствия, что позволит подтвердить качество и избежать покупки кустарных подделок.
Дополнительные критерии выбора зависят от типа гофры:
- номерная длина. Труба должна иметь полный комплект фитингов;
- произвольной длины. Необходимо проверить качество линии реза. Края должны быть ровными и без заусенцев.
Какая гофра лучше?
Lavita – производитель гофрированных труб из нержавеющей стали для отопления в среднем ценовом сегменте. Однако к этому изделию есть нарекания потребителей в отношении прочностных характеристик стенок: при установке фурнитуры есть риск повредить нержавейку, что впоследствии станет причиной протечек. Однако этот недостаток скорее результат неграмотной установки.
Однако этот недостаток скорее результат неграмотной установки.
Продукция Hydrosta сопоставима по цене с трубами от Лавит, но часто имеет заводской брак. Течи в местах фитингов возникают в среднем в 7% систем, собранных из этих труб.
Продукция Meibes достаточно качественная, но ее стоимость считается неоправданно высокой.
Гофрированные трубы из нержавеющей стали для отопления Кофулсо считаются лучшими среди аналогичной продукции. Правда, и цена на них в разы превышает стоимость гофр предыдущего производителя. Эти модели соединяются фитингами, оснащенными утолщенными уплотнительными кольцами, что обеспечивает более надежное соединение.
Размеры и ориентировочные цены
Трубы гофрированные диаметром 15, 20, 25 и 32 мм выпускаются для разводки радиаторной системы отопления и «теплого пола».
Цена за 1 пог.м. у всех производителей разные. Например, отожженная гофрированная труба из нержавеющей стали Кофулсо продается по цене:
- Ду 15 мм – 172 рубля;
- Ду 20 мм – 320 руб.
 ;
; - Ду 25 мм – 399 руб.;
- Ду 32 мм – 766 руб.
Крепление
Монтаж гофрированных труб из нержавеющей стали в систему отопления производится по тем же правилам, что и изделий из других материалов. Только способы подключения имеют свои особенности.
Способы соединения
Для соединения гофрированных труб из нержавеющей стали с силиконовым или резиновым уплотнительным кольцом. Конец трубы вставляется в него до упора и затягивается кольцом.
При переходе с гладкой стальной трубы на гофрированную сначала к гладкой трубе присоединяется фитинг, а затем в него вставляется нержавеющая гофрированная труба.
Гибкое соединение радиаторов
Для изготовления гибких шлангов к радиаторам и отопителям используется ручной валик.
Сначала труборезом или болгаркой отрезается кусок трубы необходимой длины, а линия реза тщательно зачищается. Затем труба вставляется в рулон выступом на двух кольцах гофра для осуществления развальцовки выступающей кромки молотком. Далее на этот конец трубы надевается накидная гайка с резиновой прокладкой. Таким же образом прикрепите накидную гайку к другому концу.
Далее на этот конец трубы надевается накидная гайка с резиновой прокладкой. Таким же образом прикрепите накидную гайку к другому концу.
Теплый пол
Для укладки гофрированных труб в системе «теплый пол» в качестве крепежа рекомендуется использовать пластмассовые хомуты.
Отверстия под дюбели для крепления хомутов необходимо просверлить сквозь слой утеплителя в бетонную стяжку.
Установку следует начинать с распределительного шкафа, подключив один конец к выходу коллектора. Далее труба раскатывается из бухты и по виткам укладывается между обоймами, расстояние между которыми должно быть 30 см и не менее 20 см от стен. После того, как труба будет равномерно распределена по помещению, другой ее конец подключается к выходу коллектора обратки.
Нержавеющая сталь – это материал с максимальной полезностью и отличными эксплуатационными характеристиками: он прочен, не подвержен коррозии, может использоваться при любой температуре и имеет длительный срок службы.
Именно эти преимущества обеспечили трубам отопления из нержавеющей стали их нынешнюю популярность. Сегодня мы поговорим о преимуществах и недостатках нержавеющих трубопроводов, рассмотрим их монтаж, а также проанализируем актуальные рыночные цены.
Особенности продукта
Не увлекаясь излишне красочными описаниями, сразу рассмотрим все плюсы и минусы, касающиеся труб из нержавеющей стали для отопления.
Преимущества:
- Трубы из нержавеющей стали для отопления имеют длительный срок службы. Это связано с тем, что нержавеющая сталь, как материал, абсолютно не боится коррозии: ни от воздействия жидкостей, ни от кислых сред; Трубы из нержавеющей стали
- не подвергаются линейному расширению в процессе эксплуатации. По этой причине на их основе может осуществляться монтаж внутристенных систем отопления из стальных труб;
- Нержавеющая гофротруба для отопления обладает достаточной эластичностью. Гофрированная нержавеющая сталь позволяет использовать ее в прокладках теплотрасс, где имеется большое количество изгибов.

- Трубы отопительные из нержавеющей стали обладают высокой твердостью и жесткостью, в результате чего кратковременно выдерживают гидравлические удары силой до 15 атмосфер, не боятся механических воздействий извне;
- Такие трубы имеют широкий диапазон рабочих температур: не боятся замерзания, могут транспортировать среду, температура которой превышает 400 градусов;
- Монтаж отопительных регистров из стальных труб отличается высокой эффективностью, так как нержавеющая сталь имеет хороший коэффициент теплопередачи.
- Монтаж системы отопления из нержавейки предельно прост: для этого не нужно использовать специальную арматуру или оборудование, все соединения выполняются с помощью обычных фитингов.
Недостатков у этого вида труб намного меньше, чем достоинств:
- Стоит признать, что гофрированная нержавеющая труба для отопления имеет довольно специфический внешний вид, монтаж которого подойдет под дизайн далеко не каждого помещения ;
- Цена: Нержавеющая сталь – очень дорогой материал, поэтому трубы отопления и фитинги к ней обойдутся вам довольно дорого.

Относительно последнего пункта отметим, что высокая плотность нержавеющей стали позволяет производителям изготавливать качественные, прочные трубы и фитинги, которые при этом имеют сравнительно небольшую толщину, что снижает их конечную стоимость.
Технические условия
ГОСТ на трубы для отопления 3262-75 определяет достаточно жесткие требования к изделиям из нержавеющей стали. По его словам, качественные нержавеющие трубы и фитинги для отопления должны соответствовать следующим характеристикам:
- Нормальное рабочее давление – 15 атмосфер;
- Максимально допустимое давление в трубопроводе 50 атмосфер;
- Давление с последующей деформацией и разрушением (разрывом) – 200 атмосфер;
- Минимальная температура рабочей среды: – 50 градусов;
- Минимальный допустимый радиус изгиба должен быть равен диаметру изделия.
Технология производства гофрированных нержавеющих труб полностью автоматизирована, что способствует высочайшей точности каждого этапа производства. Рассмотрим этапы изготовления подробнее:
Рассмотрим этапы изготовления подробнее:
- В первую очередь лист нержавеющей стали проходит предварительную обработку, после чего подается на формовочный конвейер, где ему придается цилиндрическая форма.
- Далее стыки баллона соединяются сваркой, которая выполняется в специальной газовой среде.
- На этом этапе формируется гофра (ребристое покрытие) – для этого заготовку прокатывают по роликам разного диаметра.
- Труба, уже напоминающая конечный продукт, проходит специальную термическую обработку, которая придает ей нужную эластичность.
- Последним этапом является нарезка отрезка на куски необходимого размера (в основном 50-метровые куски), которые сматываются в бухты.
Нюансы монтажа
Стоит помнить, что одно из основных преимуществ, которыми обладает стальная гофрированная труба для отопления, это гибкость, одновременно это ее ахиллесова пята.
Нет необходимости подвергать конструкцию при монтаже множественным изгибам в одном месте. Также, если в доме, где будет установлена система отопления из нержавейки, есть дети, следует подумать о том, как свести их контакт с трубами к минимуму.
Также, если в доме, где будет установлена система отопления из нержавейки, есть дети, следует подумать о том, как свести их контакт с трубами к минимуму.
Если дети используют гибкую трубу и ее фитинги в качестве опоры или перекладины, то постепенно накапливающаяся «усталость» материала превысит допустимую норму, и конструкция будет деформироваться.
Сварка трубопроводов отопления из нержавеющей стали не требуется – в основном такие конструкции соединяются с помощью специальной арматуры.
Монтаж системы отопления из стальных труб осуществляется следующим образом:
- Гофрированная нержавеющая труба соединяется с устройством, подающим горячую воду в систему отопления, с помощью универсальных полимерных или резиновых уплотнителей, входящих в комплект.
- Далее на месте первого соединительного узла труба разрезается с помощью специального роликового трубореза (при его отсутствии можно использовать обычную болгарку), после чего с обрезанного конца тщательно счищаются все заусенцы.

- На конце отрезков, которые будут соединяться (диаметры стальных труб отопления должны быть, разумеется, одинаковыми) надеваются фитинги, которые вкручиваются друг в друга. Убедитесь, что накидная гайка затянута должным образом.
- Трубопровод фиксируется в нужном положении на стене с помощью специальных кронштейнов.
- По окончании монтажа подайте воду в систему и проверьте герметичность соединений.
Нюансы монтажа (видео)
При покупке труб из нержавеющей стали следует внимательно смотреть на следующие детали:
- Внешнее покрытие изделия должно быть максимально гладким, на нем не должно быть сколов, трещин, вмятин ;
- Внимательно осмотрите сегмент по всей длине – не должно быть трещин и разрывов, образующихся из-за чрезмерного изгиба, ведь именно в таких местах со временем происходит деформация, и, как следствие, разгерметизация системы;
- Каждый из соединительных фитингов должен быть оснащен специальной уплотнительной прокладкой, при ее отсутствии фитинг можно выбросить в мусорное ведро.

Проанализировав предложение производителей на рынке сантехники, можно сделать вывод, что цена нержавеющих изделий для отопления зависит в первую очередь от их диаметра, а также от «бренда» компании, их производящей.
Мы не будем рекламировать хороших или плохих производителей, а просто рекомендуем обращать внимание только на продукцию, соответствующую ГОСТ РФ 3262-75 (о чем свидетельствует наличие соответствующей лицензии), что является достаточной гарантией качественный.
На рынке представлен широкий ассортимент нержавеющих труб, который удовлетворит все слои населения с разными финансовыми возможностями.
Другой вопрос, насколько долго служат трубы отопления из нержавеющей стали, которые продаются дешевле пластиковых. Обычно изделия такого типа без проблем служат не менее 20-25 лет при соблюдении правил эксплуатации и отсутствии механических воздействий.
Пытаясь найти минимальную стоимость металлопродукции для отопления, вы играете в лотерею.
Дешевые изделия могут прослужить много лет, а могут начать доставлять неприятности в самом начале эксплуатации.
Так что лучше сразу приобрести хорошие нержавеющие трубы, даже если вы выберете не самый дешевый вариант.
И, наконец, назовем конкретные цифры.
Цена на металлопродукцию для отопления из алюминиевого рифленого профиля минимального диаметра (15 мм) начинается от 2$ за метр, и растет по мере ее увеличения.
Вы можете купить трубы стальные для отопления диаметром 50 мм (2 дюйма) по цене 20 долларов за погонный метр.
Трубы стальные оцинкованные для отопления представлены на рынке в ценовом диапазоне от 1,5$ за погонный метр изделия диаметром 15 мм, до 6$ за метр погонного диаметра 50 мм.
Трубы из нержавеющей стали, применяемые для монтажа систем водоснабжения и отопления, имеют ряд преимуществ по сравнению с изделиями из обычных углеродистых сталей. К таким преимуществам можно отнести долговечность (которая может достигать до 400 лет), а также гигиеничность материала.
Кроме того, внутренний диаметр труб из нержавеющей стали не уменьшается с течением времени из-за накопления на их внутренних стенках продуктов окисления (и, разумеется, такие продукты не попадают в подаваемую по трубам воду, что особенно важно для бытового водоснабжения). Именно поэтому трубы из нержавеющей стали все чаще заменяются изделиями из обычных углеродистых сталей, которые за счет активного окисления могут прослужить не более 10–15 лет.
Преимущества нержавеющей стали
Преимущества труб из нержавеющей стали для отопления и организации водоснабжения обусловлены в первую очередь свойствами материала, из которого они изготовлены. К стали относятся стали, в химическом составе которых содержится не менее 13% хрома. При минимальном содержании хрома в изделиях из него их можно успешно использовать в среде, характеризующейся малой агрессивностью. Если количественное содержание этого элемента довести до 17 %, то нержавеющая сталь уже успешно противостоит воздействию даже 50 % раствора азотной кислоты. Именно поэтому трубы из сплава нержавеющей стали являются идеальным материалом для обустройства систем водоснабжения и отопления.
Именно поэтому трубы из сплава нержавеющей стали являются идеальным материалом для обустройства систем водоснабжения и отопления.
Поверхность труб из нержавеющей стали не окисляется под воздействием кислых и щелочных растворов, обеспечивает высокие гигиенические характеристики транспортируемой по ним воды. Эти качества, наряду с исключительной долговечностью, делают эту продукцию лучшим выбором для оснащения предприятий пищевой и фармацевтической промышленности.
При выборе труб из нержавеющей стали для обустройства водопроводной или отопительной системы следует учитывать их высокую стоимость и более значительные затраты на монтаж. Между тем, такие трубы не придется менять через 10-15 лет и проводить их регулярное техническое обслуживание, а значит, затраты полностью окупятся. Также следует учитывать, что при использовании технологии опрессовки монтаж труб из нержавеющей стали занимает минимальное количество времени.
В каких случаях трубы из нержавеющей стали могут окисляться
В некоторых случаях даже трубы из нержавеющей стали могут подвергаться коррозии. Очаги ржавчины на внутренних стенках таких труб появляются, если по ним транспортируется вода, содержащая в своем химическом составе значительное количество хлора. Если состав воды придет в норму, процесс ржавления труб замедлится, и они сохранят свои антикоррозийные свойства.
Очаги ржавчины на внутренних стенках таких труб появляются, если по ним транспортируется вода, содержащая в своем химическом составе значительное количество хлора. Если состав воды придет в норму, процесс ржавления труб замедлится, и они сохранят свои антикоррозийные свойства.
Концентрированный раствор хлора, используемый для дезинфекции водопроводных и других систем, также может вызывать коррозию труб из нержавеющей стали. В таких случаях для устранения причины коррозии трубы необходимо тщательно промыть после завершения процедуры.
Нержавеющая сталь в системе «теплый пол»
гибкие нержавеющие трубы
На современном рынке, помимо обычных нержавеющих труб, широко представлены виды. Благодаря преимуществам таких труб, которые были изобретены в конце прошлого века, их все чаще используют для решения самых разнообразных задач, как промышленных, так и бытовых.
Итак, трубы данного типа сегодня успешно применяются для:
- монтаж сетей водоснабжения, по которым транспортируются как холодные, так и горячие жидкости;
- обустройство такой системы отопления, как «теплый пол»;
- прокладка газовых коммуникаций;
- создание систем пожаротушения, использующих воду.

Нержавеющая сталь имеет ряд преимуществ, среди которых стоит выделить следующие.
- Такие изделия могут успешно эксплуатироваться в различных условиях даже при очень низких температурах.
- Гибкие трубы из нержавеющей стали способны выдерживать даже значительные гидроудары в сетях водоснабжения и отопления.
- Высокая гибкость таких труб, а также способность принимать любую конфигурацию позволяют использовать их для прокладки коммуникаций в труднодоступных местах и в достаточно стесненных условиях.
- С помощью специальных фитингов, отличающихся высокой прочностью и коррозионной стойкостью, можно достаточно быстро осуществить монтаж гофрированных труб из нержавеющей стали. При этом экономия трудозатрат при налаживании газо- или водоснабжения может достигать 80%. Немаловажно и то, что прокладка коммуникаций из таких труб не требует специальной подготовки персонала.
- Срок службы коммуникации, состоящей из нержавеющих труб, измеряется не одной сотней лет, а арматура, которой они соединены, может прослужить не менее 30 лет (особенно это актуально при организации городского водоснабжения и отопления).

- Гофрированные трубы из нержавеющей стали легкие и компактные (в собранном виде), что значительно снижает транспортные расходы.
Исходя из этих преимуществ, можно сделать вывод, что гибкие трубы из нержавеющей стали – это инновационное решение, позволяющее не только качественно выполнить монтаж систем газо- и водоснабжения, но и существенно сэкономить средства на такой процедуре.
Способы монтажа
При прокладке водопроводов или коммуникаций другого назначения с использованием труб из нержавеющей стали возможны несколько видов соединений, а именно:
- сварные;
- использование соединительных элементов фланцевого типа;
- опрессовка.
Для подключения помощи по обустройству сетей водоснабжения и отопления потребуется не только специальное оборудование, но и квалифицированный специалист. Такой процесс обычно осуществляется, а сама сварка выполняется в среде инертного газа. Плазменная сварка – самый современный метод, позволяющий качественно стыковать нержавеющие трубы, что также требует применения специального и дорогостоящего оборудования.
В бытовых условиях не всегда возможно использовать сварку, так как для этого необходимо не только иметь в своем распоряжении специальное оборудование, но и привлекать к управлению им квалифицированного специалиста. В связи с этим в таких случаях применяют безрезьбовые фланцевые или резьбовые штуцерные соединения.
Фланцы представляют собой два кольцевых элемента, соединенных друг с другом с помощью шпилек или болтов. Для достижения герметичности при использовании фланцев используется специальный уплотнительный элемент из резины или другого мягкого полимерного материала. Такие детали, как фланцы, имеющие довольно большие размеры, применяются в основном тогда, когда элементы трубопровода необходимо периодически демонтировать и обслуживать, затрачивая на это минимум времени. Недостатки соединений этого типа в том, что они достаточно плохо реагируют на перепады температуры и скачки давления в трубопроводе.
Инженерный журнал Дона
Журнал→Специализации→13. 05.18 – Математическое моделирование, численные методы и комплексы программ
05.18 – Математическое моделирование, численные методы и комплексы программ
- Лапшина И.В.
- Кравец А.В.
- Абстрактный
- pdf (рус)
В статье авторы отмечают, что современные угрозы, вызовы, риски и связанные с ними глобальные проблемы, а также острая необходимость использования возобновляемых источников энергии выходят на первый план в жизни современных обществ. Подчеркивается необходимость трактовки технического прогресса во взаимосвязи с современной наукой в российском обществе, и следует отметить, что в настоящее время проводимая политика в сфере обеспечения климатических соглашений подвержена правовой неопределенности. Авторы проводят когнитивное моделирование и строят когнитивную модель.
Ключевые слова: глобальные проблемы современности, информационные технологии, когнитивное моделирование, кибероперации
- Козырь О.Ф.
- Кривоносов В.
 А.
А.
- Абстрактный
- pdf (рус)
Вариант математической модели задачи оптимального раскроя полубесконечной полосы материала с возможностью поворота заготовок на 9предлагается 0 градусов. Рассматриваются двумерные заготовки, близкие к форме прямоугольника или вписанные в прямоугольник. Формализован процесс пересчета основных размеров заготовок. Показано, что приращения длины и ширины прямоугольной заготовки можно определять различными способами. Разработанные математические модели в основном ориентированы на решение задач малых предприятий и производства изделий простой формы. Даны рекомендации по программной реализации модели раскроя.
Ключевые слова: математическая модель, оптимизация, оптимальный раскрой полубесконечной полосы, прямоугольные заготовки, пересчет размеров заготовок, поворот заготовок на 90 градусов
- Козырь О.Ф.
- Кривоносов В.А.
- Соколов В.
 В.
В. - Бабенков В.А.
- Абстрактный
- pdf (рус)
Рассмотрен компьютерный тренажер для обучения операторов технологического процесса гранулирования аммофоса в барабанной сушилке-грануляторе. Кратко описаны технологический объект и требования к управлению процессом грануляции. Приведены функции тренажера, структура его математического и алгоритмического обеспечения. Программная реализация тренажера выполнена в среде Visual Basic.
Ключевые слова: компьютерный тренажер, математическая модель, алгоритмическое обеспечение, обучение операторов технологического процесса, окомкование, сушилка барабанного гранулятора, диаметр гранул, аммофосная пульпа
- Кириллова В.А.
- Рыбакова Л.Ю.
- Абстрактный
- pdf (рус)
Изучение проблемы фреттинг-повреждения механического узла, скрепленного болтами в трех измерениях, требует анализа полей напряжений в декартовых координатах по углу и радиусу контактных площадок. Это также требует определения места зарождения и распространения трещины. В этом исследовании мы сосредоточимся на численном моделировании с использованием ANSYS. Результаты, полученные в виде узловых решений, детально показывают положения концентраций напряжений и формирование болтового узла. Контактная поверхность между пластинами (или контактными элементами) характеризуется контактным давлением, сцеплением и зазором. Полученные результаты позволили определить напряжение, вызвавшее зарождение и распространение трещины, а также положение поврежденного участка фреттингом.
Это также требует определения места зарождения и распространения трещины. В этом исследовании мы сосредоточимся на численном моделировании с использованием ANSYS. Результаты, полученные в виде узловых решений, детально показывают положения концентраций напряжений и формирование болтового узла. Контактная поверхность между пластинами (или контактными элементами) характеризуется контактным давлением, сцеплением и зазором. Полученные результаты позволили определить напряжение, вызвавшее зарождение и распространение трещины, а также положение поврежденного участка фреттингом.
Ключевые слова: болтовая сборка, контактное моделирование, зона повреждения, фреттинг, закон Рамберга-Осгуда, напряжения фон Мизеса
- Смирнов В.К.
- Аникин А.В.
- Литовкин Д.В.
- Катышев А.М.
- Абстрактный
- pdf (рус)
В статье обсуждается использование машинного обучения применительно к обработке естественного языка (анализ тональности, анализ семантической близости) для построения системы рекомендаций по выбору парфюмерной продукции. Тема работы актуальна ввиду роста ассортимента выпускаемой парфюмерной продукции и сложности ее выбора потребителями и продвижения производителями. Предлагаемые подходы актуальны для решения данной задачи в связи с накоплением текстовых обзоров и обзоров парфюмерной продукции на различных сайтах, в том числе в интернет-магазинах.
Тема работы актуальна ввиду роста ассортимента выпускаемой парфюмерной продукции и сложности ее выбора потребителями и продвижения производителями. Предлагаемые подходы актуальны для решения данной задачи в связи с накоплением текстовых обзоров и обзоров парфюмерной продукции на различных сайтах, в том числе в интернет-магазинах.
Ключевые слова: машинное обучение, естественный язык, анализ настроений, дистрибутивная семантика, word2vec, рекомендательные системы
- Коренева В.В.
- Жога Л.В.
- Диков Р.В.
- Абстрактный
- pdf (рус)
Представлены результаты анализа токов утечки в зависимости от времени в образцах поликристаллической сегнетоэлектрической керамики твердых растворов титаната-цирконата свинца с примесями натрия и висмута в условиях приложения постоянного электрического поля. Рассматривались партии образцов, которые хранились в разных условиях, что привело к формированию двух партий – стандартной и бракованной. Образцы стандартной и бракованной партий по значениям тангенса угла диэлектрических потерь различались в несколько раз, а остальные электрофизические параметры практически не различались. Для измерения закономерностей колебаний тока во времени в образце использовалась модернизированная схема Мерца. Электрическое поле на образце менялось ступенчато. Колебания тока при постоянном напряжении на образце измерялись в процессе установления постоянного тока утечки и рассматривались как временной ряд, допускающий лишь статистическое описание. Определены изменения вида зависимости тока утечки от времени при увеличении напряженности электрического поля на образцах с разными значениями тангенса угла потерь. Экспоненциальный спад сопровождается случайными скачками величины тока утечки. Предполагается, что при более высоком напряжении состояние доменных областей стабилизируется, что приводит к утечке тока под действием деполяризующего поля, поскольку доменная система сохраняет свою более жесткую конфигурацию.
Образцы стандартной и бракованной партий по значениям тангенса угла диэлектрических потерь различались в несколько раз, а остальные электрофизические параметры практически не различались. Для измерения закономерностей колебаний тока во времени в образце использовалась модернизированная схема Мерца. Электрическое поле на образце менялось ступенчато. Колебания тока при постоянном напряжении на образце измерялись в процессе установления постоянного тока утечки и рассматривались как временной ряд, допускающий лишь статистическое описание. Определены изменения вида зависимости тока утечки от времени при увеличении напряженности электрического поля на образцах с разными значениями тангенса угла потерь. Экспоненциальный спад сопровождается случайными скачками величины тока утечки. Предполагается, что при более высоком напряжении состояние доменных областей стабилизируется, что приводит к утечке тока под действием деполяризующего поля, поскольку доменная система сохраняет свою более жесткую конфигурацию.
Ключевые слова: мобильные роботы, поляризация, деполяризация, сегнетоэлектрики, ток поляризации, остаточная поляризация, диэлектрические потери, электрическая нагрузка, доменная структура, электрический пробой, механическое повреждение
- Попов А.Н.
- Абстрактный
- pdf (рус)
В статье рассматривается решение задачи одностороннего фрикционного контакта на примере арочного водопропускного сооружения в насыпи. Односторонний контакт моделируется как задача линейной дополнительности, которая решается методом Лемке. Показаны особенности решения таких задач. Дается сравнение с современными подходами, указываются преимущества и недостатки предлагаемого метода.
Ключевые слова: конструктивная нелинейность, фрикционный контакт, односторонние связи, задача линейной дополнительности, численные модели, метод конечных элементов, приращение нагрузки
- Макаров Ю.
 А.
А. - Зевайкин А.Е.
- Абстрактный
- pdf (рус)
В статье рассмотрена возможность использования программного комплекса ANSYS WORKBENCH для расчета балок на упругом основании. Механические свойства грунтового основания очень сложны, поэтому при расчете конструкций на упругом основании возникают математические трудности. Таким образом, задача совершенствования методов расчета становится чрезвычайно актуальной. Использование программ компьютерного моделирования и возможностей современных компьютеров позволяет получить более точное решение таких задач. С помощью пакета программ ANSYS и метода конечных элементов выполнено моделирование деформаций балки на упругом винклеровом основании. Предлагаемый метод может быть использован для расчета осадки фундаментов зданий и сооружений.
Ключевые слова: ANSYS WORKBENCH, упругое основание, балка, компьютерное моделирование, деформация, метод конечных элементов, гипотеза Винклера
- Царькова Е.
 Г.
Г.
- Абстрактный
- pdf (рус)
В работе рассматривается модель управления надежностью интеллектуальной системы видеонаблюдения охраняемого объекта. Для построения модели работы системы охранного телевидения с модулями видеоаналитики использовалась схема многофазной системы массового обслуживания. Описан процесс построения компьютерной модели оценки показателей качества обработки поступающей в систему информации. Приведенная компьютерная модель дает возможность оценить надежность рассматриваемой системы в широком диапазоне параметров и может быть использована при проектировании, эксплуатации и модернизации интеллектуальных систем видеонаблюдения для повышения их надежности и обеспечения возможности осуществления эффективного управления. решения.
Ключевые слова: интеллектуальное видеонаблюдение, комплексная безопасность, надежность, многофазная система массового обслуживания, охраняемые объекты уголовно-исполнительной системы
- Белоусов И.
 С.
С. - Рогачев А.Ф.
- Абстрактный
- pdf (рус)
В ряде отраслей сельскохозяйственного производства, в том числе в сельском хозяйстве, мелиорации и др., возникают проблемы, решение которых требует применения искусственного интеллекта. В частности, оценка мелиоративного состояния сельскохозяйственных полей на больших площадях является весьма трудоемкой задачей даже с применением беспилотных летательных аппаратов. Для автоматизации этих интеллектуальных подходов эффективно использовать искусственные нейронные сети (ИНС), реализованные в виде компьютерных программ. Использование программного обеспечения как услуги (SaaS) — современный подход к компьютерной поддержке различных интеллектуальных производственных процессов, в том числе сельскохозяйственных. Перспективной отраслью для внедрения таких технологий является сельское хозяйство. Целью исследования является разработка методологии и создание облачной SaaS-системы для выявления дефектных участков сельскохозяйственных полей на базе ИНС.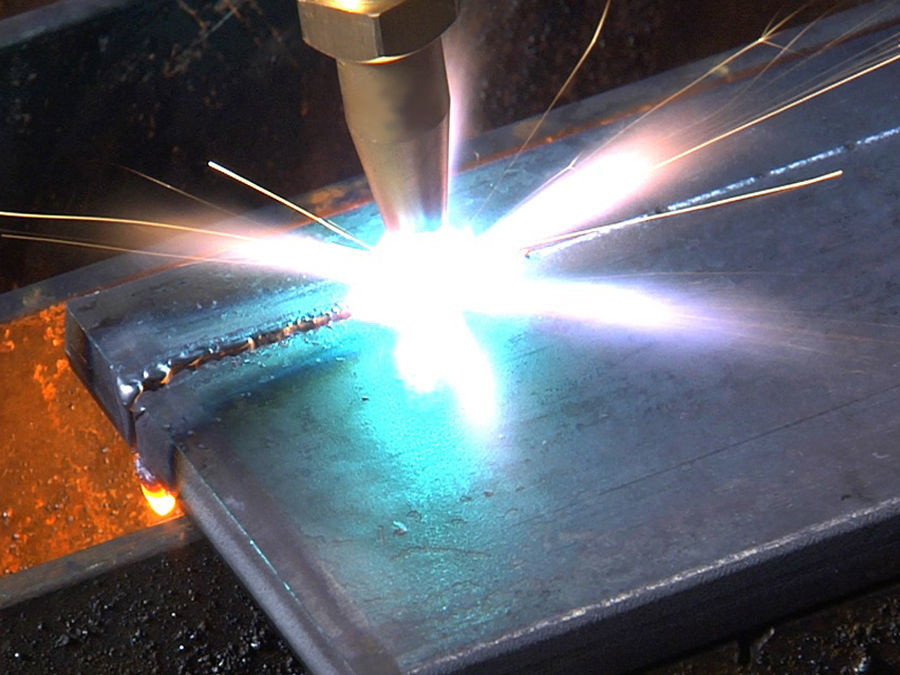 Развитие нейросетевых технологий и облачных сервисов позволяет обрабатывать большой объем информации в облаке и предоставлять пользователям доступ к вычислительным мощностям. В статье описана методология построения сервисной архитектуры для распознавания проблемных зон возделываемых сельскохозяйственных полей, подготовки данных, обучения сети, разработки клиентской и серверной частей. Такая реализация возможна с использованием таких технологий и инструментов, как CUDA, CNN, PyTorch. В результате выявлены сильные и слабые стороны их использования для решения задачи распознавания изображений на примере проблемных участков сельскохозяйственных полей. Установлено, что ИНС классификационного типа способны решать задачи распознавания мелиоративного состояния месторождений, а современные информационные технологии позволяют перенести расчеты в облако, при этом облачный сервис может монетизироваться по модели SaaS.
Развитие нейросетевых технологий и облачных сервисов позволяет обрабатывать большой объем информации в облаке и предоставлять пользователям доступ к вычислительным мощностям. В статье описана методология построения сервисной архитектуры для распознавания проблемных зон возделываемых сельскохозяйственных полей, подготовки данных, обучения сети, разработки клиентской и серверной частей. Такая реализация возможна с использованием таких технологий и инструментов, как CUDA, CNN, PyTorch. В результате выявлены сильные и слабые стороны их использования для решения задачи распознавания изображений на примере проблемных участков сельскохозяйственных полей. Установлено, что ИНС классификационного типа способны решать задачи распознавания мелиоративного состояния месторождений, а современные информационные технологии позволяют перенести расчеты в облако, при этом облачный сервис может монетизироваться по модели SaaS.
Ключевые слова: сельское хозяйство, цветные изображения, SaaS-система, искусственная нейронная сеть, классификация изображений
- Белоусов И.
 С.
С. - Рогачев А.Ф.
- Абстрактный
- pdf (рус)
Методы искусственного интеллекта могут быть использованы для решения задач сельскохозяйственного производства. Оценка состояния посевов на больших площадях даже с применением беспилотных летательных аппаратов — трудоемкая задача. Особенности задачи такой оценки заключаются в многофакторности анализируемых структур, что требует применения системного подхода на всех этапах исследования от формирования базы цветных изображений до интеллектуального решения задач их анализа. . Представлены результаты анализа U-net архитектуры ИНС и ее ограничений для задачи сегментации изображений. Цель исследования – обоснование архитектуры сегментационной искусственной нейронной сети (ИНС) для выявления проблемных зон сельскохозяйственных полей. Гипотеза преимущества сети сегментации была проверена на архитектуре DeepLabV3 ResNet50. Численными экспериментами установлено, что повышение точности сегментации изображений сельскохозяйственных полей сдерживается ограниченным разрешением и точностью набора данных ручной разметки. Построенные архитектуры могут использоваться в качестве алгоритмического ядра для создания систем SaaS, при этом производительность используемой конфигурации ИНС может иметь решающее значение.
Построенные архитектуры могут использоваться в качестве алгоритмического ядра для создания систем SaaS, при этом производительность используемой конфигурации ИНС может иметь решающее значение.
Ключевые слова: цветные изображения, задача сегментации, агрополюсные графики, глубокая нейронная сеть, архитектура INS, сверточные слои
- Мамадалиев Р.А.
- Ишкина Е.Г.
- Медведев А.В.
- Берг В.И.
- Абстрактный
- pdf (рус)
Рассмотрено применение результатов измерения твердости и ее моделирования в САПР в виде 3D-модели. Применялись различные режимы сварки, в качестве расходных материалов использовались электроды СТ-15, ОЗЛ-8 и КЛ-11. Материал для испытаний – горячедеформированная труба диаметром 159 мм.мм из коррозионностойкой стали 12Х18Н10Т толщиной 6 мм. Электроды оплавлялись на половину длины и снимались с электрододержателя, после охлаждения остатка электрода он использовался повторно. Для сканирующего измерения микротвердости образцов с нагрузкой 100 г шаг сканирования применялся 0,5 мм. Использование современного программного обеспечения позволило более точно смоделировать результаты испытаний на 3D-модели. Образцы сваривают электродами СТ-15 на максимальном токе 100 А. твердость свыше 450-550 В, независимо от того, какой проход был. Аналогично при сварке электродами марки ОЗЛ-8, но только на малых токах твердость превышает 450 HV. В обоих электродах твердость повышена. При использовании электродов ОЗЛ-8 образцы, сваренные на больших токах, имеют меньшую твердость, чем на малых токах. При сварке этими электродами возможно их использование в определенных проходах, например, при наплавке корневого слоя шва. При полном проплавлении на сильноточных режимах с электродами СТ-15 результат мало отличается от такового на слаботочных режимах.
Для сканирующего измерения микротвердости образцов с нагрузкой 100 г шаг сканирования применялся 0,5 мм. Использование современного программного обеспечения позволило более точно смоделировать результаты испытаний на 3D-модели. Образцы сваривают электродами СТ-15 на максимальном токе 100 А. твердость свыше 450-550 В, независимо от того, какой проход был. Аналогично при сварке электродами марки ОЗЛ-8, но только на малых токах твердость превышает 450 HV. В обоих электродах твердость повышена. При использовании электродов ОЗЛ-8 образцы, сваренные на больших токах, имеют меньшую твердость, чем на малых токах. При сварке этими электродами возможно их использование в определенных проходах, например, при наплавке корневого слоя шва. При полном проплавлении на сильноточных режимах с электродами СТ-15 результат мало отличается от такового на слаботочных режимах.
Ключевые слова: сталь 12Х18Н10Т, многопроходная сварка, сварка аустенитных сталей, труба, покрытые электроды, режимы сварки, механические свойства, макроструктура. Excel, Autodesk Inventor, КТ-15, ОЗЛ-8, КЛ-11, сила тока
Excel, Autodesk Inventor, КТ-15, ОЗЛ-8, КЛ-11, сила тока
- Беляев А.К.
- Царькова Е.Г.
- Абстрактный
- pdf (рус)
В статье рассматривается модель управления надежностью охранного оборудования с использованием оптимальных методов управления и интеллектуального анализа данных. Приведен алгоритм поиска стратегии управления техническим обслуживанием и ремонтами, обеспечивающий поддержку принятия решений в широком диапазоне изменения параметров системы. На примере информационной системы анализа и предиктивной диагностики технических объектов ИС «Аналитик» исследуется возможность автоматизации поиска оптимальных решений задачи повышения надежности средств безопасности, а также перспективы использования рассмотрены нейробиоуправления в задачах повышения надежности сложных технических систем.
Ключевые слова: система безопасности, надежность технических систем, оптимальное управление, необходимые условия оптимальности, нейробиоуправление
- Дронов В.
 М.
М. - Рогожина Т.С.
- Абстрактный
- pdf (рус)
Широкое использование Educational Data Mining (EDM) позволяет осуществлять сбор данных в образовательной сфере для анализа и корректировки образовательного процесса. На основе анализа направлений подготовки строительных специальностей был сделан выбор заявок на работу с сайта hh.ru. В программе Knime построена цепочка узлов для анализа вакансий по строительным специальностям. На основе запросов Knime проведен семантический анализ требований работодателей к строительным специальностям. Рассмотрена зависимость результата анализа требований работодателей от количества терминов в теме. Подготовка материала проводилась для сравнения данных, полученных из рабочих программ, с данными, извлеченными с сайта поиска работы hh.ru.
Ключевые слова: анализ, данные, рабочая программа, образование, запрос, термин, таблица, требование работодателя
- Евсина В.
 А.
А. - Широбокова С.Н.
- Жжонов В.А.
- Евсин В.А.
- Абстрактный
- pdf (рус)
В данной статье рассматриваются проблемы построения сверточных нейронных сетей для определения дорожных объектов. Представлена общая актуальность и постановка задачи определения дорожных объектов. Сформировано обоснование использования искусственных нейронных сетей для определения дорожных объектов. В качестве основной архитектуры искусственной нейронной сети для определения дорожных объектов используется сетевая архитектура Retinanet. Визуализирована общая концепция этой архитектуры и основные подсети. Описаны функции ошибок для основных подсетей сети Retina net. Дано описание конструкции алгоритмов построения аннотации данных для обучения искусственной нейронной сети, а также алгоритмов построения нейросетевой архитектуры классификации, регрессии и пирамиды признаков. Определена динамика изменения общей функции ошибок при определении дорожных объектов. Представлен результат обучения искусственной нейронной сети.
Ключевые слова: сверточные нейронные сети, классификация, регрессия, сверточные нейронные сети, глубокое обучение, большие данные, математическое моделирование, информатика, архитектура RetinaNet
- Ефимов В.А.
- Валиаров М.Е.
- Шакиров Р.Ф.
- Насыбуллин А.Р.
- Фархутдинов Р.В.
- Ишкаев Т.М.
- Абстрактный
- pdf (рус)
Работа посвящена анализу частотных характеристик кусочно-однородной коаксиальной брэгговской СВЧ-структуры с неоднородностями во внутреннем проводнике. В статье представлены разновидности кусочно-однородных брэгговских коаксиальных СВЧ структур, варианты их практического применения и реализации, а также возможности их модернизации, а также рассмотрен рекуррентный метод расчета кусочно-однородной линии передачи. Рассмотрена возможность использования в схеме замещения сосредоточенных емкостей и проведено моделирование в программе электродинамического моделирования с начальными параметрами. По результатам проделанной работы сделан вывод о влиянии сосредоточенных емкостей, включенных в схему замещения кусочно-однородная коаксиальная брэгговская микроволновая структура значительно улучшает частотные характеристики одноволнового расчета по сравнению с полноволновым моделированием. При приближении к условиям, благоприятным для распространения первой высшей моды, необходимо учитывать в расчете эффекты ее распространения.
Ключевые слова: Брэгговская микроволновая структура, реактивность, диэлектрическая проницаемость, коаксиальный кабель, микроволновый диапазон
- Малюга А.л.
- Тарасов С.А.
- Скляров В.П.
- Абстрактный
- pdf (рус)
В статье представлены результаты исследования экономической эффективности результатов НИИОКР. Исследуются возможности использования математических моделей для оценки научной продукции, возможности ее внедрения в хозяйственную практику.
Ключевые слова: математические модели, прогноз, экономическая эффективность, хозяйственно ценные признаки, сорта
- Тихомиров С.А.
- Тихомиров К.С.
- Абстрактный
- pdf (рус)
Температурные режимы нагрева и охлаждения при трехмерной печати являются важнейшей частью технологического решения при производстве изделий в любой отрасли: от печати деталей для авиационной и ракетной техники до строительства зданий или изготовления протезов костей человека. В статье рассмотрен простой и надежный способ получения расчетных значений нестационарных температур и тепловых потоков при послойной печати изделий с различными теплофизическими свойствами и несовершенным контактом между слоями, не требующий специальных программных оболочек и больших машинных ресурсов. для расчетов.
Ключевые слова: нестационарный теплообмен, многослойная печать изделий, аддитивное производство, 3D-печать изделий, нагрев и охлаждение многослойных изделий, послойное напыление, оптимизация температурного режима полиграфической продукции
- Царькова Е.
 Г.
Г.
- Абстрактный
- pdf (рус)
В статье рассматривается модель управления надежностью сети передачи данных, используемая органом исполнительной власти для организации доступа к государственным информационным ресурсам. Описан процесс построения компьютерной модели системы оценки коэффициента готовности. Построенная компьютерная модель дает возможность оценить надежность рассматриваемой системы в широком диапазоне параметров и может быть использована при проектировании, эксплуатации и модернизации информационно-телекоммуникационной сети организации для повышения ее надежности.
Ключевые слова: информационно-телекоммуникационная сеть, провайдер, маршрутизация, надежность, государственный информационный ресурс
- Жжонов В.А.
- Евсина В.А.
- Широбокова С.Н.
- Абстрактный
- pdf (рус)
В процессе ведения информационной деятельности накапливается большой массив данных, отражающих специфику выполняемой работы. Сохраняемая информация не всегда находится в упорядоченном и понятном виде, что очень затрудняет работу с ней. Это усложняет анализ, увеличивает время обработки. Нейронные сети могут решить эту проблему. Сегодня нейронные сети широко используются во многих сферах деятельности, благодаря их применению, например, появляется возможность более тщательно анализировать рыночную ситуацию и принимать соответствующие решения, которые напрямую влияют на успех. Благодаря использованию нейронной сети можно осуществлять набор информации в удобном для анализа виде. В статье будет предоставлен список информации о самоорганизующейся карте Кохонена, касающейся принципов работы нейронной сети. Рассмотрена обработка тестовых данных с визуализацией карт.
Ключевые слова: Самоорганизующаяся карта Кохонена, сети Кохонена, нейронные сети, кластер, обработка, самоорганизующаяся карта, SOM
- Матвеев А.И.
- Абстрактный
- pdf (рус)
Задача планирования траектории движения мобильного робота рассматривается в следующей постановке: необходимо среди множества имеющихся путей выбрать оптимальную траекторию движения робота по холмистой местности из одной точки в другую. Разработанный алгоритм планирования оптимальной траектории движения подвижных объектов позволяет минимизировать затраты энергии при перемещении по холмистой местности. Оптимальная траектория определяется из условия минимума функционала работы сил трения качения. Для нахождения оптимальной траектории, на которой работа сил трения минимальна, используется метод динамического программирования. Предложенный алгоритм планирования оптимальной траектории может быть использован для снижения энергозатрат в процессе перемещения по холмистой местности не только автономных робототехнических комплексов, но и других транспортных средств.
Ключевые слова: алгоритмы планирования, работа силы трения качения, динамическое программирование, оптимизация по выбранному критерию
- Никишкина А.Б.
- Булычев В.В.
- Абстрактный
- pdf (рус)
В статье рассматривается вопрос расчета глубины сжимающих напряжений при использовании сферического индентора с целью повышения усталостной прочности стальных деталей. При вдавливании сферического индентора сначала происходит упругая деформация поверхности, а затем пластическая. Остаточная пластическая деформация выражается в размере отпечатка. Физико-механические свойства обрабатываемого материала не учитываются, процесс вдавливания сферического индентора в стальной образец в программе ANSYS моделируется методом конечно-элементного анализа (МКЭ). Была подана билинейная диаграмма деформирования, которая задается в программу по модулю упругости, пределу текучести и коэффициенту Пуассона. На следующем этапе с помощью Hex Dominant Method была построена сетка конечных элементов, которая разделила модель на элементы в виде шестигранников разного размера. В области контакта размер конечных элементов составлял 0,2 мм. Приведены результаты расчетов аналитических и численных методов для сферических инденторов диаметром 4, 6, 8, 10 мм и различной степени пластической деформации для определения глубины сжимающих напряжений, сопоставлены с известными данными, рассчитана погрешность. Выведена зависимость для предварительной оценки возникновения остаточных напряжений в зависимости от диаметра скважины после вдавливания сферического индентора.
Ключевые слова: сферический индентор, билинейная диаграмма деформации, пластическая деформация, глубина вдавливания, напряжение сжатия
- Газанчян А.Н.
- Угольницкий Г.А.
- Калачев В.Ю.
- Абстрактный
- pdf (рус)
В статье используется математический аппарат теории линейно-квадратичных дифференциальных игр, а также метод качественно репрезентативных сценариев для построения математической модели взаимодействия вуза и его индустриального партнера. Получено аналитическое решение игры (равновесие Нэша) и продемонстрировано численное решение задачи.
Ключевые слова: линейно-квадратичные дифференциальные игры, оптимизация, математическое моделирование, метод качественно репрезентативных сценариев, теория игр
- Сибгатуллин М. Р.
- Минязев Р.Ш.
- Сафиулин И.И.
- Бикташева А.Ш.
- Пашин Н.П.
- Абстрактный
- pdf (рус)
Предметом исследования является разработка сервиса генерации различных форм заданного слова на основе анализа слов, найденных в словаре. Были изучены имеющиеся подходы к решению такой задачи и выбран наиболее актуальный. Сервис осуществляет поиск внутри файла словаря с текстовым содержимым, чтобы автоматизировать процесс выбора нужных слов среди всего набора. Поиск основы слова осуществляется с учетом морфологии. Выполняя морфологический анализ слова, находят общую основу для всех его грамматических форм, отсекая суффиксы и окончания. В результате алгоритм сервиса позволяет искать все формы слова по заданному ключевому слову с учетом словоформ. При этом также анализирует, к какой части речи относится слово, это позволяет устанавливать разные способы определения словоформ. Для каждого типа слова: глагола, существительного, прилагательного, наречия используется свой алгоритм выделения словоформ. Особенность сервиса в том, что он позволяет не только искать словоформы в словаре, но и позволяет генерировать наборы словоформ исходя из типа заданного слова. Сервис работает на платформе Linux под управлением веб-сервера Apache. Для разработки использовались бесплатные программные средства. Разработка велась на JavaScript, HTML и CSS, также использовался серверный язык программирования PHP7.
Ключевые слова: поисковая система, анализ документов, лингвистика, словоформы, морфология, словообразование, веб-сервис
- Скрынников А.В.
- Шихин А.В.
- Попов А.А.
- Сидоров В.Н.
- Абстрактный
- pdf (рус)
В данной работе представлены результаты исследования взаимодействия бандажа колеса с опорной поверхностью опорно-ходового модуля при движении колесной машины. Приведено создание математической модели движения колеса на опорном основании опорно-ходового модуля. Для этого была представлена расчетная схема движения колеса по опорной поверхности опорно-ходового модуля и приведены следующие уравнения: динамики ведущего колеса; нормальная реакция и вектор реакции взаимодействия шины колеса с опорным основанием; коэффициент частичного трения скольжения для связных грунтов и коэффициент скольжения. Имитационное моделирование осуществлялось с использованием среды MATLAB Simulink, позволяющей на основе заданной математической модели исследовать разрабатываемую систему. При использовании этой системы происходит снижение стоимости дорогостоящих физических прототипов и повышение качества продукции, в результате повышения точности расчетов.
Ключевые слова: шина колеса, модуль подвески, колесная машина, MATLAB Simulink, математическая модель, моделирование
Краны шаровые фланцевые ЛД производителя. Шаровые краны ЛД.
ЧелябинскСПРАЗГУДАНСТРАСТРОЙ, ООО – крупнейший в России производитель стальных цельносварных шаровых кранов, выпускаемых с 2003 года под маркой ЛД.
Шаровые краны LD. – Это запорно-регулирующая арматура, которая активно используется в нефтегазовой отрасли. Кроме того, продукция активно используется предприятиями жилищно-коммунального хозяйства.
Краны шаровые ЛД применяются на промышленных и технологических трубопроводах, транспортирующих следующие рабочие среды: газ, нефтепродукты, пар, сжатый воздух, питьевую и техническую воду, водные растворы, агрессивные жидкости, спиртосодержащие вещества.
Краны шаровые изготавливаются условным диаметром от 15 до 700 мм, как стандартные, так и полнопроходные. Все модели кранов шаровых ЛД выпускаются с различными типами навесного оборудования фланцевые, муфтовые, под приварку, с полиэтиленовыми насадками для приварки к трубам ПНД, а также комбинированные. Краны малых диаметров также могут иметь резьбовое соединение. Краны ЛД больших диаметров могут выпускаться в нескольких вариантах с разной строительной длиной, в том числе «под вентиль». Некоторые модели, предназначенные для транспортировки жидких сред, имеют палубный клапан для удаления воздуха из трубопровода.
Краны большого диаметра Комплектуются редуктором, также выпускаются изделия, предназначенные для установки электропривода.
Краны шаровые ЛД могут быть установлены на трубопроводе в любом положении – как в горизонтальном, так и в вертикальном. Диапазон допустимых температур может быть от -60°С до +200°С (для кранов в специальном климатическом исполнении). Рабочее давление для основной запорной арматуры составляет до 25 бар, некоторые модели кранов малого диаметра рассчитаны на 40 бар вне зависимости от температуры среды.
В зависимости от назначения материалом корпуса служит сталь различных марок: 20 артикул, 09Г2с или 12Н18х10Т. Корпус всех моделей кранов ЛД – цельносварной, отсутствуют болтовые соединения, благодаря чему значительно повышается устойчивость запорной арматуры к динамическим нагрузкам. Сварка корпусов производится автоматически в среде инертных газов, что исключает неоднородность сварного шва. Кроме того, в конструкции кранов ЛД используются нелитые элементы, как и в большинстве аналогов, а изготовленные методом холодной штамповки.
Залогом качества продукции Челябинского СПГРУГДСТНСТНСРОДСТРАСТРОЙ является постоянный контроль материала и заготовок на всех этапах изготовления шаровых кранов ЛД, а также обязательные испытания каждого шарового крана ЛД на испытательных стендах согласно ГОСТ 9544-93 ” Арматура трубопроводная запорная. Клапаны герметичности затворов».
Средний ресурс шаровых кранов составляет 10 000 циклов открытия-закрытия, расчетный срок службы около 25 лет. На каждое изделие производитель предоставляет трехлетнюю гарантию.
Cranes Ball LD. Применяется в трубопроводах для передачи различных сред: воды, газа, нефтепродуктов и др. Материалом для изготовления корпуса служат марки конструкционных сталей, такие как 09Г2С, Ст.20, нержавеющая сталь 12х18Н10Т и другие. Шаровой лд имеет привод (шаровой) и шток, изготовленный из нержавеющей стали 20х13, 40х13. Эти элементы уплотнены эластомером, пластиком фторопласт-4.
Присоединение шарового крана ЛД к сети осуществляется как сварным, так и другими способами: если фланцевое, то с помощью фланцев, если муфтовое, то с помощью резьбы. Степень герметичности ворот кранов ЛД соответствует классу А по ГОСТ 54808-2011. По климатическому исполнению 9Краны 1211 Шаровые Сталь ЛД под сварку могут изготавливаться для эксплуатации в условиях умеренного климата (Категория С) и в холода (Категория СХЛ) по ГОСТ 15150-69.
Управляемые изделия могут управляться обычной ручкой, любым редуктором, а также пневматическим или электрическим приводом. Шаровой кран LD. Фланец должен выполнять свои функции при температурах -60…+200°С и -40…+200°С в зависимости от варианта его исполнения. Срок службы устанавливается не менее 3 лет. Наша компания поставляет стальной шар лд потребителям в любом количестве в короткие сроки.
В зависимости от того, в каком исполнении изготовлен кран, он может эксплуатироваться в разных категориях климата, чаще всего это климат умеренный и холодный. Герметичность конструкции затвора по стандарту, соответствующему классу А, обеспечивает шаровым кранам ЛД высокое качество С многолетней эксплуатации.
Холдинг “Сантехкомплект” – официальный дилер “ЧелябинскСПСГУДАНСТРОЙ”. Крупнейший уральский производитель под брендом LD. Он производит стальные шаровые краны. Они предназначены для транспортировки нефти и газа, монтажа трубопроводов, используются в системах тепло- и водоснабжения. Каждый продукт челябинской компании проходит обязательные испытания на соответствие ГТА и ТУ. Постоянный контроль производства гарантирует очень высокое качество продукции и положительную репутацию среди потребителей.
Краны ЛД.
ЧелябинскСПСГУДАНСТНССТРАСТРОЙ производит высококачественные краны большой грузоподъемности для различных областей промышленности. Кран марки ЛД применяется на газонефтепроводах, в системах водоснабжения и теплоснабжения, а также в производственных цехах предприятий пищевой промышленности. Он надежен и не пропускает трубный движитель, предотвращая утечку. Кроме того, кран LD прост в обслуживании и не требует регулярного обслуживания.
Шаровые краны LD.
Краны шаровые ЛД необходимы для промышленных и технологических трубопроводов, а также для инженерных коммуникаций. Краны этой марки незаменимы в следующих рабочих средах: газ, нефтепродукты, пар, сжатый воздух, питьевая и техническая вода, водные растворы, агрессивные жидкости, спиртосодержащие вещества. Выпускаются разных типов: фланцевые, под приварку, муфтовые, комбинированные. Шаровые краны LD просты в использовании и имеют срок годности 30 лет.
Кран шаровой марки ЛД имеет два стандарта внутреннего диаметра: стандартный широкий и полнопроходной. Кран стальной фирменный стандарта ЛД имеет внутренний диаметр отверстия в шаре на один размер ГОСТ меньше диаметра присоединяемой трубы. Размеры диаметра крепежного отверстия крана совпадают с диаметром трубы, что меняет большие габариты, массу и цену цены.
Штанга в изделии может быть довольно удлиненной, что удобно, если доступ непосредственно к крану ограничен из-за петельных особенностей системы. Также кран из стали ШАР марки ЛД можно заказать и с механической коробкой передач, актуальной для кранов большого диаметра и высокого давления.
Материалы
Краны Шаровые марки LD используют в своей конструкции унифицированный набор материалов. Корпус детали изготавливается из стали 20, хладостойкой 09Г2С или нержавеющей 12х18н10т. Укладка и шар из нержавеющей стали 12х18н10т или 20х13. Фторсилоксановый эластомер уплотнен, а шар также плюс для двойной защиты фторопластом. Шаровой кран под маркой LD поставляется с ручкой-наконечником из полимера.
Разновидности крепления
Краны компании Ball доступны в трех основных формах крепления: фланцевое, муфтовое и сварное, а LD также предлагает краны с комбинированным креплением и ходовым краном. Кран стальной фланцевый стальной фланцевый отличается высокой надежностью и рассредоточенностью соединения. Установка такого крана уместна в помещениях, где есть ограничения на сварочные работы, на технологических линиях, предполагающих периодический демонтаж и профилактику трубопроводной системы. Краны фланцевые представлены размерами диаметра в 600-700 мм.
Кран со сварным соединением соответствует требованиям максимальной герметичности. Этот тип востребован на магистральных трубопроводах, в системах с проходом большого диаметра, а также в условиях, когда не исключено гидратообразование в трубопроводной системе. Сварные краны можно купить диаметром от 15 до 600 мм.
Сцепной компаунд представлен для кранов диаметром до 80-100 мм в зависимости от расчета на газообразную или жидкую среду. Это связано с расчетом на меньшее давление среды и пониженное качество герметичности. Преимуществом этих кранов является легкая сборка с трубопроводом, простая разборка и возможность повторного использования.
Кран шаровой фланец марки ЛД выпускается также с комбинированным креплением, где с одной стороны фланец, а с другой соединение под сварку. Это соединение очень удобно при переходе с магистрального трубопровода на локальную систему технологической линии.
Выбор конкретной модели Кран необходим максимально, учитывая, что цена аварии при неправильном выборе может быть довольно высокой.
Краны цельносварные шаровые фланцевые ЛД выпускает ООО “ЧелябинскСПСграданстрой”. В каталоге они представлены в полном ассортименте. В продаже краны стальные фланцевые стандартные и полные ld ld. Краны фланцевые ЛД КШ.Т.Ф. Предназначен для перекрытия рабочего потока в пароводяных трубопроводах, работающих под давлением до 40 атм, с температурой до 200 градусов Цельсия. Ниже подробное описание Материалы изготовления:
- Корпус : Сталь (Артикул 20, 12x18N10T, 09G2C)
- Шарик : нержавеющая сталь
- Ду 15-32. : 20×13; Ду 40-65 : AISI 304; Ду 80-700 : AISI 409;
- В наличии : Нержавеющая сталь (12x18n10t, 20×13)
- Поющий инвентарь : Фторсилоксановый эластомер
- Уплотнение штока/подшипник скольжения : фторопласт F4K20 (PTFE + C, TEFLON)
- Шаринская печать : Фторопласт Ф4К20 (ПТФЭ+С, ТЕФЛОН) с двойным уплотнением из фторсилоксанового эластомера
Шары стальные фланцевые ЛД производятся в России и занимают лидирующие позиции по соотношению цена-качество. Полный цикл Производство внутри одного предприятия обеспечивает максимальное качество продукции.
Варианты управления фланцевыми кранами LD CSF
DN 15-250 : Ручка из окрашенной углеродистой стали с полимерным наконечником
DN 300-700 : Комплект механической коробки передач
Как рисовать овалы карандашом. Овал
Те, кто учится в художественных школах и других учебных заведениях, связанных с изобразительным искусством, не понаслышке знают, как сложно рисовать натюрморты круглыми предметами и гипсовыми вспомогательными средствами – цилиндрами, конусами, шарами, выстроенными насквозь. Сложнее всего передать их круги, повернутые под разными углами в перспективе.
Итак, в этой статье вы узнаете, как правильно с геометрической точки зрения нарисовать круг, повернутый в перспективе.
Как выглядит круг в перспективе?
Помните: видимая круглая часть предмета, повернутая в перспективе, визуально становится эллипсом.
Что такое эллипс, можно посмотреть в школьном курсе геометрии. Но для художника важно помнить его основные черты – симметричность относительно двух перпендикулярных друг другу осей и закругления краев по радиусу. То есть эллипс — это абсолютно симметричная фигура.
Есть история о разных половинах круга, который повернут под углом в перспективе. Об этом рассказывают в художественных школах и в Интернете. Но его часто неверно истолковывают, что приводит к путанице и путанице.
Например, круглая чашка, вид сверху.
Когда мы поворачиваем его под углом, то сверху мы видим круг по-другому. А то, что мы видим, как раз и называется эллипсом.
Запомните раз и навсегда: как бы мы ни поворачивали эту чашку, ее вершина останется эллипсом. Он может становиться шире, уже, но все равно оставаться эллипсом.
Как нарисовать круг в перспективе с одной точкой схода
Начнем с квадрата, в который мы вписываем круг. В центре пересечения диагоналей квадрата находится центр окружности. Оси окружности также проходят через центр, они перпендикулярны друг другу.
В месте соприкосновения осей круга с квадратом находятся точки соприкосновения круга и квадрата. Поэтому важно изобразить оси круга.
Нарисуем тот же квадрат в перспективе с одной точкой. На пересечении его диагоналей находится центр окружности. Оси окружности проходят через этот центр.
Обратите внимание: ось сместилась, а половинки круга стали неравными. Ближняя половина круга больше, дальняя меньше.
Однако эллипс симметричен. То есть обе его половины равны относительно оси. Чтобы найти ось эллипса, делим вертикальную ось окружности пополам и проводим другую ось через найденную точку. Мы видим, что эта линия не совпадает с осью окружности.
Теперь вы можете нарисовать эллипс. Делаем его симметричным относительно найденных осей и очерчиваем его, проходя через точки касания.
Как видите, все достаточно не сложно. Но мысль о разных половинах круга не дает покоя, мешает нарисовать ровный и геометрически правильный эллипс. Правда, не у всех получается нарисовать ровный эллипс с первого раза, так что не расстраивайтесь, если у вас все равно не получится. Главное, чтобы вы его нарисовали с правильным подходом.
Возникает вопрос: зачем мы тогда рисуем столько линий, рисуем квадрат с осями круга и диагоналями? Зачем тогда все усложнять? Предположим, мы рисуем сахарницу с крышкой сверху. Крышка имеет ручку в центре. Когда мы смотрим на него под углом, ручка визуально сдвинется, то есть будет расположена в центре круга. Центр окружности находится на пересечении диагоналей, как мы выяснили, то есть со смещением относительно центра эллипса.
Когда вы рисуете сложный объект, например балясину, вам нужно найти центр круга. Это поможет расположить отдельные элементы конструкции на одной оси.
Как нарисовать цилиндр
В перспективе с одной точкой схода все просто. Но если мы рисуем объект с двумя точками схода, все может быть сложнее. Например, возьмем цилиндр, лежащий на боку.
Самый распространенный вариант конструкции без надлежащей конструкции – это сплющенный цилиндр. Он не получается круглым, а выглядит приплюснутым.
В учебном рисунке все сложные формы следует изображать более простыми фигурами. Представим наш цилиндр в виде параллелепипеда, очерченного точками соприкосновения с цилиндром.
Главное правильно определить направление граней этого параллелепипеда и достоверно отобразить перспективу. Когда мы рисуем цилиндр с натуры, мы смотрим на угол между двумя гранями.
Как и в одноточечной перспективе, центр круга находится на пересечении диагоналей квадрата. Через найденный центр проводим оси окружности.
Чтобы найти оси эллипса, нам нужно найти ось вращения цилиндра. Для этого строим коробку насквозь и проводим ось вращения из центра передней грани в центр задней грани.
Найдите малую ось эллипса – она всегда параллельна оси вращения и расположена посередине оси окружности. В перспективе с двумя точками схода эта средняя точка часто совпадает с центром круга (или почти так, как у меня), но не всегда.
Нарисуйте малую ось эллипса. большая ось перпендикулярна малой. Главное следить, чтобы оси были перпендикулярны друг другу.
Обозначим точки касания и, проходя через них, начертим симметричный эллипс. Чтобы не получиться криво, следим за отрезками эллипса по осям – они должны быть одинаковыми.
Иногда бывают несовпадения, не получается пройти все точки касания плавно, так сказать растянуть эллипс по точкам касания. Во-первых, проверьте квадрат — возможно, он у вас слишком большой, неестественно снятый в перспективе, или наоборот, перспективы нет. Во-вторых, не ловите миллиметры, их все равно на чертеже никто никогда не увидит, если сам ваш эллипс выглядит ровным и убедительным.
Задняя часть цилиндра рисуется аналогичным образом.
Видно, что дальний эллипс выглядит шире и круглее, чем передний. Это значит, что мы правильно нарисовали перспективу, потому что сзади мы видим как бы больше, чем спереди. Отсюда и эффект. Возможно, все нарисовано довольно грубо, не все идеально ровно, но главное передать суть.
Теперь можно дорисовать цилиндр.
Как вписать круги в грани куба
Это волшебное упражнение поможет вам научиться рисовать круги в любом повороте и в любом ракурсе. Рисуем куб и вписываем в его грани круги.
Таким же образом вписываем круг в последнюю грань.
И самое главное: Вы должны понимать, что черчение – это не точная наука, не геометрия. И не надо зацикливаться на ловле миллиметров, все стирать и заново все перерисовывать, если что-то не сходится геометрически. Задача художника не в том, чтобы нарисовать геометрически точно, а в том, чтобы сделать свой рисунок убедительным. Особенно это актуально, когда речь идет о геометрически правильных фигурах.
Итак, рисуя круги в перспективе, правильно оценивайте направление осей эллипса и старайтесь рисовать эллипс симметрично относительно этих осей. И не ловить миллиметры.
Овал – это замкнутая прямоугольная кривая, имеющая две оси симметрии и состоящая из двух опорных окружностей одинакового диаметра, внутренне сопряженных дугами (рис. 13.45). Овал характеризуется тремя параметрами: длиной, шириной и радиусом овала. Иногда указывают только длину и ширину овала, не определяя его радиусов, тогда задача о построении овала имеет большое количество решений (см. рис. 13.45, а…г).
Применяют также способы построения овалов на основе двух одинаковых опорных окружностей, находящихся в соприкосновении (рис. 13.46, а), пересекающихся (рис. 13.46, б) или не пересекающихся (рис. 13.46, в). При этом фактически задаются два параметра: длина овала и один из его радиусов. Эта проблема имеет множество решений. Очевидно, что R > OA не имеет верхней границы. В частности Р = О 1 О 2 (см. рис. 13.46.а, и рис. 13.46.в), а центры О 3 и О 4 определяются как точки пересечения базовых окружностей (см. рис. 13.46, б). Согласно общей теории точек сопряжения определяются на прямой, соединяющей центры дуг смежных окружностей.
Построение овала с касающимися опорными окружностями (задача имеет множество решений) ( рис. 3.44). От центров опорных окружностей О и 0 1 с радиусом, равным, например, расстоянию между их центрами, проводят дуги окружностей до пересечения в точках О 2 и О 3 .
Рис. 3.44
Если из точек О 2 и О 3 провести прямые через центры О и О , то получим опорные точки в точках пересечения 1 2 1 912 ИЗ , C1 , D и D1 . Из точек О 2 и О 3 как из центров радиусом R2 дуги сопряжения проводов.
Построение овала с пересекающимися опорными окружностями (задача также имеет множество решений) (рис. 3.45). От точек пересечения опорных окружностей От 2 и О 3 провести прямые, например, через центры О и О 1 до пересечения с опорными окружностями в точках стыка С, C 1 D и D1 , а радиусы R2, равно диаметру опорной окружности – дуги сопряжения.
Рис. 3.45 Рис. 3.46
Построение овала по двум заданным осям AB и CD (рис. 3.46). Ниже приведено одно из многих возможных решений. Отрезок отложен по вертикальной оси ОЕ, по половине большой оси АВ. Из точки ИЗ как провести дугу из центра радиусом СЕ до пересечения с отрезком АС в точке E 1 . К середине отрезка АЕ 1 восстановить перпендикуляр и отметить точки его пересечения с осями овала О 1 и 0 2 . Точки сборки O 3 и 0 4 , симметрично точкам О 1 и 0 2 об осях CD и AB. точек О 1 и 0 3 будут центрами опорных окружностей радиуса Р1, равен отрезку О 1 А, и точкам О2 и 0 4 – центры дуг сопряжения радиуса R2, равные отрезку О 2 С. Прямые, соединяющие центры О 1 и 0 3 С O2 и 0 4 на пересечении с овалом будут определены точки соединения.
В AutoCAD овал строится с использованием двух опорных окружностей одинакового радиуса, а именно:
1. иметь контактное лицо;
2. пересекаются;
3. не пересекаются.
Рассмотрим первый случай. Построен отрезок ОО 1 =2R, параллельный оси X, на его концах (точки О и О 1) размещены центры двух опорных окружностей радиуса R и центры двух вспомогательных окружностей радиусом R 1 =2R. Из точек пересечения вспомогательных окружностей O 2 и O 3 строятся дуги CD и C 1 D 1 соответственно. Вспомогательные окружности удаляют, затем относительно дуг CD и C 1 D 1 отрезают внутренние части опорных окружностей. На рисунке бб получившийся овал отмечен толстой линией.
Рисунок Построение овала с касанием опорных окружностей одинакового радиуса
Как нарисовать или нарисовать овал?
Для художника умение красиво и правильно нарисовать овал чрезвычайно важно. Когда я собиралась писать эту статью, я сначала прочитала в Интернете, что говорят о начертании овалов, чтобы не повторяться.
Кстати, не будем путать овал с эллипсом. Они похожи, но они не одинаковы. Эллипс мы рассмотрим в теме «Круговая перспектива».
А про овал скажу так: способы рисования овала разнообразны и сложны. А еще важно, с какой целью нам нужно нарисовать овал.
Если для дизайнерской работы требуется выкройка овала, то делаю это хитрым способом. Два раза обвожу карандашом круглый предмет и соединяю эти круги от руки дугами.
Можно с помощью компаса, но я всегда пользуюсь возможностью развить глазомер.
Если рука правда как у индейца, то цифра вполне удовлетворительная.
Другое дело, если для рисунка нужен овал. Например, вы нарисовали раскраску «черепаха» и хотите нарисовать такую же точно так же. И не с помощью кальки или перевода через оконное стекло, а просто нарисовать (рисовать) красивый ровный овал.