Сварка алюминия электродом инвертором – можно ли обычным? – Определенных металлов на Svarka.guru
alexxlab | 10.01.2020 | 0 | Разное
можно ли обычным? – Определенных металлов на Svarka.guru
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660оС. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200оС. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.

В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
 Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды
 Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении
. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электродаЭлектрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
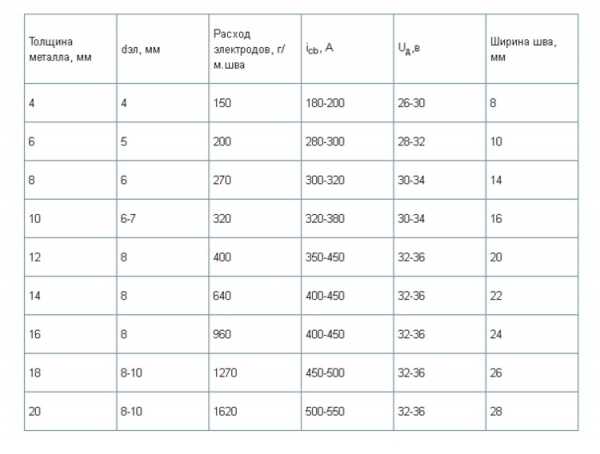 Рабочие режимы для сварки алюминиевых деталей разной толщины.
Рабочие режимы для сварки алюминиевых деталей разной толщины.Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
Для предварительного прогрева заготовок толще 4 мм следует использовать газовую горелку.
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
svarka.guru
Сварка алюминия инвертором в домашних условиях
Алюминий не самый прочный материал, поэтому не удивительно, что предметы из него нередко ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Однако для создания надежных соединений нужно учитывать неординарные свойства этого капризного материала.

Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.
- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Толщина металла, мм | Величина тока, А | Диаметр электрода, мм |
2 | 50 — 60 | 2,5 |
3 — 4 | 80 — 90 | 3,2 |
| 5 — 6 | 90 — 140 | 4 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
svarkaprosto.ru
технологический процесс и возможные нюансы
 Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.
Температура плавления алюминия всего 660°C, что почти в три раза меньше температуры плавления стали, но окись алюминия плавится при температуре более 2000°C, поэтому сварка алюминия в домашних условиях связана с некоторыми сложностями. Перед тем как приступить к сварке алюминия рекомендуется ознакомиться с теоретическим материалом.
Чем и как сваривают алюминий
Для сварки алюминия применяют разные технологии, основная задача которых исключить контакт очищенной алюминиевой поверхности с кислородом воздуха, чтобы не допустить образование окисной плёнки.
Алюминий можно сваривать следующими способами:

Аргонно-дуговая сварка
При первом способе используется молибденовый (TIG) или вольфрамовый (WIG) неплавящийся электрод и присадочный материал. Обычно он изготовляется из алюминия высокой степени чистоты. Сварочные работы производятся в среде какого-либо газа, который подаётся в зону сварки из баллона. Для этой сварки используется специальная горелка.
MIG/MAG это обозначение промышленной сварки с применением сварочных полуавтоматов, где присадочная проволока непрерывно подаётся в зону сварки специальным устройством. От контакта с воздухом точку соприкосновения электрода и свариваемых деталей предохраняет поток газа под давлением. Технология MIG подразумевает применение нейтральной газовой среды, а при сварке MAG применяются активные газы, такие как азот или углекислый газ. Конструкция сварочных устройств, при этом, остаётся одинаковой.
В бытовых условиях наибольшее распространение получила ручная сварка (MMA) с применением электродов со специальным покрытием. Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию. Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Что требуется для сварки алюминия и сплавов
В зависимости от вида сварки, в этом процессе используются дополнительные принадлежности:
- Особые электроды;
- Ёмкости с газом;
- Осцилляторы.
Для сварочных работ по алюминию и его сплавам применяются электроды, марка которых зависит от вида сварки. Для аргонно-дуговой сварки применяется газ в баллонах под определённым давлением и специальная горелка. Чаще всего применяются горелки РГА-150 на ток до 150 ампер и электроды с диаметром до 3,0 мм и РГА-400, которая рассчитана на ток до 400 ампер. В этой горелке можно использовать электроды диаметром 4,0-6,0 мм. Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.

Часто при сварке цветных металлов и, в частности, алюминия, применяется осциллятор. Это устройство позволяющее облегчить поджог сварочной дуги. Осциллятор преобразует ток низкого напряжения промышленной частоты в высоковольтные импульсы с частотой 200-500 кГц.
Электроды для сварки алюминия
При электродуговой сварке с применением нейтрального защитного газа, используются вольфрамовые электроды. Благодаря высокой температуре плавления, они практически не разрушаются в процессе работы. Вольфрамовые стержни имеют цветовую метку и разные характеристики:
 WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;- WZ-8 (белая метка), представляют собой композитные электроды с оксидом циркония. Они отличаются высокой стабильностью дуги и применяются для сварки алюминия, магния и лёгких сплавов на переменном токе;
- WL-20 (синяя метка) и WL-15 (золотистая метка) могут работать на постоянном и переменном токе. Добавление 2 % оксида лантана позволяет увеличить сварочный ток.
 WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;В бытовых условиях для сварки алюминия без газовой среды, чаще всего применяются сварочные инверторы и специальные электроды:
- ОЗАНА-1,2;
- ОЗА-1,2;
- ESAB 96.10, ESAB 96.50;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ZELLER 480.
- ESAB 96.10, ОЗАНА-1 и ОЗА-1, применяются для соединения деталей из чистого алюминия и некоторых сплавов. Варить следует на постоянном токе, который подаётся в обратной полярности, то есть «+» инвертора подаётся на электрод, а «–» на свариваемые детали, которые в процессе работы, при необходимости, можно подогреть.
- Электроды ОЗАНА-2, ОЗА-2 и ESAB 96.50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
- Электроды Capilla ALU 60/12 Si и Aluminil Si12 имеют специальное покрытие. Их можно использовать для сваривания изделий из большинства сплавов. Это соединения с кремнием, магнием и медью. Если свариваемый металл имеет толщину более 15 мм, его необходимо подогреть до 150-2500 С.
- Электроды EAL 4047 обычно применяются для сварки деталей из сплавов и практически не используются для чистого алюминия.
- Электроды ZELLER 480 находят широкое применение в предприятиях автосервиса. С их помощью выполняется не только сварка, но и наплавка алюминия и любых его сплавов. Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
 Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
Сварка алюминия и деталей выполняется в газовой зоне с помощью присадочного металла. При зажигании дуги нужно следить, чтобы электрод не коснулся свариваемых деталей и присадочного материала, поэтому полезно использовать осциллятор. Присадка движется перед горелкой строго по линии шва, перпендикулярные движения горелкой по шву не допускаются.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Угол наклона горелки к свариваемому металлу должен составлять 70-80°, а присадочный пруток следует подавать так, чтобы между ним и горелкой был угол 90°. Подача аргона должна продолжаться не менее 15 секунд после завершения сварки. Это способствует хорошей кристаллизации металла и уменьшает возможность возникновения раковин и трещин.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами. Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Сварка алюминия и сплавов производится на короткой дуге. Электрод следует держать строго перпендикулярно свариваемым поверхностям. Сваривать следует в один проход, не допуская разрыва дуги по линии шва. Не допускаются перемещения электрода в поперечном направлении. После каждого прохода необходимо удалять шлак.
 Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.
Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
voltobzor.ru
работа на бытовом инверторе аппарат, силумин, расходные материалы
 Используемые в быту изделия из алюминия со временем выходят из строя. Из такой ситуации есть два выхода: либо купить замену, либо прибегнуть к сварке алюминия. В домашних условиях это сделать несложно при наличии бытового инвертора, а так же специальных электродов по алюминию для дуговой сварки от зарубежных или отечественных производителей.
Используемые в быту изделия из алюминия со временем выходят из строя. Из такой ситуации есть два выхода: либо купить замену, либо прибегнуть к сварке алюминия. В домашних условиях это сделать несложно при наличии бытового инвертора, а так же специальных электродов по алюминию для дуговой сварки от зарубежных или отечественных производителей.
Сварка алюминия дома
 Планируя работу с изделиями из цветного металла и его сплавов, следует знать, как правильно подобрать электроды для дуговой сварки с учетом физико-химических особенностей материала. Известно, что при воздействии высокой температуры и воздуха на поверхности материала образуется оксидная защитная пленка силумин, температура плавления которого составляет порядка 2 тыс. градусов.
Планируя работу с изделиями из цветного металла и его сплавов, следует знать, как правильно подобрать электроды для дуговой сварки с учетом физико-химических особенностей материала. Известно, что при воздействии высокой температуры и воздуха на поверхности материала образуется оксидная защитная пленка силумин, температура плавления которого составляет порядка 2 тыс. градусов.
Сложность сварочного процесса заключается в том, что температура плавления алюминия составляет 660 С, защитную пленку приходится удалять механическим или химическим способом непосредственно перед контактом металла с электродом. При перепадах температурного режима прочность серебристого металла снижается, что может стать причиной деформации изделия, в процессе остывания шва на поверхности деталей могут появляться трещины.
Сварка алюминия инвертором в домашних условиях должна проводиться на токе с постоянным напряжением до 100 А и обратной полярностью. В качестве расходного материала используются электроды диаметром 3,2 мм. В рабочем процессе рука специалиста должна располагать держатель с электродом под углом 90 градусов, сварка проводится методом короткой дуги.
При соединении деталей из металла толщиной свыше 5 мм необходимо разделать кромки V-образной фаской с наклоном угла скоса до 60 градусов. Сварка алюминия в домашних условиях предусматривает:
- Предварительную подготовку элементов прогревом газовой горелкой до температуры 200С для удаления влаги;
- Прокаливание электродов в соответствии с инструкцией завода-изготовителя. Без прогрева расходных материалов соединение деталей будет невозможным;
- Удаление оксидной пленки с деталей;
- Удаление окалины с электрода.

Технология сварки требует удаления оксидной пленки с помощью металлической щетки и расположения соединяемых деталей с зазором до 2,5 мм. После завершения каждого прохода со сварочного шва необходимо удалить шлак, очистить кончик электрода от нагара. К сварочному аппарату особых требований не предъявляется.
Требования к процессу сварки
 Для производства сварочных работ, при которых используется мощный бытовой сварочный инвертор для сварки алюминия и электроды по алюминию для дуговой сварки, разработаны специальные требования, в которых важным пунктом является проведение соединения деталей под защитой аргоном или смесью аргона и гелия. Специальное оборудование позволяет выполнять мероприятия неплавящимися вольфрамовыми электродами. Дюралюминий сваривается переменным электрическим током повышенного значения
Для производства сварочных работ, при которых используется мощный бытовой сварочный инвертор для сварки алюминия и электроды по алюминию для дуговой сварки, разработаны специальные требования, в которых важным пунктом является проведение соединения деталей под защитой аргоном или смесью аргона и гелия. Специальное оборудование позволяет выполнять мероприятия неплавящимися вольфрамовыми электродами. Дюралюминий сваривается переменным электрическим током повышенного значения
Технологический процесс можно выполнять всеми типами сварочных аппаратов инверторного типа любой мощности и с любой степенью автоматизации. Реагенты и расходные материалы подбираются в соответствии с типами агрегатов. Например, аппарат TIG хорошо работает с проволокой диаметром 2−5 мм, имеющей маркировку АД, ОЗА, АО, ОЗР, АК, Kobatek-213, в состав которых входят присадки из магния и его сплавов.
Инструкция по сварке инвертором
Когда потребуется сварить алюминий инвертором, рекомендуется изучить инструкцию, ознакомиться с правилами работы с аппаратом, подготовить инструменты. Ручная электросварка проводится в следующей последовательности:
- Провести настройку панели управления методом перевода тумблера в режим переменного тока;
- Установить баланс полярности в отрицательную сторону для чистого алюминия и в положительную сторону при соединении деталей из дюралюминия;
- Установить силу тока по таблице в соответствии с толщиной металла и диаметром электрода;
- Настроить процесс затухания электродуги;
- Установить интенсивность продувки аргоном;
- Зафиксировать время сварочного процесса.

Алюминиевый металл зачищается до блеска металлической щеткой, обезжиривается химическим реагентом, прогревается до нужной температуры. Заварить шов необходимо на умеренной скорости продвижения держака и легкими прикосновениями электрода к проволоке. В идеале шов должен получиться ровным, с ребристой поверхностью.
Сварка алюминиевого провода
Имея дома самодельный аппарат для сварки алюминиевого провода, можно воспользоваться простой технологией. Среди общих рекомендаций по эксплуатации оборудования важными пунктами являются:
- Удаление с провода изоляционного слоя;
- Создание скрутки;
- Подрезание проволоки на одинаковом уровне;
- Нанесение флюса с целью растворения защитной пленки.
В процессе сварки проволоки из алюминия используются графитовые или угольные электроды по алюминию для дуговой сварки. Соединение осуществляется в процессе контакта электрода и скрутки в течение 2 секунд при силе тока 20 А. Чтобы избежать залипания угольного расходного материала, скрутка обрабатывается флюсом. После охлаждения соединение необходимо обработать реагентом, нанести на него лак и закрыть изолирующим колпачком.
pochini.guru
Сварка алюминия в домашних условиях инвертором: технология, выбор электродов
Алюминий — легкий металл серебристо-белого цвета, который активно используется в современной промышленности как в чистом виде, так и в сплавах. Сварка алюминия в домашних условиях инвертором ранее считалась невозможной, но с появлением новых технологий стала вполне реальной.
Нюансы процесса
Алюминий — металл с высокой химической активностью, поэтому ранее сварка алюминия считалась возможной только в среде защитного инертного газа, чаще всего аргона. Дело в том, что этот элемент быстро окисляется на воздухе, образуя оксидную пленку, которая:

Физические свойства алюминия
- отличается температурой плавления, вчетверо превышающей температуру плавления алюминия;
- является диэлектриком, препятствующим поджигу электрода.
Избежать образования оксидной пленки невозможно. Вести сварку алюминия при ее наличии — тоже. Поэтому работа ведется либо в защитной газовой среде, либо с использованием специальных электродов, в составе которых есть флюс. Расплав флюса, покрывающий сварной шов, не позволяет образовываться окиси.
Другой нюанс заключается в высокой текучести алюминия в расплавленном состоянии. Он легко проплавляет дно сварочной ванны и выходит наружу с другой стороны сварного шва, если толщина стенок деталей, свариваемых инвертором, составляет 5 мм и менее. Поэтому с обратной стороны шва необходимо подкладывать подложку из неплавящегося материала — тугоплавкой стали, керамики, а наложение шва производить в горизонтальном положении. При попытке проложить вертикальный шов расплавленный металл будет стекать вниз быстрее, чем застывать.
Этот металл не меняет цвет при нагреве, в отличие от стали, поэтому визуально контролировать степень нагрева очень тяжело.
Другая особенность этого металла — гигроскопичность. Он накапливает в себе воду, которая при сварочных работах мгновенно испаряется, вызывая брызги расплава и затрудняя работу. Перед началом сварки алюминия детали прокаливают в печи либо обжигают паяльной лампой при температуре 160–200 градусов, чтобы испарить воду.
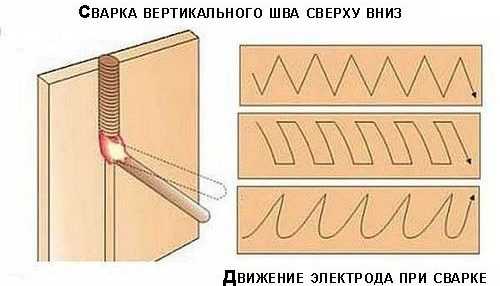
Сварка вертикального шва
Выбор электродов
Производить сварку алюминия в домашних условиях можно при помощи плавящихся либо неплавящихся электродов, специально предназначенных для этих работ. Если электрод неплавящийся (например, вольфрамовый), то в сварной шов подают присадку — алюминиевую приволоку; если плавящийся, то присадкой является он сам. Плавящиеся электроды для инверторной сварки алюминия снабжены специальной обмазкой, затрудняющей образование окислов.

Марки электродов по алюминию и их особенности
К числу самых популярных спецэлектродов относятся марки:
- ОЗАНА-1 — для работы с марками А0—А3.
- ОЗАНА-2 — для марок АЛ9, АЛ11, АЛ4.
- ОЗА — для чистого алюминия либо для алюминий-кремниевого сплава (силумина).
- УАНА — для соединения массивных алюминиевых изделий с толстыми стенками.
- ЭВЧ, ВЛ — неплавящиеся, для сварки с присадкой в среде защитных газов. Для сварки алюминия инвертором не используются.
Каждый из этих видов электродов гигроскопичен, т. е. накапливает влагу. Поэтому непосредственно перед сваркой их прокаливают в печи при температуре до 200 градусов. После этого для выполнения работ у сварщика есть ровно сутки. Задержка со сварочными работами более чем на сутки потребует повторной сушки.
Диаметр спецэлектрода для инвертора зависит от толщины свариваемого металла. Так, для металла толщиной в 2 мм подойдет спецэлектрод диаметром 2,5 мм, а для металла толщиной в 5 мм — электрод калибром 4 мм.
Выбор инвертора для сварки
Инвертор для сварки алюминия подойдет любой — от дорогого до дешевого. Ключевое требование: он должен выдавать ток в 200—250 А, который потребуется для первичного поджига электрода. В дальнейшем работа будет производиться током в 80—100 А, верхний предел — 140 А.
Для обеспечения лучшего качества шва при возможности стоит выбрать инвертор с функцией подачи в зону сварки инертного газа. Это позволит работать с неплавящимися спецэлектродами.

Характеристика сварочных инверторов
Процесс сваривания инвертором
В первую очередь необходимо прокалить в течение 15—20 минут при температуре 160—200 градусов как сами свариваемые детали, так и плавящиеся спецэлектроды, которыми будет вестись работа. Если детали слишком большие, их обрабатывают газовой горелкой или паяльной лампой.
После этого поверхность металла очищается от оксидной пленки при помощи металлической щетки — проще говоря, полируется. Наждачную бумагу или абразивы использовать нельзя, их частицы попадут в шов и ухудшат его качество.
Схема сварки алюминия
После этого можно начинать сварку. На держатель от инвертора подается плюс, на само изделие — минус. Соединение ведется короткой дугой, горизонтально, электрод держится под прямым углом по отношению ко шву. В начальный момент для того, чтобы «пробить» начавшую вновь образовываться пленку, от инвертора подают ток в 200 А, впоследствии его уменьшают до рабочих 80—100.
Плавкие спецэлектроды для алюминия сгорают втрое быстрее обычных.
Если толщина свариваемых стенок составляет более 5 мм, перед прокалкой их разделывают, вырезая фаску со скосом в 45—60 градусов. Если стенки тоньше 5 мм, с обратной стороны прикрепляют неплавящуюся прокладку.
После первого прохода молотком сбивают шлак и проверяют качество шва. При высокой толщине изделия производят второй проход.
Видео по теме: Как варить алюминий инверторной сваркой
specnavigator.ru
Сварка алюминия инвертором: электроды и технологии
Оглавление:
- Нюансы процесса сварки алюминия при помощи инвертора
- Аспекты, на которые важно обратить внимание в момент сварки
- Сварочный инвертор для сварки алюминия
- Процесс алюминиевой сварки инвертором
- Сварка алюминия в домашних условиях инвертором
- Интересное видео
Алюминий принято относить к категории тех металлов, которые основательно используются не только в сфере промышленного производства, но широко распространены в повседневной жизни человека. Как и любая другая вещь, алюминиевые предметы проходят через тот этап своего жизненного цикла, когда для продолжения их успешного функционирования требуется осуществление некоторого рода ремонтных работ.
Зачастую для разрешения ситуации подобного рода требуется задействование процесса сварки алюминия инвертором. Именно в такой момент перед инициатором починки возникает целый ряд вопросов.
Основополагающее место в их числе занимает аспект того, как правильно сваривать алюминий инвертором и что конкретно требуется для создания условий успешного протекания процесса. В частности, алюминий входит в группу цветных металлов, которые отмечаются высоким уровнем тепло- и электропроводности, в результате чего сварка алюминий без аргона инвертором будет характеризоваться определенными свойства и особенностями.
Нюансы процесса сварки алюминия при помощи инвертора
Для того, чтобы создать благоприятные условия для сварочного процесса, важно понимать потенциальные сложности, которые могут возникнуть на протяжении осуществления работ. Среди имеющихся нюансов принято выделять:
- образование оксидом алюминия на поверхности обрабатываемого металла пленки тугоплавкого свойства: Данную пленку рекомендуется устранить перед непосредственным проведением сварочного процесса посредством задействования химического или механического способа воздействия; В результате проведенной обработки необходимо незамедлительно приступать к проведению работ, а именно не позднее 8-часового перерыва; В противном случае будет иметь место повторное образование процесса окисления;
- снижение прочности металла в случае воздействия высокого температурного режима: В таком случае расплавленный металл способен устраниться через шовный разрез;
- отсутствие цветовых перемен в случае нагревания металла: Данная особенность усложняет процесс контроля по отношению к размерам ванны, в которой проводится сварочный процесс;
- возможность потенциального деформирования в течение сварочного действия ввиду низкого уровня упругости металла;
- присутствие факта формирования деформаций внутреннего характера в результате процесса остывания сварочной ванны: Как результат, образуются трещины в области сварочного шва.
Аспекты, на которые важно обратить внимание в момент сварки
Проведение сварочного процесса необходимо осуществлять с учетом предварительного создания среды с присутствием защитных газов, а именно аргона с возможным добавлением гелиевой составляющей. Ввиду подобной особенности предполагается применение приставки к инвертору для сварки алюминия на базе аргонодуговой конструкции.
Для осуществления сварочной деятельности задействуются неплавящиеся электроды для сварки алюминия инвертором, зачастую с наличием вольфрамовой составляющей. Подобного рода электроды для алюминия на инвертор имеют характерную особенность: в течение процесса сварки на данных элементах осуществляется накапливание вольфрамовых окисей, в результате чего значительно снижается качество сформированного шва.
Для устранения подобного явления предполагается использование шлифовального диска мелкозернистого типа, который не может применяться для зачистки иного рода материалов. Перед моментом непосредственного внедрения электродов по алюминию для инверторной сварки настоятельно рекомендуется подвергнуть их тепловому воздействию в специально разработанной для таких целей печи.
В основе процесса сварки лежит задействование не постоянного, а переменного тока. Этап настройки применяемого тока состоит из вспомогательных работ с учетом толщины используемого металла и категории работ, осуществляемых относительно самого алюминия или же его сплавов.
Для предупреждения формирования пор в области сварного шва обязательным принято считать следование правилу превалирования силы тока сварки алюминия относительно силы тока сварки стали.
Сварочный инвертор для сварки алюминия
Следует отметить, что сварочный инвертор для алюминия выпускается в различных модификационных вариантах и характеризуется наличием отличительных моментов исключительно в конструкционном механизме и устройстве.
В теоретическом плане возможно применение инвертора для сварки алюминия в виде электродуговой установки. Однако в большинстве случаев предпочтение отдается полуавтоматическим инструментам. Для моделей инверторного варианта выпуска присуща бесперебойная подача напряжения, что влияет на снижение дуговой волны с одномоментным улучшением качественного аспекта создаваемого шва.
Приставка вспомогательного значения к аргонодуговому инвертору для сварки алюминия гарантирует создание условий для успешного осуществления работ в условии защитной газовой среды. Для компаний, специализирующихся в производстве подобного рода аппаратов, характерно обеспечение выпускаемого оборудования вариантом дополнительного подключения устройства с целью моментального перехода в режим для задействования защитной газовой среды.
Процесс алюминиевой сварки инвертором
Основополагающим моментом успешного выполнения сварочных работ принято считать отсутствие спешки с возможностью постепенного нанесения сварочного шва с контролированием достаточности глубины провара.
Оптимальным вариантом оборудования для осуществления алюминиевой сварки является сварочный инвертор. За счет задействования данного аппарата предполагается создание возможности проведения сварочного процесса в абсолютно любом положении. Также сохраняется способность осуществления сварки и на поверхности относительно тонких деталей из алюминия. Формирование соединения высокого качества и основательного шва гарантируется в результате поступления газа защитного значения под существенным давлением в область проводимых сварочных работ.
Необходимый газ выделяется из сопла, в результате чего обволакивает электрод, который в свою очередь располагается в горелке. Электрод формирует специальную ванну с наличием жидкого металла в ней, куда после факта ее окончательного наполнения поступает проволока присадочного характера.
Далее осуществляется горение электрической дуги в области, занимающей пространство между электродом и поверхностью из алюминия. Важно помнить о непрерывности поступления газа в течение 5-секундного периода после момента разрыва дуги. В таком случае электрод не будет подвержен процессам окисления и, следовательно, будут отсутствовать явления дефекта в области созданного шва.
Сварка алюминия в домашних условиях инвертором
В момент принятия решения относительно проведения сварочных работ на поверхности алюминиевых деталей в домашних условиях при помощи инвертора важно понимать, что процесс подобного характера требует наличие знаний и навыков. Кроме того, обязательно следует учитывать выполнение правил безопасности. В противном случае могут возникнуть необратимые процессы и последствия.
Сварка алюминия в домашних условиях инвертором относится к категории довольно сложных, но вполне осуществимых на практике работ. Для достижения поставленной цели рекомендуется задействовать трансформаторный или инверторный аппарат, который позволит создать сварочный шов.
С целью проведения работ важно следовать выполнению таких условий, как:
- присутствие электродов специального значения, которые предназначены для обработки существующих материалов, характеризующихся высоким уровнем теплопроводности;
- наличие инвертора для алюминиевой сварки с практически любыми показателями производительности;
- присутствие печки для теплового воздействия на электроды, что представляет собой подготовительный этап для осуществления сварочных работ.
В случае следования вышеуказанным условиям сварочный процесс не составит значительных затруднений и будет отмечен получением исключительно положительных результатов.
Интересное видео
osvarka.com
Cварка алюминия инвертором, как варить алюминий электродами?
Алюминий используется практически во всех промышленных отраслях и производстве, прочно обосновался он и в быту. Этот металл отличает небольшой удельный вес, способность в четыре раза быстрее проводит ток и тепло по сравнению с обычной сталью, высокая прочность.- Содержимое:
- Технология инверторной сварки алюминия
- Сварочный аппарат-инвертор для алюминия
- Как варить алюминий инверторной сваркой
Не удивительно, что детали из алюминия или сплавов используются практически в любой бытовой технике и предметах быта. Соответственно время от времени их необходимо ремонтировать. И если раньше сварка алюминия инвертором выполнялась исключительно в промышленных условиях, сейчас можно выполнить сварной шов и дома самостоятельно.
Технология инверторной сварки алюминия
 Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:
Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:- Специальные электроды – для работы потребуются расходники с маркировкой ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Электроды с данной маркировкой специально предназначены для обработки материалов с высоким уровнем теплопроводности, в том числе и алюминия.
- Сварочный инвертор для сварки алюминия – для бытового применения подойдет аппарат практически любой производительности.
- Печка для прогревания электродов – в большинстве случаев неудачи связанные со сваркой алюминия связаны с тем, что электроды не были предварительно подготовлены для работы. Прожарка расходников перед использованием является необходимым и обязательным условием обработки алюминия.

При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:
- Оксид алюминия, образующийся на его поверхности, представляет собой тугоплавкую пленку, существенно снижающую возможность обработки материала. Чтобы избавиться от пленки, деталь зачищают с помощью абразива.
- Сам металл и его сплавы не меняет цвет во время нагревания, поэтому контролировать состояние сварочной ванны достаточно сложно.
- Основное правило, которое необходимо соблюдать, используя сварочный инвертор для алюминия – это то, что все работы необходимо выполнять не спеша, обеспечивая необходимое прогревание материала.
- Перегрев металла может привести к деформации. В домашних условиях рекомендовано использовать приставку к сварочному инвертору для сварки алюминиевых сплавов. Приставка позволяет обеспечить лучший контроль над проведением работ и в результате получить на выходе ровный и прочный шов.
Технология сварки черных металлов мало чем отличается от работ с цветными сплавами. При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
Сварочный аппарат-инвертор для алюминия
Инверторные сварочные аппараты для сварки алюминия могут быть разной модификации и иметь отличия в устройстве и конструкции. Теоретически возможно использование электродуговых установок, но чаще всего для работы с алюминием используют полуавтоматы. Модели инверторного типа отличает стабильная подача напряжения, что существенно уменьшает волну дуги и улучшает качество шва.
Специальная приставка к инвертору позволяет осуществлять работы в защитной среде газов практически идентичным образом, как и в сварочных полуавтоматах. Приставка имеет маркировку ТIG, и крупные европейские концерны часто изготавливают свои аппараты с возможностью подключения дополниельного устройства и быстрого перехода в режим использования среды защитных газов.

Как варить алюминий инверторной сваркой
Хотя полуавтоматы используются для работы чаще, чем сварочный аппарат инверторного типа для сварки алюминия, качество шва, получаемого с помощью последнего типа оборудования, несомненно, качественнее и лучше.
Сам процесс проведения работ связан с необходимостью обязательного использования защитного облака газов независимо от того, какое именно оборудование будет использоваться. Поэтому если планируется сварка алюминия инвертором постоянного тока, понадобится предварительно приобрести и установить приставку для аргонодуговой сварки. Осуществляется процесс сварки следующим образом:
- Подготовительные работы – зачищаются торцы и поверхность обрабатываемой детали. Электроды предварительно прогреваются в печи.
- Сварочные работы – накладывать шов надо медленно, обеспечивая необходимую глубину провара детали. Инверторная сварка по алюминию не терпит спешки. После наложения шва необходимо чтобы подача газа не прекращалась еще около 5 секунд – это предотвратит растрескивание и деформацию шва.
В промышленных условиях для проведения работ используются неплавящиеся электроды для сварки алюминия инвертором и инертный газ. Неплавящиеся электроды обеспечивают равномерное наложение шва и его прочность.
Хотя алюминий является металлом, тяжело поддающимся термической обработке, выполнить ремонт деталей из него или сплавов даже в домашних условиях возможно, при наличии специального оборудования, расходников и определенных навыков и технических знаний. Оптимальным оборудованием для обработки такого металла являются инверторные установки.
[media=http://www.youtube.com/watch?v=ABHIoo-ffq8]
stroy-plys.ru