Сварка алюминия электродом инвертором: Сварка алюминия электродом в домашних условиях инверторной сваркой
alexxlab | 11.10.1990 | 0 | Разное
можно ли обычным? – Определенных металлов на Svarka.guru
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Содержание
- 1 Особенности работы
- 2 Что нужно знать, чтобы сделать качественный шов?
- 3 Можно ли инвертором?
- 4 Специфика
- 5 Каким должен быть аппарат?
- 6 Электроды
- 7 Техника сварки покрытыми
- 8 Правила подготовки и проведение
Особенности работы
Температура плавления металла 660оС. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200оС. Этот слой препятствует полноценному формированию шва.
Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?
Особо специфических условий к аппарату не предъявляется
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2.
 Модификация для сварки алюминиевых сплавов.
Модификация для сварки алюминиевых сплавов. - ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
[stextbox id=’alert’]Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.[/stextbox]
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.
Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
[stextbox id=’info’]Для предварительного прогрева заготовок толще 4 мм следует использовать газовую горелку. [/stextbox]
[/stextbox]
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Электроды по алюминию и особенности сварки алюминия электродами
- Особенности сварочных работ с деталями из алюминия
- Виды и методы использования электродов по алюминию
- Популярные типы электродов для сварки алюминия
- Как изготовить электроды по алюминию своими руками
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.

- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологииЭта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала.
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОКНаиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Электроды марки ОЗАНАРаспространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Электроды ОЗАДля их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Электроды марки УАНАИх применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Электроды ЭВЧЭто электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
Пользуясь этой несложной инструкцией, вы сможете сделать своими руками электроды для сварки заготовок из алюминия, а приведенное ниже видео на данную тему вам в этом поможет.Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Электроды по алюминию для инверторной сварки. Какие электроды по алюминию выбирать
Содержание
- Электроды для сварки алюминия и алюминиевых сплавов: технические особенности
- Марки электродов для сварки алюминия
- Электроды ОЗАНА
- Электроды ОЗА
- Марка УАНА
- Сварка алюминия электродами (MMA)
- Сварка инвертором
- Особенности технологии
- Химические свойства алюминия
- Механические свойства алюминия
- Использование легирующих компонентов
- Требования к электродам по алюминию
- Необходимые легирующие компоненты в составе электродов
- Электроды для инвертора
- Характеристики для дуговой сварки
- Особенности для дюралюминия
- Варим с инвертором без аргона
- Выполнение сварки алюминия
- Способы сварки алюминия
- Почему алюминий сложно варить
- Виды электродов для алюминия
- Варим с инвертором без аргона
- Самодельные расходники по алюминию
- Обмазка алюминиевых электродов
- Электроды для инверторной сварки
- Электроды по дюралюминию
- Особенности сварочных работ с деталями из алюминия
- Виды и методы использования электродов по алюминию
- Характеристики электродов для сварки алюминия дуговой сваркой
- Технология сварки алюминия инвертором
- Выбор электродов по алюминию: правила и нюансы
- Почему алюминий сложно варить?
- Нюансы сварки
Электроды для сварки алюминия и алюминиевых сплавов: технические особенности
Алюминий относится к тому типу металлов, которые труднее всего сваривать. Свойства этого металла существенно усложняют процесс сварки, поэтому на крупных предприятиях очень редко используется ручная сварка электродами. Для этого применяется специальная техника.
Свойства этого металла существенно усложняют процесс сварки, поэтому на крупных предприятиях очень редко используется ручная сварка электродами. Для этого применяется специальная техника.
Однако в домашних условиях или в небольших мастерских использование спецтехники может быть дорогим и невыгодным. Поэтому в таких условиях допускается применение ручной дуговой сварки.
Основные особенности алюминия, которые усложняют сварочный процесс:
- Оксидная плёнка. Образуется на поверхности алюминиевых изделий и создаёт дополнительные проблемы, так как для её расплавки нужна температура более 2000оС. При том, что сам алюминий начинает плавиться при 600оС.
- Тяжело сделать цельный шов. Метал быстро окисляется и на расплавленных каплях появляется тугоплавкая плёнка. Поэтому приходится принимать меры по снижению уровня кислорода в окружающей среде (с помощью специального оборудования это сделать проще, чем вручную).
- Алюминий быстро плавится и сильно растекается. При сварочных работах нужно использовать теплоотводящие подкладки.

- Склонность к образованию кристаллизационных трещин. В большинстве алюминиевых сплавов находится кремний. Из-за этого при сварке швов могут образоваться расколы.
- Высокий показатель линейного расширения. В процессе затвердения шва форма может деформироваться.
- Для сварки конструкция и деталей из алюминия нужно применять ток в 1,5 раза сильнее, чем при работе с другими металлами.
Марки электродов для сварки алюминия
Приведенный перечень электродов применяется при сварке алюминиевых конструкций с помощью инвертора. Изделия со спецобмазкой позволяют работать с алюминиевыми деталями или сплавами на основе алюминия с кремнием либо марганцем, например, АМг и АМц.
Расходные материалы для сварки диаметром 3 мм выпускаются длиной 225-300 мм, а при диаметре 4-5 мм имеют длину 350-450 мм.
Электроды ОЗАНА
Электроды ОЗАНАОЗАНА-1. Расходники с солевой обмазкой подходят для сварки чистого алюминия марок А0-А3. Тонкостенные детали толщиной до 10 мм можно соединять без предварительного подогрева. Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
ОЗАНА-2. Предназначены для сваривания сплавов алюминия и кремния. Не подходят для наплавки, ремонта литейного брака. Иногда для работы необходимы дополнительные алюминиевые флюсы.
Электроды ОЗА
Электроды по алюминию изготовлены из стального стержня с соляной обмазкой. Выпускаются диаметром 4, 5 и 6 мм. Марка подойдет для сваривания заготовок из чистого алюминия и его сплавов. Ограничение по толщине деталей — от 3 мм до 16 мм. Ток сваривания – постоянный, с обратной полярностью. Нужен предварительный подогрев свариваемых торцов до 250°С. Подготовительная зачистка кромок обязательна.
Марка УАНА
Электроды этой марки предназначены для заготовок из литейных и деформируемых алюминиевых сплавов. Условия подготовки кромок и сваривания — как и для марки ОЗА. Расположение шва — верхнее и нижнее.
Сварка алюминия электродами (MMA)
MMA (Manual Metal Arc) — ручная дуговая сварка покрытыми электродами. Этот способ далеко не самый эффективный при работе с алюминиевыми изделиями. Недостатки ручной дуговой сварки:
- сложно сделать ровный шов;
- шов может быть пористым и не очень прочным;
- при плавлении электрода наблюдается сильное разбрызгивание;
- тяжело очищать шов от шлаков.
И всё же, несмотря на перечисленные недостатки, бывают ситуации, когда без ручной дуговой сварки не обойтись. Сварка способом MMA может осуществляться для соединения алюминиевых конструкций, которые не несут ответственной нагрузки. Минимальная толщина металла должна быть не меньше толщины электрода (4 мм).
Ручная дуговая сварка покрытыми электродами пригодится в домашних условиях, когда нет возможности использовать громоздкое и дорогостоящее оборудование.
Сварка инвертором
Почему, если уж нет вариантов кроме MMA, то тогда рекомендуется сварка алюминия инвертором? Хоть и сварка алюминия электродами — довольно-таки сложный процесс, есть способ немного облегчить себе жизнь. Алюминий относится к плохо свариваемым металлам, поэтому для достижения ровного и качественного шва следует использовать инвертор.
Конечно, существует другая техника, которая может применяться при ручной дуговой сварке: выпрямители, трансформаторы или генераторы. Однако инвертор является наиболее выгодным вариантом, благодаря следующим преимуществам:
- Высокий КПД — до 95% и выше. Высокочастотный импульсный полупроводниковый преобразователь позволяет полностью исключить индуктивные потери.
- Эффективный расход электроэнергии. Преобразователь автоматически отключается, когда прекращается работа.
- Защита от нестабильной электрической сети. Инвертор выдаёт нужное напряжение независимо от просадок в сети. Импульсный преобразователь автоматически подстраивается под входное напряжение и обеспечивает требуемые выходные параметры.
- Точная регулировка сварочного тока. Сила тока, необходимая для конкретных сварочных работ, напрямую зависит от толщины используемых электродов.
 Ручка регулятора инвертора позволяет установить нужное значение перед началом работ.
Ручка регулятора инвертора позволяет установить нужное значение перед началом работ. - Быстрый поджиг дуги. Достаточно легко ударить электродом по детали. Инвертор обеспечивает стабильное горение сварочной дуги.
- Удобно использовать в домашних условиях. Инверторы, как правило, имеют компактные габариты. Для сравнения — сварочный трансформатор мощность 8 кВт весит более 40 кг, в то время как инвертор такой же мощности — менее 5 кг.
Особенности технологии
Рассмотрим особенности технологии сварки электродами по алюминию. Ручная дуговая сварка алюминия — не самый удобный процесс, поэтому важно знать и учитывать некоторые особенности проведения сварки.
- Выбор электродов.
Прежде всего нужно подобрать подходящий тип электродов. Дело в том, что некоторые марки имеют покрытие, предназначенное только для работы со сплавами алюминия. Другие же используются исключительно для сварки чистого алюминия. Поэтому этот параметр следует учитывать. Производители электродов указывают назначение конкретной марки, так что вы сможете без проблем выбрать подходящую. - Чистота поверхности. При сварке электродами большое значение имеет подготовка поверхности конструкции. Её следует хорошо обработать, чтобы шов получился ровным и прочным.
- Ток. Сварка алюминия ведётся с использованием постоянного тока обратной полярности. Это обусловлено тем, что на поверхности данного металла образуется оксидная плёнка. А при обратной полярности плёнка разрушается с помощью катодного распыления.
Химические свойства алюминия
Для алюминия характерна высокая растворимость водорода в жидкой форме при низкой растворимости в точке кристаллизации. Это напрямую влияет на качество сварочных работ. Если даже в металле шва растворится небольшое количество водорода, шов может стать пористым, так как водород будет стремиться выйти наружу.
Ещё одно важное химическое свойство алюминия — окисление. Соединение с кислородом создаёт оксид алюминия, который образует своеобразную плёнку на поверхности металла. С одной стороны, оксидная плёнка надёжно защищает металл от коррозии. С другой же, становится препятствием для проведения сварочных работ. При том, что алюминий плавится уже при 660.3оС, температура плавления оксидной плёнки — 2037оС.
Механические свойства алюминия
Прочность, упругость и удлинение сварного шва зависят от вида сплава, из которого изготовлены детали, а также от состава электрода. Прочность сварного соединения будет достаточно слабой в сплавах холодной закалки. Чтобы добиться хорошей прочности шва в термостойких сплавах, необходимо большее время термической обработки и медленное охлаждение.
ВАЖНО! Алюминий имеет хорошую теплопроводность, поэтому при проведении сварочных работ рекомендуется использовать теплоотводящие подкладки. Это поможет сохранить остальные части заготовок от усадок и деформаций.
Использование легирующих компонентов
Для улучшения качеств сварного шва в составе электродов по алюминию могут использоваться следующие легирующие добавки:
- Марганец (Mn) — повышает коррозийную стойкость.
- Кремний (Si) — уменьшает плавление алюминия, улучшает текучесть и свариваемость.
- Магний (Mg) — придаёт металлу отличную свариваемость и хорошую прочность. В сочетании с кремнием формирует термостойкий сплав.
Требования к электродам по алюминию
Стандартный электрод для сварки алюминия вручную имеет угольный или металлический стержень с покрытием, которое разрушает оксидную пленку и одновременно защищает расплав в зоне стыка от преждевременного контакта с атмосферным воздухом.
Для выполнения работ в бытовых условиях используется инвертор с выпрямительным блоком для получения постоянного напряжения. Аппарат пригоден как для соединения малогабаритных элементов, так и для заделки трещин в корпусах узлов, отлитых или отштампованных из алюминиевых сплавов.
Электрод защищает расплав от преждевременного контакта с воздухом.Если применяется плазменная установка, то оборудование рассчитано на использование вольфрамового стержня диаметром 1,5 мм, который не плавится в процессе сварки. В зону дугового разряда подают присадочную проволоку из алюминиевого сплава. Технология отличается повышенной скоростью выполнения работ и предусматривает использование переменного тока.
При автоматической сварке в зону соединения подают флюс и присадочную проволоку.
Автоматизированные линии предназначены для ускоренной сварки деталей, имеющих толщину до 4 мм.
Необходимые легирующие компоненты в составе электродов
Алюминиевые электроды имеют центральный сердечник из проволоки, которая может содержать присадки:
- марганец, повышающий устойчивость расплава к коррозии;
- кремний, улучшающий свариваемость деталей;
- магний, обеспечивающий повышение прочности стыка;
- кремний с магнием, позволяющие улучшить термическую устойчивость шва.
Электроды для инвертора
Специализированных деталей из технически чистого алюминия или сплавов для инверторной сварки не существует. При присоединении инвертора необходимо выбрать постоянный ток и подключить провода по схеме обратной полярности (отрицательный полюс – к заготовкам). Подобная технология позволяет разрушать оксидную пленку дугой, при прямой коммутации варить алюминий инвертором затруднительно.
Характеристики для дуговой сварки
При проведении дуговой сварки плавящимся электродом формируется постоянный разряд, обеспечивающий быстрый переход материала стержня в жидкое (а также газообразное) агрегатное состояние.
Сварка алюминиевых деталей занимает в 2-3 раза меньше времени, чем соединение стальных листов с аналогичными габаритами. Поскольку при остановке электрода на наконечнике стержня и поверхности шва образуется слой шлака, то повторный розжиг дуги затруднителен. Опытные сварщики формируют шов до полного израсходования длины электрода.
Электроды для дуговой сварки.Поверхность стержней для сварки алюминиевых сплавов покрыта плотным слоем, состоящим из соединений хлора и фтора с щелочными или щелочноземельными металлами. При горении дуги флюс вступает в химические реакции с оксидной пленкой, формируя нерастворимые в алюминии шлаки, которые затем удаляют с поверхности шва механическим способом.
Встречаются электроды с покрытием, содержащим легирующие металлы, но стандартно присадки вводят в состав плавящегося стержня.
Особенности для дюралюминия
Помимо стандартных электродов для алюминия (которые теоретически подходят и для работы с дюралем), существуют специальные изделия, которые отличаются химическим составом стержня и покрытия. Например, шведский производитель ESAB выпускает продукцию под маркой ОК-9620 или ОК-9650, рассчитанную на дюралюминий.
Шведский производитель электродов ESAB.Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.
Устройство горелки для сварки.Правила выбора расходника такие же и зависят от химического состава сплава – сварка алюминия инвертором в этом вопросе – не исключение.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
Инвертор для сварки алюминия может быть самой различной модификации. Чаще применяются полуавтоматы, но электродуговые аппараты тоже вполне подойдут.
Выполнение сварки алюминия
Наличие таких электродов — не единственное условие, которое необходимо соблюсти, чтобы получить качественное сварное соединение деталей, изготовленных из этого распространенного металла. Прежде всего, чтобы варить такие изделия, необходимо тщательно очистить их поверхности от различных загрязнений и окислов, а также подготовить их кромки: придать им оптимальный профиль.
Для очистки алюминиевых деталей и удаления с их поверхности жира используются органические растворители, а в производственных условиях для этого делают щелочные ванны. Из наиболее распространенных растворителей, которые для этого применяются, можно выделить «Уайт-спирит», технический ацетон, составы «РС-1» и «РС-2». Такие растворители несложно приобрести в специализированных точках продаж.
Если есть необходимость в использовании щелочной ванны, то приготовить ее своими руками можно и в домашних условиях. Для этого необходимо смешать следующие компоненты:
- 1000 мл воды;
- 50 г кальцинированной соды;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Электроды для ручной сварки алюминия Kjellberg Finsterwalde CMA 512.
Для того чтобы обработать алюминиевую деталь, полученный состав необходимо предварительно нагреть до температуры 65 градусов. Важно и время выдержки изделия из алюминия в таком растворе, которое составляет 5 минут.
Следующая операция, которую необходимо будет выполнить, — это очистка алюминия от оксидной пленки. Выполняется такая процедура при помощи специальных щеток, щетина которых состоит из тонкой (диаметр до 0,1 мм) стальной проволоки. После очистки такой щеткой поверхность алюминия необходимо еще раз обработать растворителем, чтобы обезжирить.
В предварительной подготовке нуждаются и электроды для сварки алюминия. Чтобы сварное соединение получилось более качественным, специалисты рекомендуют просушивать электроды перед использованием при температуре 200 градусов, для чего используются специальные печи. Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
Принцип сварки вольфрамовым электродом в среде защитного газа.
Режимы для сварки выбирают следующие: постоянный ток, подключаемый с обратной полярностью, сила которого должна составлять 25–30 ампер на один миллиметр диаметра используемого электрода. Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Детали из алюминия нагревают перед сваркой для того, чтобы обеспечить хорошую проплавляемость зоны соединения и, соответственно, хорошее качество шва. Чтобы минимизировать риск коробления деталей из алюминия после сварки и избежать кристаллизационных дефектов готового соединения, необходимо обеспечить их медленное остывание после окончания процесса.
Если варить предполагается крупногабаритные детали, то их нагревают не целиком, а только те участки, которые находятся в зоне будущего сварного соединения. Когда сварка алюминиевых деталей завершена, выполняются следующие технологические операции:
- сварной шов очищается от образовавшейся корки шлака;
- не успевший остыть шов поливается горячей водой;
- выполняется обработка шва при помощи щетки с металлической щетиной.
Сварочный шов при использование электродов ОЗАНА-2.
Способы сварки алюминия
Варить детали, изготовленные из алюминия и его сплавов, можно различными способами. Наиболее распространенными из них являются следующие.
В качестве электродов при выполнении такой сварки могут использоваться металлические или угольные стержни, которые и обеспечивают горение электрической дуги, нагрев и плавление кромок соединяемых частей. За счет введения в зону сварки алюминиевого прутка, поверхность которого покрыта специальным флюсом, обеспечивается формирование шва. При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
Таким методом можно варить встык алюминиевые детали, толщина которых превышает 4 мм. Для получения соединения данным методом применяются плавящиеся электроды и ток с обратной полярностью. Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом.
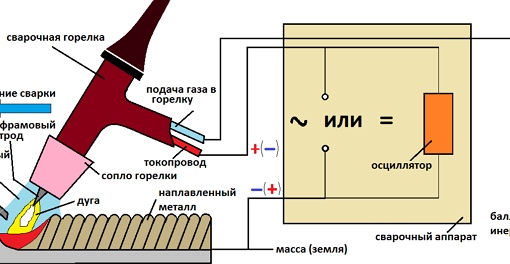
Такой технологический процесс, в котором также используется дуговой разряд, выполняется при помощи неплавящегося электрода, изготовленного из вольфрама. Благодаря использованию защитного газа дуга при такой сварке отличается исключительной стабильностью горения, поэтому применять данную технологию можно для соединения даже очень тонких деталей. Чтобы варить таким способом, могут использоваться автоматические или ручные аппараты. В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
В аппаратах, работающих по данной технологии, применяются вольфрамовые электроды (диаметр 0,8–1,5 мм), а защита дуги обеспечивается гелием или азотом.
Почему алюминий сложно варить
Сварка алюминия при помощи инвертора TIG.
Все дело в физике и, в частности, температуре плавления. Сам алюминий плавится при весьма невысоких температурах, не превышающих уровня 650°С. В отличие от других металлов он не меняет своего цвета при нагревании, в результате чего очень сложно понять, когда детали готовы к формированию сварочного шва. Все это было бы не так страшно, если бы в процесс не вмешивалась оксидная пленка, которая образуется на поверхности этого металла с молниеносной скоростью.
Пленка ведет себя совсем по-другому. Во-первых, чтобы ее расплавить, температуру нужно нагнать до 1750°С. Во-вторых, оксид значительно тяжелее самого металла, поэтому во время сварки погружается в него и таким образом застывает. Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Алюминий – отличный проводник тепла, его теплопроводность в пять раз выше, чем у других металлов. А низкая температура плавления в комбинации с высокой теплопроводностью приводит к еще одной рабочей неприятности: сварка электродом по алюминию сопряжена с высоким риском прожога металла во время плавления.
Алюминий отлично ладит с другими металлами и образует сплавы самого разного назначения, иногда с диаметрально противоположными свойствами. Эти сплавы тоже не без проблем. В работе с ними существует высокий риск образования трещин. Это происходит из-за недостаточной прочности металла на разрыв, когда он находится в частично жидком и твердом состоянии в пограничном температурном диапазоне. В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 – 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой.
 Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении. - ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 – 300°С.
Марки электродов и области применения.
Две марки вида ОЗАНА: ОЗАНА – 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА – 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень – из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.

УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью аргонодуговой сварки несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.
У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.
Вольфрамовые электроды для сварки алюминия.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.

Правила выбора расходника такие же и зависят от химического состава сплава – сварка алюминия инвертором в этом вопросе – не исключение. Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.
Устройство горелки для сварки.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
Самодельные расходники по алюминию
Поскольку покупные алюминиевые электроды – удовольствие не из дешевых, домашние мастера придумали способы изготовления расходников.
Марки электродов для сварки алюминиевых конструкций.
Самодельные электроды для сварки алюминия производятся по несложной технологии:
- Нарезать на ровные куски длиной 30 см из алюминиевой проволоки диаметром не более 4 мм.
- Покрытие или обмазку приготовить из измельченного мела, который нужно перемешать с силикатным клеем и тщательно перемешать. Опустить алюминиевые прутки в смесь.
- Слой обмазки должен составлять примерно 1,5 – 2,0 мм. Высушить до полной твердости слоя.
Предварительная очистка поверхностей заготовок перед сваркой – классическое правило во всех видах работ. Но в алюминиевых технологиях очистка является не просто полноценной, а ключевой частью самого процесса сварки.
Но в алюминиевых технологиях очистка является не просто полноценной, а ключевой частью самого процесса сварки.
Требования к очистке изложены в инструкциях к каждому виду алюминиевых электродов в качестве обязательного компонента технологии. Самым тщательным образом следует удалять масла, смазки и мелкие частицы металлов. Для минимизации риска образования окалины и высокой пористости кромки должны быть идеально ровными и чистыми.
Обмазка алюминиевых электродов
Покрытие электродов, предназначенных для работы с конструкциями из чистого алюминия или его сплавов, изготавливается из хлоридов и фторидов щелочных и щелочноземельных металлов. Такой состав покрытия позволяет ему вступать в реакцию с оксидом алюминия во время горения сварочной дуги. При этом образуются комплексные соединения, которые переходят в шлаки.
При этом образуются комплексные соединения, которые переходят в шлаки.
В зависимости от конкретной задачи подбираются расходники с разным составом покрытия. Некоторые виды позволяют осуществлять легирование металла шва, благодаря добавлению в состав обмазки дополнительных элементов. Хотя чаще всего легирование производится за счёт особого состава стержня.
Электроды для инверторной сварки
От неопытных сварщиков часто можно услышать вопрос по поводу того, можно ли сваривать алюминий при помощи инвертора. И какие при этом электроды использовать. Ответ на этот вопрос очень простой — если у вас нет специального оборудования, и вы решили проводить сварку электродами, обязательно нужно использовать инвертор.
Так как алюминий — металл трудносвариваемый, применение инвертора обеспечит формирование ровного и качественного шва. Вот основные преимущества инвертора:
- Потребляет сравнительно мало электричества. При этом достигается высокий КПД.
- Защищает от перепадов напряжения, позволяет поддерживать стабильный ток на протяжении всего сварочного процесса.

- Компактность аппарата. Имеет небольшие габариты, удобно использовать в любых условиях.
- Можно работать с трудносовместимыми сплавами.
- Можно использовать электроды любого типа. Поэтому все покрытые электроды, которые могут применяться для сварочных работ с алюминиевыми конструкциями, подойдут для инвертора.
ВАЖНО! При сварке алюминия нужно использовать постоянный ток обратной полярности. В таком случае образуется катодное распыление, которое разрушает оксидную плёнку на поверхности металла. Если же использовать прямую полярность — плёнка не разрушится, и сварить конструкцию будет очень сложно.
При обратной полярности должна быть стабильная подача сильного тока. Так как снижение силы тока может привести к плохому горению сварочной дуги и формированию плохого шва. Инвертор поможет поддержать нужный уровень тока и обеспечить стабильную сварку.
Электроды по дюралюминию
Почти все виды электродов, которые предназначены для сварки алюминия, подходят и для работы с его сплавами. В том числе и для сварки дюралюминия. Однако есть некоторые марки, состав покрытия которых разработан исключительно для работы с чистым алюминием (например, изделия шведской компании ESAB OK 96.10). Другие же марки подходят для работы с алюминиевыми сплавами (от того же производителя, марка ОК 96.50).
В том числе и для сварки дюралюминия. Однако есть некоторые марки, состав покрытия которых разработан исключительно для работы с чистым алюминием (например, изделия шведской компании ESAB OK 96.10). Другие же марки подходят для работы с алюминиевыми сплавами (от того же производителя, марка ОК 96.50).
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе.
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки.
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой.
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.

- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной.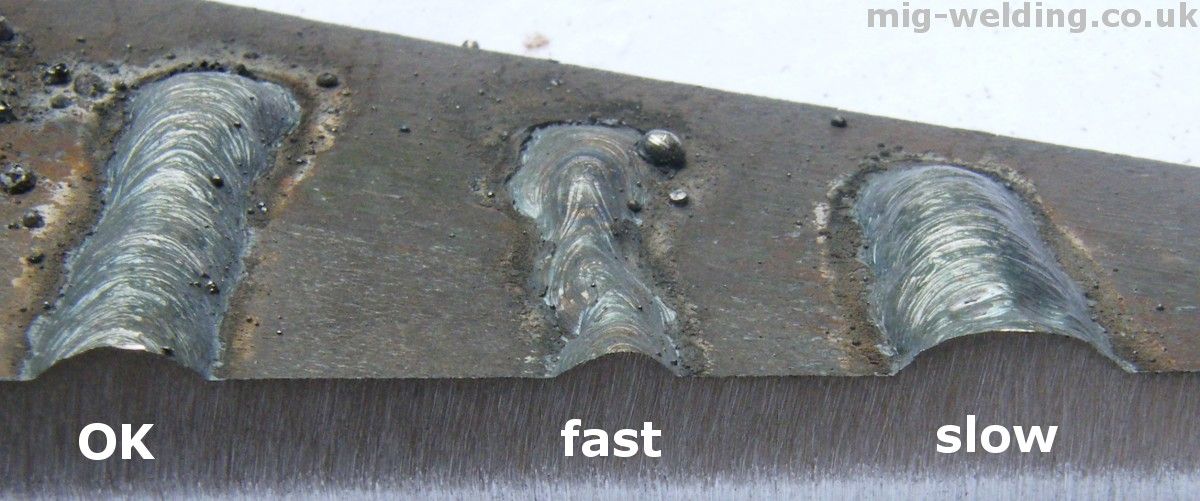 Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Плазменная сварка
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Характеристики электродов для сварки алюминия дуговой сваркой
Дуговая сварка — выгодный и простой вариант при обработке конструкций из алюминия или его сплавов. При этом используются покрытые плавящиеся электроды.
Одна из главных особенностей алюминиевых электродов — быстрая скорость плавления. Поэтому сварка происходит в 2-3 раза быстрее, чем при работе с другими металлами.
При остановке сварки (или при обрыве дуги) на конце стержня, а также на поверхности кратера сварочной ванны образуется слой шлака. Из-за этого сложно повторно разжигать дугу. Рекомендуется варить одним электродом непрерывно, до полного расплавления расходника.
Технология сварки алюминия инвертором
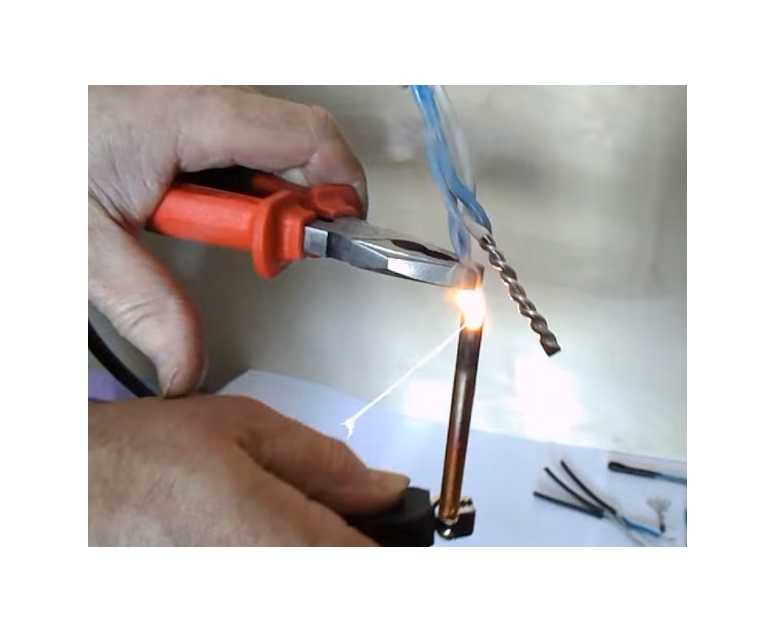
Процесс сваривания алюминия в общем плане практически ничем не отличается от стандартной работы при работе с черным металлом. Разница состоит лишь в типе используемого электрода. Он должен быть из специального металла – вольфрама для сваривания в газовой среде. Для работы без газа продаются другие.
Для работы без газа продаются другие.
Перед началом работы электроды необходимо хорошенько подогреть. Что касается маркировки, то это должны быть следующие типы: E 4043, E 4047, ESAB OK, UTP 48, ОЗА и другие. Выбираются они по виду сплава свариваемых деталей, в которых присутствует не только алюминий, но и кремний, медь, магний в различной концентрации.
| Марка электродов | Для каких сплавов | Толщина изделий, мм |
| E 4043 | С содержанием кремния до 7% типа AlMgSi5, AlMgSi1, AlMg1SiCu , AlSi7Mg, AlSi6Cu4 | до 5 |
| E 4047 | С содержанием кремния до 12% типа AlSi12, AlSi10Mg(Сu), AlSi9Mg | до 10 |
| ОЗА-1 | А0, А1, А2, А3, с нагревом до 250-400 ºС | до 5 |
| ОЗА-2 | АЛ-4, АЛ-9, АЛ-10, 250-400 ºС | до 5 |
| ОЗАНА-1 | Технически чистый, 250-400 ºС | до 10 |
| ОЗАНА-2 | АЛ-4, АЛ-9, АЛ-10, 200 ºС | до 10 |
| Kjellberg Finsterwalde CMA 512 | AlSi12, AlSi10Mg(Сu), AlSi9Mg, с нагревом до 150-200 ºС | до 10 |
После того, как электроды прожарены, можно приступать к работе. Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Далее, процесс полностью идентичен сварке черных металлов. Образуется дуга, металл плавится в месте соприкосновения, круговыми движениями заделывается шов. Перед сваркой деталей из алюминия обязательно необходимо по местам будущего шва пройтись щеткой или абразивом, чтобы содрать оксидную пленку на его поверхности.
Выбор электродов по алюминию: правила и нюансы
Уникальные свойства алюминия как металла выливаются в серьезные сложности сварочных работ с ним. Эти сложности вполне объяснимы, и способы их решения известны. Чтобы выбрать самую оптимальную рабочую технологию в том или ином «алюминиевом» случае, необходимо разбираться в свойствах этого чрезвычайно интересного и капризного металла.
От работ по нему никуда не деться: по популярности с ним не может сравниться ни один металл, одна автомобильная промышленность чего стоит. Алюминий широко используется в авиационной, космической и многих других отраслях.
Вместе с тем этот металл чрезвычайно капризен в сварочных работах, это один из самых сложных материалов, требующих дифференцированного подхода к каждому технологическому случаю. Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
- Почему алюминий сложно варить
- Виды электродов для алюминия
- Варим с инвертором без аргона
- Самодельные расходники по алюминию
Почему алюминий сложно варить?
Все дело в физике и, в частности, температуре плавления. Сам алюминий плавится при весьма невысоких температурах, не превышающих уровня 650°С. В отличие от других металлов он не меняет своего цвета при нагревании, в результате чего очень сложно понять, когда детали готовы к формированию сварочного шва. Все это было бы не так страшно, если бы в процесс не вмешивалась оксидная пленка, которая образуется на поверхности этого металла с молниеносной скоростью.
Пленка ведет себя совсем по-другому. Во-первых, чтобы ее расплавить, температуру нужно нагнать до 1750°С. Во-вторых, оксид значительно тяжелее самого металла, поэтому во время сварки погружается в него и таким образом застывает. Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Алюминий – отличный проводник тепла, его теплопроводность в пять раз выше, чем у других металлов. А низкая температура плавления в комбинации с высокой теплопроводностью приводит к еще одной рабочей неприятности: сварка электродом по алюминию сопряжена с высоким риском прожога металла во время плавления.
Алюминий отлично ладит с другими металлами и образует сплавы самого разного назначения, иногда с диаметрально противоположными свойствами. Эти сплавы тоже не без проблем. В работе с ними существует высокий риск образования трещин. Это происходит из-за недостаточной прочности металла на разрыв, когда он находится в частично жидком и твердом состоянии в пограничном температурном диапазоне. В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.
Нюансы сварки
Перед началом сварочного процесса производятся дополнительные работы по удалению плёночного покрытия с поверхности деталей, иначе соединение будет ненадежным. Один из эффективных методов — это выдержка заготовок в ваннах со щелочной средой, а для приготовления аналогичного раствора нужны простые составляющие: около литра чистой воды; по 50 грамм карбоната и фосфата натрия; 30 граммов жидкого стекла.
Затем проводят зачистку соприкасающихся частей при помощи подручных средств, чтобы дуга устойчиво горела и образовывался шов высокого качества используют инвертор и электроды для сварки алюминия, которые прокаливают в течение двух часов при температуре не менее 200 0 C.
Источники
- https://WeldElec.com/m/po-alyuminiyu/
- https://electrod-svel.ru/rashodniki/vidy-elektrodov-po-alyuminiyu-i-pravila-kachestvennoy-svarki.html
- https://svarkaved.ru/materialy/elektrody-dlya-svarki/kakie-elektrody-po-alyuminiyu-vybirat
- http://met-all.org/metalloprokat/metizy/vidy-i-harakteristiki-elektrodov-po-alyuminiyu.html
- https://tutsvarka.ru/vidy/elektrody-po-alyuminiyu
- http://met-all.org/metalloprokat/metizy/elektrody-po-alyuminiyu.html
- https://printeka.ru/prochee/elektrody-po-aljuminiju-dlya-invertornoj-svarki.html
Настройки и методы – WeldPundit
Сварка стержнем алюминия (SMAW) – не самый простой и не лучший способ для этого металла. Тем не менее, бывают случаи, когда полезно выполнять ремонт или техническое обслуживание алюминия с помощью сварочного аппарата. Во-первых, давайте посмотрим обзор:
Тем не менее, бывают случаи, когда полезно выполнять ремонт или техническое обслуживание алюминия с помощью сварочного аппарата. Во-первых, давайте посмотрим обзор:
Вы можете сварить алюминий, узнав о трудностях этого металла и алюминиевых сварочных стержнях. Тогда вам нужно правильное оборудование, подготовка суставов, настройки и методы. Ключевыми особенностями являются очистка и предварительный нагрев соединения, узкая дуга и высокая скорость перемещения .
Сварка алюминия с помощью сварочного аппарата удобна в полевых условиях, поскольку он может выполнять сварку в ветреную погоду и достаточно портативен. Прочитав эту статью, вы узнаете больше о трудностях и пошаговом руководстве с настройками и советами для успешной сварки.
Содержание
- Почему сварка алюминия электродом затруднена?
- Почему трудно использовать алюминиевые стержни?
- 1. Основное сварочное оборудование
- 2. Какой пруток вы используете для сварки алюминия?
- 3.
 Как удалить грязь и оксид алюминия
Как удалить грязь и оксид алюминия - 4. Как подготовить алюминиевый шов
- 5. Какая полярность необходима для сварки алюминия?
- 6. Какова правильная сила тока для алюминиевых стержней?
- 7. Настройки инверторных аппаратов для сварки алюминия
- 8. Какой предварительный нагрев вам нужен?
- 9. Как обращаться с алюминиевым стержнем?
- 10. Дать заготовке медленно остыть и очистить от шлака
- Заключение
- Можно ли сваривать алюминий сварочным аппаратом переменного тока?
- Является ли сварка алюминия прочной?
- Можно ли приваривать тонкий алюминий?
Почему трудно сваривать алюминий электродом?
Сварка алюминия электродом затруднена, поскольку алюминий обладает свойствами, затрудняющими его сварку, а требуемые электроды для сварки электродом являются одними из самых сложных в использовании. Алюминиевые стержни легко прилипают к заготовке, а их флюсовое покрытие создает жидкий шлак, покрывающий ванну.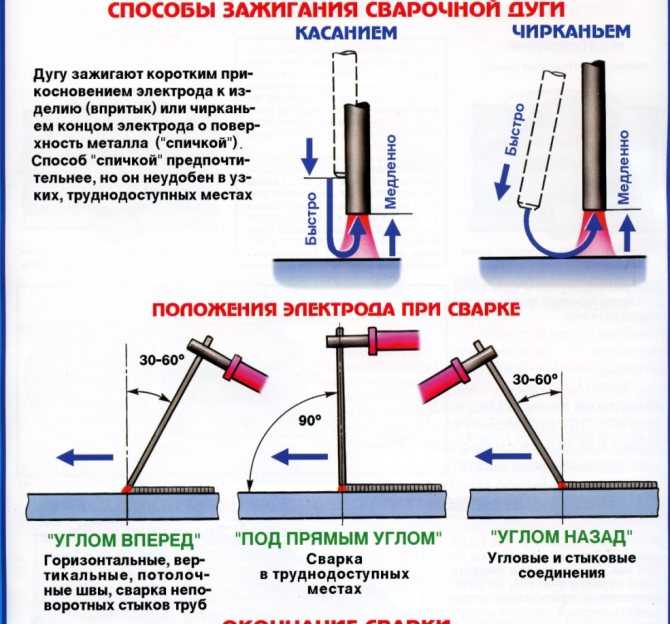
Давайте подробно рассмотрим, почему алюминий трудно сваривать не только электродуговой сваркой, но и всеми процессами дуговой сварки.
Алюминий обладает высокой теплопроводностью, что означает, что он быстро поглощает тепло сварки.
При начале сварки заготовка холодная. Это затрудняет удар по дуге, и первая часть бусины венчается без глубокого проникновения.
Однако при сварке заготовка насыщается теплом. Через некоторое время это будет похоже на сварку с более высокой силой тока. Валик будет плоским, а заготовка может полностью расплавиться на чистовой кромке.
Еще одной особенностью алюминия является окисленный слой на поверхности. Когда алюминий контактирует с кислородом, он образует оксид (matmatch.com), который является исключительно прочным и имеет высокую температуру плавления 3762 °F (2072 °C). Большинство алюминиевых сплавов плавятся при температуре около 1220 ° F (660 ° C).
Часто оксид вызывает непровар. Это когда участки на стыке не плавятся и не смешиваются с металлом шва. Это создает слабое соединение, которое может сломаться с небольшим усилием.
Это когда участки на стыке не плавятся и не смешиваются с металлом шва. Это создает слабое соединение, которое может сломаться с небольшим усилием.
В тяжелых случаях нижний металл плавится во время сварки, но оксид удерживает его на месте. Когда в какой-то момент оксидный слой разрушается, расплавленный алюминий создает на стыке беспорядок.
Окисленный слой создает дополнительные проблемы, которые объясняются далее в статье. Единственный способ предотвратить эти проблемы — удалить окисление перед сваркой.
Худший дефект при сварке алюминием склеиванием – горячее растрескивание. Мы называем это горячим, потому что это происходит, когда металл сварного шва начинает затвердевать. Основные причины:
- Природа термообработанных алюминиевых сплавов, таких как 6061. 6061 в расплавленном состоянии образует различные соединения, имеющие разные температуры плавления. В последнюю очередь они затвердевают по средней линии борта и трескаются.
- Горячее растрескивание также происходит из-за того, что алюминий является мягким металлом с низкой прочностью на растяжение (сопротивление растягивающему усилию).
 Когда он затвердевает, сильные силы усадки могут расколоть любой алюминиевый сплав.
Когда он затвердевает, сильные силы усадки могут расколоть любой алюминиевый сплав.
Еще одна серьезная проблема заключается в том, что все алюминиевые сплавы становятся менее прочными в районе соединения при их сварке.
Это неизбежно и более серьезно для термообработанных сплавов. Сварка стержнем создает агрессивную дугу, которая усугубляет проблему. Предварительный нагрев и высокая скорость движения решают эту проблему.
Тонкий алюминий легко продуть . Это происходит потому, что тонкие металлы быстро насыщаются теплом и в сочетании с низкой температурой плавления агрессивная дуга легко их плавит.
Наиболее распространенным дефектом алюминия является пористость. Пористость – это многочисленные пустоты в шарике, образованные в основном водородом. Поскольку алюминий затвердевает быстро, водород, попавший в металл сварного шва, не может выйти достаточно быстро и образует эти пустоты.
Часто внутри валика скрыта пористость, что делает соединение более слабым. Источниками водорода являются плохая газозащита, жир или масло на заготовке и стержне, влага в оксидированном слое.
Поскольку алюминий быстро расширяется при высоких температурах, легко деформировать из-за разницы давлений между более горячими и более холодными частями.
Почему трудно использовать алюминиевые стержни?
Теперь давайте посмотрим, почему сварка алюминиевых стержней намного сложнее, чем стальных.
Алюминиевые стержни сложны в использовании, потому что они требуют точных манипуляций, чтобы предотвратить прилипание к основному металлу и поддерживать горящую дугу. Кроме того, их шлак скрывает дугу, и они нуждаются в жесткой защите от влаги, помимо других проблем.
Когда вы запускаете дугу, стержень холодный и имеет тенденцию прилипать к заготовке как сумасшедший, намного легче, чем стержни из 7018 или нержавеющей стали.
Это происходит потому, что алюминий быстро замерзает. Если заготовка горячая из-за предварительного нагрева или предыдущей сварки, легче зажечь дугу.
Эти стержни создают дугу, которую очень легко погасить, если слегка опустить или потянуть стержень во время сварки.
Большинство проблем с запуском и залипанием дуги решаются путем установки высокой силы тока и предварительного нагрева.
Флюсовое покрытие полезно, поскольку оно создает необходимые защитные газы. Он также образует защитный шлаковый материал, который задерживает примеси и очищает металл сварного шва. Однако флюс создает много проблем, потому что:
- Газы делают дугу нестабильной и легко гасимой.
- Нестабильная дуга также создает сильное разбрызгивание.
- Когда дуга гаснет, флюс расплавляется на металлическом наконечнике, образуя покрытие. Это покрытие действует как электрический изолятор и предотвращает повторное зажигание дуги. Удары стержня о соединение могут разрушить большую часть хрупкого флюса.
 Оголенный провод прилипает к металлу еще легче. Вместо этого вы можете поцарапать кончик на чистом файле.
Оголенный провод прилипает к металлу еще легче. Вместо этого вы можете поцарапать кончик на чистом файле. - Шлаковый материал очень жидкий и легко затвердевает в металле сварного шва, образуя шлаковые включения. Включения делают бусину слабее и уродливее.
- Флюс пористый и быстро поглощает влагу из воздуха. Высокие температуры дуги разрушают воду, высвобождая водород и кислород в металле сварного шва. Водород вызывает серьезные проблемы с пористостью. Кислород быстро образует пресловутый оксид алюминия, делающий шарик хрупким и чувствительным к растрескиванию.
- Шлаковый материал покрывает лужу, и вы его не видите. Это уникальная сложность по сравнению с другими удочками, не позволяющая вам контролировать лужу.
Как уже упоминалось, флюсовое покрытие имеет проблемы с влажностью. В зависимости от влажности воздуха у вас есть всего несколько часов, чтобы использовать стержни.
Один из способов решить эту проблему — купить только те стержни, которые вам нужны, и открыть упаковку непосредственно перед сваркой. Однофунтовые упаковки содержат шестнадцать стержней 1/8 дюйма (3,2 мм) или двадцать шесть стержней 3/32 дюйма (2,4 мм). Остальные стержни можно хранить в пластиковых вакуумных пакетах.
Однофунтовые упаковки содержат шестнадцать стержней 1/8 дюйма (3,2 мм) или двадцать шесть стержней 3/32 дюйма (2,4 мм). Остальные стержни можно хранить в пластиковых вакуумных пакетах.
Другой способ – использовать печи для сварки электродов, чтобы хранить электроды до тех пор, пока вы их не используете. В этих печах можно запекать открытые стержни, чтобы удалить впитавшуюся влагу. Тем не менее, значения температуры и времени являются строгими, иначе флюс испортится из-за перегрева.
Открытый сварочный стержень E4043 с поврежденным флюсомДля алюминиевых стержней требуется источник питания с высоким напряжением холостого хода (OCV) для облегчения зажигания дуги и обслуживания. OCV — это напряжение между электродом и заготовкой перед запуском дуги.
Если ваш сварочный аппарат может запустить и прожечь 7018-е, он будет жечь и алюминиевые стержни. Если OCV слишком низкое, например, ниже 60-65В, то дуга будет неустойчивой или вообще не загорится.
Если вы хорошо работаете со стержнями 7018, делаете стыки без пористости и держите узкую дугу, не залипая стержня от начала до конца, при некоторой практике вы сможете сваривать алюминиевыми стержнями.
Теперь давайте пошагово рассмотрим оборудование, настройки и методы, которые вам нужны.
1. Основное сварочное оборудование
Первым делом необходимо собрать все необходимые средства индивидуальной защиты (СИЗ):
- Защитные очки для защиты глаз от летящих предметов и шлакового материала при очистке валика. Они также защищают ваши глаза от ультрафиолетовых лучей, если вы случайно зажжете дугу до того, как наденете шлем.
- Сварочная маска для защиты глаз и лица от излучения дуги, брызг и летящих предметов. Алюминий имеет тенденцию создавать более яркую дугу и более сильные ультрафиолетовые (УФ) лучи.
- Беруши или наушники, если вы используете электроинструменты для препарирования суставов.
- Толстые сварочные перчатки для защиты рук от ультрафиолетового излучения, искр, брызг и горячего металла. Алюминий сильно нагревается на большем расстоянии и дольше, чем сталь. Легко получить сильные ожоги.
- Огнеупорная одежда, закрывающая все тело.
 Никогда не носите синтетическую одежду, потому что она легко расплавится или загорится.
Никогда не носите синтетическую одежду, потому что она легко расплавится или загорится. - Кожаные сапоги со стальными накладками на носки незаменимы при ремонтных работах.
- Сварочный респиратор с фильтрами P100. Алюминий и флюс на стержне выделяют пары, которые быстро раздражают дыхательную систему.
После СИЗ рассмотрим основное оборудование для работы:
- Сварочный аппарат постоянного тока с напряжением холостого хода (OCV) 65 В или выше. И достаточно силы тока для размера стержня, который вы хотите использовать.
- Ацетон, спирт или подходящее щелочное средство (мыло) для удаления жира или масла вокруг соединения.
- Щетка из нержавеющей стали для удаления окисления и окончательного шлакового материала.
- Чистый напильник для удаления сильного окисления, сглаживания краев соединения, если необходимо, и очистки покрытого кончика использованных стержней.
- Отбойный молоток для удаления шлака.
- Пламенная горелка на пропане для небольших заготовок или на кислородном топливе для больших заготовок для предварительного нагрева заготовки.

2. Какой пруток вы используете для сварки алюминия?
Для алюминия не нужен специальный сварочный аппарат, но нужны специальные сварочные прутки.
Наиболее распространенным электродом для сварки алюминия является E4043. Этот стержень имеет сердечник из алюминиевой проволоки и специальное флюсовое покрытие. С его помощью вы можете сваривать практически все распространенные алюминиевые сплавы, такие как 6061, 5052 и 3003. А также алюминиевые отливки, такие как 355 и 356.
Стержни для стержневой сварки E4043Стержень 4043 (или AlSi5) содержит 5% кремния, что облегчает плавление, предотвращает горячее растрескивание и подходит для применения при высоких температурах.
Однако он имеет низкую прочность и не подходит для агрессивных сред. Также не подходит для сварки разных сплавов, например, 6061 на 5052.
Для сварки электродом у вас не так много вариантов стержня. После легкодоступного 4043 вы можете найти стержни 1100 для сварки сплавов 1100, используемых для приложений с высокой коррозионной стойкостью. Этот стержень намного слабее, но более пластичен, чем 4043.
Этот стержень намного слабее, но более пластичен, чем 4043.
Используйте максимально толстый стержень для толщины металла и типа соединения. Толстые стержни используют более высокую силу тока, чтобы расплавить соединение и сохранить жидкость в луже. С толстым стержнем вы также избегаете многопроходных сварных швов, что выгодно для алюминия.
Стержни 1/8″ подходят для заготовок толщиной от 3/32″ до 3/8″ (9,5 мм), но в идеале от 1/8″ до 1/4″ (6,4 мм). Этот размер найти проще всего.
Удилища 3/32″ несколько сложнее в использовании, потому что их кончик сильнее вибрирует.
5/32″ (4 мм) стержни отлично подходят для толстых заготовок, потому что вы можете использовать гораздо большую силу тока и быстрее заполнить шов.
Содержите стержень в чистоте и не прикасайтесь к нему грязными руками или в перчатках, чтобы избежать пористости.
3. Как удалить грязь и оксид алюминия
Сварка стержнем может сваривать грязные металлы, но для алюминия целесообразно очистить заготовку.
- Сначала очистите заготовку от масел, жира, смазочно-охлаждающих жидкостей и т. д. с помощью тряпки и соответствующих растворителей, таких как ацетилен или мыло. Ацетилен очень легко воспламеняется, храните тряпку в закрытом контейнере, чтобы избежать возгорания от искр и брызг.
- Самый простой способ удалить оксид – это использовать чистую щетку из нержавеющей стали. Трите только в одном направлении, чтобы не испачкать поверхность.
- Также подходит твердосплавный бор, поскольку он удаляет оксид, не оставляя пятен на поверхности.
- Угловая шлифовальная машина оставит после себя остатки оксида. Для быстрой работы можно использовать проволочные колеса из нержавеющей стали. Или диски, предназначенные для работы с алюминием, которые могут быстро удалить стойкие загрязнения или покрытия и т. д., если вы имеете дело со старым литьем. При неправильном обращении УШМ может снять полезный металл, ослабив соединение.
- При удалении оксида лучше повторить шаг 1, чтобы удалить остатки оксида.

Вы также можете использовать химикаты, предназначенные для удаления оксидов алюминия. С химическими веществами вы избежите царапин на поверхности или удаления металла. Но они неприятны и имеют свои проблемы с безопасностью.
Очистка очень важна для стыковых соединений с открытым корнем, чтобы добиться наилучшего проникновения и избежать несплавления.
4. Как подготовить алюминиевое соединение
Если вы свариваете стыковое соединение, лучше всего срезать фаску на заготовках, чтобы получить одноклиновое соединение.
Скос соединения более важен для предотвращения образования горячих трещин, чем для более глубокого проникновения. Более высокая часть основного металла плавится и разбавляется присадочным металлом, чтобы предотвратить растрескивание.
Снятие фаски необходимо для толщины 3/16″ (4,8 мм) и выше. Если вы свариваете 6061, лучше всего делать фаску с 1/8″ (3,2 мм). Для алюминия скосите каждую сторону не менее чем на 35–45°.
Алюминиевые открытые корни легко продуть. Для предотвращения этого и в зависимости от толщины заготовки установите:
Для предотвращения этого и в зависимости от толщины заготовки установите:
- Плотный корневой зазор от 1/32″ (0,8 мм) до 1/16″ (1,6 мм).
- Более толстая поверхность основания от 1/16″ (1,6 мм) до 1/4″ (6,4 мм).
Угловые сварные швы по своей природе больше разбавляют металл сварного шва и редко имеют фаску. Но если у вас толстый алюминий, например, 3/8″ (9,5 мм), было бы полезно скосить его.
Имейте в виду, что после резки или снятия фаски с металлов их необходимо очищать, особенно если вы:
- Применяли горячие методы, например, плазменную резку, т.к. образуется новый оксидный слой. Этот слой толстый, используйте напильник или электроинструмент для более быстрой работы.
- Используется метод резки, при котором остаются смазочно-охлаждающие жидкости, размазанная пыль и т. д.
Симметричная установка обязательна. Неправильные стыки будут продуваться в более широких или более тонких частях. Алюминий создает сильные силы усадки. Избегайте стесненных соединений, чтобы предотвратить растрескивание.
Алюминий создает сильные силы усадки. Избегайте стесненных соединений, чтобы предотвратить растрескивание.
Наконец, прихватите заготовки, чтобы зафиксировать их на месте.
Исключительно сложно сваривать алюминий в нерабочем положении, потому что сварочная ванна и шлак слишком жидкие. Если возможно, постарайтесь расположить стык в горизонтальном положении, даже угловые швы, чтобы облегчить сварку.
Объявления5. Какая полярность нужна для сварки алюминия?
Всегда используйте полярность DC+ для приклеивания алюминия. Причина в том, что сварочные электроды рассчитаны только на эту полярность. DC- создаст нестабильную шумную дугу, брызги и непостоянный выпуклый валик. AC не будет держать горящую дугу и создаст беспорядок на стыке.
6. Какова правильная сила тока для алюминиевых стержней?
Алюминий имеет низкую температуру плавления, но высокая теплопроводность требует высокой силы тока. Высокая сила тока легче запускает дугу, предотвращает залипание стержня и поддерживает расплав расплавленной ванны.
Правильная сила тока для сварки алюминиевых стержней зависит прежде всего от толщины стержня. После этого толщина и температура заготовки, конструкция стыка и положение сварки. Если заготовка имеет комнатную температуру, установите силу тока близко к верхнему пределу стержня. При предварительном подогреве требуемая сила тока ниже.
| Сварочный стержень E4043 | Диапазон силы тока | |
|---|---|---|
| 3/32″ (2,4 мм) | ||
| 1/8 ″ (3,2 мм) | 70-120 | |
| 5/32 ″ (4 мм) | 100-160 | |
| 100-160 | ||
| 100-160 | ||
| 100-160 | 100-160 | |
| 100-160 | ||
| 100-160 | ||
| 100-160 | . 200 |
Большинство рекомендаций и примеров по силе тока относятся к горизонтальным угловым швам. Закрытые стыковые и нахлестные соединения используют одинаковую силу тока. Стыковые соединения с открытым корнем и наружные угловые соединения требуют меньшей (10-20%) силы тока.
Закрытые стыковые и нахлестные соединения используют одинаковую силу тока. Стыковые соединения с открытым корнем и наружные угловые соединения требуют меньшей (10-20%) силы тока.
Как уже упоминалось, старайтесь избегать сварки алюминия в нерабочем положении. Однако назову основные правила для вертикальной позиции:
- Для положения на подъеме требуется более тонкий стержень, меньшая сила тока и меньшая скорость движения. Это самое сложное положение для сварки.
- Для спуска по склону требуется более высокая сила тока и еще более высокая скорость движения.
Рассмотрим несколько типичных примеров для плоского положения:
- Для углового шва 1/8″ с стержнем 1/8″ используйте 100-110A. Если вы предварительно нагреваете, используйте 75А.
- Для углового сварного шва 3/16″ с стержнем 1/8″ используйте 120A. Рекомендуется предварительно прогреть и использовать 100А.
- Для углового сварного шва 1/4″ с стержнем 1/8″ вы всегда предварительно нагреваете и используете 110-120А.

Если вы заметите, что проволока плавится перед флюсом, что приводит к увеличению длины дуги внутри флюсового покрытия, это указывает на чрезмерную силу тока.
7. Настройки аппаратов для сварки стержнем инвертора для алюминия
Часто аппараты для сварки стержнем инвертора оснащены функциями горячего пуска и форсажа дуги для облегчения сварки.
Горячий старт увеличивает силу тока при поджигании дуги. Это очень полезно при сварке алюминия, чтобы избежать холодного пуска, особенно если вы не нагреваете металл предварительно. Обычно достаточно значения 35-40%.
Сила дуги (или копание) увеличивает силу тока, если вы уменьшаете длину дуги. Предотвращает гашение дуги и залипание стержня. Установите значение около 20-25%.
Если вы не выполняете предварительный нагрев, вы должны увеличить предыдущие значения. У Weldpundit есть подробная статья о горячем старте, форсировании дуги и антипригарном покрытии.
Если вы используете сварочный аппарат TIG для дуговой сварки, он, вероятно, имеет мощность импульсный ток . Некоторые специализированные сварочные аппараты также предлагают эту функцию. Импульсный ток может уменьшить трудности и существенно улучшить ваши результаты.
Импульсный ток имеет два значения силы тока. Первый – это сила тока, которую вы устанавливаете для проникновения в соединение. Вторую силу тока уменьшают, чаще всего на 50%, чтобы уменьшить тепловложение, но сохранить жидкость в луже. Для алюминия используйте частоту пульсации 2 Гц.
8. Какой предварительный нагрев вам нужен?
Основным преимуществом предварительного нагрева является уменьшение быстрого рассеивания тепла для поддержания ванны, снижение потери прочности и снижение риска растрескивания. Но также:
- Уменьшает требуемую силу тока.
- Удаляет влагу с поверхности.
- Легче зажигает дугу и поддерживает ее горение.
- Увеличивает проникновение.

- Уменьшает отсутствие слияния.
- Выравнивает бортик.
- Предотвращает коробление тонких металлов.
- Предотвращает остаточное напряжение.
Предварительный нагрев обязателен, если толщина 1/4″ или больше. Но и при работе при температуре ниже комнатной, даже для тонких металлов.
Для металлов тоньше 1/4″ предварительный нагрев не обязателен, но улучшает результаты и облегчает сварку.
Существует верхний предел температуры. Более высокий предварительный нагрев усугубляет падение прочности и, среди прочих проблем, делает ванну слишком жидкой.
Для обычных алюминиевых сплавов достаточно предварительного нагрева до 200 °F (94 °C). Если заготовка толстая, предварительно нагрейте до той же температуры, но убедитесь, что вся заготовка предварительно прогрета.
Вы можете использовать палочки температуры сварки 200 °F, чтобы знать, когда остановиться. Инфракрасные и цифровые термометры не так надежны, потому что алюминий отражает лучи.
При многопроходной сварке температура между проходами не должна превышать 250 °F (120 °C), чтобы соединение оставалось максимально прочным.
Один из практических способов узнать, что у вас правильная температура предварительного нагрева, это когда влага на металле испаряется (212 °F).
9. Как обращаться с алюминиевым стержнем?
Когда вы свариваете алюминий, вам нужны точные манипуляции со стержнем, чтобы получить приемлемые швы. Вам нужен правильный угол и направление движения, длина дуги и скорость движения.
Для алюминиевых стержней требуется малый угол хода 5-10° от вертикали, для хорошего покрытия защитным газом и короткой длины дуги.
Всегда тяните за стержень , чтобы протолкнуть шлаковый материал обратно, предотвращая шлаковые включения.
При запуске дуги необходимо сохранить очень короткую длину дуги, не более диаметра стержня . Вы почти касаетесь металла флюсовым покрытием. Вы должны сохранять эту длину дуги постоянной, пока не закончите бусину.
Вы должны сохранять эту длину дуги постоянной, пока не закончите бусину.
Если ваш стержень прилипает к металлу, вы не должны увеличивать длину дуги, вместо этого увеличьте силу тока.
Когда вы свариваете алюминий, вам следует избегать плетения валиков, потому что они медленные. Вместо этого сваривайте прямые валики (стрингеры) с минимальным перемещением из стороны в сторону, чтобы избежать высокого тепловложения.
Поскольку вы не можете четко видеть лужу, вы не можете контролировать скорость движения, удерживая дугу в передней 1/3 лужи, как вы это делаете с другими удилищами.
Скорость перемещения алюминиевых стержней легко в два раза выше по сравнению со стальными стержнями. Вы должны полагаться на свой опыт, чтобы направлять удочку и передавать бусину. С практикой вы найдете правильную скорость.
Скорость движения меньше, если вы свариваете холодный алюминий, но намного быстрее, если вы его предварительно нагреваете.
Если вы используете импульсный ток, скорость будет меньше, но тепла будет достаточно, чтобы получить прочный и легко свариваемый валик.
Скорость движения не постоянна во время сварки:
- Когда вы начинаете, на первом дюйме или около того, вы не сварите так быстро, потому что заготовка холодная. Это предотвращает несплавление и выпуклый валик в начальной точке.
- По мере продвижения вам следует немного увеличить скорость, потому что заготовка становится все горячее. Это предотвращает перегрев заготовки.
Высокая скорость важна, но если у вас получится вогнутый валик, значит, присадочный металл не успел заполнить шов. Вогнутые алюминиевые шарики очень слабы и чувствительны к растрескиванию.
Правильная скорость движения имеет решающее значение для сведения к минимуму потери прочности соединения, растрескивания, продувки и коробления.
Наконец, крайний кратер также не должен быть вогнутым. Попробуйте заполнить кратер достаточным количеством сварного шва, прежде чем тянуть стержень.
10. Дайте заготовке медленно остыть и очистите от шлака
Когда закончите, дайте заготовке остыть самостоятельно. Это защищает соединение от дальнейших металлургических изменений, а также облегчает удаление шлака. Шлаковый материал содержит элементы, которые разъедают алюминий, если его не удалить.
Часто белый и странно выглядящий шлак является вязким и требует усилий для его удаления. Чем горячее заготовка из-за чрезмерного предварительного нагрева или низкой скорости перемещения, тем хуже она становится.
Чрезмерное усилие отбойным молотком или электроинструментом оставляет следы и глубокие царапины на металле.
Более простой способ – размягчить шлак горячей водой и удалить его щеткой с термостойкой синтетической щетиной.
Наконец, промойте соединение горячей водой, чтобы удалить остатки флюса. Сварка алюминиевыми стержнями.
Заключение
Сварка алюминиевой дугой сложна, но удобна для быстрого ремонта или в ветреную погоду.
Используя правильное оборудование, следуя надлежащей процедуре и достаточно тренируясь, чтобы привыкнуть к высокой скорости движения, вы сможете удовлетворительно проходить алюминиевые борта.
Самое главное помнить:
- Удалите оксидированный слой.
- Предварительно нагрейте алюминий толщиной 1/4″ или больше.
- Используйте сухие незагрязненные стержни.
- Используйте достаточную силу тока.
- Держите тугую дугу.
- Двигайтесь быстро без остановок.
Если вы хотите часто сваривать алюминий, лучше всего переключиться на:
- Простая в использовании сварка MIG для заготовок толщиной 1/8″ или больше.
- Сварка ВИГ, если вам нужен лучший процесс для тонкого алюминия, но его трудно сваривать.
Часто задаваемые вопросы
Можно ли сваривать алюминий с помощью сварочного аппарата переменного тока?
При помощи сварочного аппарата переменного тока вы не можете сваривать алюминий, если не прикрепить a, потому что алюминиевые сварочные стержни правильно горят при полярности постоянного тока +. AC не будет держать горящую дугу и создаст беспорядок на стыке. Вам понадобится сварочный аппарат постоянного тока и установите электрододержатель на полярность постоянного тока +, чтобы правильно сварить алюминий.
AC не будет держать горящую дугу и создаст беспорядок на стыке. Вам понадобится сварочный аппарат постоянного тока и установите электрододержатель на полярность постоянного тока +, чтобы правильно сварить алюминий.
Например, вы не можете сваривать алюминий с помощью Lincoln 225 AC, но можете с помощью 225 AC/DC после выбора полярности DC+. Однако эта машина выдает только 125 А постоянного тока. Это ограничивает вас алюминиевыми сварочными прутьями 3/32″ и 1/8″.
Является ли сварка алюминия прочной?
В то время как сварка электродом создает прочные соединения для большинства металлов, она не создает прочных соединений для алюминия. Алюминий — это металл, который становится слабее от тепла сварки, а сварка электродом создает агрессивную дугу и вводит слишком много тепла в соединение.
Например, популярный алюминиевый сплав 6061-T6 имеет предел прочности при растяжении 40 000 фунтов на квадратный дюйм, но после сварки только 25 000 фунтов на квадратный дюйм. Кроме того, обычный сварочный пруток E4043 имеет низкую прочность на растяжение в лучшем случае 30 000 фунтов на квадратный дюйм.
Кроме того, обычный сварочный пруток E4043 имеет низкую прочность на растяжение в лучшем случае 30 000 фунтов на квадратный дюйм.
Сварка электродами также склонна к пористости, что делает валик менее плотным. В этом процессе оксид алюминия также легко проникает в металл сварного шва и делает окончательный валик хрупким и чувствительным к растрескиванию.
Можно ли сваривать тонкий алюминий?
Сварка стержнем тонкого алюминия исключительно трудна, потому что этот процесс создает сильную дугу, которая имеет тенденцию пробивать тонкие металлы. Тонкий алюминий очень быстро насыщается теплом и при низкой температуре плавления легко плавится. При достаточной практике вы можете сваривать детали толщиной 1/8″, 3/32″ или чуть меньше.
Кроме того, алюминиевые стержни, которые трудно перезапустить, и жидкий шлак не позволяют использовать такие методы, как многократные прихваточные швы внахлест.
Лучшим вариантом для тонкого алюминия является сварка MIG, а еще лучше сварка TIG. Газокислородная сварка также может сваривать тонкий алюминий, но требует большого мастерства.
Газокислородная сварка также может сваривать тонкий алюминий, но требует большого мастерства.
Другие статьи Weldpundit
- Как лучше всего сваривать алюминий?
- Какой самый простой способ сварки алюминия? С полезными советами
- Как приклеить оцинкованную сталь за 7 шагов.
- Как склеивать сварной чугун: с предварительным подогревом и без него.
- Как выбрать сварочный аппарат: лучшие характеристики начального уровня.
Алюминиевые настройки TIG для инверторной машины
05-03-2015 #1
Алюминиевые настройки Tig для инверторной машины
Я уверен, что делаю что-то не так, но решил попробовать 6061 с моим новым AHP.

Маленький калькулятор Миллера сказал, что для инверторов что-то вроде 100 ампер, вольфрам 3/32 дюйма и около 75% баланса, и около 100+ Гц. установить на 100 ампер
75%(иш) остаток
100 ГцЯ зажёг дугу и мгновенно выплюнул вольфрам, и он фактически сжался, так как в моем случае вольфрам исчез внутри чашки.
Любой ввод?
Может ли кто-нибудь дать примерные рекомендации по настройке сварки алюминия с инверторной машиной?
(с использованием AHP AlphaTig200x)Спасибо!
Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоныОтветить с цитатой
05-03-2015 #2
Re: Настройки алюминиевого сплава TIG для инверторной машины
У тебя аргон включен? Нужно больше информации.
 на алюминии. Толщина, тип сварного шва и т.д.
на алюминии. Толщина, тип сварного шва и т.д.Lincoln Precision TIG 185.
Резак Flex-Loc 150.
Шланг супергибкий.
Линкольн МИГ 180.
Набор фонариков Victor Oxy/Act.
Ленточнопильный станок DeWalt со стойкой SWAGОтветить с цитатой
05-03-2015 #3
Re: Настройки алюминиевого сплава TIG для инверторной машины
Не используйте торирование для сварки алюминия переменным током.
 Для инвертора лучше использовать лантанат, и вы, вероятно, захотите перейти на электрод 3/32. Также будьте осторожны с настройкой баланса. Некоторые машины отстают по соотношению между EP и EN.
Для инвертора лучше использовать лантанат, и вы, вероятно, захотите перейти на электрод 3/32. Также будьте осторожны с настройкой баланса. Некоторые машины отстают по соотношению между EP и EN.— Пол С
Ответить с цитатой
05-03-2015 #4
Re: Настройки алюминиевого сплава TIG для инверторной машины
Это действительно похоже на отсутствие Аргона.
 Электрод быстро плавится на воздухе.
Электрод быстро плавится на воздухе.Дэн
——————————————
Измерьте дважды. Сварить один раз. Отшлифовать в размер.МИГ: Линкольн SP100
TIG/STICK: AHP Alphatig 200XОтветить с цитатой
05-04-2015 #5 9
Сварка методом “WELDOR”, а не “DERR”
MillerDynasty700DX,Dynasty350DX4ea,Dynasty200DX,Li ncolnSW200-2ea. ,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.
,MillerMatic350P,MillerMatic200w/spoolgun,MKCobraMig260,Lincoln SP-170T,PlasmaCam/Hypertherm1250,HFProTig2ea,MigMax1ea.Ответить с цитатой
05-04-2015 #6
Re: Настройки алюминиевого сплава TIG для инверторной машины
Попробуйте сварить 16 калибр на 75 ампер на автомате. Если это не убьет ваш вольфрам, вы узнаете об этом, потому что вольфрам 1/16 не может выдержать такой ток
Ответить с цитатой
05-04-2015 #7
Re: Настройки алюминиевого сплава TIG для инверторной машины
Я согласен с тем, что баланс слишком высок.
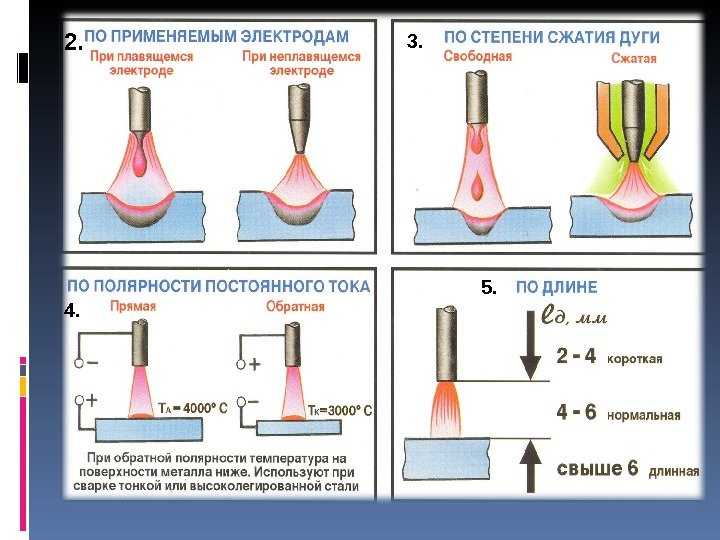 Большинство импортных товаров показывают процент EP, в отличие от американских брендов, которые показывают процент EN. Слишком много EP свернется и расплавит вольфрам. Попробуйте баланс 25% и посмотрите, как это работает.
Большинство импортных товаров показывают процент EP, в отличие от американских брендов, которые показывают процент EN. Слишком много EP свернется и расплавит вольфрам. Попробуйте баланс 25% и посмотрите, как это работает.Ответить с цитатой
05-04-2015 #8
Re: Настройки алюминиевого сплава TIG для инверторной машины
Я согласен, что вольфрам 1/16 дюйма слишком мал.

Батарея 12 В, соединительные кабели и 6013.
У меня есть только страница в фейсбуке. https://www.facebook.com/pages/VPT/244788508917829Ответить с цитатой
05-04-2015 #9
Re: Настройки алюминиевого сплава TIG для инверторной машины
Установите «уборку» примерно на 9 или 10 часов на этой машине. Если это что-то вроде эффекта зазора на других TIG начального уровня, полный против часовой стрелки составляет 80% EN / 20% EP. 12 часов — это 50% EN/50% EP, полный угол по часовой стрелке — 20% EN/80% EP.
 Поэтому 9-10 часов будет примерно 65-70% EN.
Поэтому 9-10 часов будет примерно 65-70% EN.Убедитесь, что у вас есть чистый аргон, чаша #7 или больше, 15-20CFH, с постподачей 5-6с и предварительной подачей 0,5-0,6с. Предварительная подача очень важна — если в линии есть воздух, то при зажигании дуги она иногда может реагировать так же резко, как если бы вообще не было потока аргона, таким образом, вольфрам испаряется из-за дуги. поступление в него тепла от цикла ЭП. Также убедитесь, что провода не перепутаны. Это переключит EN/EP для вас, чего вы не хотите.
Последний раз редактировалось Оскаром; 04.05.2015 в 11:08.
Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
05-05-2015 #10
Re: Настройки алюминиевого сплава TIG для инверторной машины
Я ценю все ответы.
 Рискну сказать, что рассматривал множество вопросов. У меня было очень мало газа (прямой аргон), я использовал чашку № 7, 1/16 торирован (буду собирать 3/32 и 1/16 2% лантина). Так же как и у моей машины нет пред стока.
Рискну сказать, что рассматривал множество вопросов. У меня было очень мало газа (прямой аргон), я использовал чашку № 7, 1/16 торирован (буду собирать 3/32 и 1/16 2% лантина). Так же как и у моей машины нет пред стока.
Также может быть отставание по балансу переменного тока. Как только я смогу получить еще немного газа и вольфрама, я снова зажужжу.Материал ок. 1/8″ 6061 предварительно вырезанный 3’x6″ (или около того) от IMS. Затем я буду приваривать дверные кронштейны 1/4 дюйма для пары грузовиков с закрытым кузовом на моей основной работе, какие-нибудь предложения по настройке для этого? без выдувания прерывателей
-Также кое-что не по теме.Примерно 6 часов по времени, и мой 55cf баллон пуст… звучит как утечка, верно?Chingy mig метр, который шел с ним, всегда работал около 15cfh в соответствии с циферблатом. Обеспокоенный тем, что у меня может быть утечка в фитинге в задней части машины, так как все остальное покрыто тефлоном.
Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоныОтветить с цитатой
05-05-2015 #11
Re: Настройки алюминиевого сплава TIG для инверторной машины
15 кубических футов в час * 6 часов = 90 кубических футов.

Я думаю, что вы сварили всего за:
55/15 = 3,66 часа, или на самом деле вы не текли так много, как думали.
Сварка TIG на переменном токе довольно быстро расходует аргон.
Чай
Ответить с цитатой
05-05-2015 #12
Re: Настройки алюминиевого сплава TIG для инверторной машины
Хммммм, не понимаю, почему 1/16 вольфрама комкает 100 ампер, не так ли много для этого вольфрама? 76 Бал должен быть в порядке Мне нравится 120 герц и нет пульса, вы сказали, что он комкается .
 … вы точили точку или плоское пятно? Чем ниже вы запускаете Hertz, тем шире дуга, поэтому включите ваш Hertz и посмотрите, как это работает… Наряду с правильным газовым покрытием, конечно….
… вы точили точку или плоское пятно? Чем ниже вы запускаете Hertz, тем шире дуга, поэтому включите ваш Hertz и посмотрите, как это работает… Наряду с правильным газовым покрытием, конечно…. Династия Миллеров 350
Twenty Six HammersThree Crows Bars
Big Rock
Ответить с цитатой
05-05-2015 №13
Re: Настройки алюминиевого сплава TIG для инверторной машины
Из того, что я знаю, AHP управляет балансом, ориентированным на позитив.
 У вас 75% положительного электрода. Это сразу сожжет вольфрам любого типа при такой тщательной очистке.
У вас 75% положительного электрода. Это сразу сожжет вольфрам любого типа при такой тщательной очистке.Эсаб Мигмастер 250
Линкольн С.А. 200
Линкольн Рейнджер 8
Установка Smith Oxy Fuel
Everlast PowerPlasma 80
Everlast Power iMIG 160
Everlast Power iMIG 205
Everlast Power iMIG 140E
Everlast PowerARC 300
Everlast PowerARC 140ST
Everlast PowerTIG 255EXTОтветить с цитатой
05-05-2015 №14
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально Послано 00silv4.
 8
8 Я ценю все ответы. Рискну сказать, что рассматривал множество вопросов. У меня было очень мало газа (прямой аргон), я использовал чашку № 7, 1/16 торирован (буду собирать 3/32 и 1/16 2% лантина). Так же как и у моей машины нет пред стока.
Также может быть обратным балансом переменного тока. Как только я смогу получить еще немного газа и вольфрама, я снова зажужжу.Материал ок. 1/8″ 6061 предварительно вырезанный 3’x6″ (или около того) от IMS. Затем я буду приваривать дверные кронштейны 1/4 дюйма для пары грузовиков с закрытым кузовом на моей основной работе, какие-нибудь предложения по настройке для этого? без выдувания прерывателей
-Также кое-что не по теме.Примерно 6 часов по времени, и мой 55cf баллон пуст… звучит как утечка, верно?Chingy mig метр, который шел с ним, всегда работал около 15cfh в соответствии с циферблатом. Я обеспокоен тем, что у меня может быть утечка в фитинге в задней части машины, так как все остальное покрыто тефлоном.
 0003 1/4″ всего на 120 А? Это происходит только в том случае, если молния одновременно ударяет в алюминий.
0003 1/4″ всего на 120 А? Это происходит только в том случае, если молния одновременно ударяет в алюминий.Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
05-05-2015 №15
Re: Настройки алюминиевого сплава TIG для инверторной машины
1/4″ всего на 120 А? Это происходит только в том случае, если молния одновременно ударяет в алюминий.
Забавно…. Резак Flex-Loc 150.
Шланг супергибкий.
Линкольн МИГ 180.
Набор фонариков Victor Oxy/Act.
Ленточнопильный станок DeWalt со стойкой SWAGОтветить с цитатой
05-05-2015 №16
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально написал miller300a
15CFH*6hours = 90 кубических футов.

Я думаю, что вы сварили только:
55/15 = 3,66 часа, или на самом деле вы не текли так много, как думали.
Сварка TIG на переменном токе довольно быстро расходует аргон.
Чай
это имело бы большой смысл. Я действительно считаю, что у меня слишком низкий выход газа, может быть, нет? и все мои сварные швы сначала были действительно серыми, я на самом деле думаю, что только что понял, и мои сварные швы были действительно блестящими, а затем снова стали серыми, когда мой счетчик показывал ноль на стороне бутылки.Первоначальное сообщение от Оскар
1/4 “только с 120A? Единственный способ, которым это происходит, – это если молния одновременно ударяет в алюминий. неправильно может быть больше около 10 г, я не тратил, но, может быть, 30 секунд, глядя на них. глубокий скос с обеих сторон, может быть?
Последний раз редактировалось 00silv4.8; 05.05.2015 в 19:43.
Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоныОтветить с цитатой
05-05-2015 # 17
Re: Настройки алюминиевого сплава TIG для инверторной машины
Правило для алюминия составляет 1 ампер на 0,001 дюйм + 25 ампер сверх того, что является базовой настройкой тока.
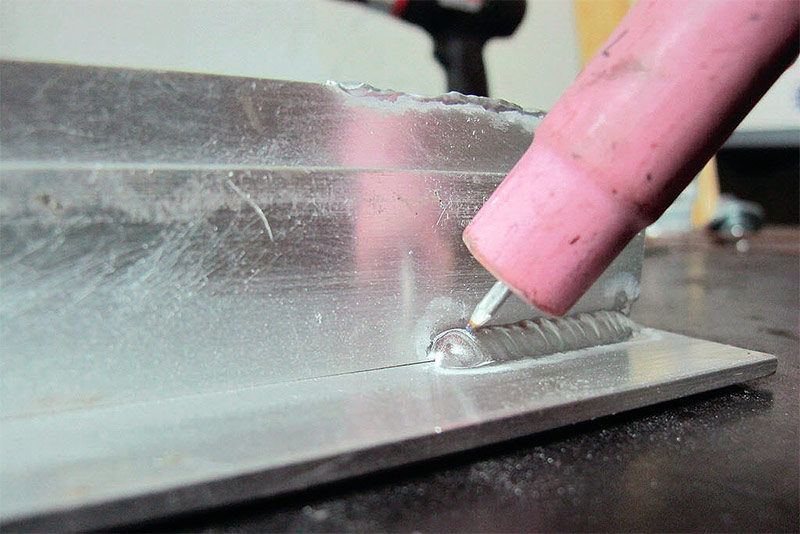 Запуск гелиевой смеси на переменном токе или чистый гелий на DCEN, если это действительно единственный способ сварки на 120 В переменного тока, при условии, что у вас есть навыки и опыт для этого.
Запуск гелиевой смеси на переменном токе или чистый гелий на DCEN, если это действительно единственный способ сварки на 120 В переменного тока, при условии, что у вас есть навыки и опыт для этого.
Другие верны, AHP показывает % ОЧИСТКИ , Миллер (калькулятор) показывает % ПРОНИКНОВЕНИЯ, если вы хотите, чтобы термины были идентичными.Таким образом, наблюдение будет совершенно противоположным, если калькулятор говорит, что 80% установлено на 20% на AHP.Последний раз редактировалось soutthpaw; 05-05-2015 в 22:26.
Tiger Sales: AHP Distributo r www.tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250Ответить с цитатой
05-05-2015 # 18
Re: Настройки алюминиевого сплава TIG для инверторной машины
Большое спасибо Southpaw.
 облом. Похоже, мне придется найти где-нибудь розетку на 220. Спасибо всем.
облом. Похоже, мне придется найти где-нибудь розетку на 220. Спасибо всем.Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоныОтветить с цитатой
05-06-2015 # 19
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально Послано 00silv4.8
Большое спасибо Southpaw. облом. Похоже, мне придется найти где-нибудь розетку на 220. Спасибо всем.
У вас есть электрическая сушилка для белья?Первый на WeldingWeb, у которого есть знак прокрутки!
Ответить с цитатой
05-11-2015 #20
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально Послано Оскаром
У вас есть электрическая сушилка для белья?
Да, но я уверен, что любые сварочные работы в моей квартире вызовут неодобрение.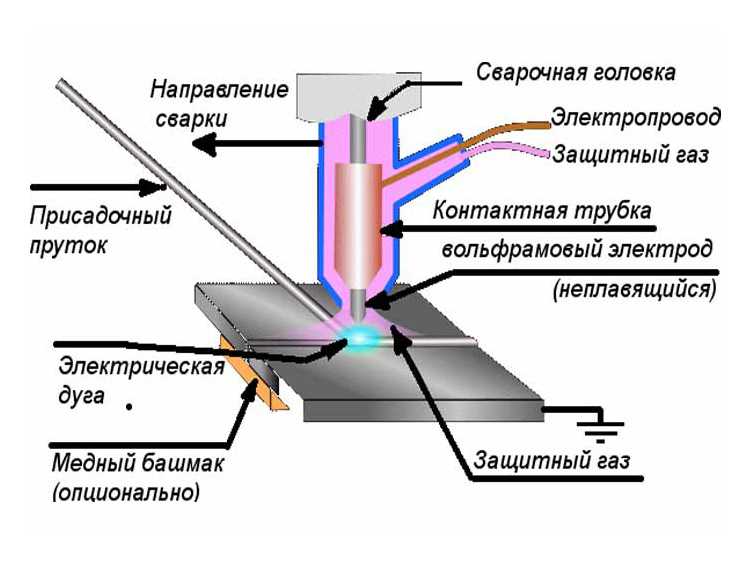 А еще 3 лестничных пролета со сварщиком и аргоном – это не самое приятное времяпрепровождение. Я уже достаточно передвинул свой **** один, ха-ха.
А еще 3 лестничных пролета со сварщиком и аргоном – это не самое приятное времяпрепровождение. Я уже достаточно передвинул свой **** один, ха-ха.Струйный пистолет Хобарта
AHP AlphaTig 200X
Пара угловых шлифовальных машин
Старомодные кахоныОтветить с цитатой
05-11-2015 # 21
Re: Настройки алюминиевого сплава TIG для инверторной машины
Первоначально Послано 00silv4.
 8
8 Я знаю, но я уверен, что это будет неодобрительно делать любую сварку в моей квартире. А еще 3 лестничных пролета со сварщиком и аргоном – это не самое приятное времяпрепровождение. Я уже достаточно передвинул свой **** один, ха-ха.
Тогда сварка алюминия 1/4 дюйма, скорее всего, в данный момент вам не по силам. Не поймите меня неправильно, если вы каким-то образом заставите это работать только с 120 А, тогда вам будет больше мощности. Все, что я хочу сказать, это то, что вы вы отрицаете, что вы «инвалид», если не видите во всем этом «признаков».Первый на WeldingWeb, у которого есть прокручивающийся знак!
Ответить с цитатой
05-11-2015 # 22
Re: Настройки алюминиевого сплава TIG для инверторной машины
извините, я дал вам неверную информацию о весах.
 … не знаком со всеми этими новыми машинами, доступными сейчас… Кто-то говорит инвертор
… не знаком со всеми этими новыми машинами, доступными сейчас… Кто-то говорит инвертор
Я думаю о Миллере….Династия Миллеров 350
Twenty Six HammersThree Crows Bars
Big Rock
Ответить с цитатой
Welding Tech: сварка алюминия — чистота — ключ к успеху
Для сварки алюминиевых деталей идеально подходит дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Контроль, которым обладает сварщик, обеспечивает высокое качество сварных швов.
Компания Canadian Fabricating & Welding провела встречу с Кеном Торном, глобальным инженером по сварке Канадского бюро сварки, чтобы узнать больше о том, на что должен обращать внимание сварщик при работе с алюминием.
«GTAW — это настоящий «кадиллак» среди сварочных процессов, — сказал Торн. «Это позволяет контролировать весь процесс сварки в ваших руках. У вас есть контроль над подачей тепла. Горелка находится у вас в руке, и в большинстве систем GTAW у вас есть какой-либо способ дистанционного управления током — педаль или колесико на горелке — так что вы можете регулировать силу тока в процессе работы. Таким образом, если вы свариваете и видите, что сварочная ванна вот-вот проплавится, вы можете уменьшить ток, а если сварочная ванна сжимается, вы можете увеличить ток на лету. Присадочный металл добавляется отдельно от дуги, и вы полностью контролируете, когда добавлять его в сварочную ванну и в каком количестве. В руках опытного сварщика это очень качественный процесс».
У вас есть контроль над подачей тепла. Горелка находится у вас в руке, и в большинстве систем GTAW у вас есть какой-либо способ дистанционного управления током — педаль или колесико на горелке — так что вы можете регулировать силу тока в процессе работы. Таким образом, если вы свариваете и видите, что сварочная ванна вот-вот проплавится, вы можете уменьшить ток, а если сварочная ванна сжимается, вы можете увеличить ток на лету. Присадочный металл добавляется отдельно от дуги, и вы полностью контролируете, когда добавлять его в сварочную ванну и в каком количестве. В руках опытного сварщика это очень качественный процесс».
Как и во многих сварочных процессах, чистота имеет решающее значение.
«Алюминий очень чувствителен к загрязнениям на своей поверхности», — сказал Торн. «Если у вас есть загрязненная поверхность, вы столкнетесь с пористостью в металле сварного шва.
«Алюминий также имеет тонкий слой оксида алюминия на своей поверхности, и вам необходимо иметь дело с этим слоем, чтобы обеспечить надлежащее проникновение и сплавление в соединение».
Слой оксида алюминия неровный, а чистка проволочной щеткой слишком незначительна для надлежащей очистки зоны сварки. Требует катодной очистки.
«По сути, вы свариваете соединение дважды», — сказал Торн. «У оксида алюминия высокая температура плавления, поэтому при сварке алюминия приходится использовать переменный ток. Половина формы волны с положительным электродом оказывает очищающее действие на основной металл, а половина формы с отрицательным электродом нагревает его. Первый разрушает оксидный слой и счищает его, а второй нагревает основной металл и плавит его».
Торн отметил, что то, как вы управляете балансом очистки и отопления, будет зависеть от того, какое оборудование есть в вашем магазине.
«Старое оборудование, трансформаторные источники питания, имеют свое место, но они менее гибки при сварке алюминия по сравнению с более новыми инверторными источниками питания», — пояснил Торн. «Если у вас есть старая традиционная машина, вы устанавливаете регулятор баланса переменного тока на настройку «чистый», которая меняет форму волны напряжения по направлению к электроду на положительную и использует слабый ток для прохождения по стыку и очистки. Это. Движение по стыку на слабом токе не расплавляет основной металл, а только разрушает оксидный слой. Вы можете видеть, как он разрушает оксидный слой и создает своего рода морозный вид на поверхности алюминия».
Это. Движение по стыку на слабом токе не расплавляет основной металл, а только разрушает оксидный слой. Вы можете видеть, как он разрушает оксидный слой и создает своего рода морозный вид на поверхности алюминия».
После того, как соединение очищено, вы перенастраиваете баланс переменного тока на настройку «сварка», «проникновение» или «сварка» (каждый производитель источника питания использует свой термин), увеличиваете ток и производите сварку. В настройке «сварка» форма сигнала изменяется для увеличения времени в режиме отрицательного электрода. На рис. 1 показаны типичные формы волны напряжения для трех настроек регулятора баланса переменного тока на источнике питания.
Торн отметил, что с источником питания на основе инвертора вы делаете в основном то же самое, но этот тип источника питания позволяет лучше контролировать форму волны.
«Диапазон изменения формы сигнала между положительным электродом и отрицательным электродом увеличен в источниках питания на основе инвертора. Вы можете настроить источник питания на 90 % положительного электрода, что обеспечит лучшую очистку. Инверторы также позволяют вам регулировать частоту переменного тока, чтобы лучше сфокусироваться на дуге и во время сварки улучшить проплавление. Увеличение частоты переменного сигнала до значений более 60 циклов в секунду фокусирует дугу. Некоторые люди могут описать это как «более жесткую» дугу».
Вы можете настроить источник питания на 90 % положительного электрода, что обеспечит лучшую очистку. Инверторы также позволяют вам регулировать частоту переменного тока, чтобы лучше сфокусироваться на дуге и во время сварки улучшить проплавление. Увеличение частоты переменного сигнала до значений более 60 циклов в секунду фокусирует дугу. Некоторые люди могут описать это как «более жесткую» дугу».
Единственным камнем преткновения среди сварщиков, использующих инверторные источники питания, является отчетливый и очень громкий звук, который они издают.
Сложность использования трансформаторных источников питания для алюминиевых ГТП в том, что они требуют наличия в них высокочастотного генератора, и он должен работать в непрерывном режиме.
«Если вы свариваете сталь, трудность при попытке зажечь дугу заключается в том, что вам нужно электрически перепрыгнуть зазор между кончиком электрода и заготовкой, чтобы зажечь дугу», — объяснил Торн. «Один из способов сделать это — направить на него высокочастотную искру, которая ионизирует защитный газ и зажжет дугу. При сварке стали зажигание высокочастотной дуги гудит полсекунды, дуга зажигается, а затем высокочастотный ток выключается.
При сварке стали зажигание высокочастотной дуги гудит полсекунды, дуга зажигается, а затем высокочастотный ток выключается.
«При сварке алюминия необходима постоянная высокая частота, потому что при переменном токе дуга переходит в нулевое напряжение каждые полпериода, и вам необходимо восстанавливать дугу каждый раз, когда это происходит. По сути, дуга гаснет, и если ее не перезапустить, это почти как ее исправление. Фактически вы переходите от переменного тока к постоянному, но получаете только половину волны. Непрерывная высокая частота необходима для перезапуска дуги каждые полпериода. Высокая частота работает только при 5 миллиамперах, очень низком фоновом токе, но он должен быть там».
Что касается электродов, используемых в процессе, Торн отметил, что они всегда «зеленые для очистки» — это означает, что вы используете чистый вольфрамовый электрод (зеленый цвет на конце) для очистки поверхности. Можно использовать электроды из чистого вольфрама, потому что ток, используемый для очистки основного металла, низок, и они не перегреваются. После завершения очистки вольфрамовый электрод меняют на электрод, предназначенный для сварки.
После завершения очистки вольфрамовый электрод меняют на электрод, предназначенный для сварки.
«В GTAW электрод не плавится, поэтому вы используете вольфрам; у него высокая температура плавления», — объяснил Торн. Он не особенно эффективен в испускании электронов для создания сварочной дуги и склонен к перегреву, поэтому для сварки в вольфрам добавляют небольшое количество церия, лантана или тория, чтобы электроду было легче испускать электроны».
Серийсодержащие или лантансодержащие электроды в настоящее время имеют тенденцию отдавать предпочтение вместо ториевых электродов из-за небольшой радиоактивности последних.
Компания Thorn подчеркнула, что для получения хорошего сварного шва алюминия требуется терпение и практика.
«Мастерские, которые обычно сваривают сталь, получают небольшой контракт на алюминиевую крышку на прицеп или что-то в этом роде и думают: «У нас много квалифицированных сварщиков, так что они смогут позаботиться об этом без проблем».