Сварка алюминия и латуни: Сварка алюминия с медью
alexxlab | 08.05.2023 | 0 | Разное
Сварка латуни аргоном: особенности
Главная » Сварка » Металлы и Сплавы
Металлы и Сплавы
Автор admin На чтение 3 мин. Просмотров 4.9k. Опубликовано
Как и другие цветные металлы, медь и ее сплавы поддаются сварке весьма неохотно.
Поэтому при формировании неразъемных соединений деталей из подобных конструкционных материалов используют особые технологии, к числу которых относится и сварка латуни аргоном.
Содержание
- Причина затруднений в сварке латуни
- Особенности технологии сварки латуни
- Аргонодуговая сварка латуни
Источником затруднений, усложняющих процесс сварки латуни и прочих медных сплавов, является склонность таких материалов к изменению физических свойств в процессе быстрого нагрева и последующего охлаждения.
Содержащийся в сплаве цинк буквально испаряется, ухудшая пластичность материала. А присутствующий в оксидной пленке и шлаке водород наоборот – восстанавливается, вспенивая структуру сварочного шва. Проще говоря: при сварке латуни невозможно предугадать прочностные характеристики сварочного шва. К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
Особенности технологии сварки латуни
Для «выравнивания» прочностных характеристик сварочного шва при сварке латуни пользуются различными технологическими ухищрениями, а именно:
- Металл обрабатывают особым флюсом, препятствующим испарению цинка за счет образования оксидной пленки, снижающей интенсивность образования паров.
- После сварки деталь подвергают отжигу, нагревая до 600-650 градусов. Скорости нагрева и охлаждения — все те же 100 градусов в час. Ну а перед сваркой кромки деталей нагревают до 700-800 градусов. Это обеспечит уменьшение выгорания цинка до двух процентов от общей массы.
- Сварку проводят в инертной среде, (аргонодуговая технология), в среде порошкового шлака (газовая сварка). Кроме того, латунь можно «варить» и электродуговым способом, используя порошковый флюс и угольные электроды или прутковые электроды со сложным покрытием.
- В качестве присадочного материала используют латунную проволоку, содержащую алюминий, железо и прочие присадки. Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
- Сварочный шов формируется в один слой, а после завершения операции шов подвергают проковке.
Словом, некоторые особенности сварки латуни затрудняют процесс стыковки заготовок из этого конструкционного материала, но «варить» такие детали можно.
И далее по тексту мы опишем процесс аргонодуговой сварки это сплава.
Аргонодуговая сварка латуни
В самом начале сварщику придется позаботиться о стыкуемых деталях и о себе. Для деталей припасают железную щетку и 10-процентный раствор азотной кислоты. С помощью кислоты и щетки можно обезжирить стык и избавить металл от водородосодержащей оксидной пленки. Ну а сварщику достаточно обычного респиратора, защищающего органы дыхания от паров цинка.
Кроме того, перед стыковкой кромки свариваемых заготовок подвергаются разделке – их стесывают под углом 60-70 градусов, расширяя зазор к внешней стороне стыка. После этого можно приступать к свариванию.
Сварка ведется с помощью TIG-аппарата, предполагающего формирование электрической дуги между неплавким (вольфрамовым) электродом и стыкуемой поверхностью. В качестве флюса используется аргон с небольшим содержанием кислорода. Присадочная проволока вводится в сварочную ванну вручную.
Заполнение шва осуществляется в один слой: ведь повторное наплавление недопустимо, из-за необходимости «пробивать» шлаковые образования. Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
При заварке кратера на поверхности стыка силу сварочного тока уменьшают и отводят неплавкий электрод от поверхности заготовки, разрывая дугу. Параметры сварочного тока на блоке управления TIG-аппаратом выставляют по аналогии с процессом сварки стальных заготовок.
Сварка латуни: способы и особенности латунной сварки
- Главная
- Статьи
- Какими способами производится сварка латуни
По структуре латунь представляет собой сплав двух природных металлов – цинка и меди в разных пропорциях. Нередко для придания конечному продукту разнообразных свойств в малых долях добавляются иные элементы, от марганца до железа.
Латунные изделия широко используются во всех отраслях современной промышленности, в силу чего востребована такая услуга, как латунная сварка. Этот процесс технологически сложный, он сопряжен с некоторыми рисками:
- образованием оксидной пленки из цинка;
- закипанием и последующим испарением цинка;
- возникновением пор и лакун в сварном шве.
Подобные проблемы решаемы при правильном подходе к процессу сварки изделий из латуни и соблюдении технологических требований.
Получить консультацию
Имя*
Телефон*
Нажимая на кнопку “Отправить заявку”, я даю согласие на обработку персональных данных.
Подготовка деталей
Шаг 1. В отличие от медных деталей процесс сварки латуни не требует прогрева заготовок по всей площади, достаточно (при использовании толстых элементов) нагреть края соединяемых элементов.
Шаг 2. Рабочие кромки изделий, толщина которых менее 1,5 мм, подвергают предварительной обработке в виде отбортовки для увеличения толщины. После этого края очищаются от оксидного налета, для чего применяется специальная щетка, не оставляющая частиц стали.
Шаг 3. Свариваемые элементы сопоставляются так, чтобы пайка латуни приходилась на зазор в 2 мм между ними, образуя сварной шов. Если предполагается диффузный шов большей толщины, то зазор увеличивается и используются специальные прокладки.
В практике применяются пять способов латунной промышленной сварки изделий. Первые три из них используются в промышленных масштабах за счет высокой производительности и скорости проведения работ:
- Электродуговая сварка с использованием электротока обратной полярности с последующей проковкой стыка.
- Аргонная сварка латуни, выполняемая в инертной среде и используемая для деталей толщиной от 5 мм и более.
- Газопламенная сварка осуществляется при помощи газового резака, пламя от которого нагревает и сплавляет кромки элементов.

Также применяются такие технологии, как холодная сварка и пайка латуни с использованием припоя, но в силу низкой производительности, больших временных и ресурсных затрат больше подходят для сварки в домашних условиях.
Особенности электродугового метода
В этой технологии используются латунные электроды с долей цинка в проволоке не менее 40 %. Сварочный инверторный аппарат продуцирует постоянный электроток, который инициирует образование короткой электродуги с силой тока 250 ампер. Сам процесс пайки изделий из латуни выполняется из положения снизу, скорость выкладки шва должна быть не менее 30 см в минуту. По окончании работ шов подвергается дополнительному нагреву до 650 °C и проковывается, что повышает его прочность.
Преимущества:
- метод используется для соединения деталей толщиной не более 3 мм, при большей толщине применяется локальный нагрев;
- высокая скорость сварки с возможностью создания однослойного шва.
Особенности аргонодугового метода
Эта технология является разновидностью электродуговой сварки, которая выполняется в инертной – аргоновой – среде. Латунь сваривается под аргоном с использованием менее дорогих, но более износостойких вольфрамовых электродов. Газовая среда необходима для исключения контакта испаряемого цинка с кислородом, что исключает образование оксидной пленки.
Благодаря особенностям среды образуется уже длинная электродуга, которой создаются отдельные валки, складываемые впоследствии в общий шов. Такой подход позволяет исключить риск прогорания металла.
Преимущества:
- сварка латуни аргоном менее затратная, основные издержки приходятся на приобретение специального сварочного аппарата. Также требуется материал для расплава в точке образования шва;
- обеспечивается высокое качество соединения, в котором исключены поры и поверхностное образование оксидной пленки;
- эстетичный внешний вид шва, благодаря чему технология нередко используется при создании элементов декора.

Особенности газосварочного метода
Если предыдущие технологии сварки латунных изделий не подходят в силу различных причин, то применяется газовая методика. Например, при отсутствии электричества или при сложностях с созданием аргоновой камеры. Процесс происходит за счет образования газоплазменной струи, которая подвергает кромки заготовок высокотемпературному нагреву и последующей спайке. После выполнения работы требуется дополнительная очистка шва, на котором нередко образуется оксидная пленка. Также важно учесть, что в пламени частично выгорает цинк.
Преимущества:
- наиболее простой способ сварки, доступный даже начинающему сварщику;
- регулировка мощности пламени в зависимости от параметров сварки и характеристик изделий;
- универсальная доступность технологии без создания особых условий в виде обеспечения током или образования газовой среды.
Полезные советы по сварке латуни
Очевидно, что каждая из промышленных технологий соединения изделий из латуни не является универсальной, а требует создания определенных условий. Но обладает своими достоинствами, позволяя решать производственные задачи.
Но обладает своими достоинствами, позволяя решать производственные задачи.
Важно помнить следующее:
- Толстые детали лучше предварительно прогревать по тем краям, которые станут основой для сварного шва.
- Создание шва выполняется снизу-вверх и в один проход с обеих сторон свариваемых заготовок с равномерной подачей материала расплава.
- При окончательной обработке рабочей зоны необходимо удалить образовавшийся шлам, для чего используется щетка, не оставляющая частиц стали. Также следует проверить шов на пористость.
- При любой технологии сваривания (кроме холодной сварки) происходит выгорание цинка, который является ядовитым веществом. Поэтому необходимо использовать индивидуальные средства защиты и обеспечить оптимальную вентиляцию рабочего помещения.
Форма заявки
Имя*
Email*
Телефон*
Наброски/чертежи
Загрузить
Допустимые форматы: zip, pdf, jpg, png, gif
Нажимая на кнопку “Отправить заявку”, я даю согласие на обработку персональных данных.
Ваша заявка отправлена!
Другие статьи
|
Гидроабразивная резка металла: основные преимущества и технология Подробнее |
Гибка металла: основные виды технологии и преимущества Подробнее |
Аргонная сварка металла – особенности процесса и сварочное оборудование Подробнее |
Как приварить латунь к алюминию
11 января 2023 г. 11 января 2023 г. | 15:59
В мире сварки соединение двух разных металлов может оказаться непростой задачей. Соединение латуни и алюминия не является исключением. Эти два металла имеют очень разные точки плавления, поэтому важно понимать наилучшие методы их сварки. В этой статье будет представлен обзор того, как безопасно и эффективно сваривать латунь с алюминием.
В этой статье будет представлен обзор того, как безопасно и эффективно сваривать латунь с алюминием.
Процесс подготовки шва
Перед началом сварки важно правильно подготовить шов. Начните с тщательной очистки алюминиевой и латунной поверхностей с помощью обезжиривающего средства или проволочной щетки, чтобы на обеих поверхностях не осталось грязи или мусора. После очистки убедитесь, что обе поверхности сухие, прежде чем начинать процесс. Следующим шагом является удаление окисления или коррозии с обеих частей с помощью проволочной щетки или наждачной бумаги. Это поможет гарантировать, что сварка будет прочной и надежной после завершения.
Выбор сварочного материала
Перед началом сварки выберите подходящий присадочный материал в зависимости от типа металла, из которого изготовлены детали, и требуемой прочности соединения. Например, если вы привариваете латунь к алюминию, в качестве присадочного материала следует использовать кремнистую бронзу, поскольку она обладает хорошей прочностью и хорошей коррозионной стойкостью при повышенных температурах; это поможет обеспечить надежную связь между двумя металлами после завершения.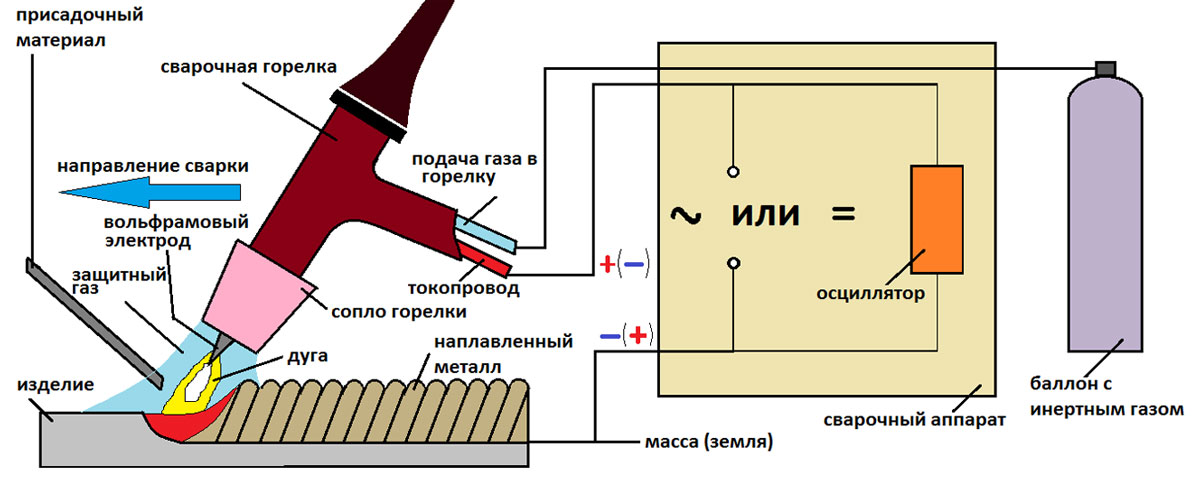 Вы также должны выбрать подходящую газовую смесь для защиты; Аргон обычно используется при сварке латуни с алюминием, так как он обеспечивает превосходную защиту от окисления во время процесса.
Вы также должны выбрать подходящую газовую смесь для защиты; Аргон обычно используется при сварке латуни с алюминием, так как он обеспечивает превосходную защиту от окисления во время процесса.
Техника сварки
После правильной подготовки места соединения пора начинать сварку! При совместной работе с латунью и алюминием важно помнить, что они имеют разные температуры плавления — алюминий плавится при более низких температурах, чем латунь, — поэтому используйте более низкую температуру нагрева, чем обычно при работе только с одним металлом. Вы также должны позаботиться о том, чтобы не перегреть металл во время сварки, чтобы избежать коробления или других деформаций любой детали после завершения. Кроме того, используйте короткие вспышки тепла, а не одну длинную непрерывную дугу; это поможет свести к минимуму искажения в любой части, в то же время обеспечивая достаточное количество тепла для прочного соединения между ними. Наконец, не двигайтесь слишком быстро во время сварки; не торопитесь, чтобы каждый слой остыл, прежде чем переходить к другому слою сварных швов.
Вывод:
Сварка латуни с алюминием требует некоторых особых условий из-за их разных температур плавления, но это можно сделать успешно при правильной подготовке и технике! Перед началом работы убедитесь, что все поверхности чистые; это поможет обеспечить прочную связь между деталями после завершения. Кроме того, выберите подходящий присадочный материал, такой как кремниевая бронза, для обеспечения оптимальной прочности и коррозионной стойкости при повышенных температурах; Защитные газы, такие как аргон, также играют важную роль в обеспечении защиты от окисления в процессе сварки, поэтому обязательно выберите их соответствующим образом! Имея в виду эти советы, вы сможете каждый раз успешно выполнять сварку латуни с алюминием!
Абхишек Модак
Абхишек — опытный блогер и отраслевой эксперт, который делится своими взглядами и знаниями по различным темам. Своими исследованиями Абхишек предлагает ценные идеи и советы профессионалам и энтузиастам. Подпишитесь на него, чтобы получить экспертные советы о последних тенденциях и разработках в металлургической промышленности.
Ремонтные комплекты для алюминия, ремонт алюминия с помощью сварки пропановой горелкой
Ремонтные комплекты для алюминия, ремонт алюминия с помощью сварки пропановой горелкой – AlumiweldПожалуйста, убедитесь, что Javascript включен для обеспечения доступности веб-сайтаЩелкните ссылку для получения дополнительной информации:
| |||||||||||||||||
 с 1986 г.
с 1986 г.