Сварка алюминия полуавтоматом технология: Страница не найдена – Тиберис
alexxlab | 07.09.1990 | 0 | Разное
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
В этой статье:
- Сложность сварки алюминия
- Суть полуавтоматической сварки алюминия
- Отличия сварки алюминия полуавтоматом от аргонодугового метода
- Подготовка свариваемого материала
- Требования к оборудованию
- Расходные материалы
- Настройки аппарата
- Процесс сварки алюминия полуавтоматом
Сложность сварки алюминия
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
Суть полуавтоматической сварки алюминия
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.
Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Отличия сварки алюминия полуавтоматом от аргонодугового метода
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.
Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
Кроме производительности, МИГ метод выигрывает по простоте. Все действия выполняются одной рукой. Подача проволоки осуществляется автоматически по выставленным настройкам. Если они верные, шов получится качественным (при правильных движениях горелкой), что облегчает задачу для новичка.
Подготовка свариваемого материала
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Требования к оборудованию
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG – это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет “гулять”, дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Это обеспечит равномерную скорость без пробуксовки, проволока не будет “гулять”, дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
 Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А.
Если будете варить только тонкие металлы до 5 мм, достаточно полуавтомата на 200 А. В работе с толстыми стенками алюминия до 10 мм выбирайте MIG аппарат на 300 А. Но их цена выше.
Но их цена выше.Расходные материалы
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
Хороший выбор проволоки для алюминия в нашем каталоге.
Настройки аппарата
Перейдем к правильным настройкам полуавтомата для сварки алюминия. К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
К аппарату подключается баллон с чистым аргоном. Расход выставляется в пределах 6-11 л/мин, в зависимости от толщины металла. Сила тока, при котором происходит капельный перенос присадочного металла, выставляется так.
| Толщина металла, мм | Диаметр проволоки, мм | Сила тока, А |
|---|---|---|
| 2-3 | 0.8 | 95-110 |
| 4-5 | 1.0 | 130-160 |
| 6-7 | 1.2 | 200-250 |
Если у вас полуавтомат с импульсом, задайте базовый ток на 40% ниже от импульсного. Базовый ток будет поддерживать горение дуги, а импульсный — пробивать оксид и передавать каплю. Частота импульса для сварки алюминия желательна 1-3 Гц в секунду. Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Это уменьшит тепловложение, обеспечит прожог оксида, качественное соединение основного металла.
Еще проще настроить полуавтомат для сварки алюминия новичку будет с синергетикой. Синергетическое управление требует указать в меню только:
Все выбирается на дисплее. Крутилкой сварщик только задает силу тока. На основании этих вводных программа сама подберет оптимальный режим, выставит базовый ток, напряжение. Хороший выбор полуавтоматов с синергетическим управлением вы можете подобрать в разделе электросварочное оборудование.
Процесс сварки алюминия полуавтоматом
Установите алюминиевую проволоку в полуавтомат, заправьте конец между роликами, направьте его в канал. Включите протяжку и дождитесь выхода проволоки из горелки. Чтобы она не застряла, временно открутите мундштук.
Установите силу тока и импульс в согласии с толщиной металла (см таблицу выше), откройте баллон с аргоном. Присоедините кабель массы к изделию. Наденьте защитную маску, краги.
Источник видео: Рутектор
Сварка полуавтоматом алюминия ведется так:
- Поднесите горелку к месту стыка и удерживайте на расстоянии 3-5 мм от конца проволоки. Само сопло может быть удалено от поверхности до 6-10 мм.
- Нажмите на кнопку горелки.
- После зажигания электрической дуги введите горелку справа налево или от себя, чтобы наложенный шов оставался позади.
- Наклон горелки при сварке алюминия должен быть почти вертикальным — удерживайте отклонение от прямого угла на 10-15 градусов.

- Если алюминий сечением до 3 мм и нет зазора между сторонами, просто ведите горелку ровно по линии стыковки. В случае толщины пластин 5-7 мм и щели 1-2 мм потребуется колебательные движения полумесяцем или по спирали.
Когда была предварительная подготовка с разделкой кромок, нужна сварка в несколько проходов. Корневой шов тонкий и ведется без поперечных колебаний, а последующий шов нужен для заплавления ширины стыка и образования валика. Используя правильно подобранное сварочное оборудование у Вас получится сваривать алюминий полуавтоматом даже без значительной практики.
Ответы на вопросы: как правильно производить сварку алюминия полуавтоматом
Алюминиевая проволока застревает в канале, что делать?
СкрытьПодробнее
Алюминий более мягкий, чем сталь или нержавейка, поэтому легко поддается изгибам и деформируется. Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Постарайтесь максимально выровнять сварочный рукав горелки, а так-же под сварку алюминиевой проволоки должны быть ролики с U образной канавкой, тефлоновый кабель канал, токосъемник под алюминиевую проволоку.
Сколько роликов должно быть в подающем механизме для сварки алюминия?
СкрытьПодробнее
Лучше использовать модели с четырьмя роликами. Они увереннее толкают присадочный материал. На двух роликах возможна пробуксовка, а если их затянуть сильнее, проволока начнет заминаться.
Можно ли варить алюминий с углекислотой?
СкрытьПодробнее
Нет. Алюминий является активным металлом и при контакте с окислителем сразу защищается, вырабатывая пленку. Углекислота состоит из углерода и кислорода, поэтому будет вступать в реакцию со сварочной ванной. Для работы нужен инертный газ, который бы “успокаивал” расплавленный металл, не вступая с ним в реакцию.
Для работы нужен инертный газ, который бы “успокаивал” расплавленный металл, не вступая с ним в реакцию.
Можно ли полуавтоматом заварить силумин?
СкрытьПодробнее
Силумин — это сплав алюминия с кремнием. Присадка придает металлу прочности и улучшает его литейные свойства. Для сварки силумина полуавтоматом необходима алюминиевая проволока с кремнием, но лучше все же использовать TIG сварку.
Подойдет ли полуавтомат для сварки алюминиевых труб?
СкрытьПодробнее
Если это не герметичная конструкция (теплица, беседка, раскладушка и пр.), то полуавтомат подойдет. Для герметичных стыков лучше использовать аргонодуговую сварку.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Сварка алюминия полуавтоматом: технология, оборудование
Алюминий широко применяется человеком во многих сферах. Однако, по мнению профессиональных сварщиков, он относится к разряду металлов, характеризующихся достаточно сложным сварочным процессом. Это обосновано наличием у алюминиевых сплавов специфических физических и химических особенностей. Поэтому по сравнению со стандартный материалом – сталью – осуществление сварочного процесса с алюминием связано с большим количеством нюансов.
Однако, по мнению профессиональных сварщиков, он относится к разряду металлов, характеризующихся достаточно сложным сварочным процессом. Это обосновано наличием у алюминиевых сплавов специфических физических и химических особенностей. Поэтому по сравнению со стандартный материалом – сталью – осуществление сварочного процесса с алюминием связано с большим количеством нюансов.
1 / 1
Сварка алюминия полуавтоматом (MIG) поможет эффективно решить большинство этих сложностей. Такой метод сварки позволит гарантированно устранить сложности с преодолением на алюминиевых деталях защитной микронной оксидной пленки, обеспечив выполнение сварных соединений с отличными характеристиками и высоким качеством.
К тому же как опытный, так и начинающий сварщик, должны понимать, что:
-
Требуется осуществить тщательную подготовку поверхностей свариваемых алюминиевых деталей. Удалить оксидную пленку можно не только с использованием металлической щетки либо наждачной бумаги, но и растворителей, к примеру, бензина, уайт-спирита, ацетона.
 Хорошо произведенная зачистка позволит увеличить проплавление металла, повысить скорость сварки, улучшить смачиваемость свариваемых кромок, снизить вероятность коробления.
Хорошо произведенная зачистка позволит увеличить проплавление металла, повысить скорость сварки, улучшить смачиваемость свариваемых кромок, снизить вероятность коробления.
-
За счет более высокой теплопроводности алюминия по сравнению с обычными стальными сплавами требуется настроить сварочную дугу на большую мощность.
-
При этом требуется помнить, что у этого материала достаточно низкая температура плавления, а это может стать причиной вероятности его прожога.
Сварочный процесс алюминия и его сплавов с использованием полуавтоматов осуществляется с использованием специальной проволоки (сварщики в большинстве случаев называют ее – плавящийся электрод) с применением защитной газовой среды. Наиболее распространенным защитным газом для полуавтоматической сварки алюминия и его сплавов является чистый аргон.
Применение инертного газа дает возможность исключить:
-
увеличение в шве пористости, повышая его прочностные характеристики;
-
сильное разбрызгивание расплавленных металлических капель;
-
нестабильность электрической дуги.

Сварочные работы, связанные с изготовлением изледлий из любого алюминиевого сплава с использование инверторных источников питания применяют как на промышленных предприятиях, так и в автосервисах. Для процесса полуавтоматической сварки алюминия потребуется:
-
присадочная проволока и инертный газ высокого качества;
-
профессиональные сварщики;
-
технологичное сварочное оборудование.
Грамотно организованная комбинация этих трех важнейших факторов позволяет обеспечивать первоклассный результат.
Отличия сварки полуавтоматом от аргонодуговой
Полуавтоматическая сварка алюминия по сравнению с аргонодуговой имеет несколько отличий. Главное различие этих двух технологий состоит в типе используемых электродов:
-
При полуавтоматическом способе сварки применяют алюминиевую проволоку, а при аргонодуговом – основу электрода составляет тугоплавкий вольфрам, а присадочный металл подается в зону сварки в виде прутка.

-
Аргонодуговой способ применяют чаще всего при ручной сварке.
-
Сварочный процесс TIG используют для получения неразъемного соединения на более ответственных участках, так как обеспечивается более высокая точность геометрии сварочного шва.
-
Проведение сварочным работ методом TIG связано с большими денежными затратами на комплектующие и расходные материалы, а также требует значительно большего времени на выполнения сварного соединения.
Сварочные полуавтоматы для сварки деталей из алюминиевого сплава традиционно оснащают не только стандартными функциями, но и возможностью работы в импульсном режиме. Применение последнего позволяет достичь более эстетического внешнего вида шва, а также повысить качество соединения. Воздействие мощным импульсом электрического тока дает возможность моментально пробить оксидную пленку соединяемых деталей.
Каждый импульс тока как бы вдавливает в поверхность сварочной ванны каждую каплю расплавленного металла, образующуюся при плавлении алюминиевой проволоки на базовом (нижнем) токе. При применении импульсного режима сварки перенос электродного металла становится контролируемым. Такая технология позволяет значительно повысить качественные параметры сварного шва, максимально исключив разбрызгивание алюминия.
Преимущества механизированной сварки плавящимся электродом в среде защитного газа
Грамотно организованная сварка алюминия полуавтоматом предоставляет ряд достоинств:
-
Высокую производительность. В сравнении с дуговой сваркой неплавящимся электродом в среде аргона процесс МИГ происходит в 3 раза быстрее.
-
Простота применения. В отличие от аргонодугового способа сварки, полуавтомат может быстро освоить даже начинающий сварщик. В связи с этим выполнение сварных соединений деталей из алюминия своими руками пользуется популярностью у любителей.

-
Оснащение полуавтомата импульсным режимом позволяет достичь высоких качества сварного шва и точности геометрических размеров. При этом минимизируются потери проволоки на разбрызгивание.
Требования к оборудованию и материалам
Для более полного использование возможностей сварки алюминия с помощью полуавтомата необходимо обратить особое внимание на дополнительные требования, предъявляемые к применяемому инвертору и расходным материалам:
-
Должна быть предусмотрена обратная полярность тока. Это даст возможность гарантированно разрушить оксидную пленку на свариваемых деталях.
-
Для плавной и равномерной подачи проволоки в зону сварки подающее устройство должно иметь 4-х роликовый механизм. Так как малейшее сопротивление, возникающее в момент подачи проволоки, может легко смять мягкий алюминий. Как правило, устанавливаются ролики с U-образными канавками без насечек.

-
За счет высокой теплоотдачи алюминиевый сплав расширяется сильнее в отличие от стали. Поэтому рекомендуется использовать специальный контактный наконечник, у которого больший допуск по диаметру отверстия.
-
Для обеспечения максимального качества сварного шва необходимо использовать для создания защитной среды сварочного процесса лишь чистый аргон.
-
Для уменьшения трения алюминиевой проволоки сварочная горелка должна быть оснащена тефлоновым каналом.
-
Сварку алюминиевых сплавов методом МИГ целесообразно применять для соединения деталей, имеющих толщину больше 3 мм.
Выбираем сварочные аппараты для сварки алюминия
Мы предлагаем полуавтоматы для сварки алюминия нескольких основных групп:
-
Начального класса.
 Аппарат КЕДР AlphaMIG-200S имеет компактные размеры, небольшой вес, способность работать от обычной сети с напряжением 220В, доступную стоимость. Он пользуется большим спросом для выполнения периодических работ в быту, а также в автосервисах.
Аппарат КЕДР AlphaMIG-200S имеет компактные размеры, небольшой вес, способность работать от обычной сети с напряжением 220В, доступную стоимость. Он пользуется большим спросом для выполнения периодических работ в быту, а также в автосервисах.
-
Среднего класса. Модель КЕДР UltraMIG-250S-3 аппарат отлично подходит для использования на малых и средних производствах, в крупных автомастерских, где важна компактность, экономичность и высокая производительность оборудования.
-
Промышленного класса. Полуавтомат КЕДР MultiMIG-5000DP можно эксплуатировать для решения самых сложных на протяжении длительного срока. Предусмотренный импульсный режим сварки, а также технология двойного импульса позволяют гарантировать получение отличного сварного шва с самыми высокими требованиями.
Предлагаем ознакомиться с видео, наглядно показывающим сварочный процесс соединения алюминиевых деталей полуавтоматом.
Читайте также
Точечная контактная сварка
Сварка высоколегированных сталей
Сварка нержавеющей стали
Технология стыковой сварки
как правильно это делать и на что обратить внимание при подготовке
Вопросы, рассмотренные в материале:
- Почему сварка алюминия вызывает сложности
- Как правильно организовать сварку алюминия и его сплавов
- Можно ли варить алюминиевые детали вручную электродами
- Какие современные способы сварки алюминия используют на производстве
Алюминиевые детали обладают высокой теплопроводностью и низким весом. Эти свойства материала сделали его очень популярным в различных производственных областях. Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Тем не менее, технология сварки алюминия и его сплавов не так проста. Необходимо учесть много разных факторов и особенностей материала, чтобы выполнить сварочные работы на высоком уровне. В нашей статье мы подробнее расскажем о том, какие технологии соединения алюминия бывают и чем они отличаются между собой.
Особенности сварки алюминия и его сплавов
Иногда во время сварочных работ по алюминию или алюминиевым сплавам возникают трудности, существенно влияющие на качество сварных швов. Приведем примеры самых распространенных проблем:
- Сварочной ванной достаточно сложно управлять из-за высокой жидкотекучести материала. Отсюда возникает необходимость использования теплоотводящих подкладок.
- Алюминий легко окисляется, что вызывает появление тугоплавкой пленки на каплях расплавленного металла. В результате затрудняется соединение в единый шов. Предотвратить появление пленки помогает грамотно организованная надежная защита сварочной зоны от окружающего воздуха.

- На поверхности алюминиевых изделий всегда присутствует окисная пленка Al2O3, которая имеет температуру плавления около +2040 °C, в то время как плавление самого металла осуществляется при температуре +660 °C.
- Значительная усадка материала может стать причиной деформации сварного шва после его охлаждения и затвердевания.
- Возможно снижение механических характеристик материала из-за склонности к порообразованию и трещинам в шве.
- Из-за высокой теплопроводности алюминия для сварочных работ необходим рабочий ток большого значения.
VT-metall предлагает услуги:
Перечисленные трудности вполне преодолимы, поэтому популярность различных технологий сварки алюминия не снижается. Этот металл позволяет создавать очень прочные и надежные конструкции.
Технология сварки алюминия: подготовка материалов и деталей
Чтобы создать сварное соединение высокого качества, необходимо в полной мере позаботиться о том, чтобы зона сварки была максимально защищена от всевозможных загрязнений:
- Для газоэлектрической сварки алюминия следует выделить чистое, сухое, не пыльное помещение.
- Скорость движения воздуха не должна превышать 0,2 м/сек.
- Обрабатываемые детали и присадочную проволоку необходимо тщательно очистить предусмотренными технологией способами.
- В качестве защитных газов можно применять лишь чистый аргон марки А по ГОСТу 10157–62 и гелий ВЧ (высокой чистоты) по МРТУ 51-04-23-64.
- Газоподводящую арматуру, шланги и сварочную горелку до начала сварочных работ тщательно промывают спиртом и в дальнейшем по ходу работы периодически повторно очищают и промывают.
Технология качественной очистки сварочной проволоки включает в себя смывание растворителем или горячей водой консервационной смазки, снятие окисной пленки химической обработкой.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для выполнения вышеперечисленных работ необходимо организовать специальное место, отдельно от зоны сварочных работ. Технология химической обработки предполагает несколько способов очистки. Наиболее популярный метод химической очистки представляет собой следующую последовательность:
- Травление в 5%-ном растворе каустической соды NOH при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Осветление в 15–30%-ном растворе азотной кислоты HN03 при температуре +60…+65 °С в течение 2-3 мин;
- Промывка в горячей (+45…+50 °С) воде, а затем в холодной проточной воде.
- Сушка при температуре не ниже +60° С до полного удаления влаги.
Если у вас нет возможности сразу использовать сварочную проволоку после сушки, то храните ее в специально предназначенном месте. Для этого подходит ящик или шкаф с плотно закрывающимися дверцами.
Обработанная проволока может храниться не более 12 часов в том случае, если это присадочная проволока малого диаметра (до 1,6 мм) для работы на малых токах неплавящимся электродом.
Если речь идет о более толстой проволоке (4-5 мм) для работы плавящимся электродом на токах свыше 400 ампер, то допускается более длительный срок хранения (до полутора суток). При этом качество сварного шва не пострадает. Важно лишь соблюдать правила хранения обработанной проволоки и технологию сварки алюминия. Во время работы подготовленную проволоку нельзя брать руками без перчаток, так как это может привести к попаданию жировых частиц на ее поверхность.
Саму деталь и ее кромку желательно тщательно обрабатывать перед сварочными работами. Преимущество при сварке отдается химической обработке деталей, технология которой приведена выше. Небольшие по объему изделия обрабатываются полностью, а крупные заготовки целиком обезжиривают, химической обработке подвергают только кромки и до 10 см поверхности от стыка.
При небольших сварных соединениях зачистку кромок делают шабером, непосредственно, перед сварочными работами. Также необходимо снять окисную пленку в месте токопровода. Это можно сделать с помощью шабера или стальной проволочной щетки.
Это можно сделать с помощью шабера или стальной проволочной щетки.
Если у вас нет возможности сделать химическую обработку большой по размеру детали, то допускается зачистка кромки стальными проволочными щетками. При этом желательно до и после обработки кромки протереть ее поверхность спиртом или ацетоном.
Щетину стальной проволочной щетки изготавливают из нержавеющей стали. Лучше всего использовать щетку с щетинками размером не более 2 мм в диаметре. Она позволит более качественно обрабатывать кромку, не оставляя слишком глубоких царапин и дефектов. Во время обработки детали щетку периодически промывают в растворителе.
Обработанные детали необходимо хранить в теплом сухом месте, закрыв кромку чистым чехлом. В таком виде допускается хранить детали столько же, сколько и обработанную присадочную проволоку.
Если по технологии сварки алюминия предполагаются длительные работы (монтажные, проверочные и пр.) между зачисткой деталей и их сваркой, то в этом случае используют сварку плавящимся электродом большого диаметра. Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Кроме этого, необходимо обеспечить защиту кромок от загрязнения на всех промежуточных этапах.
Если сварка выполняется в несколько проходов, то на каждом этапе необходимо зачищать поверхность шва и разделки при помощи щеток и ацетона.
Алюминий не только хорошо проводит тепло, но и обладает большой теплотой плавления (96 кал/г). Это свойство заложено в основе технологии сварки алюминия, поскольку для создания качественного шва понадобится непосредственное воздействие сварочной дуги на всю область контакта жидкой и твердой фаз сварочной ванны.
Если для соединения используется неплавящийся электрод, то ванна жидкого металла получится лишь в зоне горения дуги. При этом в основном она образуется из-за плавки основного металла (обычно в ней не более 30 % присадочного материала). Отличается плавным переходом к основному металлу.
Соединяя алюминий при помощи плавящегося электрода, вы получите большее углубление основного металла за счет более концентрированной дуги. Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Соответственно, размер сварочной ванны будет больше, в ней будет более 50 % наплавленного металла. Периферийная часть ванны в этом случае не попадает под влияние дуги, следовательно, могут возникнуть несплавления.
Важно, чтобы форма разделки кромок давала возможность те места, где возможно появление несплавления, заново переплавлять дугой при наложении последующих валиков. Соблюдение технологии разделки кромок позволяет достичь высокого качества сварного шва. В любом случае наилучшее соединение получается при осуществлении двухсторонней сварки.
Если нет возможности воспользоваться двусторонним методом, то необходимо принять меры к предотвращению и устранению дефектов в корне шва.
Технология сварки алюминия электродами
Технологию сварки алюминия электродами используют очень редко. Этот метод подойдет там, где нет возможности воспользоваться специальным оборудованием. То есть чаще его используют в полевых условиях или в маленьких мастерских, где финансово не могут себе позволить приобрести необходимое оборудование. В таком случае применение электродов может сократить и расходы, и время.
В таком случае применение электродов может сократить и расходы, и время.
Существует несколько марок покупных электродов:
- ОК – электроды по алюминию с примесью марганца или магния. Следует беречь от влаги, поэтому не стоит вынимать все стержни из упаковки.
- ОЗАНА – здесь имеются две разновидности, которые немного отличаются в применении в зависимости от типа и сплава металла. Такие стержни применяются для горизонтальной и вертикальной сварки.
- ОЗА – полностью состоят из алюминия и по производству похожи на самодельные стержни. Используются для соединения сплава алюминия с кремнием.
- УАНА – по своему происхождению и свойствам предназначены для сварки алюминиевых сплавов, поддаются деформации.
- ЭВЧ – применяются для сварки в среде, где в качестве защиты применяется аргон. Эти электроды полностью состоят из вольфрама.
Электроды для соединения алюминиевых деталей разнятся по своей стоимости, поэтому выбирая подходящий вариант, обратите внимание на характеристики, которые для вас имеют первостепенное значение.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА).
Технология ручного соединения при помощи покрытых электродов используется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn. Этот метод подходит только для изделий толщиной менее 4 мм.
Недостатками данного способа соединения материала являются:
- пористость и низкая прочность шва, что подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Для выполнения работ необходим ток обратной полярности без поперечных колебаний. Важно грамотно произвести расчет силы тока по следующей формуле: 25–30 А на 1 мм электрода.
Если вы хотите добиться высокого качества соединения, то желательно детали до начала сварочных работ разогреть до определенной температуры. Для тонких и средних по толщине деталей достаточно температуры +250…+300 °С. Крупным изделиям необходима температура до +400 °С.
Крупным изделиям необходима температура до +400 °С.
Не забывайте, что оптимальная температура может быть указана производителем электродов. Если вы нашли такие данные, то лучше руководствоваться ими.
2. Ручная дуговая сварка угольными электродами.
Технология сварки алюминия при помощи угольных электродов используется чаще всего для неответственных конструкций. Для данного вида работ понадобится постоянный ток прямой полярности.
Для габаритных изделий, толщина которых составляет более 2,5 мм, необходимо выполнять разделку кромок. Диаметр присадки должен быть в диапазоне 2–8 мм. Пастообразный флюс допускается наносить как на стержень, так и на рабочую поверхность.
3. Ручная дуговая сварка вольфрамовым электродом в инертном газе (технология AC TIG).
Это очень популярный способ соединения материалов, используемый тогда, когда необходимо получить очень прочное соединение с прекрасным внешним видом. Технология дуговой сварки алюминия вольфрамовым электродом основана на применении стержня диаметром 1,6–5 мм и присадки 1,6–4 мм.
Для выполнения работ по данной технологии необходима защитная среда из гелия или аргона. Электрическая дуга поддерживается источником переменного тока, что дает хорошие результаты при разрушении оксидной пленки.
- Угол между электродом и рабочей поверхностью должен составлять 70–80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5–7 секунд до возбуждения дуги, а выключается через 5–7 секунд после ее обрыва.
Технология ручной электродуговой сварки алюминия
- Для выполнения сварочных работ по алюминию требуется постоянный ток с обратной полярностью (меняем разъемы на инверторе местами).
 Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра.
Важно соблюдать соотношение мощности и диаметра электрода и регулировать силу тока по следующей формуле: 30 ампер на каждый миллиметр диаметра. - Свариваемые детали необходимо предварительно нагреть. При средней толщине заготовку нагревают до +200…+300 °С. Крупные части нуждаются в более высоком нагреве (до +400 °С).
- Несмотря на обычное формирование дуги, особенностью работы с алюминием будет более высокая скорость горения электродов. Соответственно потребуется большая скорость при формировании шва.
- Обязательно планируйте длину шва из расчета на плавление одного электрода. Сварочный процесс обрывать нельзя. Корка шлака, образующаяся в конце шва, не позволит зажечь дугу снова в этом месте.
- По сравнению с варкой стальных заготовок запрещается делать поперечные движения во время соединения алюминиевых деталей.
- При завершении работы сразу удалите шлак в месте соединения. Зачистите все металлической щеткой и промойте горячей водой.

Сварка алюминия аргоном: технология, инструкция, нюансы процесса
По технологии сварочных работ в аргоновой среде высокие требования предъявляются как к сварочному аппарату, так и к дополнительному оборудованию, которое обеспечивает правильное хранение и подачу расходных материалов. Все эти параметры имеют определяющее значение при формировании сварного шва.
Аргоновая сварка алюминия и его сплавов может выполняться при наличии следующего оборудования:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
Технология выполнения сварочных работ при помощи аргона на крупных промышленных предприятиях хорошо отработана. В таком случае защитный газ подается по централизованной сети. Из сварочной проволоки формируются целые бобины, устанавливаемые на полуавтоматический сварочный аппарат. Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Все работы выполняются на специальных верстаках, поверхность которых сделана из нержавеющей стали.
Сварной шов высокого качества получается только при тщательной очистке соединяемых деталей от различного вида загрязнений (жира, грязи, масла). Очистка выполняется с помощью растворителя. Для листовых заготовок, толщина которых более 4 мм, обязательно выполняется разделка кромок. В таком случае сварочные работы проводятся встык. Для удаления тугоплавкой окисной пленки с поверхности изделия необходимо обработать место соединения напильником или металлической щеткой. При сложной конфигурации соединения возможна обработка шлифовальной машинкой.
Технология сварки алюминия полуавтоматом в аргоновой среде имеет ряд характерных особенностей. При выполнении работ полуавтоматом или с ручной подачей присадки понадобятся электроды из вольфрама диаметром 1,5–5,5 мм. При формировании сварочной дуги электрод необходимо располагать под углом 80° к поверхности деталей.
Технология ручной подачи присадочной проволоки допускает угол 90° относительно электрода. При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
При этом присадочная проволока двигается впереди электрода. Это очень хорошо видно на демонстрационных видео, где показывают сам процесс сварочных работ с применением аргона.
|
Режимы аргонодуговой сварки алюминия вольфрамовым электродом |
||||
|
Толщина металла, мм |
Диаметр, мм |
Сила тока, А |
||
|
Вольфрамового электрода |
Присадочной проволоки |
В аргоне |
В гелии |
|
|
1-2 |
2 |
1-2 |
50–70 |
30–40 |
|
3-4 |
3 |
2-3 |
100–130 |
60–90 |
|
4–6 |
4 |
3 |
160–180 |
110–130 |
|
6–10 |
5 |
3-4 |
220–300 |
160–240 |
|
11–15 |
6 |
4 |
280–360 |
220–300 |
Технология соединения аргоном требует соблюдение длины дуги в пределах 3 мм. При этом не допускаются поперечные движения присадочной проволокой.
При этом не допускаются поперечные движения присадочной проволокой.
Тонкие алюминиевые листы желательно соединять на подкладке, в качестве которой может выступать стальной лист. Такая технология способствует более быстрому выводу тепла из зоны работ, в результате редко возникают прожоги или протечки расплавленного металла. Кроме этого, подкладка позволяет экономить энергию, значительно увеличивая скорость выполнения сварочных работ.
Технология сварки алюминия и его сплавов с помощью аргона имеет ряд неоспоримых преимуществ перед другими способами соединения заготовок. В первую очередь, это касается малого нагрева соединяемых деталей. Это очень ценное качество при варке заготовок сложной формы.
При использовании аргонового соединения получается очень прочный сварной шов с высокой однородностью материала в данной зоне, минимальным количеством пор, примесей и инородных вкраплений. Однородная глубина проплавления по всей длине сварного шва является очень важным показателем, выгодно отличающим технологию аргоновой сварки.
Безусловно, каждая технология имеет свои недостатки, и работа с аргоном – не исключение. Минусом этого способа является использование сложного оборудования. Только при грамотной настройке сварочного аппарата и дополнительного оборудования возможно достижение максимальной эффективности всех операций, в результате чего получается высококачественный сварной шов.
Определяющим параметром при настройке всего оборудования для выполнения работ в аргоновой или другой защитной среде является скорость и равномерность подачи присадочной проволоки. При нарушениях данного параметра присадка подается с перерывами, прерывается сварочная дуга, а расход защитного газа и электроэнергии существенно возрастает.
Технология сварки алюминия полуавтоматом
Другим названием полуавтоматического сваривания является MIG сварка. Высокая производительность данного процесса обеспечивается импульсным оборудованием, которое формирует мощный импульс высокого напряжения. Под его воздействием оксидная оболочка быстро разрушается.
Технология действия данного оборудования подразумевает забивку каждой частицы расплава металлического стержня в область сваривания. Благодаря этому формируется высококачественный сварной шов, отличающийся высокими прочностными характеристиками. Это технология точечной сварки алюминия.
MIG/MAG соединение в полуавтоматическом режиме производится на довольно дорогостоящем оборудовании, приобрести которое может не каждый. Но современные мастера, увлекающиеся сварочными работами, нашли выход из этого положения, модифицировав стандартный полуавтоматический аппарат, используемый для соединения алюминиевых заготовок и нержавейки.
Принцип действия такого аппарата аналогичен MIG соединению, хотя есть ряд технических особенностей, оказывающих существенное влияние на качество получаемого результата:
- Чистый алюминий и его сплавы не поддаются варке током высокого напряжения и прямой полярности. Используется прямо противоположный вариант.
- Для подачи алюминиевого прутка необходимо специальное оборудование.
 Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой.
Это связано с тем, что он намного мягче аналогов из стали, соответственно, может изгибаться. Специальный податчик оборудован четырьмя роликами, маленьким рукавом и тефлоновой прокладкой. - Цветной металл при нагреве сильно расширяется. Эта особенность может стать причиной застревания проволоки в зоне наконечника подающего механизма. Предотвратить это помогут особые наконечники с маркой Al. Их можно заменить на стандартные модели наконечников с увеличенным диаметром.
- Расход материала и качество сварного шва определяется маркой присадочной проволоки. Высокая интенсивность плавления прутка может потребовать более высокого темпа подачи. Соответственно понадобится слишком частая замена наконечника.
Современные технологии сварки алюминия
1. Лазерная сварка.
Это сугубо производственная технология, отличающаяся очень специфическими характеристиками. До начала сварочных работ важно очень тщательно очистить изделие от загрязнений.
Технология сварки алюминия лазером позволяет достигать удивительной точности соединения. При этом зона термического воздействия достаточно маленькая, и шов получается очень узким. Кроме этого, существуют и другие достоинства данного метода:
- возможность создавать швы сложной формы;
- высокий уровень производительности;
- оперативность сварочного процесса и (чаще всего) его автоматизация;
- экологически безопасный режим сварки;
- сваривание может проводиться в любом пространственном положении;
- околошовная зона практически не подвергается тепловому воздействию, что позволяет сохранять все первоначальные свойства.
Следует помнить и о недостатках данного метода:
- высокая стоимость оборудования и всего процесса в целом;
- лазер плохо обрабатывает толстостенные изделия;
- предназначен для работы с узким спектром изделий.
2. Плазменная сварка.
Современная технология сварки алюминия при помощи плазмы позволяет добиться очень хороших результатов. Этим достигается высокая концентрация энергии и довольно глубокое проплавление.
Технология аналогична процессу соединения металлов в аргоновой среде. Во время сварочного процесса металл в нужном месте расплавляется под воздействием плазмы. Все это действие происходит в защитном облаке, благодаря которому в зону сварочной ванны не попадают газы, содержащиеся в атмосфере.
Технология сварки алюминия при помощи плазмы подразумевает использование специального оборудования– аппарата для плазменной сварки. Конструкция аппарата представляет собой соединение плазмотрона и источника переменного и постоянного тока с обратной величиной. Плазмотрон помогает генерировать плазменный разряд.
Существует несколько модификаций источников питания, отличающихся друг от друга величиной силы тока, напряжением холостого тока, продолжительностью нагрузки и пр. В зависимости от этих характеристик меняется потребляемая мощность источника питания.
Плазмотрон оборудован специальными подводами, по которым подается плазмообразующий и защитный газ и обеспечивается охлаждение стенок сопла жидкостью или воздухом. Технология функционирования горелки опирается на использование электрода, сделанного из меди, тугоплавкого вольфрама или гафния.
Всего выделяют четыре вида плазменной сварки алюминия:
1. Сварка при помощи плавящегося электрода.
Для выполнения данного процесса понадобится специальная газовая среда, которая будет иметь защитные свойства. Для этих целей обычно используется гелий, аргон или смесь этих газов. Технология предусматривает применение специальных электродов из вольфрама и присадки диаметром до 2,5 мм. Выполнение сварочных работ осуществляется при помощи тока обратной полярности.
2. Автоматическая дуговая сварка.
Для выполнения автоматической дуговой сварки понадобится полуоткрытая плазменная дуга по флюсу и закрытая дуга под флюсом. Согласно технологии, используется флюс с маркировкой АН-А1, если свариваются детали из технического алюминия. Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Флюс с маркировкой АН-A4 предназначен для соединения алюминиево-магниевых сплавов. Для работы используется плавящийся расщепленный электрод.
Слой флюса необходим для того, чтобы предотвратить возможные нарушения технологического процесса и шунтирование. Если сварка осуществляется вручную, то размеры флюса определяются исходя из показателя толщины элементов. Средними данными являются ширина 20–45 мм, толщина 7–15 мм.
3. Ручная дуговая.
Технология сварки алюминия в ручном режиме используется, когда соединяются разные металлы (алюминий, алюминиево-кремниевый сплав, цинковый или магниевый сплав). В этом случае необходима толщина деталей не менее 4 мм. Ток должен быть постоянным с обратной полярностью и высокой скоростью.
Разделка кромок нужна, если их толщина более 1 см. В случае разделки кромок сварной шов формируется встык. Технология «внахлест» не используется, поскольку в состав соединения могут проникнуть шлаки, что приведет к разрушению материала. Обязателен предварительный прогрев деталей до +400 °С.
4. Электронно-лучевая.
Технология электронно-лучевого соединения подразумевает использование вакуума. Оксиды под влиянием паров металлов разрушаются. Так, благодаря вакууму окись разлагается, а водород выводится из сварного шва.
Качество соединения очень высокое, швы ровные, заготовка не деформируется, а материал в зоне стыка сохраняет свои прочностные характеристики.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
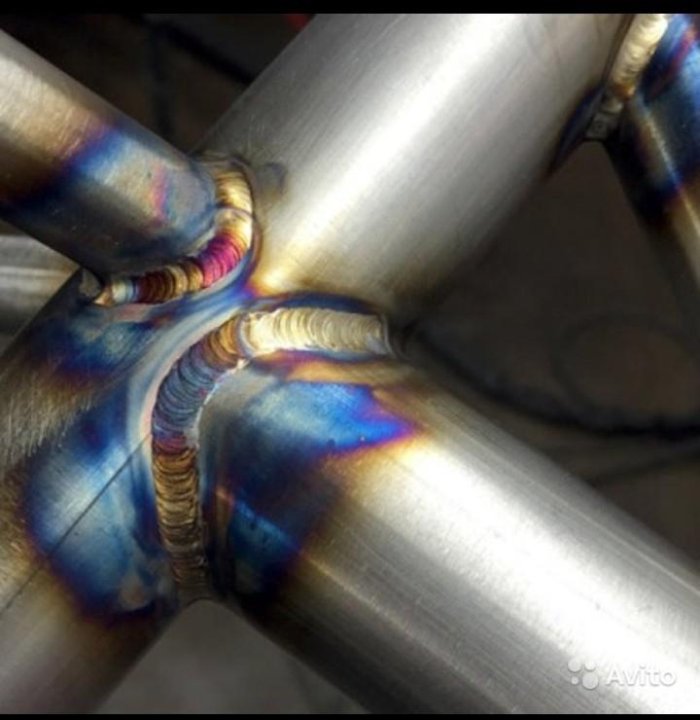
Сварка алюминия
При сварке алюминия все сводится к контролю
Правильное сочетание расходных материалов, технологических возможностей и оборудования обеспечивает успех при сварке популярных материалов в условиях производства трейлеров
Фрэнк Армао , директор по алюминиевым технологиям, The Lincoln Electric Company
Алюминий становится все более распространенным в производстве в качестве легкой альтернативы стали, поскольку он обеспечивает улучшенное соотношение прочности к весу, коррозионную стойкость и общую общую свариваемость. Но, как быстро понимают специалисты в области сварки, этот материал не ведет себя как сталь при сварке. Отнюдь не.
Но, как быстро понимают специалисты в области сварки, этот материал не ведет себя как сталь при сварке. Отнюдь не.
Когда дело доходит до сварочных характеристик, алюминий определенно отличается от остальных. Типичные характеристики и производительность, ожидаемые при сварке стали, не обязательно применимы. Этот материал обладает высокой теплопроводностью и низкой температурой плавления — факторы, которые в совокупности могут приводить к таким дефектам, как прожог и коробление, замедляя производство и препятствуя конечной целостности сварного шва.
Секрет успеха эффективной и качественной сварки алюминия заключается в трех ключевых факторах: подходящем оборудовании, подходящей форме волны и подходящих расходных материалах. Эти элементы особенно важны, когда речь идет о производстве с жесткими системами автоматизации.
Правильно оборудованные и запрограммированные
Производство прицепов — это особая отрасль, где правильное сочетание этих переменных играет решающую роль. Производители в этом сегменте довольно часто используют алюминий и поэтому нуждаются в решениях для сварки, которые обеспечивают быстрое и эффективное прочное, красивое сварное соединение. Этим производителям всегда нужны высокие скорости перемещения, чистые сварные швы и одинаковые профили валиков.
Производители в этом сегменте довольно часто используют алюминий и поэтому нуждаются в решениях для сварки, которые обеспечивают быстрое и эффективное прочное, красивое сварное соединение. Этим производителям всегда нужны высокие скорости перемещения, чистые сварные швы и одинаковые профили валиков.
На недавно построенном заводе по производству рефрижераторных прицепов Great Dane Trailers, который открылся в апреле 2012 года в Стейтсборо, штат Джорджия, руководители компании стремились установить новейшие технологии, включая сварочное оборудование. Стабильный поток материалов и производительность являются постоянной целью завода, и это относится и к сварочным камерам.
«Когда мы устанавливали новое сварочное оборудование, мы хотели, чтобы стабильность была нашим главным приоритетом», — отмечает управляющий заводом Кевин Блэк. «И если в процессе это обновление оборудования сделает нас немного более эффективными, то это даже лучше».
Производственная бригада Great Dane использует передовые сварочные аппараты Power Wave® от Lincoln Electric с импульсной технологией для автоматической сварки алюминиевых полов рефрижераторных прицепов — сложный процесс, который включает в себя непрерывный шов длиной 53 фута из 12-дюймовых досок. весь пол трейлера. Система состоит из 10 механизмов подачи проволоки, установленных на стреле, и стационарных горелок на жестком автоматизированном механическом портале, который перемещается вверх и вниз по полу по рельсам.
весь пол трейлера. Система состоит из 10 механизмов подачи проволоки, установленных на стреле, и стационарных горелок на жестком автоматизированном механическом портале, который перемещается вверх и вниз по полу по рельсам.
Изучение технологии формы волны
Импульсные формы волны обычно обеспечивают лучшее проплавление с меньшим нагревом при более высоких скоростях перемещения, обеспечивая стабильную и стабильную дугу с меньшим количеством дефектов. Благодаря мгновенной обратной связи от источника питания автоматизированная система быстрее реагирует на изменения вылета и загрязнения сварного шва.
За прошедшие годы усовершенствования в технологии управления формой импульса помогли операторам добиться чрезвычайно быстрого отклика дуги и оптимизации производительности практически в любой области применения. Производители сварочного оборудования ускорили технологию формы сигнала, чтобы повысить эффективность и надежность сварки. В прошлом инверторы могли работать на частоте 40, 60 или даже 80 кГц, но контроль формы сигнала был всего 10 кГц, поэтому он только «принимал решения», контролируя сварку на этой скорости — жертвуя полной мощностью машины ради точной контроль формы волны.
Сегодня и система управления формой волны, и новейшие инверторы работают на частоте 120 кГц, при этом форма волны может изменяться каждые 8,3 микросекунды. Частями формы сигнала можно управлять независимо, включая пиковое время, пиковый ток, фон, ток и частоту импульсов. Они синергетически контролируются, когда оператор выбирает скорость подачи проволоки или выбирает номинальную форму волны для данной проволоки и сварных швов. Если есть параметры, специфичные для задания, их можно включить в настройку.
Эта управляемость имеет большое значение, позволяя современным источникам питания для усовершенствованной сварки реагировать намного быстрее на более высокий уровень детализации и регулировать процесс с большей точностью, включая как подачу проволоки, так и скорость перемещения. Операторы имеют возможность лучше контролировать дугу, которая может адаптироваться не только к зазорам, но и к материалам и вариациям соединений.
В автоматизированных системах, таких как та, что используется в Great Dane, сварные швы могут выполняться быстрее без несоответствий и потери контроля над сварочной ванной, исключая разбрызгивание, несплавление и подрезы, избегая при этом несплошностей в сварном шве и снижения качества. Учитывая деликатный характер алюминиевых подложек, это еще более важно для достижения качественных сварных швов и стабильной производительности.
Учитывая деликатный характер алюминиевых подложек, это еще более важно для достижения качественных сварных швов и стабильной производительности.
Расходные материалы, химический контроль и качество
Успех новейших источников сварочного тока и технологии формы волны, однако, также зависит от типа расходных материалов, предназначенных для работы, особенно при изготовлении алюминиевых трейлеров, а также на полу трейлеров, поскольку они очень заметная особенность.
«Вы хотите, чтобы ваш пол был плотно запечатан и не имел проблем с проникновением влаги, что может касаться целостности пола и изоляции под ним», — отмечает Черный дог. «Вы хотите быть уверены, что у вас есть хорошее покрытие на вашем этаже. Вы можете добиться этого с помощью материала, который не только сцепляется должным образом, но и позволяет операторам и сварочному оборудованию легко создавать красивый гладкий внешний вид. Вы хотите, чтобы косметические качества пола шли рука об руку со структурными качествами».
Сварщики компании Great Dane выбрали расходные материалы, специально разработанные для производства трейлеров. В данном случае это сварочная проволока SuperGlaze® 5356TM GMAW (MIG) от Lincoln Electric с химическим составом, разработанным Indalco Alloys®, подразделением Lincoln Electric.
Эта специально разработанная проволока GMAW из алюминиевого сплава была разработана для обеспечения оптимальной прозрачности сварочной ванны и действия дуги, а также отличного смачивания как для полуавтоматических, так и для высокопроизводительных автоматических приложений. Кроме того, его запатентованная формула и строгий химический контроль способствуют стабильному профилю и внешнему виду бортов, что обеспечивает гладкую поверхность при высоких скоростях движения.
Химический контроль поддерживает такие факторы, как механические свойства расходных материалов, текучесть, работоспособность и многое другое. Строгий контроль этого химического состава на протяжении всего производственного процесса может помочь устранить неприятные отклонения и обеспечить стабильную и надежную работу даже на самых темпераментных подложках, включая алюминий.
Химический контроль также означает качество; качество – чаще всего – равняется сертификатам. При выборе подходящих расходных материалов для любого применения также рекомендуется ознакомиться с конкретными сертификатами каждого продукта. Ищите продукты, сертифицированные в соответствии с минимальными требованиями AWS, однако обратите внимание, что некоторые производители способны обеспечить механические свойства, превышающие минимальные требования AWS, без ущерба для эксплуатационных преимуществ.
Видимые результаты
В компании Great Dane использование подходящего автоматизированного источника питания, выбор надлежащего контроля формы волны и выбор расходных материалов, специально разработанных для сварки алюминия и изготовления трейлеров, позволили добиться улучшенных результатов — как в отношении качества продукции и целостность, а также эстетика на полу трейлера.
«Сварка была для нас одним из самых сложных аспектов обеспечения качества, и это очень важно», — говорит Алан Уайтен, директор по производственному инжинирингу Great Dane.
“Мы уменьшили задиры, что очень важно. Если клиент увидит задиры или разрыв сварного шва, им это не понравится.”
Как отмечает директор завода Блэк, природа конкретного применения сварки требует пусков и остановок, и в прошлом появление сварных полов трейлеров на любом производственном предприятии, немецком доге или другом, «просто выглядело плохо».
«Это то, что индустрия только что приняла, но мы пытаемся исключить это из уравнения и избавиться от дефектов внешнего вида пола трейлера», — говорит Блэк. «Теперь у нас есть оборудование, которое позволяет нам контролировать сварные швы лучше, чем раньше. Мы можем устанавливать параметры, чтобы не получить сварные швы слишком большого размера. Мы даже не хотим, чтобы наши клиенты знали, что там есть сварные швы. мы хотим, чтобы материал слился с материалом, и мы добиваемся этого. Нашим главным приоритетом всегда является качество производимой нами продукции».
8 Преимущества сварки GMAW и история успеха с алюминием
Содержание
Распространение знаний
Промышленность из разных сегментов может повысить производительность с помощью полуавтоматического оборудования для сварки MIG. Эта процедура осуществляется с помощью специальных машин, которые делают работу сварщиков более практичной, эффективной и надежной.
Эта процедура осуществляется с помощью специальных машин, которые делают работу сварщиков более практичной, эффективной и надежной.
Одним из основных преимуществ полуавтоматического оборудования для сварки MIG, также известного как процесс GMAW, является простота сварки в труднодоступных местах, например, на высоте или очень близко к земле. Как правило, сварка GMAW или полуавтоматическая сварка MIG используется для выполнения швов в любом типе соединения или положении. На иллюстрации A вы можете увидеть различные положения и типы соединений, которые можно выполнить с помощью полуавтоматического оборудования для сварки MIG.
Иллюстрация A
Следует отметить, что сварка MIG идеально подходит для поверхностей из углеродистой стали, нержавеющей стали, алюминия или кремниевой бронзы.
Автоматизированная процедура помогает при соединении балок или пластин разного калибра и является одним из лучших решений для выполнения производственной сварки, а не технического обслуживания.
Узнайте о 8 преимуществах полуавтоматической сварки
1. Процесс сварки стал более эффективным.При питании от непрерывной 15-килограммовой катушки проволоки производительность становится намного выше, чем у других процессов, требующих большего количества перерывов для пополнения запасов. Например, тот, который использует покрытые электроды, средняя длина которых составляет 350 миллиметров, или методы TIG, которые изготавливаются с стержнями длиной 1 метр.
2. Сварку можно производить в любом положении.
3. Скорость наплавки выше по сравнению со сваркой электродом или сваркой ВИГ 4. Скорость сварки выше, что увеличивает производительность. 5. Не требует послесварочной обработки, так как не образует шлака. 6. Минимальные потери. В отличие от стержневого электрода и процесса TIG, при которых кончики электродов теряются, использование является полным, без потерь материала.
Пример успешной полуавтоматической сварки MIG алюминия
Один из наших клиентов купил моток алюминиевой сварочной проволоки и через неделю позвонил по гарантии, потому что проволока застряла.
Клиент был в гостях, и мы заметили, что он использовал обычный пистолет для процесса MIG из углеродистой стали для нанесения алюминиевой проволоки, что само по себе создает проблемы с подачей проволоки, поскольку алюминий является очень податливым материалом. На иллюстрации B вы можете увидеть, как выглядел сварной шов при использовании обычного пистолета.
Для сварки алюминия необходим пистолет двухтактного типа, который упоминается в этой истории успеха и в котором используется система синхронной подачи с одинаковой скоростью между роликами основного механизма подачи и микровалками в самом пистолете.
По этому случаю мы предложили клиенту демонстрацию сварочного аппарата Millermatic 350P марки Miller Pulsed MIG , который является одной из лучших альтернатив для сварки алюминия при использовании в сочетании с двухтактным пистолетом. Станок был продемонстрирован, и заказчик отметил, что проволока, на которую он запросил гарантию, отлично работает с этим двухтактным станком и пистолетом.
В последствии, так как швы у этого клиента были длинными, было рекомендовано использовать линейный сварочный трактор для возможности выполнения более презентабельных сварных швов и с лучшим проваром по всему листу, с которым клиент решил приобрести модель Steelmax IL RUNNER .
При тестировании трактора мы поняли, что оператору очень сложно дистанционно запускать и останавливать тележку, поэтому мы также разработали дистанционное управление, чтобы оператор мог удаленно запускать и останавливать трактор.
Важно отметить, что производитель сварочной тележки не имеет этого элемента управления, но благодаря знаниям и опыту нашей технической команды мы разработали пульт дистанционного управления, и заказчик остался полностью доволен его применением.
Преимущества, отмеченные клиентом после решения
Повышение производительности при пайке платы, на которую раньше уходило 8 часов за 3 часа.
Повышенная надежность сварного шва, одиночный шов без швов.
Лучшее качество и внешний вид жемчуга.
Уменьшено количество сварного шва на каждой доске.
Уменьшение воздействия на оператора сварочного излучения.
Улучшение эргономического состояния сварщика при выполнении сварочных работ.
Сокращение брызг на 90 %, сокращение времени доводки при полировке и повышение производительности.
Смотрите в видео подачу решения клиенту.
Вам понравилась эта статья? Мы приглашаем вас комментировать. У тебя есть вопросы? Свяжитесь с нами или спросите их в разделе комментариев, и мы ответим очень скоро.
Мы регулярно публикуем полезную информацию для сварочной отрасли. Подпишитесь прямо здесь на нашу ежемесячную рассылку, чтобы быть в курсе.
Подпишитесь прямо здесь на нашу ежемесячную рассылку, чтобы быть в курсе.
Распространяйте знания
Как сварить алюминий? | ПАТОН Европа
Алюминий является вторым наиболее часто используемым сплавом в мире . Его плотность в три раза меньше, чем у железа. Среди его важнейших преимуществ, помимо легкого веса и высокой прочности, можно выделить малый вес и устойчивость к ржавчине.
В дополнение к своим антикоррозионным свойствам алюминий также имеет низкую температуру плавления и хорошую электропроводность. Неудивительно, что все больше людей хотят сваривать алюминий – его широкое применение отмечается в пищевой, автомобильной, аэрокосмической, строительной и электротехнической отраслях. Безусловно, наибольшая роль алюминия и его сплавов приходится на автомобильную промышленность.
Размещение алюминиевых компонентов в транспортных средствах делает их намного легче, чем изготовленные из других металлов, поэтому вес транспортного средства меньше, что приводит к более эффективному расходу топлива и снижению выбросов CO2 в атмосферу.
Содержание
Правильный процесс сварки
Для сварки алюминия нам необходимо выбрать правильный процесс сварки.
Любой процесс сварки, в котором используется флюс, включая электродуговую сварку, дуговую сварку порошковой проволокой, сварку алюминия электродами и дуговую сварку под флюсом, как правило, неэффективен для этого материала.
Процессы сварки определяют не только то, как будет выглядеть сварка алюминия, но и то, какой сварочный аппарат нам нужен. В большинстве случаев нам понадобятся два отдельных сварочных аппарата для сварки алюминия двумя методами — и это потому, что большинство полуавтоматических сварочных аппаратов не имеют переменного тока в методе TIG, который требуется для сварки алюминия.
Итак, у нас есть два метода сварки алюминия:
- Сварка ВИГ (вольфрам в инертном газе)
- Сварка МИГ (металл в инертном газе)
Сварочные аппараты ВИГ чаще всего используются для сварки алюминия. Это метод дуговой сварки в защитных газах, это гарантия получения швов высочайшего качества. При этом способе весь процесс осуществляется неплавким и жаростойким вольфрамовым электродом, при участии которого образуется сварочная дуга, нагревающая и разжижающая алюминий.
Это метод дуговой сварки в защитных газах, это гарантия получения швов высочайшего качества. При этом способе весь процесс осуществляется неплавким и жаростойким вольфрамовым электродом, при участии которого образуется сварочная дуга, нагревающая и разжижающая алюминий.
Метод сварки MIG алюминия применяется, когда толщина металла превышает 1 мм. Сам процесс требует использования присадочной проволоки, которая подается через классическую горелку MIG или шпульный пистолет с помощью механической системы подачи проволоки. Сварка MIG алюминия может быть сложной даже для тех сварщиков, которые имеют опыт в этом методе сварки, так как он сильно отличается от сварки MIG мягкой стали.
Сварка MIG алюминия
Метод сварки MIG включает сварку с использованием аналогичного инертного защитного газа, такого как гелий или аргон. Сварка осуществляется с помощью электрической дуги, создаваемой между плавким электродом и свариваемой частью алюминия.
Сварные швы, выполненные таким образом, отличаются хорошим качеством, эффективностью сварки и низкими затратами на сварку. При сварке МИГ, в зависимости от параметров тока, различают метод короткого замыкания и метод распыления. При сварке алюминия ток не должен быть очень высоким, чтобы перенос капель был распыленным, потому что температура плавления намного ниже по сравнению со сталью.
Как сваривать алюминий методом сварки MIG
Необходимое оборудование для сварки алюминия
Первое, с чего нужно начать в случае с MIG-сваркой алюминия, это заменить картридж в MIG-горелке со стандартного металлического на тефлоновый. Этот тип вставки улучшит скольжение алюминиевой проволоки в держателе и предотвратит ее деформацию. Вы можете пропустить этот процесс, если у вас есть подходящая катушка.
Тефлон для горелки MIG/MAG То же самое касается роликов в подающем устройстве, необходимо заменить их на такие, у которых форма канавки напоминает букву «U» – это также направлено на ограничение деформации, которая может возникнуть на сварочной проволоке.
Чтобы обеспечить точную подачу проволоки в месте сварки, наш аппарат должен быть оснащен 4-х роликовым механизмом подачи проволоки . После установки проволоки в держатель токовый наконечник следует заменить на маркированный «А» для сварки алюминия — из-за расширения алюминия при нагреве.
Что касается защитного газа, то лучше всего подойдет чистый аргон.
Полезные функции для сварки MIG алюминия
Современное сварочное оборудование также дает нам возможность сварки импульсным током, функция, которая будет полезна для сварки тонких алюминиевых деталей. Для сварки алюминия необходимо использовать аргон в качестве защитного газа и нагревать материал перед сваркой.
Нет необходимости нагревать материал, если используется смесь Ar+ (50÷75%). Имеет защитный газ, т.к. гелий увеличивает тепловую мощность дуги. Последнее, что нужно сделать перед сваркой, это как следует очистить материал от слоя оксида алюминия.
Сначала обезжирьте свариваемую поверхность, например, экстракционным бензином, а на следующем этапе удалите оксидные покрытия щеткой из нержавеющей стали. Метод MIG позволяет добиться глубокого провара при сварке, поэтому металлические листы толщиной до 6 мм не нуждаются в скашивании кромок.
Необходимо только оставить зазор около 1 мм между краями. В пределах 6-15 мм кромки пластин скошены по V (угол 70°). с порогом 2-5 мм и зазором между краями 1-2 мм. При возможности двусторонней сварки листовой металл толщиной более 15 мм должен быть скошен по Х (угол 70°) с порогом 2-3 мм.
Помимо необходимости скашивания кромок листов, требуется также их тщательное обезжиривание и очистка от окиси алюминия – здесь очень поможет проволочная щетка из нержавеющей стали.
Надлежащая подготовка материала методом MIG
Подготовленный таким образом материал дает нам гарантию правильно выполненного соединения без дефектов.
Сварка коротким замыканием более удобна при сварке тонколистового металла, а также при сварке в вынужденных положениях. До толщины 25 мм используется 100% аргон, для листов толщиной 25-50 мм используется аргон с 10-35% гелия, а для толщин более 50 мм используется смесь аргона с 35-70% гелия.
До толщины 25 мм используется 100% аргон, для листов толщиной 25-50 мм используется аргон с 10-35% гелия, а для толщин более 50 мм используется смесь аргона с 35-70% гелия.
Из-за высокой теплопроводности алюминия при использовании смесей гелия с высокой энергией ионизации сварочные токи аналогичны сварочным токам стали, но напряжение дуги выше. Температура плавления алюминия ниже, поэтому для поддержания подходящего сечения стежка скорость сварки намного выше. С введением в сварочное оборудование функции импульсной сварки удалось добиться надежности соединения, как в методе TIG, и снизить риск образования горячих трещин.
Как направлять сварочную горелку в режиме MIG MAG?
Независимо от толщины соединяемых кромок наиболее выгодно сваривать слева направо. Шпулемет должен быть установлен почти перпендикулярно листам (угол отклонения пистолета не более 10-20°).
Сварка без перерыва и максимально короткой дугой (расстояние газового сопла пистолета от материала не должно превышать 10-15 мм) . Используя этот метод, вы можете сваривать в горизонтальном, вертикальном и пристенном положениях. Из-за высокой скорости процесса в настоящее время это самый экономичный из методов сварки.
Используя этот метод, вы можете сваривать в горизонтальном, вертикальном и пристенном положениях. Из-за высокой скорости процесса в настоящее время это самый экономичный из методов сварки.
Раньше метод MIG MAG применялся только для менее ответственных соединений из-за микропористости сварных швов и связанного с этим снижения прочности. Благодаря современному сварочному оборудованию и все более качественным материалам, сегодня соединения, выполненные на машинах mig, обладают достаточной прочностью.
Как полуавтоматическая, так и автоматическая сварка позволяют выполнять сварку во всех положениях, включая вертикальное и пристенное.
Толщина материала в процессе сварки MIG
Толщика материала [мм] | Провод [мм] | Сварки [a] | Voltage [V] 9000 | VOLTAGE [V] 9000 | 5Voltage [v] 9000 | 5.Argon consumption [l/min] | Welding speed [mm/min] |
2 3 4 5 6 8 10 12 20 | 0,8 1,0 1,2 1,6 1,6 2,0 2,0 2,4 2,4 | 90–130 100–150 150–200 180–240 220–270 250–300 280–320 300–370 350–400 | 22–24 22–24 24–25 24–25 24–25 25–26 26–28 26–28 26–28 | 7,5 6,0 5,0 4,6 5,0 4,8 5 ,0 3,8 4,0 | 12 14 14 15 15 18 18 18 20 | 700 650 600 600 600 550 500 450 300 |
Сварка алюминия методом ВИГ
Сварка ВИГ чаще всего используется для сварки тонких профилей из нержавеющей стали, цветных металлов, таких как алюминий и медь. Это гораздо более медленный процесс, чем большинство других методов сварки.
Это гораздо более медленный процесс, чем большинство других методов сварки.
Это также гораздо более сложный и трудный для освоения способ сварки, так как он требует от сварщика большого контроля и ловкости. Сварщик, использующий метод TIG, должен поддерживать надлежащую короткую длину дуги, что делает этот процесс требующим большой осторожности, чтобы предотвратить контакт электрода с заготовкой.
Не каждый сварщик, который позволяет сварку TIG, сможет сваривать алюминий . Большая часть сварщиков на рынке, которые предлагают методы сварки TIG в дополнение к методам сварки MMA или MIG, могут сваривать только постоянным током, что исключает сварку алюминия.
Для сварки алюминия нужен сварочный аппарат с режимом переменного тока. Такие сварочные аппараты чаще всего имеют в названии «AC/DC», что означает, что мы можем сваривать ими как на постоянном, так и на переменном токе.
Что нужно для сварки алюминия методом TIG?
До сварного алюминия в методе TIG, необходимо:
- TIG AC Welder
- TIG сварки сварки
- Shietding Gas
- Tungsten Non-Cretmable Electrode
 Полезное сварение9999. Полезное сварение9999. Полезное сварение999171 Полезное сварение9999. Полезное сварение999171 Полезное сварение99999. Полезное. или сварка неплавким вольфрамовым электродом в среде инертного газа, можно использовать с очень тонким алюминием, менее 1 мм. Верхний предел толщины металла около 10 мм. Для сварки используются электроды из материала с очень высокой температурой плавления, а их соответствующая форма обеспечивает стабильное горение дуги.
Полезное сварение9999. Полезное сварение9999. Полезное сварение999171 Полезное сварение9999. Полезное сварение999171 Полезное сварение99999. Полезное. или сварка неплавким вольфрамовым электродом в среде инертного газа, можно использовать с очень тонким алюминием, менее 1 мм. Верхний предел толщины металла около 10 мм. Для сварки используются электроды из материала с очень высокой температурой плавления, а их соответствующая форма обеспечивает стабильное горение дуги.Метод TIG позволяет использовать переменный ток (AC), что в случае соединения алюминия дает отличные результаты в получении сварного шва хорошего качества и позволяет поддерживать чистоту сварочной ванны. На это влияет эффективное удаление оксидов, образовавшихся на поверхности металла.
Толщина материала и сила тока
Сила тока выбирается в зависимости от толщины материала, диаметра сопла и расхода газа. Диаметр вольфрамового электрода подобран так, чтобы на 1 мм приходился ток 40 ампер. Диаметр сварочного стержня должен соответствовать диаметру сварочного электрода.
Диаметр сварочного стержня должен соответствовать диаметру сварочного электрода.
При сварке тонких листов в положении ниже среднего тока целесообразно нагревать вольфрамовый электрод, зажигая дугу на графитовой пластине, а затем перенося дугу на свариваемые детали.
Направление сварочной горелки при методе TIG
Сплав подается в сварочную ванну путем продвижения проволоки в обратном направлении. Это включает в себя продвижение стержня в сварочную ванну, а затем, после расплавления конца стержня, перемещение его назад настолько, чтобы конец находился за пределами зоны с самой высокой температурой.
Техника сварки более толстых алюминиевых деталей в нижнем положении несколько отличается. Более высокий сварочный ток делает взрыв сварочной дуги намного сильнее, а сварочная ванна также больше. Любое введение проволоки в зону сварочной дуги вызывает сильное возмущение дуги, разбрызгивание жидкого металла и контакт алюминия с вольфрамом, что приводит к прерыванию сварки.