Сварка алюминия полуавтоматом в аргоне своими руками: Сварка алюминия полуавтоматом – технология, оборудование, видео
alexxlab | 04.06.2023 | 0 | Разное
Технология сварки алюминия полуавтоматом своими руками
Алюминий считают одним из самых сложно свариваемых металлов, которые применяются в современной промышленности, так как здесь может возникнуть множество проблем, которые мешают образованию ровного шва. Для увеличения качества применяются различные дополнительные средства, который нейтрализуют негативные свойства. Таким образом, сварка алюминия полуавтоматом не обходится без дополнительного оснащения, которое предназначено для защиты сварочной ванны. Для каждого случая может потребоваться свой набор средств и особые режимы оборудования.
Сварка алюминия полуавтоматом без газа
Сварка алюминия полуавтоматом осложняется еще тем фактором, что сварочная ванна является не вязкой, как это происходит со сталями, а жидкой, как это происходит при сварке нержавейки. Из-за этого возникают сложности у мастеров, которые не встречались с такого рода материалом. Одной из главных проблем свариваемости металла является образование на его поверхности оксидной пленки, причем это делается достаточно быстро. Из-за широкой распространенности в промышленной сфере мастерам часто приходится заниматься такого рода сваркой. Благодаря этому, постоянно идет улучшение этой отрасли.
Из-за широкой распространенности в промышленной сфере мастерам часто приходится заниматься такого рода сваркой. Благодаря этому, постоянно идет улучшение этой отрасли.
Преимущества
- Сварка алюминия полуавтоматом получается относительно дешевой, так как ее себестоимость ниже сварки аргоном и других способов;
- Полуавтомат применяется для многих процедур сваривания, так что это универсальная техника, с которой многие сварщики имеют опыт работы;
- Процесс сваривания происходит достаточно просто, благодаря автоматической подаче присадочного материала;
- Сварочная проволока, используемая для данного метода, всегда является доступной;
- Не требуется много времени, чтобы подготовить технику, а также потом убрать все после работы.
Недостатки
- Сварка алюминия полуавтоматом теряет надежность, если не используется газ, и швы получаются не самого лучшего качества;
- Использование флюса является обязательным, если нет аргона или другого защитного газа;
- Если неизвестен состав сплава, то трудно подобрать сварочную проволоку;
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.

Характерные сложности проведения работ
Свара алюминия полуавтоматом без аргона осложняется тем, что сварочная ванна данного металла очень подвержена влиянию внешних негативных факторов. Другой газ, или же его отсутствие, не дают должного уровня защиты, поэтому, после проведения операции может возникнуть трещина. Внутри шва появляются поры и раковины. Самой большой проблемой, которой осложняется сварка алюминия полуавтоматом, является оксидная пленка, которая плавится только при температуре выше 2 тысяч градусов, тогда как у алюминия этот показатель более чем в три раза ниже. Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.
Сварка алюминия полуавтоматом без аргона
Технология сварки алюминия полуавтоматом предполагает учет усадки этого металла, так как коэффициент расширения у него заметно выше у других видов материала, поэтому, может возникнуть проблемы деформации, так как в месте соединения шов будет расширяться и это приведет к искажению поверхности заготовки. Также стоит отметить повышенную жидкотекучесть металла, из-за которой осложняется проведение процедур соединения во многих положениях. Сварка алюминия полуавтоматом требует точного выставления параметров, в том числе и скорости подачи присадочного материала.
Также стоит отметить повышенную жидкотекучесть металла, из-за которой осложняется проведение процедур соединения во многих положениях. Сварка алюминия полуавтоматом требует точного выставления параметров, в том числе и скорости подачи присадочного материала.
Способы сварки полуавтоматом
Одним из самых надежных способов является сварка алюминия полуавтоматом в аргоне. Данный газ представляет собой инертную среду, которая надежно обволакивает сварочную ванну и создает непроницаемый слой, который ограждает от попадания кислорода из атмосферы и других негативных факторов. Использование аргона оказывается дорогостоящим мероприятием, так что его применяют только в самых ответственных ситуациях, когда идет соединение сложных металлов.
Сварка алюминия полуавтоматом без газа куда более простой и дешевый способ. Здесь используется электрод или сварочная проволока, а в качестве защиты выступает флюс или обмазка электрода. Именно в данном случае может наблюдаться наибольшее количество брака, но все проводится достаточно быстро и не требует длительной подготовки, поэтому данный метод пользуется популярностью, особенно в частной сфере.
Сварка алюминия полуавтоматом в среде углекислого газа является промежуточным процессом, между двумя предыдущими крайностями. Использование другого газа дает лучший эффект сваривания, позволяет подогревать металл перед соединением и в то же время его себестоимость является не столь высокой, как в случае использования аргона. Таким образом, сварка алюминия обычным полуавтоматом имеет несколько часто используемых различных разновидностей
Подбор полуавтомата
Благодаря тому, что полуавтоматическая сварка алюминия проводится удачно только тогда, когда соблюдены все параметры, при выборе техники стоит обращать внимание на диапазон и плавность регулировки данных параметров. Чем ниже минимальный ток, который может подавать техника, тем с более тонкими присадочными материалами может работать полуавтомат. Нормальной считается работа с электродами от 1,6 мм, но если будет более низкий параметр, то это к лучшему. Массивные и мощные аппараты могут работать и с материалами выше 5 мм толщиною, но зачастую они оказываются слишком массивными.
Массивные и мощные аппараты могут работать и с материалами выше 5 мм толщиною, но зачастую они оказываются слишком массивными.
При работе в закрытых помещения стоит обращать внимание на наличие режима автоматического отключения. Он сможет прекратить работу техники, когда она будет работать в опасном для себя режиме. Также важным моментом является принудительная вентиляция, которая обеспечит более длительное время беспрерывной работы. Режимы подачи присадочного материала являются делом индивидуального выбора, так как многие мастера обходятся и без них. Так что если заняться вопросом, какой полуавтомат лучше для сварки алюминия, то следует сначала определиться с толщиной и типов деталей.
«Важно!
Чем больше делений на технике, тем более точно можно будет подстроить режим ее работы.»
Сварка алюминия полуавтоматом своими руками предполагает передерживание следующих режимов сваривания металла:
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Подготовка алюминия к сварке
Перед началом соединения имеющиеся заготовки стоит тщательно подготовить, чтобы они лучше сваривались. Обработка состоит из нескольких этапов, без которых возникает риск образования трещин и неровного образования шва. Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.
Обработка состоит из нескольких этапов, без которых возникает риск образования трещин и неровного образования шва. Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.
Зачистка алюминия перед сваркой полуавтоматом
На второй стадии происходит обработка растворителями. Это требуется для уничтожения налета и оксидной пленки, которые могли остаться после механической обработки. В качестве растворителя можно использовать ацетон и прочие подобные вещи. Жидкостью нужно протереть место будущего соединения. Если толщина заготовки составляет от 4 мм и выше, то во время подготовки нужно еще обработать кромки. В ином случае металл не сможет провариться на нужную глубину. Угол скоса может составлять от 30 до 45 градусов.
Инструкция
Технология сварки алюминия полуавтоматом предполагает следованию следующим шагам:
- Подготовительная процедура, которая помогает ликвидировать все налеты и прочие негативные явления, которые будут мешать свариванию;
- Выставление заданных параметров для работы техники с конкретной заготовкой;
- Нанесение флюса на место сваривания;
- Проведение самого процесса сваривания, с учетом нестабильного поведения металла, а также коэффициента его расширения, который правятся уже во время остывания;
- После окончания сварки нужно подождать, пока металл остынет и проверить качество соединения при помощи керосина или другим способом;
- Путем обработки придать шву красивый эстетический вид.
«Важно!
Благодаря высокой текучести металла в расплавленном состоянии все процедуры проводятся в нижнем положении.»
Техника безопасности
Во время работы нужно соблюдать меры предосторожности. Необходимо использовать сварочную маску, одежду, которая бы защитила от попадания расплавленного металла и искр и так далее. Запрещает варить на открытом воздухе во время осадков. При использовании газа нужно отодвигать баллоны на расстояние от 5 метров и больше от открытого огня. Перед каждым запуском техники нужно убедиться в ее работоспособности, чтобы во время работы не возникло непредвиденных опасных ситуаций. Это касается соединения электрических проводов и целостности газовых шлангов, которые могут стать причиной несчастного случая.
Сварка алюминия аргоном в Екатеринбурге по ценам от 150 руб за см.

- Главная
- Услуги
- Сварка
Задать вопрос
Сварка алюминия аргоном – это техника создания новых или ремонта уже существующих металлических изделий за счет использования сварочного аппарата с инертными газами и присадочными материалами.
Выбор данной методики обуславливается специфическими характеристиками металла: большой теплопроводностью, невысокой температурой плавления, склонностью терять прочность при нагреве и образовывать пленку при контакте с кислородом. С учетом этих особенностей алюминия, его нельзя варить электродуговым способом. Сварка тиг алюминия аргоном становится наиболее приемлемым вариантом, дающим результат в виде прочного, долговечного и герметичного изделия с ровным швом соединения.
Технология используется для сварки заготовок из Al (или выполненных из алюминиевых сплавов), а также для соединения в одну конструкцию разнородных металлов (например, добавления стали). Допускается тиг сварка алюминия в аргоне постоянным током с обратной полярностью или переменным током.
Алюминиевая сварка аргоном: используемые технологии
Существует два широко используемых способа аргонового сваривания металлических деталей: TIG или сварка с помощью вольфрамового электрода и MIG или сварка алюминия полуавтоматом в среде аргона.
● Когда задействуют неплавящиеся электроды из вольфрама, обработка происходит переменным током. Специфика процедуры состоит в раздельной подаче газа и проволоки. Сварщик имеет возможность регулировать частоту тока в определенном диапазоне, корректировать соотношение тока и напряжения. В результате специалист лучше контролирует дугу, лучше выполняет работу на малодоступных участках изделия, может производить сварку тонкого алюминия аргоном.
● Когда применяются полуавтоматы, процедура характеризуется высокой контактностью, а подача присадочной проволоки выполняется через сопло горелки (совместно с газом). Сварка алюминия полуавтоматом в аргоне выполняется на оборудовании с импульсными токами.
Наши преимущества
Уральский завод листовых конструкций производит сварку алюминиевых дисков аргоном в соответствии с техзаданием клиента. Мы работаем на результат, демонстрируя такие преимущества:
● поддерживаем доступные расценки на сварку алюминия аргоном в наших прайс-листах;
● принимаем в работу любые детали, в том числе – повышенной сложности;
● в наших сварочных цехах трудятся опытные профессионалы, у которых за плечами тысячи успешных сварочных операций;
● гарантируем качество готовой продукции.
Если требуется небольшая или крупная партия изделий, полученных путем сварки аргоном алюминия, купить такой товар по низкой цене можно на УЗЛК.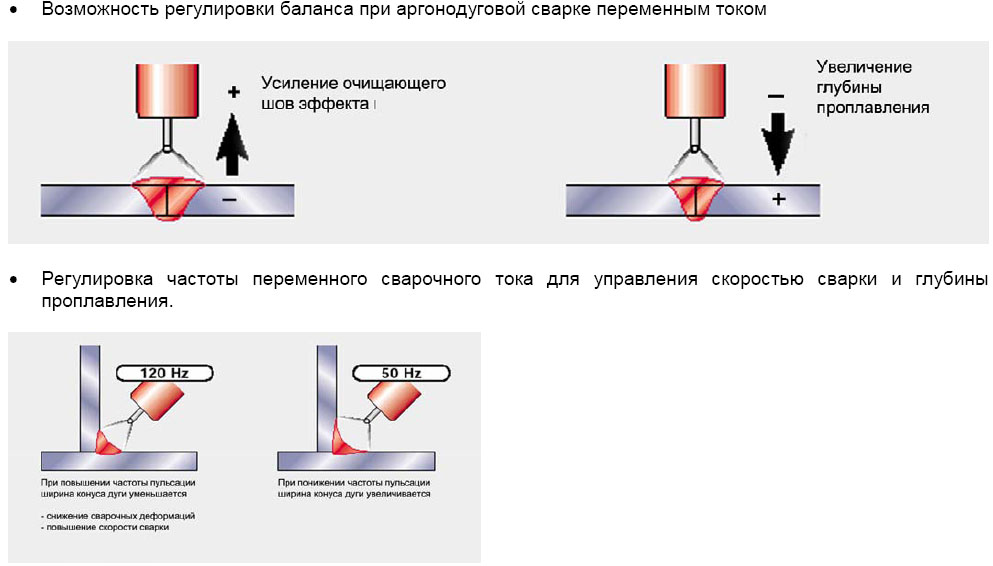 Для справок звоните в наш офис или оставляйте заявку на сайте.
Для справок звоните в наш офис или оставляйте заявку на сайте.
У нас всегда можно недорого заказать сварку труб из нержавеющей стали аргоном, создание и ремонт любых металлических конструкций из этого металла.
Также мы оказываем услуги гибки металла, лазерной сварки,порошковой покраски и изготовление метталических шкафов.
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Поделиться ссылкой:
Вернуться к списку
Сложно или иначе? — Baker’s Gas & Welding Supplies, Inc.
Сегодняшний гостевой пост написан Беном Роменеско из Miller Electric.
Что приходит на ум, когда вы видите что-то сделанное из алюминия,
нуждающееся в ремонте? Ваша реакция связана с колебаниями: «О, это будет сложно исправить
?» Алюминий имеет репутацию трудно свариваемого, но реальность
такова, что он просто отличается от стали, свариваемой MIG.
Miller Electric Mfg. Co. предлагает алюминиевое решение для каждой машины в линейке
Millermatic®, чтобы дать сварщику, работающему самостоятельно, возможность легко и экономично
строить или ремонтировать алюминиевые объекты. Понимая различия
в технике и необходимом оборудовании, проекты по алюминию могут стать для вас намного проще.
Одним из преимуществ алюминия является то, что вам не нужно беспокоиться о ржавчине, верно? Колодец 9Алюминий 0007 не ржавеет, но голый алюминий очень быстро образует слой оксида алюминия. Оксидный слой, наряду с высокой степенью теплопроводности, означает, что алюминию
требуется большее количество энергии (чем стали) для образования расплавленной ванны
и сварки.
Высокая теплопроводность алюминия делает зону термического влияния
намного больше, чем у стальных сварных швов, но также затрудняет контроль над сварочной ванной.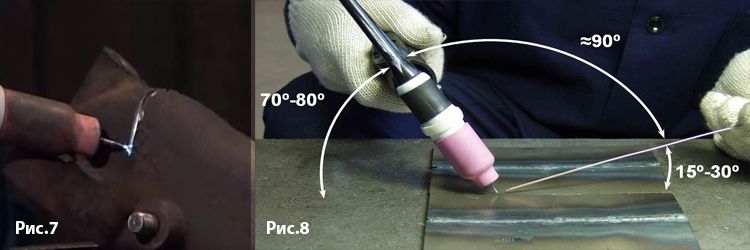
В отличие от одного очень распространенного сплава стальной проволоки ER70S-6, сварка алюминия имеет два
распространенных сплавов на выбор. Алюминиевая проволока 4043 облегчает контроль сварочной ванны, поскольку она содержит кремний, но, в свою очередь, прочность и коррозионная стойкость проволоки
намного ниже, чем у проволоки 5356.
Для большинства проектов или ремонта подойдет сплав 4043. Это
структурных или коррозионно-активных приложений, используемых в промышленных условиях, которые нуждаются в алюминиевом сплаве 5356
. Еще одно большое отличие заключается в том, что алюминий имеет примерно одну треть прочности стали
. Прочность колонны — это сила, которую может выдержать проволока
выдерживает до того, как он деформируется и вызывает проблемы с подачей. Меньшая прочность алюминия означает, что для эффективной подачи алюминиевой сварочной проволоки необходим другой метод.
Сварка алюминия требует настройки сварочного аппарата MIG иначе, чем для сварки стали
. Большая разница заключается в способе подачи проволоки в сварной шов.
Большая разница заключается в способе подачи проволоки в сварной шов.
Решением для борьбы с этой разницей в силе колонн является катушка. Катушка содержит сварочную проволоку и механизм подачи внутри горелки. Это позволяет тянуть проволоку прямо с катушки через двигатель и прямо из конца горелки.
Miller предлагает различные варианты катушек. Для Millermatic 140, 180 и 211 прямое подключение Spoolmate 100 делает подключение катушки таким же простым, как подключение стандартного пистолета MIG. В некоторых промышленных системах используются более совершенные системы подачи проволоки, такие как двухтактные пистолеты, но эти приложения ориентированы на производственные приложения. Алюминий сваривается положительным электродом постоянного тока (DCEP), как и сталь или нержавеющая сталь. Тем не менее, сварка алюминия MI требует 100-процентного защитного газа аргона вместо CO 9 .0049 2 или смешанный газ CO 2 .
Не вдаваясь в подробности, скажу, что сварка MIG имеет несколько различных методов
для передачи проволоки в сварочную ванну. Обычно сварка непроизводственной стали MIG
Обычно сварка непроизводственной стали MIG
выполняется с переносом короткого замыкания. Это прекрасно работает со сталью, но
не передает достаточно тепла основному материалу, чтобы разрушить оксидный слой при сварке алюминия
.
По этой причине алюминий лучше всего сваривать с помощью спрея с более высокой энергией
перенос, метод переноса, при котором провод никогда не замыкается на материал
. Распылительный перенос имеет достаточную температуру для разрушения оксидного слоя и проникновения
в основной материал.
Важно отметить, что при правильном распылении не разбрызгивается
, а звук больше похож на шипение. Выбор снаряжения имеет решающее значение в этом вопросе.
Miller рекомендует всегда использовать машину с входной мощностью 230 В, чтобы
у вас было достаточно мощности для переноса распыления. Машины на 120 В, такие как
Millermatic 140 подходит для сварки алюминия при мелком ремонте, но не рекомендуется использовать
для изготовления, так как он не может обеспечить перенос распылением.
Millermatic 180 — отличный стартовый аппарат для сварки MIG алюминия начального уровня
.
Алюминий требует несколько иного метода, чем сварка стали. Прежде чем приступить к сварке алюминия, очистите поверхность сварки так же, как сталь, но обязательно используйте щетку из нержавеющей стали, предназначенную только для очистки алюминия, чтобы не загрязнить зону сварки.
Ваша скорость передвижения должна быть увеличена по сравнению со сваркой стали. Из-за высокой теплопроводности
сварка алюминия требует
быстрых движений, чтобы предотвратить прожог. Если ваша скорость движения слишком медленная, лужа быстро разрастается до
и прожигает основной материал насквозь.
При сварке стали можно использовать технику толкания или перетаскивания. Алюминий
требует, чтобы вы всегда использовали технику проталкивания. А 10-15 o
Угол подачи оптимален для адекватного газового охвата, как показано на рисунке справа от
. Постоянное расстояние от контактного наконечника до изделия важно для сварки MIG, но для сварки
Постоянное расстояние от контактного наконечника до изделия важно для сварки MIG, но для сварки
с алюминием вам потребуется увеличить это расстояние до 1/2–3/4 дюйма, чтобы тепло сварки
не расширяло сварочную проволоку в контактном наконечнике ( Это приводит к записи
обратно).
Подгонка деталей также имеет решающее значение при сварке алюминия. Сварочная ванна содержит больше жидкости марки
, поэтому зазоры заполняются не так легко, как сталь.
Ниже вы найдете список распространенных проблем, которые могут возникнуть при сварке алюминия методом MIG
, и способы их устранения.
Закопченные сварные швы
- Неправильная очистка материала
- Неправильный угол горелки (необходимо нажать)
- Отсутствие защитного газа (20-30 CFH 100% AR)
Прожечь
- Увеличить скорость движения
- Уменьшить параметры сварки
Вязкий (высокий) валик
- Недостижение переноса распыления: Обязательно используйте вход 230 В и увеличьте напряжение
Слабые сварные швы (неполное сплавление)
- Неправильная очистка материала
- Слишком много подводимого тепла
- Увеличить скорость движения: Уменьшить параметры
Burn Back (штыревой контактный наконечник)
- Увеличить скорость подачи проволоки
- Уменьшите напряжение (но оставайтесь в спреевом переносе)
- Проверьте контактный наконечник на правильный размер
- Проверить натяжение втулки катушки в золотнике
- Проверить натяжение приводного ролика
Проволока MIG для птичьего гнезда
- Обязательно используйте катушку
- Проверьте контактный наконечник на правильный размер и/или закупорку
- Убедитесь, что проволока находится в канавке приводного ролика
Поданный в: Учиться, сварщик, миг сварка, алюминий сварки миг, Миллер Электрик, катушка пистолет, Советы, сварка, сварка алюминия
Алюминиевая сварочная проволока с флюсовой сердцевиной, я хочу ее сейчас
У вас есть отличный сварочный аппарат с флюсовой проволокой на 90 или 130 А, в котором используется сварочная проволока с флюсовой проволокой.
Но у тебя есть небольшая работа. И это алюминий.
Вы спрашиваете себя. «Можете ли вы сваривать алюминий с помощью сварочного аппарата с флюсовой проволокой?»
И использовать сварочную проволоку с флюсовой проволокой для алюминия?»
Потому что вы не хотите покупать баллон с защитным газом аргон.
Что вам действительно нужно, так это катушка с алюминиевой порошковой проволокой.
И ты хочешь этого сейчас.
Итак, можно ли сваривать алюминий под флюсом?
Ваш поиск в GoogleВы искали в Интернете, и это привело вас сюда.
Поиск в Google алюминиевой сварочной проволоки с флюсовым сердечником выдаст вам множество рекламных объявлений.
Со сварочной проволокой, заявленной как сварочная проволока с алюминиевым флюсом. Или скажем, что это безгазовые алюминиевые проволоки MIG.
Другие представляют собой катушки с цельной алюминиевой проволокой MIG, если смотреть вблизи. И вы знаете, что ваш аппарат для безгазовой сварки с флюсовой проволокой не может использовать это.
Потому что этой штуке нужен аргон.
Ищешь и ищешь. Вы начинаете задаваться вопросом, существует ли такая вещь, как алюминиевая сварочная проволока с флюсовым сердечником?
В вашем квесте некоторые провода выглядят дразняще похожими на то, что вы хотите.
Но суровая правда в том, что ни один из них не подходит для сварки алюминия с помощью сварочного аппарата с флюсовой проволокой.
И когда вы будете использовать эту штуку, вам скоро понадобится новый сварщик.
Потому что в лучшем случае провода вообще не сварятся. И в худшем случае они засорят ваш сварочный аппарат с флюсовой проволокой.
И если вы будете использовать это, вам понадобится .
В лучшем случае провода вообще не сварятся. А в худшем случае они забивают ваш сварочный аппарат с флюсовой проволокой.
Этот единорог… Святой Грааль алюминиевой сварочной проволоки с флюсовым сердечником
Является ли алюминиевая сварочная проволока с флюсовым сердечником единорогом? Это мифическое существо искали и искали.
Ответ: Да.
Безгазовая порошковая проволока Алюминиевая проволока для вашего аппарата для сварки порошковой проволокой существует только в воображении.
Так почему слухи о его существовании возникают каждые несколько лет?
Интересует, что такое порошковая проволока на самом деле? Взгляните на эту статью «Что такое Flux Core Wire» и узнайте об этом все.
Вся правда об алюминиевой проволоке с флюсовой сердцевиной
Вы обнаружите, что даже если в «названии» сварочной проволоки указано «флюсовая проволока», при ближайшем рассмотрении видно:
1. Это сплошная алюминиевая сварочная проволока, а мелким шрифтом написано «Аргон». рекомендуемые.
На самом деле это больше, чем рекомендуется, это важно.
Кроме того, вам понадобится сварочный аппарат MIG, использующий защитный газ.
Это означает, что проволока предназначена для сварки MIG, а не для безгазовой сварки под флюсом. Или.
2. Вы найдете провод для пайки.

Опять же процесс, который не имеет ничего общего со сваркой MIG или сваркой под флюсом. Или.
3. Алюминиевая проволока, сердечник из флюса да;
Но проволока для паяльных машин. Паяльные машины имеют автоматическую подачу проволоки.
Это действительно проволока для использования в печи. Печь, в которой строго контролируется подача воздуха.
Или для проволоки, используемой для индукционной пайки.
И когда нет ни одного из этих проводов. Это проволока, используемая с газовой горелкой на пропане или горелкой, которая производит пламя.
Все это означает, что это не проволока MIG, а проволока для пайки.
И что?
Это не то, что вам нужно.
Где можно купить алюминиевую сварочную проволоку MIG с флюсовым сердечником?
И я понимаю, почему ты ищешь этого единорога.
У вас есть сварочный аппарат с флюсовой проволокой за 100-300 долларов, потому что вы хотели заняться сваркой. Потому что у вас были небольшие работы по сварке мягкой стали.
Ваш бюджет не растянулся на более дорогой МИГ с газом.
Теперь у вас есть только сварка алюминия, и вы не хотите платить кому-то за сварку.
Но есть веские причины, по которым до сих пор нет следов этого единорога.
Алюминиевая сварочная проволока с флюсовой сердцевиной не продается
На сайте The Fabricator.com есть отличная статья Фрэнка Армао из Lincoln Electric по этому вопросу. Фрэнк Армао является членом нескольких соответствующих комитетов Американского общества сварщиков.
Статья датирована 2013 годом и актуальна по сей день.
Он делает следующие выводы;
1. Нет стандарта для порошковой алюминиевой проволоки
Вы обнаружите, что Американское общество сварщиков (AWS) не имеет стандарта для порошковой алюминиевой проволоки.
Вот ссылка на страницу стандартов, чтобы вы могли еще раз проверить, если что-то изменится. Это маловероятно.
2. Без флюса для алюминия
Дело в том, что химические флюсы, обычно используемые для сварки стали MIG, не подходят для алюминия.
Алюминий слишком вступает в реакцию с воздухом.
А это значит найти новые защитные химикаты.
3. Неудачные лабораторные испытания
Было проведено несколько лабораторных испытаний флюсов, которые работали с алюминием.
Но тесты в лаборатории. И переход от лабораторных испытаний к коммерческим продуктам.
Ну, это две совершенно разные вещи.
Почему?
4. Алюминиевая проволока с флюсовым сердечником не работает в реальном мире
Причина, по которой этот процесс сложен в реальном мире.
Находится в реальном мире, за пределами лаборатории. Есть многое, что нужно контролировать.
Хранение проволоки с алюминиевым флюсом. Покрытый флюсом алюминий хорошо подается в сварочный аппарат с флюсовой проволокой.
Наличие флюса не только экранирует, но и выводит на поверхность загрязнения в сварном шве. Как и обычная сварочная проволока с флюсовым сердечником.
Химический щит, работающий как флюс для сварки под флюсом Алюминий представляет огромную проблему.
Алюминий очень активен.
Посетите мой документ здесь, чтобы узнать, как работает сварка под флюсом.
5. Разъедающий алюминий флюс Защитные химические вещества
Защитные химические вещества, использованные в лабораторных экспериментах, были коррозионно-активными.
Не совсем то, что вам нужно для сварки.
Они всасывали воду из воздуха. Это означало, что хранение алюминиевой сварочной проволоки с флюсовой сердцевиной было проблемой.
Представьте, что вы открываете сварочную проволоку с алюминиевым флюсом. Затем, через несколько минут, вы обнаружили, что ваша сварочная проволока загрязнена и бесполезна. Вы будете далеко не расстроены.
И вам потребуются строгие условия хранения алюминиевой проволоки с флюсовой сердцевиной. В противном случае ваш сварной шов будет некачественным, пористым и выйдет из строя.
6. Экологическая катастрофа
Вдобавок ко всему, флюсовые химикаты, работавшие в лаборатории, нанесли ущерб окружающей среде.
И кому это нужно.
Вот ссылка на статью:
Алюминиевая сварочная проволока с порошковым сердечником в продаже отсутствует. И по уважительной причине его нет.
Итак, какие у вас есть варианты сварки алюминия?
Можно ли использовать «обычную» сварочную проволоку с флюсовым сердечником для сварки алюминия?
Если коротко, то нет. Вы не можете использовать проволоку с флюсовым сердечником на основе стали в сварочном аппарате FCAW для сварки алюминия.
Это просто не сработает. И вы не получите ожидаемого соединения.
Вы можете сжечь свой сварочный аппарат. Сила тока, необходимая для сварки алюминия, больше, чем может генерировать обычный сварочный аппарат на 90 или 130 ампер.
Произведенные брызги были бы сногсшибательны. Это засорит ваш контактный наконечник и может даже привести к короткому замыканию вашего сварочного аппарата.
И после этого у вас не будет ни одного сварного шва или один не пройден.
Нет смысла пробовать это.
Сварка алюминия без газа? Каковы ваши варианты?
Пайка алюминия
Единственный метод, при котором, возможно, вообще не используется газ, — это пайка.
Но даже среди различных способов пайки вы найдете пропановую газовую горелку. Он используется для вплавления припоя в соединение и на него.
Существуют ограничения на использование паяльника для сварки алюминия. Потому что паяльник не может генерировать достаточно тепла. Этого недостаточно, чтобы создать прочный стык любого значительного размера.
Алюминиевый шарнир должен быть очень чистым. Поскольку любые загрязнения могут привести к тому, что ваш припой не прилипнет. Тем более, что алюминий вступает в реакцию с воздухом.
Но по крайней мере в этом процессе не участвует газ, если вы решите паять паяльником.
Пайка алюминия горелкой
Существует разница между пайкой соединения горелкой и пайкой.
При пайке припой – присадочный материал – плавится при более низкой температуре по сравнению с припоем.
Вы нагреваете основной металл из алюминия, но не плавите его. Алюминиевый припой затекает в небольшой зазор между алюминиевыми соединениями.
Алюминиевая проволока с флюсовым сердечником для пайки
При пайке алюминиевый присадочный материал плавится при более высокой температуре. Но важно понимать, что стыки все же нагреваются, а не оплавляются, как при дуговой сварке.
Флюсовый сердечник Алюминиевая сварочная проволока для пайки не предназначена для использования в электрической дуге. При сварке флюсом используется электрическая дуга.
Пламенная горелка для пайки Разогрев соединения. Изображение предоставлено: Lucas-MilhauptДля пайки используется газовая горелка. Не горелка МИГ.
Рядом с стыком держится пламя сварочной горелки. Цель состоит в том, чтобы нагреть алюминий настолько, чтобы алюминиевая проволока с флюсовым сердечником для пайки расплавилась. Но не настолько, чтобы алюминиевый основной металл плавился.
Поток припоя. Изображение предоставлено: Lucas-Milhaupt Паяное соединение должно быть тщательно чистым. Особенно, когда вы присоединяетесь к Aluminium.
Особенно, когда вы присоединяетесь к Aluminium.
Если ваш сварной шов грязный, вы можете удалить грязь. Альтернатива – химчистка. Или используйте откидной диск для алюминия.
Вы соединяете алюминиевые соединения.
Под близким расположением я подразумеваю зазор от 0,0012 до 0,024 дюйма. Это делается для того, чтобы вы могли получить достаточный поток наполнителя в зазор, чтобы сделать соединение. А также для прочности суставов.
Готовое паяное соединение. Изображение предоставлено: Lucas-MilhauptПроволока для безгазовой алюминиевой сварки, существует ли такая вещь?
Вне пайки паяльником и по вышеуказанным причинам нет.
Для сварки алюминия требуется газ. Будь то процесс пайки, когда вы используете горелку и горючий газ для нагрева соединения. Затем залейте пайку алюминиевым присадочным металлом в соединение.
Или при сварке MIG или TIG, когда газ аргон защищает горячий металл от воздуха.
Из-за реактивной природы горячего алюминия слишком легко испортить соединение загрязняющими веществами в воздухе.
Сварка MIG или TIG алюминия
При сварке MIG и TIG используется электричество и защитный газ аргон для защиты соединения от воздуха.
И MIG, и TIG используют электрическую дугу для плавления основных металлов и присадочного материала. Так что все они сливаются и текут вместе, и это образует ваш сварной шов.
Сварка алюминия, без проволоки с флюсовым сердечником
Возможные варианты:
1. Лучший и самый простой вариант — обзавестись сварочным аппаратом MIG
Приобретите себе сварочный аппарат, который может подавать защитный газ аргон и сваривать алюминий. И сварщик MIG, который сваривает алюминий.
И вам понадобится сварочный аппарат MIG с насадкой для катушки. Пистолет подаст мягкую алюминиевую сварочную проволоку близко к стыку.
Интересуют сварщики, способные сваривать алюминий MIG? Почему бы не ознакомиться со статьями о сварочном аппарате Lincoln 140 MIG или Everlast 140 iMIG, которые у меня есть на сайте.
2.
 Ваш лучший вариант для сварки алюминия
Ваш лучший вариант для сварки алюминияСварщик TIG. Опытный сварщик TIG делает свои алюминиевые сварные швы похожими на урок искусства.
Вы свариваете ВИГ, когда стык виден. И вам важно, чтобы это выглядело великолепно. Сварка TIG — более медленный процесс, чем сварка MIG. Он использует защитный газ аргон и требует навыков и практики. Но я подозреваю, что если вы выполняете этот поиск, вы не сварщик TIG.
Потому что вы бы уже сварили TIG.
3. Достаточно мощный аппарат для сварки MIG, плюс ваша горелка MIG, плюс тефлоновый вкладыш
Это возможно. Только.
Если у вас нет катушки, вы можете попробовать.
Вам по-прежнему понадобится аргон для защиты сварного шва от воздуха. Тефлоновый вкладыш помогает проволоке скользить по шлангу к горелке MIG.
Потому что он очень гладкий и снижает трение о мягкую алюминиевую проволоку MIG.
Для подачи алюминиевой проволоки MIG ;
- Проложите как можно ровнее и ровнее кабель или шланг к горелке MIG.
 Таким образом, вы получите наилучшую подачу алюминиевой проволоки для сварки MIG.
Таким образом, вы получите наилучшую подачу алюминиевой проволоки для сварки MIG. - Отрегулируйте натяжные ролики устройства подачи проволоки MIG. Вам нужно напряжение на проводе. Но не так сложно раздавить провод.
- Измените полярность сварочного аппарата MIG для сварки аргоном и сплошной алюминиевой проволокой. И это возможно.
Видео YouTube Сварка MIG без шпульного пистолета
Это 15-минутное видео расскажет вам о проблемах и некоторых решениях. К сожалению, он не показывает успешный сварной шов, но показывает, что может произойти и часто происходит.
Насадки для сварки MIG алюминия без шпульного пистолета
Видео: Weld.com
Алюминий — мягкий металл. Вы можете в конечном итоге согнуть алюминий внутри шланга. Потому что вы подаете проволоку из механизма подачи проволоки в сварочном аппарате MIG. Через 10 футов кабеля к головке горелки.
Результат.
Отсутствует или плохая подача проволоки.
Птичье гнездо из проволокиВторое видео на YouTube Сварка алюминия методом MIG без шпульного пистолета
Следующее 7-минутное видео не только охватывает вопросы, но и показывает некоторые сварные швы. Да, видео немного грубовато и готово. Но показывает вам, как вы можете это сделать.
Как сварить алюминий MIG без шпульного пистолета
Видео: A21bravo
Без шпульного пистолета Результаты сваркиСварные швы некрасивые, и их нужно будет отшлифовать, чтобы сгладить, но у него есть сварной шов.
4. Когда вы в отчаянии и у вас есть алюминиевые флюсовые стержни
И сварочный аппарат.
Вот видео от WeldingTipsandTricks. Он сравнивает использование сварочного аппарата для сварки электродом или аппарата для сварки TIG с алюминиевыми флюсовыми стержнями.