Сварка алюминия своими руками: Сварка алюминия в домашних условиях – как правильно варить алюминий
alexxlab | 09.05.2023 | 0 | Разное
Как сваривать алюминий в домашних условиях
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
- Какие алюминиевые детали можно варить в домашних условиях
- Трудности при сварке алюминия
- Полезные хитрости
- Методы сварки алюминия в домашних условиях
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0.8-10 мм. В самых простых случаях это могут быть:
- дверная фурнитура
- посуда
- элементы декора интерьера
- емкости из алюминия
- крючки для одежды.


При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины. Трещина поддона картера, ГБЦ или блока двигателя тоже устраняется при помощи аппаратов для сварки алюминия. Некоторые части кузова авто выполнены из алюминиевого сплава для снижения массы и улучшения антикоррозионных свойств. Ремонт вмятин или разрывов на таких участках после ДТП потребует умения сваривать алюминий.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств. Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
- Разница плавления оксидной пленки и самого металла.
 Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов. Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла. - Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
- Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
- В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан.При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются поры.
 Такое соединение слабое и не герметичное.
Такое соединение слабое и не герметичное. - В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.
Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем.
СкрытьПодробнее
Убрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия.
СкрытьПодробнее
Снизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность.
СкрытьПодробнее
Убедитесь, что заготовка лежит ровно на столе в горизонтальной плоскости. Наклон затруднит сварку, поскольку металл будет стекать.
Проводим предварительную разделку кромок.
СкрытьПодробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Предварительно нагреваем заготовки.
СкрытьПодробнее
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.
Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла.
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
- полуавтомат MIG с горелкой и кабелем массы
- сварочную проволоку для алюминия
- баллон с защитным газом (аргон или смесь с гелием)
- редуктор
- шланг для подключения баллона к аппарату
При этом необходимы ролики с U-образными канавками в подающем механизме. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Модели с постоянным током позволяют варить неответственные конструкции. Полуавтоматы AC/DC обеспечивают лучший провар, поскольку переменный ток многократно меняет направление движения электронов, разрушая оксидную пленку.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия
Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. “Постоянка” сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия?
СкрытьПодробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Чем лучше всего варить силумин?
СкрытьПодробнее
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва?
СкрытьПодробнее
Герметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия?
СкрытьПодробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
С какой полярностью варят алюминий аргоновой сваркой постоянным током?
СкрытьПодробнее
Если нет инвертора с переменным током, алюминий можно попытаться заварить “постоянкой”. Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия?
СкрытьПодробнее
Вольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не “гуляя”.
Какая длина горелки МИГ лучше для сварки алюминия?
СкрытьПодробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрСварочный полуавтомат ANDELI MIG-200PE (220 В)
48 790 руб
Купить
Быстрый просмотрСварочный инвертор NEON ВД-183
19 900 руб
Купить
Быстрый просмотрСварочный полуавтомат РЕСАНТА САИПА-135
16 790 руб
Купить
Быстрый просмотрПрутки алюминиевые ALUMAT AL99,7 ⌀ 2,0 мм (упак. 5 кг)
5 кг)
1 634.87 руб / кг
Купить
Быстрый просмотрСварочный инвертор FUBAG IQ 200 (220 В)
8 900 руб
Купить
Собственный импорт
ДАЧНАЯ АКЦИЯ
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
ДАЧНАЯ АКЦИЯ
Быстрый просмотрСварочный инвертор БАРСВЕЛД Profi ARC-207 D МОД. II Росс. (220 В)
II Росс. (220 В)
21 150 руб
Купить
Быстрый просмотрСварочный инвертор РЕСАНТА САИ-190
8 090 руб
Купить
Быстрый просмотрБаллон аргоновый 5 -150У (новый, 5 л пустой)
5 140 руб
Купить
Собственный импорт
ДАЧНАЯ АКЦИЯ
Быстрый просмотрРукав газовый имп. ⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
⌀ 6,3 мм, ЧЕРНЫЙ (III кл., бухта 40 м)
46 руб / м
Купить
Быстрый просмотрРедуктор аргоновый БАРО-5МГ, БАМЗ
3 596 руб
Купить
Собственный импорт
Быстрый просмотрПрутки алюминиевые БАРСВЕЛД AlMg5 ⌀ 1,6 мм (1000 мм, аналог СВ-АМг5)
890 руб / кг
Купить
Собственный импорт
хит продаж
Быстрый просмотрСварочный полуавтомат БАРСВЕЛД Profi MIG-200 D (220 В)
29 690 руб
Купить
Собственный импорт
Быстрый просмотрПроволока алюминиевая БАРСВЕЛД AlMg5 ⌀ 1,6 мм (кассета 6 кг)
900 руб / кг
Купить
Быстрый просмотрЭлектроды алюминиевые ОЗАНА-1 ⌀ 3,0 мм
2 839 руб / кг
Купить
2. ВЕС:
ВЕС:
пачка 2 кг
- пачка 2 кг
ПРОИЗВОДИТЕЛЬ:
Риметалк
- Риметалк
- Спецэлектрод
- ЗЗСМ (Зеленоград)
Свариваем алюминий без аргона своими руками
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия – http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила – блестящая, так как состоит преимущественно из алюминия, покрытие – белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.

- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
С помощью данного метода вы сможете:- – варить листовой алюминий;
- – алюминиевый профиль;
- – ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- – любые сварочные работы бочек или резервуаров;
- – сваривать токопроводящие шины;
- – и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
14 проектов по сварке алюминия, которые стоит опробовать сегодня (с фотографиями и видео)
Последнее обновление
s и
Одним из преимуществ алюминия является его легкий вес. Это также невероятно чувствительный металл. Будучи от природы более пористым, металл более подвержен загрязнению при сварке. Поскольку он более чувствителен, он также подвержен тепловым искажениям. Посмотрите некоторые из этих проектов по сварке алюминия и полюбуйтесь общим мастерством, необходимым для работы с этим металлом. Возможно, вы обнаружите, что хотите попробовать свои силы в одном из них.
14 проектов по сварке алюминия:
1. Батарейный отсек
| Материалы: | Алюминиевая пластина 1/8 дюйма, талрепы 6 дюймов |
| Инструменты: | Сварочный аппарат, шлифовальный станок, угловой станок или листогиб, молоток (дополнительно) |
| Сложность: | Умеренный |
Посмотрите, как дизайнер строит аккумуляторный отсек для своего грузовика. Он убирает аккумулятор, делает бумажные шаблоны на основе размеров предыдущего лотка, а затем добавляет немного места для маневра. Затем он переносит шаблон шаблона на алюминиевый лист и вырезает детали. Вам нужно будет измерить ваши собственные размеры. После того, как детали вырезаны, они соединяются и свариваются вместе. Вы увидите, что он немного изменил дизайн, добавив два монтажных кронштейна с отверстиями вместо двух отверстий непосредственно на лотке.
Он убирает аккумулятор, делает бумажные шаблоны на основе размеров предыдущего лотка, а затем добавляет немного места для маневра. Затем он переносит шаблон шаблона на алюминиевый лист и вырезает детали. Вам нужно будет измерить ваши собственные размеры. После того, как детали вырезаны, они соединяются и свариваются вместе. Вы увидите, что он немного изменил дизайн, добавив два монтажных кронштейна с отверстиями вместо двух отверстий непосредственно на лотке.
2. Стартовые блоки
| Материалы: | Алюминиевый лист |
| Инструменты: | Гибочный станок для листового металла, пила, сварочный аппарат, шлифовальный станок |
| Сложность: | Умеренный |
Если ваши дети учатся кататься на мотоциклах/внедорожниках, но их ноги не могут дать им необходимый толчок, рассмотрите возможность изготовления этих стартовых блоков из алюминия. Изогнутая форма изготавливается с помощью гибочного станка для листового металла, но при необходимости вы можете согнуть ее с помощью куска уголка или тисков. Затем боковые части трассируются на основе изогнутой детали. Соберите его, сварите и приготовьтесь к поездке!
Изогнутая форма изготавливается с помощью гибочного станка для листового металла, но при необходимости вы можете согнуть ее с помощью куска уголка или тисков. Затем боковые части трассируются на основе изогнутой детали. Соберите его, сварите и приготовьтесь к поездке!
3. Пластырь от парши
| Материалы: | Алюминий |
| Инструменты: | Сварочный аппарат, шлифовальный станок |
| Сложность: | Легкий |
Поскольку алюминий плавится намного быстрее, чем многие другие металлы, включая сталь, его ремонт особенно сложен. Алюминий более подвержен повреждениям, таким как отверстия, вызванные чрезмерным окислением или проколами. Это не проект, который вы строите из металлолома, но очень важно знать, как ремонтировать алюминий, если вы собираетесь работать с ним. Прежде чем сваривать деталь, убедитесь, что материал чистый. Протрите ацетоном и дайте высохнуть. Вы также можете использовать естественное очищающее действие переменного тока на вашей машине TIG, чтобы подготовить металл перед началом. При шлифовке алюминия лучше всего использовать шлифовальный круг с пчелиным воском, чтобы смягчить эффект. После того, как вы сделали первоначальный ремонт, зафиксировав отверстие, вы можете добавить дублер, который представляет собой еще один кусок алюминия сверху для дополнительной защиты.
Протрите ацетоном и дайте высохнуть. Вы также можете использовать естественное очищающее действие переменного тока на вашей машине TIG, чтобы подготовить металл перед началом. При шлифовке алюминия лучше всего использовать шлифовальный круг с пчелиным воском, чтобы смягчить эффект. После того, как вы сделали первоначальный ремонт, зафиксировав отверстие, вы можете добавить дублер, который представляет собой еще один кусок алюминия сверху для дополнительной защиты.
4. Блок для хранения инструментов
| Материалы: | Алюминиевый лист |
| Инструменты: | Сварочный аппарат, шлифовальный станок |
| Сложность: | Легкий |
Этот дизайн довольно прост. Это пять кусков алюминия, которые образуют основание и стенки этой маленькой коробки. На высокой стене есть дополнительная деталь, которая действует как небольшая губа, поэтому вы можете повесить ее на конец рабочего стола. Если вы хотите сделать его немного более гладким, вы можете сделать нижнюю часть лотка, а также переднюю и заднюю часть из одного куска и согнуть его в листогибочном станке. Таким образом, вам не придется беспокоиться о тепловой деформации или тратить больше времени на сварку.
Если вы хотите сделать его немного более гладким, вы можете сделать нижнюю часть лотка, а также переднюю и заднюю часть из одного куска и согнуть его в листогибочном станке. Таким образом, вам не придется беспокоиться о тепловой деформации или тратить больше времени на сварку.
5. Кашпо для бонсай
| Материалы: | ¼” Алюминиевая пластина |
| Инструменты: | Сварщик, шлифовальный станок, пила, дрель |
| Сложность: | Умеренный |
Некоторые деревья бонсай можно выращивать десятилетиями, но в какой-то момент вам придется ухаживать за ними. Поскольку они иногда бывают особенно хрупкими, алюминиевое кашпо — отличный вариант. Вам не придется его переносить, потому что кашпо не испортится, как деревянное. Основание представляет собой шестигранную пластину со стенками со всех сторон, а все сварные швы выполнены снаружи угловых швов. После того, как вы приварите его, сделайте дырокол по центру и просверлите отверстия на дне для дренажа.
После того, как вы приварите его, сделайте дырокол по центру и просверлите отверстия на дне для дренажа.
6. Банка для монет
| Материалы: | Алюминиевый лист |
| Инструменты: | Пила, электролобзик, дрель, метчик, сварочный аппарат |
| Сложность: | Умеренный |
По-видимому, при сварке TIG необходимо делать наружные угловые соединения. Вероятно, это потому, что если вы можете сварить его правильно, эти десятицентовики, сложенные по углам, будут выглядеть потрясающе. Изготовитель в этом видео сделал эту копилку монет для своего ребенка. Из алюминиевого листа вырезают шесть кусков, чтобы получился куб. В верхней части есть прорезь для размещения монет, а в нижней части есть прорезь большего размера, из которой вы можете ее опорожнить.
Эта нижняя часть имеет два других выступа, приваренных внутри большего отверстия. Дверь к банке крепится просверленным отверстием с резьбой на одном из выступов. Крутой трюк для вырезания отверстий в середине пластины — просверлить отверстия по углам, а затем использовать электролобзик.
Дверь к банке крепится просверленным отверстием с резьбой на одном из выступов. Крутой трюк для вырезания отверстий в середине пластины — просверлить отверстия по углам, а затем использовать электролобзик.
7. Кашпо для собак
| Материалы: | Алюминиевый лист |
| Инструменты: | Пила, сварочный аппарат, шлифовальный станок, трубогиб |
| Сложность: | Трудно |
Поскольку части этого кашпо для собак нарисованы на бумаге, а затем перенесены на лист, не стесняйтесь делать его на основе той породы собак, которую вы считаете подходящей. Что касается держателя кашпо, вы можете измерить его по окружности горшка. Затем перенесите измерения на свой лист. Вырежьте детали пилой, прихватите их и сварите вместе с помощью TIG.
8. Велосипедные рамы
| Материалы: | Алюминиевая трубка |
| Инструменты: | Сварщик, болгарка, пила |
| Сложность: | Трудно |
Есть причина, по которой мы покупаем велосипеды в магазине. Это потому, что рамы сложно построить для большинства людей. Чтобы сделать все нужные разрезы, требуются опытные мастера со специальными наборами инструментов. Теперь резка и обрезка труб возможны без копировальной машины. Проверьте эту трубу и калькулятор надрезов. Вы можете отмерить его вручную и вырезать с помощью горелки или пилы. После того, как вы все это установили, вам нужно будет сварить его TIG.
Это потому, что рамы сложно построить для большинства людей. Чтобы сделать все нужные разрезы, требуются опытные мастера со специальными наборами инструментов. Теперь резка и обрезка труб возможны без копировальной машины. Проверьте эту трубу и калькулятор надрезов. Вы можете отмерить его вручную и вырезать с помощью горелки или пилы. После того, как вы все это установили, вам нужно будет сварить его TIG.
9. Тыква
| Материалы: | Алюминиевая трубка, шестигранник |
| Инструменты: | Пила, штангенциркуль, сварочный аппарат, шлифовальная машина, дрель, токарный станок |
| Сложность: | Трудно |
Отмерьте 10 одинаковых отрезков на куске алюминиевой трубки. Затем обрежьте их под углом на ленточной пиле между каждой секцией, оставив около ¼ дюйма посадки. Эти маленькие 1/4-дюймовые площадки будут точкой, в которой вы их соедините. После того, как вы очистите свои детали после резки, соедините их вместе попарно. Затем прикрепите пары бок о бок, пока не завершите общую форму тыквы, и сварите все швы. Затем обработайте на токарном станке кусок шестигранника, чтобы он был более закругленным в нижней части. Это станет стеблем. Вы также можете скрутить немного присадочной проволоки, чтобы добавить веточки на верхушку тыквы. Если вы просверлите отверстие в стебле, вы можете заполнить тыкву растворителем и нагреть ее снизу. Обязательно досмотрите до конца!
После того, как вы очистите свои детали после резки, соедините их вместе попарно. Затем прикрепите пары бок о бок, пока не завершите общую форму тыквы, и сварите все швы. Затем обработайте на токарном станке кусок шестигранника, чтобы он был более закругленным в нижней части. Это станет стеблем. Вы также можете скрутить немного присадочной проволоки, чтобы добавить веточки на верхушку тыквы. Если вы просверлите отверстие в стебле, вы можете заполнить тыкву растворителем и нагреть ее снизу. Обязательно досмотрите до конца!
10. Шар
| Материалы: | Алюминиевый лист 1/8” |
| Инструменты: | Бейсбольный мяч, ролик для листового металла, тиски, сварочный аппарат, шлифовальный станок |
| Сложность: | Умеренный |
В этом проекте вы будете прорезать швы вокруг обеих подков бейсбольного мяча. Затем удалите один из кусочков кожи и дважды обведите его на листе бумаги. Это станет вашим шаблоном. Обязательно используйте только один, чтобы убедиться, что он симметричен. Не все бейсбольные мячи сделаны из кожи симметрично. Кроме того, сшивание помогает выровнять любые несоответствия. Обведите свой шаблон на алюминиевом листе. После того, как вы вырезали обе части, очистите их и пропустите через ролик для листового металла. Затем, беря по одному из них за раз, поместите кусок вокруг оставшейся пробки и сердцевины бейсбольного мяча в тиски и сожмите его, пока он не будет хорошо обхватывать мяч. Соедините его и сварите. Пока вы приметываете его, вам, вероятно, придется продолжать регулировать посадку молотком.
Затем удалите один из кусочков кожи и дважды обведите его на листе бумаги. Это станет вашим шаблоном. Обязательно используйте только один, чтобы убедиться, что он симметричен. Не все бейсбольные мячи сделаны из кожи симметрично. Кроме того, сшивание помогает выровнять любые несоответствия. Обведите свой шаблон на алюминиевом листе. После того, как вы вырезали обе части, очистите их и пропустите через ролик для листового металла. Затем, беря по одному из них за раз, поместите кусок вокруг оставшейся пробки и сердцевины бейсбольного мяча в тиски и сожмите его, пока он не будет хорошо обхватывать мяч. Соедините его и сварите. Пока вы приметываете его, вам, вероятно, придется продолжать регулировать посадку молотком.
11. Пирамида TIG
| Материалы: | Алюминиевая пластина 1/8” |
| Инструменты: | Сварочный аппарат, шлифовальный станок |
| Сложность: | Умеренный |
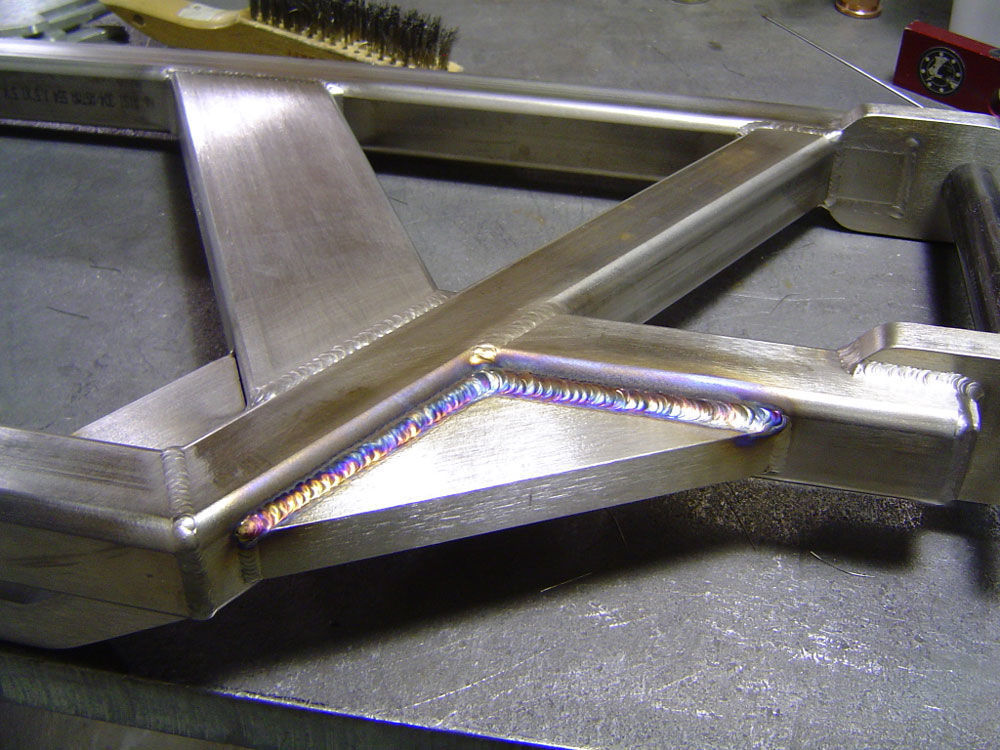
Обратите внимание на это «супер крутое случайное сварное соединение», как называет его сам производитель! По сути, это набор треугольников, скрепленных и сваренных вместе. Сварные швы в основном выполняются снаружи угловых соединений. Единственные тавровые сварные швы – это места, где пирамиды соединяются друг с другом и с опорной плитой. Это скорее произведение искусства, поэтому, если у вас есть немного другой дизайн, дерзайте!
Сварные швы в основном выполняются снаружи угловых соединений. Единственные тавровые сварные швы – это места, где пирамиды соединяются друг с другом и с опорной плитой. Это скорее произведение искусства, поэтому, если у вас есть немного другой дизайн, дерзайте!
12. Банки с газировкой
| Материалы: | Банки из-под газировки/пива |
| Инструменты: | Сварочный аппарат TIG |
| Сложность: | Умеренный |
Пока мы говорим о пирамидах, если вы относитесь к тому типу людей, которые любят строить пирамиды из банок из-под пива или содовой, то это для вас. Вам понадобится относительно низкая сила тока, чтобы не прожечь алюминий банок. Чтобы сделать сварку немного проще, попробуйте использовать поворотный сварочный позиционер, чтобы вы могли просто промокнуть сварочную ванну присадочным стержнем, не двигаясь слишком сильно. Это поможет вашим сварным швам быть намного красивее и более последовательными. В результате сварки банки укладываются прямо друг на друга, но вы можете сделать пирамиду и сварить только часть окружности банки.
Это поможет вашим сварным швам быть намного красивее и более последовательными. В результате сварки банки укладываются прямо друг на друга, но вы можете сделать пирамиду и сварить только часть окружности банки.
13. Аккумуляторный ящик для инструментов
| Материалы: | Алюминиевая алмазная пластина, алюминиевый уголок, уплотнитель, |
| Инструменты: | Пила, шлифовальная машина |
| Сложность: | Умеренный |
Для этого проекта набора инструментов вы вырежете опорную плиту, используя размеры вашего прицепа. Затем возьмите более длинную алмазную пластину и совместите ее с короткой стороной трапециевидной опорной пластины. Надрежьте длинную часть алмазной пластины там, где она встречается с концами более короткого размера. Затем возьмите болгарку с отрезным кругом и частично врежьте пластину. Это позволит легче сгибаться. После того, как вы согнули их, возьмите следующее измерение. После того, как вы прикрепите стену к опорной плите, сварите их вместе.
Это позволит легче сгибаться. После того, как вы согнули их, возьмите следующее измерение. После того, как вы прикрепите стену к опорной плите, сварите их вместе.
Когда дело доходит до открытого шва на стенах, используйте дополнительный кусок алюминия, чтобы закрыть зазор. Для крышки примените те же принципы изгиба по размерам коробки. Вы можете добавить алюминиевый уголок для дополнительного усиления коробки и крышки. Осталось только установить уплотнитель, ручку и петли!
14. Крышка цепи для снегохода
| Материалы: | Алюминиевая пластина 1/8” |
| Инструменты: | Сварочный аппарат, шлифовальный станок, молоток, трубогиб |
| Сложность: | Умеренный |
Чтобы сделать эту крышку для цепи, обведите форму вашей оригинальной крышки для цепи на тарелке. Вам нужно будет сделать это для обоих измерений. Затем согните одну из пластин, чтобы надеть ее на цепь. Кроме этого, это довольно просто. При сварке TIG убедитесь, что угол наклона горелки лучше, чем в видео. Немного больше по вертикали лучше, чем по горизонтали.
Затем согните одну из пластин, чтобы надеть ее на цепь. Кроме этого, это довольно просто. При сварке TIG убедитесь, что угол наклона горелки лучше, чем в видео. Немного больше по вертикали лучше, чем по горизонтали.
Заключение
При просмотре этих демонстрационных видеороликов вы заметите, что там много шлифовальных машин, шлифовальных машин и напильников. Однако, если вы работаете с алюминием, рекомендуется иметь специальное оборудование только для алюминия. Может произойти перекрестное загрязнение металлов и повредить мягкий алюминий. Это не означает, что вам нужна совершенно новая шлифовальная машина для алюминия, но обязательно замените шлифовальные круги.
Другие проекты, которые вы можете попробовать:
- 55 романтических сварочных проектов, которые стоит попробовать сегодня (с видео)
- 9 рождественских сварочных проектов, которые стоит попробовать сегодня (с видео)
- 40 сварочных проектов для грузовиков, которые стоит попробовать сегодня (с видео)
Авторы избранных изображений: Tom, Pixabay
Ремонтные комплекты для алюминия, ремонт алюминия с помощью сварки пропановой горелкой
Ремонтные комплекты для алюминия, ремонт алюминия с помощью сварки с помощью пропановой горелки – AlumiweldПожалуйста, убедитесь, что Javascript включен для обеспечения доступности веб-сайтаЩелкните ссылку для получения дополнительной информации:
| |||||||||||||||||
 с 1986 г.
с 1986 г.