Сварка алюминия в домашних условиях инвертором электродом: Сварка алюминия в домашних условиях – как правильно варить алюминий
alexxlab | 27.03.2023 | 0 | Разное
Электроды по алюминию. Разновидности. Особенности выполнения сварочных работ.
Любой мастер, занимающийся сваркой понимает всю сложность работы с алюминием. Сварка алюминия в домашних условиях электродом – процесс затратный по времени и трудоемкий. Это обусловлено тем, что на металл очень сильно оказывают влияние внешние факторы. Электроды по алюминию содержат всевозможные добавочные вещества, которые упрощают процесс сварки и создают вспомогательную защиту. Однако все равно они не могут избавить от всех трудностей, которые необходимо решать на этапе предварительной обработки.
Варить алюминий электродами – довольно не просто, но в то же время такой способ является самым доступным, который отличается низкой себестоимостью.
Отличительное свойство, которым характеризуются электроды по алюминию – это достаточно низкая температура плавления. Именно за счет этого свойства процесс их плавления осуществляется в максимально короткие сроки.
Чтобы создать качественный шов, надо иметь опыт в сварочных работах, поскольку вести наплавку надо очень быстро и здесь стоит быть особенно внимательным, т.к. одно неверное движение – и результат будет не тот.
Электроды для сварки алюминия получили очень широкое распространение, поскольку металл и его сплавы очень часто используется в промышленной сфере и при создании бытовых изделий. Электроды по алюминию – очень прочные, и при этом весят совсем немного. Используя электроды по алюминию для сварки инвертором в домашних условиях можно столкнуться с некоторыми трудностями. Однако, если подобрать подходящие наплавочные материалы и произвести хорошую предварительную подготовку, можно качественно сварить изделия.
Обратите внимание! Никакое защитное покрытие или газ не смогут совладать с оксидной пленкой, присутствующей на изделии, поэтому осуществляя наплавку, дугу надо держать максимально низко к основному металлу, так сварочный шов будет более прочным и надежным.

Рассмотрим более подробно как сварить алюминий
Содержание
Особенности выполнения сварки изделий алюминиевыми электродами
Каждый сварщик знает, что заварить алюминий достаточно сложно. Основная причина – это оксидная пленка, присутствующая на алюминиевых элементах. Именно поэтому, для того, чтобы сварка прошла успешно и в итоге образовалось надежное соединение, нужно хорошо очистить поверхность заготовок от грязи и пыли, а также полностью убрать оксидную пленку.
Чтобы максимально хорошо очистить изделия, предварительно надо поместить заготовки в органический растворитель (ацетон, РС-1, РС-2, уайт-спирт), либо в щелочную ванну (в ней изделия надо подержать не более 5 минут).
Щелочная ванна считается самым действенным методом очистки алюминиевых изделий. Чтобы приготовить раствор в домашних условиях понадобится: 1 литр воды, 50 г карбонат натрия, 30 г жидкого стекла, 50 г технического тринатрийфосфата.
На заметку! Раствор, который приготовлен, нужно нагреть до температуры в 65° С.
И только выполнив это условие, можно в него помещать детали.
После того, как алюминиевые детали будут очищены и обезжирены, можно начинать удалять оксидную пленку. Если пренебречь этим, то изделие, которое вы сварите, будет ненадежным и шов может разойтись. Избавиться от оксидной пленки в домашних условиях можно посредством металлической щетки, напильника или шлифовальной машинки. Когда элементы из алюминия подвергнутся механической обработке, их надо обработать растворителем.
После того, как будут выполнены все вышеописанные этапы подготовки поверхностей изделий, можно переходить непосредственно к сварке. Наиболее оптимальный вариант – это сварка алюминия в домашних условиях инвертором, здесь применяются специальные алюминиевые электроды. Для того чтобы получилась хорошо горящая дуга и в итоге образовалось прочное соединение, их нужно прогреть в печи, при температуре 200° С. Время прогрева – около двух часов.
Для того, чтобы сварить алюминий, потребуется прибегнуть к применению источника постоянного тока и подключать его надо в обратной полярности.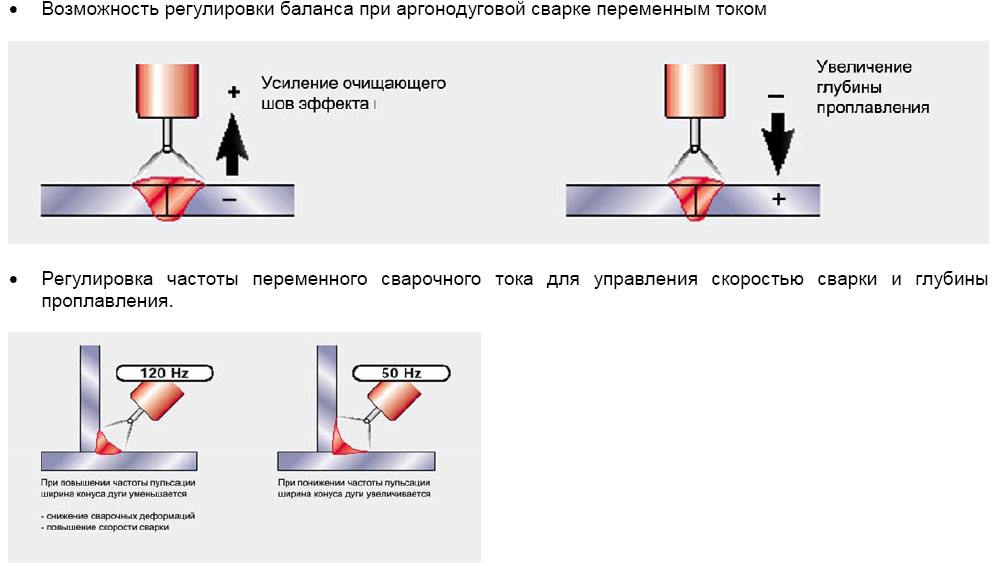 Есть специальные электроды для сварки алюминия, их и нужно использовать. Также важно верно подобрать силу сварочного тока: величина его должна равняться 25-30 А на 1 мм их диаметра.
Есть специальные электроды для сварки алюминия, их и нужно использовать. Также важно верно подобрать силу сварочного тока: величина его должна равняться 25-30 А на 1 мм их диаметра.
В процессе работы нужно уделять внимание еще одному моменту. Участок, где предполагается выполняться шов, надо прогреть газовой горелкой.
Температура нагрева напрямую зависит от толщины деталей, чем она больше, тем дольше нужно прогревать алюминиевые заготовки.
Качество сварочного шва зависит еще и от скорости охлаждения, здесь важно, чтобы она была максимально низкой. Соблюдая такую технологию, металл хорошо проплавится даже на низких токах, а также вы минимизируете риск появления трещин.
Обобщим вышеизложенное. Последовательность действий следующая:
- Изначально все свариваемые детали хорошо очищаются и предполагаемые участки соединения прогреваются посредством газовой горелки.
- На образовавшемся в итоге сварном шве надо удалить шлак.
- Очищенный шов надо облить горячей водой, так он будет остывать намного медленнее.

- После того как он остынет, нужно избавиться от остатков шлака металлической щеткой. Если это не сделать, то может появиться коррозия.
Виды и способы использования электродов по алюминию
Существует несколько способов сварки алюминия:
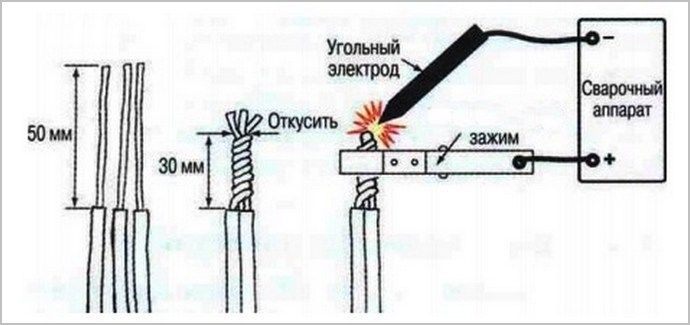
- сварка алюминия угольным электродом,
- графитовым электродом,
- вольфрамовым электродом.
Выбор того или иного электрода зависит от ряда причин. Во-первых, это способ сварки, которым вы воспользуетесь для создания шва.
Для дуговой сварки, осуществляемой вручную, электродами могут выступать угольные стержни, металлические прутки со специальным покрытием, которые выполняют роль присадочного материала. Подобная технология выполняется на постоянном токе обратной полярности, обычно здесь используется инвертор.
Дуговая сварка, производящаяся по автоматической технологии, имеет наибольшую эффективность при соединении встык предметов из алюминия, толщина сечения которых более 4 мм. В качестве электродов выступает алюминиевая проволока, а сам процесс работы производится под небольшим слоем флюса, которых характеризуется невысокой электропроводностью. Основным элементом данного состава является карбоксиметилцеллюлоза, которая замешивается на обычной воде.
Основным элементом данного состава является карбоксиметилцеллюлоза, которая замешивается на обычной воде.
Сварка в среде защитных газов (аргона или его смеси с гелием) применяется для создания шва на алюминиевых изделиях небольшой толщины. Здесь используются вольфрамовые электроды. Работа выполняться может как в автоматическом, так и в ручном режиме. Сварочная дуга, которая образуется при помощи вольфрамового электрода — очень стабильная, за счет чего получаются качественные и прочные соединения.
Виды электродов для сварки алюминия
Несмотря на обилие различных электродов, используемых для соединения алюминиевых деталей, выделяются несколько марок, завоевавших наибольшую популярность:
- Щелочно-солевые электроды марки ОК. Самое широкое распространение получили модели: 96.10, 96.20, 96.50. Данные электроды рекомендуется использовать для сварки технического алюминия и изделия из сплавов данного металла с марганцем и магнием. Электроды марки ОК характеризуются высокой гигроскопичностью, в связи с этим хранить их необходимо в местах с максимально низким уровнем влажности.
- Электроды марки ОЗАНА. Самые распространенные из этой серии — ОЗАНА-1 и ОЗАНА-2.
- Электроды ОЗА. Изготавливаются из сварочной алюминиевой проволоки марок СвА 1,3,5,10. В основном используются для соединения изделий, выполненных из чистого алюминия или его сплавов с кремнием.
- Электроды марки УАНА. Они нашли свое применение в сварочных работах по заготовкам из деформируемых и литейных сплавов алюминия.
Как вам статья?
Сварка алюминия инвертором: электроды и технологии
Содержание:
- Нюансы процесса
- Аспекты, на которые важно обратить внимание
- Сварочный инвертор для сварки алюминия
- Процесс алюминиевой сварки инвертором
- Сварка алюминия в домашних условиях инвертором
- Интересное видео
Алюминий принято относить к категории тех металлов, которые основательно используются не только в сфере промышленного производства, но широко распространены в повседневной жизни человека. Как и любая другая вещь, алюминиевые предметы проходят через тот этап своего жизненного цикла, когда для продолжения их успешного функционирования требуется осуществление некоторого рода ремонтных работ.
Как и любая другая вещь, алюминиевые предметы проходят через тот этап своего жизненного цикла, когда для продолжения их успешного функционирования требуется осуществление некоторого рода ремонтных работ.
Зачастую для разрешения ситуации подобного рода требуется задействование процесса сварки алюминия инвертором. Именно в такой момент перед инициатором починки возникает целый ряд вопросов.
Основополагающее место в их числе занимает аспект того, как правильно сваривать алюминий инвертором и что конкретно требуется для создания условий успешного протекания процесса. В частности, алюминий входит в группу цветных металлов, которые отмечаются высоким уровнем тепло- и электропроводности, в результате чего сварка алюминий без аргона инвертором будет характеризоваться определенными свойства и особенностями.
Нюансы процесса
Для того, чтобы создать благоприятные условия для сварочного процесса, важно понимать потенциальные сложности, которые могут возникнуть на протяжении осуществления работ. Среди имеющихся нюансов принято выделять:
Среди имеющихся нюансов принято выделять:
- образование оксидом алюминия на поверхности обрабатываемого металла пленки тугоплавкого свойства: Данную пленку рекомендуется устранить перед непосредственным проведением сварочного процесса посредством задействования химического или механического способа воздействия; В результате проведенной обработки необходимо незамедлительно приступать к проведению работ, а именно не позднее 8-часового перерыва; В противном случае будет иметь место повторное образование процесса окисления;
- снижение прочности металла в случае воздействия высокого температурного режима: В таком случае расплавленный металл способен устраниться через шовный разрез;
- отсутствие цветовых перемен в случае нагревания металла: Данная особенность усложняет процесс контроля по отношению к размерам ванны, в которой проводится сварочный процесс;
- возможность потенциального деформирования в течение сварочного действия ввиду низкого уровня упругости металла;
- присутствие факта формирования деформаций внутреннего характера в результате процесса остывания сварочной ванны: Как результат, образуются трещины в области сварочного шва.

Аспекты, на которые важно обратить внимание
Проведение сварочного процесса необходимо осуществлять с учетом предварительного создания среды с присутствием защитных газов, а именно аргона с возможным добавлением гелиевой составляющей. Ввиду подобной особенности предполагается применение приставки к инвертору для сварки алюминия на базе аргонодуговой конструкции.
Для осуществления сварочной деятельности задействуются неплавящиеся электроды для сварки алюминия инвертором, зачастую с наличием вольфрамовой составляющей. Подобного рода электроды для алюминия на инвертор имеют характерную особенность: в течение процесса сварки на данных элементах осуществляется накапливание вольфрамовых окисей, в результате чего значительно снижается качество сформированного шва.
Для устранения подобного явления предполагается использование шлифовального диска мелкозернистого типа, который не может применяться для зачистки иного рода материалов. Перед моментом непосредственного внедрения электродов по алюминию для инверторной сварки настоятельно рекомендуется подвергнуть их тепловому воздействию в специально разработанной для таких целей печи.
В основе процесса сварки лежит задействование не постоянного, а переменного тока. Этап настройки применяемого тока состоит из вспомогательных работ с учетом толщины используемого металла и категории работ, осуществляемых относительно самого алюминия или же его сплавов.
Для предупреждения формирования пор в области сварного шва обязательным принято считать следование правилу превалирования силы тока сварки алюминия относительно силы тока сварки стали.
Сварочный инвертор для сварки алюминия
Следует отметить, что сварочный инвертор для алюминия выпускается в различных модификационных вариантах и характеризуется наличием отличительных моментов исключительно в конструкционном механизме и устройстве.
В теоретическом плане возможно применение инвертора для сварки алюминия в виде электродуговой установки. Однако в большинстве случаев предпочтение отдается полуавтоматическим инструментам. Для моделей инверторного варианта выпуска присуща бесперебойная подача напряжения, что влияет на снижение дуговой волны с одномоментным улучшением качественного аспекта создаваемого шва.
Приставка вспомогательного значения к аргонодуговому инвертору для сварки алюминия гарантирует создание условий для успешного осуществления работ в условии защитной газовой среды. Для компаний, специализирующихся в производстве подобного рода аппаратов, характерно обеспечение выпускаемого оборудования вариантом дополнительного подключения устройства с целью моментального перехода в режим для задействования защитной газовой среды.
Процесс алюминиевой сварки инвертором
Основополагающим моментом успешного выполнения сварочных работ принято считать отсутствие спешки с возможностью постепенного нанесения сварочного шва с контролированием достаточности глубины провара.
Оптимальным вариантом оборудования для осуществления алюминиевой сварки является сварочный инвертор. За счет задействования данного аппарата предполагается создание возможности проведения сварочного процесса в абсолютно любом положении. Также сохраняется способность осуществления сварки и на поверхности относительно тонких деталей из алюминия. Формирование соединения высокого качества и основательного шва гарантируется в результате поступления газа защитного значения под существенным давлением в область проводимых сварочных работ.
Формирование соединения высокого качества и основательного шва гарантируется в результате поступления газа защитного значения под существенным давлением в область проводимых сварочных работ.
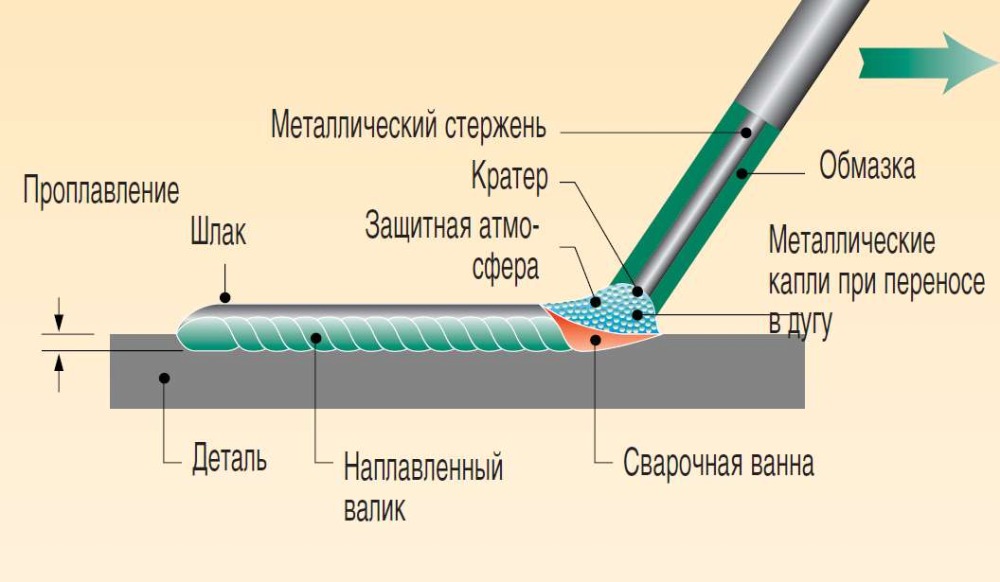
Необходимый газ выделяется из сопла, в результате чего обволакивает электрод, который в свою очередь располагается в горелке. Электрод формирует специальную ванну с наличием жидкого металла в ней, куда после факта ее окончательного наполнения поступает проволока присадочного характера.
Далее осуществляется горение электрической дуги в области, занимающей пространство между электродом и поверхностью из алюминия. Важно помнить о непрерывности поступления газа в течение 5-секундного периода после момента разрыва дуги. В таком случае электрод не будет подвержен процессам окисления и, следовательно, будут отсутствовать явления дефекта в области созданного шва.
Сварка алюминия в домашних условиях инвертором
В момент принятия решения относительно проведения сварочных работ на поверхности алюминиевых деталей в домашних условиях при помощи инвертора важно понимать, что процесс подобного характера требует наличие знаний и навыков. Кроме того, обязательно следует учитывать выполнение правил безопасности. В противном случае могут возникнуть необратимые процессы и последствия.
Кроме того, обязательно следует учитывать выполнение правил безопасности. В противном случае могут возникнуть необратимые процессы и последствия.
Сварка алюминия в домашних условиях инвертором относится к категории довольно сложных, но вполне осуществимых на практике работ. Для достижения поставленной цели рекомендуется задействовать трансформаторный или инверторный аппарат, который позволит создать сварочный шов.
С целью проведения работ важно следовать выполнению таких условий, как:
- присутствие электродов специального значения, которые предназначены для обработки существующих материалов, характеризующихся высоким уровнем теплопроводности;
- наличие инвертора для алюминиевой сварки с практически любыми показателями производительности;
- присутствие печки для теплового воздействия на электроды, что представляет собой подготовительный этап для осуществления сварочных работ.
В случае следования вышеуказанным условиям сварочный процесс не составит значительных затруднений и будет отмечен получением исключительно положительных результатов.
Интересное видео
Какой ток использовать для сварки алюминия методом TIG? – Mig Welder, Mma Welder, Arc Welder, Tig Welder, Plasma Cutter, Welding Machine, Wire Feed Welder, Welding Equipment, Welding Machine Price, Welding Supplies
26 сентября 2022 г.
Преимущества оборудования от Perfect Welders
В отличие от сварки TIG чугуна и других материалов, где используется постоянный ток, переменный ток (AC) является правильной полярностью для использования при сварке TIG алюминия.
- EN: обеспечивает тепло для облегчения проплавления сварного шва.
- EP: очищает оксидный слой на поверхности алюминия.
Таким образом, полярность переменного тока обеспечивает как очищающее действие (для удаления оксидного слоя), так и тепло, необходимое для расплавления сварочной ванны.
Баланс переменного тока
Баланс переменного тока относится к соотношению между циклом EP и циклом EN.
По сути, он показывает, на что вы больше всего обращаете внимание при сварке TIG алюминия: очистке (EP) или проплавлении (EN).
Старые модели сварочных аппаратов TIG имеют баланс переменного тока 50-50.
Однако некоторые современные типы позволяют изменять баланс переменного тока в форме Процент очистки .
Одна общая предустановка — от 75% EN до 25% EP.
Если сварочная ванна заполнена маленькими черными точками, часто называемыми «перчинками», это означает, что ваш баланс переменного тока настроен неправильно.
В таких случаях увеличьте Процент очистки (EP), чтобы улучшить удаление оксидного слоя и, таким образом, уменьшить дефект перца.
Но будьте осторожны, не переключайте EP слишком высоко, так как это сильно нагревает вольфрам.
Это может сбить ваш вольфрамовый наконечник и уменьшить ваш контроль над направлением и размещением дуги.
Выходная частота переменного тока
Выходная частота переменного тока относится к тому, сколько раз источник питания меняет полярность за одну секунду.
Чем выше частота, тем стабильнее дуга, и, следовательно, столбец дуги может быть уже.
Это помогает уменьшить блуждание дуги, что обеспечивает более высокую точность ваших приложений, особенно в труднодоступных местах.
Старые модели сварочных аппаратов TIG имеют выходную частоту переменного тока 60 Гц (Герц).
В настоящее время современное оборудование имеет предустановленную выходную частоту до 120 Гц, а то и выше.
Для тонких алюминиевых деталей (толщиной менее 3/8 дюйма) используйте высокую выходную частоту (150–250 Гц).
Для толстых алюминиевых деталей (толщиной от 3/8 дюйма), более низкая выходная частота (80–120 Гц).
Можно ли применять постоянный ток для сварки алюминия методом TIG?
О постоянном токе (постоянный ток), только DCEP (положительный электрод постоянного тока) может применяться для сварки алюминия методом TIG, но очень ограничено.
DCEP может выполнять очистку для удаления оксидного слоя с алюминия.
Однако по мере того, как тепло передается от металлической детали к электроду, вольфрам сильно нагревается.
Когда вольфрам нагревается слишком сильно, дуга становится нестабильной и начинает блуждать.
Кроме того, это может вызвать шарик конца вольфрама и сбрасывать его в сварочную ванну, вызывая загрязнение.
Теги:Выходная частота переменного токаалюминийОчистка Процент сварщикастиг сваркаМногопроцессорный сварочный аппарат, оптимизированный для алюминия – KickingHorse® Welder USA
Производительность TIG, на которую можно положиться
Передовая инверторная технология IGBT обеспечивает плавную, стабильную и тихую дугу TIG постоянного тока от 10 до 180 А.
Превосходство в сварке алюминия
Дополнительный комплект для сварки алюминия представляет собой надежное, экономичное и высокопроизводительное решение для сварки алюминия в домашних условиях.
Защита со световым индикатором
Встроенные датчики температуры, напряжения и тока обеспечивают максимальную защиту оператора и машины.
Infinite Electronic Induction,
Поднимите производительность MIG на новый уровень!
- Независимая индукционная регулировка, как правило, используется только в крупных промышленных сварочных аппаратах, вместе с другими профессиональными функциями, такими как цифровые предустановленные A/V-метры и регулировка силы дуги, выделяют MA200TS среди конкурентов.
Большая индуктивность сделает дугу более «мягкой» с более плоской и широкой поверхностью, а если использовать слишком большую индуктивность, провода будут спотыкаться во время пуска.
Система подачи проволоки из литого алюминия
- > Надежный редуктор обеспечивает дополнительный крутящий момент и бесшумную работу. Оцените плавную подачу проволоки и меньшее ее застревание.

- > Прецизионная система привода с полным натяжением снижает вероятность запутывания проволоки.
- > Быстрая смена приводных роликов без использования инструментов.
- > Съемную профессиональную горелку MIG можно легко заменить на более длинный кабель.
Усовершенствованная инверторная технология IGBT обеспечивает выдающиеся характеристики сварки
Встроенная функция устранения шариков на конце проволоки (обратный прожиг), горячего пуска и заполнения кратера для оптимизации быстрого и мягкого зажигания дуги и идеального окончания дуги.
В режиме STICK сила дуги срабатывает, когда ваш стержень вот-вот прилипнет к заготовке. Увеличение значения уменьшит тенденцию к прилипанию электрода во время сварки.
Спокойная дуга упрощает настройку в вашем приложении, превосходная стабильность дуги вне положения, низкое разбрызгивание и широкий диапазон напряжения.
- Вход
- Рабочий цикл
- Максимальная выходная сила тока
- Минимальная выходная сила тока
- Требование к автоматическому выключателю
- Требования к генератору
- Напряжение холостого хода
- Расходные материалы
- Размер катушки
- Сварочная проволока
- Сварочные мощности
- Размер
- Вес
- 208/230 В, одна фаза
- 30% при 180 А, температура окружающей среды 104F (40°C)
- МИГ: 200 ампер; ВИГ: 180 ампер; СТИК: 180 ампер
- МИГ: 40 ампер; ВИГ: 10 ампер; СТИК: 10 ампер
- 50 А 220 В
- Рекомендуется генератор неинверторного типа мощностью 5000 Вт
- 65 вольт
- Запчасти Tweco / Lincoln
- 4 дюйма и 8 дюймов
- 023 и 035 (по умолчанию) дюймовая сплошная и порошковая проволока сталь/алюминий
- MIG: MIG: калибр 24, мягкая сталь до 1/2 дюйма, алюминий до 3/8 дюйма
TIG: нержавеющая сталь и сталь 1/2 дюйма
STICK: сжигание стержня 3/16 дюйма и сварка 5/16 дюйма тарелка - 15,7×8,3×13,4 дюйма (400x210x340 мм)
- 26,5 фунтов (12 кг)
Следующие элементы не входят в комплект, их необходимо заказывать отдельно:
07000510 Регулятор/расходомер.
072611120 газовый шланг 6,5 футов.
07003750 Комплекты для сварки ВИГ.
10 футов (3,2 м) шнур питания 12 * 3 AWG и вилка NEMA 6-50P “Welder”.
Держатель электрода 200 А с проводом 10 футов (3,2 м) AWG № 5.
Промышленный зажим заземления 300 А с проводом 10 футов (3,2 м) AWG № 5.
Горелка MIG на 200 А с евронаконечником и проводом 10 футов (3,2 м).
На этот продукт распространяется гарантия
на один год с бесплатной заменой!
Обратитесь в службу поддержки клиентов.
Получите предоплаченную этикетку для возврата по электронной почте.
Доставка в любой пункт UPS.
Дождитесь возврата денег или замены.
Просмотреть все аксессуары для MA200TS
Как настроить сварку MIG алюминия с помощью KickingHorse MA200TS
Как сварить MIG алюминий с помощью обычной горелки MIG (шпульный пистолет не требуется)
СМОТРЕТЬ БОЛЬШЕ ВИДЕО ОБЗОРОВ
ВОПРОСЫ И ОТВЕТЫ
Задайте вопрос
Будет ли MA200TS сваривать алюминий?
Многопроцессорный сварочный аппарат KickingHorse® MA200TS отлично сваривает алюминий калибра 14 до 3/8 дюйма с дополнительным комплектом для сварки алюминия.
Генератор какого размера будет работать с этим блоком? Какова рекомендуемая сила тока в цепи для сварщика?
Для многопроцессорного сварочного инвертораKickingHorse® MA200TS потребуется генератор с минимальной номинальной мощностью 5000 Вт. Мы рекомендуем автоматический выключатель на 50 А для достижения полной мощности устройства.
TIG царапает, поднимает или HF? Можно ли подключить педаль для тига?
Многопроцессорный сварочный аппарат KickingHorse® MA200TSоснащен функцией LIFT start TIG и не подключается к педали.
Приводные ролики какого размера поставляются с машиной?
KickingHorse® MA200TS поставляется с приводным роликом с двумя канавками 023/035.
Можно ли использовать электрод 6010?
KickingHorse® MA200TS будет сваривать 6011, а не 6010.
 Для правильной сварки стержня E6010 требуется специальная схема.
Для правильной сварки стержня E6010 требуется специальная схема.Какого размера разъемы Dinse и какого сечения сварочные кабели?
KickingHorse® MA200TS поставляется с электрододержателем и зажимом заземления с проводом Dinse 50 и AWG5.
Имеет ли он сертификат безопасности США? Что произойдет, если я воспользуюсь услугами несертифицированного сварщика в США?
KickingHorse® MA200TS — это многофункциональный сварочный инвертор, сертифицированный по стандарту CSA/US . Он безопасен и разрешен для сварки как на месте, так и в домашних условиях. В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификата безопасности, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности.
