Сварка аппарат – Какой сварочный аппарат лучше для дома
alexxlab | 29.11.2019 | 0 | Разное
Сварочное оборудование – это… Что такое Сварочное оборудование?
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля ( рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями. Газовый генератор — аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый). Сварочный автомат для дуговой сварки — комплекс механизмов и приборов (Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели ( см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий.
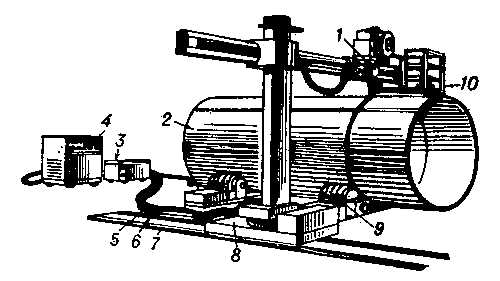
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.

Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
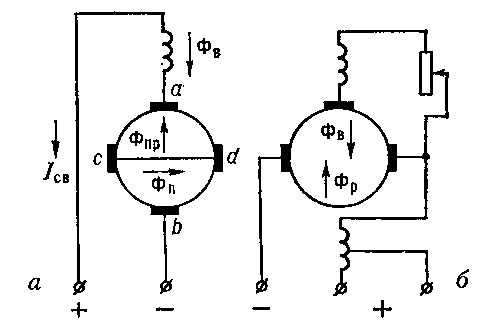
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
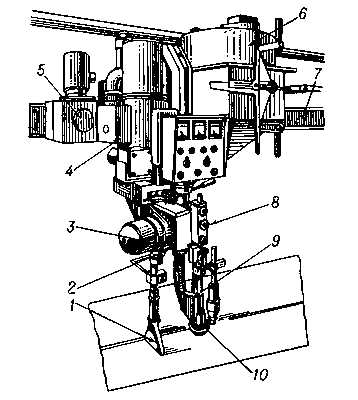
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.

Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
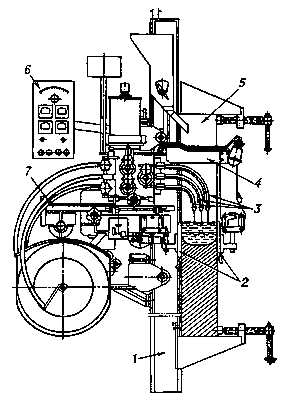
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
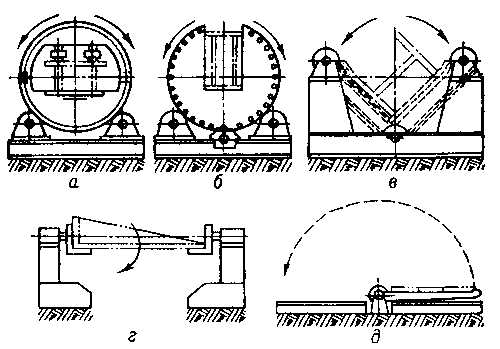
Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.
dic.academic.ru
основные виды сварочников, принцип работы, преимущества и недостатки различных моделей, критерии выбора
Сварка — один из самых распространённых методов, позволяющий получить прочное неразъемное соединение материалов. Она обеспечивает необходимое качество и прочность, выполняется быстро и не требует наличия сложного громоздкого оборудования. Технология вполне отработана, она достаточно проста и доступна практически любому желающему ей овладеть. Для выполнения работы требуется только сварочный аппарат и наличие навыков.
Что такое сварка?
Сварка — это технология соединения материалов путём локального нагрева, приводящего к расплаву и смешиванию жидких участков между собой. С помощью этой методики соединяются металлические детали или конструкции, но существуют и технологии сварки полимерных материалов, пластмасс. Истоки этой методики относятся ко времени начала пользования металлом. Первые виды сварки были отработаны во время кузнечных работ, практически единственного в те времена способа обработки металлов. Электродуговая сварка, использующаяся и по сей день, была изобретена в 1881–1882 гг. русскими учёными Бенардосом и Славяновым. С того времени процесс активно изучался и совершенствовался, постепенно достигнув сегодняшнего уровня.
Существуют разные классы и виды сварки, определяемые соответственно формой и видом энергии, затраченной на проведение процесса.

Большинство видов сварки выполняются с помощью специализированного оборудования и используются в ограниченных технологических процессах
Основное распространение получила электродуговая сварка, наиболее простая, применимая практически ко всем металлам, сплавам и соединениям. Принцип действия несложен — между соединяемыми деталями образуется дуга электрического разряда, температура которой настолько высока, что материал плавится. Металл в нагретых участках становится жидким и перемешивается, вследствие чего образуется монолитное соединение на молекулярном уровне. Имеется множество технологических вариантов проведения сварочных работ, но общий принцип не меняется. Достоинства сварных соединений:
- простота, высокая скорость выполнения соединений;
- отсутствие увеличения массы объединяемых конструкций;
- независимость от формы или конфигурации деталей;
- возможность создания герметичного шва;
- процесс происходит почти бесшумно;
- существует возможность механизации и автоматизации процесса;
- стоимость сварки ниже, чем у других способов соединения.
К недостаткам принято относить:
- сварной шов и материал, окружающий его, приобретают значительные остаточные напряжения.
- детали под действием высоких температур изменяют форму и линейные размеры, нарушается плоскость.
- при вибрации или значительных механических (ударных) нагрузках надёжность швов часто оказывается недостаточной.
- качество шва при ручной сварке в значительной степени зависит от уровня квалификации работника.
Альтернативой сварке являются болтовые или заклёпочные соединения, имеющие большую трудоёмкость выполнения и требующие определённой конфигурации деталей. Высокая популярность сварки основана на отсутствии этих недостатков.

Правильно выполненный шов имеет ровную и равномерную форму без лишних брызг и выпуклостей
Качество шва определяется по его форме, отсутствии пропусков, аккуратности.

Шов с пропусками, дефектами и выпуклостями делает поверхность детали неаккуратной и зачастую непригодной к дальнейшему использованию
Основные типы сварочных аппаратов
Существует несколько типов сварочных аппаратов, разработанных в разное время и обладающих определёнными возможностями.
Сварочные трансформаторы
Одна из самых старых и простых конструкций. Представляет собой понижающий трансформатор, изменяющий сетевое напряжение до значений, подходящих для сварочных работ. Регулировка силы тока производится путём изменения расстояния между первичной и вторичной обмотками. На выходе сварочного трансформатора имеется переменный ток, из-за чего качество швов довольно низкое, появляется большое количество брызг. Для сварки цветных металлов и улучшения качества дуги требуются значительные конструктивные изменения, увеличивающие размеры и вес аппарата, который и так довольно массивен.

Сварочные трансформаторы самые дешёвые и надёжные, поэтому до сих пор активно используются для соединения низколегированных марок стали
Для выполнения работы нужны специальные электроды для переменного тока. Чтобы получить приличный шов необходимо иметь немалый опыт и навыки. Кроме того, работа сварочного трансформатора существенно отражается на сетевом напряжении — оно заметно «садится», что отрицательно влияет на состояние бытовой техники. КПД трансформаторов достигает 90%, но часть энергии расходуется на нагрев.
Сварочные выпрямители
Выпрямители появились позже, чем трансформаторы и позволили решить множество проблем, имеющихся у них. Конструкция этих аппаратов включает в себя блок выпрямителя, который преобразует переменный ток, поступающий с трансформатора, в постоянный. В результате появляется возможность выполнять более ответственные работы, варить герметичные ёмкости, делать более аккуратные и прочные швы.

Выпрямители дают возможность соединять цветные металлы, используя обратнополярный режим сварки
Намного меньше разбрызгивание при сварке, что позволяет работать с лицевыми частями конструкций или с деталями, нуждающимися в сохранении ровной поверхности, прилегающей к шву. Важным достоинством сварочных выпрямителей является возможность работать с любым видом электродов.
Сварочные полуавтоматы
Этот вид аппаратов не использует отдельные электроды. Работа ведётся с помощью механизированной подачи сварочной проволоки. Существуют аппараты, выполняющие разные виды работ:
- сварка в облаке инертных газов;
- соединение деталей под флюсом;
- работа с порошковой проволокой;
- универсальные устройства.

Универсальные аппараты имеют набор горелок, предназначенных для нейтральных газов, флюсов и т.д
Отличие этих аппаратов состоит в конструкции горелки, обеспечивающей подвод проволоки параллельно с подачей присадочного материала. Подача проволоки производится специальным устройством, обеспечивающим равномерное поступление по сигналу с горелки. Существуют разные варианты механизма подачи:
- толкающего типа. Расположены перед шлангом горелки и подают проволоку в канал;
- тянущие. Устанавливаются на горелку и направляют проволоку в канал. Их недостаток состоит в увеличении веса горелки, которую сварщику приходится держать в руке;
- тянуще — толкающего типа. Используются при сварке на большом удалении от аппарата, когда подачу проволоки приходится производить на большое расстояние.
Инверторы
Инвертор — самый новый тип сварочных аппаратов. Они используют токи высокой частоты, что позволяет выполнять швы высокого качества, способны делать ответственные, герметичные и аккуратные соединения. Практически все инверторы защищены от перепадов напряжения в сети, от перегрева и прочих изменений штатного режима работы.

Аппараты инверторного типа имеют малый вес и небольшие размеры
Возможности прибора гораздо шире, чем у более старых разновидностей сварочных аппаратов. Инверторы могут использоваться даже новичками, качество шва будет вполне приличным. Существует две технологичных конструкции инверторов — MOSFET и IGBT. Первый вид более старый, на сегодняшний день встречается только в России. В Европе используется технологический протокол IGBT, обеспечивающий соблюдение всех технических норм и требований, соответствующий параметрам сертифицирования продукции.
Критерии выбора устройства
При выборе того или иного оборудования основными критериями являются цена и качество. Если с ценой все более или менее ясно, то категория «качество» для неопытного человека, не имеющего профессиональной подготовки или опыта, представляет некоторые затруднения. Рассмотрим наиболее важные критерии качества сварочных аппаратов.
Напряжение сети питания
Существуют аппараты, рассчитанные на разное рабочее напряжение:
- однофазное. Используются обычные 220 В, что подходит для выполнения домашних работ, но для промышленного пользования не всегда удобно;
- трёхфазное. Напряжение питания — 380 В, имеющееся на любом производстве, но в частном доме его может и не быть;
- универсальное. Такие приборы имеют возможность работы с одно- и трехфазными источниками питания, что позволяет использовать их в любых условиях.
Оптимальный вариант — универсальный прибор, который пригодится везде и способен работать с любыми источниками питания.

Выбирая аппарат, следует учитывать имеющийся источник питания
Мощность
В паспортах приборов встречаются разные значения мощности. Существуют два вида:
- активная мощность. Она указывается в кВт;
- полная мощность, измеряемая в кВА.
Необходимо знать, что активная мощность тратится на выполнение полезной работы, тогда как полная мощность — величина, обозначающая потребление оборудования. Чем выше полная мощность, тем сильнее аппарат будет нагружать сеть.
Эти два значения помогают получить представление о нагрузке на сеть и степени эффективности аппарата. Существует также реальная мощность, обозначающая эксплуатационные возможности аппарата.
Напряжение холостого хода
Величина напряжения холостого хода не должна быть ниже 60 В (в идеале — как можно выше). Низкие значения означают заметные трудности при розжиге дуги, особенно на ржавом металле или при первоначальном розжиге на холодном металле. Выбирая аппарат, надо обращать на это значение самое пристальное внимание, поскольку от него во многом зависит эффективность устройства.
Класс защиты аппарата
Класс защиты аппарата указан в паспорте. Он обозначается буквами IP. В среднем, сварочные аппараты имеют класс защиты от IP21 до IP23. Первая цифра означает ограничение размера предметов, которые могут проникнуть в корпус до 12 мм, в этом случае есть возможность проникновения пыли, мелких частиц. Вторая цифра означает уровень влагозащиты — 1 гарантирует защиту от вертикальных капель дождя, а 3 означает, что в корпус не проникнут капли под углом до 60°. Степень защиты имеет важное значение, хотя варить под дождём не разрешается. Тем не менее, если аппарат остался под открытым небом и пошёл дождь, можно иметь представление о его возможностях.

Инверторы часто перестают работать при отрицательной температуре
Производительность (продолжительность времени работы)
Важное значение, указывающее на продолжительность рабочего времени аппарата. Точнее, определяющее соотношение длительности работы и простоя. Указывается в процентах, которые надо понимать следующим образом: предположим, величина ПВР, указанная в паспорте, составляет 30%. Это значит, что через 3 минуты работы аппарат отключится на 7 минут, хотя на практике такое случается крайне редко, поскольку надо счищать шлак, контролировать качество шва, перемещаться с места на место. Величина ПВР для европейских устройств измеряется при температуре +40°, а у китайских приборов — около +20°, поэтому степень работоспособности выше у «европейцев».
Ограничения по температуре
Согласно ГОСТ, сварочные работы можно выполнять при температурах от -40°, до +40°. На практике ситуация сложнее, так как при сильной жаре работать невозможно, а при минусовых температурах многие аппараты отказываются работать, включая сигнал перегрузки.
Возможность работы от генератора
Наличие этой функции означает, что аппарат способен работать от генератора и это значительно расширяет его возможности. Нередко возникает необходимость производить сварку в поле, где нет сетевого подключения, а питание от генератора подойдёт не каждому аппарату.
Наличие дополнительных функций
К дополнительным функциям можно отнести:
- горячий старт. Выполняется кратковременное повышение силы тока для создания наилучших условий возникновения дуги;
- форсаж дуги. При возникновении прерывания или неустойчивости дуги производится повышение тока, обеспечивающее устойчивость и сохранение оптимальных параметров сварных работ;
- антизалипание электрода. Производится сброс тока и напряжения, при котором электрод свободно отходит от шва. Как только это происходит, параметры тока возвращаются на определённые позиции.
Производитель
Сварочные аппараты широко востребованы и имеют высокий спрос. Они производятся практически во всех странах. Рассматривая страну-производителя, надо иметь в виду определённые особенности. Российские аппараты имеют вполне удачное сочетание цены и качества, способны выполнять все необходимые работы, но уступают по качеству европейским образцам. Технические нормативы, действующие в Европе, требуют от производителей обеспечивать максимальное качество продукции. Китайские аппараты могут иметь как очень высокое, так и совсем низкое качество, приобретение такого оборудования всегда несколько рискованное мероприятие. Устройства родом из США имеют отличное соотношение качества и цены, хотя отыскать американские образцы в продаже не всегда возможно.

Устройства с максимальным набором опций и возможностей предназначены для продолжительной и объёмной работы
Нюансы подбора сварочного аппарата
Выбирая сварочный аппарат, следует учитывать характер выполняемых работ и какие для этого имеются условия. Тип металлов, напряжение в сети, состояние проводки, объёмы и продолжительность работы — все эти факторы влияют на выбор определённого типа и марки аппарата. Основной критерий выбора — место использования.
Для работ на даче или в частном доме надо выбирать устройство, способное выдерживать перепады напряжения, работающее от 220 В (однофазный или универсальный аппарат). Объёмы работ небольшие, поэтому стремиться к высокой ПВР незачем.
Сварочный аппарат, который приобретается для производственных целей, должен быть предназначен для питания от трехфазного источника (или универсал), важным показателем станет большое значение ПВР и мощности.
Правила безопасности при работе
Правила безопасности, относящиеся к особенностям и конструкции конкретной модели сварочного аппарата, подробно изложены в инструкции. Однако, имеются и общие требования безопасности, действительные для всех подобных случаев:
- при выполнении сварочных работ следует одевать закрытую плотную одежду (оптимально — спецкостюм сварщика), не имеющую накладных карманов;
- во время работы обязательно надо пользоваться маской;
- запрещается работать в дождь или сырую погоду;
- следует избегать прикосновений к токонесущим частям;
- нельзя работать, находясь внутри ёмкостей, содержащих пары или остатки легковоспламеняемых жидкостей;
- периодически следует проверять состояние кабеля, а также сопротивление изоляции между корпусом аппарата и обмотками.
Полный перечень правил безопасности широк, но выполнение всех требований обязательно. От этого зависит здоровье и даже жизнь сварщика, а также окружающих его людей.
Рейтинг лучших моделей
Чтобы сделать выбор устройства более простым, рекомендуется ознакомиться с наиболее популярными у пользователей моделями сварочных аппаратов.

Опытные сварщики предпочитают устройства от проверенных производителей
Таблица показывает, что есть дорогие варианты и вполне доступные, основными факторами становятся назначение прибора и предстоящие объёмы работ.
В нашем следующем материале вы найдёте подробное руководство по сварке: как зажечь и поддерживать дугу, как выполнять швы и многое другое: https://aqua-rmnt.com/uchebnik/svarka/kak-pravilno-varit-elektrosvarkoj.html.
Выбор сварочного аппарата производится по различным критериям, охватывающим все стороны эксплуатации устройства, зависит от объёмов работы и прочих условий. Для неподготовленного человека бывает сложно учесть все важные факторы и качества устройства. В случае возникновения затруднений можно обратиться к продавцу-консультанту, а лучше всего — пригласить с собой в магазин опытного сварщика, который поможет определиться с выбором наиболее подходящей модели сварочного аппарата.
aqua-rmnt.com
Оборудование для ручной дуговой сварки
Если идёт речь о соединении плавлением, дуговая сварка будет одним из самых распространённых способов её осуществить. Источником нагрева в этом случае выступает электрическая дуга. Она поддерживается переменным или постоянным источником тока, а образуется благодаря дуговому разряду. Выбор оборудования сварочного поста для ручной дуговой сварки —это ответственный шаг. Все соединения производятся плавящимися и не плавящимися электродами. Ручным способ называется из-за зажигания дуги, её контроля и перемещения вдоль соединения, которое воспроизводится специалистом полностью самостоятельно, без помощи автоматизированного процесса.
Особенности сварочного поста
Сварочным постом принято называть рабочее место сварщика. Оно включает в себя все необходимое для полноценного проведения различного рода работ. Пост и все материалы не всегда в обязательном порядке должны находиться в специально подготовленном помещении.
При необходимости сварочное оборудование переносится на открытую местность. Поэтому посты делят на два вида — стационарные и мобильные (передвижные). На рабочем месте будут располагаться сварочные трансформаторы, чтобы осуществлять сварку с переменным током, или же выпрямитель для постоянного напряжения.
Сварочные посты зачастую включают в себя:
- Рубильник.
- Сеть питания.
- Электродержатель.
- Сварочные кабели.
- Источник питания.
- Зонд вытяжки.
Кабина поста также должна иметь свои определённые размеры: 1,5 м и не меньше 2 метров в высоту. Внутри она оборудована столом из металла, в верхней части необходимо установить зонд вытяжки. Стол имеет один или больше ящиков для хранения какого-либо инструмента. Никогда не стоит забывать о средствах личной защиты, к ним относится спецодежда, которая должна быть выдана сварщику.
Сварочное оборудование
Для ручной дуговой сварки принято использовать генераторы, трансформаторы или выпрямители. Подбор каждого из аппаратов производится в зависимости от типа и сложности сварочных работ. Но всё оборудование для осуществления дуговой сварки должно отвечать общим нормам.
К ним относятся:
- наличие специального устройства для контроля силы тока;
- обеспечение отсутствия нарушений в работе устройств при замыканиях;
- наличие возможности холостого хода с поддержанием дуги, в случае если сварочная цепь будет разомкнута;
- аппарат должен быть наделён высокими динамическими возможностями, то есть после короткого замыкания иметь возможность быстро восстановиться;
- хорошие внешние показатели.

Более простое оборудование для ручной дуговой сварки, которое подойдет для использования в домашних условиях, будет отличаться парой свойств. Во-первых, сложные и простые агрегаты будут отличаться максимальными показателями сварочного тока. А во-вторых, будет разным рабочее время — на его протяжении в цикле и будет вырабатываться этот максимальный сварочный ток.
Генераторы
Сварочный генератор работает с характеристиками постоянного тока, способными обеспечить стабильное горение дуги для сварки. В его состав входят статор с магнитными полюсами и якорь с коллекторами и обмоткой. Когда якорь вращается в магнитном поле, которое создают полюса статора, в обмотках начинает появляться переменный ток, а коллекторы преобразуют его в постоянный.
В первом случае движение якоря сопровождается электродвигателем. Он расположен с ним на одном и том же валу. Это оборудование будет называться «сварочный преобразователь». В аппаратах для сварки вращающим устройством выступает двигатель ВС (внутреннего сгорания). Их преимуществами является возможность осуществлять соединение деталей без внешних источников электричества.
Выпрямители
Выпрямитель — это источник питания, который состоит из регулирующего устройства, блока выпрямителей и трансформатора. В основе его действия лежит питание электрической дуги постоянным током, который протекает по звену первичной обмотки и блоку кремниевых или селеновых выпрямителей. Чтобы получить падающую внешнюю характеристику, аппараты часто дополняются ещё одним дросселем. Стандартно сварочные выпрямители производятся по трехфазной схеме, так как у неё есть свои преимущества в виде большого числа пульсаций напряжения, для равномерной нагрузки самой цепи.
Трансформаторы
Это оборудование для дуговой сварки создано для обеспечения устойчивости электрической дуги. Это значит, что трансформаторы обязательно должны иметь соответствующие параметры. По стандарту, это падающая характеристика, ведь многие трансформаторы используются в том случае, когда нужна аргонодуговая сварка или сварка под флюсом.
В России промышленный ток установлен на отметке 50 Гц. Трансформатор обеспечивает преобразование высокого напряжения в более низкое, до того уровня, пока оно не будет соответствовать сварке. Вторичный показатель напряжения, учитывая холостой ход, равен 60-75 В. На малом токе 65-100 А. Чтобы дуга была стабильной, желательно использовать напряжение 75-80 В.
electrod.biz
Оборудование для автоматической сварки
В наше время, когда на первое место выходит скорость технологического процесса, сварка автоматическая становится остро необходимым способом соединения металлов. Современные аппараты для такой сварки позволяют не только автоматизировать и ускорить процесс, но и обеспечить качество сварного шва и постоянный контроль его формирования.

Автоматическая сварка в основном выполняется электродуговым способом, под постоянным напором и с обновлением электродов.
Сущность автоматической сварки
Автоматическая сварка в основном представляет собой дуговую сварку под слоем флюса. Такой способ позволяет соединять практически любые металлы и их сплавы толщиной от 1,5 до 150 мм, а также заготовки из разнородных металлов.
Основная сущность процесса заключается в том, что между сварочным электродом и соединяемыми деталями автоматически поддерживается электрическая дуга, обеспечивающая расплавление металла в сварочной ванне. Дуга большой мощности находится в газовой среде, образованной при испарении флюса. Для поддержания состава облака в сварочной зоне обеспечивается слой флюса толщиной порядка 40 – 80 мм и шириной 50 – 100 мм.
С учетом такой особенности процесса дуга вся располагается внутри расплава флюса. За счет этого расплав флюса обеспечивает давление на расплавленный металл до 9 г/см², что достаточно для его удержания от разбрызгивания. Газовое облако предотвращает окисление металла. В целом такая технология позволяет увеличить силу сварочного тока до 4 кА при обеспечении надлежащего качества шва.
Автоматизация сварки строится на следующих принципах: непрерывное обновление сгоревшего (расплавленного) электрода, поддержание объема флюса в сварочной ванне и отсос нерасплавившегося флюса, равномерное передвижение электрода вдоль шва. Соответственно, для обеспечения качества необходим контроль длины дуги, силы сварочного тока и скорости перемещения электрода. Непрерывная подача электрода обеспечивается применением в качестве него сварочной проволоки.
Вернуться к оглавлению
Принцип конструкции аппарата
Устройство сварочного генератора.
Для осуществления процесса используется специальное оборудование для автоматической сварки. Основными элементами сварочного автомата являются: сварочный генератор (источник сварочного тока), сварочная головка, устройство подачи проволоки, устройство подачи и удаления флюса, схема управления и контроля, устройство перемещения. В качестве источников питания используются сварочные инверторы, способные поддерживать жесткие или падающие внешние вольт-амперные параметры.
Сварочная головка является основополагающим звеном всего оборудования. Именно с ее помощью подается электрический ток, направляется проволока и флюс, снимаются и подаются сигналы для корректировки процесса. В ее конструкцию включены следующие основные элементы: токоподводящее приспособление, механизм вытяжки и направления сварной проволоки, дозатор выдачи флюса, устройство, корректирующее положение сопла относительно шва.
Формирование сварного шва возможно при перемещении дуги вдоль соединяемых металлов. Это можно достичь двумя способами: перемещением головки с электродом относительно неподвижной заготовки или перемещением самой сварочной ванны относительно неподвижной головки. Исходя из этого, аппараты подразделяются на 3 основных типа: подвесные неподвижные головки, передвижные устройства (сварочный трактор) и установки орбитального (кругового) перемещения для сварки труб большого диаметра.
Вернуться к оглавлению
Поддержание параметров сварки
Схема полуавтоматической сварки труб под флюсом с помощью полуавтомата: 1 — дроссель, 2— сварочный трансформатор, 3 — щиток, 4 — аппаратный шкаф, 5 — подающий механизм полуавтомата, 6 — крюк для подвешивания подающего механизма. 7 — кассеты для электродной проволоки, 8 — гибкий шланг, 9 —держатель.
Выпускаются 2 основных типа аппаратов: установки автоматической сварки с постоянной равномерной подачей проволоки и автоматы с изменением скорости подачи электрода в зависимости от напряжения дуги. В первом случае осуществляется саморегулирование параметров дуги. Применяются такие установки для соединения металлов толщиной до 3 мм. Во втором случае можно сваривать детали значительно большего размера.
Саморегулирование дуги происходит в результате увеличения длины дуги, что уменьшает сварочный ток, и наоборот. В таких аппаратах применяется источник электроэнергии с жесткими вольт-амперными параметрами. В другом типе устройств изменение длины дуги, вызывающее изменение напряжения на ней, преобразуется в сигнал, направляемый на устройство подачи электродной проволоки для корректировки скорости подачи. Источники питания в этом случае имеют падающую вольт-амперную характеристику.
Устройства этих типов различаются и по регулированию основных режимов: силы тока и напряжения на дуге. В автоматах с постоянной подачей проволоки сварочный ток устанавливается путем подбора скорости подачи, а напряжение на дуге корректируется путем изменения напряжения холостого хода внешней характеристики генератора. Величина напряжения устанавливается на пульте управления и автоматически удерживается постоянной в процессе сварки. Величина сварочного тока настраивается регулировкой крутизны внешней характеристики генератора.
Вернуться к оглавлению
Электродная проволока
Виды электродов.
Качество автоматической сварки во многом определяется правильным выбором электродной проволоки. Ее химический состав формирует структуру сварного шва, то есть подбирается исходя из типа свариваемого металла. Обычно стремятся, чтобы составы проволоки и заготовок были близки. Всего стандартом предусмотрено производство более 70 различных марок электродной проволоки.
Исходя из состава, проволока подразделяется на низкоуглеродистую (легирующие компоненты – не более 2%), легированную (2 – 6%) и высоколегированную (более 6%). Выделяется также проволока с медным покрытием (отмечается буквой О в конце марки). Особая чистота состава отмечается индексом А в обозначении. В целом в составе может присутствовать ванадий (отмечается буквой Ф), молибден (М), никель (Н), титан (Т), хром (Х) и ряд других элементов.
Перед использованием в автоматах электродную проволоку рекомендуется очистить от масел и других загрязнений путем протирки керосином, уайт-спиритом, бензином и другими растворителями. Для ликвидации увлажнения поверхности применяется термическая обработка при температуре 100 – 140ºС.
Эффективна подготовка путем обработки поверхности в 20%-ном растворе серной кислоты с последующим нагревом до температуры 230 – 250ºС в течение 2 – 2,3 ч.
Флюс.
От выбора флюса качество автоматической сварки зависит в значительной степени: формируется состав сварочного шва, что определяет механическую прочность и стойкость к растрескиванию, а также обеспечивается стабильность дуги и возникают газовые поры в металле. Флюсы, введенные в сварочную зону, выполняют важные задачи: изоляция сварочной ванны от атмосферной среды, обеспечение параметров дуги, химическое взаимодействие с металлическим расплавом, легирование шва, формирование шовной поверхности.
Чаще всего в качестве флюсов используются искусственные силикаты слабо кислого типа. Основа состава обеспечивается двойным или тройным силикатом закиси марганца, окиси кальция, окиси магния, алюминия. Для понижения температуры плавления вводится присадка – плавиковый шпат. Наиболее распространен флюс ОСЦ-45, основанный на силикате марганца с добавлением фтористого кальция.
Вернуться к оглавлению
Оборудование для сварки
Для автоматической сварки выпускается множество различных типов аппаратов. Ниже приведены некоторые характеристики достаточно востребованных устройств:
| Тип | Сварочный ток, кА | Диаметр сварочной проволоки, мм | Скорость подачи проволоки, м/ч | Габариты, мм | Масса, кг |
| АДГ-63 | 0,6 | 1,6-3 | 120-725 | 680х385х630 | 32 |
| АДФ-630 | 0,63 | 1,6-3 | 120-725 | 680х385х630 | 32 |
| АСУ-5 | 0,63 | 2-3 | 120-725 | – | 28 |
| ТС-16 | 1 | 2-5 | 50-405 | 716х346х540 | 45 |
| АДФ-1000 | 1 | 2-5 | 25-350 | 720×500х650 | 80 |
| АДФ-1250 | 1,25 | 2-5 | 12-350 | 1320х630х980 | 145 |
В качестве источников питания предлагаются универсальные сварочные выпрямители с системой контроля и регулирования выходных параметров. Так, хорошо себя зарекомендовали устройства следующих марок:
- Idealarc DC: на входе – 380 В, сварочный ток – 0 – 1 кА при напряжении на дуге в 44 В.
- Idealarc DC: 380 В, сварочный ток – 0 – 1,5 кА при напряжении на дуге в 60 В.
- Idealarc AC: 380 В, сварочный ток – 0 – 1,2 кА при напряжении на дуге в 44 В.
Универсальным признается источник питания Power Wave AC/DC с функцией контроля формы сварочного тока, возможностью изменять частоту и силу переменного сварочного тока.
expertsvarki.ru
Сварочное оборудование для ручной дуговой сварки: виды, модели
Ручная дуговая сварка является самым распространенным видом соединения металла. Специально для нее создаются различные типы техники, которые рассчитаны на работу, как с толстыми, так и с тонкими электродами. Сварочное оборудование для ручной дуговой сварки является наиболее распространенным среди всей подобной техники. Для данного процесса требуется иметь ряд устройств, которые будут работать совместно. Комплект значительно меньше, чем тот который требуется для аргонодуговой сварки за счет более простого принципа проведения работ.

Оборудование для ручной дуговой сварки
Сварочное оборудование для ручной дуговой сварки покрытыми электродами предназначается для обеспечения условий проведения соединения металла. Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет.
Область применения оборудования очень широка. Его можно встретить как в домашних условиях, так и на серьезных предприятиях. Для каждой сферы желательно подбирать свой тип оборудования, так как профессиональные и бытовые модели сильно отличаются по внутренней компоновке и по функциональным особенностям.
Преимущества
Данная техника обладает значительными преимуществами, чем и заслужила столь широкую популярность среди многих пользователей. К основным из них относятся:
- Широкий выбор изделий на современном рынке от отечественных и зарубежных производителей;
- Относительно небольшая стоимость оборудования;
- Высокая производительность во время работы;
- Доступность расходных материалов;
- Универсальность, за счет выбора различных режимов работы и параметров;
- Наличие дополнительных функций, которые улучшают работу.
Недостатки
Несмотря на преимущества, тут есть ряд недостатков:
- Плохо справляется со сложными типами сварки;
- Не дает достаточного уровня защиты, как это происходит с газовой сваркой;
- Скорость проведения сварочных работ может быть слишком высокой;
- Большие затраты энергии при работе.
Виды оборудования для ручной дуговой сварки
Оборудование для ручной аргонодуговой сварки неплавящимся электродом и обыкновенной дуговой сварки во многом похоже. Основной разновидностью техники является сварочный аппарат. Он может быть нескольких типов. Наиболее простой – это сварочный трансформатор. У него грубая настройка рабочих характеристик и работает он не столь экономично, как его более современный аналог. Но он может выдерживать более длительные нагрузки, а также прост в эксплуатации и ремонте. Для современной деятельности трансформаторы обладают большим серьезным недостатком. У них слишком большие габариты, так что используют их преимущественно стационарно в различных предприятиях.

Сварочный трансформатор
Более современным и часто используемым является сварочный инвертор. Это компактное устройство, в котором помимо трансформатора, меньшего по размерам, есть еще масса электроники. Это одно из основных отличий этой разновидности. Инвертор не может работать длительное время, хотя некоторые профессиональные модели могут составить конкуренцию в этом параметре трансформаторам. Именно инверторы могут обладать рядом дополнительных функций, которые упрощают работу сварщика. Тем не менее, они чувствительны к ударам, попаданию пыли и влаги, их сложнее ремонтировать и стоимость такого оборудования намного выше.
В качестве дополнительного оборудования можно отметить держатели, которые устанавливаются отдельно. Вы можете подобрать наиболее удобную для вас модель, с которой комфортно будет работать.
Популярный модельный ряд
Сварочная техника постоянно развивается, и появляются новые более совершенные модели. На данный момент есть определенные изделия от проверенных производителей, которые успели заслужить наибольшую популярность среди покупателей. Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие:
Fubag IR 200
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 5 — 200 |
| Диапазон рабочего напряжения, В | 150 — 240 |
| Фазы питания | 1 |
| Напряжение х.х, В | 65 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 — 28 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 40 |
| Диаметра наплавочных материалов, мм | 1.6 — 5 |

Сварочный аппарат Fubag IR 200
Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 — 200 |
| Диапазон рабочего напряжения, В | 140 — 260 |
| Фазы питания | 1 |
| Напряжение х.х, В | 80 |
| Род рабочего тока | постоянный |
| Напряжение, В | 26 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 70 |
| Диаметра наплавочных материалов, мм | 1.6 — 5 |

Сварочный аппарат Ресанта САИ 220
Сварог 205
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 — 180 |
| Диапазон рабочего напряжения, В | 187 — 253 |
| Фазы питания | 1 |
| Напряжение х.х, В | 75 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 — 28 |
| Мощность номинальная кВ*А | 8.2 |
| ПВ, % | 60 |
| Диаметра наплавочных материалов, мм | 1.6 — 4 |

Сварочный аппарат Сварог 205
Критерии выбора
Современное сварочное оборудования для ручной дуговой сварки должно быть оснащено всеми необходимыми аксессуарами, которые нередко идут в комплекте с самим сварочным аппаратом. При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей.
После этого стоит определиться с мощностью техники. Чем мощнее модель, тем с более толстыми электродами она сможет работать Сила тока является одним из основных параметров выбора, так как именно от нее зависит температура, с которой будет плавиться электрод. Слишком слабое значение все приводит к тому, что электрод будет залипать или не сможет проплавить металл до нужного значения. Запас иметь очень удобно, но мощные модели стоят выше остальных.
Если вам параметром будет период включения. Он показывает, сколько аппарат может проработать беспрерывно. В частной сфере завышенных требований к этому параметру не предъявляется, так как интенсивность использования здесь намного меньше. Для профессионалов приходится эксплуатировать аппарат по несколько часов подряд в течение рабочей смены.
«Важно!
Для специалистов не рекомендуется брать технику с ПВ ниже 80% на максимальных параметрах.»
Дополнительные функции являются очень приятным дополнением к инверторам. Следует проследить, чтобы на модели был форсаж дуги, антизалипание и горячий старт. Это основные функции, с которыми сложные соединения может провести даже новичок. Качество самих функций во многом зависит от производителя, так что нужно выбирать только проверенные торговые марки, чтобы все заявленные требования соответствовали действительности. Это также поможет более длительной службе оборудования.
Для удобства использования желательно ориентироваться на оборудование с цифровой шкалой. Это помогает выставить максимально точные параметры, чтобы они полностью соответствовали требованиям режимов.
Производители
- Ресанта;
- Барс;
- Сварог;
- Фубаг;
- Кентавр.
svarkaipayka.ru
сварочный аппарат – это… Что такое сварочный аппарат?
- сварочный аппарат
3.2 сварочный аппарат: Аппарат, выдающий выходные параметры сварки по напряжению или току и времени или энергии, необходимые для выполнения цикла сварки в режимах, установленных производителем электросварного фитинга.
Примечание – Сварочные аппараты классифицируются в зависимости от электрических характеристик и характеристик процесса. Различные типы аппаратов приведены в 3.2.1 – 3.2.5.
Смотри также родственные термины:
3. Сварочный аппарат МСМ-1 (ПСП-15)
Предназначен для сварки полимерных пленок Т-образным швом при двустороннем контактном нагреве. Автоматический режим работы и конструкция установки обеспечивают получение непрерывного шва.
Техническая характеристика
Напряжение питания, В…………………………………………………………………………………….
220
Потребляемая мощность, Вт…………………………………………………………………………..
250
Суммарная толщина свариваемых пленок, мм…………………………………………………
1,0
Скорость сварки, м/мин…………………………………………………………………………………..
До 2,5
Габариты, мм:
длина……………………………………………………………………………………………………….
380
ширина…………………………………………………………………………………………………….
170
высота…………………………………………………………………………………………………….
124
Масса, без пульта управления, кг…………………………………………………………………….
4,66
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Сварочный агрегат
- Сварочный аппарат МСМ-1 (ПСП-15)
Смотреть что такое “сварочный аппарат” в других словарях:
сварочный аппарат — сварочная установка — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия Синонимы сварочная установка EN welder … Справочник технического переводчика
сварочный аппарат — suvirinimo aparatas statusas T sritis radioelektronika atitikmenys: angl. welding apparatus; welding set vok. Schweißaggregat, n rus. сварочный агрегат, m; сварочный аппарат, m pranc. appareil, m … Radioelektronikos terminų žodynas
сварочный аппарат — suvirinimo aparatas statusas T sritis automatika atitikmenys: angl. welder; welding apparatus; welding set; welding unit vok. Schweißmaschine, f rus. сварочный аппарат, m pranc. appareil à souder, m; appareil de soudage, m; machine à souder, f;… … Automatikos terminų žodynas
Сварочный аппарат МСМ-1 (ПСП-15) — 3. Сварочный аппарат МСМ 1 (ПСП 15) Предназначен для сварки полимерных пленок Т образным швом при двустороннем контактном нагреве. Автоматический режим работы и конструкция установки обеспечивают получение непрерывного шва. Техническая… … Словарь-справочник терминов нормативно-технической документации
автогенный сварочный аппарат — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN acetylene welding outfit … Справочник технического переводчика
Сварочный инвертор — Сварочный инвертор это один из видов источника питания сварочной дуги. Основной принцип действия всех сварочных источников обеспечивать стабильное горение сварочной дуги и ее легкий поджиг. Одним из самых важных параметров сварочного… … Википедия
аппарат — а, м. 1) Прибор, техническое устройство, приспособление, предназначенное для выполнения определенной работы под наблюдением человека. Телефонный аппарат. Рентгеновский аппарат. Сварочный аппарат. 2) Совокупность учреждений, организаций,… … Популярный словарь русского языка
сварочный агрегат — suvirinimo aparatas statusas T sritis radioelektronika atitikmenys: angl. welding apparatus; welding set vok. Schweißaggregat, n rus. сварочный агрегат, m; сварочный аппарат, m pranc. appareil, m … Radioelektronikos terminų žodynas
Сварочный агрегат — автономная установка для сварки и резки электродуговой сваркой. Агрегат состоит из основных элементов двигателя внутреннего сгорания и сварочного генератора для выработки сварочного тока. Кроме основных, большинство агрегатов имеют множество… … Википедия
сварочный зубопротезный аппарат — Ндп. аппарат для точечной электросварки стальных мостовидных и бюгельных протезов [ГОСТ 26322 84] Тематики оборудование стоматологическое EN dental welder DE zahntechnisches Schweißgerät FR appareil à souder … Справочник технического переводчика
normative_reference_dictionary.academic.ru