Сварка аргонодуговая алюминия: Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков
alexxlab | 23.05.2023 | 0 | Разное
Алюминий металл чрезвычайно интересный, широко применяющийся в промышленности, его используют при производстве баночных изделий, изделий для напитков, емкостей для чего-либо и иных полезных вещей. Так же, алюминий используется и в разовых монтажных работах, и естественно, требует проведения различных сварочных работ. Как известно, различают несколько способов сварки алюминия, один из них аргонодуговая сварка. Это один из самых простых методов сварки, к тому же один из самых эффективных методов.
Аргонодуговая сварка применяется с использованием неплавящегося вольфрамового электрода. Качество швов, оставляемых в процессе проведения сварочных работ, напрямую зависит от чистоты самого аргона, сварочного аппарата и подготовке металла к сварке, аргон желательно использовать без примесей . Стоит так же помнить, что в той или иной степени, алюминий будет вступать в реакцию с кислородом, насколько бы хороша не была защитная среда, поэтому, материал нуждается в соответствующей постобработке. Имейте в виду, что в некоторых случаях, образование неровностей на поверхности, пузырчатости не подлежит удалению, это может быть связано с самим качеством исходного материала, чистоте аргона или же в самом защитном слое. Конечно, данные варианты рассматриваются при полном профессионализме сварщика, который выполняет работу. Наконечник вольфрамового электрода для сварки алюминия.
А вот видео о том как это делается в домашних условиях.
Ну что же, вот в принципе и метод ручной аргонодуговой сварки неплавящимся электродом. Как уже было замечено, способ один из самых простых и широко применяемых в последние годы, причем не только в разовых работах по ремонту, монтажу и т.д., но и в промышленных масштабах тоже. Важно помнить, что проведение любых сварочных работ, даже самых простых, таких как аргонодуговая сварка, подразумевает наличие профессионального сварщика, с соответствующей подготовкой, а так же всего необходимого оборудования, включая элементы защиты для самого сварщика. Необходимо помнить, что выполнение сварки возможно в специальных условиях и крайне нежелательно проводить работы подобного плана в домашних условиях .
|
||


Сварка алюминия аргоном в Екатеринбурге по ценам от 150 руб за см.
- Главная
- Услуги
- Сварка
Задать вопрос
Сварка алюминия аргоном – это техника создания новых или ремонта уже существующих металлических изделий за счет использования сварочного аппарата с инертными газами и присадочными материалами.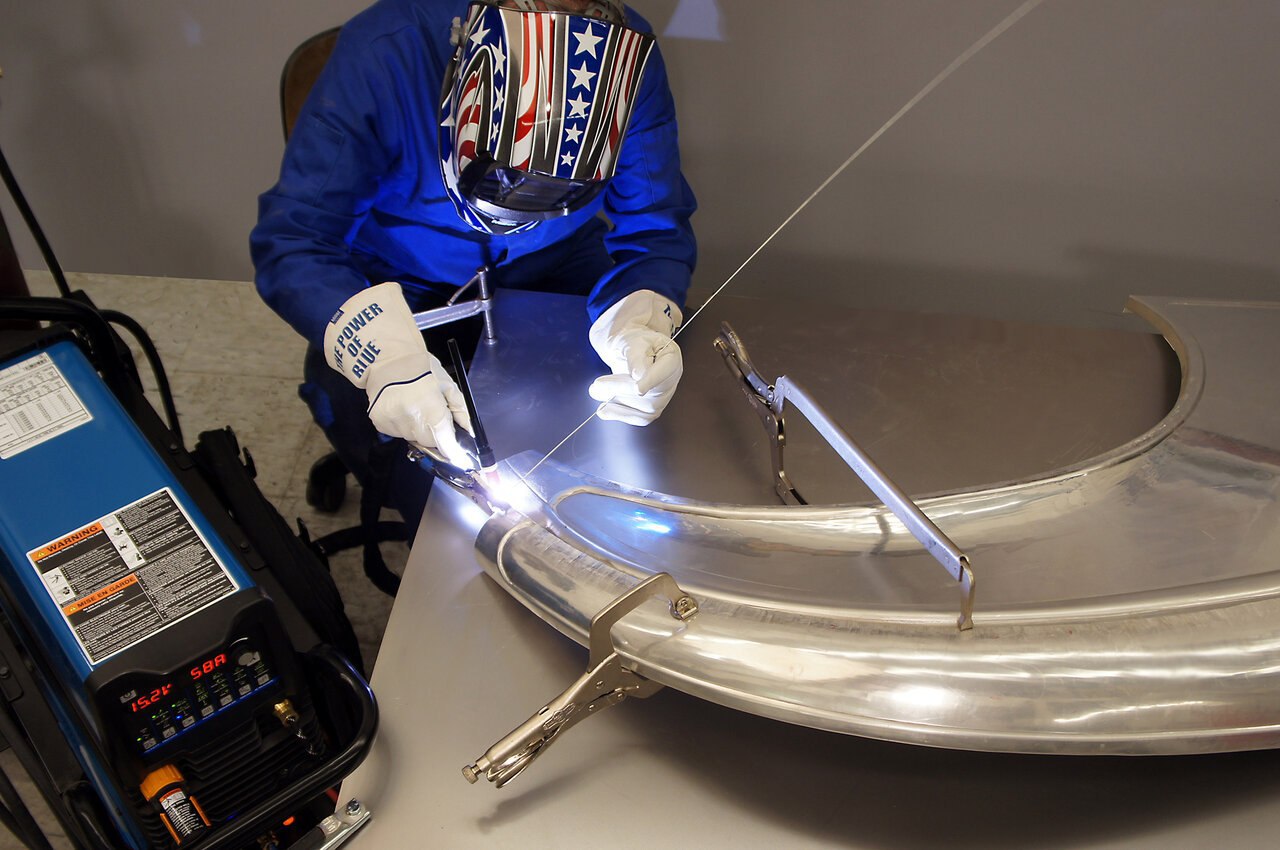
Выбор данной методики обуславливается специфическими характеристиками металла: большой теплопроводностью, невысокой температурой плавления, склонностью терять прочность при нагреве и образовывать пленку при контакте с кислородом. С учетом этих особенностей алюминия, его нельзя варить электродуговым способом. Сварка тиг алюминия аргоном становится наиболее приемлемым вариантом, дающим результат в виде прочного, долговечного и герметичного изделия с ровным швом соединения.
Технология используется для сварки заготовок из Al (или выполненных из алюминиевых сплавов), а также для соединения в одну конструкцию разнородных металлов (например, добавления стали). Допускается тиг сварка алюминия в аргоне постоянным током с обратной полярностью или переменным током.
Алюминиевая сварка аргоном: используемые технологии
Существует два широко используемых способа аргонового сваривания металлических деталей: TIG или сварка с помощью вольфрамового электрода и MIG или сварка алюминия полуавтоматом в среде аргона.
● Когда задействуют неплавящиеся электроды из вольфрама, обработка происходит переменным током. Специфика процедуры состоит в раздельной подаче газа и проволоки. Сварщик имеет возможность регулировать частоту тока в определенном диапазоне, корректировать соотношение тока и напряжения. В результате специалист лучше контролирует дугу, лучше выполняет работу на малодоступных участках изделия, может производить сварку тонкого алюминия аргоном.
Наши преимущества
Уральский завод листовых конструкций производит сварку алюминиевых дисков аргоном в соответствии с техзаданием клиента. Мы работаем на результат, демонстрируя такие преимущества:
● поддерживаем доступные расценки на сварку алюминия аргоном в наших прайс-листах;
● принимаем в работу любые детали, в том числе – повышенной сложности;
● в наших сварочных цехах трудятся опытные профессионалы, у которых за плечами тысячи успешных сварочных операций;
● гарантируем качество готовой продукции.

Если требуется небольшая или крупная партия изделий, полученных путем сварки аргоном алюминия, купить такой товар по низкой цене можно на УЗЛК. Для справок звоните в наш офис или оставляйте заявку на сайте.
У нас всегда можно недорого заказать сварку труб из нержавеющей стали аргоном, создание и ремонт любых металлических конструкций из этого металла.
Также мы оказываем услуги гибки металла, лазерной сварки,порошковой покраски и изготовление метталических шкафов.
Заказать услугу
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Поделиться ссылкой:
Вернуться к списку
| ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Было исследовано влияние различных присадочных стержней на выполнение неограниченных стыковых швов между комбинациями 99,5% Al и пластин NS3, NS4 и HS10..jpg) Сварные швы без трещин на листах из сплавов HS4 или HS10 обычно получают при использовании присадок с содержанием 5 % Si или 5 % Mg. Трещины обычно образовывались, когда 99,5% Al, B.A. Использовались наполнители с содержанием меди 25 и 5%. Сварные швы без трещин между комбинациями из 99,5% Al и сплав НС3 были получены с использованием любого из ранее упомянутых наполнителей. В целом было установлено, что сварные швы, выполненные с 5% присадкой Mg, имеют меньшую пористость, чем сварные швы, выполненные с другими присадочными стержнями. Определения предела прочности при растяжении показали, что прочность сварного шва, как правило, выше, чем у материала прилегающей пластины, через которую неизменно происходило разрушение. (авт.)
Сварные швы без трещин на листах из сплавов HS4 или HS10 обычно получают при использовании присадок с содержанием 5 % Si или 5 % Mg. Трещины обычно образовывались, когда 99,5% Al, B.A. Использовались наполнители с содержанием меди 25 и 5%. Сварные швы без трещин между комбинациями из 99,5% Al и сплав НС3 были получены с использованием любого из ранее упомянутых наполнителей. В целом было установлено, что сварные швы, выполненные с 5% присадкой Mg, имеют меньшую пористость, чем сварные швы, выполненные с другими присадочными стержнями. Определения предела прочности при растяжении показали, что прочность сварного шва, как правило, выше, чем у материала прилегающей пластины, через которую неизменно происходило разрушение. (авт.)
- Авторов:
- Шоу, Д.; Хипкинс, М.
 Г.
Г.
- Дата публикации:
- Исследовательская организация:
- Гт. Брит. Windscale Works, Селлафилд, Камб., Англия
- Идентификатор ОСТИ:
- 4252478
- Номер(а) отчета:
- РДБ(Вт)/ТН-104
- Номер АНБ:
- НСА-13-019252
- Тип ресурса:
- Технический отчет
- Отношение ресурсов:
- Прочая информация: ориг. Дата получения: 31-DEC-59
- Страна публикации:
- Страна неизвестна/код недоступен
- Язык:
- Английский
- Тема:
- МЕТАЛЛУРГИЯ И КЕРАМИКА; АЛЮМИНИЙ; АЛЮМИНИЕВЫЕ СПЛАВЫ; АРГОН; МЕДНЫЕ СПЛАВЫ; ТРЕЩИНЫ; ЭЛЕКТРИЧЕСКИЕ ДУГИ; НЕУДАЧИ; МАГНИЕВЫЕ СПЛАВЫ; ПОРИСТОСТЬ; СИЛИЦИДЫ; РАСТЯЖИТЕЛЬНЫЕ СВОЙСТВА; СВАРКА; СВАРНЫЕ СВАРКИ
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Шоу Д. и Хипкинс М. Г. АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ . Страна неизвестна/Код недоступен: N. p., 1953.
Веб.
и Хипкинс М. Г. АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ . Страна неизвестна/Код недоступен: N. p., 1953.
Веб.
Копировать в буфер обмена
Шоу Д. и Хипкинс М. Г. АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ . Страна неизвестна/код недоступен.
Копировать в буфер обмена
Шоу Д. и Хипкинс М. Г., 1953 г.
"АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ". Страна неизвестна/код недоступен.
Копировать в буфер обмена
@статья{osti_4252478,
title = {АРГОНО-ДУГОВАЯ СВАРКА ЧИСТОГО АЛЮМИНИЯ И РЯДА АЛЮМИНИЕВЫХ СПЛАВОВ},
автор = {Шоу, Д. и Хипкинс, М. Г.},
abstractNote = {Было исследовано влияние различных присадочных стержней на выполнение неограниченных стыковых сварных швов между комбинациями 99,5% Al и пластин NS3, NS4 и HS10. Сварные швы без трещин на листах из сплавов HS4 или HS10 обычно получают при использовании присадок с содержанием 5 % Si или 5 % Mg. Трещины обычно образуются, когда 99,5% Al, Б.А. Использовались наполнители с содержанием меди 25 и 5%. Сварные швы без трещин между комбинациями 99,5% Al и сплава НС3 были получены с использованием любого из ранее упомянутых наполнителей. В целом было установлено, что сварные швы, выполненные с 5% присадкой Mg, имеют меньшую пористость, чем сварные швы, выполненные с другими присадочными стержнями. Определения предела прочности при растяжении показали, что прочность сварного шва, как правило, выше, чем у материала прилегающей пластины, через которую неизменно происходило разрушение. (авт.)},
Сварные швы без трещин на листах из сплавов HS4 или HS10 обычно получают при использовании присадок с содержанием 5 % Si или 5 % Mg. Трещины обычно образуются, когда 99,5% Al, Б.А. Использовались наполнители с содержанием меди 25 и 5%. Сварные швы без трещин между комбинациями 99,5% Al и сплава НС3 были получены с использованием любого из ранее упомянутых наполнителей. В целом было установлено, что сварные швы, выполненные с 5% присадкой Mg, имеют меньшую пористость, чем сварные швы, выполненные с другими присадочными стержнями. Определения предела прочности при растяжении показали, что прочность сварного шва, как правило, выше, чем у материала прилегающей пластины, через которую неизменно происходило разрушение. (авт.)},
дои = {},
URL-адрес = {https://www.osti.gov/biblio/4252478},
журнал = {},
номер =,
объем = ,
place = {Страна неизвестна/Код недоступен},
год = {1953},
месяц = {12}
}
Копировать в буфер обмена
Дополнительную информацию о получении полнотекстового документа см. в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых может храниться этот предмет. Имейте в виду, что многие технические отчеты не каталогизированы в WorldCat.
в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых может храниться этот предмет. Имейте в виду, что многие технические отчеты не каталогизированы в WorldCat.
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Какой защитный газ следует использовать при сварке алюминия?
Q – Какой защитный газ следует использовать при дуговой сварке алюминия? Некоторые люди говорят мне, что я должен использовать аргон, а другие говорят, что лучше всего использовать гелий. Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?
Я использую процесс дуговой сварки металлическим электродом (GMAW) и дуговой сварки вольфрамовым электродом (GTAW). Могу ли я использовать один и тот же газ для каждого процесса?
A – Для дуговой сварки алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Отличные сварные швы часто получают с использованием чистого аргона в качестве защитного газа. Чистый аргон является наиболее популярным защитным газом и часто используется как для дуговой сварки алюминия, так и для дуговой сварки алюминия вольфрамовым электродом. Смеси аргона и гелия, вероятно, являются следующими распространенными, а чистый гелий обычно используется только для некоторых специализированных приложений GTAW.
При выборе защитного газа для сварки алюминия необходимо учитывать различия между аргоном и аргоно-гелиевыми смесями. Чтобы понять влияние этих газов на процесс сварки, мы можем изучить свойства каждого газа на рис. 1.9.0003
1.9.0003
Сразу видно, что потенциал ионизации и теплопроводность гелиевого защитного газа намного выше, чем у аргона. Эти характеристики приводят к выделению большего количества тепла при сварке с добавками гелия в защитный газ.
Защитный газ для газовой дуговой сварки металлическим электродом
Для GMAW добавки гелия варьируются от примерно 25% гелия до 75% гелия в аргоне. Регулируя состав защитного газа, мы можем влиять на распределение тепла в сварном шве. Это, в свою очередь, может влиять на форму поперечного сечения металла шва и скорость сварки. Увеличение скорости сварки может быть значительным, а поскольку затраты на рабочую силу составляют значительную часть наших общих затрат на сварку, это может быть связано с возможностью значительной экономии. Поперечное сечение металла сварного шва также может иметь определенное значение в некоторых случаях применения. Типичные сечения для аргона и гелия показаны на рис. 2.
2.
Испытания показали, что относительно узкое поперечное сечение сварного шва, защищенного чистым аргоном, имеет более высокий потенциал захвата газа и, следовательно, может содержать большую пористость. Более высокая температура и более широкая картина проникновения смесей гелия/аргона, как правило, помогают свести к минимуму захват газа и снизить уровень пористости в готовом сварном шве.
При заданной длине дуги добавление гелия к чистому аргону увеличивает напряжение дуги на 2 или 3 вольта. В процессе GMAW максимальный эффект более широкой формы проникновения достигается примерно при 75% гелия и 25% аргона. Более широкая форма провара и более низкие уровни пористости этих газовых смесей особенно полезны при сварке двусторонних разделочных швов в толстолистовом прокате. Способность профиля сварного шва обеспечивать более широкую цель во время обратного скола может помочь уменьшить вероятность неполного провара соединения, которое может быть связано с этим типом сварного соединения.
Защитный газ из чистого аргона, как правило, обеспечивает завершенный сварной шов с более яркой и блестящей поверхностью. Сварка, выполненная с использованием смеси гелия и аргона, обычно требует очистки проволочной щеткой после сварки для получения аналогичного внешнего вида поверхности. Из-за высокой теплопроводности алюминия неполное плавление может быть вероятным нарушением сплошности. Смеси защитных газов с гелием могут помочь предотвратить неполное проплавление и неполное проплавление из-за дополнительного теплового потенциала этих газов.
Защитный газ для дуговой сварки вольфрамовым электродом
При рассмотрении вопроса о защитном газе для дуговой сварки вольфрамовым электродом на переменном токе наиболее популярным газом является чистый аргон. Чистый аргон обеспечивает хорошую стабильность дуги, улучшенное очищающее действие и лучшие характеристики зажигания дуги, когда алюминий AC – GTAW.
Смеси гелия и аргона иногда используются из-за их более высоких тепловых характеристик. Иногда используются газовые смеси, обычно содержащие 25 % гелия и 75 % аргона, которые могут помочь увеличить скорость перемещения при дуговой сварке вольфрамовым электродом в среде переменного тока. Смеси с содержанием гелия более 25% для дуговой сварки на переменном токе – газовой вольфрамовой дугой используются, но не часто, поскольку при определенных обстоятельствах они могут вызывать нестабильность в дуге на переменном токе.
Иногда используются газовые смеси, обычно содержащие 25 % гелия и 75 % аргона, которые могут помочь увеличить скорость перемещения при дуговой сварке вольфрамовым электродом в среде переменного тока. Смеси с содержанием гелия более 25% для дуговой сварки на переменном токе – газовой вольфрамовой дугой используются, но не часто, поскольку при определенных обстоятельствах они могут вызывать нестабильность в дуге на переменном токе.
Чистый гелий или защитный газ с высоким процентным содержанием гелия (He-90%, Ar-10%) используются в основном для газовой вольфрамовой дуговой сварки с отрицательным электродом постоянного тока (DCEN). Часто предназначенные для шовной сварки, сочетание GTAW-DCEN и высокой тепловложения от используемого газа может обеспечить высокую скорость сварки и превосходное проплавление. Эта конфигурация иногда используется для получения стыковых швов с полным проплавлением, приваренных только с одной стороны, к временной обжигу без подготовки V-образных канавок, а только к пластине с квадратной кромкой.
Заключение :
Отвечая на ваши вопросы, существует несколько вариантов газов и газовых смесей, которые можно использовать для сварки алюминия. Выбор обычно основывается на конкретном приложении. Вообще говоря, газы с высоким содержанием гелия используются для сварки GMAW на более толстых материалах и сварки GTAW с DCEN. Чистый аргон можно использовать как для сварки GMAW, так и для сварки GTAW, и он является наиболее популярным из защитных газов, используемых для алюминия. Газы с содержанием гелия обычно дороже. Гелий имеет меньшую плотность, чем аргон, и при сварке с гелием используются более высокие скорости потока. В некоторых случаях можно увеличить скорость сварки, используя гелий и/или смеси гелия/аргона. Таким образом, дополнительные затраты на гелиевые смеси могут быть компенсированы повышением производительности. Вы должны попробовать разные типы газа и выбрать тот, который лучше всего подходит для вашего конкретного применения.