Сварка аргоном алюминий: Сварка алюминия аргонодуговым способом (AC TIG): технология и особенности для новичков
alexxlab | 27.02.2023 | 0 | Разное
настройка аппарата для сварки алюминия
Ответим на Ваш вопрос
Мы открыты круглосуточно
24 часа в сутки
Работаем без выходных
7 дней в неделю
Аргонная сварка используется при ремонтных работах на автомобилях и прочей технике (сервис на Дмитровском шоссе). Основной момент — сварка алюминия аргоном производится на переменном токе, то есть иногда применяют сварку на постоянном токе (прямой или обратной полярности), но у этих видов сварки есть свои минусы.
Сварка постоянным током прямой полярности
Шов получается очень грязным, неаккуратным. Это происходит из-за того, что оксидная пленка на алюминии не разбивается и алюминий, по сути, запекается под оксидной пленкой. То есть, температура плавления оксидной пленки гораздо выше, чем у алюминия. Алюминий успевает расплавиться, а оксидная пленка — нет.
Сварка постоянным током обратной полярности
Тут результат гораздо лучше (САО) но у этого вида сварки тоже есть свои минусы. То есть, во первых, на обратной полярности дуга очень нестабильная и широкая, из-за этого шов у нас получился достаточно широкий. И плюс основное тепловложение идет не в деталь, а в электрод. В результате даже на небольших токах образуется очень большой шарик.
То есть, во первых, на обратной полярности дуга очень нестабильная и широкая, из-за этого шов у нас получился достаточно широкий. И плюс основное тепловложение идет не в деталь, а в электрод. В результате даже на небольших токах образуется очень большой шарик.Ну и сварка на переменном токе, в этом отношении тут вообще все отлично (этот вид используется на сервисе в СВАО). То есть — равномерная чешуйка, шов гораздо чище уже получился, чем при сварке на постоянном токе. Очистки вполне хватает.
Какие нужны электроды
При сварке алюминия используйте переменный ток и вольфрамовые электроды (так делают сварщики на сервисе в городе Долгопрудный). Существуют специализированные электроды для сварки на переменном токе, это wz-8, белые, а также универсальные, для сварки как на постоянном так и на переменном токе.Универсальные очень хорошо себя показывают, в том числе, и на сварке на переменном токе, поэтому можно их спокойно использовать.
Настройка аппарата
Основные настройки происходят по циклограмме, к настройкам на переменном токе у нас добавляются следующие параметры: самая основная — это баланс переменного тока. То есть, соотношение по времени полуволн положительных и отрицательных.
То есть, соотношение по времени полуволн положительных и отрицательных.
Отрицательная полуволна отвечает за проплавление, а положительная отвечает за очистку от оксида алюминия. Оптимальное соотношение по балансу это примерно 30-40 процентов положительной полуволны, то есть — времени очистки, и, соответственно, 60-70 отрицательной.
На многих аппаратах баланс указан не в явном виде, то есть — непонятно, что за что отвечает. В таком случае есть два выхода — или найти табличку соответствия, чему эти значения соответствуют, или просто вручную подобрать баланс так, чтобы зона чистки белая.
Частота тока
Следующий параметр — это частота переменного тока, чем выше частота — тем более сжатая и стабильная дуга. Если у вас частота регулируется, попробуйте диапазон где-то от 80 до 120 герц, в принципе, больше не нужно. Если на вашем аппарате частота не регулируются, то у вас частота 60 герц и вы не сможете, соответственно, её изменить.
Формат волны
Следующий настраиваемый параметр — это форма волны переменного тока. Есть 3 основные формы волны — это прямоугольник или квадрат, синус, и треугольник.
Есть 3 основные формы волны — это прямоугольник или квадрат, синус, и треугольник.
Прямоугольник — это основная форма волны, она дает наилучшую теплопередачу плюс самую стабильную дугу. Синус — более плавная дуга, используется иногда при ремонтной сварке. Треугольник используется при сварке тонкого алюминия, если на вашем аппарате форма волны не выбирается, то по умолчанию там установлен прямоугольник.
Баланс тока
Основная настройка, это настройка баланса переменного тока, при помощи баланса можно очень сильно изменить свойства дуги. Форма волны переменного тока и частота переменного тока являются вспомогательными, но, конечно, очень хорошо, когда они настраиваются. Для сварочных работ в нашем сервисе доступен безналичный расчет.
Сварка алюминия аргоном цена за 1 см в Москве
- Главная
- Услуги
- Сварка
- Сварка алюминия
Сварка – один из распространенных способов соединения между собой двух и более деталей. Компания «СтальЛист» оказывает услуги по сварке алюминия в Москве. Легкий и простой алюминий обладает высокой теплопроводностью, а также устойчив к коррозии. Но кроме всего прочего, этот металл получил широкое распространение практически во всех областях промышленности: в строительстве, в бытовой электронике и даже в судо- и авиастроении. Именно благодаря своим полезным свойствам, услуга по сварке алюминия пользуется популярностью у наших клиентов.
Компания «СтальЛист» оказывает услуги по сварке алюминия в Москве. Легкий и простой алюминий обладает высокой теплопроводностью, а также устойчив к коррозии. Но кроме всего прочего, этот металл получил широкое распространение практически во всех областях промышленности: в строительстве, в бытовой электронике и даже в судо- и авиастроении. Именно благодаря своим полезным свойствам, услуга по сварке алюминия пользуется популярностью у наших клиентов.
Для того чтобы изделие выполняло свою функцию на все 100 %, специалисты на нашем предприятии имеют профессиональные навыки в сварочном деле. Кстати, они не только могут сварить герметичный шов, но и сделают его ровным и максимально незаметным.
Прайс на сварочные работы алюминия
Цены на сварку алюминия в Москве
Стоимость работ сварки алюминия рассчитывается за 1 см. В дополнение, мы осуществляем сварку таких металлов и сплавов, как латунь, нержавеющая сталь, медь, бронза. Все подробности, связанные с расчетом цены, можно уточнить у наших консультантов.
Аргонная сварка
40 руб
Полуавтоматическая сварка
35 руб
Газовая сварка
20 руб
Важно понимать, что итоговая стоимость будет зависеть и от некоторых других факторов: использование медной наплавки, полуавтоматической сварки или инверторной. В целом, использование полуавтомат. технологии и аппаратов обходится чуть дешевле, чем ручная работа сварщика.
Примеры работ
Оборудование и тех. характеристики
На данный момент на предприятии работают 4 поста полуавтоматической сварки, 2 поста аргонно-дуговой сварки. Более того, функционируют участки контактной и ударно-конденсаторной сварки, которые применимы для соединения различных металлов. (Пристрелка резьбовых шпилек и других различных метизов).
Чтобы ознакомиться с образцами, также, если необходимо, получить подробную консультацию наших специалистов, каждый клиент всегда может приехать к нам на производство.
Особенности сварки алюминиевых сплавов
Аргонодуговая сварка – надежный и красивый способ соединения элементов. Однако качественное применение сварки возможно только при знании особенностей алюминия:
Однако качественное применение сварки возможно только при знании особенностей алюминия:
- Металл очень быстро реагирует на кислород, в результате образуется тугоплавкая пленка. Сам алюминий расплавляется при 650 градусах, образующаяся пленка – при 2000 градусов, поэтому оксидное покрытие может погрузиться в расплав, существенно ухудшая его качества.
- Сварка аргоном не вызывает изменения цвета сплава, металла. Определить на глаз степень нагрева сложно, что может привести к утечке расплава, прожогам.
- Высокий коэффициент усадки может стать причиной деформаций в шве, появлению в нем трещин. Когда происходит сварка в среде аргона, компенсация усадки выполняется путем достаточного расхода присадок, модификацией сварного соединения.
Электродуга легко разрушает оксидную корку, ее быстрое перемещение позволяет избежать вытекания алюминия из зоны соединения.
Технология сварки
От грамотности действий по выполнению аргонной сварки зависит качество соединения, объем используемых материалов, которые имеют достаточно высокую стоимость.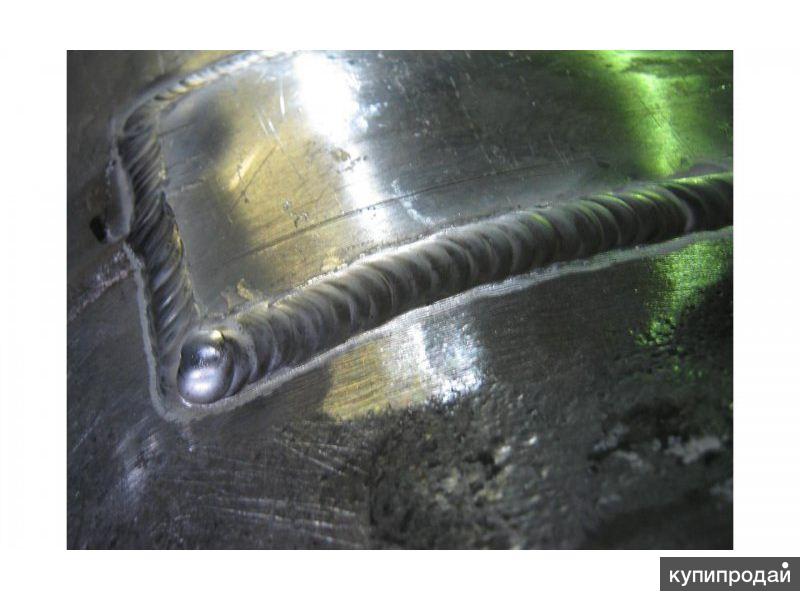 На прочность и эстетичность швов влияют наличие технологичного оборудования, его техническое состояние, а также уровень подготовки заготовок. Детали нужно отчистить от грязи, жира, места соединений обработать напильником для удаления окисной пленки. Формируется шов с помощью присадок, подаваемых в место горения механическим способом или вручную.
На прочность и эстетичность швов влияют наличие технологичного оборудования, его техническое состояние, а также уровень подготовки заготовок. Детали нужно отчистить от грязи, жира, места соединений обработать напильником для удаления окисной пленки. Формируется шов с помощью присадок, подаваемых в место горения механическим способом или вручную.
Присадочная проволока должна по составу максимально близко соответствовать соединяемым деталям. Нагревание соединяемых элементов обеспечивает электродуга, горящая между заготовками и электродом. Имеют значение длина дуги, направление движения присадок – проволока должна двигаться продольно. Если она будет подаваться с перерывами, то дуга тоже будет прерываться, в итоге увеличится расход газа, электроэнергии. Осуществляется сварка алюминия только встык.
Преимущества услуги/компании
- Наша компания имеет удобное расположение в черте Московской области. Вам не будет трудно добраться до нас, чтобы ознакомиться со всем ассортиментом компании.

- Предприятие «СтальЛист» уже не первый год имеет филиалы в некоторых городах России и стремится открывать все новые представительства. Это помогает нам поддерживать высокое качество обслуживания клиентов, выполнять своевременно все заказы и осуществлять их доставку.
- Мы не экономим на компетентности наших сотрудников. Ежегодно мы проводим тренинги для повышения квалификации и качества обслуживания персонала.
- У нас цена на сварку алюминия считается одной из самых доступных, потому что мы являемся предприятием полного цикла, что обеспечивает нам приток выручки, благодаря большому спектру предлагаемых услуг.

Сварка металла (пайка)
Сварка – это один из проверенных способов получения крепкого соединения деталей путем нагрева или расплавления.
Услуги по сварке металла
Резка стали
Резка листового металла производится за счет ударного воздействия режущего инструмента, способный быстро производить точную резку нержавейки в строго заданных местах.
Цена резки стали
Лазерная сварка нержавейки
Оптимальный способ соединения заготовок с повышенной точностью – лазерная сварка металла. Он удобен, когда соприкосновение деталей осуществляется по сложному контуру.
Сварка лазером
Форма заявки
Имя*
Email*
Телефон*
Загрузить
Допустимые форматы: zip, pdf, jpg, png, gif
Нажимая на кнопку “Отправить заявку”, я даю согласие на обработку персональных данных.
Ваша заявка отправлена!
Как сваривать алюминий методом TIG
Добавление большего количества присадочного металла — это один из приемов, который можно использовать для достижения эффекта стопки десяти центов при сварке алюминия методом GTAW.
Изготовление изделий из алюминия может помочь продлить срок службы деталей, уменьшить вес и обеспечить большую целостность при низких температурах, что делает этот материал подходящим для таких применений, как производство грузовиков и прицепов, криогенных трубопроводов и компонентов лодок.
Однако сварка алюминия сопряжена с некоторыми трудностями, начиная с регулирования подводимого тепла и заканчивая окисным слоем. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) традиционно считается методом сварки алюминия из-за высокой целостности сварного шва и эстетичного внешнего вида, который обеспечивает этот процесс.
Достижение высокого качества сварных швов и желаемого внешнего вида при сварке алюминия методом GTAW требует практики и навыков. Также полезно следовать некоторым ключевым рекомендациям.
Преодоление проблем с алюминием с помощью GTAW
Несмотря на то, что GTAW является медленным процессом и обычно не используется в высокопроизводительном производстве, он часто является хорошим выбором для сварки алюминия, где производительность не так важна, как качество и внешний вид.
При сварке алюминия методом газовой дуговой сварки металлическим электродом (GMAW) присадочный металл подается в сварочную ванну, как только сварщик нажимает на спусковой крючок горелки. Эти «холодные пуски» могут привести к непровару и недостаточному проплавлению.
С помощью GTAW вы контролируете время добавления присадочного металла и можете создать ванну и обеспечить надлежащее проникновение перед добавлением присадочного металла. Имейте в виду, что больший контроль над этой переменной добавляет еще один уровень сложности и навыков оператора по сравнению с другими процессами, такими как GMAW.
Правильный подвод тепла является решающим фактором для успешной сварки алюминия методом GTAW. Поскольку алюминий обладает высокой проводимостью, тепло сварочной ванны можно быстро отвести. Эта характеристика требует подачи большого количества тепла для образования сварочной ванны. Тем не менее, это тепло необходимо контролировать, чтобы предотвратить неуправляемую лужу или прожог.
Нагрев при сварке зависит от силы тока и напряжения, а это означает, что чем выше напряжение дуги, тем больше энергии поступает в деталь. Хотя сварка с использованием более длинной дуги увеличивает напряжение дуги, что, в свою очередь, приводит к большему выделению тепла, она также нагревает гораздо большую площадь материала. Это может привести к образованию лужи, которая быстро растет. Чтобы предотвратить это, используйте более короткую длину дуги, чтобы локализовать тепло на небольшой площади.
В дополнение к правильному регулированию температуры, примите во внимание эти советы, чтобы оптимизировать результаты при сварке алюминия методом GTAW.
Используйте правильную полярность
Многие операторы, особенно новички в сварке алюминия, могут не осознавать, что материал образует оксидный слой. Окисление алюминия имеет тенденцию быть тускло-серебристым, и его труднее увидеть, чем красное окисление или ржавчину на стали. Кроме того, температура плавления оксида алюминия примерно в три раза превышает температуру плавления основного материала.
обладает электропроводностью, поэтому тепло сварочной ванны можно быстро отвести. Эта характеристика требует подачи большого количества тепла для создания сварочной ванны, но контроль этого тепла является ключом к предотвращению неконтролируемого образования ванны или прожога.
Перед сваркой важно очистить оксидный слой с помощью специальной проволочной щетки из нержавеющей стали или твердосплавного резака. Однако даже при надлежащей очистке оксидный слой немедленно начинает формироваться заново, что может затруднить обзор сварочной ванны.
Это делает критическим использование полярности переменного тока (AC) в процессе GTAW на алюминии. При переменном токе направление тока постоянно меняется по всему сварному шву. Полярность переменного тока обеспечивает очищающее действие, которое помогает удалить оксидный слой на алюминии, позволяя увидеть расплавленную сварочную ванну.
Регулировка баланса
Другим шагом, который способствует получению хорошего сварного шва алюминия, является настройка правильного баланса. Когда вы выполняете сварку с полярностью переменного тока, сварка имеет отрицательный электрод (EN) и часть положительного электрода (EP). EN часто считают стороной сварки формы волны переменного тока, в то время как EP – это место, где происходит очистка или удаление оксидов. В современном сварочном оборудовании функция управления балансом позволяет регулировать соотношение между ними в зависимости от того, что вы видите в сварочной ванне.
В то время как старое оборудование имело действительно сбалансированное соотношение EN и EP 50-50, многие современные источники питания GTAW имеют заводскую настройку баланса 75% EN и 25% EP. Если во время сварки в ванне появляются маленькие черные точки, часто называемые «перчинкой», значит, ваш регулятор баланса не отрегулирован должным образом. Поворот регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить перчинку.
Если во время сварки в ванне появляются маленькие черные точки, часто называемые «перчинкой», значит, ваш регулятор баланса не отрегулирован должным образом. Поворот регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить перчинку.
Уменьшение значения EN для обеспечения большего очищающего действия может быть необходимо, когда вы свариваете материал, который был в эксплуатации или подвергался воздействию элементов и, как следствие, имеет толстый оксидный слой, который не был полностью удален во время подготовки материала. Но имейте в виду, что использование более низкой настройки баланса (больше EP) отдает большую часть тепла на вольфрам и может привести к тому, что вольфрамовый наконечник отклонится назад, что повлияет на вашу способность контролировать направление дуги и размещение сварного шва.
Регулировка баланса не устраняет необходимость надлежащей подготовки и очистки материала при сварке алюминия.
Установка выходной частоты переменного тока
Другим фактором, облегчающим размещение сварных швов, является выходная частота переменного тока. Это также можно установить и отрегулировать на современных источниках сварочного тока. Выходную частоту переменного тока не следует путать с высокочастотным зажиганием дуги, которое используется только для зажигания дуги.
Выходная частота показывает, сколько раз в секунду источник питания переключает полярность. Старые источники питания GTAW имеют частоту 60 Гц, которая определяется входной мощностью, но современное оборудование имеет заводскую предустановку выходной частоты 120 Гц. Чем выше выходная частота переменного тока, тем стабильнее становится дуга. В результате получается более плотный и узкий столб дуги, который обеспечивает более точное управление направлением, что позволяет легче выполнять сварку в ограниченном пространстве и точно выполнять сварку без блуждания дуги.
Уменьшение выходной частоты переменного тока до 80 или 90 Гц обеспечивает более широкий конус дуги, что может быть полезно при сварке наружного углового соединения.
Используйте выходную частоту от 150 до 250 Гц для тонких материалов, которые требуют точного размещения сварного шва, чтобы предотвратить нагрев большой площади или прожог. Для сварки толстых материалов низкая частота переменного тока от 80 до 120 Гц обычно хорошо подходит для материалов толщиной 3/8 дюйма и более и поможет вам получить более широкий профиль сварного шва.
Правильный подвод тепла является решающим фактором в успешной сварке алюминия методом GTAW.
Используйте соответствующую силу тока
В GTAW сила тока регулируется ножной педалью или сенсорным управлением, но лучше всего установить соответствующую максимальную силу тока на оборудовании. Эмпирическое правило для алюминиевой GTAW заключается в том, чтобы использовать 1 ампер на каждую тысячную (0,001) толщины материала. Другими словами, для сварки основного материала толщиной 1/8 дюйма (0,125 дюйма) потребуется около 125 ампер.
Когда толщина материала основания превышает ¼ дюйма, эмпирическое правило начинает отклоняться, и требуется не такая большая сила тока. Например, вы можете сварить 3⁄8 дюйма. материала с источником питания на 280 ампер.
Геометрия соединения также может влиять на необходимую силу тока. При сварке Т-образного соединения тепло может течь в трех направлениях, по сравнению со сваркой стыкового соединения, где тепло может течь только в двух направлениях. Это означает, что Т-образное соединение требует большего подвода тепла.
Независимая установка силы переменного тока
Некоторые современные источники сварочного тока позволяют вам независимо настраивать силу переменного тока, что помогает добиться большего провара и производительности.
С помощью этой функции можно увеличить силу тока во время фазы EN цикла, чтобы добиться большего провара в сварном шве, поскольку большая сила тока обычно коррелирует с большим проплавлением.
Эта функция обычно используется в приложениях с более высокой силой тока, которым может потребоваться только 200 ампер для цикла EP для достижения необходимой очистки от оксидов, но вам может потребоваться 300 ампер для цикла EN для достижения большего проникновения. Независимая установка силы тока переменного тока также может предотвратить необходимость увеличения размера вольфрама, поскольку большая часть тепла передается вольфраму в EP-фазе цикла. Источник питания с правильной технологией позволяет независимо настраивать каждую силу тока для достижения желаемых результатов.
Независимая установка силы тока переменного тока также может предотвратить необходимость увеличения размера вольфрама, поскольку большая часть тепла передается вольфраму в EP-фазе цикла. Источник питания с правильной технологией позволяет независимо настраивать каждую силу тока для достижения желаемых результатов.
Регулятор баланса и независимая сила тока переменного тока могут звучать одинаково, но они управляют двумя разными аспектами. Регулировка баланса влияет на уровень очистки от оксида, а регулировка силы переменного тока может обеспечить большее проникновение при сохранении геометрии вольфрама.
Добавление присадочного металла для эффекта стопки десятицентовиков
Добавление дополнительного присадочного металла — это один из приемов, который можно использовать для получения эффекта стопки десятицентовиков при сварке алюминия методом GTAW.
Поскольку присадочный металл представляет собой твердое вещество, превращающееся в расплавленную жидкость, для изменения материального состояния требуется энергия — это похоже на то, как положить кубики льда в стакан с горячей водой. Кубики льда тают, но охлаждают жидкость.
Кубики льда тают, но охлаждают жидкость.
Та же идея применима к добавлению присадочного металла во время GTAW. Добавление большего количества присадочного стержня вызывает охлаждающий эффект на обратной стороне сварочной ванны, что помогает придать законченному сварному шву вид десятицентовика. Добавление большего количества присадочного металла с каждым мазком дает более выраженный внешний вид, в то время как добавление меньшего количества присадочного металла с каждым мазком дает сварной шов с довольно гладким внешним видом.
Хотя в этом нет необходимости, некоторые операторы также используют ножную педаль для изменения силы тока, чтобы добиться эффекта стопки десятицентовиков. Разные сварщики используют разные методы, но могут достигать одинаковых результатов.
Сделайте безопасность приоритетом
Хотя GTAW традиционно представляет собой чистый процесс сварки без брызг, по-прежнему важно носить надлежащие средства индивидуальной защиты, включая защитные очки, сварочную куртку, перчатки и сварочный шлем. Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги GTAW может вызвать солнечные ожоги на открытых участках кожи.
Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги GTAW может вызвать солнечные ожоги на открытых участках кожи.
Поскольку при сварке алюминия очень важно четко видеть дугу, рассмотрите возможность использования новой технологии шлема, которая улучшает видимость и четкость сварочной ванны. Технология, доступная на некоторых шлемах с автоматическим затемнением, позволяет большему количеству цветов проходить через линзу, поэтому вы можете видеть больше контраста между объектами в зоне обзора. Это может помочь вам достичь лучших результатов при одновременном снижении напряжения и усталости глаз.
Какой защитный газ использовать для сварки алюминия методом TIG? (тип, расход газа – cfh) – PERFECT POWER – Сварщики, Сварочная проволока, Сварочное оборудование, аксессуары и снаряжение
Что касается Сварочный газ TIG , чистый аргон по-прежнему является фаворитом, когда речь идет о сварке алюминия TIG, особенно для тонких изделий (менее 1/2 дюйма).
Для более толстого основного металла (от 1/2 дюйма) настоятельно рекомендуется использовать смесь аргона и гелия.
Добавление гелия делает вашу дугу более горячей и, таким образом, улучшает проплавление сварного шва.
В зависимости от толщины алюминиевой детали вы можете выбрать 25-процентный гелий или 50-процентный гелий.
Какой защитный газ использовать для сварки TIG Тип защитного газа для алюминия Надлежащая подача газаОбъем подачи газа тесно связан с размером используемой чашки.
Обычно это основано на опыте многочисленных экспериментов.
Для справки: для сварки TIG размером 7/16 дюйма требуется около 15 кубических футов газа в час.
Или для чашки № 8 потребуется от 15 до 20 кубических футов в час.
Когда размер вашей чашки уменьшится до числа 5, в этом примере вам потребуется всего 12 кубических футов в час.
Какой защитный газ использовать для аргонодуговой сварки алюминия с газовым потокомКакой вольфрамовый электрод использовать для аргонодуговой сварки алюминия?
Правильный вольфрамовый электрод, тип Вольфрамовые электроды 2-процентный торий и 2-процентный лантанат могут быть хорошо использованы для сварки алюминия методом TIG.
Однако из этих двух двух процентов лантанид более благоприятен, так как он не содержит радиации.
Этот вольфрам хорошо работает на переменном токе и может работать при высокой силе тока.
Для сварки TIG алюминия, Чистый вольфрам НЕ рекомендуется .
Какой защитный газ использовать для сварки TIG алюминия и вольфрама, тип Правильный диаметр вольфрамаОбычно рекомендуется использовать вольфрамовый электрод диаметром 1/8 дюйма при работе с алюминием.
Этот размер вольфрама обеспечивает достаточно тепла и может поддерживать стабильную дугу в течение всего сеанса сварки.
Другие варианты сварки алюминия методом TIG с 2-процентным лантансодержащим электродом включают типы 3/16 дюйма и 3/32 дюйма.
Вольфрамовая геометрияЧто касается вольфрамовой геометрии, то подходят электроды с закругленными концами.
Обычно этот шар должен быть в 1–1,5 раза больше диаметра вольфрамового электрода.