Сварка аргоном нержавейки технология: Сварка нержавейки аргоном – правила проведения работ
alexxlab | 07.05.2023 | 0 | Разное
тонкости технологии и основные правила проведения работ
- Главная >
- Блог >
- Аргонная сварка нержавейки: тонкости технологии и основные правила проведения работ
27.08.2022
Сварка
Время чтения: 10 минут
Редакция сайта VT-Metall
Сохранить статью:
Из этого материала вы узнаете:
- В чем особенности и плюсы аргонной сварки нержавейки
- Как подготовить материалы к аргонной сварке
- Как проводится аргонная сварка неплавящимся электродом из вольфрама
- Что собой представляет аргонная сварка нержавейки полуавтоматом
- Что важно учитывать при аргонной сварке нержавейки
Нержавеющая сталь – материал достаточно сложный для сварочных работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог.
 Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями. - Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
- Высокое удельное электрическое сопротивление – вследствие чего происходит нагрев стержня электрода. Для получения качественного соединения требуется соблюдать правило – для создания коротких швов использовать длинные электроды, имеющие более высокое сопротивление. При аргонной сварке же больших участков необходимо брать электроды размером 35 см.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки
При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.

- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки
Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.

- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.
Технология аргонной сварки неплавящимся электродом из вольфрама
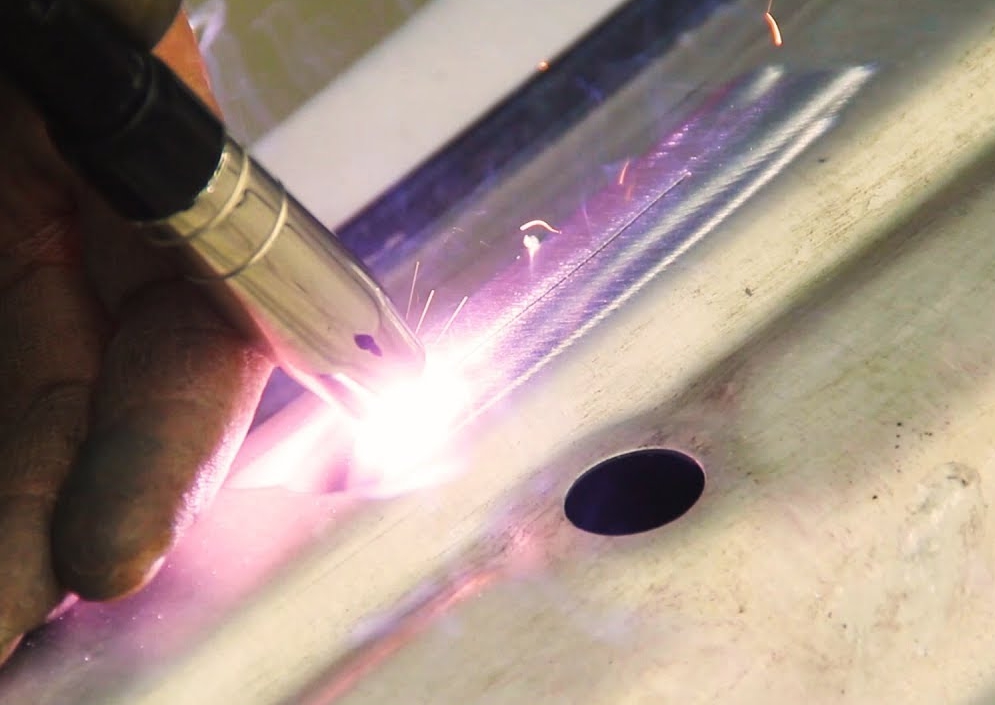
С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Аргонная сварка нержавейки полуавтоматом
Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.

Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Какое оборудование применяют для аргонной сварки нержавейки
Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение.
 Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки
Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
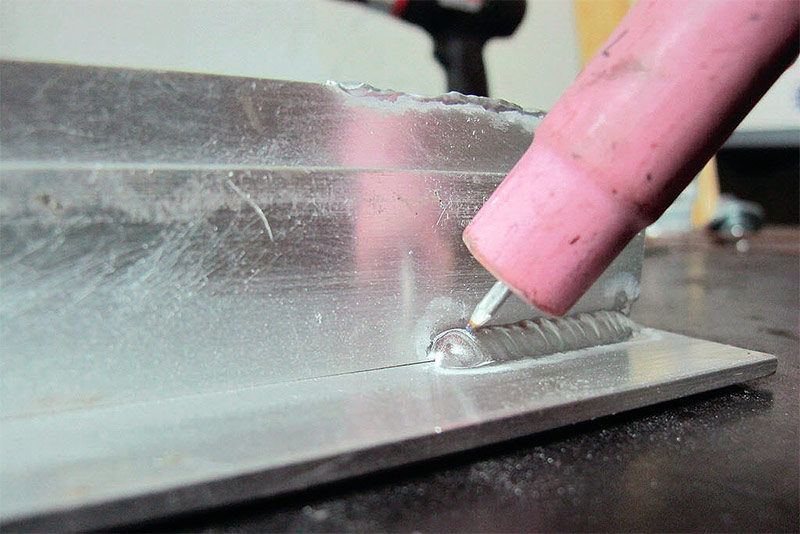
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Читайте также
28.02.2023
Плавление латуни в различных условиях
Подробнее
27.02.2023
Пассивация: способ защиты от коррозии
Подробнее
24.02.2023
Пайка металлов: описание технологии
Подробнее
22.02.2023
Охлаждение при закалке металла: принципы и методы
Подробнее
21.02.2023
Гальваника металла: способы и принципы
Подробнее
20.02.2023
Хонингование: как и для чего выполняется
Подробнее
17.02.2023
Полировка металла: технологии, инструменты, методы
Подробнее
15.02.2023
Для чего нужен гидравлический пресс: виды, сферы применения
Подробнее
Сварка аргоном нержавейки — цена на аргонодуговую сварку тонкой листовой нержавеющей стали за 1 см в Москве
Технология аргонодуговой сварки нержавейки
Учитывая физико-химические характеристики материала, в большинстве случаев применяется сварка нержавеющей стали аргоном. Технология представляет собой скрепление заготовок в защитной газовой среде. Аргон — инертный газ, он не вступает в реакцию с нержавеющим сплавом и газами, находящимися в воздухе. Для сварки нержавейки могут использоваться разные смеси газа:
Технология представляет собой скрепление заготовок в защитной газовой среде. Аргон — инертный газ, он не вступает в реакцию с нержавеющим сплавом и газами, находящимися в воздухе. Для сварки нержавейки могут использоваться разные смеси газа:
- Чистый аргон. Швы в области скрепления получаются ровными и красивыми, но при сварке могут появляться брызги раскаленного металла.
- Углекислый газ. Это самый доступный метод за счет невысокой цены. Но при сваривании также может образовываться много брызг, в результате чего швы получаются неаккуратными.
- Смесь аргона и углекислого газа. Используется в соотношении 98% и 2% соответственно. Такая смесь газов считается оптимальной для получения шва высокого качества. Процентное содержание компонентов в смеси может меняться.
Аргонная сварка нержавейки выполняется неплавящимся вольфрамовым электродом. Работы могут проводиться как при переменном, так и при постоянном токе. Стержень из вольфрама закрепляется в горелке. Защитный инертный газ подается через специальное сопло. Для соединения заготовок используется присадочный сплав, который подается вручную в зону сварки. В отличие от других техник при сваривании аргоном не допускаются поперечные движения. Все перемещения происходят параллельно будущему шву. Это гарантирует нахождение сварочной ванны в зоне действия аргона, что обеспечивает высокое качество создаваемого шва. В процессе работы вольфрамовый электрод не соприкасается с металлом даже при розжиге дуги. Это обеспечивает чистоту поверхности свариваемых заготовок и защищает электрод от оплавки.
Защитный инертный газ подается через специальное сопло. Для соединения заготовок используется присадочный сплав, который подается вручную в зону сварки. В отличие от других техник при сваривании аргоном не допускаются поперечные движения. Все перемещения происходят параллельно будущему шву. Это гарантирует нахождение сварочной ванны в зоне действия аргона, что обеспечивает высокое качество создаваемого шва. В процессе работы вольфрамовый электрод не соприкасается с металлом даже при розжиге дуги. Это обеспечивает чистоту поверхности свариваемых заготовок и защищает электрод от оплавки.
Преимущества сварки аргоном:
- Небольшое количество брызг благодаря отсутствию переноса металла через сварочную дугу.
- Защита от воздействия на сплав воздуха дает возможность получить соединение с равномерным проплавом по всей глубине.
- Прочные и надежные швы с высокой способностью к нагрузкам.
- Отсутствие шлака — удается получить не только прочный, но и эстетичный шов.

- Возможность полного контроля над формированием шва.
- Можно использовать для сваривания металла разной толщины.
Как сделать заказ
Звонок или заявка
Связаться с менеджерами одним из указанных на сайт способом
Техническое задание
Предоставить чертеж или эскиз для расчета стоимости изготовления деталей
Согласование
Обсудить подробности заказа, подписать спецификацию и договор
Изготовление
Изготовление и доставка
Заказать услугу
Цена
Стоимость работ зависит от нескольких факторов: сложность обработки, пространственное расположение шва, требования к качеству поверхности, объем и срочность выполнения работ.
Вы можете предварительно выслать нам техническое задание на почту one@svone. ru, чтобы мы могли рассчитать стоимость аргонной сварки за 1 см. Менеджеры подготовят смету и направят вам ее вместе с договором для ознакомления.
ru, чтобы мы могли рассчитать стоимость аргонной сварки за 1 см. Менеджеры подготовят смету и направят вам ее вместе с договором для ознакомления.
Мы всегда учитываем характеристики обрабатываемого металла: его химический состав, температуру плавления, степень усадки. Своя производственная база и современное оборудование гарантируют высокое качество технологических операций и оптимизацию их стоимости. Если у вас возникли вопросы, можно получить консультацию по телефонам в Москве: +7 (495) 142-23-68, +7 (926) 905-54-50.
Оставьте заявку сейчас, чтобы получить персональную скидку!
Ваш уникальный номер клиента: SV-7555
Оставить заявку
Сварка нержавеющей стали – сварка MIG, TIG и MMA
Есть умение сваривать сталь и есть умение сваривать нержавеющую сталь. Последний, известный своей коррозионной стойкостью и применимостью там, где важна гигиена, легко деформируется при нагревании. Однако его более низкая теплопроводность означает, что тепловая энергия не так быстро рассеивается из зоны сварки, что помогает во время сварки. В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству…
В целом работать с ним несложно, но с помощью следующих советов и советов вы скоро окажетесь на пути к безупречному мастерству…
Можно ли сваривать нержавеющую сталь?
Да, абсолютно. И вы можете сделать это с помощью процесса сварки MIG, сварки TIG или MMA (сварка электродом). Независимо от того, являетесь ли вы новичком в сварке или опытным профессионалом, вполне вероятно, что сварка нержавеющей стали в конечном итоге найдет свое применение в ваших навыках сварки.
Сложно ли сваривать нержавеющую сталь?
Как и все свариваемые металлы, нержавеющая сталь имеет свои особенности и поведение под дугой. Получение наилучших результатов от этого сплава (также называемого нержавеющей сталью или нержавеющей сталью) с минимальным содержанием хрома 10,5% может занять всю жизнь. Наряду с алюминием, это, несомненно, один из самых сложных материалов для сварки.
Однако, если вы только начинаете или регулярно работаете с этим материалом, несколько советов послужат ценным пособием для обучения или полезным напоминанием…
Какая сварка лучше всего подходит для нержавеющей стали?
В этой статье мы опираемся на опыт команды R-Tech, чтобы собрать подборку советов и советов, касающихся трех распространенных методов сварки нержавеющей стали: сварка MIG; TIG-сварка; и ручная дуговая сварка металлическим электродом (ММА). Что лучше для сварки нержавейки? Выбор наилучшего процесса действительно сводится к специфике задачи и качествам, требуемым от готового сварного шва. Если стоимость является ключевым фактором, это может быть ММА; но для точности с тонкими материалами, вероятно, будет TIG. Давайте рассмотрим три процесса. Но сначала важное напоминание о безопасности при сварке нержавеющей стали.
Что лучше для сварки нержавейки? Выбор наилучшего процесса действительно сводится к специфике задачи и качествам, требуемым от готового сварного шва. Если стоимость является ключевым фактором, это может быть ММА; но для точности с тонкими материалами, вероятно, будет TIG. Давайте рассмотрим три процесса. Но сначала важное напоминание о безопасности при сварке нержавеющей стали.
Вредна ли сварка нержавеющей стали для здоровья?
Короткий ответ заключается в том, что сварка нержавеющей стали сопряжена с потенциально серьезными рисками для здоровья – не в последнюю очередь из-за паров кадмия и хрома (Vi). Поэтому необходимы соответствующие меры безопасности, включая местную вытяжную вентиляцию (LEV) и средства индивидуальной защиты (СИЗ) сварщиков, такие как сварочные маски с подачей воздуха .
Сварка нержавеющей стали MIGМожно ли сваривать нержавеющую сталь MIG?
Опять же, да, вы можете. Во-первых, как и в случае любого другого процесса сварки, убедитесь, что ваш сварочный аппарат MIG правильно настроен для сварки нержавеющей стали.
Мы рекомендуем всегда использовать тефлоновый направляющий канал; это обеспечит хорошую подачу проволоки, а также предотвратит ее загрязнение. Нержавеющая сталь может быть очень устойчива к коррозии, но она также подвержена загрязнению. При сварке нержавеющей стали методом MIG любой железный материал (включая загрязнение стальной футеровкой) в сварочной ванне может легко вызвать появление пятен ржавчины на готовой детали.
- Разумеется, перед началом сварки вы также должны убедиться, что ваша горелка MIG находится в хорошем состоянии. Как и при сварке алюминия, может иметь смысл купить горелку большего размера, чем для обычной стали. Поскольку при сварке нержавеющей стали выделяется больше тепла, горелка большего размера лучше выдерживает более высокую силу тока.
- Возвращаясь к загрязнению, крайне важно использовать только проволочные щетки из нержавеющей стали и шлифовальные/отрезные диски при работе с нержавеющей сталью.
- Помимо уязвимости нержавеющей стали к загрязнению железом, вам необходимо убедиться, что в вашей рабочей зоне нет железной или стальной пыли или любых оксидов железа.
 Это может показаться тривиальным, но это жизненно важно. Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами.
Это может показаться тривиальным, но это жизненно важно. Чистота материалов и рабочих мест всегда важна для качественной сварки. При работе с нержавеющей сталью критически важным является предотвращение даже мельчайших загрязнений твердыми частицами. - Далее идет старый фаворит: правильный тип и диаметр проволоки. Как всегда, это зависит от конкретного проекта, поэтому обратитесь за советом.
- Еще один совет, которым делятся при сварке алюминия, касается важности зажима и прихватки вашей заготовки, чтобы избежать смещения и деформации из-за растрескивания. Майк Гэдсби, один из торговых консультантов R-Tech Welding Equipment (и опытный сварщик), говорит:
«Подумайте о расположении сварных швов из нержавеющей стали в шахматном порядке, чтобы снизить риск тепловой деформации, вызванной термическими свойствами материала».
Какой газ вы используете для сварки MIG нержавеющей стали?
Как всегда, правильный выбор газа имеет большое значение при сварке MIG нержавеющей стали. Вы можете использовать чистый аргон или смесь аргона и второстепенных газов для улучшения запуска. Или, может быть, даже специальная газовая смесь для нержавеющей стали (например, серия Stainshield от BOC, состоящая из аргона, гелия и углекислого газа), особенно для более экзотических нержавеющих сталей, таких как сплавы Inconel, Hastelloy или Monel. При сварке нержавеющей стали MIG вам понадобится немного более высокая скорость потока газа, около 14–16 л/мин. Мы рекомендуем связаться с поставщиками газа, чтобы обсудить требования к газу для вашего конкретного проекта.
Вы можете использовать чистый аргон или смесь аргона и второстепенных газов для улучшения запуска. Или, может быть, даже специальная газовая смесь для нержавеющей стали (например, серия Stainshield от BOC, состоящая из аргона, гелия и углекислого газа), особенно для более экзотических нержавеющих сталей, таких как сплавы Inconel, Hastelloy или Monel. При сварке нержавеющей стали MIG вам понадобится немного более высокая скорость потока газа, около 14–16 л/мин. Мы рекомендуем связаться с поставщиками газа, чтобы обсудить требования к газу для вашего конкретного проекта.
Для сварки ВИГ нержавеющей стали можно использовать только аппарат постоянного тока или аппараты для сварки ВИГ переменным/постоянным током в режиме постоянного тока. Важно убедиться, что мощность вашего аппарата достаточна для сварки нержавеющей стали. Если вы не уверены в возможностях имеющейся у вас машины или покупаете машину для сварки нержавеющей стали, обратитесь за помощью к поставщику машины, в том числе за советом по настройкам сварки нержавеющей стали TIG.
- Еще раз повторюсь: чистота – это самое главное при сварке нержавеющей стали методом TIG. Тщательно очистите рабочее место и материал. Как и в случае MIG, если он грязный, используйте проволочную щетку из нержавеющей стали, которая используется только для нержавеющей стали. И если он жирный, всегда тщательно его обезжиривайте. Из-за риска загрязнения железом нельзя быть слишком чистым или слишком осторожным.
- Получите настройку горелки TIG для нержавеющей стали. В частности, убедитесь, что рабочий цикл горелки соответствует используемой силе тока. Никогда не срезайте углы; если факел не соответствует задаче, инвестируйте в тот, который подходит.
- Не забывайте и о важнейших расходных материалах резака. Крайне важно обратить внимание на подходящую газовую чашу, правильно выбрать тип вольфрама и правильно подобрать диаметр электрода. Поскольку нержавеющая сталь выигрывает от обильного газового покрытия, используйте газовый баллон немного большего диаметра, чем обычно.
 Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны.
Еще лучше установить газовую линзу (например, комплект крышки TIG Zone eVo-FLO), чтобы усилить поток газа над сварным швом, сохранить его прохладным и обеспечить дополнительную защиту сварочной ванны. - Как всегда, убедитесь, что выбрали правильный стержень для марки нержавеющей стали, которую вы будете сваривать (широко используемые марки включают нержавеющую сталь 316, 308 и 312). Правильная толщина стержня также важна: более тонкая нержавеющая сталь требует более тонких стержней для обеспечения требуемой скорости осаждения. Опять же, это зависит от конкретной работы, поэтому обратитесь за советом к поставщику присадочной проволоки для сварки TIG или производителю. И пока мы обсуждаем наполнительные стержни, обязательно протрите наполнительный стержень, чтобы удалить остатки масла. Это снова чистота и загрязнение… И, конечно же, когда вы свариваете, подождите, пока сварочная ванна не скопится, прежде чем вводить стержень.
- Как и при сварке алюминия методом TIG, главное – контроль.
 Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока.
Для оптимального контроля и точности используйте ножную педаль TIG или горелку TIG с регулируемой силой тока. - Рассмотрим импульсную сварку более тонкой нержавеющей стали. Сварка лицевой стороны листа может сильно отличаться от сварки, скажем, кромки того же куска. При сварке TIG нержавеющей стали импульсная сварка помогает уменьшить деформацию, сводя к минимуму тепло, попадающее в сварной шов, и одновременно оптимизируя проплавление. Если это важно, убедитесь, что ваш сварочный аппарат TIG поддерживает импульсную сварку. Все аппараты R-Tech TIG работают в диапазоне 0,5–50 Гц.
Мы рассмотрели сварку MIG и TIG. Теперь кратко коснемся дуговой сварки ММА нержавеющей стали. Это самый простой из трех процессов для настройки (самое главное, выбрать правильный электрод для сварки). Это также самый дешевый способ сварки нержавеющих сплавов. Предполагая, что у вас есть сварочный аппарат с возможностью сварки электродами, все, что вам действительно нужно для начала, — это несколько подходящих стержней. Нет газа, горелки, ножных педалей или расходных материалов для горелки… Это самая простая сварка.
Нет газа, горелки, ножных педалей или расходных материалов для горелки… Это самая простая сварка.
- Нержавеющая сталь перемещается на сварочных столах, поэтому обязательно прикрепите ее к заготовке зажимом или прихватками.
- Выберите правильный электрод для заготовки (опять же, типичны марки 316, 308 или 312).
- Помните, что вам не удастся сварить тонкие листы нержавеющей стали. Многие сварщики борются с нержавеющим листом толщиной менее 2 мм. Все дело в меньшей управляемости дуговой сварки MMA для таких применений.
- Тонкий лист может быть проблемой. Но для сравнения, сварка низкоуглеродистой стали с нержавеющей сталью или высокоуглеродистой инструментальной сталью действительно играет на сильных сторонах MMA.
- Предварительный нагрев часто помогает при обработке некоторых нержавеющих сталей. Это потому, что это может помочь предотвратить растрескивание. Предварительный нагрев обычно проводят паяльной лампой, кислородно-ацетиленовой или кислородно-пропановой горелкой.
Независимо от того, идет ли речь о сварке нержавеющей стали MIG, TIG или MMA, ваша работа выиграет от последовательного применения полезных советов, таких как приведенные выше. Добавьте качественные расходные материалы и (при необходимости) несколько хорошо подобранных аксессуаров, а затем тренируйтесь, тренируйтесь, тренируйтесь. Вскоре вы освоите сварку нержавеющей стали. Если вы профессионал, который уже там, вы знаете, что мы имеем в виду.
Давайте поговорим о сварке нержавеющей стали
Овладев основами сварки нержавеющей стали, вы, возможно, расширите свои навыки для решения особых задач сварки нержавеющей стали с мягкой (углеродистой) сталью или даже для более специализированных применений.
Что бы вы ни сварили из нержавеющей стали, помните, что команда R-Tech всегда готова помочь вам. Конечно, они помогут вам выбрать что угодно, от одной газовой линзы или набора присадочных стержней из нержавеющей стали до сварочного аппарата MIG. Но им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто говорить о сварке нержавеющей стали.
Но им также нравится делиться ценными советами, основанными на многолетнем опыте, или просто говорить о сварке нержавеющей стали.
Menu
- How to Weld & Cut Videos
- TIG Welding Videos
- Mig Welding Videos
- Plasma Cutting Videos
- Torches & Cooling Videos
- Tig Welding
- TIG Welding Guide
- Tig Welding Часто задаваемые вопросы
- Что такое сварка ВИГ – Основы сварки ВИГ
- В чем разница между сваркой МИГ и ВИГ?
- Вытяжки сварочного дыма LEV и RPE
- Сварка алюминия (MIG и TIG)
- Сварная чугун
- Сварка из нержавеющей стали
- MIG Сварка
- Гид сварки MIG
- MIG Sward Waqs
- MIG SWIDIN
- Для чего используется сварка MIG?
- Что такое сварка MIG – процесс сварки MIG
- Лучшие вытяжки сварочного дыма LEV и RPE
- В чем разница между сваркой MIG и TIG?
- Алюминиевая сварка (MIG и TIG)
- Сварка чугуна
- Сварка из нержавеющей стали
- Плазма резание
- Руководство по резки плазмы
- FAQS
- CNCM333333333333 CNCM3333333333333 гг.

- Дуговая сварка
- Часто задаваемые вопросы по дуговой сварке MMA
- Лучшие вытяжные устройства LEV и RPE
- Сварка чугуна
- Сварка нержавеющей стали
- Часто задаваемые вопросы по общей поддержке
- Часто задаваемые вопросы по гарантии
- Загрузка руководств пользователя
Что такое сварка TIG?
- Основной принцип
- Структура системы
- За и против
- Варианты процесса
- Материалы
- Продукты
Контакт
Основной принципСтруктура системыПлюсы и минусыВарианты процессаМатериалыПродукцияКонтакт
Сварка ВИГ: чистые швы, прочное соединение
Сварка вольфрамовым электродом в среде инертного газа (сварка ВИГ) представляет собой процесс сварки в среде защитного газа и является одним из процессов сварки плавлением. Он используется везде, где требуется оптимальное качество сварных швов без брызг. Сварка ВИГ подходит, помимо прочего, для нержавеющих сталей, алюминиевых и никелевых сплавов, а также для тонколистового металла из алюминия и нержавеющей стали. Он используется в строительстве трубопроводов и контейнеров, в строительстве порталов и в аэрокосмической промышленности.
Он используется везде, где требуется оптимальное качество сварных швов без брызг. Сварка ВИГ подходит, помимо прочего, для нержавеющих сталей, алюминиевых и никелевых сплавов, а также для тонколистового металла из алюминия и нержавеющей стали. Он используется в строительстве трубопроводов и контейнеров, в строительстве порталов и в аэрокосмической промышленности.
Сварка ВИГ: как это работает
При сварке ВИГ требуемый ток подается через вольфрамовый электрод, устойчивый к температуре и не плавящийся. Этот электрод излучает дугу, которая нагревает и разжижает материал. Вокруг электрода имеется сопло для подачи защитного газа. Это защищает нагретый материал от химических реакций с окружающим воздухом. Для этого используются благородные газы аргон, гелий или их смеси. Инертные, т.е. нереакционноспособные газы предотвращают химические реакции с жидкой сварочной ванной и нагретым материалом. Это обеспечивает высокое качество сварных швов.
Поскольку вольфрамовый электрод не плавится, при сварке TIG присадочный материал подается вручную или механизировано с помощью внешнего механизма подачи проволоки.
Вольфрамовый электрод
Вольфрамовый электрод является сердцем сварки TIG. При температуре 3380 градусов по Цельсию вольфрам имеет самую высокую температуру плавления среди всех чистых металлов периодической системы. Это означает, что электрод не плавится, когда он испускает дугу, которая нагревает и превращает материал в жидкость. Электроды изготавливаются методом спекания. Для улучшения свойств их можно легировать оксидными добавками. Электроды имеют цветовую маркировку в зависимости от сплава:
ЧИСТЫЙ ВОЛЬФРАМ (WP) (ЗЕЛЕНЫЙ):
/ Гладкая сферическая поверхность электрода
/ Проблемы с зажиганием при постоянном токе
/ Низкая допустимая нагрузка по току все материалы
/ очень хорошие характеристики воспламенения
/ более высокая износостойкость, чем электроды WT или WC
оксид церия (WC 20) (СЕРЫЙ):
/ может использоваться со всеми материалами
/ хорошие характеристики воспламенения
ОКСИД ЛАНТАНА (WL 20) (СИНИЙ):
/ Более длительный срок службы, чем электроды из вольфрама/тория или вольфрама/оксида церия
/ Худшие свойства воспламенения
Вот как устроена система сварки TIG:
(1) Подключение к сети
(2) Источник питания
(3) Шланговый пакет
(4) Кабель заземления
(5) Сварочная горелка
(6) Клемма заземления
(7) Заготовка
(8) Присадочный металл
(9) Защитный газ
Информационный бюллетень Регистрация
Благодарим вас за подписку на новостную рассылку Perfect Welding! Для завершения регистрации вы вскоре получите электронное письмо со ссылкой для подтверждения вашего адреса электронной почты.
Варианты процесса сварки ВИГ
СВАРКА TIG ХОЛОДНОЙ ПРОВОЛОКОЙ
Подача холодной проволоки повышает производительность: скорость сварки увеличивается, а присадочный металл подается точно и равномерно в сварочную ванну. Это позволяет даже менее опытным сварщикам добиваться выдающихся результатов.
СВАРКА ВИГ ГОРЯЧЕЙ ПРОВОЛОКОЙ
Сварка ВИГ горячей проволокой была разработана на основе сварки ВИГ холодной проволокой. При сварке TIG горячей проволокой присадочный металл нагревается. Это имеет различные преимущества: увеличивается количество и скорость наплавки, повышается скорость сварки и уменьшается плавление.
ARCTIG
Процесс сварки ArcTig представляет собой вариант процесса TIG для механизированной сварки соединений. Он обеспечивает превосходный внешний вид сварного шва, надежную сварку корневого шва с полным проплавлением и очень высокое качество сварного шва. Благодаря увеличенной скорости сварки и сокращению объема работ по подготовке шва ArcTig также делает весь процесс сварки более экономичным.
Благодаря увеличенной скорости сварки и сокращению объема работ по подготовке шва ArcTig также делает весь процесс сварки более экономичным.
ПЛАКИРОВКА
Плакировка — это процесс, при котором компоненты покрываются специальными сплавами для значительного увеличения срока их службы. Это покрытие осуществляется посредством механизированной электронаплавки. Fronius Speed Cladding делает процесс нанесения покрытия в три раза быстрее и эффективнее.
ОРБИТАЛЬНАЯ СВАРКА
Базовая комплектация оборудования для орбитальной сварки включает неподвижную трубу и подвижную сварочную горелку/сварочную головку TIG, которая перемещается вокруг трубы. Подвижная головка для орбитальной сварки также называется пистолетом для точечной сварки. Техника орбитальной сварки используется везде, где необходимо добиться стабильного качества шва в контролируемых условиях. Следовательно, основными областями применения данной технологии сварки являются строительство трубопроводов, пищевая и химическая промышленность. С помощью орбитальной техники можно не только производить соединения труб с трубами, но и приваривать трубы к опорным плитам.
Следовательно, основными областями применения данной технологии сварки являются строительство трубопроводов, пищевая и химическая промышленность. С помощью орбитальной техники можно не только производить соединения труб с трубами, но и приваривать трубы к опорным плитам.
Какие материалы подходят для сварки TIG?
Наиболее широко используемые материалы для сварки TIG включают нержавеющие стали, алюминиевые и никелевые сплавы, а также тонкие листы алюминия и нержавеющей стали. С помощью механизированного механизма подачи проволоки можно достичь экономичной скорости сварки при толщине листа менее 4 мм. Для более толстых листов экономическая эффективность снижается, и процесс TIG рекомендуется только для сварки корневого шва. Для сварки присадочных валиков подходят более мощные процессы, такие как MIG/MAG или дуговая сварка под флюсом.
Сталь Алюминий Нержавеющая стальПрофессиональные сварочные системы для сварки TIG
MagicCleaner 150/300
- Нержавеющая сталь: оптимальная обработка сварных швов и поверхностей TIG
- Очистка и пассивация за один рабочий шаг
- Экономичный расход электролита
Узнайте больше о MagicCleaner
iWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
Узнайте больше об iWave 230i
ТрансТиг 230i
- Система сварки DC-TIG
- Интуитивная навигация по меню
- Может быть расширен дополнительными пакетами функций
Узнайте больше о TransTig 230i
TransPocket 180 TIG
- Сверхлегкая сварочная система TIG
- Хорошие характеристики воспламенения для воспламенения при касании
- Может быть обновлен для других функций
Узнайте больше о TransPocket 180 TIG
MagicCleaner 150/300
- Нержавеющая сталь: оптимальная обработка сварных швов и поверхностей TIG
- Очистка и пассивация за один рабочий шаг
- Экономичный расход электролита
Узнайте больше о MagicCleaner
iWave 230i
- Система сварки TIG на переменном токе нового поколения
- Интуитивная навигация по меню
- Может быть расширен дополнительным пакетом функций
Узнайте больше об iWave 230i
ТрансТиг 230i
- Система сварки DC-TIG
- Интуитивная навигация по меню
- Может быть расширен дополнительными пакетами функций
Узнайте больше о TransTig 230i
TransPocket 180 TIG
- Сверхлегкая сварочная система TIG
- Хорошие характеристики воспламенения для воспламенения при касании
- Может быть обновлен для других функций
Узнайте больше о TransPocket 180 TIG
Это также может вас заинтересовать
Защитная одежда для сварщиков
Провести целый день за сварочным столом — это стресс.