Сварка аргоном технология латуни – Сварка латуни аргоном – описание технологии и видео
alexxlab | 08.06.2020 | 0 | Разное
Сварка латуни аргоном – описание технологии и видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Латунь бывает разных марок. Чем больше в ней содержание Zn, тем меньше выбирается мощность струи.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
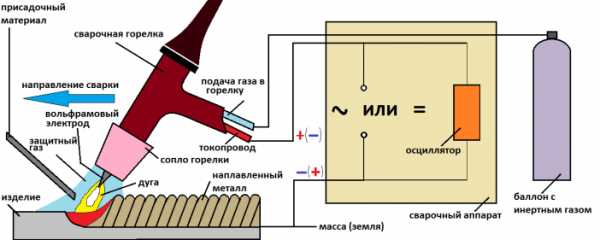
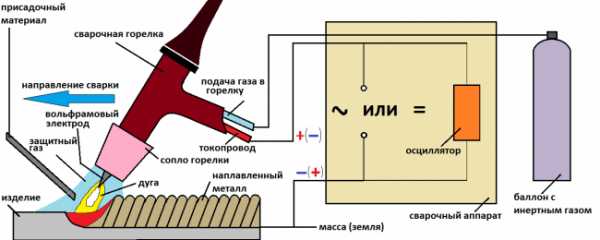
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
ismith.ru
технология сварки аргоном, полуавтоматом, газовая
Сварку латуни можно производить практически всеми известными методами. Выбор технологии сваривания зависит от количества легирующих компонентов в составе сплава, чаще всего цинка. Можно проводить аналогии со сваркой меди, технология и способы сварки в обоих случаях, практически полностью совпадают.
 Сварка латуни
Сварка латуниСварочные работы с латунью чаще всего используются для производства оборудования химической и пищевой промышленности. Для этих целей обычно используют профильный прокат, скрепление которого производится с помощью контактной сварки.
Особенности сварки латунных изделий
Исходя из состава и физических свойств, следует выделить некоторые особенности сварки латуни:
- создание цинковой оксидной пленки;
- кипение цинка с последующим испарением;
- формирование пористой структуры сварного шва.
Цинк, содержащийся в сплаве, подвержен повышенному окислению. При перегреве, этот метал вступает в химическую реакцию с кислородом, вследствие чего на месте сварного шва образуется оксидная пленка. Налет белого цвета значительно препятствует соединению свариваемых элементов. Особенно часто подобная проблема возникает при сварке латуни в домашних условиях.
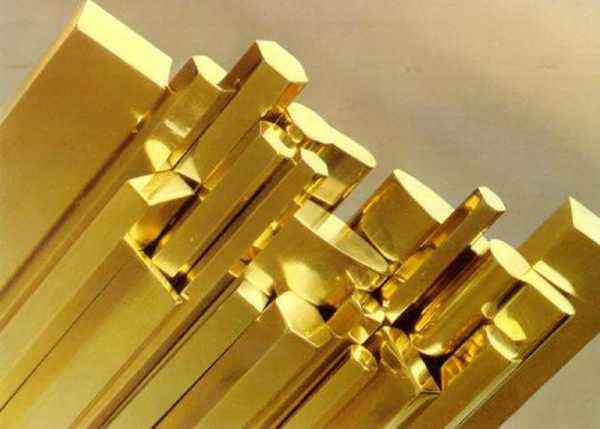
Внешний вид латуни
Кипение и испарение цинка происходит в результате большой разницы в температуре плавления меди и цинка. Цинк плавиться при температуре 420С, а медь при 1080С, что также превышает точку кипения цинка. Из-за подобных физических свойств, сварка латунных изделий сопровождается испарением цинка в большом количестве.
Его выгорание значительно влияет на качество соединения и эксплуатационные характеристики будущего изделия. Поэтому качественная сварка должна производится при оптимальной для нужного нагрева меди и сохранения цинка в сплаве температуре.
Подобные сварочные работы могут сопровождаться поглощением свободного водорода. Такая химическая реакция приводит к формированию пористой структуры шва. Из-за того, что водород не успевает улетучится из нагретого метала, в структуре шва остаются пузыри газа.
Образование пористости значительно влияет на качество соединения, что часто приводит к образованию трещин и потере прочности. Препятствование возникновению этой проблемы – главная задача при сварке латуни. Так, изделие с пористой структурой шва становится просто непригодным для промышленного использования.
Для решения вышеуказанных проблем, сварочные работы проводят при оптимальной температуре, которая позволяет создать прочное соединение без серьезных изменений физического состояния цинка.
Для этих же целей могут применять избыточное поступление кислорода, которое препятствует возникновению пор. Полученные окиси восстанавливают с применением присадок. Чаще всего для таких целей применяют кремний. Он окисляется и выпадает в осадок, очистка шва от которого не составляет особого труда.
Подготовка к сварке
Подготовка к сварке деталей из латуни схожа с подготовкой меди. Только в отличии от нее, латунные изделия небольшой толщины не нужно предварительно нагревать. Толстые элементы желательно подогреть в месте проведения сварочных работ. Такая манипуляция значительно повышает качество шва и прочность будущего изделия.
Очень важно при подготовке к работе обработать рабочие кромки. Если толщина кромки листы меньше 1,5 мм, рекомендуется провести отбортовку. Это позволит вдвое увеличить толщину латунного листа и повысить прочность будущего шва.

Подготовка к сварке латуни
При достаточной толщине листов отбортовку делать не нужно, но следует сохранять зазор между элементами около 2 мм. Увеличение зазора можно делать ппи использовании подкладки. Для изделий повышенной прочности можно применять метод двухсторонней сварки. При достаточной толщине шва, данный метод значительно повысит прочность стыка.
Подготовка латуни к сварке – очень важный этап, так как неправильная оценка толщины листа, длины шва и неверный выбор зазора могут привести к деформации конструкции. Это происходит за счет повышенного напряжения металла. В связи с этим, соединение толстых элементов лучше доверить опытным специалистам, которые профессионально работают с латунью.
Технология сварки латуни
Технология практически не зависит от выбора метода сварки. Существуют определенные правила и требования к таким работам. Рекомендуется придерживаться высокой скорости сварки – не меньше 15 см за минуту. Меньшая скорость повышает риск формирования пористой структуры и избыточного испарения цинка.
Вертикальную сварку выполняют снизу-вверх, при необходимости дополнительно нагревают место стыка. Ни в коем случае нельзя выполнять потолочную сварку, так как латунь легко плавится и обладает повышенными свойствами текучести.
Выбор технологии сварки латуни зависит от индивидуальных пожеланий, толщины листа и желаемых характеристик готового изделия.
Обычно применяются такие методы сварки:
- аргоновая;
- электродуговая;
- газопламенная.

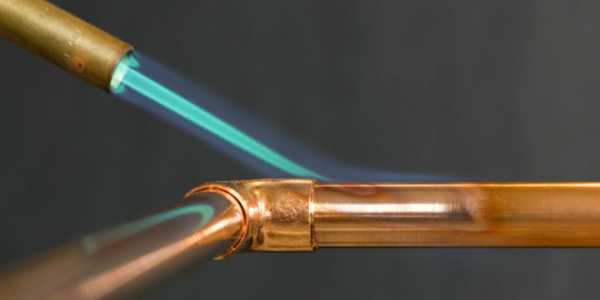
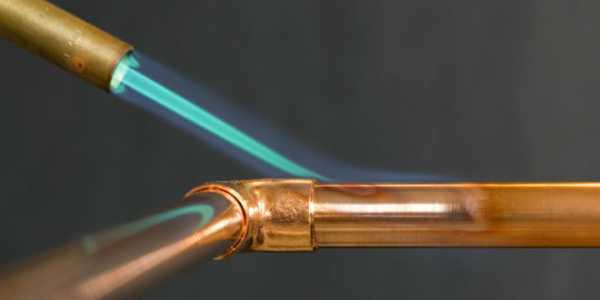
Газопламенная сварка латуни
Аргоновая сварка, на сегодняшний день, наиболее эффективный способ заваривания латунных изделий. Применяют ее обычно при соединении элементов с толщиной более 5 мм. Сварочные работы выполняются в аргоновой среде. Инертный газ используется для создания защиты. Нагрев латуни происходит с помощью электрической дуги. Такая технология имеет ряд преимуществ, которые выгодно выделяют ее среди аналогов.

Результат аргоновой сварки латуни
В домашних условиях сварку латуни можно проводить с помощью электродуговой сварки, в том числе сварки полуавтоматом. Для этого необходимо использовать соответствующие электроды.
Работы проводятся постоянным током обратной полярности. Важно, чтобы дуга была короткой. Это препятствует избыточном испарению цинка. Перед началом работ желательно прогреть место стыка и прокалить электроды.
Заканчивать нужно проковкой шва или отжигом металла. Отжиг металла – это постепенной снижение температуры, после интенсивного нагрева. Такие процедуры значительно повышают качество стыка и прочность соединения.
Сварка латуни газом применяется для создания надежного соединения. Использовать ее можно также при сварке латуни со сталью. Однако для создания прочно стыка, необходимо использовать окислительное пламя. С его помощью создается защитная пленка, которая препятствует интенсивному выгоранию цинка.
Выполнение сварочных работ газом выполняется с помощью присадочных проволок. Выбор марки и типа проволоки зависит и состава сплава, и от желаемых характеристик готового изделия. Рекомендуется использовать проволоку, в состав которой входит бор – это позволяет обойтись без применения флюса.
Аргоновая сварка
Соединение латуни аргоном – наиболее эффективная технология, которая широко применяется в промышленном производстве.

Сварка латуни аргоном
Она имеет ряд преимуществ, среди которых стоит выделить следующие:
- Для сварки латуни не требуются электроды со специальным покрытием. На фоне отсутствия необходимости использования флюса, значительно снижается себестоимость работ.
- Такая технология отвечает всем современным нормам безопасности. Благодаря инертному газу, компоненты сплава не вступают в реакцию с компонентами воздуха, при этом не выделяются вредные вещества.
- Аргонодуговая сварка препятствует образованию шлака на стыке, который обычно нужно зачищать.
- Соединение латуни аргоном можно выполнять точеным методом.
- Готовые швы отличаются аккуратностью и привлекательным видом.
- Кромки соединяемых элементов не подвержены окислению за счет использования аргона.
- Аргоновая струя очищает рабочую область от пыли и прочих отходов производства.
- Универсальность способа позволяет стыковать элементы различных размеров и любых условиях производства.
Каждая технология сварки латуни имеет преимущества и недостатки, поэтому выбор следует проводить исходя из индивидуальных особенностей сплава, готового изделия и технических возможностей.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Сварка латуни аргоном — технология
Сварка латуни с помощью аргона — достаточно сложная процедура. Главная проблема в том, что в состав данного материала входит цинк, который при нагревании плавится, далее испаряется. Данное явление значительно сказывается на прочности будущей конструкции. Кроме этого, цинковые пары очень вредны для человеческого здоровья. Выход из данной ситуации специалисты нашли относительно недавно, придумав новую технологию сварки образцов из латуни с применением аргона. Это стало огромным прорывом в сварочной деятельности.
Большинство молодых сварщиков при необходимости соединения двух деталей из латуни, конечно же, выберут традиционную технику сваривания данного материала, предполагая, что так намного эффективнее и проще. Но это абсолютно не так. В итоге они только испортят заготовку, добьются занижения самооценки.
Особенности технологии
Сущность процесса — в образовании шва в один слой. После его завершения соединение проковывается.
Повторное прохождение по шву не допускается, так как при выполнении сварочных работ на соединительном участке откладываются шлаки, образуя корочку, которую просто невозможно пробить.
- Если толщина металла свариваемых элементов конструкции более 5 мм, тогда данную технологию применять не рекомендуется.
- Края соединяемых заготовок лучше обрабатывать перед сваркой специализированным флюсом, который предотвратит испарение цинка.
- Сварные работы рекомендуется осуществлять при помощи латунной многокомпонентной проволоки.
- Рекомендуемые режимы температур при отжиге: 750 градусов — предварительный нагрев соединяемых частей изделия; 625 градусов — температура самого отжига; 100 град./час — скорость смены нагрева охлаждением.
- Рекомендуемая мощность горелки — 120 л/ч горючего состава на 1 мм материала.
Чтобы отличить латунь от прочих сплавов, нужно в процессе сваривания обратить внимание на поведение расплавляемого материала. При аргонодуговой сварке латунь будет плеваться, шипеть.
Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отлетают металлические кусочки.
- Пайка латунных образцов обязательно производится индивидуальными валиками с применением 12-го перехлеста. При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
- Варить кратер необходимо, медленно снижая напряжение, при этом длину дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как, если его потом «подваривать», цинк начнет интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием. Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
Преимущества методики
Сварка латуни аргоном выполняется с применением неплавящихся электродов и является достаточно востребованной, благодаря следующим достоинствам.
- Такая методика соединения образцов из латуни считается наиболее экологически безопасной процедурой.
- Это универсальный метод сваривания, который можно применять для тонких изделий, достаточно объемных конструкций, а также производить наплавление.
- При сваривании латунных изделий в защитной аргоновой среде нет необходимости в использовании электродов, имеющих специализированное покрытие, флюсов.
- Данная технология характеризуется высокой производительностью.
- Сварочные швы не требуют дополнительной обработки, так как на них не остаются шлаковые отложения, при этом имеют довольно эстетичный внешний вид.
- Подаваемая в сварочную зону струя аргона полностью выдувает отходы, образующиеся в процессе работы.
Важно помнить!
Выполнять аргоновую сварку в бытовых условиях при необходимости соединения конструкций из отдельных латунных деталей необходимо со строгим соблюдением требований техники безопасности, так как в состав материала входит цинк, который при испарении представляет значительную опасность для человеческого здоровья.
Поэтому рабочее место обязательно должно быть оборудовано эффективной вентиляционной системой, вытяжкой или стоит проводить сварочные работы исключительно под открытым небом. Но в любом случае, чтобы заварить какую-либо конструкцию, не стоит забывать про индивидуальные средства защиты, в первую очередь про респиратор.
Сварка аргоном технология латуни
Технология сварки латуни с использованием аргона, видео
Общая проблема обработки при высоких температурах цветных металлов (и сплавов из них) связана с тем, что в таких условиях они легко деформируются. Специфика сварки латуни (медь + цинк) состоит еще и в том, что, во-первых, входящий в ее состав элемент «Zn» (30-я позиция в таблице Менделеева) начинает испаряться уже при нагреве до +420 ºС. Во-вторых, этот процесс сопровождается выделением ядовитой компоненты – окиси этого металла.
Технология сварки латуни с использованием аргона является наиболее перспективной методикой, так как устраняет многие сложности и обеспечивает высокую скорость операций. В чем она заключается, каковы особенности этой работы – тема предлагаемой статьи.
Преимущества сварки аргоном
- Получение швов с правильной геометрией, их предельная чистота. Отходы сразу же удаляются из рабочей зоны газовой струей.
- Однородность структуры и прочность места неразъемного соединения.
- Технология аргонной сварки латуни считается самой экономичной. В первую очередь, из-за невысокой стоимости вольфрамовых электродов.
- Высокая скорость работы.
Требуемые условия для безопасной сварки
- Надежная принудительная вытяжка. При аргонной сварке латуни естественной циркуляции воздушных потоков явно недостаточно.
- Обязательное использование работником защитных средств.
Особенности технологии сварки латуни аргоном
Суть работы заключается в формировании однослойного шва. По окончании операции он подвергается проковке. Почему недопустим «повтор»? В процессе сварки интенсивно образуются шлаковые отложения. Если шов проходить дважды, то как потом пробить «корку», которая появится после первой обработки свариваемого участка?
Сварка латуни аргоном не рекомендуется, если толщина образцов не превышает 5 мм.
- Предварительная обработка кромок особым флюсом. Образующаяся пленка резко снижает интенсивность испарения цинка. Рекомендуемые составы: №1 – бура (100%), №2 – бура (20%) + кислота борная (80%).
- Использование при сварке специальной (многокомпонентной) латунной проволоки. В ее составе Al, Fe и ряд других элементов периодической таблицы.
- Температурные режимы (ºС) отжига: нагрев кромок перед сваркой – 750 (±50), в процессе отжига – 625 (±25). Скорость изменения температуры (нагрев/охлаждение) – 100 ºС/час.
- Мощность горелки. Она выбирается, как и для сварки стальных образцов – на 1 мм сплава примерно 120 л/ч горючей смеси.
Подготовительные мероприятия
- Осмотр респиратора с целью выявления повреждений.
- Проверка вытяжки на эффективность функционирования.
- Для снятия оксидной пленки и обезжиривания рабочего участка понадобятся раствор (10%) кислоты азотной и металлическая щетка.
- Обработка мест стыков свариваемых образцов. Кромки стесываются под углом 65 (±5) 0. Понятно, что зазор должен иметь расширение вверх.
- Зачистка свариваемых поверхностей до появления блеска и обезжиривание.
- Установка электрода в горелку.
Методика сварки
- Так как работа ведется электродом вольфрамовым (неплавящимся), то используется инвертор (TIG-аппарат). Проволока в ванночку вводится вручную, а роль сварочного флюса играет аргон с небольшой долей кислорода.
- Заполнение «разделки» (стыка скошенных кромок) производится с «перехлестом», отдельными валиками.
- Впадины, образующиеся на стыке, устраняются отведением электрода от рабочей зоны и снижением силы тока. Длина дуги увеличивается, и в какой-то момент она разрывается.
Встречается много описаний создания неразъемных соединений деталей из латуни. В них указываются различные методики. Например, с использованием электродов плавящихся, специальных флюсов при сварке эл/контактной. Описанная технология сварки аргоном привлекательна тем, что ее несложно реализовать на бытовом уровне даже при отсутствии достаточного опыта.
ismith.ru
Технология сварки латуни
Как и другие цветные металлы, медь и ее сплавы поддаются сварке весьма неохотно.
Поэтому при формировании неразъемных соединений деталей из подобных конструкционных материалов используют особые технологии, к числу которых относится и сварка латуни аргоном.
Причина затруднений в сварке латуни
Источником затруднений, усложняющих процесс сварки латуни и прочих медных сплавов, является склонность таких материалов к изменению физических свойств в процессе быстрого нагрева и последующего охлаждения.
Содержащийся в сплаве цинк буквально испаряется, ухудшая пластичность материала. А присутствующий в оксидной пленке и шлаке водород наоборот – восстанавливается, вспенивая структуру сварочного шва. Проще говоря: при сварке латуни невозможно предугадать прочностные характеристики сварочного шва. К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
Особенности технологии сварки латуни
Для «выравнивания» прочностных характеристик сварочного шва при сварке латуни пользуются различными технологическими ухищрениями, а именно:
- Металл обрабатывают особым флюсом, препятствующим испарению цинка за счет образования оксидной пленки, снижающей интенсивность образования паров.
- После сварки деталь подвергают отжигу, нагревая до 600-650 градусов. Скорости нагрева и охлаждения — все те же 100 градусов в час. Ну а перед сваркой кромки деталей нагревают до 700-800 градусов. Это обеспечит уменьшение выгорания цинка до двух процентов от общей массы.
- Сварку проводят в инертной среде, (аргонодуговая технология), в среде порошкового шлака (газовая сварка). Кроме того, латунь можно «варить» и электродуговым способом, используя порошковый флюс и угольные электроды или прутковые электроды со сложным покрытием.
- В качестве присадочного материала используют латунную проволоку, содержащую алюминий, железо и прочие присадки. Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
- Сварочный шов формируется в один слой, а после завершения операции шов подвергают проковке.
Словом, некоторые особенности сварки латуни затрудняют процесс стыковки заготовок из этого конструкционного материала, но «варить» такие детали можно.
И далее по тексту мы опишем процесс аргонодуговой сварки это сплава.
Аргонодуговая сварка латуни
В самом начале сварщику придется позаботиться о стыкуемых деталях и о себе. Для деталей припасают железную щетку и 10-процентный раствор азотной кислоты. С помощью кислоты и щетки можно обезжирить стык и избавить металл от водородосодержащей оксидной пленки. Ну а сварщику достаточно обычного респиратора, защищающего органы дыхания от паров цинка.
Кроме того, перед стыковкой кромки свариваемых заготовок подвергаются разделке – их стесывают под углом 60-70 градусов, расширяя зазор к внешней стороне стыка. После этого можно приступать к свариванию.
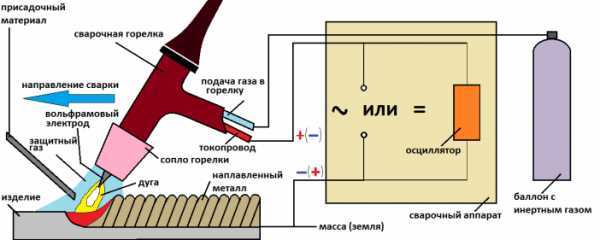
Сварка ведется с помощью TIG-аппарата, предполагающего формирование электрической дуги между неплавким (вольфрамовым) электродом и стыкуемой поверхностью. В качестве флюса используется аргон с небольшим содержанием кислорода. Присадочная проволока вводится в сварочную ванну вручную.
Заполнение шва осуществляется в один слой: ведь повторное наплавление недопустимо, из-за необходимости «пробивать» шлаковые образования. Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
При заварке кратера на поверхности стыка силу сварочного тока уменьшают и отводят неплавкий электрод от поверхности заготовки, разрывая дугу. Параметры сварочного тока на блоке управления TIG-аппаратом выставляют по аналогии с процессом сварки стальных заготовок.
www.samsvar.ru
Сварка латуни аргоном: особенности
Как и другие цветные металлы, медь и ее сплавы поддаются сварке весьма неохотно.
Поэтому при формировании неразъемных соединений деталей из подобных конструкционных материалов используют особые технологии, к числу которых относится и сварка латуни аргоном.
Причина затруднений в сварке латуни
Источником затруднений, усложняющих процесс сварки латуни и прочих медных сплавов, является склонность таких материалов к изменению физических свойств в процессе быстрого нагрева и последующего охлаждения.
Содержащийся в сплаве цинк буквально испаряется, ухудшая пластичность материала. А присутствующий в оксидной пленке и шлаке водород наоборот – восстанавливается, вспенивая структуру сварочного шва. Проще говоря: при сварке латуни невозможно предугадать прочностные характеристики сварочного шва. К тому же, в процессе стыковки можно надышаться вредными парами цинка и прочих присадок.
Особенности технологии сварки латуни
Для «выравнивания» прочностных характеристик сварочного шва при сварке латуни пользуются различными технологическими ухищрениями, а именно:
- Металл обрабатывают особым флюсом, препятствующим испарению цинка за счет образования оксидной пленки, снижающей интенсивность образования паров.
- После сварки деталь подвергают отжигу, нагревая до 600-650 градусов. Скорости нагрева и охлаждения — все те же 100 градусов в час. Ну а перед сваркой кромки деталей нагревают до 700-800 градусов. Это обеспечит уменьшение выгорания цинка до двух процентов от общей массы.
- Сварку проводят в инертной среде, (аргонодуговая технология), в среде порошкового шлака (газовая сварка). Кроме того, латунь можно «варить» и электродуговым способом, используя порошковый флюс и угольные электроды или прутковые электроды со сложным покрытием.
- В качестве присадочного материала используют латунную проволоку, содержащую алюминий, железо и прочие присадки. Лучшей разновидностью шлаков является смесь метилового спирта и метилбората (БФ1), образующая в процессе горения борный ангидрид. Такой флюс не только задерживает образования пузырьков водорода, но и препятствует испарению цинка. Неплохие результаты обеспечивает и борный шлак, смешанный с жидким стеклом.
- Сварочный шов формируется в один слой, а после завершения операции шов подвергают проковке.
Словом, некоторые особенности сварки латуни затрудняют процесс стыковки заготовок из этого конструкционного материала, но «варить» такие детали можно.
И далее по тексту мы опишем процесс аргонодуговой сварки это сплава.
Аргонодуговая сварка латуни
В самом начале сварщику придется позаботиться о стыкуемых деталях и о себе. Для деталей припасают железную щетку и 10-процентный раствор азотной кислоты. С помощью кислоты и щетки можно обезжирить стык и избавить металл от водородосодержащей оксидной пленки. Ну а сварщику достаточно обычного респиратора, защищающего органы дыхания от паров цинка.
Кроме того, перед стыковкой кромки свариваемых заготовок подвергаются разделке – их стесывают под углом 60-70 градусов, расширяя зазор к внешней стороне стыка. После этого можно приступать к свариванию.
Сварка ведется с помощью TIG-аппарата, предполагающего формирование электрической дуги между неплавким (вольфрамовым) электродом и стыкуемой поверхностью. В качестве флюса используется аргон с небольшим содержанием кислорода. Присадочная проволока вводится в сварочную ванну вручную.
Заполнение шва осуществляется в один слой: ведь повторное наплавление недопустимо, из-за необходимости «пробивать» шлаковые образования. Однако разделку заполняют не «сплошняком», а отдельными валиками, с «перехлестами».
При заварке кратера на поверхности стыка силу сварочного тока уменьшают и отводят неплавкий электрод от поверхности заготовки, разрывая дугу. Параметры сварочного тока на блоке управления TIG-аппаратом выставляют по аналогии с процессом сварки стальных заготовок.
steelguide.ru
Сварка латуни и бронзы
Сварка латуни — это довольно-таки сложный процесс. Он затрудняется тем, что один из компонентов состава латуни, цинк, во время нагревания плавится и испаряется. В связи с этим страдает прочность будущего изделия. Кроме того, пары, выделяющиеся при испарении цинка, пагубно влияют на здоровье рабочего. Выход был найден относительно недавно. Ввиду данных недостатков процесса была придумана и опробована технология, получившая наименование «быстрая сварка латуни аргоном». Эта технология стала настоящим прорывом в осуществлении данного рода деятельности.

Сварка латуни опасна для здоровья человека, так как ее пары являются ядовитыми.
Многие неопытные сварщики, при поставленной задаче произвести сварку деталей из латуни, предпочтут традиционный метод. Однако этот процесс не будет столь эффективным и простым. Забегая вперед, отметим, что такой горе-любитель сварочных работ получит лишь испорченный материал и пониженную самооценку. Для того чтобы избежать фиаско, следует учесть некоторые моменты, о которых речь пойдет чуть ниже.
Сварка латуни: технология
Как известно, латунь — это металл, созданный из сплава меди и цинка. Процесс получения соединения латуни является очень трудным, так как при сварке цинк довольно-таки легко испаряется. К тому же во время испарения цинк окисляется и становится чрезвычайно опасной, практически не поддающейся плавке окисью.
При работе с латунью обязательно используйте респиратор.
Во время сварки латуни следует соблюдать правила безопасности, такие как работа в респираторе, а также наличие в помещении, в котором будет осуществляться процесс сварки, совершенной и исправной системы вентиляции. Чуть ниже будут рассмотрены основные технологии сварки латуни, при которых результат будет устраивать работника, а процесс работы будет наиболее безопасным и простым.
Теперь стоит более подробно дать определение понятию «сварка аргоном». Сварка аргоном — процесс сварки, который осуществляется с использованием газа аргона, в качестве нагрева газа используется электрическая дуга, получившая название аргонодуговая. Активно применяется при сварке латуни и бронзы.
Использование аргонодуговой сварки латуни целесообразно при деталях, имеющих толщину более пяти миллиметров, причем данный процесс осуществляется очень быстро. Электропровод следует поместить в устройство горелки, которое проводит электричество. Края, в отношении которых осуществляется пайка, расплавляются благодаря воздействию электродуги.
Прежде чем осуществлять сварку латуни аргоном, будущую деталь нужно зачистить до металлического блеска. К тому же во время сварки аргоном нужно соблюдать главное условие осуществления данного технологического процесса. Результатом такой очистки должна стать деталь, не имеющая окисленных частей, убрать их можно с помощью азотной кислоты. После избавления от окислов деталь тщательно промывают под струей горячей воды и просушивают.
Вернуться к оглавлению
Советы будущему сварщику латуни
Во время сварки аргоном следует соблюдать некоторые правила, позволяющие осуществить данный процесс наиболее качественно:
Схема сварки латуни горелкой.
- Латунь варить следует «участками», а не сплошняком: так латунь прогорает, и куски металла отлетают от основания.
- Пайка латуни должна осуществляться с использованием «12-го» перехлеста, отдельными валиками. При сплошной варке прогорает отверстие, и латунь начинает «выстреливать».
- Во время заварки кратера нужно постепенно уменьшать напряжение, одновременно увеличивая длину дуги, а потом отвести ее в сторону.
- Сварной шов заполняется полностью, на всю его высоту. Если же шов «подваривать», то это поспособствует глобальному испарению цинка. И как следствие, появлению разнообразных дефектов.
- Для уменьшения испарения цинка можно использовать пламя с избыточной подачей кислорода, а также применять специальные присадочные материалы, которые легированы такими веществами, как кремний, алюминий, бор. Эти вещества образуют покров из шлака, а он, в свою очередь, не дает цинку испаряться.
Еще одной особенностью варки латуни является возникновение необычного шума, проявляющегося в виде треска, и еще появления необычной окраски дуги, что связано с активным выделением паров цинка.
Кроме того, латунь, которая содержит большое количество цинка, сварке не поддается, так как цинк, особенно если он ненадлежащего качества, начинает закипать и очень быстро испаряться. А это чревато образованием неаккуратного сварного шва.
Так как сварка латуни — это высокотоксичный процесс, то в домашних условиях работу следует проводить на открытом воздухе.
Вернуться к оглавлению
Преимущества соединения латуни аргоном
Теперь же стоит отметить преимущество ведения сварочных работ латуни с помощью газа аргон:
Ориентировочные режимы сварки латуни.
- Производство эстетически сложных изделий.
- Нет необходимости в использовании электродов и флюсов.
- В результате сварки получаются высококачественные, эстетичные, прочные швы.
- Нет надобности в зачистке детали от шлаков.
- Кромки разрезов, подвергшиеся воздействию аргона, защищены от различного рода нитридных, оксидных и прочих пленок. Все отходы во время пайки легко выдуваются струей аргона.
- Пожалуй, самый чистый и высококачественный процесс металлообработки, так как выделение сварочных аэрозолей минимально.
- С помощью данного метода осуществляется сварка бронзы. При обработке бронзы аргоном металл получает усовершенствованную прочность. Стоит сказать, что сварка бронзы аргоном — довольно эффективный метод обработки этого металла.
- С помощью аргоновой сварки умельцы способны соединить как малые, так и крупномасштабные конструкции.
- Аргон не только способен соединять плохосоединяющиеся металлы, но и восстанавливает объем изношенных поверхностей детали путем наплавки. Это позволяет существенно продлить срок службы такой детали.
- Сварка аргоном может осуществляться и при малой подаче электричества. Более того, данный метод позволяет варить и детали, сделанные из тонколистового металла.
Таким образом, исходя из вышесказанного, можно сделать вывод, что сварка латуни — это процесс, который требует некоего «разнообразия». Например, к методам данного разнообразия относится сварка не посредством электродов и флюсов, которые проводят «силу тока», а посредством специального газа, который имеет название аргон.
В свою очередь, аргон способствует более эстетичному оформлению сварного шва: он становится аккуратным, красивым и своеобразно-уникальным.
Также необходимо сказать и о том, что сварка аргоном — более эргономичный процесс, который можно проводить в жилом помещении. Сама же сварка осуществляется намного легче и быстрее традиционной.
expertsvarki.ru
аргоном, полуавтоматом – Определенных металлов на Svarka.guru
Латунь издавна известна людям как прочный и нержавеющий сплав. Из нее делали инструменты и домашнюю утварь, детали механизмов и вооружения, даже чеканили монету. Сварка латуни — основной способ создания неразъемных соединений из этого металла. Ее выполняют при помощи газосварки, ручной электросварки и в защитной атмосфере аргона. При наличии соответствующего оборудования латунь можно сваривать и в домашних условиях. Для этого нужно провести тщательную подготовку поверхности и соблюдать инструкцию.
Основная трудность
Главная сложность при сваривании латунных заготовок заключается в низкой температуре плавления такого компонента сплава, как цинк. При нагреве до температуры плавления латуни (от 700 до 1000оС) цинк начинает плавиться (при 420оС) и испаряться (при 905оС). При этом он соединяется с кислородом воздуха и образуется оксид цинка ZnO2. Часть испарившегося, или «выгоревшего» цинка образует окись, которая выпадает рядом с местом работ в виде ядовитого белого порошка ZnO. Даже при принятии защитных мер выгорает до 25% цинка. содержащегося в исходном сплаве. На его месте образуются поры, ухудшающие качество шва.
Подготовка деталей
Латунь обладает меньшей теплопроводностью, чем медь, поэтому подогрев заготовок требуется только при их большой толщине.
Разделка кромок стыковых швов выполняется в зависимости от толщины деталей:
- до 1,5 мм: отбортовка;
- от 1,5 до 6 мм: без разделки;
- от 6 до 25 мм V- или Х- образная, с притуплением 4 мм.
Зазор при этом не должен превышать 2,5 мм.
Необходимо также провести механическую зачистку кромок и их обезжиривание.
Выбор присадочного материала
Основное назначение присадочного материала, кроме пополнения шовного материала – это восполнение выгорающего цинка.
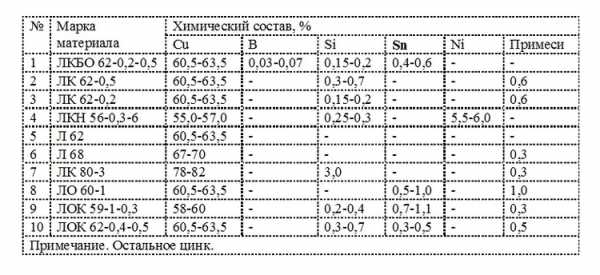 Марки присадочноых прутков и их химический состав согласно ГОСТ 16130–72.
Марки присадочноых прутков и их химический состав согласно ГОСТ 16130–72.Для работы с латунью чаще всего применяют марки Л62 и Л68. Они мало мешают выгоранию, но обеспечивают хорошее качество соединения. Под ними проводится сварка медь — латунь
Присадка №1 имеет в своем составе бор и позволяет сваривать детали без использования флюса. Однако скорость такой сварки на 15-35% ниже, чем флюсовой.
Добавка кремния в материалы № 2 и 3 дает возможность снизить выгорание цинка и дымообразование до 2%. Присадка № 4 с добавкой никеля также обеспечивает бездымный процесс и применяется при соединении латуни с чугуном. Под таким флюсом возможна и сварка стали и латуни. Присадки № 5 и 6 разработаны для работы под флюсами. Оловосодержащие составы № 8-10 используются для газосварки латунных заготовок.
Флюсы для газовой
Для обычных соединений подходят типовые флюсы, разработанные под медные детали. Использование составов на основе буры (Na2B4O7) борной кислоты (H3BO3):
| № | Бура,% | Борная кислота,% |
| 1 | 100 | — |
| 2 | 50 | 50 |
| 3 | 20 | 80 |
дает возможность очищать кромки шва и предотвращать окисление расплава.
Чтобы полностью пресечь выгорание цинка и дымообразование в виде его окиси, используют состав БМ1, состоящий из 70% метилбората и 30% метилового спирта.
Главное условие при подборе флюса — минимизация угара цинка.
Техника
Скорость работы рекомендуется устанавливать максимально возможной, в диапазоне 15-25 см в минуту. При низкой скорости ведения шва начинается усиленное порообразование.
Если требуется сварить толстые заготовки, их крепят под уклоном 10-15о к горизонтали, шов ведут от нижнего края к верхнему. Следует также подогреть кромки. Длинные швы варят обратными ступеньками. Допускаются как горизонтальное, так и вертикальное сварочные положения (с использованием легированной присадки и флюсового состава БМ-1), потолочное не используется вследствие высокой текучести расплава.
Горелку наклоняют под углом 15-30о к линии шва. Пруток должен располагаться над сварочной ванной, не погружаясь в нее.
Особенности в среде аргона
Для сварки заготовок из латуни аргоном используется сварочный инвертор и горелка с неплавким электродом, служащим для образования электродуги. Через форсунку горелки в рабочую зону поступает аргон (или аргоновая смесь). Газ вытесняет воздух и образует защитное облако. Шовный материал формируется за счет оплавленных кромок и присадочного прутка (или проволоки), подаваемой в рабочую область вручную либо полуавтоматом.
Перед началом работ следует зачистить кромки шва механическим способом или химическим путем и обезжирить их. Для деталей большой толщины выполняют разделку кромок.
При сварке латуни в среде аргона слышно характерное потрескивание, сопровождающее выделение паров цинка.
Преимущества аргонодуговой
Аргонодуговая технология с использованием неплавких электродов обладает следующими достоинствами:- не требуются плавкие электроды и флюсовые составы;
- не происходит дымообразование и выпадение ядовитой окиси цинка;
- высокая производительность при использовании полуавтоматического аппарата;
- не требуется счищать корку шлака;
- высокая однородность шва;
- газовая струя сдувает пыль и другие отходы.
Кроме того, универсальность аргонной сварки позволяет применять ее для тонких и толстых заготовок различной формы и выполнять наплавочные работы.
Электродуговая
Сварка как правило проводится инверторным аппаратом обратной полярностью, ток выбирают по приближенной формуле: 30-40А на каждый миллиметр толщины электрода. Напряжение выставляют в диапазоне 25-30 вольт при импульсном режиме дуги. Скорость ведения электрода не ниже 25 см в минуту, для исключения порообразования и выгорания цинка.
Наиболее часто применяются стыковые односторонние швы. При больших толщинах заготовок их располагают под уклоном 15-25о к горизонтали.
При электросварке в несколько проходов обязательно проводят промежуточные зачистки.
 С обратной стороны шва размещают подкладочную пластину. Угловые и тавровые швы следует сваривать, развернув заготовки по 45о к горизонту, в положении «в лодочку». Такое положение дает возможность равномерно проваривать катеты шва и формировать заданную его геометрию.
С обратной стороны шва размещают подкладочную пластину. Угловые и тавровые швы следует сваривать, развернув заготовки по 45о к горизонту, в положении «в лодочку». Такое положение дает возможность равномерно проваривать катеты шва и формировать заданную его геометрию.Электрод должен двигаться возвратно — поступательно. Если дуга сорвалась, заново разжигать ее следует в зоне уже выполненного шва. Так кратер обрыва будет полностью проварен. При выполнении швов большой протяженности используют обратноступенчатую траекторию движения электрода. Альтернативой может служить технология сварки «на выход», соединение начинают в центре и ведут поочередно в разные стороны, к краям детали.
Отливки из латуни варятся так же, как из бронзы.
Газовая
Технология используется, если электродуговая сварка не обеспечивает достаточного качества соединения. При газовой сварке наблюдается значительный (до 25%) угар цинка. Используют окислительное пламя, создающее на поверхности расплава оксидный слой, предотвращающий дальнейшее испарение цинка.
В качестве присадки используются следующие марки прутков:
- ЛКБ 062-02-004-05: присутствие бора дает возможность обходиться без флюса;
- ЛК 62-0,5: в качестве флюса применяют прокаленную буру.
Кроме буры и ее смесей, применяется также флюсовый состав БМ-1, состоящий из метилбората и метанола. Он подается в рабочую зону в виде пасты и позволяет обезопасить работника от ядовитого порошка окиси цинка. Кроме того, повышается скорость сварки.
Качество сварки латуни различных марок
Прочностные характеристики шовного материала определяются материалом заготовок, маркой присадочного прутка и составом флюса.
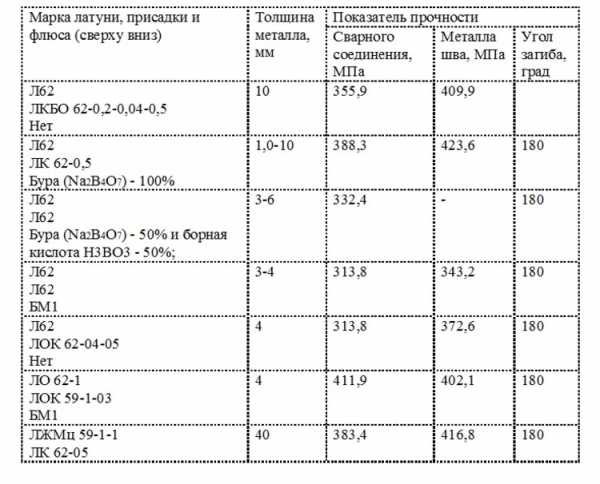 Влияние материала заготовок, присадки и флюса на прочность соединения.
Влияние материала заготовок, присадки и флюса на прочность соединения.При значительной протяженности сварных соединений вероятно возникновение кристаллизационных трещин. В основном они появляются не в самом шве, а в околошовной зоне, подверженной термическому воздействию в ходе работ.
Для деталей малых габаритов широко распространено отжигание детали при 550оС. Термообработка существенно улучшает однородность материала и прочность соединения.
Качественно сваривать латунь можно как на производстве, так и на дому. Для этого требуется тщательная подготовка поверхности заготовок и следование пошаговой инструкции. Важен также выбор марки присадочного прутка и состава флюса
Заключение
Соединение латуни осуществляется газосваркой, ручной и полуавтоматической электродуговой сваркой. Главная особенность — не допустить выгорания цинка, входящего в состав сплава. Для этого используются флюсовые составы или атмосфера защитных газов.
svarka.guru