Сварка арматура гост: ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры»
alexxlab | 29.03.1994 | 0 | Разное
типы швов, их характеристика и оценка качества соединений
При сварке арматуры необходимо учитывать положения ГОСТа 14098-2014. Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.
Содержание
- 1 Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
- 2 Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
- 3 Оценка эксплуатационных качеств сварных соединений
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
- На сварные соединения стержневой арматуры.

- На соединения арматурной проволоки, которая имеет диаметр 3 мм и более.
- На соединения между арматурой и прокатом с толщиной от 4 до 30 мм.

Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
В стандарте устанавливаются типы, конструктивные особенности и размерности сварного шва. Здесь прописаны требования к выполнению работ посредством контактной и дуговой сварки.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
| Типы соединения | Способ сварки | Обозначение |
| Крестообразное | Контактная точечная | Кт |
| Дуговая (ручная) | Рп | |
| Механизированная прихватками | Мп | |
| Стыковое | Контактная стыковая | Ко |
| Ванная под флюсом механизированная | Мф | |
| Ванная с одним электродом в инвентарной форме | Рв | |
| Механизированная дуговая с порошковой проволокой и на стальной скобе-накладке | Мп | |
| Ванно-шовная на стальной скобе | Рс | |
| Дуговая (ручная) с многослойными швами на стальной скобе | Рм | |
| Дуговая (ручная/механизированная) со швами со стержневыми накладками | Рн | |
| Нахлесточное | Дуговая ручная или механизированная | Рш |
| Контактная по 1 рельефу на пластине | Кр | |
| Контактная по 2 рельефам на пластине | Кр | |
| Тавровое | Дуговая (механизированная) под флюсом без присадки | Мф |
| Дуговая (ручная) под флюсом без присадки | Рф | |
| Дуговая (механизированная) со швами в среде СО2 | Мз | |
| Дуговая (ручная) с валиковыми швами | Рз |
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
При выборе подходящего типа конструкции и способы соединении арматуры стоит остановиться на том, которое сможет обеспечить наиболее высокие эксплуатационные свойства, максимальное сокращение трудозатрат.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр.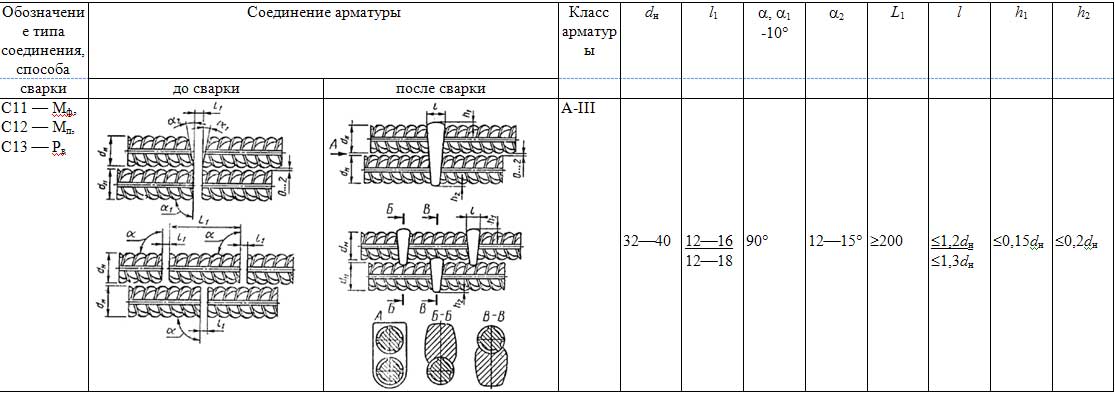 Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
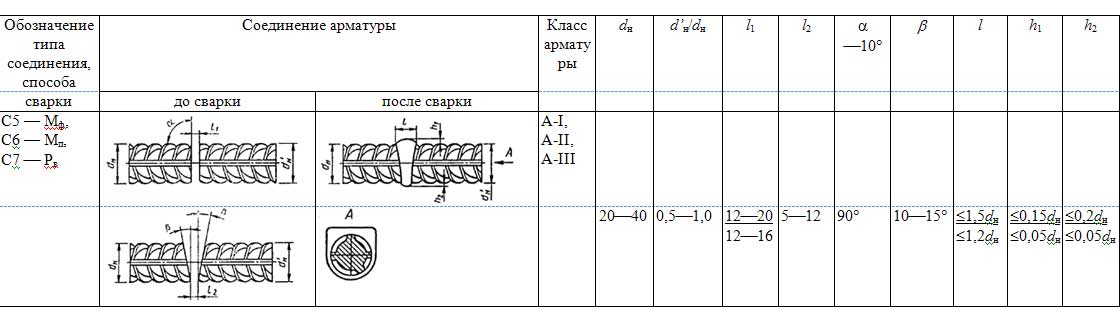
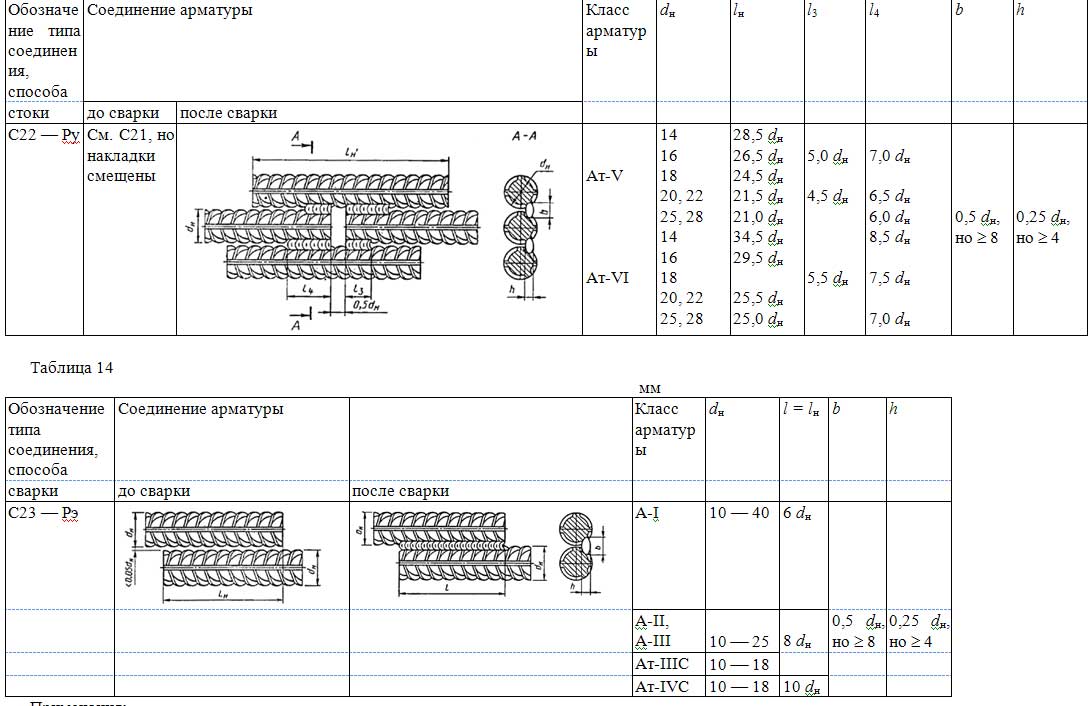
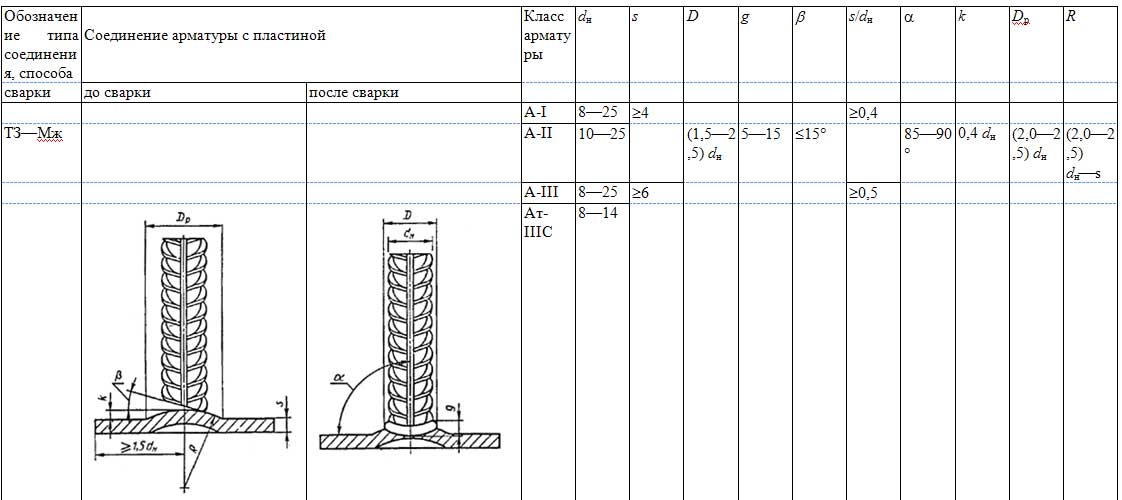
Конструкции швов состыкованных, крестообразных, тавровых и нахлесточных соединений арматуры, их размеры до и после сварочных работ должны соответствовать требованиям ГОСТ 14098-2014. Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр. Она производится с учетом внешних факторов:
- Типа соединения, которое использовалось.
- Способа сварки.
- Марки стали и диаметра используемой арматуры.
- Температуры эксплуатации и производства.
Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Баллы для арматурных соединений назначаются с учетом соблюдения производственной технологии арматуры и закладных. Так, балл 5 гарантирует равную прочность для сварного соединения исходному металлу и его пластичное разрушение. Результаты контроля сварных соединений фиксируются в рабочих журналах, а также отражаются в журнале сварочных работ.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
Гост 14098-91 соединения сварные арматуры и закладных изделий железобетонных конструкций. типы, конструкции и размеры
ОЦЕНКА ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ СВАРНЫХ СОЕДИНЕНИЙ
Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические фаКторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а так же температуры эксплуатации (изготовления) при статических нагрузках приведена в . При оценке эксплуатационных, качеств при многократно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с примятыми значениями при статических нагрузках. При этом дополнительно следует пользоваться нормативными документами на проеКтирование железобетонных конструкций зданий и сооружений различного назначения.
Баллы для сварных соединений арматуры назначены из условия соблюдения регламентированной технологии изготовления арматурных и закладных изделий.
Для сварных соединений горячекатаной арматурной стали:
- 5 — гарантируется равнопрочность исходному металлу и пластичное разрушение;
- 4 — сварное соединение удовлетворяет требованиям ГОСТ 5781-82, предъявляемым к стали в исходном состоянии;
- 3 — сварное соединение удовлетворяет требованиям ГОСТ 10922-90, предъявляемым к сварным соединениям.
Для сварных соединений термомеханически упрочненной арматурной стали:
- 5 — сварное соединение удовлетворяет требованиям ГОСТ 10884-81, предъявляемым к стали в исходном состоянии, и характеризуется пластичным разрушением;
- 4 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884-81 до 5 %;
- 3 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884-81 до 10%
Оценка эксплуатационных качеств сварных соединений при статической нагрузке
| Обозначение соединения | Температура эксплуатации (изготовления), °С | Арматурные стали, классы, марки, диаметры, мм | |||||||||||||||
| А-II | А-III | Ат-IIIС | А-IV | Ат-IVC | А-V | Ат-V | А-VI | Ат-VI | |||||||||
| Ст5сп | Ст5псСт5Гпс | 10ГТдо 32 | 35ГС | 25Г2С | Ст5псСт5пс | 20ХГ2Ц20ХГ2Т | 25Г2С27ГС28C | 23Х2Г2Т | 20ГС20ГС2 | 22Х2Г2Сдо 22 | 20ГС20ГС2до 32 | ||||||
| до 28 | до 40 | до 28 | до 40 | до 18 | до 28 | до 40 | до 18 | до 28 | до 40 | до 32 | |||||||
| K1-КтК2-Кт | Выше 0 | 5 | 4 | 4 | 5 | 5 | 4 | 5 | 5 | 4 | 5 | НД | 5 | НД | 4 | НД | 4 |
| до -30 | 3 | 4 | 4 | ||||||||||||||
| до -40 | 4 | 3 | НД | 3 | 4 | 3 | 4 | 4 | 3 | 3 | |||||||
| до -55 | НД | НД | 3 | НД | НД | ||||||||||||
| КЗ-Рр | Выше 0 | 3 | НД | 3 | НД | 5 | НД | 3 | НД | 4 | НД | 4 | НД | 3 | НД | ||
| Ниже 0 | НД | ||||||||||||||||
| С1-КоС2-КнС3-КмС4-Кп | Выше 0 | 5 | 4 | 5 | 5 | 4 | 5 | 4 | 5 | 4 | 5 | 4 | НД | 3 | НД | ||
| до -30 | 3 | ||||||||||||||||
| до -40 | 4 | НД | 4 | 3 | 4 | 3 | 4 | 3 | 4 | 3 | НД | ||||||
| до -55 | НД | НД | 3 | НД | 3 | НД | 3 | ||||||||||
| С5-МфС6-МпС7-РвС8-МфС9-МпС10-Рв | Выше 0 | 5 | 4 | 4 | 5 | ТН | 5 | 4 | ТН | 5 | 4 | НД | |||||
| до -30 | 4 | 3 | 4 | 3 | 4 | ||||||||||||
| до -40 | 3 | НД | 3 | ||||||||||||||
| до -55 | НД | НД | 3 | ||||||||||||||
| С11-МфС12-МпС13-Рв | Выше 0 | НД | 3 | НД | 4 | НД | |||||||||||
| до -30 | 3 | ||||||||||||||||
| до -40 | |||||||||||||||||
| С14-МпС15-РсС16-МоС17-МпС18-МоС19-Рм | Выше 0 | 5 | 4 | 4 | 5 | ТН | 5 | 3 | ТН | 5 | 4 | 5 | НД | ||||
| до -30 | 4 | 3 | 4 | 4 | 3 | ||||||||||||
| до -40 | 3 | НД | 3 | 4 | |||||||||||||
| до -55 | НД | НД | 3 | 3 | |||||||||||||
| С20-Рм | Выше 0 | 5 | 5 | 4 | 4 | 5 | ТН | 5 | 4 | ТН | 5 | 5 | НД | ||||
| до-30 | 4 | 3 | 4 | 4 | |||||||||||||
| до-40 | 4 | 3 | 3 | 3 | 4 | ||||||||||||
| до-55 | НД | 4 | НД | 3 | 3 | ||||||||||||
| С21-Рн | Выше 0 | 5 | 5 | 5 | 4 | 5 | 5 | 4 | 5 | 5 | 5 | 4 | 5 | 4 | 4 | ||
| до-30 | 4 | 4 | 4 | 3 | |||||||||||||
| 4 | 3 | 4 | 3 | 4 | 4 | 3 | 4 | 3 | 3 | ||||||||
| до-55 | 3 | 3 | 3 | 3 | НД | НД | НД | НД | |||||||||
| С22-Ру | Выше 0 | НЦ | 4 | НД | 4 | ||||||||||||
| до-30 | 3 | 3 | |||||||||||||||
| до-40 | |||||||||||||||||
| до-55 | НД | НД | |||||||||||||||
| С23 -Рэ | Выше 0 | 4 | НД | 4 | НД | 5 | 4 | НД | 4 | НД | 4 | НД | 4 | НД | |||
| до-30 | 3 | ||||||||||||||||
| до-40 | 3 | НД | 4 | 3 | 3 | 3 | 3 | ||||||||||
| до-55 | НД | НД | |||||||||||||||
| С24-МфС25-МпС26-РсС27-МфС28-МпС29-Рс | Выше 0 | 5 | 5 | 5 | 5 | 5 | ТН | 5 | 4 | ТН | 5 | 4 | 5 | НД | |||
| до-30 | 4 | 4 | |||||||||||||||
| 4 | 3 | 4 | 3 | 4 | |||||||||||||
| до-55 | 3 | 3 | 3 | 4 | |||||||||||||
| С30-МфС31-МпС32-Рс | Выше 0 | НЦ | 4 | НЦ | 4 | НД | |||||||||||
| до-30 | 3 | 3 | |||||||||||||||
| до-40 | |||||||||||||||||
| до-55 | НД | НД | |||||||||||||||
| Н1-Рш | Выше 0 | 4 | 3 | 4 | 3 | 5 | 5 | 4 | 3 | 5 | 4 | 4 | 5 | 4 | 5 | 4 | |
| до-30 | 3 | 3 | 3 | 3 | |||||||||||||
| до-40 | 3 | НД | 4 | 3 | 4. | 3 | 4 | 4 | |||||||||
| до-55 | 4 | НД | 3 | НД | 3 | НД | 3 | НД | |||||||||
| Н2-КрН3-КпН4-Ка | Выше 0 | 5 | НД | 5 | НД | 5 | 5 | НД | 5 | НД | 5 | НД | |||||
| до-30 | |||||||||||||||||
| до-40 | 4 | 4 | 4 | 4 | 4 | ||||||||||||
| до-55 | 3 | 3 | 3 | ||||||||||||||
| Т1-МфТ2-РфТ3-Мж | Выше 0 | 5 | 4 | 5 | 4 | 3 | 5 | 4 | 4 | НД | |||||||
| до-30 | 4 | 3 | НД | 4 | 3 | ||||||||||||
| 3 | 3 | ||||||||||||||||
| до-55 | НД | 4 | НД | НД | |||||||||||||
| Т6 -Кс | Выше 0 | 5 | НД | 4 | НД | 5 | 4 | НД | 5 | 4 | НД | ||||||
| до-30 | |||||||||||||||||
| до-40 | 4 | 3 | 3 | 4 | 3 | ||||||||||||
| до-55 | 3 | 4 | 3 | ||||||||||||||
| Т7-Ко | Выше 0 | 5 | 4 | 5 | 4 | 5 | 4 | 5 | 4 | 4 | 5 | НД | |||||
| до-30 | 4 | 3 | 3 | ||||||||||||||
| до-40 | 4 | 3 | 3 | 3 | 4 | 3 | 4 | ||||||||||
| до-55 | 3 | НД | 3 | НД | 4 | НД | 3 | НД | |||||||||
| Т8-MвТ9-Рв | Выше 0 | 5 | 4 | 5 | 4 | 5 | 5 | 4 | 5 | 4 | 3 | НД | |||||
| до-30 | 4 | ||||||||||||||||
| до-40 | 4 | 3 | 4 | 3 | 3 | 4 | 3 | ||||||||||
| до-55 | 3 | 3 | 4 | 3 | 3 | ||||||||||||
| Т10-МсТ11-МцТ12-Рз | Выше 0 | 5 | 4 | 4 | 5 | 4 | 5 | 4 | 3 | НД | |||||||
| до-30 | 4 | 3 | 4 | ||||||||||||||
| до-40 | 3 | 3 | НД | 3 | 3 | ||||||||||||
| до-55 | НД | НД | 4 | НД | 3 | НД | |||||||||||
| Выше 0 | 5 | 4 | 4 | 5 | НЦ | 5 | 4 | НЦ | 5 | 4 | НД | ||||||
| до-30 | 4 | 3 | 4 | 4 | |||||||||||||
| до-40 | 3 | НД | 3 | 3 | 3 | ||||||||||||
| до-55 | 3 | НД | 4 | НД | 3 |
Примечания: 1.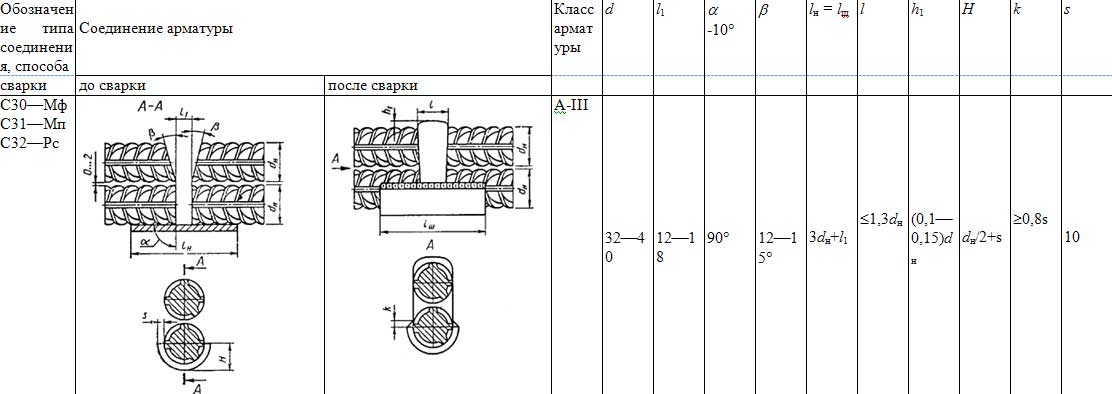 Эксплуатационные качества всех типов сварных соединений арматуры класса A-I марок Ст3сп и Ст3пс должны оцениваться также, как арматуры класса А-II марки 10ГТ, а класса A-I марки Ст3кп — как арматуры класса А-II марки Ст5сп и Ст5пс. 2. Эксплуатационные качества крестообразных соединений проволочной арматуры классов Вр-I и Вр-600 настоящим приложением не регламентируют в связи с отсутствием требований к химическому составу стали. Требования к качеству таких соединений приведены в ГОСТ 10922-90. 3. Арматура класса А-II марки 10ГТ может применяться до температуры минус 70°С включ. 4. Сварные соединения арматуры класса Ат-VСК оценивают на один балл ниже соединений из арматуры класса Ат-V при температуре эксплуатации до минус 40°С включ. 5. Сварные соединения С16-Mo, С18-Mo и Н4-Ка оценивают на один балл ниже соединений, приведенных в той же группе. 6. Буквы НД, ТН и НЦ соответственно обозначают, что соединения к применению не допускаются, соединения технологически невыполнимы и соединения, применение которых нецелесообразно.
Эксплуатационные качества всех типов сварных соединений арматуры класса A-I марок Ст3сп и Ст3пс должны оцениваться также, как арматуры класса А-II марки 10ГТ, а класса A-I марки Ст3кп — как арматуры класса А-II марки Ст5сп и Ст5пс. 2. Эксплуатационные качества крестообразных соединений проволочной арматуры классов Вр-I и Вр-600 настоящим приложением не регламентируют в связи с отсутствием требований к химическому составу стали. Требования к качеству таких соединений приведены в ГОСТ 10922-90. 3. Арматура класса А-II марки 10ГТ может применяться до температуры минус 70°С включ. 4. Сварные соединения арматуры класса Ат-VСК оценивают на один балл ниже соединений из арматуры класса Ат-V при температуре эксплуатации до минус 40°С включ. 5. Сварные соединения С16-Mo, С18-Mo и Н4-Ка оценивают на один балл ниже соединений, приведенных в той же группе. 6. Буквы НД, ТН и НЦ соответственно обозначают, что соединения к применению не допускаются, соединения технологически невыполнимы и соединения, применение которых нецелесообразно.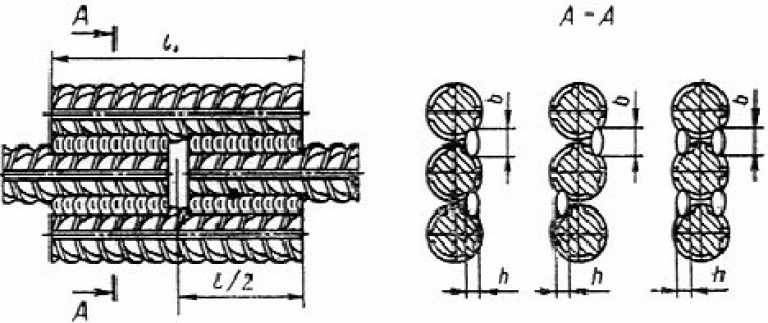
ПРИЛОЖЕНИЕ 3Справочное
ПРИЛОЖЕНИЕ 1 (обязательное). Термины и пояснения
ПРИЛОЖЕНИЕ 1Обязательное
Таблица 30
| Термин | Пояснение |
| Ванная сварка | Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла |
| Ванная механизированная сварка | Процесс ванной сварки, при котором подача сварочной проволоки в зону сварки производится автоматически, а управление дугой или держателем — вручную |
| Ванная одноэлектродная сварка | Процесс ванной сварки, при котором электродный материал в виде одиночного (штучного) электрода подается в зону сварки вручную |
| Дуговая механизированная сварка порошковой проволокой | Процесс сварки, при котором электродный материал в виде порошковой проволоки подается в зону сварки автоматически |
| Инвентарная форма | Приспособление многоразового (медь, графит) использования, обеспечивающее формирование наплавленного металла при ванной сварке и легкое удаление после сварки |
| Стальная скоба-накладка | Вспомогательный элемент, обеспечивающий формирование сварочного шва, являющийся неотъемлемой частью соединения и воспринимающий часть нагрузки при работе соединения в конструкции |
| Крестообразное соединение | Соединение стержней, сваренных в месте пересечения |
| Осадка (, мм) стержней в крестообразных соединениях | Величина вдавливания стержней друг в друга на участке, нагретом при контактной сварке до пластичного состояния |
| Комбинированные несущие и формующие элементы | Элементы, состоящие из остающейся стальной полускобы-накладки и инвентарной медной полуформы |
| Дуговая механизированная сварка под флюсом без присадочного металла | Процесс, в котором весь цикл сварки выполняется в заданном автоматическом режиме |
| Дуговая ручная сварка с малой механизацией под флюсом без присадочного металла | Процесс, в котором вспомогательные операции частично механизированы, а весь цикл сварки выполняется вручную |
Особенности усиления сварных швов
Сделать укрепление обычной сварки не так трудно, но когда дело касается угловых соединений, им потребуется особый подход.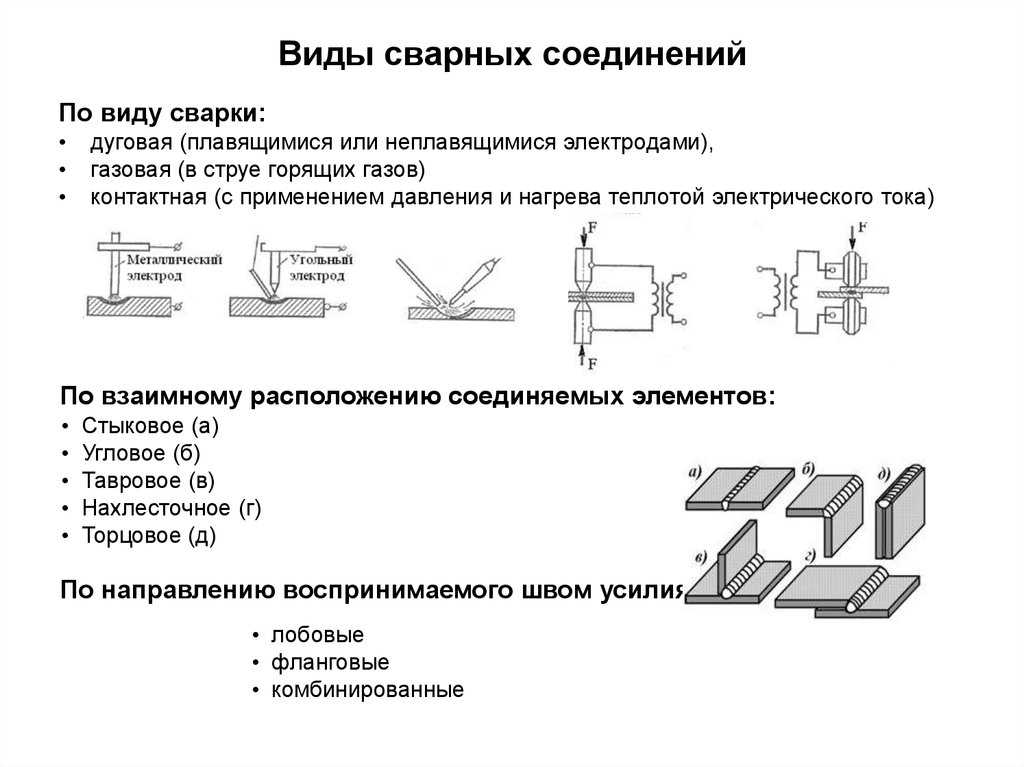
Задача будет осложнена тем, что нередко при усилении шва с помощью увеличения его длины приходится использовать дополнительные наплавы, ребра, накладки и другие конструкции. А подбираются они индивидуально под размер области варки, ее расположения, материала, который сваривали, характеристик катета и т. д.
Схема изображения сварного шва с усилением и без него
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
- На сварные соединения стержневой арматуры.
- На соединения арматурной проволоки, которая имеет диаметр 3 мм и более.
- На соединения между арматурой и прокатом с толщиной от 4 до 30 мм.

Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Содержание
- 6.1 Общие положения
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов
национальным стандартам
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка
ОБЩИЕ ДОПУСКИ НА СВАРНЫЕ КОНСТРУКЦИИ
Линейные и угловые размеры.
Форма и расположение
Welding. General tolerances for welded constructions. Dimensions for lengths and angles. Shape and position
Дата введения — 2017—10—01
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
| Типы соединения | Способ сварки | Обозначение |
| Крестообразное | Контактная точечная | Кт |
| Дуговая (ручная) | Рп | |
| Механизированная прихватками | Мп | |
| Стыковое | Контактная стыковая | Ко |
| Ванная под флюсом механизированная | Мф | |
| Ванная с одним электродом в инвентарной форме | Рв | |
| Механизированная дуговая с порошковой проволокой и на стальной скобе-накладке | Мп | |
| Ванно-шовная на стальной скобе | Рс | |
| Дуговая (ручная) с многослойными швами на стальной скобе | Рм | |
| Дуговая (ручная/механизированная) со швами со стержневыми накладками | Рн | |
| Нахлесточное | Дуговая ручная или механизированная | Рш |
| Контактная по 1 рельефу на пластине | Кр | |
| Контактная по 2 рельефам на пластине | Кр | |
| Тавровое | Дуговая (механизированная) под флюсом без присадки | Мф |
| Дуговая (ручная) под флюсом без присадки | Рф | |
| Дуговая (механизированная) со швами в среде СО2 | Мз | |
| Дуговая (ручная) с валиковыми швами | Рз |
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр.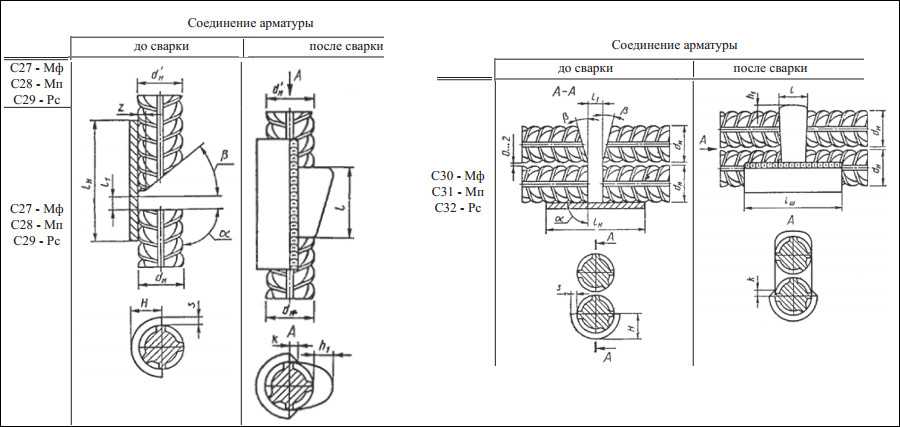 Она производится с учетом внешних факторов:
Она производится с учетом внешних факторов:
- Типа соединения, которое использовалось.
- Способа сварки.
- Марки стали и диаметра используемой арматуры.
- Температуры эксплуатации и производства.
Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
ПРИЛОЖЕНИЕ 3 Справочное
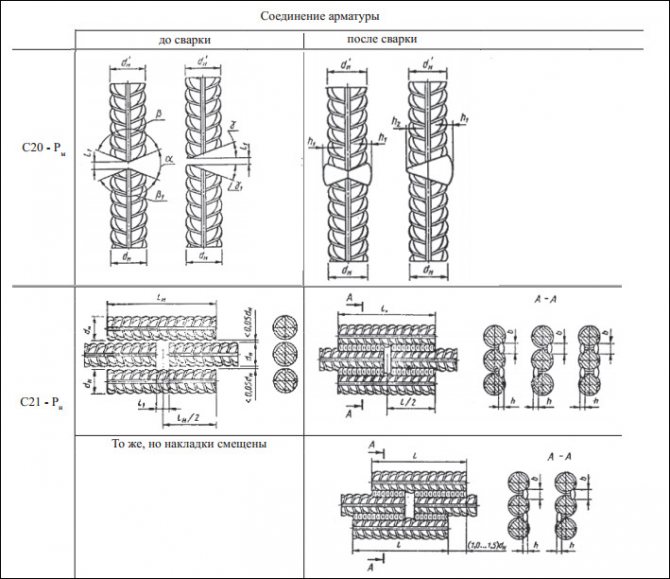
КОНСТРУКЦИЯ И РАЗМЕРЫ СОЕДИНЕНИЙ АРМАТУРЫ С ОТНОШЕНИЕМ ДИАМЕТРОВ ОТ 0,5 ДО 0,8
С14-Мп, С15-Рс, С16-Мо
Таблица 32
| До сварки | После сварки |
C24-Мф, С25-Мп, С26-Рс
Таблица 33
| До сварки | После сварки |
Примечание. ; k ≥ 0,8 s; k’ ≥ 0,8 s’; b = (0,35 — 0,4) d’н; h’н = d’н + s’; l’н = lн — 0,5dн — l1
; k ≥ 0,8 s; k’ ≥ 0,8 s’; b = (0,35 — 0,4) d’н; h’н = d’н + s’; l’н = lн — 0,5dн — l1
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по строительству и инвестициямРАЗРАБОТЧИКИА.М. Фридман, канд. техн. наук (руководитель темы): Э.Ф. Горохова; Е.Н. Бондарец; Л.А. Зборовский; В.В. Баконин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по строительству и инвестициям от 28.11.91 № 19
3. ВЗАМЕН ГОСТ 14098-85
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Предисловие
- 1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью «Национальная экспертно-диагностическая ) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
- 2 ВНЕСЕН Техническим комитетом постандартизацииТК 364 «Сварка и родственные процессы»
- 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом Федерального агентства по техническому регулированию и метрологии от 31 марта 2021 г.
 № 237-ст
№ 237-ст - 4 Настоящий стандарт идентичен международному стандарту ИСО 13920:1996 «Сварка. Общие допуски на сварные конструкции. Линейные и угловые размеры. Форма и расположение» (ISO 13920:1996 «Welding — General tolerances for welded constructions — Dimensions for lengths and angles — Shape and position», IDT).
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 44 «Сварка и родственные процессы», подкомитетом SC 10.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
- 5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. Ns 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
© Стандартинформ, 2017
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Трубные фитинги, фитинги для сварки встык Спецификации и стандарты
Сварные фитинги изготовлены в соответствии со спецификацией ASME B16.9. ASME B16.9 распространяется на сварные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов. Однако этот стандарт не распространяется на фитинги для стыковой сварки, устойчивые к коррозии низкого давления.
ASTM A234 WPB — это стандартные технические условия на трубопроводную арматуру из кованой углеродистой стали и легированной стали для эксплуатации при умеренных и высоких температурах.
Технические характеристики
A234 WPB — наиболее распространенный материал, используемый для фитингов из углеродистой стали, свариваемых встык.
- ASTM: A234 WPB
- ASME: B16.9, B.11
- КДЕС: MRO175
- МСС: СП-83, СП-95
Химический состав WPB (%)
Марка | С | Мн | Р | С | Си | Кр | Пн | Никель | Медь | Прочие |
– | – | – | макс. | макс. | – | – | – | – | – | – |
ВПБ | 0,3 | 0,29-1,06 | 0,05 | 0,058 | 0,1 | 0,4 | 0,15 | 0,4 | 0,4 | В 0,08 |
(1,2,3,4,5) | макс. | – | – | – | мин | макс. | макс. | макс. | макс. | макс. |

- Фитинги, изготовленные из стержня или пластины, могут содержать не более 0,35 углерода.
- Фитинги, изготовленные из поковок, могут содержать не более 0,35 углерода и не более 0,35 кремния без мин.
- Для каждого сокращения на 0,01% ниже указанного максимума углерода будет разрешено увеличение содержания марганца на 0,06% выше указанного максимума, но не более чем на 1,35%.
- Сумма меди, никеля, ниобия и молибдена не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.
В стандарте ASME/ANSI технические требования к фитингам для сварки встык указаны в стандарте ASME/ANSI B16.9, включая все типы фитингов. В стандарте EN это стандарт EN10253 для фитингов для сварки встык.
В стандартах JIS, DIN, Ghost разные типы фитингов для стыковой сварки имеют разные стандартные номера. Например, JIS B2311, B2312, B2313 или ГОСТ 17373, ГОСТ 17375, ГОСТ 17376, ГОСТ 17378 и т. д.
Существуют и другие стандарты для фитингов для стыковой сварки, например:
- MSS SP-43
- МСС СП-75
- АСМЭ Б16.
 49
49
Наша команда обладает высокой квалификацией и опытом в обслуживании и производстве всех видов стальных материалов.
- Стандарты
- Процесс
- Материал
- Приложения
- ASTM A234 WPB
- АСТМ А213
- АСТМ А333
- АСТМ А335
- АСТМ А78/А178М
- Базальт литой
- Фитинги для труб с базальтовым покрытием
- Компенсаторы с керамическим покрытием
- Боковой тройник с керамической футеровкой
- A335 Хромомолибденовая труба
- A333 Низкотемпературная труба
- Ребристая труба, котельные трубы
- Противоэрозионные экраны для труб
- Стальная пластина
- Трубы из легированной стали склад
Copyright © 2000-2022 Sunny Steel Enterprise Ltd. Все права защищены ICP No.:08010763
Все права защищены ICP No.:08010763
Отвод трубы стальной бесшовной по ГОСТ 17375 30753 | Carbon Steel Pipe Elbows
| Categories | Carbon Steel Pipe Elbows |
|---|---|
| Brand | JS FITTINGS |
| Model | JS-E |
| Size | DN 25-DN 800 |
| Размер меньше DN 600 | Бесшовный |
| Больше DN 600 | Сварной |
| Color | primary color |
| OD | 323.9mm |
| FOB port | Tianjin XinGang, Qingdao, shanghai, Shenzhen, Guangzhou, Yiwu |
| Terms of Payment | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| Время обновления | 2022/10/28 |
Подробная информация
Бесшовные фитинги из стали 20 ГОСТ 17375 30753
Спецификация JS FITTINGS GOST Отводы
JS FITTINGS является производителем и поставщиком огромного ассортимента трубных фитингов из углеродистой стали , таких как фитинги для стыковой сварки, фитинги с раструбом (BWld) Резьбовые (THD), резьбовые фитинги, трубные фитинги, фитинги КИПиА, Особо длинные и короткие радиусы Колена для Россия , Украина, Беларусь и другие страны СНГ . JS ФИТИНГИ имеет значительный экспорт, который включает в себя множество изготовленных на заказ или специализированных изделий, а также полный спектр всех стандартных промышленных фитингов, таких как
JS ФИТИНГИ имеет значительный экспорт, который включает в себя множество изготовленных на заказ или специализированных изделий, а также полный спектр всех стандартных промышленных фитингов, таких как
Ведущий производитель отводов для бесшовных стальных труб по ГОСТ 17375 30753, производитель отводов из стали марки 20.
Различные производящие звенья Отводы ГОСТ
Отводы толкающие ГОСТ
сталь 20 и Q235 Отводы типоразмера с меньшим давлением не будут подвергаться термической обработке, т.к. температура будет около 800 градусов .
Отводы формовочные ГОСТ
Для каждого отвода необходимо формирующее звено.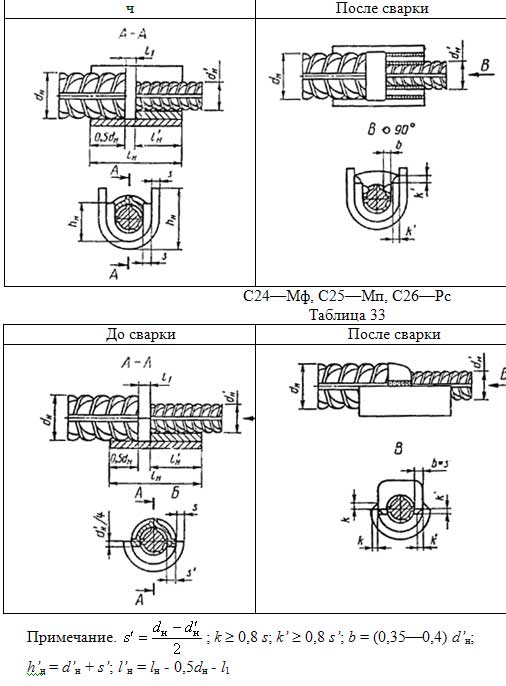
Скос концов отводов ГОСТ
По стандарту ГОСТ 17275-2001 концы отводов будут скошены. JS FITTINGS имеет дистрибьюторов в Санкт-Петербурге, Россия.
Детали отводов ГОСТ
Высечка на концах отвода ГОСТ
От DN 25 до DN 150, маркировка резьбы наиболее подходит для отводов.
JS FITTINGS поставка Новосибирск Россия Отводы 90 градусов без черной покраски.
Знаки окраски в середине отводов ГОСТ
Для размера больше DN 150 клиенты могут выбрать знаки окраски, но стоимость будет немного отличаться.
Клиенты в России больше любят гравировку, чем гравировку.
Задняя дуга ГОСТ Отводы
ФИТИНГИ JS поставляются стандартные отводы, допускаются любые проверки и испытания.
Отводы бесшовные цена в России.
Детали пакета
ГОСТ Отводы с поддонами
Отводы меньшего размера упаковываются поддонами и фанерными ящиками.