Сварка арматуры ванным способом это: Ванная сварка – принцип и назначение технологии
alexxlab | 08.05.2023 | 0 | Разное
Ванная сварка арматуры
Содержание страницы
Арматура, как элемент каркасной конструкции, используется во многих строительных элементах, узлах и блоках. Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение. Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Сварка арматуры ванным способом по сравнению со свариванием при помощи накладок экономичнее. В зависимости от сечения используемых стальных прутков экономия составляет 10-60 кг арматуры и 0,5-2,5 кг электродов. К тому же при ванной сварке нет необходимости поворачивать свариваемую конструкцию для удобства проведения соединительного процесса.
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.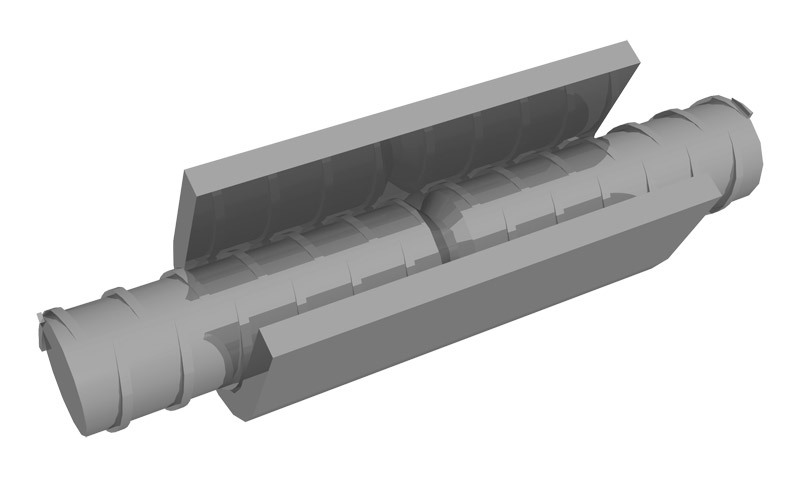
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Ванночки для сварки
Несколько слов о ванночках для арматуры. Как уже было сказано выше, в настоящее время используются три основных их вида, отличающихся друг от друга сырьевым материалом. Но есть у них и другие отличия. К примеру, стальная форма – это неразъемная деталь, которая остается в арматурной конструкции и затем вместе со стержнями заливается бетоном.
Медные и графитовые ванночки – это разъемные изделия, которые после окончания сварочного процесса снимаются с места соединения двух арматурных прутков. После чего их можно использовать повторно. Оборачиваемость медных форм практически в два раза больше, чем графитовых. Необходимо отметить, что сам графит – материал гигроскопичный, то есть он легко впитывает в себя влагу, даже находящуюся в воздухе. Поэтому перед применением графитовую форму необходимо прокалить, тем самым удалив избыточную влажность.
Дополнительная информация
Варить арматуру ванным способом можно не только одним электродом. Существует технология многоэлектродной сварки. Для этого используется специальный инструмент – гребенка, в который и устанавливается несколько электродов. Розжиг дуги сразу нескольких расходников о стержни арматуры затруднителен, поэтому поджигают их о днище ванночки. Все остальное происходит точно так же, как и в технологии с одним электродом.
Как только форма будет заполнена расплавленным металлом, нужно гребенку установить так, чтобы электроды были направлены перпендикулярно плоскости заполненной ванночки и располагались посередине между свариваемыми арматурными стержнями.
Ванная сварка может быть проведена и без ванночек, для чего используются подкладки из той же арматуры. Применяется этот вариант редко, только в тех случаях, когда невозможно провести сварной процесс в специальных формах.
Обязательно ознакомьтесь с видео, размещенным на этой странице сайта, где показан процесс сварки арматуры ванным способом.
Технология сварки арматуры ванным способом
Все строительные процессы имеют государственные стандарты, которые определяют, как их надо проводить. В стандартах четко обозначено, какие материалы должны использоваться, какие технологии и последовательность проводимых операций. Сварка арматуры – не исключение.
Как соединяются два прута арматуры сваркой ванным способом
Для данного строительного процесса был разработан ГОСТ под названием «Соединения сварные арматуры и закладных изделий железобетонных конструкций».
- В таблице под номером «1» обозначены виды сварки арматуры: стыковое, крестообразное, тавровое и нахлесточное. В стыковую категорию входит сварка при помощи ванночки или по-другому: инверторная форма. То есть, таким способом можно варить арматурные стержни, установленные стык в стык.
- В таблице №30, которая называется «Термины и Пояснения», дано понятие арматурной сварки ванным способом. В таблице написано, что ванная сварка – это процесс, при котором расплавление стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла.
Обратите внимание на слово – в основном – которое говорит о том, что не только расплавленный металл расплавляет арматурные стержни. Поэтому разберемся в технологии сварки арматуры ванным способом досконально.
Окончательный результат сварки ванным способом
Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки. Это первое.
Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм. Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.
Стальные инверторные формы
Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые. Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена. Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу. Именно он не дает расплавленному металлу вытекать.
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Технология ванной сварки
Как и все процессы, технология ванной сварки делится на два этапа: подготовка и сама сварка.
Подготовительный процесс
Сюда входит две операции:
- Очистка концов арматурных стержней металлической щеткой до блеска.
 Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце.
Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце. - Приварить к нижним плоскостям стыкуемых стержней точечной приваркой инверторную форму. Она будет создавать емкость, в которой будет собираться расплавленная сталь.
Основной этап
Сразу надо оговориться, что основной металл, который будет заполнять собой ванночку – сталь арматуры. Поэтому электрод подводят к торцу одного из стержней и начинают его расплавлять, двигая расходником по всей площади торца: круговыми движениями или из стороны в сторону. Затем работа переходит на противоположный торец соединяемой арматуры. И так поочередно до полного заполнения ванночки расплавленным металлом.
Внимание! Все движения должны быть легкими, потому что расплавка производится при высоких токах. К примеру, если используются электроды диаметром 7-8 мм, то к ним подается ток силой 400-450 ампер.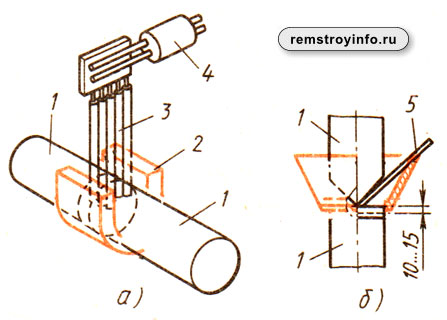
Видео:
Сварка арматуры продолжается до тех пор, пока расплавленная сталь не закроет собой соединяемые стержни. На этом работа не заканчивается, надо правильно провести окончательные манипуляции, чтобы равномерно еще раз прогреть весь собранный в форме металл для равномерного его остывания. Просто электродом вращают между концами соединяемой арматуры, но не сильно. Теперь можно заканчивать процесс ванной сварки.
Даже самая небольшая по объему ванночка не заполниться металлом, если используется для расплавки один электрод. Как минимум, будет израсходовано 4-5 расходников. Поэтому сварщик, который выполняет данный вид сварки, должен обладать опытом и навыками, где основной – скорость замены электродов. На это выделяется не более 5 секунд. После этого временного периода сталь просто начнет застывать. И все проделанные манипуляции – ноль. Неравномерно остывающий металл – снижение качества соединения.
Неравномерно остывающий металл – снижение качества соединения.
Сварка гребенкой и несколькими электродами
Этот способ называется многоэлектродной сваркой, где используется специальный держак, называемый гребенкой. В него вставляется сразу несколько электродов (3-5 шт.). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
- Зажигают дугу электродов не об арматуру, а об металлическую ванночку, чаще о ее днище. Просто об один торец одновременно сразу несколько электродов не разжечь.
- Для упрочнения стыка электроды периодически опускают в расплавленный металл, чтобы прогреть его.
- Можно зазор между прутками арматуры не оставлять, прижимая их плотно друг к другу.
- При вертикальном расположении арматуры не стоит сильно отклонять электроды от перпендикулярности к оси соединения.
Этот способ при соединения арматуры внутри бетонных конструкций используется редко. Он непростой, не все сварщики им владеют. Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
Одно- и многоэлектродная сварка ванным способом
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра. Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности. Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии. Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Преимущества и недостатки ванной сварки арматуры
К преимуществам можно отнести:
- рациональный расход исходных материалов;
- высокое качество соединения;
- отточенная технология, которая позволяет добиться высокого качества;
- разнообразие инверторных форм, что позволяет сделать выбор точно под размеры арматуры.
Отрицательные стороны технологии:
- более требовательная подготовка, занимающая много времени, особенно это касается точного выставления концов двух соединяемых арматурных прутьев;
- большой расход стальных ванночек;
- высокая цена медных форм.
Итак, ванный способ соединения арматурных стержней, если его правильно проводить, это высокое качество конечного результата. Шов получается прочным и надежным. Место стыка гибким, как у сплошной арматуры, что позволяет выдерживать нагрузки на изгиб.
арматура для сварки палочкой переменного тока?
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Сварочные веб-дисциплины
- Сварка MIG, TIG, электродуговая и кислородно-топливная сварка
- Арматура для сварки электродов переменного тока?
+ Ответить на тему
03-10-2010 #1
Сварочная арматура на переменном токе?
Завтра поеду в мастерскую попрактиковаться в сварке.
 Также собираюсь перепаять блок ВЧ переменного тока на 220В.
Также собираюсь перепаять блок ВЧ переменного тока на 220В.
До сих пор мои лучшие сварные швы были на арматуре, поэтому я решил немного попрактиковаться в этом в дополнение к обязательным соединениям внахлестку и укладке валиков.Я думаю, что раньше мне нравилась арматура, потому что я мог просто включить 110-вольтовую машину на полную мощность, использовать 6011 и не беспокоиться ни о чем другом.
Как бы то ни было, я придумал очень дешевый и простой в изготовлении проект: бортоотбойник для шин моего мотоцикла.
Итак, как лучше сваривать арматуру?
Очевидно, что хорошая подготовка поверхности является ключевым моментом.
Я думал, что для того, чтобы сделать соединения под углом 90 градусов прочными, может быть, шлифовать букву «V» или |_| наполовину в каждом баре поможет, как Lincoln Logs. А как тогда лучше сваривать? Или есть лучший метод?
Какую удочку лучше использовать? (Помните, только сварочный аппарат переменного тока)
У меня 6011 и 7014 в 3/32. У меня есть 6013 в 1/8, но я никогда не был доволен им на 110 В. Может на 220 будет здорово? У меня также есть 7014 в масштабе 1/16, но я думаю, что это маловато для 220В.
У меня есть 6013 в 1/8, но я никогда не был доволен им на 110 В. Может на 220 будет здорово? У меня также есть 7014 в масштабе 1/16, но я думаю, что это маловато для 220В.
О, у меня тоже есть 7018 в 3/32, но я НИКОГДА ничего не мог сделать с этими стержнями, и они уже год лежат в гараже под открытым небом, так что я просто собирался их выбросить, если только выпечка в духовке действительно работает – я припоминаю, что это не так.Я
“Чтобы узнать, какую полярность использовать, идите в ванную и вылейте немного воды в канализацию. Если он течет по часовой стрелке, используйте прямую полярность. Если он движется против часовой стрелки, используйте обратную полярность. Или, если он просто булькает, используйте переменный ток.” -РэндомДэйв
Ответить Ответить с цитатой
03-10-2010 #2
Re: Сварка арматуры с помощью электродов переменного тока?
Арматура обычно изготавливается из дешевого металлолома.
 В одних случаях он мягкий, как масло, а в других – очень твердый. Все зависит от того, что было в ломовой смеси в тот день. Основные характеристики смеси очень свободны, если она соответствует минимальной прочности на растяжение, это хорошо. Это особенно верно в отношении импортной арматуры и барахла, который продает Depot/Lowes. Если стержень режется ножовкой, он мягкий и, вероятно, сварится нормально. Если это не будет резать, это сложно, и я бы пропустил это.
В одних случаях он мягкий, как масло, а в других – очень твердый. Все зависит от того, что было в ломовой смеси в тот день. Основные характеристики смеси очень свободны, если она соответствует минимальной прочности на растяжение, это хорошо. Это особенно верно в отношении импортной арматуры и барахла, который продает Depot/Lowes. Если стержень режется ножовкой, он мягкий и, вероятно, сварится нормально. Если это не будет резать, это сложно, и я бы пропустил это.Я видел, как сварные швы в арматуре хорошо держались, или видел, как подобные сварные швы рвались из-за того, что сталь была слишком твердой и хрупкой, чтобы получить хороший сварной шов. Хорошая общая подготовка поможет. Я думаю, что вашей самой большой проблемой будет ваша машина. У меня не было бы проблем со сваркой арматуры на моей старой ручной машине на 220 В переменного тока. Я бы, наверное, взял 7014/7018, если бы у меня был выбор, но 6011/6013, вероятно, тоже подошли бы. Я не использую арматуру для всего, что мне нужно сварить.
 Обычно я приваривал его, чтобы сделать своего рода одноразовый анкер, который мы закапывали в бетон, но ничего, что я бы использовал в качестве инструмента или доверия, чтобы оставаться в рабочем состоянии.
Обычно я приваривал его, чтобы сделать своего рода одноразовый анкер, который мы закапывали в бетон, но ничего, что я бы использовал в качестве инструмента или доверия, чтобы оставаться в рабочем состоянии.Я не понимаю, как вы собираетесь заставить POS на 110 В работать на 220 В, и, честно говоря, меня это не волнует. Я вижу, что это дуга, просто, вероятно, не там, где вы намереваетесь. Просто будь осторожен.
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить Ответить с цитатой
03-10-2010 #3
Re: Сварка арматуры с помощью электродов переменного тока?
Первоначально написал DSW
Я обычно приваривал его, чтобы сделать что-то вроде одноразового анкера, который мы бы закапывали в бетон, но ничего, что я бы использовал в качестве инструмента или доверия, чтобы оставаться в рабочем состоянии.
Если дизайн будет удачным, я, наверное, выброшу любую сборку из настоящего металла. Я не ожидаю, что это продлится долго… просто у меня есть цель в моей практике сварки. Делает это веселее.[/quote]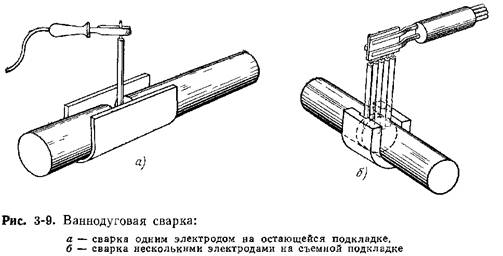
Я не понимаю, как вы собираетесь заставить POS на 110 В работать на 220 В, и, честно говоря, меня это не волнует. Я вижу, что это дуга, просто, вероятно, не там, где вы намереваетесь. Только будьте осторожны.[/QUOTE]
Я собирался использовать гигантский переключатель на передней панели, который переключается между 110 и 220 В.
http://www.harborfreight.com/cpi/cta…emnumber=98870“Чтобы узнать, какую полярность использовать, идите в ванную и вылейте немного воды в канализацию. Если он течет по часовой стрелке, используйте прямую полярность. Если он течет против часовой стрелки, используйте обратную полярность. Или, если он просто булькает, используйте переменный ток. ” -РэндомДейв
Ответить Ответить с цитатой
03-10-2010 #4
Re: Сварка арматуры с помощью электродов переменного тока?
Первоначально Послано Skippii
Я собирался использовать гигантский переключатель на передней панели, который переключается между 110 и 220В.
Хорошо, в этом больше смысла. Я, хотя это был один из тех модов / сборок, сделанных своими руками, чтобы попытаться получить больше от дешевых машин только на 110 В, несколько парней в последнее время писали о проблемах с бегущими бусинами. Часть в посте 1, в которой говорилось «перемонтировать», а не переключать на 220 В, вероятно, поэтому я подумал, что это сборка мода.
http://www.harborfreight.com/cpi/cta…emnumber=98870.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить Ответить с цитатой
03-10-2010 #5
Re: Сварка арматуры с помощью электродов переменного тока?
Первоначально Послано DSW
Хорошо, это имеет больше смысла.
А, понятно. Я, хотя это был один из тех модов / сборок, сделанных своими руками, чтобы попытаться получить больше от дешевых машин только на 110 В, несколько парней в последнее время писали о проблемах с бегущими бусинами. Часть в посте 1, в которой говорилось «перемонтировать», а не переключать на 220 В, вероятно, поэтому я подумал, что это сборка мода.
Я, хотя это был один из тех модов / сборок, сделанных своими руками, чтобы попытаться получить больше от дешевых машин только на 110 В, несколько парней в последнее время писали о проблемах с бегущими бусинами. Часть в посте 1, в которой говорилось «перемонтировать», а не переключать на 220 В, вероятно, поэтому я подумал, что это сборка мода.
Нет, просто нужно поменять вилку со стандартной розетки США на розетку 220… это все, что я имел в виду под переподключением.“Чтобы узнать, какую полярность использовать, идите в ванную и вылейте немного воды в канализацию. Если он течет по часовой стрелке, используйте прямую полярность. Если он течет против часовой стрелки, используйте обратную полярность. Или, если он просто булькает, используйте переменный ток.” -РэндомДэйв
Ответить Ответить с цитатой
+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Сварная арматура – Etsy.
