Сварка автоматическая под флюсом гост: ГОСТ 8713-79* «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры»
alexxlab | 11.05.1987 | 0 | Разное
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОМАТИЧЕСКАЯ И
ПОЛУАВТОМАТИЧЕСКАЯ ДУГОВАЯ
СВАРКА ПОД ФЛЮСОМ.
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ
И ТУПЫМИ УГЛАМИ
Основные типы, конструктивные элементы
и размеры
ГОСТ 11533-75
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| АВТОМАТИЧЕСКАЯ И ПОЛУАВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ Основные типы, конструктивные элементы и размеры Automatic and semiautomatic submerged arc welding. Acute and blunt weld joints. Main types, design elements and dimensions | ГОСТ 11533-75* Взамен ГОСТ 11533-65 |
* Переиздание (июнь 1993 г. ) с Изменением № 1, утвержденным в мае 1991 г. (ИУС 8-91)
) с Изменением № 1, утвержденным в мае 1991 г. (ИУС 8-91)
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3880 срок введения установлен
с 01.01.77
Проверен в 1991 г. Постановлением Госстандарта от 16.05.91 № 695 снято ограничение срока
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами. Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
2. В стандарте приняты следующие обозначения способов сварки:
А – автоматическая дуговая сварка под флюсом;
Ac – автоматическая дуговая сварка под флюсом на стальной подкладке;
П – полуавтоматическая дуговая сварка под флюсом;
Пс – полуавтоматическая дуговая сварка под флюсом на стальной подкладке;
Ппш – полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва.

3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
| Тип соединения | Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения подготовленных кромок и выполненного шва | Обозначение способа сварки | Толщина свариваемых деталей, мм | Угол соединения деталей β, град | Условно обозначение сварного соединения | |
| Угловое | Без скоса кромок | Односторонний на съемной или стальной остающейся подкладке | Ас; Пс | 2-12 14-30 | 179-91 135-91 | У1 | ||
| Двусторонний | А; П | 2-20 | 179-136 | У2 | ||||
| Апш; Ппш | 2-5 6-14 2-30 | 179-136 89-45 135-91 | ||||||
| Со скосом одной кромки | Односторонний на съемной или стальной подкладке | Ас; Пс | 8-30 | 179-136 | У3 | |||
| Двусторонний | А; П | 14-20 | 179-136 | У4 | ||||
| Апш; Ппш | 8-30 8-20 | 179-136 89-45 | ||||||
| С двумя скосами одной кромки | Двусторонний | А; П | 20-30 20-40 | 179-165 80-75 | У5 | |||
| Ппш; Апш | 20-30 20-40 | 179-165 89-75 | ||||||
| С двумя скосами одной кромки и одним скосом другой кромки | Двусторонний | А; П; Апш; Ппш | 20-60 | 179-136 | У6 | |||
| Тавровое | Без скоса кромок | Односторонний | А; П | 3-40 | 91-175 | T1 | ||
| Двусторонний | Апш; Ппш | 3-40 | 91-135 | T2 | ||||
| Co скосом одной кромки | Односторонний | А; П | 3-40 | 89-45; 91-135 | Т3 | |||
| Двусторонний | А; П; Апш; Ппш | 3-40 | 89-45; 91-135 | Т4 | ||||
| Со скосом одной кромки | Односторонний | А; П | 8-42 | 91-134 | Т5 | |||
| Двусторонний | Апш; Ппш | 8-42 | 91-134 | Т6 | ||||
| С двумя скосами одной кромки | Двусторонний | А; П; Апш; Ппш | 16-40 | 91-100; 89-80 | Т7 | |||
| С двумя несимметричными скосами одной кромки | Двусторонний | А; П; Апш; Ппш | 16-40 | 79-70; 101-110 | Т8 | |||
| С двумя криволинейными скосами одной кромки | Двусторонний | А; П | 30-60 | 89-75; 91-105 | Т9 | |||
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-23.
Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-23.
Примечание. При применении специальных способов автоматической сварки под флюсом, допускается изменение размера с по сравнению с указанным в табл. 2-23.
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | α, град | m, не менее | β | g | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град. | Номин. | Пред. откл. откл. | Номин. | Пред. откл. | |||||||
| 179- 160 | 159- 136 | 135 -91 | |||||||||||
| У1 | Ас; Пс | От 2 до 3 | 12 | 14 | 2s+3 | 180-β | 8 | 0,5 | +1,0 | 1,5 | &plusm;1,0 | ||
| Св. 3 до 4 | 17 | 19 | 2,0 | &plusm;1,0 | |||||||||
| Св. 4 до 6 | 10 | ||||||||||||
| Св. 6 до 8 | 21 | 23 | 15 | ||||||||||
| Св. 8 до 10 | 26 | 28 | |||||||||||
| Св. 10 до 12 | 28 | 30 | 2,0 | +1,0 -1,5 | |||||||||
Св.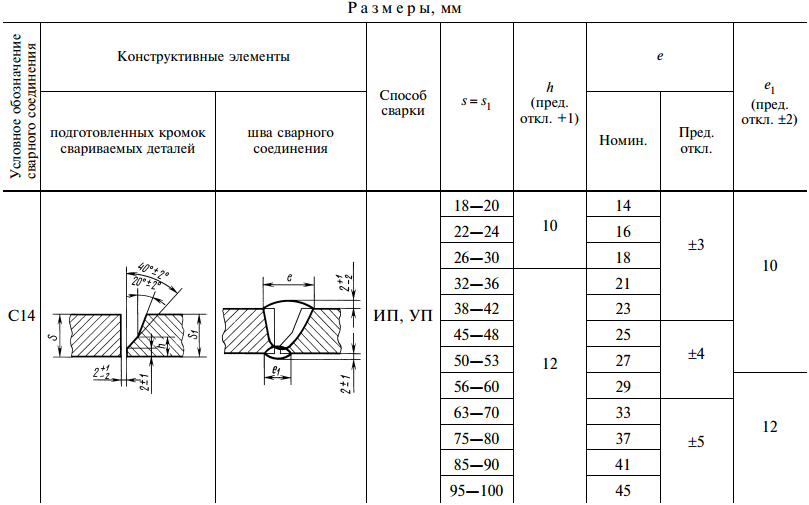 12 до 16 12 до 16 | – | 1,8s | 3,0 | &plusm;1,5 | 2,5 | ||||||||
| Св. 16 до 20 | 1,4s | 20 | 4 | ||||||||||
| Св. 20 до 24 | 1,2s | ||||||||||||
| Св. 24 до 30 | 1,15s | ||||||||||||
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е-е1, не более | е, не более | е1 &plusm;3 | α, град | β | g = g1 | |||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||
| 179- 170 | 169- 160 | 159- 136 | 169- 160 | 159- 136 | ||||||||||
| У2 | А; П | От 2 до 3 | 10 | 7 | 6 | 180-β | 0 | +0,5 | 1,5 | &plusm;1,0 | ||||
| Св. 3 до 4 | 12 | +0,8 | +1,0 -1,5 | |||||||||||
| Св. 4 до 5 | 14 | 9 | 8 | &plusm;1,5 | ||||||||||
| Св. 5 до 6 | 19 | 0,4s+12 | ||||||||||||
Св. 6 до 9 6 до 9 | 0,4s+10 | 14 | 12 | 2,5 | +1,0 -2,5 | |||||||||
| Св. 9 до 14 | 23 | 0,6s+10 | +1,5 -2,5 | |||||||||||
| Св. 14 до 20 | 26 | 18 | 16 | |||||||||||
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | е1 | α, град | β | g = g1 | ||||||||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||||||
| 179- 136 | 135- 120 | 119- 91 | 89 -61 | 60- 45 | 179- 136 | 135- 91 | 89- 45 | Св. 90 | До 90 | |||||||||||
| У2 | Апш; Ппш | От 2 до 3 | 10 | s+5 | 1,1s+5 | – | 9&plusm;2 | 7&plusm;2 | – | 180-β | 90-β | 0,5 | &plusm;0,5 | 1,5 | &plusm;1,0 | |||||
| Св. 3 до 4 | 12 | s+7 | 1,0 | 1,0 | 2,0 | +1,0 -1,5 | ||||||||||||||
Св.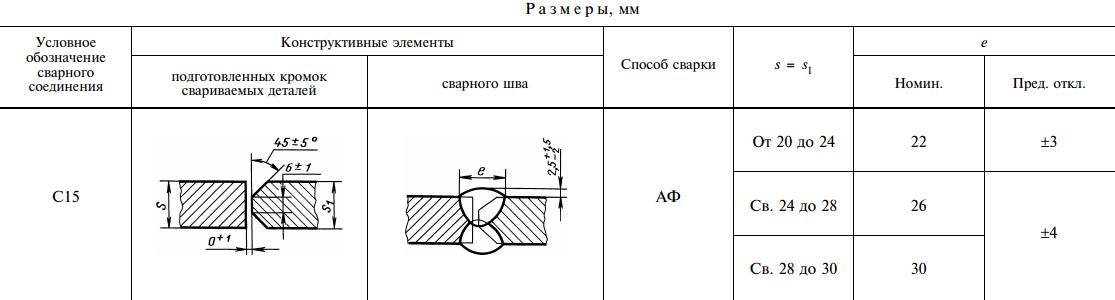 4 до 5 4 до 5 | 14 | |||||||||||||||||||
| Св. 5 до 9 | – | s+8 | 1,1s+4 | 1,8s+3 | 4 | 2,0 | ||||||||||||||
| Св. 9 до 14 | 5 | |||||||||||||||||||
| Св. 14 до 30 | s+10 | 2,5 | +1,0 -2,0 | |||||||||||||||||
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | α1, град | n, не менее | m, не менее | β | g | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| 179-136 | ||||||||||||
| У3 | Ac, Пс | От 8 до 10 | 1,8s+4 | α-(180-β) | 3 | 13 | 2 | &plusm;1,0 | 1,5 | &plusm;1,0 | ||
| Св. 10 до 14 | 1,8s+6 | 2,0 | +1,0 -1,5 | |||||||||
| Св. 14 до 16 | l,5s+5 | 4 | 15 | 3 | &plusm;1,5 | 2,5 | +1,0 -2,0 | |||||
| Св. 16 до 20 | 1,5s | 4 | ||||||||||
| Св. 20 до 24 | s+6 | 6 | 20 | 5 | +1,5 -2,0 | |||||||
Св. 24 до 30 24 до 30 | s+4 | |||||||||||
Таблица 6
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | e=е1, не более | α1, град | β | g=g1 | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| 179-136 | ||||||||||
| У4 | А; П | От 14 до 16 | s+3 | α-(180-β) | 0 | +1 | 2,0 | +1,0 -1,5 | ||
Св.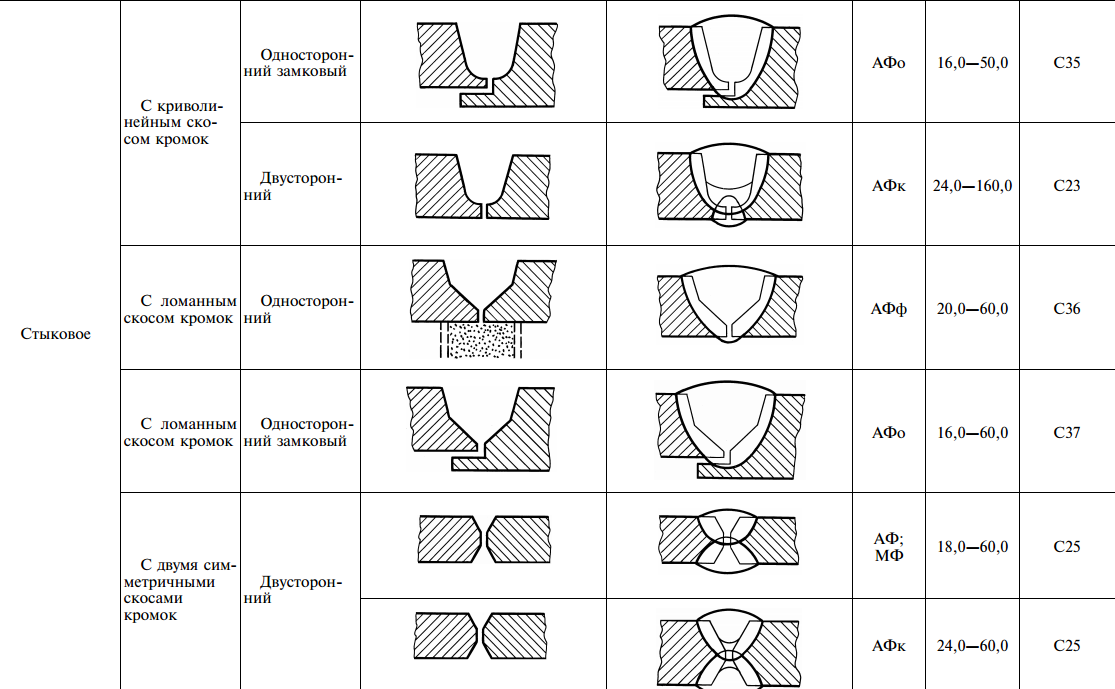 16 до 18 16 до 18 | s+6 | 2,5 | +1,0 -2,0 | |||||||
| Св. 18 до 20 | ||||||||||
| Св. 20 до 22 | s+4 | |||||||||
| Св. 22 до 24 | ||||||||||
Таблица 7
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | е1 | α1, град | β | g=g1 | ||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. откл. | Номин. | Пред. откл. | ||||||||
| 179- 136 | 89- 45 | Св. 90 | До 90 | Св. 90 | До 90 | |||||||||
| У4 | Апш; Ппш | От 8 до 10 | 1,5s+3 | 9&plusm;2 | 4 | α-(180-β) | α-(90-β) | 2 | &plusm;2 | 2,0 | +1,0 -1,5 | |||
| Св. 10 до 14 | 5 | |||||||||||||
| Св. 14 до 16 | 1,2s+3 | 1,5s+3 | 6 | 2,5 | +1,0 -2,0 | |||||||||
Св.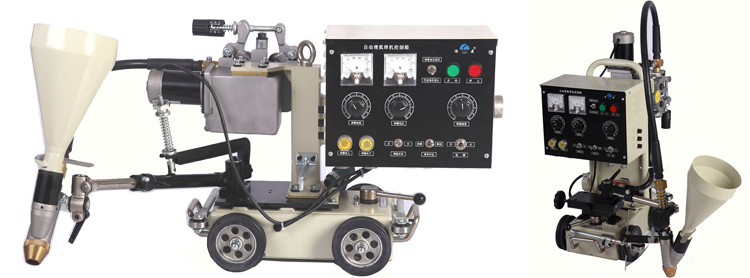 16 до 20 16 до 20 | 1,2s | 1,5s+2 | ||||||||||||
| Св. 20 до 24 | s | – | – | |||||||||||
| Св. 24 до 30 | ||||||||||||||
Таблица 8
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | e=е1 | e | е1 | α1 | α2 | α1 | α2 | β | g=g1 | |||||||||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | не более | град | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||||||||||||
| β, град | ||||||||||||||||||||||||||
| 179- 175 | 89- 85 | 174- 170 | 84- 80 | 169- 165 | 79- 75 | 174- 170 | 84- 80 | 169- 165 | 79- 75 | Св. 90 | До 90 | |||||||||||||||
| У5 | А; П | От 20 до 26 | s-6 2 | s+2 | 0,8s+5 | 0,7s+5 | s+10 | 1,3s+8 | α-(180-β) | α+(180-β) | α-(90-β) | α+(90-β) | 0 | +1 | 2 | &plusm;1,5 | ||||||||||
Св. 26 до 40 26 до 40 | s+4 | |||||||||||||||||||||||||
Примечание. При полуавтоматической сварке притупление равно 3 &plusm; 1 мм и .
Таблица 9
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | е | е1 &plusm;2 | α1 | α2 | α1 | α2 | β | g=g1 | |||||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | не более | град | ||||||||||||||||||
| β, град | Номин..jpg) | Пред. откл. | Номин. | Пред. откл. | |||||||||||||||||
| 179- 175 | 89- 85 | 174- 140 | 84- 80 | 169- 165 | 79- 75 | 179- 165 | 89- 75 | Св. 90 | До 90 | ||||||||||||
| У5 | Апш; Ппш; | От 20 до 24 | s-6 2 | 0,9s+2 | 0,8s+5 | 0,7s+5 | 10 | 3 | α-(180-β) | α+(180-β) | α-(90-β) | α+(90-β) | 0 | +1 | 2,5 | &plusm;1,5 | |||||
Св. 24 до 26 24 до 26 | 4 | ||||||||||||||||||||
| Св. 26 до 28 | s+4 | 14 | |||||||||||||||||||
| Св. 28 до 30 | 5 | ||||||||||||||||||||
| Св. 30 до 40 | |||||||||||||||||||||
Примечание. При полуавтоматической сварке притупление равно 3 &plusm; 1 мм и .
Таблица 10
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h=h3 | e=е1 не более | α1, град | α2=α3, град | β | g=g1 | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | b, град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||
| 179-136 | ||||||||||||
| У6 | А; П | От 20 до 40 | s-6 2 | 0,8s+2 | α-(180-β) | 0 | +4 | 2,5 | +1,0 -2,0 | |||
| Св. 40 до 60 | 0,75s | |||||||||||
Примечание. При полуавтоматической сварке притупление равно 3 &plusm; 1 мм и .
Таблица 11
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | е, не более | е1 &plusm;2 | α1, град | α2=α3, град | β | g=g1 | |||
| подготовленных кромок свариваемых деталей | шва сварного соединенemия | b, град | Номин.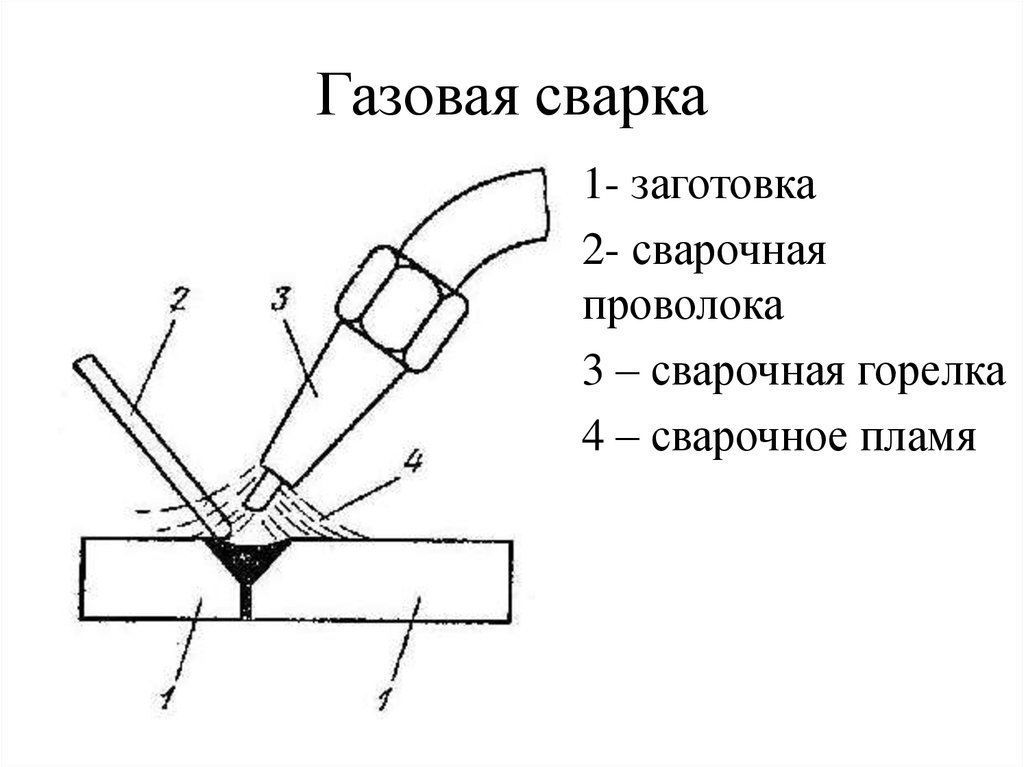 | Пред. откл. | Номин. | Пред. откл. | |||||||
| 179-136 | |||||||||||||
| У6 | Апш; Ппш | От 20 до 26 | s-6 2 | 0,8s+2 | 16 | α-(180-β) | 0 | +4 | 2,5 | +1,0 -2,0 | |||
| Св. 26 до 36 | 17 | ||||||||||||
| Св. 36 до 40 | 19 | ||||||||||||
| Св. 40 до 50 | 0,75s | 20 | |||||||||||
| Св. 50 до 60 | 25 | ||||||||||||
Примечание. При полуавтоматической сварке притупление равно 3 &plusm; 1 мм и .
Таблица 12
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | α1, град | β | g, не менее | |||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | b, град | |||||||||
| 91- 100 | 101- 110 | 111- 120 | 121- 135 | 136- 175 | 175-136 | 135-91 | ||||||||
| Т1 | s1≥0,7s | А; П | От 3 до 4 | 4 | 6 | β-90 | 0 | +1,0 | 1,5&plusm;1,0 | 3 | ||||
| Св. 4 до 6 | 5 | 8 | ||||||||||||
| Св. 6 до 10 | 6 | 0,4s+7 | 0,6s+7 | 0,9s+7 | 1,1s+7 | |||||||||
| Св. 10 до 16 | ||||||||||||||
Св. 16 до 20 16 до 20 | 8 | +1,5 | 4 | |||||||||||
| Св. 20 до 30 | 9 | 5 | ||||||||||||
| Св. 30 до 40 | 0,5 | 0,35s | ||||||||||||
Примечание. Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании.
Таблица 13
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | е1, не менее | α1, град | β | g | |||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||
| 91- 100 | 101- 110 | 111- 120 | 121- 130 | 131- 135 | |||||||||||
| Т2 | s1≥0,7s | Апш; Ппш | От 3 до 5 | 4 | 6 | 4 | β-90 | 2 | &plusm;2 | 3 | &plusm;2 | ||||
| Св. 5 до 9 | 5 | 8 | 5 | 4 | |||||||||||
| Св. 9 до 14 | 6 | 0,4s+7 | 0,6s+7 | 0,9s+7 | 1,1s+5 | 6 | 5 | ||||||||
Св. 14 до 20 14 до 20 | 8 | 8 | 6 | ||||||||||||
| Св. 20 до 24 | 0,5s | 10 | 7 | ||||||||||||
| Св. 24 до 30 | 8 | ||||||||||||||
| Св. 30 до 40 | 9 | ||||||||||||||
Таблица 14
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не менее | α1, град | α, град | β | ||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | |||||||
| 89- 45 | 91- 135 | Св. 90 90 | До 90 | ||||||||
| Т3 | s1≥0,7s | А; П | От 3 до 4 | 3 | 5 | β-90 | 90-β | b | 0 | +0,8 | |
| Св. 4 до 5 | +1,0 | ||||||||||
| Св. 5 до 10 | 4 | 7 | +1,5 | ||||||||
| Св. 10 до 16 | 5 | 9 | |||||||||
| Св. 16 до 40 | 0,35s | 0,5s | |||||||||
Примечание. Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании.
Таблица 15
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е=е1 &plusm;1 | α1, град | α, град | g1, не менее | β | ||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | ||||||||
| 89- 45 | 91- 135 | Св. 90 | До 90 | |||||||||
| T4 | А; П | От 3 до 4 | 5 | β-90 | 90-β | b | 3 | 0 | +0,8 | |||
| Св. 4 до 6 | +1,0 | |||||||||||
| Св. 6 до 10 | 7 | 4 | +1,5 | |||||||||
| Св. 10 до 16 | 16 | 5 | ||||||||||
| Св. 16 до 40 | 0,5s | 0,3s | ||||||||||
Примечание. Размеры е и е1 относятся к нерасчетным швам. Для расчетных швов е и е1 устанавливаются при проектировании.
Таблица 16
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е1 &plusm;1 | α1, град | е &plusm;1 | α, град | g1, не менее | β | ||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | |||||||||
| 89- 45 | 91- 135 | Св. 90 | До 90 | ||||||||||
| T4 | Апш; Ппш | От 3 до 4 | 5 | β-90 | 90-β | 3 | b | 3 | 0 | +0,8 | |||
Св. 4 до 6 4 до 6 | +1,0 | ||||||||||||
| Св. 6 до 10 | 7 | 4 | +1,5 | ||||||||||
| Св. 10 до 16 | 9 | 4 | 5 | ||||||||||
| Св. 16 до 40 | 0,5s | 5 | 0,3s | ||||||||||
Примечание. Размеры е и е1 относятся к нерасчетным швам. Для расчетных швов е и е1 устанавливаются при проектировании.
Таблица 17
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е1, не более | α, град | β | g | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| 91-134 | ||||||||||
| T5 | s1≥0,7s | А; П | От 8 до 10 | 1,3s+7 | α-(β-90) | 2 | &plusm;2 | 4 | &plusm;2 | |
| Св. 10 до 14 | ||||||||||
| Св. 14 до 16 | 5 | |||||||||
| Св. 16 до 18 | 6 | |||||||||
| Св. 18 до 20 | ||||||||||
| Св. 20 до 42 | 7 | |||||||||
Тaблица 18
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е, не более | α1, град | е1 &plusm;1 | β | g | |||
| подготовленных кромок свариваемых деталей | шва сварного соединения | β, град | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
| 91-134 | |||||||||||
| Т6 | s1≥0,7s | Апш; Ппш; | От 8 до 10 | 1,3s+6 | α-(β-90) | 5 | 2 | &plusm;2 | 4 | &plusm;2 | |
| Св. 10 до 14 | 6 | 5 | |||||||||
| Св. 14 до 16 | 7 | 6 | |||||||||
| Св. 16 до 18 | 8 | ||||||||||
| Св. 18 до 20 | 9 | 7 | |||||||||
| Св. 20 до 42 | 10 | ||||||||||
Таблица 19
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | е=е1 | е | е1 | α1 | α2 | α1 | α2 | β | g=g1 | ||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | не более | град | Номин.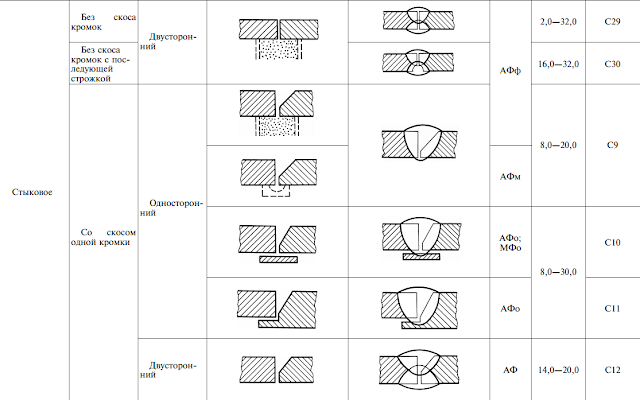 | Пред. откл. | Номин. | Пред. откл. | ||||||||||||
| β, град | |||||||||||||||||||
| 91- 95 | 89- 85 | 96- 100 | 84- 80 | 96- 100 | 84- 80 | Св. 90 | До 90 | ||||||||||||
| T7 | s1≥0,7s | А; П | От 16 до 18 | s-4 2 | 0,8s+5 | 0,8s+6 | s+8 | α+(β-90) | α-(β-90) | α+(β-90) | α-(β-90) | 0 | +1,5 | 4 | &plusm;2 | ||||
Св. 18 до 22 18 до 22 | 5 | ||||||||||||||||||
| Св. 22 до 26 | 6 | ||||||||||||||||||
| Св. 26 до 30 | 7 | ||||||||||||||||||
| Св. 30 до 36 | 8 | ||||||||||||||||||
| Св. 36 до 40 | 9 | ||||||||||||||||||
Таблица 20
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | е=е1 | е | е1 | α1 | α2 | α1 | α2 | g1, не менее | β | g | |||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | не более | град | Номин.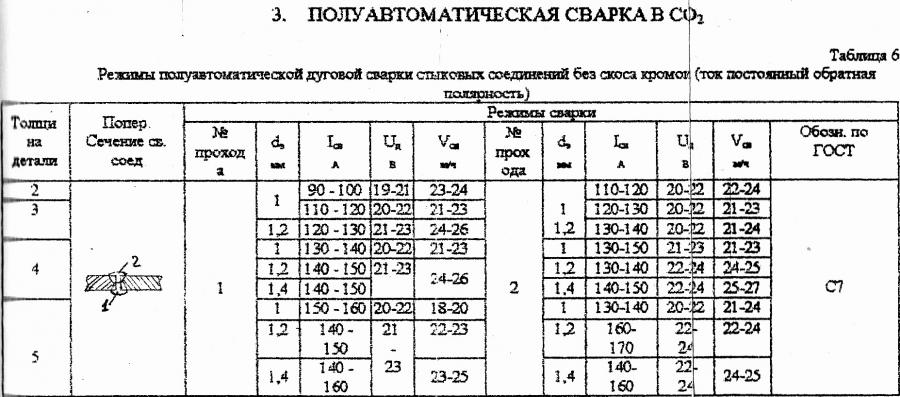 | Пред. откл. | Номин. | Пред. откл. | ||||||||||||||
| β, град | |||||||||||||||||||||
| 91- 95 | 89- 85 | 96- 100 | 84- 80 | 96- 100 | 84- 80 | Св. 90 | До 90 | ||||||||||||||
| T7 | s1≥0,7s | Апш; Ппш | От 16 до 20 | s-3 2 | 0,8s+5 | 0,7s+6 | s+6 | α+(β-90) | α-(β-90) | α+(β-90) | α-(β-90) | 3 | 1,5 | &plusm;1,5 | 6 | &plusm;2 | |||||
Св. 20 до 24 20 до 24 | 7 | ||||||||||||||||||||
| Св. 24 до 28 | 4 | 8 | |||||||||||||||||||
| Св. 28 до 34 | 5 | 10 | &plusm;3 | ||||||||||||||||||
Таблица 21
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | е | е1 | α1 | α2 | α1 | α2 | β | g=g1 | |||||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | не более | град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||||||
| β, град | |||||||||||||||||||||
| 101-105 | 79-75 | 106-110 | 74-70 | 101-105 | 79-75 | 106-110 | 74-70 | Св. 90 | До 90 | ||||||||||||
| Т8 | А; П | От 16 до 18 | s-4 3 | 0,8s+5 | 0,6s+6 | s+8 | 1,2s+5 | α+(β-90) | α-(β-90) | α+(β-90) | α-(β-90) | 0 | &plusm;1,5 | 4 | &plusm;2 | ||||||
Св. 18 до 22 18 до 22 | 5 | ||||||||||||||||||||
| Св. 22 до 24 | 1,3s+6 | 6 | |||||||||||||||||||
| Св. 24 до 26 | 7 | ||||||||||||||||||||
| Св. 26 до 28 | 8 | ||||||||||||||||||||
| Св. 28 до 34 | 9 | ||||||||||||||||||||
| Св. 34 до 40 | |||||||||||||||||||||
Примечание. При полуавтоматической сварке притупление равно 3 &plusm; 1 мм и .
Таблица 22
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | h | е | е1 | g | α1 | α2 | α1 | α2 | β | g | ||||||||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | не более | град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||||||||
| β, град | |||||||||||||||||||||||
| 101- 105 | 79- 75 | 106- 110 | 74- 70 | 101- 105 | 79- 75 | 106- 110 | 74- 70 | 101- 110 | 79- 70 | Св. 90 | До 90 | ||||||||||||
| Г8 | Апш; Ппш | От 16 до 18 | s-4 3 | 0,8s+5 | 0,6s | s+5 | 1,2s+5 | 3 | α+(β-90) | α-(β-90) | α+(β-90) | α-(β-90) | 1,5 | &plusm;1,5 | 6 | &plusm;2 | |||||||
Св. 18 до 22 18 до 22 | |||||||||||||||||||||||
| Св. 22 до 24 | 1,3s+6 | 7 | |||||||||||||||||||||
| Св. 24 до 26 | |||||||||||||||||||||||
| Св. 26 до 28 | 4 | 8 | |||||||||||||||||||||
| Св. 28 до 34 | 2 | 10 | &plusm;3 | ||||||||||||||||||||
| Св. 34 до 40 | 12 | ||||||||||||||||||||||
Примечание. При полуавтоматической сварке притупление равно 3 &plusm; 1 мм и .
Таблица 23
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Обозначение способа сварки | s | е=е1 &plusm;2 | α1 | α2 | α1 | α2 | β | g=g1 | ||||
| подготовленных кромок свариваемых деталей | шва сварного соединения | град | ||||||||||||
| β, град | Номин.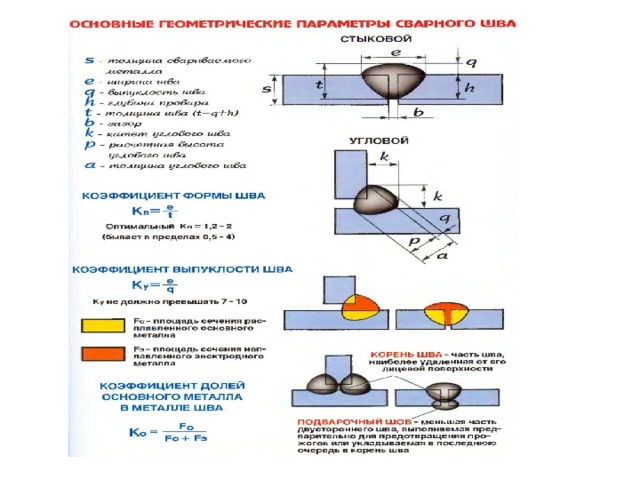 | Пред. откл. | Номин. | Пред. откл. | ||||||||||
| 91- 105 | 89- 75 | Св. 90 | До 90 | |||||||||||
| Т9 | А; П | От 30 до 40 | 0,7s | (20&plusm;2)-(β-90) | (20&plusm;2)+(β-90) | (20&plusm;2)-(90-β) | (20&plusm;2)+(90-β) | 0 | +1 | 6 | &plusm;2 | |||
| Св. 40 до 50 | 0,6s | 7 | ||||||||||||
| Св. 50 до 55 | 8 | |||||||||||||
| Св. 55 до 60 | ||||||||||||||
5. Подварочный шов и подварку корня швов сварных соединений типов У2, У4, У5, У6, Т2, Т4, Т6, Т7, Т8 выполняют любыми способами дуговой сварки с соблюдением требований к конструктивным элементам швов сварных соединений для выбранного способа сварки.
6. В швах сварных соединении типов У1 и У3 стальная подкладка может быть съемной или остающейся.
7. Конструктивные элементы подготовленных кромок и размеры выполненного шва сварного соединения выбираются по толщине s.
8. Допускается смещение свариваемых кромок относительно друг друга не более:
- 0,5 мм – для кромок толщиной до 4 мм;
- 1,0 мм – для кромок толщиной 4-10 мм;
- 0,1 s, но не более 3 мм – для кромок толщиной более 10 мм.
9. Предельные отклонения подварочных швов сварных соединений от номинальных размеров, указанных на чертежах, должны соответствовать:
&plusm;1 мм – при е1 или g1 < 6 мм;
мм – при е1 или g1≥6 мм.
10. При неодинаковой толщине кромок, свариваемых под углом b = 179-160°, на кромке, имеющей большую толщину, должен быть скос с одной или двух сторон длиной l = 5(s1 – s) – при одностороннем превышении кромок и длиной l = 2,5(s1 – s) -при двустороннем превышении кромок до толщины тонкой кромки s, как указано на черт. 1, 2.
1, 2.
Черт. 1
Черт. 2
При разности в толщине свариваемых кромок, не превышающей величин, указанных в табл. 24, подготовка кромок под сварку должна производиться так же, как для кромок одинаковой толщины; конструктивные элементы подготовленных кромок и размеры выполненного шва сварного соединения выбираются по большой толщине.
Таблица 24
| Толщина кромки s | Разность толщин s1 – s, не более |
| 2-3 4-30 32-40 Свыше 40 | 1 2 4 6 |
11. При переменном угле сопряжения деталей шов делится на участки и каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
ГОСТ 8713-79 / Auremo
ГОСТ Р ИСО 2553-2017
ГОСТ Р ИСО 6947-2017
ГОСТ Р ИСО 13920-2017
ГОСТ Р 55554-2013
ГОСТ Р ИСО 6520-1-2012
ГОСТ Р ИСО 14174-2010
ГОСТ Р ИСО 14175-2010
ГОСТ Р ЕН 13479-2010
ГОСТ Р ЕН 12074-2010
ГОСТ Р ИСО 2560-2009
ГОСТ Р 53689-2009
ГОСТ Р ИСО 3581-2009
ГОСТ Р ИСО 3580-2009
ГОСТ 10543-98
ГОСТ 19249-73
ГОСТ 21449-75
ГОСТ 5264-80
ГОСТ 9467-75
ГОСТ 21448-75
ГОСТ 23178-78
ГОСТ 15164-78
ГОСТ 14806-80
ГОСТ 16038-80
ГОСТ 9087-81
ГОСТ 25445-82
ГОСТ 26271-84
ГОСТ 26101-84
ГОСТ 27580-88
ГОСТ 28915-91
ГОСТ 2246-70
ГОСТ 5. 917-71
ГОСТ 5.1215-72
ГОСТ 10051-75
ГОСТ 11533-75
ГОСТ 10052-75
ГОСТ 11534-75
ГОСТ 7871-75
ГОСТ 23518-79
ГОСТ 14776-79
ГОСТ 15878-79
ГОСТ 16037-80
ГОСТ 23949-80
ГОСТ 26467-85
ГОСТ 16130-90
ГОСТ 30430-96
ГОСТ 30242-97
ГОСТ 30482-97
ГОСТ Р 52222-2004
ГОСТ 28555-90
ГОСТ 30756-2001
ГОСТ 14771-76
ГОСТ 9466-75
ГОСТ 8713-79
917-71
ГОСТ 5.1215-72
ГОСТ 10051-75
ГОСТ 11533-75
ГОСТ 10052-75
ГОСТ 11534-75
ГОСТ 7871-75
ГОСТ 23518-79
ГОСТ 14776-79
ГОСТ 15878-79
ГОСТ 16037-80
ГОСТ 23949-80
ГОСТ 26467-85
ГОСТ 16130-90
ГОСТ 30430-96
ГОСТ 30242-97
ГОСТ 30482-97
ГОСТ Р 52222-2004
ГОСТ 28555-90
ГОСТ 30756-2001
ГОСТ 14771-76
ГОСТ 9466-75
ГОСТ 8713-79
- gost-8713-79.pdf (923.60 KiB)
ГОСТ 8713-79
ГОСТ 8713−79
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Flux welding. Welded joints. Maih types design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Дата введения 1981−01−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Государственным комитетом СССР по стандартам, Академией наук УССР
2. ВНЕСЕН Государственным комитетом СССР по стандартам
3. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26. 12.79 N 5047
12.79 N 5047
4. ВЗАМЕН ГОСТ 8713–70
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 11969–93 | 6 |
| ГОСТ 16037–80 | 1 |
6. ИЗДАНИЕ (январь 2007 г.) с Изменениями N 1, 2, 3, утвержденными в августе 1986 г., январе 1989 г., июле 1990 г. (ИУС 11−86, 4−89, 10−90)
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2007 год
Поправка внесена изготовителем базы данных
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ — автоматическая на весу;
АФф — автоматическая на флюсовой подушке;
АФм — автоматическая на флюсомедной подкладке;
АФо — автоматическая на остающейся подкладке;
АФп — автоматическая на медном ползуне;
АФш — автоматическая с предварительным наложением подварочного шва;
АФк — автоматическая с предварительной подваркой корня шва;
МФ — механизированная на весу;
МФо — механизированная на остающейся подкладке;
МФш — механизированная с предварительным наложением подварочного шва;
МФк — механизированная с предварительной подваркой корня шва.
(Измененная редакция, Изм. N 2).
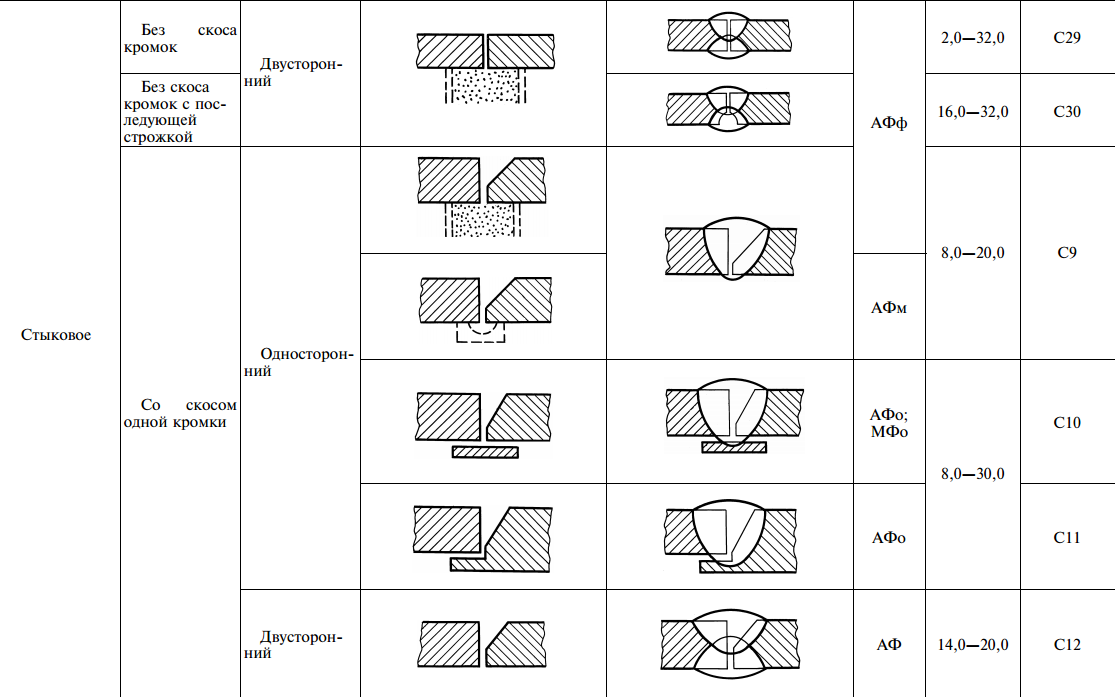
3. Основные типы сварных соединений приведены в табл.1, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 1
| Форма поперечного сечения | |||||||
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | подготовленных кромок | сварного шва | Способ сварки | Толщина свари- ваемых деталей, мм | Условное обозна- чение сварного соеди- нения |
| Стыковое | С отбортовкой кромок | Одно- сторонний | АФ; МФ | 1,5−3,0 | С1 | ||
| Без скоса кромок | 2,0−12,0 | С47 | |||||
| АФф | 2,0−10,0 | С4 | |||||
| АФм | 3,0−12,0 | ||||||
| АФп | 5,0−20,0 | ||||||
| АФо; МФо | 2,0 -12,0 | С5 | |||||
| Дву- сторонний | АФ; МФ | 2,0−20,0 | С7 | ||||
| АФш; МФш | 2,0−12,0 | ||||||
| АФф | 2,0−32,0 | С29 | |||||
| Без скоса кромок с последующей строжкой | 16,0−32,0 | С30 | |||||
| Со скосом одной кромки | Одно- сторонний | АФф | 8,0−20,0 | С9 | |||
| АФм | |||||||
| АФо; МФо | 8,0−30,0 | С10 | |||||
| АФо | С11 | ||||||
| Двусто- ронний | АФ | 14,0−20,0 | С12 | ||||
| С криволинейным скосом одной кромки | Одно- сторонний | АФф | 16,0−50,0 | С31 | |||
| С ломанным скосом одной кромки | АФф | С32 | |||||
| С двумя симметричными скосами одной кромки | Двусто- ронний | АФ | 20,0−30,0 | С15 | |||
| Со скосом кромок | Одно- сторонний | АФф | 8,0−24,0 | С18 | |||
| АФм | 12,0−30,0 | ||||||
| АФо; МФо | 8,0−30,0 | С19 | |||||
| Одно- сторонний замковый | АФо | С20 | |||||
| Двусто- ронний | АФ; МФ | 14,0−30,0 | С21 | ||||
| АФк; МФк | |||||||
| АФш; МФш | 5,0−14,0 | ||||||
| АФф | 14,0−30,0 | С33 | |||||
| С криволинейным скосом кромок | Одно- сторонний | АФо | 16,0−60,0 | С34 | |||
| Одно- сторонний замковый | 16,0−50,0 | С35 | |||||
| Двусто- ронний | АФк | 24,0−160,0 | С23 | ||||
| С ломанным скосом кромок | Одно- сторонний | АФф | 20,0−60,0 | С36 | |||
| С ломанным скосом кромок | Одно- сторонний замковый | АФо | 16,0−60,0 | С37 | |||
| С двумя симметричными скосами кромок | Двусто- ронний | АФ; МФ | 18,0−60,0 | С25 | |||
| АФк | 24,0−60,0 | С25 | |||||
| АФф | 18,0−60,0 | С38 | |||||
| С двумя не- симметричными скосами кромок | АФш; МФш | 16,0−60,0 | С39 | ||||
| С двумя симметричными криволинейными скосами кромок | АФ | 50,0−160,0 | С26 | ||||
| С двумя не- симметричными скосами кромок | А Фш | 24,0−130,0 | С40 | ||||
| 24,0−60,0 | С41 | ||||||
| Угловое | С отбортовкой одной кромки | Одно- сторонний | АФ; МФ | 1,5−3,0 | У1 | ||
| Без скоса кромок | Двусто- ронний | АФш; МФш | 4,0−14,0 | У5 | |||
| Со скосом одной кромки | Двусто- ронний | АФш; МФш | 8,0−20,0 | У7 | |||
| С двумя несимметричными скосами кромок | 20,0−40,0 | У3 | |||||
| Тавровое | Без скоса кромок | Одно- сторонний | АФ; МФ | 3,0−40,0 | Т1 | ||
| Двусто- ронний | Т3 | ||||||
| АФш; МФш | 3,0−20,0 | Т3 | |||||
| Со скосом одной кромки | АФш; МФш | 8,0−30,0 | Т7 | ||||
| С криволинейным скосом одной кромки | АФш | 16,0−30,0 | Т2 | ||||
| С двумя симметричными скосами одной кромки | АФ; МФ | 16,0−40,0 | Т8 | ||||
| С двумя несимметричными скосами одной кромки | АФш; МФш | 20,0−40,0 | Т4 | ||||
| С двумя симметричными криволинейными скосами одной кромки | АФ | 30,0−60,0 | Т5 | ||||
| Нахлесточное | Без скоса кромок | Одно- сторонний | АФ; МФ | 1,0−20,0 | Н1 | ||
| Двусто- ронний | Н2 | ||||||
(Измененная редакция, Изм. N 2, 3).
N 2, 3).
4. Конструктивные элементы сварных соединений и их размеры должны соответствовать указанным в табл.2−52, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | ||||
| подготовленных кромок свариваемых деталей | сварного шва | |||||
| С1 | АФ; МФ | 1,5−3,0 | -1,5 | -3 | ||
| ________________ * Размер для справок. | ||||||
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | , не более | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | ||||
| С47 | Аф; Мф | 2 | 0 | +0,3 | 8,5 | 1,5 | ±1,0 | ||
| Св. 2 до 3 | +0,5 | 10 | |||||||
| Св. 3 до 4 | +0,8 | 12 | 2,0 | +1,0 -1,5 | |||||
| Св. 4 до 5 | 14 | ||||||||
| Св. 5 до 6 | |||||||||
| Св. 6 до 8 | +1,0 | 16 | |||||||
| Св. 8 до 10 | 19 | ||||||||
| Св. 10 до 12 | 21 | ||||||||
| |||||||||
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Спо- соб сва- рки | , не более | ||||||||
| подготовленных кромок | сварного шва | Но- мин.  | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | ||||
| С4 | АФф | 2 | 0,0 | +1,0 | 12 | 1,5 | ±1,0 | 1,0 | ±1,0 | ||
| Св. 2 до 3 | 1,0 | ±1,0 | |||||||||
| Св. 3 до 4 | 16 | 2,0 | +1,0 -1,5 | 1,5 | +1,0 -1,5 | ||||||
| Св. 4 до 5 | 1,5 | ||||||||||
| Св. 5 до 6 | 21 | ||||||||||
| Св. 6 до 7 | 2,0 | ±1,5 | 2,0 | +1,0 -2,0 | |||||||
| Св. 7 до 10 | 26 | ||||||||||
| |||||||||||
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | , не более | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | ||||
| С4 | АФм | 3 | 1,0 | +0,5 | 14 | 1,5 | +1,0 -1,5 | ||
| 4 | 16 | ||||||||
| Св. 4 до 5 | 1,5 | ±1,0 | |||||||
| Св. 5 до 6 | 21 | ||||||||
| Св. 6 до 7 | 2,0 | 2,0 | +1,0 -2,0 | ||||||
| Св. 7 до 10 | 26 | ||||||||
| Св. 10 до 12 | 4,0 | 28 | |||||||
. | |||||||||
Таблица 6
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки |
| , не более | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |||||
| АФп | 5−6 | 12 | 23 | 3 | +2 | 1,5 | ±1,0 | |||
| С4 | 7−10 | 14 | 26 | 4 | +1,5 -1,0 | |||||
| 12−14 | 28 | |||||||||
| 16−18 | 16 | 36 | 5 | 2,0 | ±1,5 | |||||
| 20 | 38 | 6 | ||||||||
| ||||||||||
Таблица 7
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | , не менее | , не более | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |||||
| С5 | АФо; МФо | 2 | 1,5 | ±1,0 | 15 | 12 | 1,5 | ±1,0 | ||
| Св. 2 до 3 | 17 | |||||||||
| Св. 3 до 4 | 2,0 | 2,0 | +1,0 -1,5 | |||||||
| Св. 4 до 5 | 20 | |||||||||
| Св. 5 до 6 | 3,0 | ±1,5 | 21 | |||||||
| Св. 6 до 7 | 25 | |||||||||
| Св. 7 до 8 | 26 | |||||||||
| Св. 8 до 10 | 4,0 | 30 | ||||||||
| Св. 10 до 12 | 5,0 | 28 | ||||||||
| ||||||||||
Таблица 8
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | , не более | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | ||||
| С7 | АФ; МФ | 2 | 0 | +0,3 | 8,5 | 1,5 | ±1,0 | ||
| Св. 2 до 3 | +0,5 | 10 | |||||||
| Св. 3 до 4 | +0,8 | 12 | 2,0 | +1,0 -1,5 | |||||
| Св. 4 до 5 | +1,0 | 14 | |||||||
| Св. 5 до 6 | 19 | ||||||||
| Св. 6 до 9 | ±1,5 | ||||||||
| Св. 9 до 14 | 23 | 3,0 | +1,5 -2,0 | ||||||
| Св. 14 до 20 | 28 | ±2,0 | |||||||
| |||||||||
Таблица 9
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | , не более | ±2 | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |||||
| С7 | АФш; МФш | 2 | 0,5 | +0,5 | 8,5 | 8 | 1,5 | ±1,0 | ||
| Св. 2 до 3 | 1,0 | ±1,0 | 10 | |||||||
| Св. 3 до 4 | 12 | 2,0 | +1,0 -1,5 | |||||||
| Св. 4 до 5 | 14 | 10 | ||||||||
| Св. 5 до 7 | 1,5 | +1,0 -1,5 | 16 | 12 | ||||||
| Св. 7 до 12 | 2,0 | +1,0 -2,0 | 19 | 14 | 3,0 | +1,0 -2,0 | ||||
| ||||||||||
Таблица 10
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | , не более | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | ||||
| С29 | АФф | 2 | 0 | +1 | 8,5 | 1,5 | ±1,0 | ||
| Св. 2 до 3 | 1 | ±1 | 10 | +1,0 -1,5 | |||||
| Св. 3 до 5 | 12 | 2,0 | |||||||
| Св. 5 до 6 | 19 | ||||||||
| Св. 6 до 9 | 2 | ||||||||
| Св. 9 до 10 | 24 | +1,0 -2,0 | |||||||
| Св. 10 до 14 | 2,5 | ||||||||
| Св. 14 до 16 | 26 | ±2,0 | |||||||
| Св. 16 до 22 | 4 | +1 -2 | 34 | ||||||
| Св. 22 до 26 | 5 | +1 -2 | 40 | 3,0 | +2,0 -2,5 | ||||
| Св. 26 до 30 | 6 | +2 -1 | 42 | +2,0 -3,0 | |||||
| АФф* | От. 6 до 9 | 3 | ±1 | 22 | 2,5 | ±1,5 | |||
Св. 9 до 16 9 до 16 | 4 | 26 | |||||||
| Св. 16 до 24 | 5 | ±1,5 | 34 | ||||||
| Св. 24 до 32 | 6 | 40 | 3 | ±2 | |||||
____________________
* Перед сваркой первого шва зазор на 1/3 толщины основного металла необходимо заполнить флюсом, а затем на оставшиеся 2/3 — крупкой из электродной проволоки, окатышами или другим гранулированным металлом.
Таблица 11
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | ±1 | ±2 | , не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | ||||||
| С30 | АФф | От 16 до 22 | 8 | 9 | 18 | ||
| Св. 22 до 26 | 13 | 14 | 24 | ||||
Св.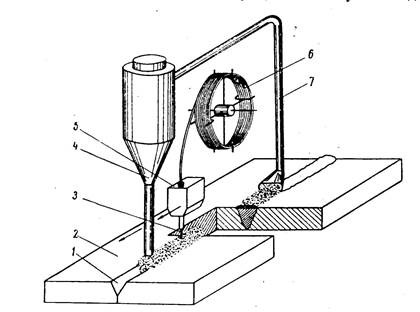 26 до 32 26 до 32 | 18 | 18 | 28 | ||||
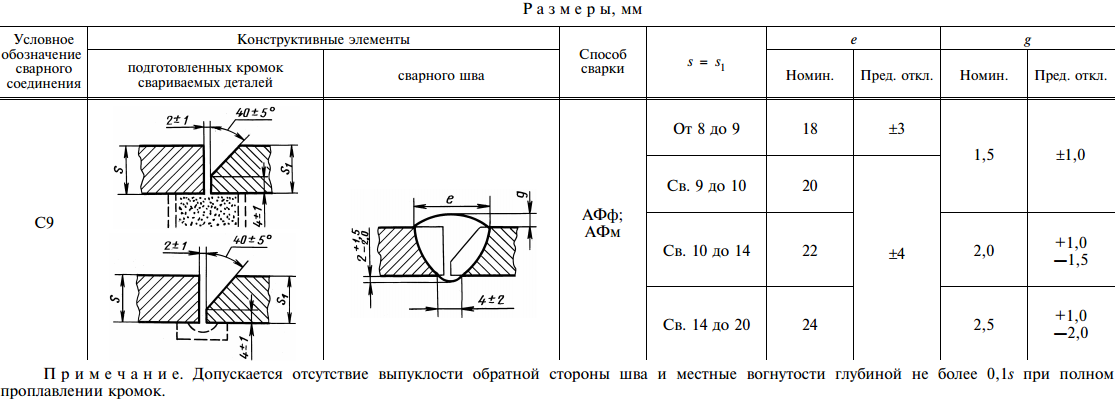
Таблица 12
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |||
| С9 | АФф; АФм | От 8 до 9 | 18 | ±3 | ±1,0 | |||
| Св. 9 до 10 | 20 | ±4 | 1,5 | |||||
| Св. 10 до 14 | 22 | 2,0 | +1,0 -1,5 | |||||
| Св. 14 до 20 | 24 | 2,5 | +1,0 -2,0 | |||||
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1при полном проплавлении кромок.
Таблица 13
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | , не ме- | , не ме- | ||||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |||||
| С10 | АФо; МФо | 8 | 2 | ±1,0 | 3 | 25 | 18 | ±3 | 1,5 | ±1,0 | ||
| Св. 8 до 10 | 20 | |||||||||||
| Св. 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | ||||||||
| Св. 12 до 14 | 3 | ±1,5 | 4 | |||||||||
| Св. 14 до 16 | 24 | 2,5 | +1,0 -2,0 | |||||||||
Св.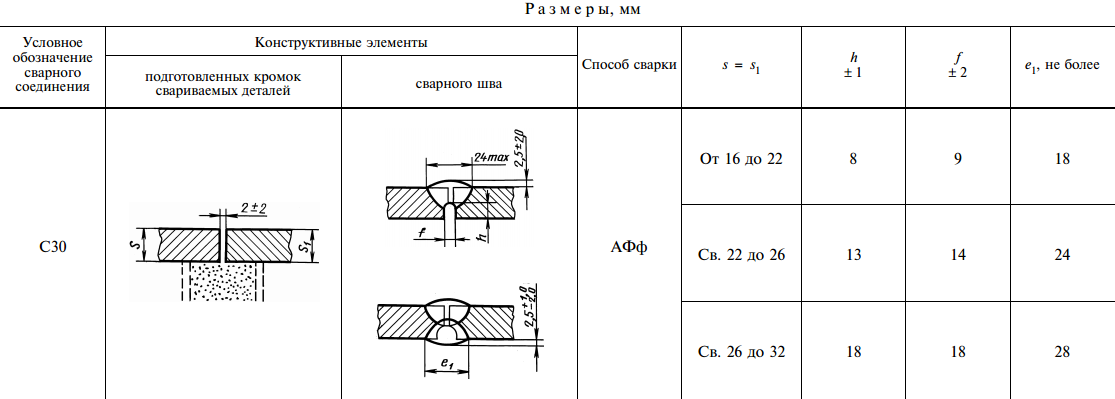 16 до 18 16 до 18 | 4 | 30 | ||||||||||
| Св. 18 до 20 | 6 | |||||||||||
| Св. 20 до 24 | 5 | 26 | +1,5 -2,0 | |||||||||
| Св. 24 до 30 | 40 | 30 | ||||||||||
Таблица 14
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | ||||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |||
| С11 | АФо | 8 | 2 | ±1,0 | 18 | ±3 | 1,5 | +1,0 | ||
| Св. 8 до 10 | 20 | |||||||||
| Св. 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | ||||||
Св. 12 до 14 12 до 14 | 3 | ±1,5 | ||||||||
| Св. 14 до 16 | 24 | 2,5 | +1,0 -2,0 | |||||||
| Св. 16 до 20 | 4 | |||||||||
| Св. 20 до 24 | 5 | 26 | +1,5 -2,0 | |||||||
| Св. 24 до 30 | 30 | |||||||||
Таблица 15
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |||
| С12 | АФ | 14 | 18 | ±3 | 2,0 | +1,0 -1,5 | ||
| Св. 14 до 16 | 2,5 | +1,0 -2,0 | ||||||
| Св. 16 до 20 | 22 | ±4 | ||||||
Таблица 16
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | |||
| С31 | АФф | 16 | 19 | ±2 | 2,0 | +1,0 -2,0 | ||
| Св. 16 до 20 | 20 | |||||||
| Св. 20 до 25 | 22 | |||||||
| Св. 25 до 30 | 23 | ±3 | ||||||
| Св. 30 до 35 | 25 | |||||||
| Св. 35 до 40 | 26 | ±4 | ||||||
| Св. 40 до 45 | 28 | +1,5 -2,0 | ||||||
| Св. 45 до 50 | 30 | |||||||
Таблица 17
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. откл. | |||
| С32 | АФф | 16 | 19 | ±3 | 2,5 | +1,0 -2,0 | ||
| Св. 16 до 20 | 20 | |||||||
| Св. 20 до 25 | 21 | |||||||
| Св. 25 до 30 | 22 | |||||||
| Св. 30 до 35 | 23 | |||||||
| Св. 35 до 40 | 24 | ±4 | ||||||
| Св. 40 до 45 | 25 | +1,5 -2,0 | ||||||
| Св. 45 до 50 | 26 | |||||||
Таблица 18
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| С15 | АФ | От 20 до 24 | 22 | ±3 | ||
Св. 24 до 28 24 до 28 | 26 | ±4 | ||||
| Св. 28 до 30 | 30 | |||||
Таблица 19
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки |
| ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Но- мин. | Пред. откл. | Но- мин. | Пред. откл. | ||||
| С18 | АФф | От 8 до 9 | 3 | 18 | ±3 | 1,5 | ±1,0 | ||
| Св. 9 до 10 | 20 | ||||||||
| Св. 10 до 12 | 22 | ±4 | 2,0 | +1,0 -1,5 | |||||
| Св. 12 до 14 | 4 | ||||||||
| Св. 14 до 20 | 24 | 2,5 | +1,0 -2,0 | ||||||
| Св. 20 до 24 | 26 | ±5 | |||||||
Cварка под флюсом – ГОСТ 8713-79, технология, типы швов и флюсов
Какая связь между словами «окисление» и «бич»? Самая прямая, если они употребляются в контексте сварки металлов. Потому что окисление металла, которое является прямым следствием высочайшей химической активности в зоне высокой температуры во время электродуговой или газовой сварки, – настоящий бич современной сварки.
Потому что окисление металла, которое является прямым следствием высочайшей химической активности в зоне высокой температуры во время электродуговой или газовой сварки, – настоящий бич современной сварки.
В дополнение к испарению материалов сварочной проволоки и снижению скорости процессов окисление металлов негативно сказывается на эффективности плавления. А с увеличением продолжительности процесса сварки в сварочной ванне начинает все больше и больше скапливаться шлак.
Спасение от этих сварочных бед – изоляция и защита рабочей зоны. Это выполняется с помощью специальных сварочных флюсов – композициями из неметаллических элементов с разнообразными свойствами.
Общая информация
Автоматическая дуговая сварка под слоем флюса — это технология, суть которой ничем не отличается от классической дуговой сварки. Металл плавится из-за высокой температуры, которая формируется благодаря электрической дуге. Ниже изображена схема автоматической дуговой сварки под флюсом.
Отличие автоматической сварки от любой другой заключается лишь в том, что большинство процессов выполняется не вручную, а с помощью специальных станков. Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Например, подача проволоки и движение дуги. Ну а в нашем конкретном случае все эти операции производятся под слоем флюса, нанесенного на поверхность металла.
Государственное регламентирование технологии, типов соединения, характеристики
ГОСТ 8713-79 классифицирует и маркирует буквенными обозначениями подвиды способа соединения под флюсом:
- АФ – на весу. Производится без средств, предотвращающих протекание металла в зазоры между соединяемыми кромками. Если требуется проварить на полную глубину, то это делают в два приёма с обеих сторон шва.
- АФф – на флюсовой подушке. Название способа иллюстрирует суть: под свариваемый стык подкладывают флюс, через огнеупорную подкладку прижимают к стыку прорезиненным шлангом. Подают в трубку воздух под давлением – порошок плотно прижат к изделиям в области шва.
- АФм – на флюсомедной подкладке. Применяется для предотвращения пережога металла кромок, соединения угловых, стыковых и тавровых сопряжений с флюсомедными подкладками, формирующими обратную сторону шва.

- АФо – на остающейся подкладке. Применяется при односторонней сварке, когда нельзя сваривать на флюсовой подушке. Стальные подкладки – гарантия полного провара швов.
- АФп – на медном ползуне. Его конструкция обеспечивает соединение порошковой проволокой с принудительным образованием углового шва. Жидкий шлак образуется по ходу горения дуги, затем всплывает на поверхность.
- АФш – с предварительным наложением подварочного шва. Применяется реже из-за значительных трудозатрат. Упрощает процесс сборки изделия.
- АФк – с предварительной подваркой корня шва. Выполняют покрытым или плавящимся электродом в защитном газе. Глубина провара достигает 1/3 толщины детали.
Роль флюса
С автоматической сваркой все ясно. А вот что насчет флюса? Что это такое?
Флюс — это специальное вещество (может выпускаться в виде порошка, гранул, паст и жидкостей), обладающее положительными свойствами. Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Флюсы толстым слоем подаются прямо в сварочную зону, защищая ее от негативного влияния кислорода. Также флюс защищает сам металл, способствует устойчивому горению дуги, уменьшает вероятность разбрызгивания металла и даже изменяет химический состав шва при необходимости.
Суть процесса
Как уже говорилось выше, автоматическая сварка подразумевает более основательную подготовку поверхности. Пыль, грязь, жировые разводы, остатки лакокрасочных материалов, ржавчина и прочий сор недопустимы в технологическом процессе. Сварочный процесс можно начинать только на чистый и обезжиренный металл.
Автоматический процесс с использованием флюса можно начинать после выставления настроек, которые задает оператор. Чтобы выставить правильные настройки, человек должен обладать теоретическими знаниями сварочного автомата. Чем толще металл, тем больший диаметр электрода используется. Вместе с тем увеличивается сила сварочного тока и напряжение дуги. А вот скорость работ снижается при большой толщине металла.
В интернете можно найти массу расчетов при работе с разными соединениями. Эта тема масштабна и мы не будем ее касаться в данной статье. Рекомендуем ее изучить самостоятельно.
В сварке принимает участие присадочная проволока, использующаяся для флюсового состава. Будет хорошим вариантом подобрать пруток из того же материала, из которого сделан сам элемент сваривания. Присадка подается в автоматическом режиме, от специалиста требуется лишь заправить ее в механизм.
Флюс засыпают с специально отведенный отсек на сварочном аппарате. Соответственно, расход флюса будет больше при сварке толстых металлов. Любой флюс расплавляется от температурного нагрева, а попадая на область шва, не вредит его свойствам, а зачастую, и улучшает их. Во время сварочного процесса флюс вспенивается и образует на поверхности стыка металлический шлак. Его необходимо убирать.
Сварка автоматическим режимом с помощью флюса ускоряет работу, но на качество шва быстрота не отражается.
Виды применяемых флюсов
Перед тем, как провести сварку под флюсом, неплохо было бы узнать, какие вообще бывать разновидности. Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.
Прежде всего, всю флюсы делятся по назначению. Они могут быть для сварки углеродистых и легированных сталей, для высоколегированных сталей и для цветных металлов. Это первое, на что стоит обратить внимание перед покупкой флюса.
Также флюсы могут быть плавлеными или керамическими. Их отличие в составе. В большинстве случаев используется именно плавленый флюс, поскольку он относительно универсальный и стоит недорого. С его помощью можно эффективно защитить сварочную ванну от кислорода. Но не ждите от плавленого флюса каких-то особых качеств. Если вам необходимы действительно отличные свойства шва, то выберите керамический флюс. Он обеспечивает отличное качество.
Также флюсы могут быть химически активными и химически пассивными. Активный флюс содержит в составе кислоты, способные не только защитить металл при сварке, но и привести к коррозии. Так что тщательно удаляйте флюс после работы. Пассивные флюсы в автоматической сварке не применяются, поскольку не обладают достаточными для этого свойствами. Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Зачастую вы встретите пассивный вещества при пайке в виде воска или канифоли.
Кстати, о производителях. Это давний спор всех начинающих и опытных сварщиков. Кто-то считает, что отечественные компании производят недорогой и эффективный флюс, а кто-то всеми руками за импортные комплектующие. Мы не будем однозначно говорить, что лучше, скажем лишь то, что на практике и отечественные, и импортные флюсы показывают себя хорошо, если соблюдена технология сварки.
Сварные соединения – как их определяет государственный стандарт
По ГОСТ 8713-79 сварные швы классифицируются как:
- стыковые;
- угловые;
- тавровые;
- нахлёсточные.
В свою очередь, они подразделяются на соединения:
- с отбортовкой кромки;
- без скоса;
- со скосом одной кромки;
- с криволинейным скосом одной кромки;
- с ломаным скосом одной кромки;
- с двумя симметричными скосами одной кромки.

Достоинства и недостатки
У автоматической сварки с применением флюса есть много плюсов. Ее главное достоинство — возможность полной автоматизации процесса сварки. От сварщика не нужно даже уметь варить, достаточно знать, как настроить оборудование. Также такой метод сварки гарантирует отличное качество сварочных соединений, поскольку отсутствует человеческий фактор.
У технологии сварки деталей автоматической наплавкой под слоем флюса есть и недостатки. Во-первых, вы сможете варить только нижний швы. Также детали должны быть очень точно подогнаны, ведь машина формирует шов в четко заданном месте, и любая ошибка при стыковке приведет к браку. Кроме того, нужна очень тщательная подготовка металла перед сваркой.
Учтите, что у вас не получится сварить металл на весу. Деталь нужно будет зафиксировать на горизонтальной поверхности и предварительно проварить корень сварного соединения. Еще один существенный недостаток — большая стоимость как оборудования для автоматической сварки, так и комплектующих.
Теперь, когда вам все известно, пора узнать, какова технология автоматической сварки под флюсом.
Где используется?
Автоматика применяется для разных целей. «Самодостаточное» оборудование сейчас имеет своё место на каждом крупном производстве, где детали изготавливаются большими партиями на конвейерах.
Сборка автомобилей, производство трубопроводных конструкций, балок, кораблестроение и прочие отрасли тяжёлой промышленности процветают благодаря работе автоматических сварочных аппаратов и станков.
Они способны делать плотные и надёжные соединения путем автоматической сварки с флюсом, которые высоко ценятся в данных сферах.
Технология сварки
Прежде всего, перед сваркой необходимо подготовить металл. Для каждого металла подготовка своя, но мы дадим общие рекомендации. Нужно очистить деталь от грязи, краски и коррозии. Затем нужна тщательная зачистка поверхности с помощью металлической щетки или шлифовального круга. Только после подготовительных операций можно приступать к сварке.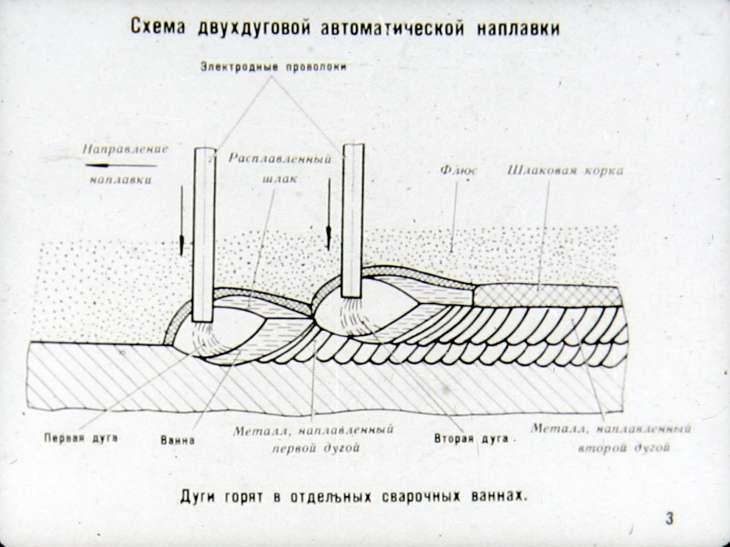
Технология сварки под флюсом проста за счет того, что многие процессы выполняет не человек, а машина. Мастеру не нужна зажигать дугу, следить за ее стабильностью, выбирать скорость подачи проволоки и так далее. Все, что от вас требуется — правильно настроить режимы сварки под флюсом. По сути, задать машине программу действий. Ниже таблица с перечислением режимов автоматической сварки под флюсом.
Это режимы автоматической сварки под флюсом для стыковых соединений. Естественно, существуют и другие типы соединений, поэтому для них нужно произвести расчет режимов сварки. Здесь мы не будем касаться этой темы, поскольку она очень обширна (сколько типов соединений, столько и формул), поэтому изучите эту информацию самостоятельно. В интернете много способов расчета.
При работе также используется специальная присадочная проволока для сварки под флюсом. Ее подача тоже автоматизирована, нужно лишь загрузить бобину в подающий механизм. Рекомендуем приобретать проволоку, изготовленную из того же металла, что и деталь.
Теперь немного о флюсе. Он тоже подается автоматически, только предварительно его нужно насыпать в специальный резервуар. Толщина слоя флюса зависит от толщины свариваемого металла. Чем металл толще, тем больше нужно флюса.
У вас может возникнуть закономерный вопрос: а плавится ли флюс? И влияет ли он на структуру шва? Да, конечно флюс плавится под действием температуры. Но при этом он никак не нарушает структура шва, а лишь улучшает ее. Но при этом застывший флюс превращается в шлак, который после сварки нужно удалить. Остатки неиспользованного флюса можно использовать повторно.
Подобная технология применения флюса при автоматической сварке позволяет существенно увеличить скорость работ, при этом не потеряв в качестве.
Оборудование
Производится оборудование 2 видов для сварки деталей под флюсом. В первом виде используют сварочную проволоку толщиной не более 3 мм.
Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.

Второй вид – это оборудование, в котором автоматически регулируется сила тока, в зависимости от скорости подачи сварочных проволок. Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Производятся сварочные полуавтоматы и устройства для автоматической сварки. Выпускают универсальные аппараты, на которых можно проводить сварку порошковой проволокой, под флюсом, MIG, а также электродуговую строжку. Ток достигает значений 300…1500 A.
Современные автоматические модели оснащают механизмом, который позволяет собрать нерасплавившийся флюс и отправить его назад в емкость для загрузки. Существует функция контроля пропорциональности шва.
В промышленности распространены самоходные аппараты (трактора, подвесные головки), позволяющие автоматически варить объемные и протяженные конструкции. Если сварочный аппарат оснащен лазером, то это дает возможность отслеживать положение электрода. Причем экран можно устанавливать на расстоянии порядка 20 метров.
Используемые материалы
От правильности выбора проволоки электрода зависит качество сваривания.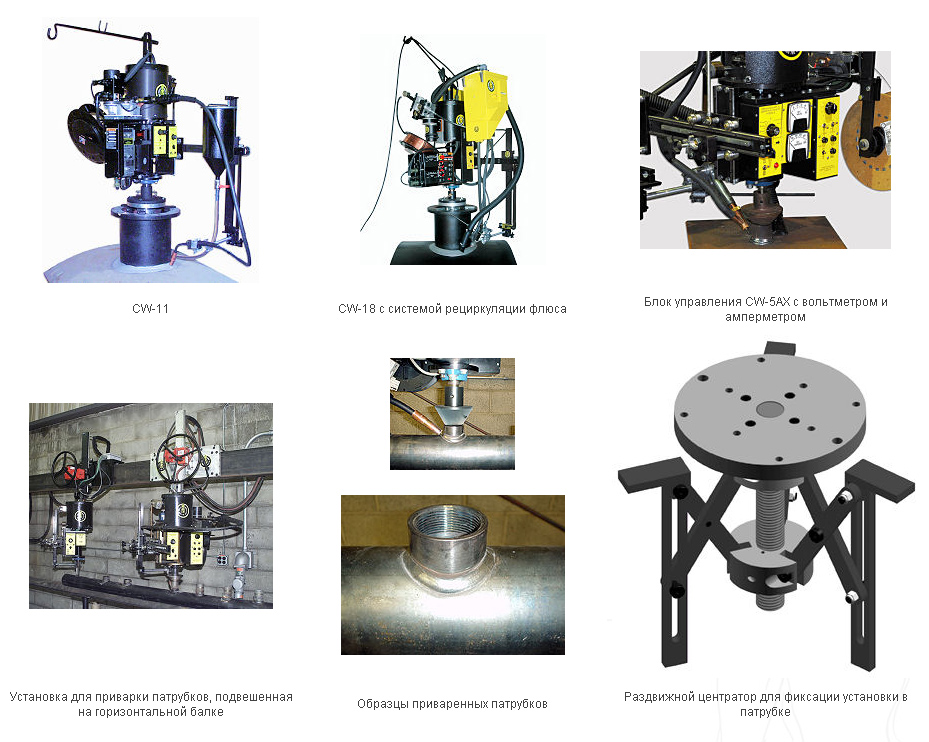 Химический состав проволоки определяет шовные характеристики. Желательно использовать проволоку из стали, соответствующую ГОСТ 2246-70. Она производится из легированной, высоколегированной, малоуглеродистой стали. Размеры готовой проволоки соответствуют стандарту (диаметр составляет 0,3-12 миллиметров).
Химический состав проволоки определяет шовные характеристики. Желательно использовать проволоку из стали, соответствующую ГОСТ 2246-70. Она производится из легированной, высоколегированной, малоуглеродистой стали. Размеры готовой проволоки соответствуют стандарту (диаметр составляет 0,3-12 миллиметров).
Поставляется проволока обычно в восьмидесятиметровых бухтах. Иногда, с разрешения покупателя, используются кассеты, катушки. Перед применением проволоки, которая определенный период хранилась в складском помещении, эксперты рекомендуют очищать ее, обрабатывать бензином/керосином. Это дает возможность устранить с нее ржавчину и грязь.
Для соединения деталей из алюминия используется проволока, соответствующая ГОСТ 7871-75. Нередко используют проволоку, покрытую медью. Ее не нужно предварительно обрабатывать. Качество сварки, осуществляемой флюсовой проволокой без газа, прямо зависит от характеристик флюса. От состава флюса зависят показатели газовой среды, жидкого шлака. Взаимодействуя с деталью, шлак определяет структуру шовного металла. От его структуры зависит устойчивость изделия к растрескиванию.
От его структуры зависит устойчивость изделия к растрескиванию.
Флюс используется для того, чтобы:
- легировать шовный металл;
- изолировать сварную ванну от внешних воздействий;
- создавать шовную поверхность;
- стабилизировать дуговой разряд.
Недостатки от применения флюса
Слабые места данной технологии обуславливаются более высокими требованиями к оборудованию, так как для эффективного расплава флюса требуется большая мощность. Сегодня выпускаются специальные модификации аппаратов для аргонодуговой сварки в среде флюса, имеющие специальную оснастку для его подготовки и подачи. Логично, что такие модели стоят на 15-20% дороже. Еще один недостаток связан с увеличением зоны расплава. Хотя ее можно контролировать в определенных границах, мелкие элементы точечно обрабатывать в таких условиях проблематично.
Сварка под флюсом различных типов сталей
Сварка конструкционных углеродистых сталей
При сварке конструкционных малоуглеродистых сталей используют флюсы марок АН-348А, ОСЦ-45, АНЦ-1 и другие в сочетании с малоуглеродистыми или марганцевыми проволоками марок Св-08А, Св-08ГА, Св-10Г2.
Сварку среднеуглеродистых сталей выполняют при пониженных режимах, что существенно сказывается на производительности, поэтому, при изготовлении конструкции из среднеуглеродистых сталей данный вид сварки не нашёл широкого распространения на практике.
Высокоуглеродистые конструкционные стали содержат 0,46-0,75% углерода и свариваемость их затруднена. Для сварных конструкций эти стали не используются и необходимость в их сваривании возникает, как правило, при ремонтных работах. В большинстве случае, ремонт выполняют методом наплавки.
Сварка низколегированных сталей
К низколегированным сталям относят группу сталей, содержащих в составе менее 5% легирующих элементов. Оценивая свариваемость сталей этой группы, можно сказать, что при сварке под флюсом их свариваемость существенно не отличается от нелегированных малоуглеродистых сталей. Но, легирующие элементы в составе стали повышают склонность сталей к росту зёрен в зоне термического влияния, а при высокой скорости охлаждения в них могут возникать неоднородные структуры закалочного характера.
Для сварки металлоконструкций из низколегированных сталей, с температурой эксплуатации до -40°C, используют высококремнистые марганцевые флюсы марок АН-22, АН-22М, АН-47, АН-67А и другие в сочетании с легированной сварочной проволокой марок Св-10НМА, Св-08ХМ, Св-08МХ и др.
Сварка среднелегированных сталей
Среднелегированными являются стали, содержащие в составе 5-10% легирующих элементов. Для современных среднелегированных сталей характерно легирование многокомпонентное, комплексное. Легирование этих сталей только одним элементом применяется редко.
К сварным конструкциям из среднелегированных сталей предъявляются требования повышенной прочности в условиях эксплуатации, а также, нередко, коррозионная стойкость, стойкость к импульсным (резко возрастающим, мгновенным) нагрузкам. Чем выше содержание легирующих элементов, тем труднее сваривать сталь.
Одной из главных проблем свариваемости среднелегированных сталей является их чувствительность к образованию горячих трещин в сварных швах, поэтому при их сварке необходимо тщательно выбирать композицию шва. Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Кроме этого, необходимо использовать технологические приёмы и выбирать режимы, которые позволят получить хороший коэффициент формы шва и снизить скорость охлаждения.
Для сварки конструкций из среднелегированных сталей сварка под флюсом получила достаточно широкое применение. Для такой сварки используются низкокремнистые флюсы марок Ан-15, АН-15М, АН-17М и бескремнистые марок АН-30, ОФ-6, АВ-4 и др.
Применение бескремнистых флюсов предпочтительно в тех случаях, когда к металлу шва предъявляются повышенные требования по ударной вязкости. В сочетании с вышеуказанными флюсами применяется сварочная проволока марок Св-20Х4ГМА, Св-08Х20Н9Г7Т, Св-10Х5М, Св-10ХГСН2МТ.
Сварка высоколегированных сталей
Высоколегированными считаются стали, содержащие в составе более 10% легирующих элементов. Сварка под флюсом высокоуглеродистых сталей нашла широкое применение в химической и нефтяной промышленности, где требуется высокая коррозионная стойкость сварных изделий и жаропрочность.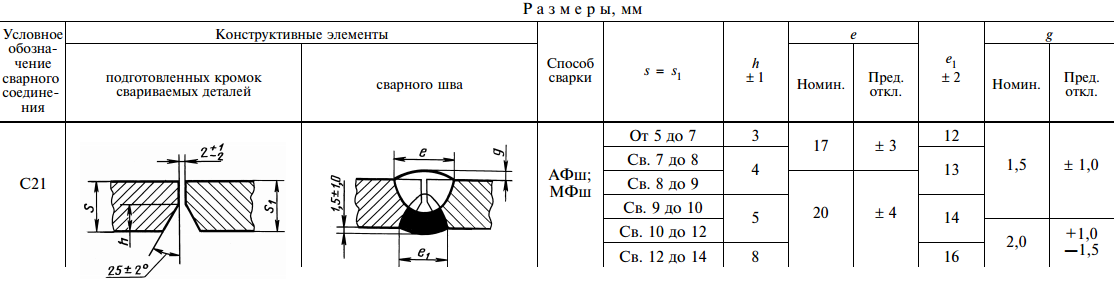
Своим широким применение для этих сталей сварка под флюсом получила благодаря постоянству процесса сварки и, как следствие, химической однородности металла шва. Это очень важно для высоколегированных сталей, учитывая, что даже незначительная химическая неоднородность металла шва может стать причиной образования в нём кристаллизационных трещин или заметно снизить коррозионную стойкость или жаропрочность.
Сварка под флюсом способна обеспечить швы с гладкой поверхностью и плавным переходом к основному металлу, что позволяет повысить стойкость к коррозии по сравнению со сваркой электродами.
При сварке под флюсом высоколегированных сталей обычно применяют проволоку диаметром 2-3мм. При этом могут использоваться почти все марки проволоки по ГОСТ 224, а также многие марки проволоки, выпускаемые по ТУ, например, Св-12Х11НМФ, Св-12Х13, Св-10Х17Т, Св-04Х19Н9, ЭП467, ЭП235, ЭП497 и другие.
Для сварки жаропрочных высоколегированных сталей применяются фторидные флюсы марок АНФ-5, АНФ-8, АНФ-24 и бескремнистые флюсы марок АНФ-17, АНФ-22. Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
Для сварки коррозионностойких высоколегированных сталей применяют флюсы с низким содержанием кремния марок АН-26, АНФ-14.
ГОСТ 33857-2016 | Стр. 24
11.5. Автоматическая и механизированная сварка под флюсом
11.5.1 Сварку выполняют на постоянном токе обратной полярности. Рекомендуемые марки сварочных материалов указаны в таблице 7.
Таблица 7
Сварочные материалы для сварки под флюсом
Марка свариваемого материала | Марка сварочной проволоки по ГОСТ 2246, ТУ, рекомендуемая марка флюса по ГОСТ 9087 | Температура применения, °C | Дополнительные указания |
15Л, Ст3сп, Ст3пс, 20Л, 25Л, 20, 20К, 22К | Св-08, Св-08А, АН-348А, ОСЦ-45, АНЦ-1 | Не ниже минус 20 | Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
Св-08ГА, Св-10ГА, АН-348А, ОСЦ-45, АНЦ-1 | Не ниже минус 30 | ||
20Л, 25Л, 20, 20К, 22К | Св-08ГА, Св-10ГА, Св-10НМА, АН-348А, ОСЦ-45, АНЦ-1, АН-43, ФЦ-16 | Не ниже минус 40 | После сварки термообработка – нормализация <*> плюс отпуск <**> при температуре эксплуатации ниже минус 30 °C |
20ЮЧ | Св-10НЮ [19], АН-22, АН-47 | Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 | |
20ГМЛ, 20ГЛ, 15ГСЛ | Св-10ГА, Св-08ГА, Св-10НМА, АН-348А, ОСЦ-45, АН-43, АНЦ-1, ФЦ-16 | Не ниже минус 60 | После сварки термообработка – нормализация <*> плюс отпуск <**> при температуре эксплуатации ниже минус 40 °C |
20ГМЛ, 20ГЛ | Св-10НМА, Св-08ГСМТ, Св-10НЮ [19], АН-22, АН-47, АН-348А | Не ниже минус 60 | Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
Св-ЮНМА, СФМ-201 [10] | |||
09Г2С, 10Г2, 10ХСНД, 14ХГС между собой и с переходными кольцами класса прочности до К54 вкл. | Св-10НЮ [19], Св-08ГСМТ, Св-10НМА, АН-22, АН-47, АН-348А | Не ниже минус 60 | Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
Св-10НМА, СФМ-201 [10] | |||
Св-10НМА, Св-08Г2С, АН-348А, ОСЦ-45, АНЦ-1, АН-43, АН-348А | Не ниже минус 70 | После сварки термообработка – нормализация <*> плюс отпуск <**> при температуре эксплуатации ниже минус 60 °C | |
Св-10НМА, СФМ-201 [10] | |||
16ГС, 20ЮЧ, 20ГСЛ | Св-08ГА, Св-10ГА, АН-348А, ОСЦ-45 | Не ниже минус 30 | Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
Св-10ГА, Св-08ГА, АН-348А, ОСЦ-45, АНЦ-1, АН-43, ФЦ-16 | Не ниже минус 40 | При температуре эксплуатации ниже минус 30 °C и S более 24 мм необходима термообработка – нормализация <*> плюс отпуск <**>, при меньшей толщине термообработка не требуется | |
09Г2С, 10Г2, 20ГМЛ, 20ГЛ с переходными кольцами класса прочности от К54 до К60 | Св-10ГН1МА, СФМ-201 [29] | Не ниже минус 60 | Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
09Г2С, 10Г2, с переходными кольцами класса прочности от К54 до К65 | |||
20Х13Л, 20Х13, 08Х13, 12Х13 | Св-10Х13, Св-12Х13, АН-26С | От минус 40 до 420 | Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9 |
20ХЛ, 20Х | От минус 40 до 450 | ||
20ХМЛ, 15ХМ | Св-08ХМ, Св-08ХМФА, АН-22, АН-42, ФЦ-11 | От минус 40 до 560 | |
12Х1МФ | Св-04Х2МА, КФ-16 | От минус 20 до 560 | |
12Х18Н9ТЛ, 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т-ВД | Св-04Х19Н11М3, ОФ-6 [9] | До 350 | Стойкость к МКК обеспечивают при температуре не выше 350 °C |
Св-08Х19Н10Г2Б, ОФ-6 [9] | До 450 | Стойкость к МКК обеспечивают при температуре не выше 450 °C | |
Св-08Х19Н10М3Б, ОФ-6 [9] | До 500 | Стойкость к МКК обеспечивают при температуре не выше 500 °C | |
12Х18Н9, 12Х18Н9Т, 08Х18Н9, 10Х18Н9-ВД, 10Х18Н9-Ш | Св-01Х19Н9, Св-04Х19Н9, ОФ-6 [9] | От минус 253 до 600 | Применение сварочных материалов допускается при отсутствии требований стойкости к МКК |
12Х18Н12М3ТЛ, 10Х17Н13М3Т (ЭИ432), 10Х17Н13М2Т (ЭИ448) | Св-04Х19Н11М3, ОФ-6 [9] | До 350 | Стойкость к МКК обеспечивают при температуре не выше 350 °C |
Св-08Х19Н10М3Б, ОФ-6 [9] | До 500 | Стойкость к МКК обеспечивают при температуре не выше 500 °C | |
<*> Нормализацию сварных соединений выполнять по режимам, указанным в НД (в РФ рекомендуется применять [17]). <**> Режимы отпуска указаны в таблице 9. | |||
11.5.2 Сварку кольцевых швов выполняют с использованием кантователей, манипуляторов или другого оборудования, которое может обеспечить равномерное (без рывков) вращение свариваемых деталей.
11.5.3 Для обеспечения удовлетворительного формирования шва и для исключения прожогов при сварке корня шва сварочная дуга должна быть смещена в диаметральной плоскости относительно оси изделия в сторону, противоположную вращению.
11.5.4 Вылет сварочной проволоки устанавливают не более 50 мм.
11.5.5 При отсутствии возможности выполнения высокотемпературной термообработки после сварки, допускается проведение высокого отпуска при условии выполнения автоматической сварки под флюсом углеродистых и низколегированных сталей с ограничением погонной энергии. Для сварных соединений, работающих при температуре ниже минус 20 °C, значение погонной энергии не должно превышать 24 кДж/см.
| Разработка конструкции и технологии производства сварного изделия |
Страница 2 из 10
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ Сварка как технологический процесс получения неразъемных соединений находит широкое применение в машиностроении. Перед сваркой соединяемые детали взаимно ориентируют в соответствии с чертежом сварного изделия, фиксируют при необходимости в приспособлениях и зону стыка деталей заполняют расплавленным металлом (электрода с частичным расплавлением кромок деталей). Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом. На виды сварки, конструктивные элементы сварных швов и подготовки кромок для них действуют государственные стандарты:
Кроме стандартов на соединения стыковые и под прямыми углами, имеются стандарты на сварные соединения под острыми и тупыми углами (ГОСТ 11534—75, ГОСТ 11533—75, ГОСТ 23518—79). По взаимному расположению деталей соединения бывают стыковые (С1…С26), угловые, (У1…У10), тавровые (Т1…Т5) и внахлестку (Н1, Н2). По форме подготовленных кромок соединения могут быть без скоса кромок (C2, C7, У4, Т1, Н1, Н2 и др.), с отбортовкой кромок (С1, У1), с прямолинейным скосом одной кромки (С8…С12, У6, Т6, Т7), с прямолинейными скосами двух кромок (C17, У9 и Яр.), с криволинейными скосами (C13, C16, С23, С26, Т2, Т5 и др.), а также с двумя скосами кромки (С15, C16, С25, С26, У8, Т8, Т5 и др.). Характер выполнения шва может быть односторонним (С1, С2, С8, С11, С17, У1, У4 и др.) и двухсторонним (C7, С12, С13, С15 и др.). Для обеспечения сквозного проплавления и получения сварного шва по всей толщине соединяемых деталей, их кромки должны быть подготовлены под сварку. Отбортовку кромок (рис. 1,а) применяют для деталей малой толщины s и обычно для сварки неплавящимся электродом без присадочного материала. Формирование шва происходит за счет оплавления кромок. При толщине деталей более 3 мм применяют прямолинейные односторонние скосы одной в или двух г кромок, двухсторонние — одной или двух д кромок, а также криволинейные скосы е. Скосы выполняют механической обработкой (точением, фрезерованием, строганием), скалыванием под углом на специальных ножницах, кислородной, плазменной резкой и другими способами. При малой толщине деталей (до 4…12 мм в зависимости от типа соединения и вида сварки) ее можно осуществить без скоса кромок б. Чертежи деталей проектируют так, чтобы обеспечить требуемые зазоры b между деталями, величину притупления и угол скоса a. Зазор b составляет 0 + 0,5, 0 ± 1 и мм при толщине деталей s соответственно до 2; 4 и более мм. Притупление t кромок назначают от 1 ± 1 до мм (большее притупление соответствует большей толщине s ). Угол α скоса кромок зависит от способа сварки, вида скоса кромок и типа сварного соединения:
Детали при стыковом соединении должны иметь одинаковую толщину. Допустимая разность толщины при сварке Рис. 1. Виды подготовки кромок под сварку: а — с отбортовкой кромок; б, и, к — без скоса кромок; в—со скосом одной кромки; г — со скосом двух кромок; д — с двухсторонним скосом двух кромок; е — с криволинейным скосом кромок; ж —с использованием остающейся или съемной подкладки; з — с замковым расположением деталей; л — дополнительным скосом для устранения влияния разной толщины составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. При угловом соединении допускается не делать скос кромок, а формирование шва производить за счет смещения деталей на величину h (рис. 1, и, к). Смещение может быть менее 0,5 s или более 0,5 s при толщине деталей до 6 и 30 мм соответственно. Выбор типа соединения и способа подготовки кромок зависит от условий его работы, толщины соединяемых деталей, конфигурации изделия и условий сварки. Так, наиболее дешевые соединения без подготовки кромок, но их сквозное проплавление ограничено толщиной детали. Скосы двух кромок, особенно криволинейные, наиболее трудоемки, но позволяют сократить массу наплавляемого металла и время сварки. Зазоры между соединяемыми деталями обычно невелики, в противном случае возможны вытекание расплавленного металла и прожог кромок. Это обстоятельство особенно может проявиться при автоматической сварке. Для защиты обратной стороны шва от вытекания металла могут быть использованы ниже перечисленные приемы. Замок, т. е. перекрытие одной детали другой (рис. 1, з). Перекрытие деталей b2 составляет 8 … 20 мм, а зазор в замке z = 0 +0,5 мм. Способ эффективен, но дорогой. Остающаяся стальная подкладка (рис. 1, ж), толщина которой t1> достигает 0,5 толщины детали, но не менее 3 мм, ширина b1 = 10… 30 мм, а зазор между подкладкой и деталями z не должен быть более 0,5… 1 мм. Этот способ применяют, в частности, при сварке шаровых резервуаров, сосудов малого диаметра. Такие подкладки соответствуют соединениям С10, С19 (см. табл. 1). Съемная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и ее удаляют после сварки (С9, С18). Предварительная ручная подварка корня шва (С12, С13, С21, С23, У5, У10, Т2) является трудоемкой, ее применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой. Заделка зазора асбестовой набивкой или флюсовой подушкой. Сварные соединения можно выполнять автоматической, полуавтоматической или ручной сваркой. Автоматическая и полуавтоматическая сварка обладает большой производительностью, обеспечивает высокое качество и надежность соединения, не требует высокой квалификации сварщика, дает наибольший эффект в серийном и массовом производстве, а также при соединении толстостенных деталей. Недостатком этих способов является ограничение по конфигурации и положению шва. Наиболее распространенные автоматы способны сваривать прямолинейные горизонтальные швы или соединять цилиндрические детали типа тел вращения. Способы сварки более подробно рассмотрены в 5.1. Форма сварных швов после сварки видна в табл. 1. Так, ширина зоны расплавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называемое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами. Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности. Конструктор при проектировании сварных изделий на чертеже указывает способ сварки, тип сварного соединения, конструктивные элементы швов и разделки кромок, марку электрода или проволоки, способ контроля, допустимые дефекты. Чертежи сварных изделий оформляют как чертежи сборочных единиц, т. е. выполняют сборочный чертеж и спецификацию в соответствии с ЕСКД. Условные обозначения швов сварных соединений выполняют по ГОСТ 2.312—72. Так, шов сварного соединения изображают: видимый — сплошной основной линией, невидимый — штриховой линией. От изображения сварного шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 2). Линию-выноску предпочтительно проводить от изображения видимого шва, с его лицевой стороны, с которой производят сварку основного шва. Условное обозначение шва производят на полке линии-выноски или под полкой, если линия-выноска проведена от оборотной стороны основного шва. 1. Сварной шов, выполняемый при монтаже, обозначают знаком в точке пересечения линии-выноски и полки (рис. 2,6), здесь же может быть обозначен окружностью диаметром 3 … 5 мм сварной шов по замкнутой линии (см. рис. 2, а). 2. Номер ГОСТа на способ сварки и вид сварного соединения. 3. Условное буквенно-цифровое обозначение сварного соединения по стандарту. 4. Условное буквенное обозначение способа сварки по соответствующему стандарту (на чертежах допускается не указывать). Приняты следующие обозначения способов сварки: Р — ручная, АФ — автоматическая под флюсом на весу, АФф — автоматическая под флюсом на флюсовой подушке, АФо —автоматическая под флюсом на остающейся подкладке. АФм — автоматическая под флюсам на медной подкладке, Рис. Соединение тавровое Т1 без скоса кромок по ГОСТ 5264 — 80. Сварка ручная дуговая. Высота катета шва 5 мм. Шов прерывистый с шагом 100 мм, при длине проваренного участка 50 мм. Обозначение указано от оборотной стороны шва; в — сварное соединение С9 по ГОСТ 5264—80, выполняемое ручной электродуговой сваркой с последующей зачисткой наплывов и неровностей до плавного перехода к основному металлу. АФк — автоматическая под флюсом с (предварительной подваркой корня шва, АФш — автоматическая под флюсом с предварительной подваркой шва; ПФ, ПФо, ПФш — то же, что и выше, но полуавтоматическая сварка; ИН — электродуговая сварка в инертных газах без присадочного металла, ИНп— в инертных газах с присадочным металлом, ИП — в инертных газах и их смесях с углекислым газом плавящимся электродом, УП — в углекислом газе плавящимся электродом; ШЭ — электрошлаковая проволочным электродом и т. 5. Знак в виде прямоугольного треугольника и размер катета шва для угловых, тавровых и соединений внахлестку (см. рис. 2,6). 6. Для прерывистого шва указывают в мм длину провариваемого участка и шаг. Их значения разделяют наклонной линией под углом 60° в случае цепного расположения швов или специальным знаком для шахматного расположения (см. рис. 2, б). 7. Вспомогательные знаки, которые могут означать: усиление шва снять (см. рис. 2, а), наплывы и неровности шва обработать с плавным переходом к основному металлу (см. рис. 2, в). Здесь же указывают требуемую шероховатость. (Более подробно см. ГОСТ 2.312—72). При наличии одинаковых швов им присваивают один порядковый номер, условное обозначение выполняют только для одного шва, с указанием порядкового номера на линии-вынооке. Для остальных швов на полке вместо обозначения указывают только порядковый номер данной группы одинаковых швов. Если на чертеже все швы одинаковы, допускается их обозначать только линиями-выносками, а в технические требования чертежа записывать все сведения о способе сварки и элементах сварных соединений. Марку электрода или присадочного материала с указанием стандарта указывают в технических требованиях чертежа.
<< Начало < Предыдущая 1 2 3 4 5 6 7 8 9 10 Следующая > Последняя >> |
 Наибольшее распространение получила электродуговая сварка: ручная — металлическими электродами с обмазкой; автоматическая под слоем флюса; автоматическая, полу автоматическая ручная в среде защитных газов.
Наибольшее распространение получила электродуговая сварка: ручная — металлическими электродами с обмазкой; автоматическая под слоем флюса; автоматическая, полу автоматическая ручная в среде защитных газов.
 Основные виды подготовки кромок и обозначение их конструктивных элементов изображены на рис. 1.
Основные виды подготовки кромок и обозначение их конструктивных элементов изображены на рис. 1.
 Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (рис. 1, л).
Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15° с одной или двух сторон (рис. 1, л).
 Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
.jpg) Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, а высота знаков равна высоте цифр и букв, входящих в обозначение. Элементы условного обозначения и вспомогательные знаки располагают в следующей последовательности (см. рис. 2).
Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, а высота знаков равна высоте цифр и букв, входящих в обозначение. Элементы условного обозначения и вспомогательные знаки располагают в следующей последовательности (см. рис. 2). 2. Пример обозначения сварных швов: a — сварной шов по замкнутому контуру. Соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771 — 76, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Ra не более 12,5 мкм. Обозначение указано от лицевой стороны; б — сварной шов, выполняемый при монтаже.
2. Пример обозначения сварных швов: a — сварной шов по замкнутому контуру. Соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771 — 76, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Ra не более 12,5 мкм. Обозначение указано от лицевой стороны; б — сварной шов, выполняемый при монтаже. д.
д.
Проектирование сварных изделий Общие сведения о сварочном производстве
Сварка как метод получения неразъемных соединений широко используется в машиностроении, строительстве, энергетическом машиностроении, химической и нефтегазовой промышленности и других отраслях. Основная продукция – металлоконструкции, станины и корпуса металлообрабатывающего оборудования, энергетических, электрических машин и агрегатов, кузова автомобилей и т. п. Сварные изделия могут быть как окончательной продукцией, так и заготовками для последующей обработки.
Для успешного
применения сварки инженер-конструктор
должен знать основы технологии сварки,
ее основные виды и технологические
возможности, уметь правильно выбирать
материалы свариваемых изделий, тип
сварного соединения, сварочные материалы,
иметь четкое представление о процессе
сварки проектируемого изделия,
определить тип и форму исходных заготовок
и технически грамотно оформить
чертежи сварных конструкций.
В машиностроении наибольшее распространение получила дуговая сварка: ручная металлическими электродами с обмазкой, под слоем флюса, в защитном газе. Сварка под слоем флюса и в защитном газе может быть ручной, полуавтоматической и автоматической, сущность которых изложена в литературе [4,7].
Пред сваркой соединяемые детали взаимно ориентируют в соответствии с чертежом сварного изделия, фиксируют при необходимости в приспособлениях. Для получения сквозного сварного шва соединяемые детали должны быть подготовлены, например, кромки их должны иметь скос под определенным углом. Основные виды наиболее часто применяемых сварных соединений и способов подготовки кромок приведены в табл,3.1.
На виды сварки, конструктивные элементы сварных швов и подготовки кромок для них действуют государственные стандарты:
ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные. ГОСТ 8713-79. Сварка под флюсом.
ГОСТ 14771-76. Дуговая
сварка в защитном газе. Сварные
соединения.
Дуговая
сварка в защитном газе. Сварные
соединения.
ГОСТ 16037-80. Соединения стальных сварных трубопроводов.
ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Кроме стандартов на соединения стыковые и под прямыми углами, существуют стандарты на сварные соединения под острыми и тупыми углами (ГОСТ 11534-75, ГОСТ 11533-75, ГОСТ 23518-79).
Как видно из табл.
3.1, по взаимному расположению деталей
соединения бывают стыковые (С1— ,С26),
угловые (У1 У10), тавровые (Т1 —15) и
внахлестку (Н1, Н2). По форме подготовленных
кромок соединения могут быть без скоса
(С2, С7, У4, Т1, Н1, Н2, и др.), с отбортовкой
кромок (С1, У1), с прямолинейным скосом
одной кромки (С8-гС12, У6, Т6, Т7), с
прямолинейными скосами двух кромок
(С17, У9 и др.), с криволинейными скосами
(С13, С23, С26, Т2, Т5 и др.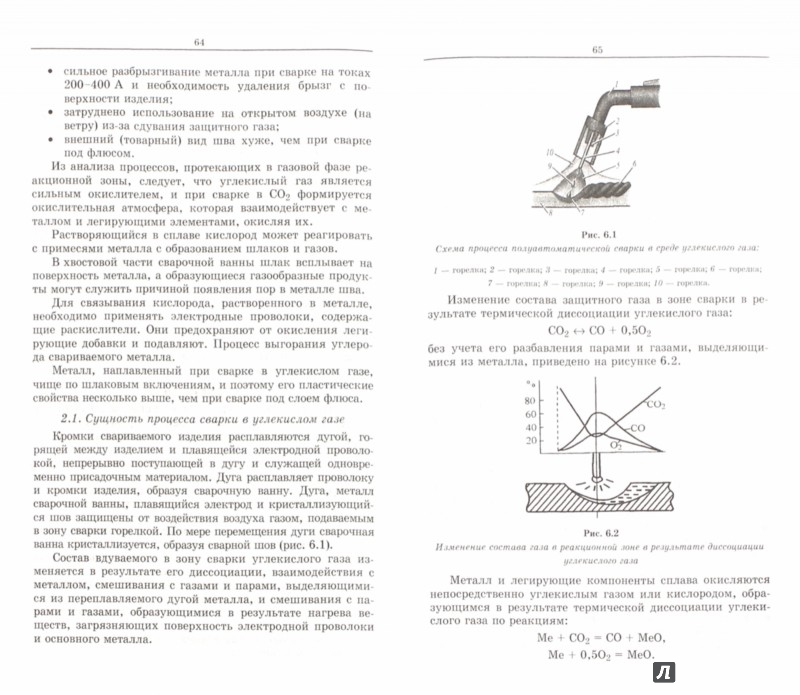 ), а также с двумя
скосами кромки (С 15, С16, С25, С26, У8, Т8, Т5 и
др.). Характер выполнения шва может быть
односторонним (С1, С2, С8, С11, С17, У1, У4
и др.) и двусторонним (С7, С12.С13, С15идр.).
), а также с двумя
скосами кромки (С 15, С16, С25, С26, У8, Т8, Т5 и
др.). Характер выполнения шва может быть
односторонним (С1, С2, С8, С11, С17, У1, У4
и др.) и двусторонним (С7, С12.С13, С15идр.).
Чтобы обеспечить сквозное проплавление и получение сварного шва по всей толщине соединяемых деталей, их кромки должны быть подготовлены под сварку. Основные виды подготовки кромок под сварку и обозначение их конструктивных элементов изображены на рис, 3.1.
Отбортовку кромок (рис3.1, а) применяют для деталей малой толщины 5 и обычно для сварки неплавящимся электродом без присадочного материала.Формирование шва происходит за сёт оплавление кромок.
Если
толщина деталей более 3 мм, применяют
прямолинейные односторонние скосы
одной (в) или двух (г) кромок, двусторонние-одной
или двух (д)
кромок,
а также криволинейные скосы (е).
Скосы
выполняют механической обработкой
(точением, фрезерованием, строганием),
скалыванием под углом на специальных
ножницах, кислородной, плазменной
резкой и др. способами.
способами.
При сравнительно малой толщине детали (до 4 — 12 мм в зависимости от типа соединения и вида сварки) ее можно осуществить без скоса кромок (б).
Чертежи деталей проектируют так, чтобы обеспечить требуемые зазоры Ъ между деталями, величину притупления I и угол скоса а. Зазор Ъ составляет 0+0‘5, 0±1 и 2 ±’2 мм при толщине деталей соответственно до 2; 4 и более мм.
Притупление I кромок назначают от 1±1 до 2±’2 мм (большее притупление соответствует большей толщине 5)
Угол а скоса кромок зависит от способа сварки, вида скоса кромок и типа сварного соединения:
при ручной дуговой сварке для всех типов соединений с прямолинейным скосом кромки одной детали а = 45°±2°, двух – 25°±2°;
для автоматической сварки под слоем флюса углы скоса такие же, что и при ручной, за исключением соединений С9, С12, когда о=40°±5° , СЮ, СИ, С25 – сг=30°+5° Т65 Т7, Т8 – о=50°±5°;
для сварки в среде инертных защитных газов при прямолинейном скосе одой кромки сс=50 °±2 °, двух «=30°±2 °, а для сварки в среде углекислого газа «=40 °±2 ° и о=30 °±2 ° соответственно; при всех соединениях кроме Г6, Т7 и Т8, у которых а на 5 ° больше;
криволинейные
скосы предпочтительней при большой
толщине изделий, скос может выполняться
на одной из деталей с углом а=20 °±2 ° или
на двух с а=12 °±2 ° для всех видов сварки
и типов соединений.
Детали при стыковом соединении должны иметь одинаковую толщину. Допустимая разность толщины при сварке составляет не более 1, 2, 3 и 4 мм при толщине деталей соответственно до 4, 20, 30 и более мм. Если разность толщины больше, то на детали с большей толщиной делают скос под углом 15 ° с одной или двух сторон (рис.3.1, л).
При угловом соединении допускается не делать скос кромок, а формирование шва производить за счет смещения деталей на величину /г (рис.3.1, и, к). Смещение может быть менее 0,55 или более 0,55 при толщине деталей до 6 и 30 мм соответственно.
Выбор типа соединения
и способа подготовки кромок зависит от
условий работы, толщины соединяемых
деталей, конфигурации изделия и условий
сварки. Так, наиболее дешевые соединения
без подготовки кромок, но их сквозное
проплавление ограничено толщиной
детали. Скосы двух кромок, особенно
криволинейные, наиболее трудоемки,
но позволяют сократить массу наплавляемого
материала и время сварки. I достигает
0,5 толщины детали, но не менее 3 мм, ширина
6/= 10—30 мм, а зазор между подкладкой и
деталями г не должен быть более 0,5-1 мм.
Этот способ применяют, в частности, при
сварке шаровых резервуаров, сосудов
малого диаметра. Такие подкладки
соответствуют соединениям СЮ, С19 (см.
табл.3.1).
I достигает
0,5 толщины детали, но не менее 3 мм, ширина
6/= 10—30 мм, а зазор между подкладкой и
деталями г не должен быть более 0,5-1 мм.
Этот способ применяют, в частности, при
сварке шаровых резервуаров, сосудов
малого диаметра. Такие подкладки
соответствуют соединениям СЮ, С19 (см.
табл.3.1).
Съемная технологическая подкладка из меди для стали, из графита для меди и т. п., которая не приваривается и ее удаляют после сварки (С9, С18).
Предварительная ручная подварка корня шва (С 12, С13, С21, С23, У5, У10, Т2) является трудоемкой, ее применяют, когда свариваемое изделие невозможно кантовать или точно собрать перед сваркой.
Сварные соединения можно выполнять автоматической, полуавтоматической или ручной сваркой. Способ сварки выбирают в зависимости от геометрических размеров изделий, свойств материалов, формы сварного шва и серийности производства.
Наиболее
распространенные автоматы способны
сваривать прямолинейные горизонтальные
швы или соединять цилиндрические детали
типа тел вращения. Способы сварки более
подробно рассмотрены в 3.6.
Способы сварки более
подробно рассмотрены в 3.6.
Форма сварных швов после сварки показана в табл. 3.1. Так, ширина зоны расплавленного металла несколько больше, чем исходный зазор между кромками. По высоте сварной шов больше толщины детали, т. е. имеет место так называемое усиление шва. Конструктивные элементы швов также регламентированы перечисленными ранее стандартами.
Усиление шва при необходимости снимают строганием, точением или шлифовальными кругами до требуемой шероховатости поверхности.
При проектировании сварных изделий на чертеже конструктор указывает способ сварки, тип сварного соединения, конструктивные элементы швов и разделки кромок, марку электрода или проволоки, способ контроля, допустимые дефекты.
Чертежи сварных
изделий оформляют как чертежи сборочных
единиц, т. е. выполняют сборочный чертеж
и спецификацию в соответствии с ЕСКД.
Условные обозначения швов сварных
соединений выполняют по ГОСТ 2. 312-72.
Так, шов сварного соединения изображают:
видимый — сплошной основной линией,
невидимый — штриховой линией. От
изображения сварного шва проводят,
линию-выноску, заканчивающуюся
односторонней стрелкой (рис.3.2).
Линию-выноску предпочтительно проводить
от изображения видимого шва, с его
лицевой стороны, с которой производят
сварку основного шва.
312-72.
Так, шов сварного соединения изображают:
видимый — сплошной основной линией,
невидимый — штриховой линией. От
изображения сварного шва проводят,
линию-выноску, заканчивающуюся
односторонней стрелкой (рис.3.2).
Линию-выноску предпочтительно проводить
от изображения видимого шва, с его
лицевой стороны, с которой производят
сварку основного шва.
Условное обозначение шва производят на полке линии-выноски, а если линия-выноска проведена от оборотной стороны основного шва – под полкой. Вспомогательные знаки, входящие в обозначение шва, выполняют сплошными тонкими линиями, а высота знаков равна высоте цифр и букв, входящих в обозначение.
а-сварной шов по замкнутому контуру. Соединение стыковое С8 с односторонней разделкой кромки по ГОСТ 14771-76, сварка дуговая в углекислом газе плавящимся электродом с последующим снятием усиления шва до шероховатости Rа не более 12,5 мкм. Обозначение указано от лицевой стороны;
б-свароой шов,
выполняемый при монтаже. Соединение
тавровое Т1 без скоса кромок по ГОСТ
5264-80. Сварка ручная дуговая. Высота
катета шва 5 прерывистый с шагом 100 мм,
при длине проваренного участка 50 мм.
Обозначение казано от оборотной стороны
шва.
Соединение
тавровое Т1 без скоса кромок по ГОСТ
5264-80. Сварка ручная дуговая. Высота
катета шва 5 прерывистый с шагом 100 мм,
при длине проваренного участка 50 мм.
Обозначение казано от оборотной стороны
шва.
в -сварное соединение С9 по ГОСТ 5264-80, выполняемое ручной дуговой сваркой с последующей зачисткой наплывов и неровностей до плавного перехода к ному металлу.
Элементы условного обозначения и вспомогательные знаки располагают в следующей последовательности (см. рис. 3.2).
1. Сварной шов, выполняемый при монтаже, обозначают знаком 1 в точке пересечения линии-выноски и полки (рис.здесь же может быть обозначен окружностью диаметром сварной шов по замкнутой линии (см. рис. 3.2, а).
2. Номер ГОСТа на способ сварки и вид сварного соединения. 3.Условное буквенно-цифровое обозначение сварного соединения по стандарту.
4 Условное буквенное
обозначение способа сварки по
соответствующему стандарту (на
чертежах допускается не указывать).
Приняты следующие обозначения способов сварки: Р – ручная, АФ – автоматическая под флюсом на весу, АФф – автоматическая под флюсом на флюсовой подушке, АФо – автоматическая под флюсом на остающейся подкладке, АФм – автоматическая под флюсом на медной подкладке, АФк – автоматическая под флюсом с предварительной подваркой корня шва, АФш – автоматическая под флюсом с предварительной подваркой шва; ПФ, ПФо, ПФш – то же, что и выше, но полуавтоматическая сварка; ИН – дуговая сварка в инертных газах без присадочного металла, ИНп – в инертных газах с присадочным металлом; ИП – в инертных газах и их смесях с углекислым газом плавящимся электродом; УП – в углекислом газе плавящимся электродом; ШЭ – электрошлаковая проволочным электродом.
5. Знак в виде прямоугольного треугольника и размер катета шва для угловых, тавровых и соединений в нахлестку (см. рис. 3.2,6).
6. Для прерывистого
шва указывают в мм длину провариваемого
участка и шаг.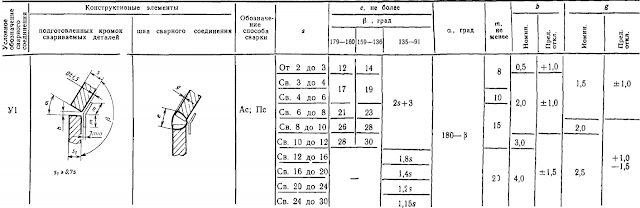 Их значения разделяют
наклонной линией под углом 60° в случае
цепного расположения швов или специальным
знаком 2 для шахматного расположения
(см. рис. 3.2, б).
Их значения разделяют
наклонной линией под углом 60° в случае
цепного расположения швов или специальным
знаком 2 для шахматного расположения
(см. рис. 3.2, б).
7. Вспомогательные знаки, которые могут обозначать: усиление шва снять (см. рис. 3.2, а), наплывы и неровности шва обработать с плавным переходом к основному металлу (см. рис. 3.2, в). Здесь же указывают требуемую шероховатость (Более подробно см. ГОСТ 2.312-72).
При наличии одинаковых швов им присваивают порядковый номер, условное обозначение выполняют только для одного шва, с указанием порядкового номера и количества швов на линии-выноске. Для остальных швов на полке вместо обозначения указывают только порядковый номер данной группы одинаковых швов.
Если на чертеже все швы одинаковы, допускается их обозначать только линиями-выносками, а в технические требования чертежа записывать все сведения о способе сварки и элементах сварных соединений.
Марку электрода
или присадочного материала с указанием
стандарта указывают в технических
требованиях чертежа.
Описание процесса дуговой сварки под флюсом
Дуговая сварка под флюсом, чаще сокращенно SAW, или сварка под флюсом — это полностью или частично автоматизированный процесс сварки с подачей проволоки. Он в основном используется для сварки более толстых сталей, включая углеродистые стали, нержавеющие стали и некоторые никелевые сплавы. SAW идеально подходит для сварки материалов толщиной от полудюйма до 5 дюймов, однако, регулируя скорость перемещения и тепловложение, SAW можно использовать для металлов толщиной всего 3/16 9.0003-й дюйма без прожогов.
Сам термин (погруженная дуга) относится к дуге, погруженной в гранулированный флюс. Нет видимой/открытой дуги, поэтому нет дыма и сварочных брызг.
Как работает SAW
Гранулированный флюс защищает дугу от атмосферного загрязнения. Все погружено в поток. Проволока подается через сварочную горелку, которая движется вдоль стыка. Тепло от дуги расплавляет часть проволоки, при этом флюс и основной материал используются для образования расплавленной сварочной ванны.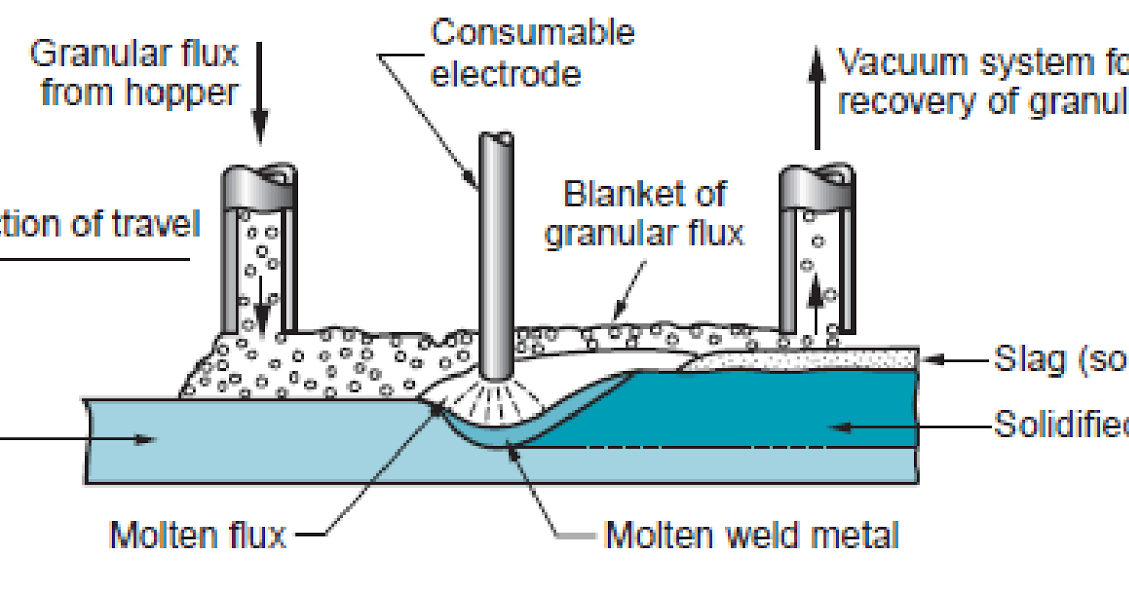 Именно здесь флюс выполняет все необходимые функции, включая раскисление и дегазацию. Расплавленный флюс застывает за дугой, образуя покрытый шлаком сварочный валик, который легко удаляется.
Именно здесь флюс выполняет все необходимые функции, включая раскисление и дегазацию. Расплавленный флюс застывает за дугой, образуя покрытый шлаком сварочный валик, который легко удаляется.
Оборудование для субдуговой сварки
Оборудование для сварки под флюсом различается и может быть настроено в соответствии с применением, включая все расходные материалы, такие как сплошная проволока и проволока с металлическим сердечником, а также состав флюса.
Необходимое оборудование включает в себя:
- Источник питания – регулирует потребляемый ток (переменный, постоянный или оба, чтобы обеспечить простое переключение)
- Контроллер/интерфейс – управляет параметрами сварки
- Двигатель привода проволоки – регулирует скорость подачи проволоки
- Сварочная горелка – подает присадочный металл к заготовке и может наклоняться в зависимости от области применения
- Бункер для флюса – контролирует скорость осаждения флюса.
 Воронки для флюса также могут иметь системы восстановления флюса для повторного использования неиспользованного флюса, подачи его обратно в воронку до тех пор, пока он не будет использован.
Воронки для флюса также могут иметь системы восстановления флюса для повторного использования неиспользованного флюса, подачи его обратно в воронку до тех пор, пока он не будет использован.
Источником питания может быть постоянный ток (DC) или переменный ток (AC), и их можно комбинировать, чтобы один станок на пиле обеспечивал оба типа питания, позволяя операторам легко переключаться между ними для обработки заготовок различной толщины. Для более тонкой заготовки может потребоваться слабый ток 350 ампер, тогда как для более толстой заготовки может потребоваться более 1000 ампер. Поскольку оборудование SAW в основном используется для повышения производительности, большая часть или весь процесс механизирован для обеспечения высокой продолжительности рабочего цикла. Как правило, машина должна останавливаться только тогда, когда операторы удаляют шлак, заменяют электроды и манипулируют заготовкой, хотя в автоматизированных процессах сварки сварочный манипулятор комбинируется с оборудованием SAW для автоматизации механической обработки, что еще больше увеличивает рабочий цикл, обеспечивая еще более высокая производительность. Следует отметить, что данное оборудование на ПАВ может иметь сварочную головку, перемещающуюся вдоль заготовки, либо может быть стационарной со сварочным вращателем, поворачивающим заготовку под сварочной головкой.
Следует отметить, что данное оборудование на ПАВ может иметь сварочную головку, перемещающуюся вдоль заготовки, либо может быть стационарной со сварочным вращателем, поворачивающим заготовку под сварочной головкой.
Контроллер/интерфейс используется для управления всеми параметрами сварки, включая…
- Угол горелки,
- Скорость движения,
- Напряжение дуги,
- Сварочный ток,
- Вылет электрода,
- Диаметр проволоки,
- Скорость подачи проволоки.
Более высокая скорость может использоваться при корневых проходах более тонкого материала, чтобы избежать прожога, и легко замедляется для более толстых материалов, при этом некоторые из них способны к глубокому проплавлению более толстых металлов за один проход.
В процессе подачи проволоки чаще всего используется подача одной проволоки, однако там, где требуется высокий уровень производительности при постоянном сохранении высочайшего качества сварных швов, можно использовать несколько проволок для тандемной поддуговой сварки, когда несколько проволок подаются в такая же лужа. Одиночная подача проволоки обеспечивает скорость наплавки 40 фунтов в час, тогда как при тандемной сварке под дугой можно достичь скорости до 100 фунтов в час.
Одиночная подача проволоки обеспечивает скорость наплавки 40 фунтов в час, тогда как при тандемной сварке под дугой можно достичь скорости до 100 фунтов в час.
Расходные материалы для SAW
Флюс и проволока (электроды) для процессов SAW различаются в зависимости от области применения. Стандартная проволока обычно имеет диаметр от 1,6 до 6 мм. Скрученную проволоку можно использовать для колебательного движения, чтобы облегчить сплавление сварного шва с основным металлом. Доступны различные электроды для разных металлов. Большинство из них покрыты медью для увеличения электропроводности. Различные электроды подходят для разных токов, некоторые из них подходят для токов от 150 до 350 ампер, а другие подходят для более высоких ампер 1000 и выше для более толстых сталей.
Флюс может иметь различный химический состав. Его можно склеивать, сплавлять или механически смешивать. Стандартный флюс может содержать кальций, кремний, алюминий, магний и другие химические вещества, а легирующие элементы могут быть добавлены в соответствии с требованиями.
Флюс сам по себе не является проводником, пока не вступит в контакт с дугой. Поскольку он погружен, только использованный флюс в нижней части становится шлаком (отходами), и весь видимый флюс может быть возвращен в бункер для флюса, что снижает потери. Количество извлекаемого флюса варьируется от 50% до 9%.0%, в зависимости от используемого оборудования для дуговой сварки.
Преимущества сварки под дугой
- Более высокая скорость наплавки является основным преимуществом, так как повышает производительность
- Благодаря полуавтоматическому или полностью автоматизированному процессу обеспечивается улучшенная эргономика для операторов с минимальными манипуляциями с заготовками.
- Полный контроль параметров сварки обеспечивает неизменно высокое качество сварки
- Восстановление флюса снижает потери
- Глубокий провар на толстых сталях может быть выполнен, иногда за один проход
- Сварка более тонких металлов может выполняться на высокой скорости и без прожога
- Отсутствие брызг и испарений обеспечивает более безопасную рабочую среду.

Отрасли, в которых используется дуговая сварка под флюсом
Процессы дуговой сварки под флюсом обычно используются в отраслях с тяжелыми условиями эксплуатации, включая производство железнодорожных вагонов, судостроение, ветряные башни, сосуды под давлением и морские нефтяные вышки из-за его способности проникать в толстые стали в за один проход, обеспечивая более безопасную рабочую среду для операторов и постоянно поддерживая качество сварных швов.
В то время как процессы под флюсом в основном используются для тяжелой промышленности с более толстыми сталями, более тонкие металлические профили подходят для одиночной подачи проволоки за счет увеличения скорости.
Являясь специалистом в области оборудования для автоматизации сварки, Redrock может предоставить оборудование, необходимое для высочайшего качества сварки при максимальной производительности. Чтобы узнать больше, свяжитесь с нами по телефону +44 (0)141 812 0824.
Дуговая сварка под флюсом (SAW): применение, работа, детали
Сегодня я буду обсуждать определение, применение, схему, оборудование, работу, преимущества и недостатки дуговой сварки под флюсом (SAW).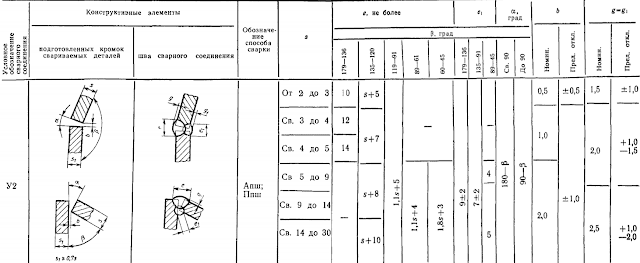 Ранее была опубликована статья о дуговой сварке с флюсовой проволокой (FCAW). Проверить!
Ранее была опубликована статья о дуговой сварке с флюсовой проволокой (FCAW). Проверить!
Подробнее: Принципы работы дуговой сварки порошковой проволокой
Содержание
- 1 Что такое дуговая сварка под флюсом (SAW)?
- 1.0.1 Диаграмма погруженной дуговой сварки:
- 2 Применение
- 3 Машины SAW
- 3,0.1 Подрубка. SAW
- 4.0.1 Посмотрите видео ниже, чтобы узнать, как работает SAW:
- 4.1 Подпишитесь на нашу рассылку новостей
- 5 Преимущества и недостатки дуговой сварки под флюсом
- 5.1 Преимущества:
- 5.2 Недостатки
- 5.3 Пожалуйста, поделитесь!
Что такое дуговая сварка под флюсом (SAW)?
Дуговая сварка под флюсом — это еще один тип процесса дуговой сварки, в котором используется плавящийся трубчатый электрод с непрерывной подачей. Может работать в автоматическом или механизированном режиме.
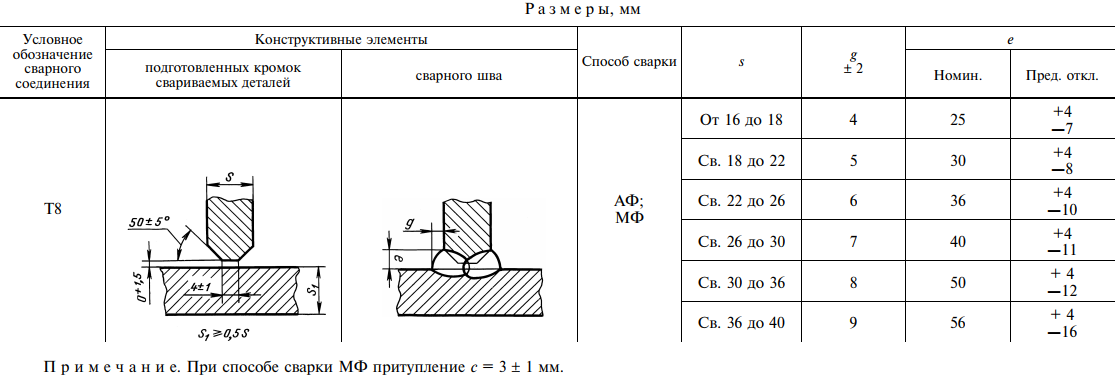 Он также может эксплуатироваться на полуавтоматических (ручных) пистолетах SAW с подачей под давлением или самотёком. Этот процесс не подходит для плоских или горизонтальных положений приварки, так как горизонтальное положение было выполнено со специальной компоновкой для поддержки флюса.
Он также может эксплуатироваться на полуавтоматических (ручных) пистолетах SAW с подачей под давлением или самотёком. Этот процесс не подходит для плоских или горизонтальных положений приварки, так как горизонтальное положение было выполнено со специальной компоновкой для поддержки флюса.В этом процессе сварки зона дуги и сварочная ванна защищены от атмосферного загрязнения за счет слоя гранулированного флюса, состоящего из извести, кремния, оксида марганца, фторида кальция и некоторых других соединений. Расплавленный флюс становится проводящим и создает ток между электродами и основным металлом. Толстый слой флюса полностью покрывает металл, предотвращая искры и брызги, а также защищая от интенсивного ультрафиолетового излучения и дыма, которые являются частью процесса сварки.
SAW был первым патентом в 1935 году и касался электрической дуги под слоем гранулированного флюса. Первоначально он был разработан Джонсом, Кеннеди и Ротермундом.
Схема дуговой сварки под флюсом:
Подробнее: Дуговая сварка в среде защитного газа (SMAW)
Области применения
Ниже приведены области применения SAW: ).
 Он также используется для обработки низколегированных сталей, нержавеющих сталей, сплавов на основе никеля и для наплавки.
Он также используется для обработки низколегированных сталей, нержавеющих сталей, сплавов на основе никеля и для наплавки.Дуговая сварка под флюсом может использоваться для сварки сосудов под давлением, таких как котлы.
Много структурных чертежей, труб, землеройных инструментов, кораблестроения, строительства железных дорог и локомотивов.
Наконец, дуговая сварка под флюсом может использоваться для ремонта деталей машин.
Этот процесс имеет некоторые особенности, отличающие его от других процессов дуговой сварки, в том числе:
- Сварочная головка: подает флюс и присадочный металл к сварному шву.
- Бункер для флюса: помогает хранить флюс и регулирует скорость осаждения флюса на сварной шов. Флюс
- : гранулированный флюс защищает сварной шов от атмосферного загрязнения. Он также очищает металл шва и модифицирует его химическое загрязнение. Хотя некоторые другие процессы дуговой сварки, такие как MIG, SMAW предлагают это.
- Электрод: присадочный материал – стандартная проволока, а также другие специальные формы.
 Толщина этих проводов обычно составляет от 1,6 мм до 6 мм.
Толщина этих проводов обычно составляет от 1,6 мм до 6 мм.
Подробнее: Сварка вольфрамовым электродом в среде инертного газа (TIG)
Детали машин SAW
Дуговая сварка под флюсом состоит из основных частей или оборудования, таких как сварочная головка, бункер для флюса, флюс, блок подачи электродной проволоки, электрод и флюс. блок восстановления. Сварочная головка может быть использована для подачи наполнителя, а также флюса в сварное соединение. Другие общие части аппарата включают:
- Расходуемый электрод
- Источники питания
- Гранулированный флюс
- Основной металл
- Держатель электрода
Аппарат для дуговой сварки под флюсом:
Подробнее: Понимание электрошлаковой сварки
Принципы работы SAW
Как и другие процессы дуговой сварки, SAW также передает ток на электрод от сварочного аппарата переменного или постоянного тока. Он отдельно наносит флюс в зону сварки перед соединением.
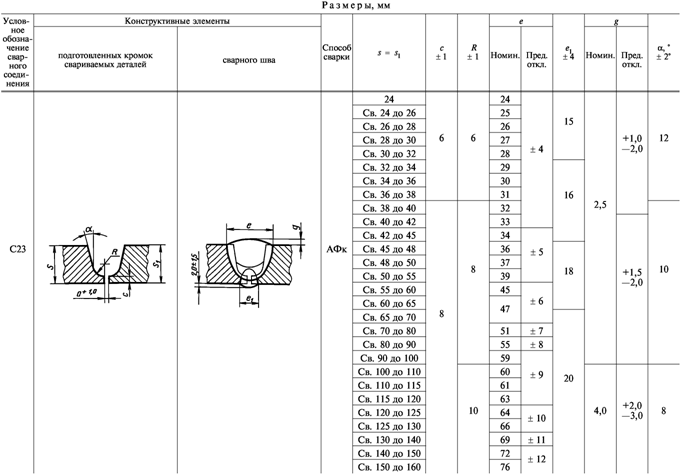 Этот флюс не является проводником электричества в холодном состоянии, но становится хорошим проводником при плавлении под действием тепла дуги. Это также позволяет протекать току между электродом и заготовкой. Поток, видимый в атмосфере, остается гранулированным (неизменным), что позволяет использовать его повторно. Нижний расплавленный флюс превращается в шлак, превращаясь в отходы, и его необходимо удалять после сварки,
Этот флюс не является проводником электричества в холодном состоянии, но становится хорошим проводником при плавлении под действием тепла дуги. Это также позволяет протекать току между электродом и заготовкой. Поток, видимый в атмосфере, остается гранулированным (неизменным), что позволяет использовать его повторно. Нижний расплавленный флюс превращается в шлак, превращаясь в отходы, и его необходимо удалять после сварки,С заданной скоростью электрод непрерывно подается в соединение. В то время как в полуавтоматических сварочных установках сварка производится вручную вдоль стыка. В автоматическом режиме отдельный привод перемещает либо сварочную головку над неподвижным изделием, либо изделие вращается под неподвижной сварочной головкой.
Подробнее: Знакомство с плазменно-дуговой сваркой (PAW)
Посмотрите видео ниже, чтобы узнать о работе SAW:
Подпишитесь на наш информационный бюллетень
Подробнее: Знакомство с дуговой сваркой шпилек и ее методами
Преимущества и недостатки дуговой сварки под флюсом
Преимущества:
Ниже приведены преимущества сварки под флюсом:
- Высокая скорость наплавки.
- Процесс автоматизирован.
- Получается меньше дыма.
- Edge обучение не требуется.
- Можно проводить в помещении и/или на улице.
- Нет шансов для оксидных искр, потому что он погружен во флюсовую подушку.
Недостатки
Несмотря на хорошие преимущества SAW, все же имеют место некоторые ограничения. Ниже приведены недостатки SAW:
- Процесс незавершен для некоторых металлов.
- Может быть несовершенен для прямых швов сосудов, и труб.
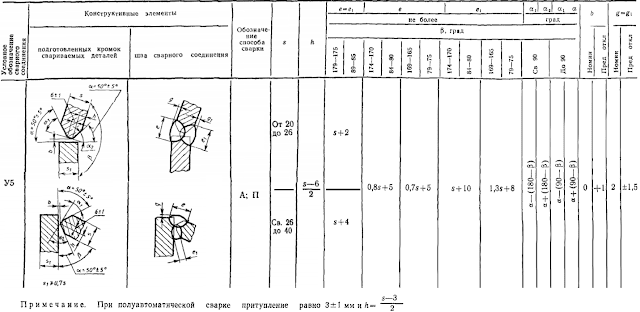
- Использование Flux может быть утомительным.
- Из-за флюса может возникнуть проблема со здоровьем.
- Удаление шлака желательно после сварки.
Подробнее: Понимание приварки шпилек
Это все, что касается этой статьи, в которой обсуждаются определение, применение, схема, оборудование, работа, преимущества и недостатки. Я надеюсь, что вы получили много от чтения, если это так, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
погруженный дуговой сварочный проволока جوشکاری زیر پودری
Погрузка на дуговой сварки جوشکاری زیر پودری
- Введение в окрашенную дуговую свадь
- Процесс SAW
- Типы пил
- Преимущества SAW
- Применение SAW
Введение
Дуговая сварка под флюсом — это метод, при котором соединение металлов производится путем нагрева дугой или дугами между оголенным металлическим электродом или электродами и заготовкой.
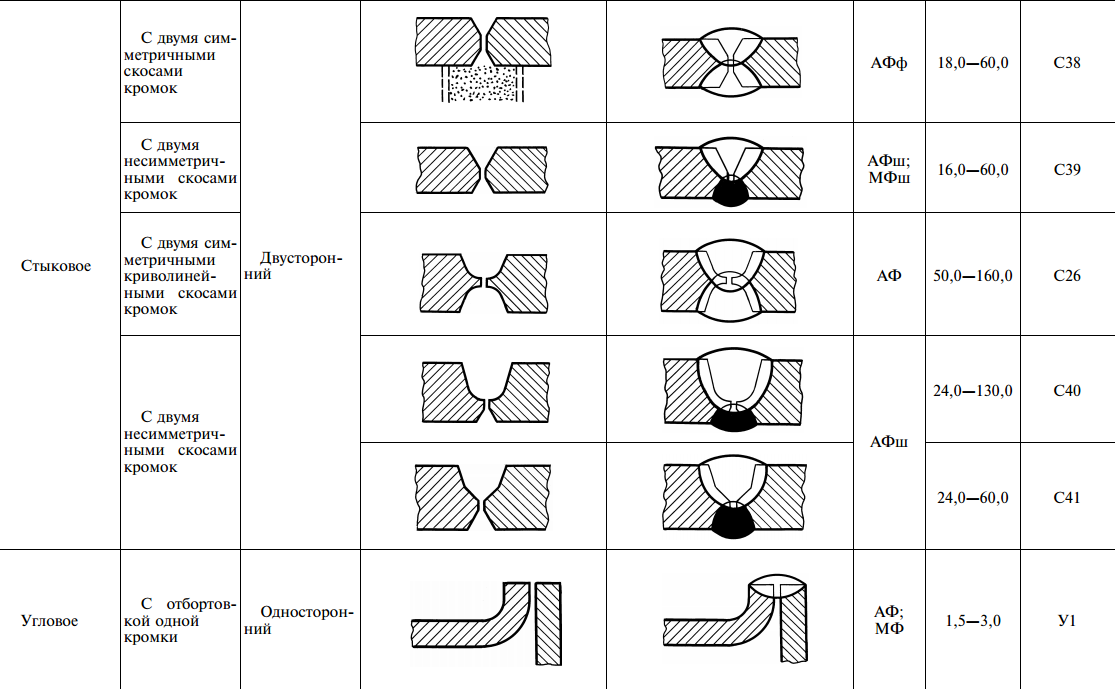
Дуга защищена покрытием из гранулированного легкоплавкого материала на рабочем месте.
Давление не используется. Нет видимой дуги, искры, брызг или дыма. Электрод может быть сплошным или порошковым проводом или полосой.
SAW обычно представляет собой механизированный процесс.
Процесс SAW
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочной горелки и кабеля в сборе для полуавтоматической сварки, бункера для флюса и механизма подачи , обычно система рекуперации флюса, и механизм перемещения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции дуговой сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но более популярны выпрямительные машины.
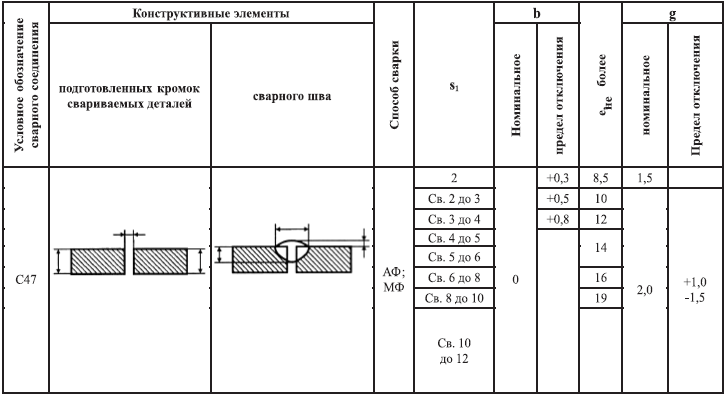
Сварочные аппараты для дуговой сварки под флюсом в диапазоне от 300 до 1500 ампер.
Тепло дуги расплавляет поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу на заготовку, где он становится наплавленным металлом шва.
Защиту получают из слоя гранулированного флюса, который укладывают непосредственно на зону сварки. Флюс вблизи дуги плавится и смешивается с расплавленным металлом сварного шва, способствуя его очистке и укреплению.
Флюс образует стекловидный шлак, который легче по весу, чем наплавленный металл, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название дуговой сварки под флюсом. Флюс и шлак обычно покрывают дугу так, что ее не видно.
Нерасплавленную часть флюса можно использовать повторно. Электрод подается в дугу автоматически из катушки. Дуга поддерживается автоматически.
Перемещение может быть ручным или механическим.
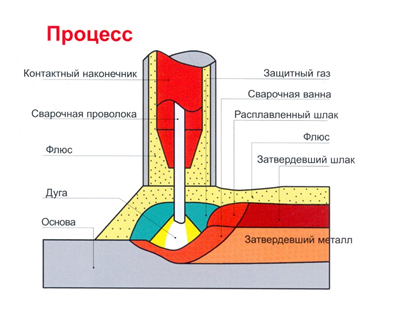 Дуга инициируется пуском плавкого предохранителя или реверсивной или реверсивной системой.
Дуга инициируется пуском плавкого предохранителя или реверсивной или реверсивной системой.Нормальный способ применения и возможности положения
Наиболее популярным методом применения SAW является машинный метод, при котором оператор контролирует операцию сварки.
Вторым по популярности является автоматический метод, при котором сварка выполняется нажатием кнопки. Процесс может применяться полуавтоматически; однако этот способ применения не слишком популярен.
Этот процесс нельзя применить вручную, поскольку сварщик не может управлять невидимой дугой. Процесс сварки под флюсом представляет собой процесс сварки в ограниченном положении.
Количество позиций для сварки ограничено, так как большая масса расплавленного металла и шлака очень жидкие и имеют тенденцию вытекать из соединения. Сварку можно легко выполнять в плоском положении и в горизонтальном угловом положении.
В соответствии со специальными контролируемыми процедурами возможна сварка в горизонтальном положении, иногда называемая сваркой на 3 часа.

Для этого требуются специальные устройства для удерживания флюса, чтобы расплавленный шлак и металл сварного шва не могли утечь. Процесс нельзя использовать в вертикальном или надземном положении.
Типы SAW
Многопроволочные системы: Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.
Двухпроводной тандем: положение двухпроводного тандемного электрода с отдельными источниками питания используется там, где требуется глубокое проникновение.
Трехпроводная тандемная система: Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления скоростных продольных швов труб большого диаметра и сборных балок.
Система сварки полос: Система сварки полос используется для наплавки мягких и легированных сталей, обычно на нержавеющую сталь.

Основными преимуществами дуговой сварки под флюсом или дуговой сварки под флюсом являются:
- высокое качество металлического шва.
- чрезвычайно высокая скорость и скорость наплавки
- гладкий, равномерный сварной шов без брызг.
- мало или нет дыма.
- отсутствие вспышки дуги, поэтому минимальная потребность в защитной одежде.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокой производительности.
- нормально, без задействования манипулятивных навыков.
Области применения:
Процесс под флюсом широко используется при изготовлении толстолистовой стали. Сюда входит сварка профилей, продольный шов труб большего диаметра, изготовление деталей машин для всех видов тяжелой промышленности, а также изготовление сосудов и резервуаров для работы под давлением и для хранения. Процесс SAW также используется для изготовления паровых барабанов, водяных барабанов и различных коллекторов котлов на тепловых электростанциях.
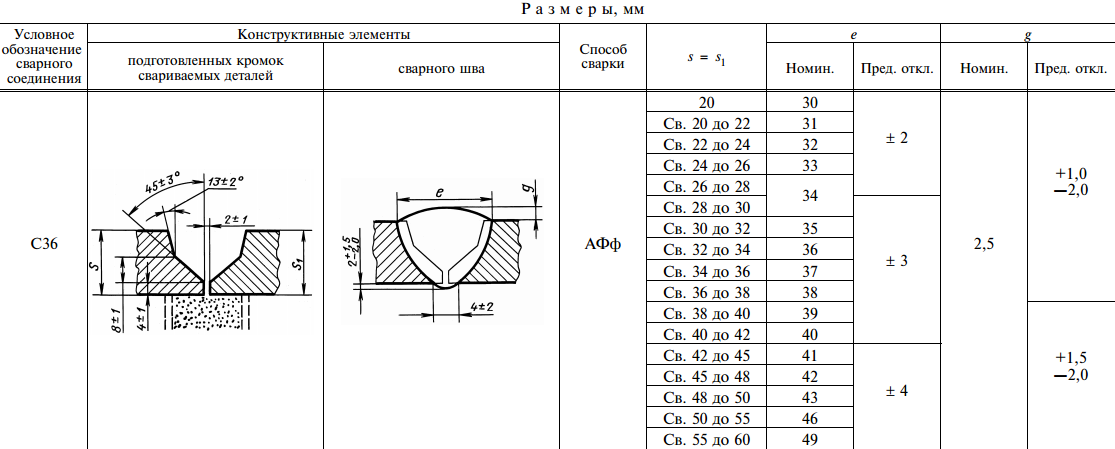 Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях, где используются стали средней и большой толщины. Он также используется для наплавки и наплавки, технического обслуживания и ремонта.
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях, где используются стали средней и большой толщины. Он также используется для наплавки и наплавки, технического обслуживания и ремонта.Как насчет дуговой сварки под флюсом?
Лазерное отслеживание шва создает, анализирует и передает трехмерные профили зоны сварки.
Ваша компания все больше занимается сваркой профилей или сосудов высокого давления для тяжелой промышленности. Скорее всего, вы хотите осаждать металл со скоростью, которую невозможно сделать вручную — в диапазоне 20, 30 или даже 40 фунтов. в час.
Дуговая сварка под флюсом (SAW) справится со сваркой, но контроль места и способа сварки может быть не менее важным, чем то, что плавит проволоку.
Покупка системы SAW без вспомогательного оборудования, такого как манипулятор или портал, аналогична покупке двигателя без остальной части автомобиля.
 Вы можете включить его, и он сделает немного дыма, но он не доставит вас туда, куда вам нужно.
Вы можете включить его, и он сделает немного дыма, но он не доставит вас туда, куда вам нужно.Знание областей применения поможет вам определить, какое вспомогательное оборудование необходимо для управления сварочной головкой и достижения желаемой производительности.
Опишите соединение
При выборе вспомогательного оборудования SAW в первую очередь необходимо определиться с типом и разнообразием свариваемых соединений. Будет ли:
- Большие V-образные пазы с достаточным пространством для большой сварочной горелки?
- Узкие и глубокие канавки для минимизации количества наплавляемого материала?
- Многопроходные сварные швы, и если да, то сколько проходов?
- Угловые сварные швы?
- Облицовка, где необходимо последовательно выполнять несколько проходов?
- Прямые и ровные или волнистые и неровные сварные швы?
Определение типового проекта
Свариваемая деталь также поможет определить требования к вашему вспомогательному оборудованию.
 Хорошие вопросы, которые следует задать:
Хорошие вопросы, которые следует задать:- Соединения выполнены из длинных и прямых или круглых материалов?
- Вертикальные?
- Насколько велика заготовка, и нужно ли ее позиционировать или поворачивать, чтобы получить доступ ко всем точкам сварки?
При сварке больших заготовок время, необходимое для их позиционирования, может существенно повлиять на производительность. Переворачивание большой заготовки для достижения сварного шва требует времени и может быть опасным для операторов.
Манипулятор со стрелой и колонной, вероятно, является наиболее экономичным и универсальным методом удержания сварочной головки над заготовкой. Если соединение длинное и прямое, эффективным может быть манипулятор стрелы и колонны на рельсах с моторизованным вагоном. Важно убедиться в том, что скорость автомобиля может соответствовать ускоренному перемещению, а также обычным скоростям сварки.
Если заготовка круглая, например, ветряная башня или сосуд высокого давления, ее нужно будет вращать под горелкой.
 Для этого обычно используются поворотные ролики и сварочные позиционеры. Валки вращают длинные и часто очень тяжелые цилиндрические заготовки, центр масс которых находится примерно на осевой линии заготовки. Позиционеры вращают заготовки с центром масс, который не лежит на оси вращения или вблизи нее.
Для этого обычно используются поворотные ролики и сварочные позиционеры. Валки вращают длинные и часто очень тяжелые цилиндрические заготовки, центр масс которых находится примерно на осевой линии заготовки. Позиционеры вращают заготовки с центром масс, который не лежит на оси вращения или вблизи нее.Количество наплавляемой сварочной проволоки и толщина основного металла определяют другие требования к оборудованию. Например, для предварительного нагрева толстого материала может потребоваться обычное пламенное или индукционное нагревательное оборудование.
Размещение камеры на месте сварки позволяет оператору наблюдать за ходом и качеством сварки из удобного и безопасного места.
Ответы на два технологических вопроса могут определить, какое вспомогательное оборудование необходимо:
- Какой ток нужен?
- Как долго мне нужно сваривать?
Если вы будете выполнять сварку с большим током в течение длительного периода времени, необходимо правильно подобрать размер сварочной цепи.
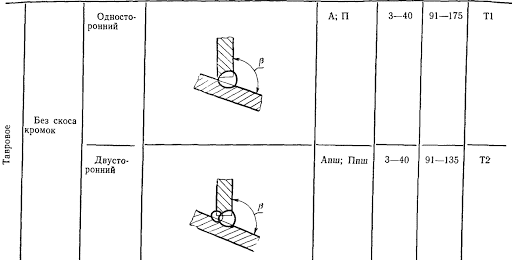 Если ваши кабели недостаточно велики по обе стороны от дуги, вы рискуете расплавить что-то, кроме электрода.
Если ваши кабели недостаточно велики по обе стороны от дуги, вы рискуете расплавить что-то, кроме электрода.Другим важным фактором является теплопередача. Когда ток проходит через сварочные кабели, они нагреваются и могут расплавиться. Вокруг кабелей должно быть достаточно воздуха, чтобы они оставались прохладными.
Найдите рентабельность инвестиций в автоматизацию
В некоторых случаях затраты на автоматизацию SAW окупаются в течение длительного времени. В других стоимость быстро оправдывается.
С одной стороны, многопроходные сварные швы часто трудно автоматизировать, потому что размещение последовательных валиков может быть очень важным. Трудно победить хорошо обученного оператора SAW.
С другой стороны, плакирование, конструкционные секции, толстостенные сосуды под давлением и другие процессы, требующие высокой скорости наплавки, являются первыми кандидатами на автоматизацию. Полагаться на человека-оператора для точного нанесения сотен фунтов наплавленного металла последовательными валиками в течение нескольких часов, как правило, неэкономично, непрактично или даже невозможно.
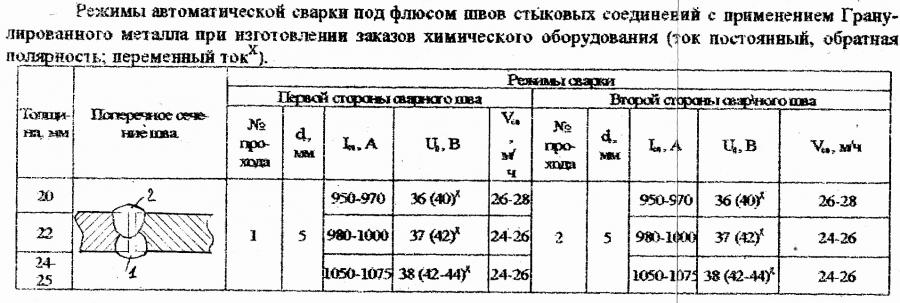
Для таких применений типичный однопроволочный процесс с дугой под флюсом может легко наплавить 15 или 20 фунтов. в час, а двойная или тандемная двухпроводная дуговая сварка под флюсом может откладывать до 40 фунтов. в час, что обеспечивает скорость наплавки в 10 раз или на 1000% выше, чем при обычной ручной дуговой сварке в среде защитного газа или дуговой сварке в среде защитного газа.
Выберите отслеживание швов
Отслеживание швов может упростить сварку волнистых стыков по неровной траектории. Датчик или обратная связь от сварки используются для регулировки положения сварочной головки таким образом, чтобы она оставалась в заданном месте на стыке. Это может повысить производительность во многих областях применения и помочь менее опытным операторам выполнять качественные сварные швы.
Наиболее распространенными методами отслеживания являются тактильный, лазерный и дуговой.
Тактильное отслеживание шва экономично. Механический зонд перемещается вдоль сустава и посылает сигналы поперечным суппортам с приводом, чтобы они следовали за линией движения.
 Для этого требуется четко определенный шов, и поэтому он не подходит для стыковых сварных швов или профилей с очень мелкими швами.
Для этого требуется четко определенный шов, и поэтому он не подходит для стыковых сварных швов или профилей с очень мелкими швами.Процессы, требующие высокой скорости наплавки, хорошо подходят для автоматизированной дуговой сварки под флюсом.
Лазерное отслеживание шва проецирует лазерный луч на заготовку и использует алгоритмы обработки изображения для распознавания профиля сварного шва. Профиль используется для точного позиционирования сварочной головки. Поскольку между датчиком и заготовкой нет физического контакта, датчики лазерного отслеживания шва не подвержены заклиниванию или поломке. Их можно использовать для автоматизации многопроходных сварных швов; однако расширенная функциональность обходится дороже.
Отслеживание шва по дуге требует колебания сварочной головки и использует показания напряжения и силы тока в режиме реального времени для обнаружения краев шва. Обычно это используется с системами GMAW, но также может использоваться с системами SAW.
 Сочетание ваших технических требований, бюджетных ассигнований и поставщика или системного интегратора поможет выбрать правильную систему для отслеживания ваших сварных швов.
Сочетание ваших технических требований, бюджетных ассигнований и поставщика или системного интегратора поможет выбрать правильную систему для отслеживания ваших сварных швов.Восстановление неиспользованного флюса
Для больших V-образных канавок и многопроходных швов обычно требуются большие катушки или барабаны со сварочной проволокой и подходящие системы подачи и возврата флюса. Как правило, 2 фунта. флюса требуется на каждый фунт израсходованной проволоки. Вместимость флюса можно увеличить, используя систему восстановления флюса: в основном вакуум, который всасывает флюс, который не превратился в шлак, чтобы его можно было использовать повторно. Использование системы рекуперации флюса может уменьшить отношение флюса к проволоке. Одна только экономия восстановленного флюса может компенсировать стоимость системы надлежащего размера.
Производительность потока может иметь свои собственные скрытые расходы. Бункер с гравитационной подачей должен располагаться над сварочной головкой, а это означает, что необходимо поддерживать вес бункера, сварочной головки и катушки с проволокой.
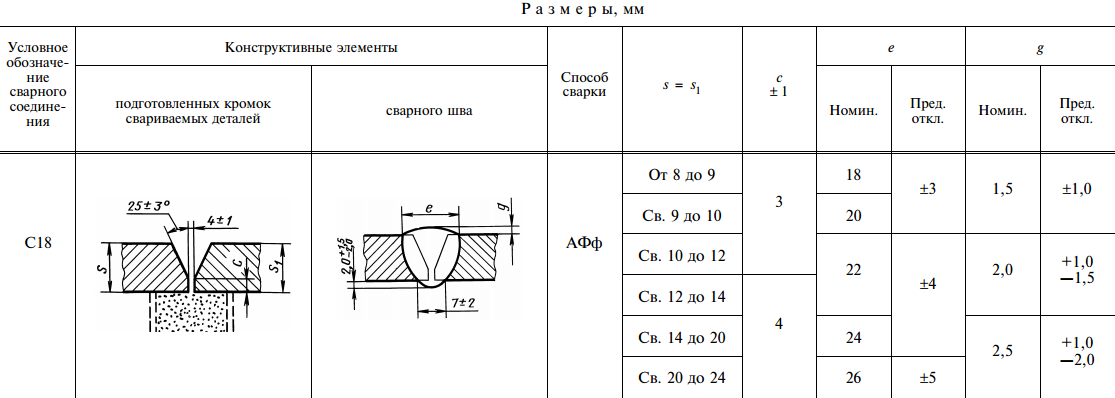 Вообще говоря, чем тяжелее сварочная головка, тем дороже оборудование, необходимое для ее поддержки над заготовкой.
Вообще говоря, чем тяжелее сварочная головка, тем дороже оборудование, необходимое для ее поддержки над заготовкой.Мониторинг качества сварки
Мониторинг и наблюдение за ходом сварки также важны. Есть несколько подходов к размещению оператора для наблюдения за сваркой на больших заготовках: поставьте сиденье оператора рядом со сварочной головкой; добавить подмости или лестницу, чтобы оператор мог стоять рядом со сварочной головкой; или поместите камеру на сварочную головку.
Добавление сиденья оператора эффективно превращает манипулятор или портал в лифт, а дополнительные требования могут значительно увеличить стоимость системы. Лестницы и подмости могут быть громоздкими и способствовать повторяющимся травмам от перенапряжения, если оператор в течение длительного времени находится в неудобном положении. Сварочная камера может держать оператора в безопасном положении, обеспечивая четкое представление о ходе сварки.
Посмотрите на картинку целиком
Дуговая сварка под флюсом в значительной степени зависит от вспомогательного оборудования, такого как манипуляторы или порталы, системы отслеживания шва, камеры и системы управления флюсом для создания качественных сварных швов.
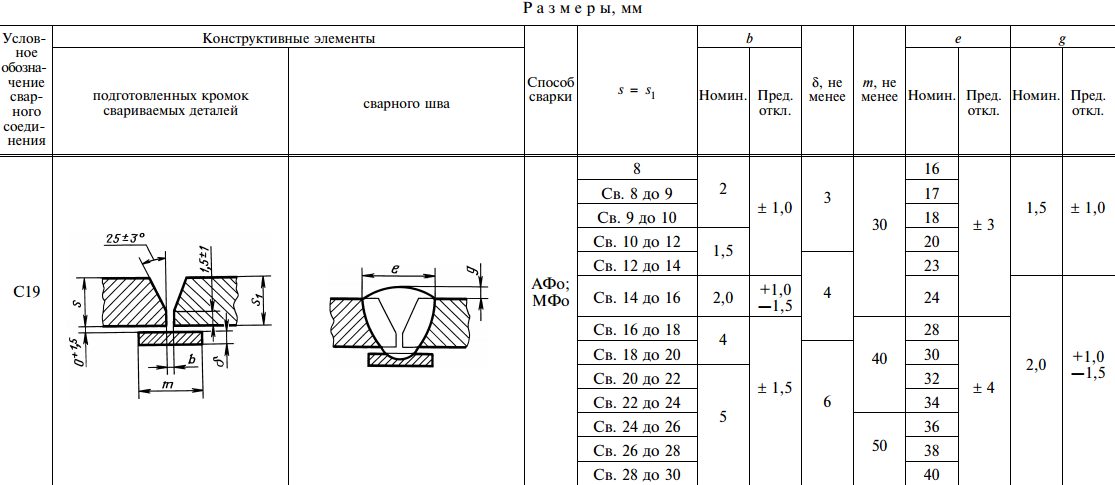 Важно понимать ваши приложения и сообщать о своих требованиях вашему интегратору или поставщику.
Важно понимать ваши приложения и сообщать о своих требованиях вашему интегратору или поставщику.Правильные вопросы помогут выбрать систему, обеспечивающую необходимую вам функциональность и безопасность, и максимизировать окупаемость инвестиций.
www.ljwelding.com
Разница между SMAW и SAW
Пинту Присоединение
Процессы дуговой сварки представляют собой подгруппу сварки плавлением, поскольку электрическая дуга, возникающая между электродом и опорными плитами, используется для подачи тепла для плавления сопрягаемых поверхностей для образования коалесценции во время сварки. Электрод иногда является расходуемым, в то время как в других процессах дуговой сварки он не является расходуемым. Помимо помощи в образовании дуги, расходуемый электрод плавится благодаря нагреву дуги, а затем осаждается на валике сварного шва в качестве присадочного металла.
 Некоторыми процессами дуговой сварки, в которых используется плавящийся электрод, являются SMAW, GMAW, SAW, FCAW и т. д. С другой стороны, неплавящийся электрод остается неповрежденным во время сварки и только способствует образованию дуги. Присадочный металл, если требуется, требуется поставлять отдельно. Примеры включают CAW, TIG, AHW и т. д. Независимо от типа электрода зона сварки должна быть защищена от окисления, вызванного атмосферным воздухом. Для такой защиты обычно обеспечивается защита (либо защитным газом, либо флюсом) вокруг зоны сварки. Флюс для экранирования может подаваться либо через электрод (SAMW и FCAW), либо через специальную систему подачи флюса (SAW). Некоторые процессы дуговой сварки подходят для ручной сварки, в то время как многие другие предпочтительны для автоматической или полуавтоматической сварки.
Некоторыми процессами дуговой сварки, в которых используется плавящийся электрод, являются SMAW, GMAW, SAW, FCAW и т. д. С другой стороны, неплавящийся электрод остается неповрежденным во время сварки и только способствует образованию дуги. Присадочный металл, если требуется, требуется поставлять отдельно. Примеры включают CAW, TIG, AHW и т. д. Независимо от типа электрода зона сварки должна быть защищена от окисления, вызванного атмосферным воздухом. Для такой защиты обычно обеспечивается защита (либо защитным газом, либо флюсом) вокруг зоны сварки. Флюс для экранирования может подаваться либо через электрод (SAMW и FCAW), либо через специальную систему подачи флюса (SAW). Некоторые процессы дуговой сварки подходят для ручной сварки, в то время как многие другие предпочтительны для автоматической или полуавтоматической сварки.Дуговая сварка металлическим электродом в среде защитного газа (SMAW) — это один из способов сварки плавлением, при котором тепло (тепловая энергия), необходимое для плавления сопрягаемых поверхностей базовых пластин, подается с помощью электрической дуги.
 Дуга устанавливается между расходуемым электродом и опорными пластинами. Поскольку электрод SMAW является расходуемым, он плавится из-за тепла дуги и впоследствии осаждается на валике сварного шва в качестве присадочного металла. Такой электрод имеет форму короткой палочки, поэтому SMAW неофициально называют 9.0267 Ручная сварка . Материал электрода в основном аналогичен химическому составу базовых пластин (гомогенная сварка). Электроды также покрыты толстым слоем флюса. По мере постепенного плавления электрода флюс распадается, образуя оболочку из инертных газов для защиты зоны сварки. Отдельная подача защитных газов не требуется. Эта сварка в основном выполняется вручную опытными сварщиками, поэтому она также известна как Ручная дуговая сварка металлическим электродом (MMAW) . SAMW обычно обеспечивает глубину проникновения 3–3,5 мм за один проход. Таким образом, подготовка кромок требуется всякий раз, когда толщина компонента превышает 3,5 мм.
Дуга устанавливается между расходуемым электродом и опорными пластинами. Поскольку электрод SMAW является расходуемым, он плавится из-за тепла дуги и впоследствии осаждается на валике сварного шва в качестве присадочного металла. Такой электрод имеет форму короткой палочки, поэтому SMAW неофициально называют 9.0267 Ручная сварка . Материал электрода в основном аналогичен химическому составу базовых пластин (гомогенная сварка). Электроды также покрыты толстым слоем флюса. По мере постепенного плавления электрода флюс распадается, образуя оболочку из инертных газов для защиты зоны сварки. Отдельная подача защитных газов не требуется. Эта сварка в основном выполняется вручную опытными сварщиками, поэтому она также известна как Ручная дуговая сварка металлическим электродом (MMAW) . SAMW обычно обеспечивает глубину проникновения 3–3,5 мм за один проход. Таким образом, подготовка кромок требуется всякий раз, когда толщина компонента превышает 3,5 мм.SMAW — универсальный и гибкий процесс сварки, который можно применять в самых разных сферах гражданского строительства.
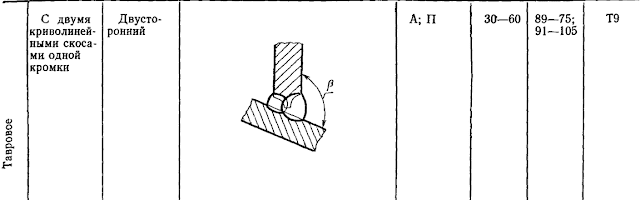 Одним из существенных недостатков процесса SMAW является короткая длина электрода. Каждый расходуемый электрод можно использовать в течение небольшого промежутка времени, поэтому желательна частая замена электрода. Это снижает производительность, а также увеличивает вероятность возникновения дефектов в месте возобновления сварки новым электродом. Низкая скорость осаждения присадочного металла также делает процесс SMAW относительно дорогостоящим для крупномасштабных применений. А вот и Дуговая сварка под флюсом (SAW) , обеспечивающая очень высокую скорость осаждения присадочного металла. SAW также является одним из процессов дуговой сварки, при котором дуга устанавливается между плавящимся электродом и опорными пластинами. SAW использует проволочный электрод, который непрерывно подается с катушки. Благодаря очень большой длине один и тот же электрод можно использовать непрерывно в течение более длительного времени, не прерывая процесс. Это помогает повысить производительность и избежать дефектов несплошности сварного шва.
Одним из существенных недостатков процесса SMAW является короткая длина электрода. Каждый расходуемый электрод можно использовать в течение небольшого промежутка времени, поэтому желательна частая замена электрода. Это снижает производительность, а также увеличивает вероятность возникновения дефектов в месте возобновления сварки новым электродом. Низкая скорость осаждения присадочного металла также делает процесс SMAW относительно дорогостоящим для крупномасштабных применений. А вот и Дуговая сварка под флюсом (SAW) , обеспечивающая очень высокую скорость осаждения присадочного металла. SAW также является одним из процессов дуговой сварки, при котором дуга устанавливается между плавящимся электродом и опорными пластинами. SAW использует проволочный электрод, который непрерывно подается с катушки. Благодаря очень большой длине один и тот же электрод можно использовать непрерывно в течение более длительного времени, не прерывая процесс. Это помогает повысить производительность и избежать дефектов несплошности сварного шва.
В отличие от электрода SAMW, электроды SAW не имеют покрытия (без флюсового покрытия). В SAW также не подается защитный газ. Таким образом, сварной шов защищен гранулированным флюсом, который подается отдельно из бункера перед горелкой на ПАВ. Гранулированный флюс обычно подается в больших количествах, и вся зона сварки, включая дугу, остается погруженной в этот флюс. Гранулированный флюс плавится под действием тепла дуги и смешивается с оксидами расплавленного металла, образуя жидкий шлак. Этот шлак плавает над расплавленным металлом и создает барьер, препятствующий контакту воздуха с горячим валиком сварного шва. Процесс SAW особенно предпочтителен для заполнения широких и глубоких зазоров путем нанесения наполнителя. Он обеспечивает более глубокое проникновение, даже до 10 мм. Еще одним важным отличием SAW от SMAW является способ поддержания дуги. Дуга SMAW формируется и поддерживается в газовой среде и остается открытой и не скрытой. Напротив, дуга на ПАВ поддерживается в жидкой среде (расплавленном шлаке) и остается скрытой под толстыми слоями гранулированного флюса и шлака.
 Различные сходства и различия между SMAW и SAW приведены ниже в виде таблицы.
Различные сходства и различия между SMAW и SAW приведены ниже в виде таблицы.- Как SMAW, так и SAW представляют собой процессы сварки плавлением, поскольку соприкасающиеся поверхности базовых пластин сплавляются для образования коалесценции во время сварки.
- Оба являются процессами дуговой сварки, поскольку тепло, необходимое для плавления базовых пластин, обеспечивается электрической дугой, застрявшей между основными пластинами и электродом.
- В обоих случаях используется расходуемый электрод, поскольку сам электрод плавится и осаждается на сварном шве, образуя присадочный металл. Таким образом, присадочный металл не требуется поставлять отдельно.
- Оба процесса основаны на защите на основе флюса. Однако механизм первичного экранирования у этих двух процессов несколько отличается. В SMAW флюсовое покрытие распадается с образованием дыма, окружающего зону сварки. Таким образом, этот процесс в основном основан на газовой защите. Наоборот, флюс в процессе SAW плавится с образованием жидкого шлака.
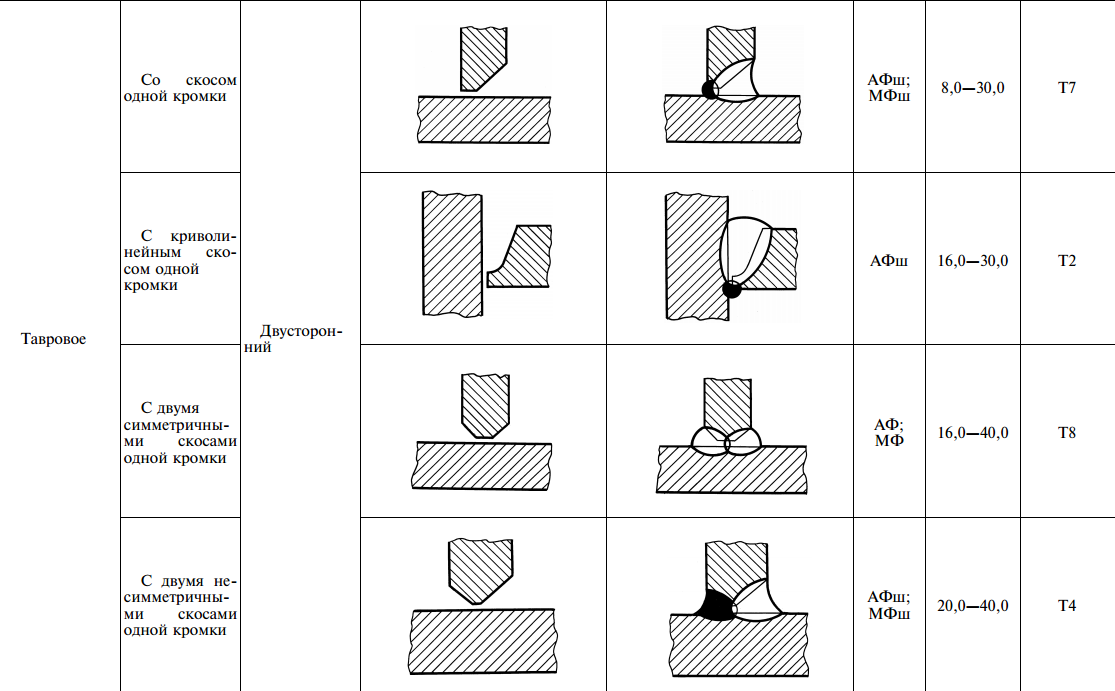 Этот шлак плавает над расплавленным металлом сварного шва, чтобы ограничить контакт с атмосферным воздухом.
Этот шлак плавает над расплавленным металлом сварного шва, чтобы ограничить контакт с атмосферным воздухом. - Защитный газ не подается ни в одном из этих двух процессов.
- Автогенная сварка (т. е. соединение без применения присадочного металла) невозможна ни с одним из этих двух процессов.
SMAW SAW SMAW использует электрод с покрытием (покрытый толстым слоем флюса). SAW использует неизолированный электрод (может быть нанесено тонкое медное покрытие, чтобы избежать коррозии). Флюс не требуется отдельно. Доступен с электродом (в виде покрытия). Флюс требуется для подачи из внешнего бункера. Флюс не гранулированный. Он представляет собой толстое мягкое покрытие на электроде. Флюс имеет гранулированную форму. Дуга остается открытой и видимой сварщику во время сварки. Дуга остается погруженной под толстые слои флюса и шлака. 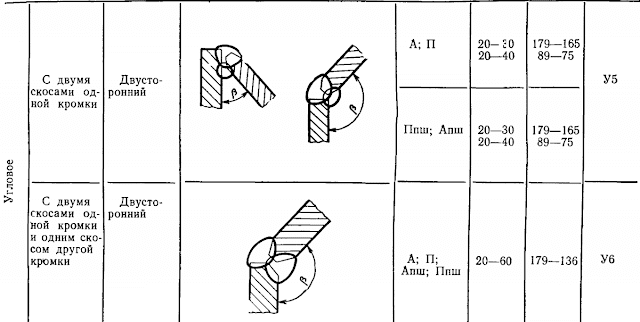 Дуга остается незаметной для сварщика снаружи.
Дуга остается незаметной для сварщика снаружи.Дуга SMAW поддерживается в газовой среде. Дуга SAW поддерживается в жидкой среде (расплавленный шлак). Электрод SMAW стержневого типа, короткой длины. SAW использует очень длинный непрерывный проволочный электрод. Благодаря малой длине каждый электрод можно использовать для небольшой продолжительности сварки. Поэтому требуется частая замена электрода. Благодаря непрерывному электроду сварку под флюсом можно выполнять непрерывно в течение более длительного периода времени без замены электрода. Скорость осаждения присадочного металла относительно низкая. Обеспечивает очень высокую скорость осаждения присадочного металла. SMAW обычно выполняется вручную (поэтому она также называется ручной дуговой сваркой металлическим электродом, MMAW). SAW — это полуавтоматический (иногда полностью автоматический) процесс, поскольку движение резака механизировано. 
Длину дуги необходимо регулировать вручную. Длина дуги регулируется автоматически. Процесс менее производительный и менее экономичный из-за (i) частых перерывов для смены электрода, (ii) низкого провара и (iii) ручной сварки. Это продуктивный и экономичный процесс. В нем меньше оборудования и аксессуаров. Таким образом, установка легко переносима. Установка неудобна для переноски из-за тяжелого и громоздкого оборудования. Над металлом сварного шва образуется очень тонкий слой шлака. Над металлом шва образуется относительно толстый слой шлака. После завершения сварки не остается неиспользованного флюса. Большая часть (50 – 90%) подаваемого флюса остается неиспользованной. Такой неиспользованный флюс можно восстановить и использовать повторно после завершения сварки. Интенсивность дуги и плотность тепла сравнительно низкие. 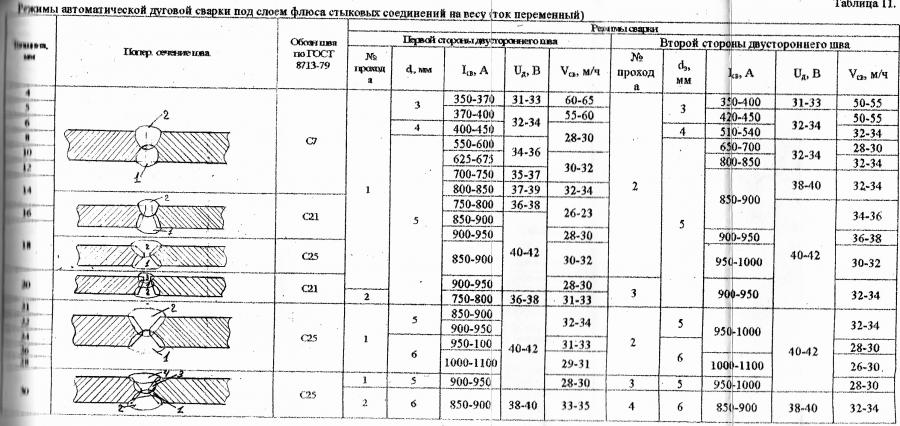 Соответственно, он обеспечивает ограниченное проникновение (обычно ограничивается 3,5 мм).
Соответственно, он обеспечивает ограниченное проникновение (обычно ограничивается 3,5 мм).Интенсивность дуги и плотность тепла намного выше. Он может обеспечить более глубокое проникновение, обычно до 12 мм. Подготовка кромок обязательна, если толщина детали превышает 3,0 мм. При толщине детали до 10 мм подготовка кромок не требуется. Сварочные брызги характерны для процесса SMAW. Разбрызгивание приводит к потере дорогостоящего присадочного металла. SAW не образует брызг. Неиспользованный конец (40 – 50 мм) каждого электрода выбрасывается. Таким образом, происходит чрезмерный расход дорогостоящего электродного металла. Благодаря сплошному электроду здесь таких потерь не бывает. Может применяться для самых разных мест сварки и конфигураций. Подходит только для горизонтального положения вниз. Во всех остальных положениях гранулированный поток падает автоматически под действием силы тяжести. 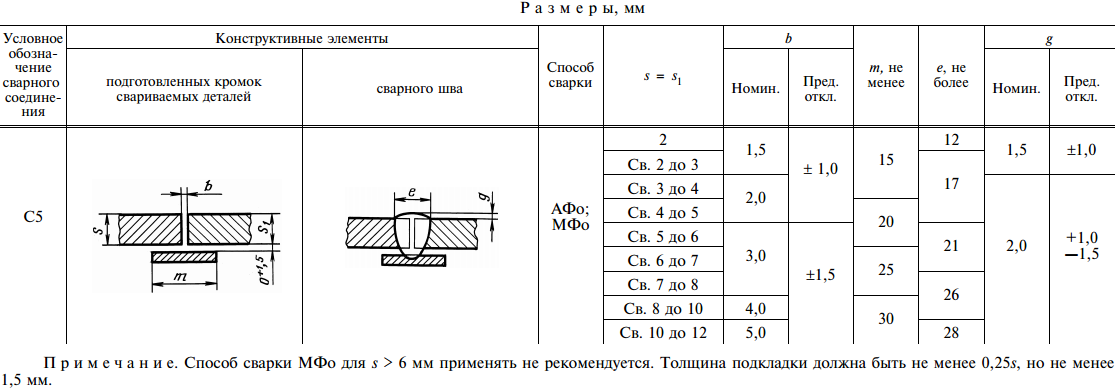
Во избежание травм и других опасностей для здоровья требуется строгая личная защита. Требования к защите относительно менее строгие, поскольку дуга остается скрытой. - Учебник по технологии сварки О. П. Кханна (Dhanpat Rai Publications).
- Технология производства: литейное производство, формовка и сварка П. Н. Рао (Tata McGraw Hill Education Private Limited).
- Комплексная технология семинара (производственные процессы) С. К. Гарг (Laxmi Publications Private Limited).
Tagged Дуга, Нагрев, Соединение, Плавление, Экранирование, SMAW, Сварка Поддуговые горелки— выносной монтаж
Стандартные стволы
(внутренний диаметр газового стакана 7/16–3/4 дюйма)Обзор Заказ Руководства и чертежи
Аксессуары Больше информацииОбзор
Выносные горелки D/F с водяным охлаждением на наконечнике® (SAW) аналогичны выносным горелкам с водяным охлаждением на наконечнике®.
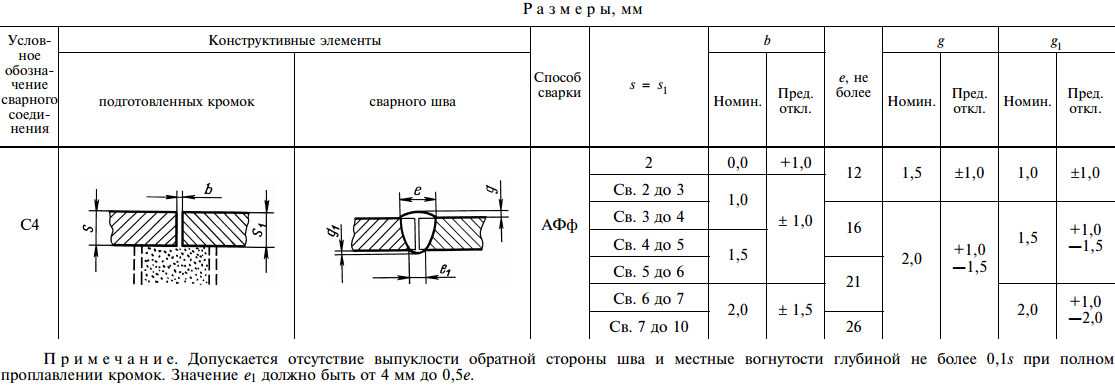 Эти резаки оснащены соплом с водяным охлаждением с наружным диаметром меньше 1,125 дюйма для работы в труднодоступных местах с ограниченным доступом. Узлы положительных контактов D/F Machine Automatic Sub-arc сконструированы для обеспечения длительной бесперебойной работы и идеально подходят для навесные, переносные тракторные или полуавтоматические системы для тяжелых производственных условий.Сварочные горелки для дуговой сварки под флюсом для поддуговой сварки от D/F обеспечивают максимальный контроль наплавления и провара.Эти горелки D/F для автоматизации сварки с водяным охлаждением для тяжелых режимов работы идеально подходят и были используется для наплавки металла, твердосплавной наплавки, напыления металла и строительства трубопроводов, или даже для модернизации с помощью системы подачи флюса для поддуговых применений и применений, где добавляются флюс и карбид.0005
Эти резаки оснащены соплом с водяным охлаждением с наружным диаметром меньше 1,125 дюйма для работы в труднодоступных местах с ограниченным доступом. Узлы положительных контактов D/F Machine Automatic Sub-arc сконструированы для обеспечения длительной бесперебойной работы и идеально подходят для навесные, переносные тракторные или полуавтоматические системы для тяжелых производственных условий.Сварочные горелки для дуговой сварки под флюсом для поддуговой сварки от D/F обеспечивают максимальный контроль наплавления и провара.Эти горелки D/F для автоматизации сварки с водяным охлаждением для тяжелых режимов работы идеально подходят и были используется для наплавки металла, твердосплавной наплавки, напыления металла и строительства трубопроводов, или даже для модернизации с помощью системы подачи флюса для поддуговых применений и применений, где добавляются флюс и карбид.0005До сих пор дуговая сварка под флюсом (SAW) в основном выполнялась с использованием субдуговой горелки с воздушным охлаждением.
 Большинство проблем, связанных с горелками переменного тока, вызваны нагревом и отсутствием охлаждения. Горелки с воздушным охлаждением имеют большие силовые кабели с воздушным охлаждением, которые сильно нагреваются при подаче энергии, горелки сильно нагреваются от кабелей и в процессе сварки. Из-за тепла при сварке с воздушным охлаждением у вас теперь есть горячий пистолет, удерживающий горячий наконечник. Все настолько горячо, что расходники ломаются гораздо быстрее. В сочетании с большими наконечниками для сварки под дугой, которые очень дороги, теперь вам нужно искать лучшее решение. Вот почему компания D/F предлагает сверхмощную субдуговую горелку с водяным охлаждением, которая является превосходной заменой контактного сопла для погружной дуги Lincoln K231-1 или узла сопла Profax Sub Arc PX-K231. Пистолеты с подводной дугой D/F прочны и долговечны. Простая и компактная конструкция делает их долговечными и простыми в обслуживании. Автоматические резаки D/F с водяным охлаждением до кончика, требующие минимального взаимодействия и простоя, идеально подходят для жаркой среды.
Большинство проблем, связанных с горелками переменного тока, вызваны нагревом и отсутствием охлаждения. Горелки с воздушным охлаждением имеют большие силовые кабели с воздушным охлаждением, которые сильно нагреваются при подаче энергии, горелки сильно нагреваются от кабелей и в процессе сварки. Из-за тепла при сварке с воздушным охлаждением у вас теперь есть горячий пистолет, удерживающий горячий наконечник. Все настолько горячо, что расходники ломаются гораздо быстрее. В сочетании с большими наконечниками для сварки под дугой, которые очень дороги, теперь вам нужно искать лучшее решение. Вот почему компания D/F предлагает сверхмощную субдуговую горелку с водяным охлаждением, которая является превосходной заменой контактного сопла для погружной дуги Lincoln K231-1 или узла сопла Profax Sub Arc PX-K231. Пистолеты с подводной дугой D/F прочны и долговечны. Простая и компактная конструкция делает их долговечными и простыми в обслуживании. Автоматические резаки D/F с водяным охлаждением до кончика, требующие минимального взаимодействия и простоя, идеально подходят для жаркой среды.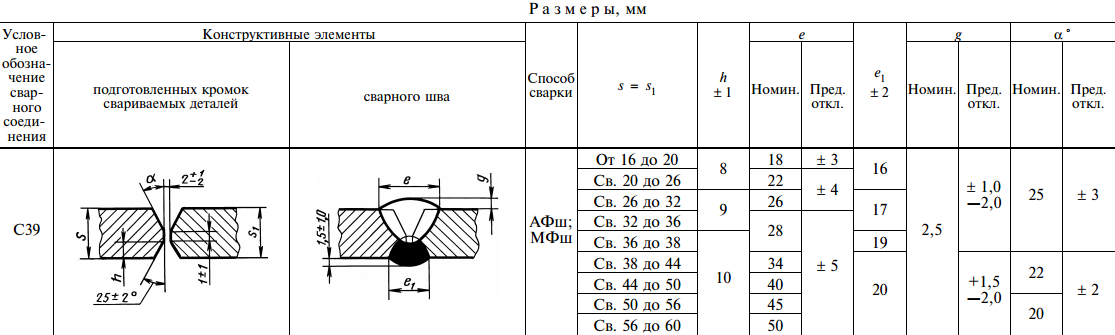 Факел прослужит годы по сравнению с месяцами у конкурентов. Благодаря превосходному водяному охлаждению горелки наконечник прослужит несколько дней, а не всего пару деталей, и переживет конкурентов как минимум в соотношении 7 к 1, а иногда и 14 к 1. Не забывайте, что поддуговые наконечники D/F стоят 1/5 стоимости больших поддуговых наконечников с воздушным охлаждением.
Процесс под флюсом широко используется в производстве тяжелых стальных листов. Сюда входит сварка профилей, продольный шов труб большего диаметра, изготовление деталей машин для всех видов тяжелой промышленности, а также изготовление сосудов и резервуаров для работы под давлением и для хранения. Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях, где используются стали средней и большой толщины. Он также используется для наплавки и наплавки, технического обслуживания и ремонта.
Факел прослужит годы по сравнению с месяцами у конкурентов. Благодаря превосходному водяному охлаждению горелки наконечник прослужит несколько дней, а не всего пару деталей, и переживет конкурентов как минимум в соотношении 7 к 1, а иногда и 14 к 1. Не забывайте, что поддуговые наконечники D/F стоят 1/5 стоимости больших поддуговых наконечников с воздушным охлаждением.
Процесс под флюсом широко используется в производстве тяжелых стальных листов. Сюда входит сварка профилей, продольный шов труб большего диаметра, изготовление деталей машин для всех видов тяжелой промышленности, а также изготовление сосудов и резервуаров для работы под давлением и для хранения. Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях, где используются стали средней и большой толщины. Он также используется для наплавки и наплавки, технического обслуживания и ремонта.Основными преимуществами дуговой сварки под флюсом или дуговой сварки под флюсом являются:
- Высококачественный сварной шов
- Чрезвычайно высокая скорость и скорость наплавки
- Гладкий однородный сварной шов без брызг
- Мало дыма или совсем нет
- Отсутствие дугового разряда, поэтому потребность в защитной одежде минимальна
- Высокая степень использования электродной проволоки
- Простая автоматизация для высокой производительности.
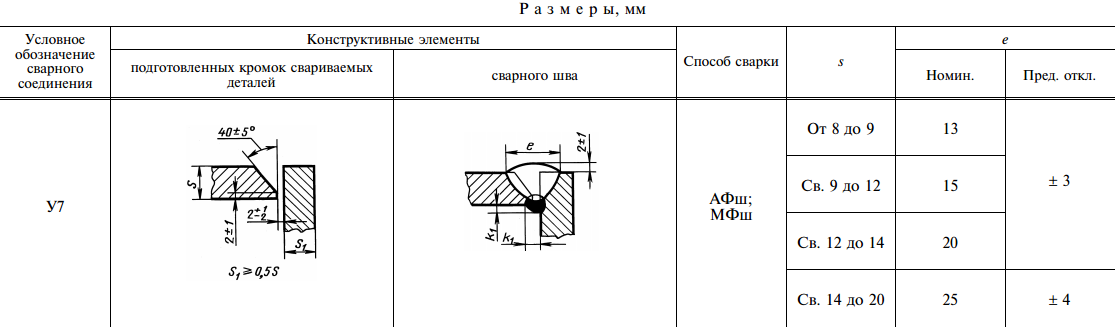
- В норме манипулятивные навыки не задействованы
Характеристики
- Внутреннее водяное охлаждение — наконечник утоплен в водяное охлаждение
- Внешнее водяное охлаждение — газовый стакан, встроенный в водяное охлаждение
- Непрерывный рабочий цикл до 650 А
- Непрерывный ток до 850 А с двумя силовыми кабелями
- Адаптируется к любому механизму подачи проволоки или источнику питания
- Выдерживает предварительный нагрев до 900 градусов
Model Explanation
- NCM-W/C-T – N ormal Duty, C ollet Action (Slip-In Tip), M achine Barrel – W ater- C ooled-to -the- T ip
- Серия HTM-W/C-T-A – H Тяжелая техника, T Наконечник с резьбой, M Ствол станка – W ater- C 2 926 2 9028 T 902
Технические характеристики модели — горелки 5 дюймов
МОДЕЛЬ ТОК
МОЩНОСТЬВЕС с 5″
NOZ. (ПРИБЛ.)
(ПРИБЛ.)ВЕС с 8″
NOZ. (ПРИБЛ.)ОХЛАЖДЕНИЕ
НЕОБХОДИМОРЕКОМЕНДУЕМАЯ ПРОВОДА
ДИАМ. ДИАПАЗОНИНСТРУКЦИЯ
РУКОВОДСТВОNCM-W/C-T 450 ампер 2,8 фунта 3,5 фунта 3 литра/мин 0,030″-5/32″ твердый/порошковый,
3/64″-1/8″ алюминий534
(все 5-дюймовые патрубки)600
(все 8-дюймовые патрубки)HTM-W/C-T 850 ампер 2,8 фунта 3,5 фунта 3 литра/мин 0,030″-5/32″ твердый/порошковый,
3/64″-1/8″ алюминийРазмеры ствола
МОДЕЛЬ Длина с соплом 5 дюймов Длина с соплом 8 дюймов Диаметр корпуса стыковочной катушки Диаметр патрубка В/Х NCM-W/C-T, HTM-W/C-T 9,25 дюйма 12,25 дюйма 1,875 дюйма 1,125 дюйма Выносное крепление с полностью водяным охлаждением стыковочной шпули® вмещает два (2) узла сопла с водяным охлаждением.
 Это расположение легко адаптируется к специализированным или автоматическим сварочным приложениям, таким как Lincoln Electric NA3, NA4, NA5, NA5R, Power Feed 10, LF72, LF74 Автоматические механизмы подачи проволоки, силовые штифты серии Miller, ESAB, Euro и Tweco #4. Оборудование состоит из четырех (4) основных компонентов: вспомогательной станции, промежуточного комбинированного узла коммунальных услуг, стыковочной катушки с высоким уровнем отложения® и сопла с водяным охлаждением. Docking Spool® является основным компонентом этого сварочного оборудования. Он принимает инженерные коммуникации на верхнем конце Docking Spool® и обеспечивает возможность установки сопла с водяным охлаждением на нижнем конце с превосходным водяным охлаждением. Предусмотрено несколько функций, важных для сварочной системы. В водяные каналы стыковочного золотника® встроены обратные клапаны, которые служат средством удержания остаточной воды в линиях, когда узел форсунки снимается с стыковочного золотника®. Кроме того, на верхнем конце стыковочной катушки® имеется кольцо POSIT®, которое позволяет правильно разместить его в монтажном кронштейне для сохранения стабильности размеров.
Это расположение легко адаптируется к специализированным или автоматическим сварочным приложениям, таким как Lincoln Electric NA3, NA4, NA5, NA5R, Power Feed 10, LF72, LF74 Автоматические механизмы подачи проволоки, силовые штифты серии Miller, ESAB, Euro и Tweco #4. Оборудование состоит из четырех (4) основных компонентов: вспомогательной станции, промежуточного комбинированного узла коммунальных услуг, стыковочной катушки с высоким уровнем отложения® и сопла с водяным охлаждением. Docking Spool® является основным компонентом этого сварочного оборудования. Он принимает инженерные коммуникации на верхнем конце Docking Spool® и обеспечивает возможность установки сопла с водяным охлаждением на нижнем конце с превосходным водяным охлаждением. Предусмотрено несколько функций, важных для сварочной системы. В водяные каналы стыковочного золотника® встроены обратные клапаны, которые служат средством удержания остаточной воды в линиях, когда узел форсунки снимается с стыковочного золотника®. Кроме того, на верхнем конце стыковочной катушки® имеется кольцо POSIT®, которое позволяет правильно разместить его в монтажном кронштейне для сохранения стабильности размеров.
Информация для заказа (полные сборки)
ОПИСАНИЕ КОД №. (НКМ) КОД №. (ХТМ) Сопло 5 дюймов 40748 40749 Сопло 8 дюймов 40138 40155 Добавьте цифру видеоряда к кодовому номеру товара для указания требуемой длины.
Пример: требуется 40138 с 4 футами. Шланг подачи воды в сборе: 40138-4Руководства и загружаемые материалы
Инструкции по эксплуатации
МОДЕЛИ ГОРЕЛОК СКАЧАТЬ NCM-W/C-T, HTM-W/C-T
(все 5-дюймовые сопла)534 NCM-W/C-T, HTM-W/C-T
(все 8-дюймовые сопла)600 Файлы САПР и чертежи
МОДЕЛИ ГОРЕЛОК КОД №. 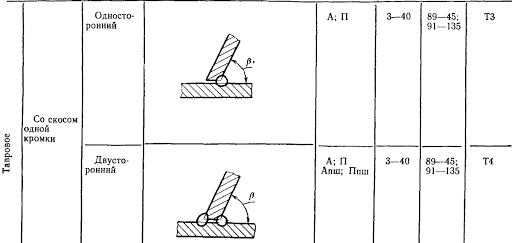
САПР-ФАЙЛ ЧЕРТЕЖ PDF NCM-W/C-T 5 дюймов 40748 40748 40748 HTM-W/C-T 5 дюймов 40749 40749 40749 NCM-W/C-T 8″ 40138 40138 40138 HTM-W/C-T 8″ 40155 40155 40155 Другие документы
ОПИСАНИЕ СКАЧАТЬ Варианты подключения горелки W/C Выносной монтаж с водяным охлаждением до наконечника®
ОднолистовойВспомогательная станция #45196
Вспомогательная станция D/F требуется для всех установок резака D/F. В типичных современных установках резака используется унифицированный кабельный узел с разъемом питания.
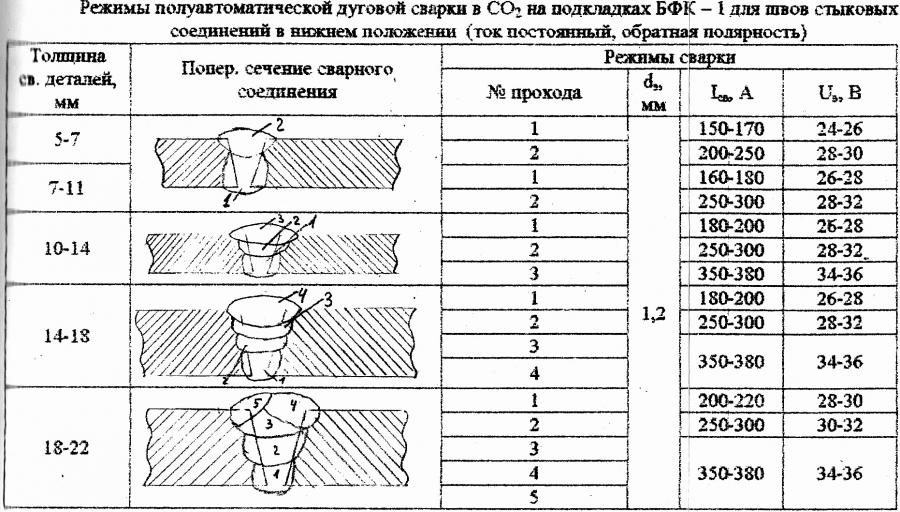 Горелки D/F используют альтернативный подход к настройке. В горелках используется отдельный газовый шланг, шланг подачи воды, кабель подачи воды и питания, а также кожух/кабелепровод. Когда один кабель выходит из строя, его просто заменяют вместо того, чтобы прикреплять полностью новый унифицированный кабельный узел; огромная экономия средств! Здесь также вступает в игру D/F Utility Station. Газовый шланг, шланг подачи воды и кабель подачи воды и питания подключаются к существующим линиям заказчика через коммуникационную станцию. Провода резака D/F вставляются в переднюю часть (см. справа) Utility Station. В заднюю часть (см. ниже) Коммунальной станции идут коммунальные услуги клиента. Подробнее читайте на странице продукта D/F Utility Station.
Горелки D/F используют альтернативный подход к настройке. В горелках используется отдельный газовый шланг, шланг подачи воды, кабель подачи воды и питания, а также кожух/кабелепровод. Когда один кабель выходит из строя, его просто заменяют вместо того, чтобы прикреплять полностью новый унифицированный кабельный узел; огромная экономия средств! Здесь также вступает в игру D/F Utility Station. Газовый шланг, шланг подачи воды и кабель подачи воды и питания подключаются к существующим линиям заказчика через коммуникационную станцию. Провода резака D/F вставляются в переднюю часть (см. справа) Utility Station. В заднюю часть (см. ниже) Коммунальной станции идут коммунальные услуги клиента. Подробнее читайте на странице продукта D/F Utility Station.Для получения дополнительной информации о правильном использовании D/F Utility Station, а также для ознакомления с различными вариантами подключения резака загрузите один лист «Варианты подключения резака».
Стойка для резака № 30418 и крепление для стойки
Дополнительный штатив для резака D/F № 30418 можно использовать с любым резаком с водоохлаждаемым соплом длиной 8 дюймов и диаметром 1,125 дюйма.
 Стойка надевается прямо на сопло с водяным охлаждением и крепится 4 установочными винтами. Затем подставку можно вставить в держатель стойки BUG-O BUG-5188. Стойка имеет 32-шаговое зубчатое колесо, а держатель стойки позволяет очень легко позиционировать головку резака. См. изображения ниже справа. Дополнительную информацию см. на странице продукта Torch and Rack Mount
Стойка надевается прямо на сопло с водяным охлаждением и крепится 4 установочными винтами. Затем подставку можно вставить в держатель стойки BUG-O BUG-5188. Стойка имеет 32-шаговое зубчатое колесо, а держатель стойки позволяет очень легко позиционировать головку резака. См. изображения ниже справа. Дополнительную информацию см. на странице продукта Torch and Rack MountДля получения дополнительной информации о правильном использовании D/F Utility Station, а также для ознакомления с различными вариантами подключения резака загрузите один лист «Варианты подключения резака».
D/F #30421 Поддуговая насадка
Машинные цилиндры D/F с водяным охлаждением до наконечника®, используемые с насадкой для погружной дуги D/F, являются самыми передовыми в отрасли субдуговыми горелками. для мобильного, жесткого автоматизированного и роботизированного оборудования подачи и поможет достичь новых уровней производительности сварки и операционной эффективности. Будь то настил моста, сосуды под давлением, панельные линии, закаточные машины, решения для интеграции трубных заводов или роботизированная дуговая сварка под флюсом, выбор поддуговой сварки D/F предназначен для улучшения качества сварки, снижения сварочных и эксплуатационных затрат и увеличения количества сварщиков.
 производительность.
производительность.D/F Water-Cooled-to-the-Tip® Sub-Arc — дополнительная информация сварка под флюсом (SAW). Они ремонтопригодны и просты в обслуживании. Наши расходные материалы всегда в наличии и стоят 1/3 стоимости конкурентов. Клиенты всегда были рады узнать, что мы отправляем каждый заказ в течение 3 дней с момента получения заказа на поставку и что мы всегда готовы сделать все возможное, чтобы отправить наше оборудование для доставки на следующий день.
Дуговая сварка под флюсом (SAW) заключается в образовании дуги между постоянно подаваемым электродом и заготовкой. Слой порошкообразного флюса, образующий защитный газовый экран и шлак (а также может использоваться для добавления легирующих элементов в сварочную ванну), защищает зону сварки. Защитный газ не требуется. Дуга находится под слоем флюса и обычно не видна во время сварки. Способность SAW приводит к чрезвычайно высокой скорости наплавки, что обеспечивает более быстрое проникновение тепла и стабильность дуги.
 В традиционных источниках питания, когда волна переходит от положительной (EP) к отрицательной (EN) в своем полупериоде, может произойти запаздывание или прерывание дуги, что впоследствии вызовет проблемы со сваркой. Хотя этот фактор и связанные с ним проблемы ввода и вывода ранее ограничивали скорость и производительность, теперь он устранен в передовом энергетическом оборудовании.
Во-первых, теперь можно сваривать полярность переменного и постоянного тока в одной сварочной ванне, используя один и тот же источник питания. В прошлом требовались разные машины, и иногда сварку постоянным и переменным током приходилось выполнять за разные проходы. Сегодняшняя SAW дает возможность создавать сварные швы быстрее и с уникальными, особыми свойствами. Преимущества переменного тока для высокого наплавления, стабильности и устранения дугового разряда могут быть реализованы, в то время как DCEP/DCEN обеспечивают стабильное проплавление на гораздо более высоких скоростях. Из-за того, что происходит в задней части этих новых машин, сварщики теперь имеют гораздо больше возможностей для дуговой сварки.
В традиционных источниках питания, когда волна переходит от положительной (EP) к отрицательной (EN) в своем полупериоде, может произойти запаздывание или прерывание дуги, что впоследствии вызовет проблемы со сваркой. Хотя этот фактор и связанные с ним проблемы ввода и вывода ранее ограничивали скорость и производительность, теперь он устранен в передовом энергетическом оборудовании.
Во-первых, теперь можно сваривать полярность переменного и постоянного тока в одной сварочной ванне, используя один и тот же источник питания. В прошлом требовались разные машины, и иногда сварку постоянным и переменным током приходилось выполнять за разные проходы. Сегодняшняя SAW дает возможность создавать сварные швы быстрее и с уникальными, особыми свойствами. Преимущества переменного тока для высокого наплавления, стабильности и устранения дугового разряда могут быть реализованы, в то время как DCEP/DCEN обеспечивают стабильное проплавление на гораздо более высоких скоростях. Из-за того, что происходит в задней части этих новых машин, сварщики теперь имеют гораздо больше возможностей для дуговой сварки.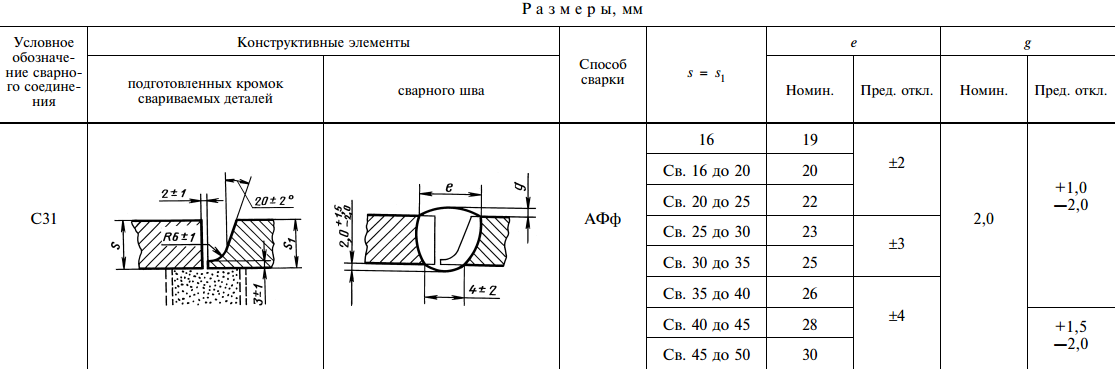 Старое оборудование работало в соответствии с ограниченным набором параметров; сегодняшние источники энергии работают и реагируют.
Старое оборудование работало в соответствии с ограниченным набором параметров; сегодняшние источники энергии работают и реагируют.Стыковочная катушка прямого монтажа с полным водяным охлаждением до наконечника® вмещает два (2) узла форсунок с водяным охлаждением. Это устройство легко адаптируется к специальным или автоматическим сварочным установкам, таким как Lincoln Electric NA-3, NA-4, NA-5, NA-5R, Power Feed 10, LF-72, LF-74 автоматические механизмы подачи проволоки, серия Miller Power. штифты, ESAB, Euro и Tweco #4. Оборудование состоит из четырех (4) основных компонентов: вспомогательной станции, промежуточного комбинированного узла коммунальных услуг, стыковочной катушки с высоким уровнем отложения® и сопла с водяным охлаждением. Docking Spool® является основным компонентом этого сварочного оборудования. Он принимает инженерные коммуникации на верхнем конце Docking Spool® и обеспечивает возможность установки сопла с водяным охлаждением на нижнем конце с превосходным водяным охлаждением.
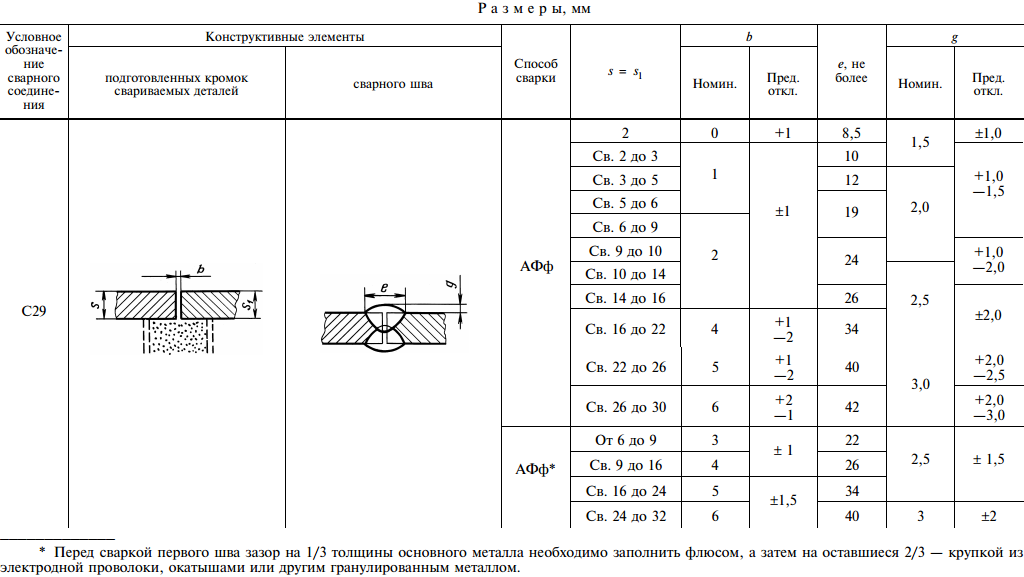 Предусмотрено несколько функций, важных для сварочной системы. В водяные каналы стыковочного золотника® встроены обратные клапаны, которые служат средством удержания остаточной воды в линиях, когда узел форсунки снимается с стыковочного золотника®. Кроме того, на верхнем конце стыковочной катушки® имеется кольцо POSIT®, которое позволяет правильно разместить его в монтажном кронштейне для сохранения стабильности размеров.
Предусмотрено несколько функций, важных для сварочной системы. В водяные каналы стыковочного золотника® встроены обратные клапаны, которые служат средством удержания остаточной воды в линиях, когда узел форсунки снимается с стыковочного золотника®. Кроме того, на верхнем конце стыковочной катушки® имеется кольцо POSIT®, которое позволяет правильно разместить его в монтажном кронштейне для сохранения стабильности размеров.Горелки модели W/C Tip также могут быть оснащены двумя кабелями подачи воды/выхода и силовым кабелем, что увеличивает номинальный ток непрерывного рабочего цикла до 850 ампер. Эти силы тока требуют использования токовых наконечников HTM или серии хром-циркониевых (CrZr) резьбовых наконечников.
Горелка D/F известна тем, что при правильном охлаждении сварщик может голой рукой взяться за хромированный передний водоохлаждаемый ствол (а не за медное газовое сопло/стакан) горелки, и она быть холодным на ощупь через несколько секунд после сварки. С надлежащим чиллером это можно сделать даже после 4-часового времени дуги.
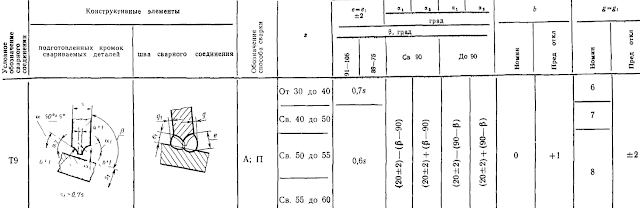 Убедитесь, что подача охлаждающей воды имеет минимальный расход 1 галлон в минуту (для каждого внутреннего корпуса), давление 40 фунтов на кв. дюйм (максимум 80 фунтов на кв. дюйм) с резервуаром на 6 галлонов и рекомендуемой охлаждающей способностью 30 000 БТЕ/ч. Характеристики горелки зависят от используемого защитного газа, времени дуги, времени охлаждения и температуры воды на входе. Температура воды на выходе не должна превышать 27°C (80°F). Выход воды и силовой кабель горелки не охлаждается до тех пор, пока охлаждающая жидкость не пройдет через резак и не выйдет из воды и кабеля питания. Если вода не течет через горелку D/F в течение по крайней мере 1 минуты до зажигания дуги, когда вы включаете питание и вода попадает на «горячий» водяной/выходной и силовой кабель, вы будете генерировать пар. Пар может повредить внутренние детали горелки за считанные секунды, что приведет к утечке. Он также может выдуть факелы вода / выход и силовой кабель. Реле протока может быть установлено после обратной линии, гарантируя наличие охлаждающей жидкости в обратной линии до зажигания дуги.
Убедитесь, что подача охлаждающей воды имеет минимальный расход 1 галлон в минуту (для каждого внутреннего корпуса), давление 40 фунтов на кв. дюйм (максимум 80 фунтов на кв. дюйм) с резервуаром на 6 галлонов и рекомендуемой охлаждающей способностью 30 000 БТЕ/ч. Характеристики горелки зависят от используемого защитного газа, времени дуги, времени охлаждения и температуры воды на входе. Температура воды на выходе не должна превышать 27°C (80°F). Выход воды и силовой кабель горелки не охлаждается до тех пор, пока охлаждающая жидкость не пройдет через резак и не выйдет из воды и кабеля питания. Если вода не течет через горелку D/F в течение по крайней мере 1 минуты до зажигания дуги, когда вы включаете питание и вода попадает на «горячий» водяной/выходной и силовой кабель, вы будете генерировать пар. Пар может повредить внутренние детали горелки за считанные секунды, что приведет к утечке. Он также может выдуть факелы вода / выход и силовой кабель. Реле протока может быть установлено после обратной линии, гарантируя наличие охлаждающей жидкости в обратной линии до зажигания дуги.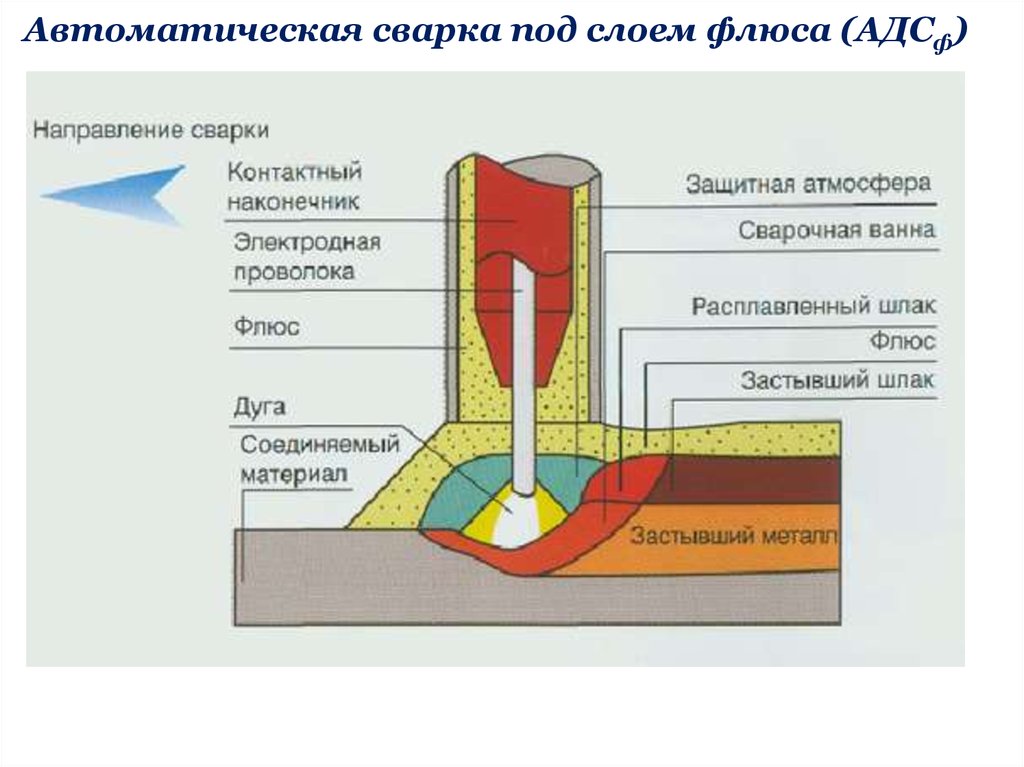 При использовании GMAW с высоким напылением, высокой плотности тока, высокой силы тока, предварительного нагрева или длительных периодов времени дуги требуется охладитель охлаждающей жидкости с резервуаром большего размера. Точный контроль температуры поддерживает постоянную температуру охлаждения 13°C (55°F), что продлевает срок службы сварочного оборудования и, в частности, продлевает срок службы газового сопла и токоподвода. D/F Machine Specialties не производит и не продает чиллеры, мы только рекомендуем их. Нажмите здесь, чтобы увидеть наши рекомендуемые чиллеры.
При использовании GMAW с высоким напылением, высокой плотности тока, высокой силы тока, предварительного нагрева или длительных периодов времени дуги требуется охладитель охлаждающей жидкости с резервуаром большего размера. Точный контроль температуры поддерживает постоянную температуру охлаждения 13°C (55°F), что продлевает срок службы сварочного оборудования и, в частности, продлевает срок службы газового сопла и токоподвода. D/F Machine Specialties не производит и не продает чиллеры, мы только рекомендуем их. Нажмите здесь, чтобы увидеть наши рекомендуемые чиллеры.Стационарная автоматизация — это процесс, в котором используется механизированное оборудование для выполнения повторяющихся операций с целью производства большого количества одинаковых деталей. При стационарной автоматизации последовательность технологических операций фиксируется компоновкой оборудования.
Программируемая автоматика представляет собой прикладную форму стационарной автоматизации, которая способна повторять движения в виде последовательности шагов для производства продукции партиями.
 Прикладные изделия в системе программируемой автоматизации изготавливаются партиями от нескольких десятков до нескольких тысяч единиц за один раз. Для каждой новой партии программируемое оборудование автоматизации должно быть перепрограммировано и изменено, чтобы соответствовать новому стилю продукта. Программируемая автоматизация обычно может включать от одной до трех осей движения горелки и/или несколько сварочных дуг.
Прикладные изделия в системе программируемой автоматизации изготавливаются партиями от нескольких десятков до нескольких тысяч единиц за один раз. Для каждой новой партии программируемое оборудование автоматизации должно быть перепрограммировано и изменено, чтобы соответствовать новому стилю продукта. Программируемая автоматизация обычно может включать от одной до трех осей движения горелки и/или несколько сварочных дуг.D/F Machine Specialties является мировым лидером в производстве горелок с водяным охлаждением для систем жесткой автоматизации, включающих фиксированную и программируемую автоматику.
Каждый сварочный пистолет D/F Machine Specialties полностью собран и готов к установке. Чтобы завершить установку, укажите кодовый номер, размер проволоки, марку/модель механизма подачи проволоки (механизмы подачи проволоки Lincoln, механизмы подачи проволоки Miller, механизмы подачи проволоки Tweco, механизмы подачи проволоки ESAB и механизмы подачи проволоки EURO Quick Disconnect) и вход (при необходимости).
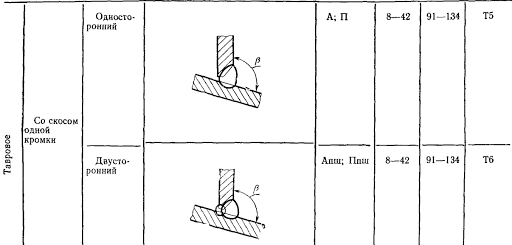
- 3,0.1 Подрубка. SAW