Сварка балок: Сварка балок двутаврового сечения
alexxlab | 30.01.2023 | 0 | Разное
Сварная балка – технология производства, сварка балок, особенности
Для постройки многоэтажных домов, мостов, технический сооружений применяются балки. Их изготавливают из различных металлических сплавов, а для производства чаще всего применяется сверхпрочная легированная сталь. В зависимости от технологии производства различают несколько видов балок. В России популярность получила сварная балка, которая создается методом сварки отдельных стальных элементов друг с другом. При соблюдении всех сварочных правил получившая деталь получится прочной и надежной, с ее помощью можно возвести любое строение (мост, дом, навесную конструкцию). Но как они создаются? Какие у них есть конструктивные преимущества?
Содержание
- 1 Общие сведения
- 2 Особенности и преимущества
- 3 Сварка балок
- 4 Технология производства
- 4.1 Российские производители сварных балок
- 5 Заключение
Общие сведения
Сварная балка — разновидность балочных конструкций, которые изготавливают методом сварки отдельных металлических заготовок. Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
Основным материалом для производства запчастей этого типа является сталь, которая может содержать небольшое количество марганца, хрома, ванадия, титана или свинца. Обычно их делают в виде двутавровых конструкций, напоминающих букву «Н». Сама конструкция выглядит так:
- Посередине детали располагается длинная плоская деталь-перемычка, обладающая постоянной шириной. Для получения сужающихся двутавров могут применяться металлические перемычки переменной ширины, когда ширина одного края меньше ширины другого края. Такие запчасти используются для монтажа навесных конструкций или креплений.
- По бокам к перемычке перпендикулярно привариваются две детали, которые выполняют роль своеобразных «стенок». Стенки обладают постоянной шириной, хотя иногда могут использоваться сужающиеся стенки, если нужно создать перекрытие.
- Для маркировки может наноситься «штамп», который будет отражать основные сведения о запчасти. Ключевая информация — марка металла, тип запчасти, категория детали, дата производства, информация о заводе-изготовителе.


Особенности и преимущества
Двутавровая сварная балка изготавливается из листовой стали, которая нарезается на отдельные пластины. Чтобы скрепить пластины, выполняется следующие операции — зачистка краев, фрезерование и металлосварка. Главное преимущество сварных балок — невысокая металлоемкость и простота. Для производства отдельной запчасти не нужно оборудование, а затраты листовой стали будут минимальными. Сварная балка обладает высокой прочностью и надежностью, не деформируется под действием высоких нагрузок, хорошо переносит воздействие химических реактивов и высоких температур.
Основной сферой применения двутавров является строительство различных объектов — домов, складов, заводских помещений, каркасных конструкций. Двутавры подходят для создания длинных пролетов, эстакад, мостов, перекрытий, площадок, подкрановых конструкций. В зависимости от типа конструкции различают несколько разновидностей двутавровых балок — нормальные, широкополочные, колонные, с уклоном, армированные. Применение сварных балок в строительстве обладает множеством плюсов:
Применение сварных балок в строительстве обладает множеством плюсов:
- Снижение общей массой конструкции на 10-20%. Это достигается за счет того, что сварные двутавры выпускается в различных сечениях. Это позволяет подобрать деталь для создания любой конструкции.
- Универсальный состав. Метод металлосварки позволять соединить практически любые разновидности стали, поэтому двутавр можно сделать даже из разнородных материалов. Это упрощает подбор стали, а удешевляет производство запчастей.
- Возможность создания несимметричных стенок. С помощью сварки можно соединить любые металлические поверхности. Поэтому с ее помощью можно соединить даже такие металлические стенки, которые несимметрично располагаются друг относительно друга.
- Минимум обрезок, мусора. Сварной двутавр делается из плоских заготовок, которые создаются методом нарезки металлических листов. Во время сварки образуется минимум мусора. Поэтому эта технология производства является экономной, а обрезок во время работы образуется по минимуму.

Сварка балок
Для соединения отдельных балок применяется сварочная технология. Для соединения двутавровые концы соединяются друг с другом — после этого выполняется их сварка с помощью соответствующего оборудования. Чтобы повысить прочность шва, металлосварку выполняют с помощью устройств-автоматов, которые обеспечивают равномерную подачу проволоки в активную зону. Целесообразно применение флюсов — они улучшают качество швов, которые будут хорошо выдерживать воздействие серьезных нагрузок или высоких температур.
Другие преимущества флюса:
- При расправлении стали флюс минимизирует разбрызгивание металла (все компоненты остаются в активной зоне). Благодаря этому становится возможной высокоэнергетическая металлосварка (при силе токе до 4.000 ампер).
- Флюсы надежно изолируют активную зону от воздействие внешней среды (это минимизирует риск образования оксидов, снижающих прочность шва).
- Применение флюсов позволяет снизить экономические затраты на выполнение работ. Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.
 Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.
Скажем, для защиты активной зоны можно применять инертные газы — однако их потери будут достаточно значительны из-за того, что двутавр обладает большой площадью сечения.Металлосварку можно выполнять и с помощью ручной или полуавтоматической сварки без применения защитных флюсов. Для сборки отдельных элементов рекомендуется использовать установки-кондукторы, которые будут надежно фиксировать запчасти во время сварочных работ. Возможно применение прихваток, хомутов и другого подобного оборудования для фиксации. Главный недостаток ручной и полуавтоматической сварки заключается в более низком качестве шва. Во время работ повышается разбрызгивание металла с образованием угара (общие потери могут доходить до 20% и выше).
Технология производства
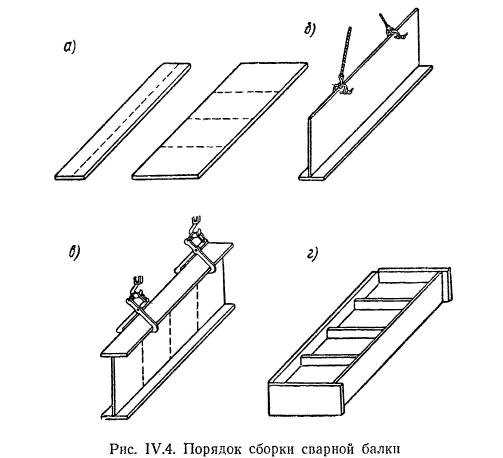
Изготовление сварной балки выглядит так:
- На начальном этапе производства выполняется выбор стальных заготовок, который будут свариваться друг с другом. Заготовки проверяются на прочность, жесткость, устойчивость при изгибе. Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
- Потом рабочие-металлурги выполняют разметку металлических заготовок для нарезки. Во время разметки важно соблюдать точность, чтобы обеспечить высокое качество сварки. Нарезка металла выполняется с помощью режущих станков, работающих в режиме повышенной мощности. Средняя скорость нарезки металла должна составлять не более 1 метра в минуту — в противном случае весьма вероятно появления значимых дефектов стали.
- После нарезки выполняется фрезеровка металлических заготовок. Фрезеровка проводится для того, чтобы все элементы будущей конструкции легко скреплялись друг с другом, образуя качественное надежное соединение. Фрезеровку рекомендуется выполнять на станках. Обратите внимание — процедуру фрезеровки можно пропустить, если получившийся двутавр Вы не будете использовать для возведения крупных построек. Скажем, для постройки малоэтажного дома или компактного склада фрезеровку торцов заготовок можно не выполнять.
- Теперь выполняется соединение и сварка заготовок. Чтобы получить прочную балочную конструкцию, нужно следить за соблюдением симметрии стенок. Чтобы упростить сборку, можно использовать механические или автоматические станки. Сварка заготовок выполняется методом «лодочки» или по модели наклоненного электрода. Первый метод позволяет получить более прочный надежный шов, однако он требует много времени и энергозатрат. Второй метод менее энергозатратный, однако его лучше не использовать для изготовления балок, которые будут применяться для постройки больших конструкций или многоэтажных домов.
- После сварки выполняются ультразвуковая проверка шва, а финальные замеры получившихся изделий. Если во время сварки были допущены ошибки относительно наклона, то в таком случае двутавр будет кривой. Чтобы исправить этот недостаток, готовую стальную конструкцию можно обработать с помощью правочного станка. Он позволяет с помощью прессования изменить угол наклона отдельных частей. На финальном этапе выполняется маркировка объекта (постановка «клейма», нанесение маркировки методом сверхтонкой резки).
 Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
Если плотность заготовки слишком низкая, то в таком случае от производства необходимо отказаться, поскольку получившаяся конструкция будет ломкой, неустойчивой.
Российские производители сварных балок
Если сварка проведена правильно, то получившийся шов будет очень прочным, надежным. В России основными производителями балок являются отечественные компании, которые работают согласно нормам ГОСТ 26020 или СТО АСЧМ 20-93. Основные российские производители сварной балки — Амурметалл, Абинский электрометаллургический завод, Ашинский металлургический завод, Горьковский комбинат, завод «Красный Октябрь».
Заключение
Сварная балка представляет собой двутавровую длинную запчасть, которая в сечении имеет вид буквы «Н». Производство сварной балки выполняется в несколько этапов. Основные этапы — нарезка листового металла на отдельные заготовки, фрезерование заготовок, монтаж элементов, проведение сварки, ультразвуковая проверка, финальные замеры. Двутавры сварные применяются в строительстве — из них делают дома, мосты, навесные конструкции, каркасные помещения.
Преимущества — низкие металлозатраты, простота производства, низкий вес готовой конструкции, минимум мусора. Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
Для соединения отдельных элементов применяется автоматическая сварка в среде расплавленных флюсов. Альтернативные технологии — ручная или полуавтоматическая сварка в среде защитных газов или без них. В России основными производителями являются концерны — Амурметалл, Ашинский завод, Горьковскй комбинат, завод «Красный Октябрь».
Используемая литература и источники:
- И. И. Соколов Газовая сварка и резка металлов
- Н. И. Никифоров, С. П. Нешумова, И. А. Антонов Справочник газосварщика и газорезчика
- Wold top steelmakers of 2007 // Metal Bulletin Weekly.
Поделиться в социальных сетях
Сварка двутавровых балок между собой
Главная
Сварка двутавровых балок между собой
К изготовлению двутавровых балок методом сварки предъявляются строгие требования, готовые изделия должны быть прочными, надежными, качественными и высокой плотности. Одной из главных целей производителя является уменьшение расхода металла и сохранение прочностных характеристик. Двутавровые балки широко используются в строительстве в качестве металлических каркасов, позволяя уменьшить вес металлоконструкций.
Двутавровые балки широко используются в строительстве в качестве металлических каркасов, позволяя уменьшить вес металлоконструкций.
Двутавровые сварные балки: преимущества применения.
Двутавровые сварные балки
Балка с двутавровым сечением позволяет уменьшить материальные расходы на возведение зданий и сооружений разного назначения, обеспечивая высокую надежность и прочность металлоконструкции. Она может выдержать повышенные нагрузки (статические и динамические), снижая давление на фундамент и несущие элементы металлоконструкций.
Технология производства сварного двутавра экономичная и надежная, поэтому он широко применяется для строительства быстровозводимых сооружений. Используя современные автоматизированные производственные линии, можно уменьшить себестоимость готовых изделий и строго соблюдать условия процесса технологии.
Технология производства сварных балок.

Для изготовления двутавровых балок используется углеродистая сталь, а работы по сварке выполняются под действием флюса при помощи автоматизированного оборудования. Производственный процесс состоит из нескольких этапов, а именно:
- раскрой металлических листов на полосы. Скорость резки зависит от толщины металла, а работы выполняются на промышленной установке по терморезке с ЧПУ, при этом раскрой листов осуществляется сразу несколькими резаками;
- фрезеровка. Фрезерная обработка торцов позволяет улучшить качество шва между стенкой и полкой, работы выполняются на торцефрезерных станках;
- сборка балки с двутавровым сечением. В серийном производстве для сборки применяются станы, которые повышают производительность труда и сокращают время работ. Для закрепления и освобождения элементов заготовки используются специальные прижимные приспособления гидравлического типа, которые отличаются удобным применением, производительностью и высокой скоростью выполнения операции;
- сварочные работы. Проводятся на автоматизированных сварочных установках портального типа. Используются следующие методы сварки: наклоненным электродом и «в лодочку». Первый способ позволяет сварить одновременно два шва, а второй лучше формирует шов и глубину проплавления;
- правка полок. В процессе производства нарушается геометрия полок из-за нагрева металла, поэтому необходима правка грибовидности, а для этого балка на стане проходит через специальные ролики.
 Проводятся на автоматизированных сварочных установках портального типа. Используются следующие методы сварки: наклоненным электродом и «в лодочку». Первый способ позволяет сварить одновременно два шва, а второй лучше формирует шов и глубину проплавления;
Проводятся на автоматизированных сварочных установках портального типа. Используются следующие методы сварки: наклоненным электродом и «в лодочку». Первый способ позволяет сварить одновременно два шва, а второй лучше формирует шов и глубину проплавления;Применение комплексной производственной линии для производства балок двутавровых позволяет снизить время работ без потери качества и эксплуатационных характеристик изделий. Главными преимуществами линии является приемлемая стоимость, высокая производительность и автоматизация процессов.
Методы сварки балок с двутавровым сечением.

3D сверление
Производители используют несколько методов сварки изделий, выбор которых зависит от оборудования и вида приспособлений. Для получения поясных длинных швов применяется автоматическая сварка под флюсом. В результате швы получаются отличного качества по всей длине балки. Применение жидкого флюса для сварки позволяет снизить себестоимость продукции, расплавленный металл медленнее остывает и минимизируется разбрызгивание металла из рабочей зоны.
Кроме этого метода, возможно использование дуговой (ручной и полуавтоматической) сварки. В этом способе применяются кондукторы в комплексе с зажимами, хомутами или прихватками. К недостаткам этого типа сварки относится большой расход расплавленного металла из-за его угара и разбрызгивания. Для производства балок с сечением в виде двутавра может выполняться сварка «встык», а для этого применяется следующее оборудование: консольное и портальное, сварочные манипуляторы и самоходные тракторы.
Особенностями консольного и портального оборудования является получение шва высокого качества и хорошая провариваемость изделий. Сварочные манипуляторы характеризуются универсальностью и надежностью, а их использование позволяет выполнять различные сварочные работы. Для производства двутавровых балок в небольшом количестве рационально применять специальные сварочные самоходные тракторы, которые характеризуются простой эксплуатацией. Портальная установка подходит для дуговой автоматизированной сварки на стапелях и под действием флюса. Состоит такая установка из портала (главный элемент с высокой жесткостью), сварочной головки, стапеля, рельсового пути и концевых выключателей.
Читайте так же:
28.03.2009 / Металлические навесы
30.07.2019 / Гаражи и другие здания транспортной инфраструктуры из металлоконструкций
03.08.2021 / Изготовление металлоконструкций стального каркаса одноэтажного здания плавательного бассейна.
31. 05.2015 / Строительство дома из сэндвич-панелей
05.2015 / Строительство дома из сэндвич-панелей
19.06.2017 / Электрошлаковая сварка: технология и особенности процесса
30.05.2014 / Обработка металла на станках
01.10.2015 / Сборка МК выставочного комплекса
17.09.2020 / Производство металлоконструкций козлового крана
12.11.2020 / Изготовление стальных конструкций трехэтажного каркаса внешней части здания.
05.12.2017 / Облегченные металлоконструкции: характеристики, преимущества и применение
Возврат к списку
Что такое электронно-лучевая сварка? Определение процесса и преимущества
Электронно-лучевая (ЭЛ) сварка — это процесс сварки плавлением, при котором электроны генерируются электронной пушкой и разгоняются до высоких скоростей с помощью электрических полей. Этот высокоскоростной поток электронов плотно фокусируется с помощью магнитных полей и подается на соединяемые материалы. Пучок электронов создает кинетическую теплоту при столкновении с заготовками, заставляя их плавиться и соединяться друг с другом.
Электронно-лучевая сварка выполняется в вакууме, так как присутствие газа может привести к рассеиванию луча. Из-за того, что это вакуумный процесс и из-за высокого напряжения, этот метод сварки в значительной степени автоматизирован и управляется компьютером. В результате для перемещения заготовок внутри сварочной вакуумной камеры используются специальные приспособления и столы с ЧПУ.
Последние разработки в технологии машин для электронно-лучевой сварки позволили реализовать локальный метод электронно-лучевой сварки, при котором электронно-лучевая пушка помещается в вакуумную камеру на стороне соединяемого материала, а не помещается вся заготовка в вакуум камера.
Каковы преимущества электронно-лучевой сварки?
Процесс электронно-лучевой сварки является очень точным методом, а также очень воспроизводимым из-за необходимости автоматизации. Эта технология сварки также создает прочные и чистые соединения, которые можно использовать в ряде высокотехнологичных приложений для широкого круга отраслей. Электронно-лучевая сварка также обеспечивает точный контроль провара на глубину всего 0,0001 дюйма.
Электронно-лучевая сварка также обеспечивает точный контроль провара на глубину всего 0,0001 дюйма.
Процесс EB также обеспечивает небольшую зону термического влияния благодаря высокому отношению глубины к ширине, что сводит к минимуму деформацию и усадку материала, а также позволяет выполнять сварку в непосредственной близости от термочувствительных компонентов.
Электронно-лучевая сварка также проявляет высокие прочностные свойства, сохраняя до 95% прочности основных материалов.
Поскольку метод выполняется в вакуумной среде, в процессе не остается никаких примесей. Оксиды и нитриды удаляются, а примеси в самих материалах испаряются.
Сварка электронно-лучевым электродом также является высокоавтоматизированной и, следовательно, управляемой, а также отлично подходит для соединения материалов, таких как тугоплавкие или разнородные металлы, которые не поддаются сварке традиционными способами.
Узнайте больше на нашем записанном вебинаре
Каковы недостатки электронно-лучевой сварки?
Основным недостатком этого процесса является то, что технология электронно-лучевой сварки является дорогостоящей и требует частого обслуживания для обеспечения правильной работы оборудования. В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
В результате поддержка, необходимая для поддержания этой технологии высокоэнергетической вакуумной сварки, может быть сложной.
Услуги по электронно-лучевой сварке
Компания TWI обладает многолетним опытом разработки электронно-лучевых процессов, включая ряд нововведений в метод. Наше оборудование включает в себя различные станки EB с диапазоном выходных напряжений и мощностей и различными размерами вакуумных камер, что означает, что мы можем обрабатывать как мелкие, так и крупные компоненты. Мы поддерживаем компании из разных отраслей в таких вопросах, как проектирование, выбор процессов, производство и контроль качества.
Узнайте больше о наших услугах в области электронного луча
Электронно-лучевая обработка
TWI активно занимается разработкой новых возможностей, а также внедрением уже зарекомендовавших себя электронно-лучевых (ЭЛ) процессов и технологий для различных уровней мощности, от высокой мощности до низкой мощности.
Усовершенствованное электронно-лучевое оборудование и решения по обеспечению качества
Опираясь на наши возможности в области сварки и обработки материалов, TWI обладает широким пониманием электронно-лучевого оборудования.
Электронно-лучевое аддитивное производство
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью конструкции с высокой степенью целостности.
Электронно-лучевое неаддитивное производство
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью высокоинтегрированной структуры.
Внутрикамерная электронно-лучевая сварка
TWI может помочь в решении проблем соединения, когда компоненты, изготовленные аддитивным способом, должны стать частью конструкции с высокой степенью целостности.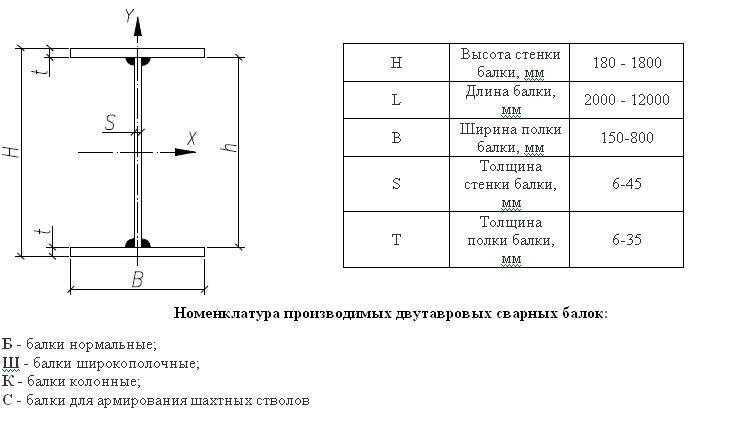
Внекамерная электронно-лучевая сварка
TWI активно занимается внекамерными разработками, позволяющими экономично сваривать очень большие узлы.
Возможности — Электронно-лучевая сварка, ООО
«Электронно-лучевая сварка предпочтительнее… для изготовления высококачественных сварных швов: таких, дефекты в которых недопустимы».
— Обзор науки и техники, март/апрель 2008 г.:
Стандартизация искусства электронно-лучевой сварки
Дизайн
Если вы начинаете новый проект, мы можем помочь с проектированием швов для электронно-лучевой сварки, квалификационными требованиями, и тестирование.
Начало работы
Разработка
Мы можем предоставить поддержку в области электронно-лучевой сварки и рассчитать стоимость вашего разрабатываемого продукта.
- Гибкая мастерская
- Долгосрочная перспектива
Приступая к работе
Деталь
Контроль качества является нашей первоочередной задачей при выполнении каждой работы. Мы обладаем высокой квалификацией и предлагаем более 50 лет опыта.
Мы обладаем высокой квалификацией и предлагаем более 50 лет опыта.
Начало работы
Опыт работы в коммерческих и государственных учреждениях
Наш опыт в области электронно-лучевой сварки в аэрокосмической отрасли и высоких технологиях бесценен. Это также дало нам исчерпывающие знания о процедурах и спецификациях NASA/DOD по электронно-лучевой сварке для всех основных и второстепенных подрядчиков.
ООО «Электронно-лучевая сварка» работает со многими промышленными и коммерческими производителями в Соединенных Штатах, а также с широким кругом уважаемых компаний в следующих областях:
- Аэрокосмическая промышленность
- Защита
- Электроника
- Научные исследования
- Медицинский
- Общее производство
10 000 квадратных футов
Современное оборудование
Оборудование
Предприятие электронно-лучевой сварки площадью 10 000 квадратных футов в Южной Калифорнии располагает современным оборудованием, предназначенным для обеспечения наиболее точных сварных швов.
Машины и оборудование
Электронно-лучевая сварка — лучший выбор ведущих клиентов нашей отрасли.
С тех пор, как мы открыли свои двери в 1966 году, наши металлургические знания, опыт сварки, технические знания и понимание различных процессов электронно-лучевой сварки сделали нас ведущим партнером для всех, кто нуждается в электронно-лучевой сварке на протяжении более 50 лет. В наших файлах содержится более 4000 спецификаций процедур сварки (WPS), которые мы можем использовать для ваших нужд.
Свяжитесь с нами сейчас, чтобы узнать о потребностях вашего проекта в области электронно-лучевой сварки!
Наши ресурсы включают более 4000 спецификаций процедур сварки (WPS), которые можно применить к потребностям вашего проекта.
Начало работы
Рекомендации по проектированию EBW
Посетите нашу страницу качества для получения информации о наших сертификатах.
Качество электронно-лучевой сварки
Возможности электронно-лучевой сварки
Высокая энергия электронно-лучевой сварки позволяет сваривать глубокие сварные швы за один проход — более глубокие, чем другие процессы сварки. Возможны проходки за один проход от 0,0025 дюйма до 4 дюймов (в стали).
Возможны проходки за один проход от 0,0025 дюйма до 4 дюймов (в стали).
Минимальное тепловложение и искажения
Основным преимуществом электронно-лучевой сварки является низкое общее подвод энергии (тепла). Проплавление сварного шва электронным лучом происходит быстро с большим отношением глубины к ширине, что приводит к низкому подводу тепла.
Отсутствие загрязнения или окисления
Электронно-лучевая сварка выполняется в высоком вакууме без использования присадочного материала, поэтому практически отсутствуют источники загрязнения или окисления в процессе сварки.
Гибкость материалов
Процесс электронно-лучевой сварки позволяет сваривать большинство типов металлов. Комбинации разнородных металлов также можно сваривать с помощью процесса электронно-лучевой сварки. Свяжитесь с нами, чтобы узнать, подходит ли выбранный вами материал для электронно-лучевой сварки.
Качество и прозрачность
Приветствуются обзоры системы качества в отношении наших процедур электронно-лучевой сварки.