Сварка чугуна аргоном: Сварка чугуна аргоном – советы опытных сварщиков
alexxlab | 23.04.2023 | 0 | Разное
Сварка чугуна аргоном
Что такое чугун? Это сплав железа и углерода, в котором последний может быть представлен в виде графита или цементита (Fe3C). Если в производстве используется графит, то получается серый чугун, который хорошо поддается обработке и сварке. Если цементит, то получается белый чугун, который варить нельзя. Просто не получится. Сам сварочный процесс может производиться практически любыми технологиями. Нас в этой статье будет интересовать сварка чугуна аргоном с применением неплавящегося вольфрамового электрода (TIG).
Но перед тем как начать с ней разбираться, необходимо сказать о том, что существует три основных направления сваривания.
- Свариваемые чугунные детали соединяются между собой чугунным швом.
- То же самое, только шов будет из низколегированной стали.
- И последний – шов из цветных металлов.
То есть, получается так, что аргонная сварка чугуна (ТИГ) может производиться с применением разных по составу присадочных элементов.
- Горячая сварка, когда заготовки нагреваются до 600С.
- Полугорячая – до 400С.
- Холодная – вообще не нагреваются.
Два первых вида обычно используются для того, чтобы создать сварочное соединение таким же по составу, как и сам свариваемый металл. Третий используется, когда создаваемый шов по составу не является чугунным.
Сварка аргоном – технология и последовательность
Процесс аргонодуговой сварки делится на несколько этапов, которые проводятся в определенной последовательности. А именно:
- Подготовка свариваемых заготовок.
- Их подогрев.
- Сам сварочный процесс.

- Медленное охлаждение стыка.
К подготовительному процессу можно отнести зачистку соединяемых поверхностей и формирование кромок. Очень важно правильно кромкам придать необходимую форму. Она не должна быть острой, она должна быть скругленной, как показано на фото ниже. Такое скругление обычно достигается с помощью обычной болгарки. Кромки нужно формировать только в том случае, если толщина соединяемых чугунных заготовок превышает 4 мм.
Подогрев чугуна производится горелкой, после чего можно переходить непосредственно к свариванию металла. Если производится сварка деталей со сложной формой, где присутствуют перемычки, отверстия, участки с разными толщинами, то нагревать необходимо будет всю деталь, а не только участок, где производится сварка.
Чугунные стержни для сварки
Очень важно правильно выбрать присадочный материал. В основном для этого используют стержни, изготовленные из чугуна. Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Вот такие марки используются для аргонодуговой сварки чугуна (ТИГ).
- Для горячего сваривания – «А».
- Для горячей сварки с местным нагревом – «Б».
- Для соединения тонкостенных чугунных заготовок при полугорячей сварке – «НЧ-1».
- Для толстостенных чугунных деталей при полугорячей сварке – «НЧ-2».
- Для соединения с повышенными характеристиками износостойкости – «БЧ» или «ХЧ».
Диаметр присадочного стержня выбирается из расчета толщины свариваемых заготовок. Обычно он в два раза должен быть меньше.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов. Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины. Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.
Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов.
 Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть. - Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев.
 При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
Как видите, сварить чугун с помощью аргонодуговой технологии TIG не очень сложно. Специалисты считают, что именно таким способом соединение чугунных деталей будет самым качественным. Но чтобы качество на самом деле было высоким, нужно обязательно, чтобы чугун после сварки остывал медленно (естественным путем).
Сварка чугуна аргоном или Перлы интернета – мастерская ВАРИМ БАЙ
Сварка чугуна аргоном или Перлы интернета.
Интернет пестрит информацией об универсальности сварки аргоном, но порой некоторые статьи просто набор слов автора-дилетанта. Вот, например: http://svarkasite.ru/tehnologiya-svarki-chuguna-argonom.html
“Для надежного соединения деталей применяется сварка чугуна аргоном.”
Технология аргоновой сварки имеет свои особенности. Во-первых, сварочные работы с применением аргона проводят после предварительного прогрева чугунных конструкций.
Во-первых, сварочные работы с применением аргона проводят после предварительного прогрева чугунных конструкций.
Во-вторых, в качестве расходных сварочных материалов используют специальные вольфрамовые электроды, которые работают в защитной газовой среде, металлические прутки и особые присадочные материалы. Газ аргон
защищает сварную ванну от соприкосновения с окружающим воздухом. Благодаря такой защите, сварной шов не имеет вкрапления шлака.
Вольфрамовые электроды практически не оплавляются в процессе работы. Они прекрасно выдерживают высокие
температуры. Благодаря вольфраму, сварные швы получаются прочные и высокого качества. Сварка чугуна аргоном используется практически на всех предприятиях, изготавливающих ответственные металлоконструкции из чугуна. С помощью аргона можно сваривать и белый и серый чугун.
Сейчас в интернете можно найти практически все и обо всем. Но где правда, а где откровенный бред, может понять
Но где правда, а где откровенный бред, может понять
только специалист. Перлы интернета. Зачастую клиенты начитвашись подобного бреда начинают чувствовать себя
специалистами в области сварки. Прочитав данную статью задаемся вопросом, а человек, который писал данное СОЧИНЕНИЕ вообще что-нибудь мыслит в сварке? Или данный набор фраз сформирован программистом для поисковых машин, а не для клиентов. Написав комментарии к данной статье, мы попробуем пролить свет на вопрос применения ручной аргонно дуговой сварки, далее РАДС, в простонародье – аргона на сварку чугуна. Скажем сразу, РАДС нами тоже применяется для решения специфических сварочных задач с чугуном, например при реставрации небольших антикварных вещей из чугуна. Просто для каждой задачи у нас есть свое оборудование: ручная дуговая сварка покрытым электродом, полуавтоматическая сварка, РАДС, пайка твердыми и мягкими припоями, газопрошковая наплавка, газосварка и т.д.
Начнем по порядку:
-тезис 1. «На сегодняшний день аргоновая сварка является самым надежным видом сварки всех марок
чугуна» это автор так решил?
При аргонно-дуговой сварке теплоемкость пожалуй наиболее сильная, чем при других видах сварки. То есть чугун
То есть чугун
будет постоянно перегреваться и как следствие вся околошовная зона будет в микро и макротрещинах. О какой надежности речь?
– тезис 2 «в качестве расходных сварочных материалов используют специальные вольфрамовые электроды,
металлические прутки и особые присадочные материалы.» Данный тезис говорит о дилетантстве автора и полном незнании как основ РАДС (ручной аргонно-дуговой сварки), так и рынка расходников РАДС. Вольфрамовый электрод лишь условно является расходником, так любую часть сварочного аппарата можно к расходникам отнести. Особо забавляют «особые сварочные материалы». Наверное прутки из дерева особых пород, которые идут в дополнение к «металлическим пруткам». На самом деле присадочные прутки для сварки чугуна аргоно-дуговой установкой применяются в основном железо-никелевые и из различных бронз (оловянистой, алюминиевой, кремнистой). Причем последние – это больше пайка, чем сварка. Расходники, особенно железо-никелевые, очень редкие, дорогие, и во многих случаях малоэффективные, поэтому массового применения аргонная сварка чугуна не получила. Мы не рассматриваем кустарщину по присадочным материалам вроде применения нержавеющей проволоки либо стержней обычных электородов для чугуна у которых ОСОБЫЕ ЛЮБИТЕЛИ аргонно-дуговых установок просто отбивают обмазку.
Мы не рассматриваем кустарщину по присадочным материалам вроде применения нержавеющей проволоки либо стержней обычных электородов для чугуна у которых ОСОБЫЕ ЛЮБИТЕЛИ аргонно-дуговых установок просто отбивают обмазку.
-тезис 3. «Благодаря защите аргоном, сварной шов не имеет вкрапления шлака, Благодаря вольфраму,
сварные швы получаются прочные и высокого качества» И всего-то, зато при применении РАДС чугун интенсивно кипит, происходит интенсивное выгорание графита, как следствие шов, особенно на массивных изделиях без шлака, но С ПОРАМИ, НЕПРОВАРАМИ и ТРЕЩИНАМИ. А тонкостенный чугун лопается от РАДС практически сразу по шву от
перегрева. И это, видимо, критерий прочности и качества. Но автору видимо это невдомек, он теоретик. И причем здесь вольфрам?
-тезис 4 «Сварка чугуна аргоном используется практически на всех предприятиях, изготавливающих
ответственные металлоконструкции из чугуна». По моему это слишком даже для дилетанта. Какие металлоконструкции изготавливаются из чугуна? Никогда не встречал ни профильных труб, ни двутавров, ни листов ,ни уголка из чугуна. А как без сырьевых заготовок что-то изготавливать?? Автору наверное невдомек, что на предприятиях во первых практически не используют РАДС даже при сварке алюминия и нержавейки 9основных металлов, где она применяется) ввиду крайне низкой производительности и высокой затратности, не то что чугуна, во вторых из чугуна не изготавливают никаких металлоконструкций, тем более ответственных.
По моему это слишком даже для дилетанта. Какие металлоконструкции изготавливаются из чугуна? Никогда не встречал ни профильных труб, ни двутавров, ни листов ,ни уголка из чугуна. А как без сырьевых заготовок что-то изготавливать?? Автору наверное невдомек, что на предприятиях во первых практически не используют РАДС даже при сварке алюминия и нержавейки 9основных металлов, где она применяется) ввиду крайне низкой производительности и высокой затратности, не то что чугуна, во вторых из чугуна не изготавливают никаких металлоконструкций, тем более ответственных.
– тезис 5 «С помощью аргона можно сваривать и белый чугун». Это вершина инженерных изысканий автора. Думаю, чо пора подавать документы в патентное бюро и на Нобелевскую премию. Еще никому и ничем не удалось сварить белый
чугун. В отличие от ограниченно свариваемого серго чугуна, его сварить невозможно.
Читайте статьи вдумчиво, осмысливайте прочитанное. А еще лучше, задумав работу, в которой вы специалистом не являетесь, найдите профессионала. Пекарь должен печь хлеб, строитель – строить. Если сварщик всю жизнь варивший трубопроводы, металлоконструкции, кузовные детали авто предложит Вам свои услуги по сварке чугуна – подумайте. Не может быть человек мастером спорта по всем видам спорта, если его познания по сварке чугуна основаны на вышеизложенных и подобных им статьях и нет практического опыта – результат будет один – испорченное изделие.
Пекарь должен печь хлеб, строитель – строить. Если сварщик всю жизнь варивший трубопроводы, металлоконструкции, кузовные детали авто предложит Вам свои услуги по сварке чугуна – подумайте. Не может быть человек мастером спорта по всем видам спорта, если его познания по сварке чугуна основаны на вышеизложенных и подобных им статьях и нет практического опыта – результат будет один – испорченное изделие.
прием заказов и консультация
телефон:
8-029-6220572
8-029-5047509
эл. почта:
Viber (WhatsApp) +375296220572
Прием заказов в ремонт и выдача из ремонта
9.00-17.00 ПНД-ПТ
Перед выездом к нам – позвоните по телефонам, указанным выше.
Прием заказов и получение их из ремонта по срочному либо для иногородних возможны в другое удобное время по предварительному обоюдному согласованию
© 2012-2019. “ВАРИМ БАЙ”. Все права защищены.
Сварка чугуна (MIG или TIG). Лучший метод сварки для литья
от Staff
Металлообработка чугуна — это историческая отрасль, известная своими трудностями и разочарованиями, с которыми сегодня знакомы сварщики со всего мира. Чугун становится все менее распространенным, однако иногда вы сталкиваетесь с работой, требующей сварки чугуна.
В этой статье мы представляем основные шаги, которые необходимо выполнить для успешной сварки чугуна и улучшения ваших навыков гибки металла.
Содержание страницы
- Можно ли сваривать чугун?
- Можно ли сваривать чугун MIG?
- Как сварить чугун MIG?
- Как лучше сваривать чугун?
- 1. Сварка ВИГ
- 2. Дуговая сварка: лучший метод сварки чугуна
- Как сваривать чугун?
- 1. Очистка
- 2. Предварительный нагрев
- 3. Сварочные прутки и проволока
- 4. Упрочнение
- 4. Последующий нагрев
Можно ли сваривать чугун?
Проще говоря, да, но это может стать лабиринтом неприятностей.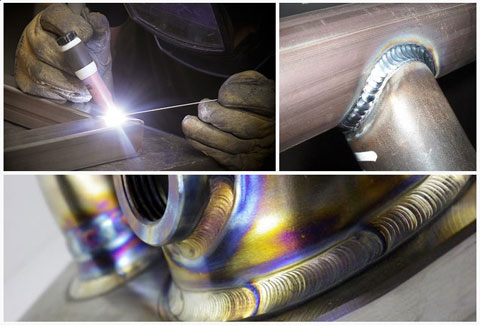 Чугун можно сваривать всеми распространенными способами сварки, такими как MIG, TIG, MMA, кислородно-ацетиленовая и пайка.
Чугун можно сваривать всеми распространенными способами сварки, такими как MIG, TIG, MMA, кислородно-ацетиленовая и пайка.
Поскольку чугун содержит намного больше углерода, чем другие металлы, при сварке он очень склонен к растрескиванию. Это растрескивание происходит, когда углерод перемещается в места сварки или в зону термического влияния материала, что, в свою очередь, увеличивает хрупкость или твердость. Чрезмерно хрупкий или затвердевший материал легко трескается под давлением, а по мере остывания сварного шва материал продолжает двигаться и самовосстанавливаться много раз, что увеличивает вероятность возникновения трещин. Термические напряжения также играют определенную роль в сложности успешной сварки чугуна, поскольку он особенно чувствителен к быстрому нагреву и внутреннему напряжению.
Перед сваркой чугуна важно правильно определить сплав. Существуют разные типы чугуна, и каждый сорт по-разному реагирует на сварку, поэтому спросите у производителя, что вы получаете.
Можно ли сваривать чугун MIG?
Да, однако процесс сварки MIG не рекомендуется по сравнению с другими методами сварки. Наиболее очевидная причина этого заключается в том, что сварные швы MIG на чугуне не будут такими прочными, как сварка MMA или сварка TIG, что является общим моментом при попытке сварки чугуна. Сварные швы MIG не проваривают сталь так же эффективно, как MMA или TIG, и проникновение сварного шва более важно, чем обычно, при обработке чугуна. Проникновение также поможет в удалении глубоких примесей, присутствующих в материале.
Как сварить чугун MIG?
Если требуется сварка чугуна MIG, мы рекомендуем следующее:
Газ
Соотношение аргон/двуокись углерода 80/20 является наилучшим выбором для большинства ситуаций. (Совет: несмотря на то, что чугун по своей природе подвержен ржавчине, вам следует избегать этого метода, если вы слишком беспокоитесь о том, что ржавчина в конечном итоге появится на поверхности материала, поскольку эти комбинации газов могут увеличить вероятность образования ржавчины. )
)
Использование Никелевая проволока
Используйте никелевую проволоку, толщина которой соответствует требованиям свариваемого соединения.
Прихватка
Прихватка чугуна может быть проблематичной, особенно при сварке MIG. Более легкая прихватка может быть выполнена с помощью припоя; однако это, вероятно, приведет к слабому и нечистому сварному шву, что не очень хорошо для проектов, которые могут испытывать нагрузки или удары.
Используйте шпильки
В зависимости от работы вы также можете обеспечить общую механическую прочность сварного шва, используя шпильки.
Нагрев
Предварительный нагрев материала перед любой сваркой чугуна имеет важное значение (дополнительную информацию см. в разделе о предварительном нагреве в этой статье).
Как лучше сваривать чугун?
Ручная дуговая сварка металлическим электродом (ММА) является наиболее эффективным методом сварки литых деталей. Следующим лучшим вариантом будет сварка TIG, хотя избыточное тепло в локализованных областях может быть проблемой. Но опытный сварщик может работать по-своему, и, если все сделано правильно, сварка TIG действительно хорошо работает для чугуна.
Но опытный сварщик может работать по-своему, и, если все сделано правильно, сварка TIG действительно хорошо работает для чугуна.
1. Сварка ВИГ
Сварка ВИГ — это самый чистый и, возможно, самый прочный метод сварки при правильном выполнении. Это важные факторы при работе с чугуном. Используйте следующую информацию для успешного выполнения сварки чугуна методом TIG.
- Торированные вольфрамовые электроды рекомендуются для чугуна (используйте стержень с 1% или 2% тория). Чистый и заточенный вольфрамовый электрод является обязательным при сварке чугуна методом TIG, чтобы обеспечить хороший поток и контроль над сварным швом, а также предотвратить загрязнение
- Сварочные электроды на основе никеля лучше всего подходят для сварки чугуна. Это связано с тем, что они соответствуют температуре теплового расширения и свойствам чугуна. Выберите толщину проволоки, соответствующую свариваемому соединению.
- Мы рекомендуем смесь защитного газа для сварки TIG чугуна, состоящую либо из чистого аргона, либо из 75 % аргона / 25 % CO2.
 Без защитного газа сварной шов будет хрупким и снова, вероятно, треснет.
Без защитного газа сварной шов будет хрупким и снова, вероятно, треснет. - Предварительный нагрев свариваемого материала.
- Попробуйте сделать несколько пробных пусков с помощью вашего сварочного аппарата на куске материала из чугуна, который вы собираетесь сваривать. Мы делаем это, чтобы лучше понять, при какой температуре должен работать ваш сварочный аппарат, как быстро нам нужно сваривать и какой расход газа и толщина проволоки работают лучше всего.
- Сварка холодного чугуна возможна, но сложна. Если вы не можете предварительно нагреть металл, очень важно при сварке холодного чугуна методом TIG не допускать перегрева металла. Делайте это, сваривая стежки и каждый раз позволяя материалу остыть.
2. Дуговая сварка: лучший метод сварки чугуна
Процесс дуговой сварки (ММА), возможно, является наиболее эффективным и простым способом сварки чугуна при соблюдении правильных процессов.
- Самым важным шагом является выбор подходящей сварочной проволоки.
 Выбирайте сварочные прутки из чистого никеля и ферроникеля, специально изготовленные для сварки чугуна. Никель внутри этих стержней эффективно помогает ограничить миграцию углерода в зону термического влияния и металл сварного шва. Хотя общая прочность снижается при использовании любого никелевого электрода, он предпочтительнее, поскольку гораздо более серьезной проблемой является возникновение растрескивания сварного шва, которое сводится к минимуму при использовании никеля.
Выбирайте сварочные прутки из чистого никеля и ферроникеля, специально изготовленные для сварки чугуна. Никель внутри этих стержней эффективно помогает ограничить миграцию углерода в зону термического влияния и металл сварного шва. Хотя общая прочность снижается при использовании любого никелевого электрода, он предпочтительнее, поскольку гораздо более серьезной проблемой является возникновение растрескивания сварного шва, которое сводится к минимуму при использовании никеля. - Железные стержни также можно использовать, однако из-за высокого содержания углерода они менее желательны, поскольку они подходят только для небольших сварочных швов и там, где важно соответствие цвета материала.
Как сварить чугун?
Вот пошаговое руководство по сварке чугуна без образования трещин.
1. Очистка
Подготовка металла к сварке является обязательным процессом. Он удалит загрязнения с поверхности утюга, такие как краска, жир и другие мешающие материалы. Используйте угловую шлифовальную машину с шлифовальным диском с зернистостью 120, чтобы удалить поверхность свариваемого участка.
Используйте угловую шлифовальную машину с шлифовальным диском с зернистостью 120, чтобы удалить поверхность свариваемого участка.
2. Предварительный нагрев
Предварительный нагрев материала перед сваркой очень важен для чугуна. Из-за плохой пластичности чугун склонен к растрескиванию при локальном нагреве. Во время сварки участок вблизи места сварки нагревается до очень высокой температуры, в то время как остальная часть заготовки относительно холодная. Это создает термическое напряжение, которое приводит к трещинам. Решение здесь заключается в предварительном нагреве всей заготовки.
Используйте пропановую или кислородно-ацетиленовую горелку, чтобы равномерно нагреть чугунную деталь примерно до 400°C или 750°F. Перемещайте пламя по заготовке, чтобы равномерно нагреть изделие. Помните, что температура плавления серого чугуна составляет 2200°F (1204°C). Если вы достигнете этой температуры, он начнет плавиться, и вы повредите заготовку.
3. Сварочные прутки и проволока
Для всех сварочных процессов выбирайте прутки и проволоку на основе никеля, так как это ограничивает миграцию углерода, которая приводит к растрескиванию. Толщина проволоки или прутка определяется свариваемым материалом по толщине, типу и форме соединения.
Толщина проволоки или прутка определяется свариваемым материалом по толщине, типу и форме соединения.
4. Упрочнение
После того, как вы выполнили сварку, сварной шов начнет быстро остывать, и это напряжение может вызвать растрескивание. Проклевка (или зачистка) — это метод приложения сжимающего напряжения к сварному шву, пока он горячий, что может помочь предотвратить растрескивание.
Используйте молоток с шариковым бойком, чтобы ударить по сварному шву с умеренной силой, пока он еще горячий. Этот процесс растянет сварной шов и уменьшит напряжение.
4. Последующий нагрев
Завершающим этапом процесса является нагрев после сварки. После сварки заготовка очень горячая, а атмосфера вокруг нее прохладная. Это снова может привести к быстрому охлаждению и растрескиванию. Решение состоит в том, чтобы обеспечить медленное охлаждение.
Можно поместить заготовку в предварительно нагретую духовку и дать ей постепенно остыть.
Как сварить чугун: простые шаги и советы
Чугун может быть сложным для сварки из-за свойств материалов. К сожалению, это часто необходимо из-за растрескивания, связанного с удлинением металла. Не путайте чугун со сталью, так как методы для одного типа чугуна не всегда применимы к чугуну. К счастью, сварка чугуна может быть успешно выполнена при наличии некоторой практики и опыта.
К сожалению, это часто необходимо из-за растрескивания, связанного с удлинением металла. Не путайте чугун со сталью, так как методы для одного типа чугуна не всегда применимы к чугуну. К счастью, сварка чугуна может быть успешно выполнена при наличии некоторой практики и опыта.
Три важных момента при сварке:
- Подготовка – снятие фаски или сверление отверстий до и после трещин, очистка поверхности
- Количество тепла – всегда низкое и медленное
- Выбор правильного стержня – чем больше никеля, тем лучше
Contents
. Лифт. Это сплав кремния, углерода и феррума (железа).
 Твердость углерода делает его одним из наиболее часто используемых материалов в строительном бизнесе. Процент углерода, смешанного с железом, делает чугун желательным сплавом, поскольку он поддается механической обработке, гасит вибрации, имеет низкую усадку и высокую текучесть.
Твердость углерода делает его одним из наиболее часто используемых материалов в строительном бизнесе. Процент углерода, смешанного с железом, делает чугун желательным сплавом, поскольку он поддается механической обработке, гасит вибрации, имеет низкую усадку и высокую текучесть.Углерод в чугуне также делает металл хрупким и подверженным растрескиванию при нагрузке. Например, сталь имеет 20% удлинение до растрескивания по сравнению с чугуном, который имеет 1% удлинение.
Что делает чугун одним из самых сложных материалов для сварки, так это его довольно необычное поведение. При сварке чугуны не растягиваются и не деформируются при нагреве. Скорее металл может треснуть при воздействии тепла, а затем при охлаждении, что усложняет весь процесс сварки.
Чугун растрескивается при нагрузке или удлинении от 1% до 2%Температура плавления чугуна
Чугун имеет температуру плавления от 1100° до 1300° по Цельсию (2112° – 2372° по Фаренгейту) из-за высокого содержания углерода . Сталь имеет более высокую температуру плавления – 1450°C (2642°F). Поскольку чугун имеет более низкую температуру плавления, его легче использовать при работе с пресс-формами, трубной арматурой, коллекторами, корпусами клапанов, насосами, трансмиссиями, водяными рубашками, гильзами, головками и блоками двигателей.
Сталь имеет более высокую температуру плавления – 1450°C (2642°F). Поскольку чугун имеет более низкую температуру плавления, его легче использовать при работе с пресс-формами, трубной арматурой, коллекторами, корпусами клапанов, насосами, трансмиссиями, водяными рубашками, гильзами, головками и блоками двигателей.
Типы чугуна
Ниже приведены некоторые из наиболее распространенных типов сплавов чугуна. Каждый из этих сплавов обладает особыми свойствами, которые могут потребовать различных инструментов и методов сварки для достижения наилучших результатов.
- Высоколегированный (изготавливается путем добавления сплавов к ковкому, белому или серому чугуну)
- Ковкий
- Ковкий
- Белый
- Серый (наиболее распространен и используется примерно в 90% случаев. Изготовлен из кокса, известняка, стали) лом, чугунный лом и чугун). Название происходит от серого цвета любых трещин или разломов.
Общий состав серого чугуна:
- Кремний 2 % – 2,4 %
- Углерод 3 % – 3,25 %
- Марганец 0,6 % – .
 7%
7% - Фосфор 0,2% максимум
- Сера 0,2% максимум
- Железо Остаток
Чугун нельзя согнуть или выковать в определенной форме, иначе металл треснет. Он поддается механической обработке и устойчив к износу.
Чугун Идентификация
Чугун можно идентифицировать по следующим признакам:
- Нет видимых сварных швов
- Видна литейная линия из двух половин формы
- Стружка металла с помощью молотка и зубила. Если металл сколется мелкими осколками, то это чугун. Если вы видите один сплошной скол, то металл стальной.
- Испытание на искру даст слабые красные искры, за которыми последуют желтые звезды. Сталь производит небольшие искры на конце.
Методы сварки чугуна: дуговая, TIG или MIG
Хотя можно использовать все три метода, мы рекомендуем Arc для домашней сварки.
MIG: Для MIG требуется смесь аргона (80 % аргона, 20 % двуокиси углерода) и никелевая проволока.
TIG: Как и MIG, используйте никелевую проволоку. Подробные инструкции смотрите в этом видео.
Подробные инструкции смотрите в этом видео.
ARC: ARC прост в использовании и подходит для базового ремонта. Используйте высококачественные никелевые стержни с содержанием 99%. Можно использовать состав с 55% никеля, что дешевле. Идите с 99%, если можете.
Подготовка к сварке чугуна
При соединении двух деталей создайте скос под углом 45°. Оставьте 1/3 толщины материала по глубине внизу- Очистите металлическую поверхность с помощью химикатов или щетки. Тщательно удалите краску, ржавчину, жир и масло.
- Удаление литой корки с обеих сторон сварного шва (приблизительно 25/32″ или 20 мм).
- Удалите любые дефекты, такие как пористость, усталость металла, трещины и пузыри.

- Просверлите отверстия диаметром 1/8 дюйма примерно на расстоянии 1/8 дюйма от каждого конца ремонтируемой трещины. Отверстия будут препятствовать расширению трещины за пределы трюмов в процессе ремонта.
- «U» или «V» из трещины с помощью электрода для строжки или шлифовального станка. Паз должен быть 90°. При сварке деталей излом должен быть под углом 45°. Оставьте 1/3 дюйма толщины ниже буквы «V». Электродная строжка является наиболее эффективным методом.
- Кромки или острые углы должны быть закруглены, особенно если вы собираетесь обрабатывать поверхность или заполнять ее после сварки. Цель состоит в том, чтобы предотвратить чрезмерное плавление основного материала в процессе сварки.
- При шлифовке зоны сварки удалите весь углерод (графит) с поверхности, чтобы он не стал частью сварочной ванны.
Методы сварки
Существует три метода сварки чугуна. Какой из них вы выберете, зависит от задачи.
Какой из них вы выберете, зависит от задачи.
- «Холодная» электродуговая сварка : используется для больших деталей, где свариваемый объект не может быть предварительно полностью нагрет, что делает этот подход наиболее распространенным.
- Горячая сварка (электродуговая, кислородно-ацетиленовая сварка, пайка твердым припоем) – используется для деталей, которые можно предварительно нагреть сварочной горелкой, например, мелких деталей. После сварки детали нуждаются в медленном охлаждении до комнатной температуры. Охлаждение может помочь, если после сварки детали погружаются в золу, песок или кизельгур.
- P полимерный ремонт : используется, когда металл окисляется, что делает невозможной «горячую» сварку. В этом случае используется такой продукт, как пластиковая сталь.
Ацетиленокислородная сварка — это тип сварки, используемый для небольших деталей, которые можно нагревать с помощью горелки (обозначается как газовая сварка ).
Этот тип сварки выполняется с использованием следующих шагов:
- Во-первых, вы должны отрегулировать кислородно-ацетиленовое пламя в соответствии с требованиями к поверхности. Слишком слабое пламя может привести к хрупкому сварному шву. С другой стороны, сильное пламя может привести к растрескиванию чугуна. Вы должны оставаться между этими двумя спектрами.
- Держа горелку в правой руке, а присадочный стержень в левой, непрерывным движением начните сварку от правого края листа к левому.
- Для идеального результата пламя перемещается из стороны в сторону или совершает круговые движения, чтобы смесь хорошо перемешивалась. Присадочный стержень следует перемещать вперед и назад вдоль пластины.
- Продолжайте делать это до тех пор, пока не увидите корпус без трещин и утечек!
Сварка MIG — еще один полезный метод, однако он может быть дорогостоящим из-за использования специальной железоникелевой проволоки. Тем не менее, у него есть преимущество: чистый сварной шов без каких-либо остатков или беспорядка после сварки.
В качестве альтернативы можно использовать проволоку MIG из нержавеющей стали, хотя окончательные результаты могут иметь некоторые отклонения.
Как уже упоминалось, этот метод используется, когда детали невозможно предварительно нагреть или их сложно демонтировать.
Ступени холодной сварки чугуна
«Холодная» сварка чугуна относится к низкому нагреву, необходимому для основного металла.
Рекомендуемая сила тока
Низкая сила тока необходима, чтобы избежать глубокого сплавления между основным материалом и наполнителем. Причина, по которой избегают глубокого плавления, заключается в том, чтобы графит и образующийся в результате карбид железа не попадали в сварочную ванну. Рекомендуемая сила тока:
Рекомендации по силе тока при холодной сварке
Эти рекомендации относятся к ручной или плоской сварке. При использовании потолочной сварки уменьшите приведенные ниже цифры на 5–10 %. При вертикальной сварке уменьшить на 5%.
Размер электрода
2,5 (3/32″)
3,2 (1/8″)
4,0 (5/32″)
5,0 (13/64″)
Приблизительная сила тока
50– 80
70– 110
100– 140
130– 170
Параметры не точны и зависят от машины, нагрузки на линию и размера задания. Попробуйте выполнить пробную сварку, чтобы определить, не слишком ли велика сила тока, что приводит к раскалению электрода докрасна. Цель состоит в том, чтобы использовать как можно более низкую силу тока.
Попробуйте выполнить пробную сварку, чтобы определить, не слишком ли велика сила тока, что приводит к раскалению электрода докрасна. Цель состоит в том, чтобы использовать как можно более низкую силу тока.
Чугунные электроды
Используйте самый большой электрод, соответствующий размеру канавки, но не используйте настолько большой электрод, что вы не сможете попасть в канавку. Электрод большего размера уменьшит подводимое тепло относительно количества используемого присадочного металла.
Никелевые электроды (AWS A5.15 E Ni-Cl): Используйте этот тип электрода, если чугун старый, тонкий, или пропитан маслом. Используйте это только для «смазывания» сторон чугуна, чтобы создать поверхностное уплотнение. Затем закончите с железно-никелевым электродом.
Железоникелевые электроды (AWS A5.15 E NiFe-Cl-A) : Используются для соединения стали и чугуна, нержавеющей стали и медных сплавов. Используется для обработки чугуна, подверженного внезапным нагрузкам, вибрациям и напряжениям.
Электроды для строжки
Размер электрода Совет:Если вы видите пористость в первом валике, переключитесь на электрод меньшего диаметра, меньшую силу тока и более высокую скорость сварки. Цель состоит в том, чтобы уменьшить подвод тепла к основному материалу.
Полярность
Различные полярности (прямая, обратная, переменный ток) по-разному влияют на плавление и тепловложение основного материала.
Прямая полярность постоянного тока: Этот тип полярности подключается к отрицательному полюсу и приводит к сильному подводу тепла к основанию. В свою очередь , вызывает чрезмерное копание и плавление. Чрезмерное плавление приводит к попаданию примесей в сварной шов, что снижает качество сварного шва.
Обратная полярность : Этот тип электрода обеспечивает неглубокую и широкую зону сварки с минимальным содержанием газов, серы, фосфора и графита. Это также снижает образование карбидов железа.
При использовании постоянного тока лучше всего использовать электрод обратной полярности. Однако, если утюг загрязнен, вы можете попробовать более сильный нагрев с прямой полярностью.
Использование обратной полярности постоянного тока (электрод к положительному полюсу) позволит вам получить неглубокое поле с минимальным содержанием газов, серы, фосфора и графита. Используйте только прямую полярность (электрод к отрицательному полюсу) Должна быть зарезервирована для сильно загрязненного чугунаДлина дуги
Для снижения напряжения и минимизации нагрева основного материала следует использовать максимально короткую дугу. Было бы полезно использовать длинную дугу во время первого прохода, а затем уменьшить размер дуги.
Сварочный чугун
Как уже упоминалось, необходимо минимизировать подвод тепла, чтобы уменьшить вероятность растрескивания. Металл чрезвычайно хрупок и растрескивается при удлинении от 1% до 2%.
НЕ ИСПОЛЬЗУЙТЕ длинные непрерывные валики. с максимальной длиной 1 дюйм (25 мм). Не плетите и используйте только для «вымывания» отложений.
с максимальной длиной 1 дюйм (25 мм). Не плетите и используйте только для «вымывания» отложений.
ЗАПРЕЩАЕТСЯ наносить волны более чем на 1/2 диаметра электрода в каждую сторону от направления сварки. После размещения шарика заполните кратер и извлеките электрод обратным движением.
Используйте молоток с круглым бойком, чтобы отбить борт, пока он горячий. Это растянет кровать и избавит от стресса. Приготовьтесь, начиная с задней части кратера, к тому месту, с которого вы начали. Используйте умеренные удары, чтобы была лишь небольшая вмятина. Сильные удары могут привести к трещинам. Можно использовать небольшой пневматический молоток.
После первой бусины нельзя ставить следующую бусину до тех пор, пока к первой бусине можно будет прикоснуться голой рукой. Если вы чувствуете ожог, это слишком жарко. НЕ СПЕШИ.
Вы можете размещать семена на расстоянии друг от друга, чтобы избежать накопления тепла. Это называется скиповой сваркой и подходит для больших работ/длинных трещин.
НЕ наращивайте валики друг на друга. Вместо этого используйте пошаговый подход, когда каждая бусинка перемещается на 1 дюйм за раз.
Рекомендуется пошаговый подход, при котором ни один валик не должен быть длиннее 1″Не торопитесь и используйте «холодный» метод, если можете. Используйте высококачественный электрод, достаточно большой для обработки канавки.
Часто задаваемые вопросы
Какой тип сварочной проволоки вы используете для сварки чугуна?
Чугун чаще всего сваривают с использованием прутка из чистого никеля или ферроникеля. Ферроникель состоит из 47% никеля и 53% стали и дешевле.
Можно ли использовать сварочный аппарат MIG для сварки чугуна?
Да, но не рекомендуется. Вы можете использовать Arc, TIG или MIG. Никелевая проволока MIG стоит дорого, но ее можно использовать с 80% аргоном и 20% углекислым газом.