Сварка чугуна электродом по нержавейке: Можно ли заварить чугун электродами по нержавейке
alexxlab | 20.01.2023 | 0 | Разное
Можно ли заварить чугун электродами по нержавейке
Чугун представляет собой сплав из железа и не менее 2,14% углерода. По причине достаточно высокого содержания углерода – до 6%, чугун очень плохо поддается свариванию. Инженерами были разработаны специальные технологии, позволяющие производить сваривание чугуна посредством сварочного инверторного аппарата.
чугунная батареяСваривание чугуна дополнительно осложняется вероятностью получения низкокачественного сварочного соединения, обусловленного двумя факторами:
В умовах війни наше видання очікувано залишилося без реклами, а наші співробітники, відповідно, — без грошей. Багато журналістів з сім’ями, з дітьми перебувають абсолютно без засобів для існування, але продовжують цілодобово працювати, готуючи репортажі з міст, які охоплені війною, постачаючи вам важливу та правдиву інформацію.
як допомогти журналістам
- В области сварного соединения происходит насыщенная закалка и без того отличающегося низкой пластичностью металла.

- Соединение кислорода с углеродом с последующим образованием окиси углерода влечет за собой повышенную пористость шва.
Благодаря применению инвертора для сваривания чугунных деталей удается эффективно решить множество проблем.
сварщикКакие сварочные электроды могут применяться для заваривания чугунных конструкций?
Использование инвертора для сваривания чугуна, при условии грамотного выбора подходящих электродов, способствует эффективному решению целого ряда проблем.
Чтобы сварное соединение сегментов конструкции, изготовленных из чугуна, получилось максимально качественным, рекомендуется использовать электроды, предназначенные именно для сварки чугуна.
Такими являются сварочные стержни следующих марок:
- ОЗЧ-2. Этот расходный материал оснащен специальным медным стержнем, имеющим дополнительное покрытие веществом с высоким содержанием графита.
- МНЧ-2. Сварочный электрод, стержень которого представляет собой специальный сплав из никеля, железа, меди и марганца. Благодаря использованию данного изделия получается соединение высочайшего качества.

Процесс сваривания чугунных заготовок по холодной методике предусматривает соблюдение определенной технологии, чья суть заключается в образовании сварного шва, имеющего определенную ширину. В ходе сварочных работ также придется следить за тем, чтобы не допустить достижения определенной температуры соединяемых деталей. Иначе в области формирования сварочного шва повысится хрупкость металла. При условии возникновения определенных дефектов при формировании сварного соединения, рекомендуется воспользоваться специальной графитовой подложкой. Благодаря ее применению удастся воспрепятствовать вытеканию металла из формируемого сварного соединения.
Технология получения соединения сегментов чугунной конструкции
Сваривание чугунных изделий с помощью электрода может понадобиться в различных ситуациях. Так, например, во многих домах до сих пор можно встретить выполненные из чугуна батареи, ванны и другие изделия, отличающиеся повышенной хрупкостью. В случае если на них образовался скол или же конструкция и вовсе раскололась, выбрасывать ее совсем не обязательно – грамотное применение сварочного метода позволит вернуть изделию его первоначальный вид.
Так, например, во многих домах до сих пор можно встретить выполненные из чугуна батареи, ванны и другие изделия, отличающиеся повышенной хрупкостью. В случае если на них образовался скол или же конструкция и вовсе раскололась, выбрасывать ее совсем не обязательно – грамотное применение сварочного метода позволит вернуть изделию его первоначальный вид.
Сваривание чугуна возможно при применении определенных технологий:
- Нержавеющим электродом. Однако в этом случае работы должны проводиться в среде инертного газа. Такой метод используется тогда, когда требуется проведение сварочных работ, связанных с канализационными трубами либо элементами автотранспортных средств. Кроме перечисленных случаев, данная методика может применяться для соединения между собой элементов, изготовленных из металлов разной природы.
- Горячая технология сварки чугуна. Она используется только в промышленных условиях. Перед началом проведения сварочных работ чугунные заготовки тщательно прогревают до достижения ими одинаковых температурных показателей. Точное соблюдение данного метода позволяет получить соединительные стыки наивысшего качества. К применению горячей сварки допускаются исключительно опытные сварки, осведомленные с тонкостями данного процесса и всеми необходимыми требованиями безопасности.
- Холодная технология. Применение такого метода сваривания элементов из чугуна допускается в бытовых условиях, когда к конечному результату соединения предъявляются минимальные требования.
 Точное соблюдение данного метода позволяет получить соединительные стыки наивысшего качества. К применению горячей сварки допускаются исключительно опытные сварки, осведомленные с тонкостями данного процесса и всеми необходимыми требованиями безопасности.
Точное соблюдение данного метода позволяет получить соединительные стыки наивысшего качества. К применению горячей сварки допускаются исключительно опытные сварки, осведомленные с тонкостями данного процесса и всеми необходимыми требованиями безопасности.Сварка чугуна с использованием газа
Эта методика отличается универсальностью: она может применяться, как в бытовых, так и в промышленных условиях, особенно если к образуемому сварному соединению предъявляются требования, связанные с его прочностью. Данная технология превосходно себя показывает тогда, когда необходимо проварить основной материал деталей на незначительную глубину.
*Комментарий: редакция не несёт ответственности за содержание и мнения, изложенные в статьях со знаком Ⓟ.
Рекомендации по сварке чугуна
Сварка чугуна — это сложная, но выполнимая задача. В большинстве случаев она представляет собой восстановление чугунных изделий, а не соединение чугуна с другими металлами. Например, ремонт может проводиться на литейном производстве в ходе изготовления чугунных изделий или для устранения дефектов литья, обнаруженных при механической обработке. В частности, ремонт может потребоваться в случае неправильного расположения просверленных отверстий. Часто с помощью сварки восстанавливают сломавшиеся чугунные детали. Учитывая ломкость большинства видов чугуна, поломка чугунных изделий — это не редкость.
В большинстве случаев она представляет собой восстановление чугунных изделий, а не соединение чугуна с другими металлами. Например, ремонт может проводиться на литейном производстве в ходе изготовления чугунных изделий или для устранения дефектов литья, обнаруженных при механической обработке. В частности, ремонт может потребоваться в случае неправильного расположения просверленных отверстий. Часто с помощью сварки восстанавливают сломавшиеся чугунные детали. Учитывая ломкость большинства видов чугуна, поломка чугунных изделий — это не редкость.
Хотя существует много типов чугуна, чаще всего используется серый чугун, и рекомендации в этой статье приведены именно для такого материала.
Чтобы лучше понимать связанные со сваркой чугуна сложности, нужно знать несколько его особенностей. Содержание углерода в чугуне обычно составляет 2-4% — примерно в 10 раз больше, чем в большинстве марок стали. Высокое содержание углерода приводит к образованию графитовых включений. Именно они придают серому чугуну характерный внешний вид на изломе.
Именно они придают серому чугуну характерный внешний вид на изломе.
При литье расплавленный чугун заливают в форму и позволяют ему постепенно остыть. В случае материалов с высоким содержанием углерода медленное остывание позволяет избежать образования трещин. Об этом нужно помнить при сварке чугуна: во время и после сварки изделию нужно позволить медленно остыть или сохранять достаточно низкую температуру для того, чтобы скорость охлаждения не имела большого значения.
Критическая температура для большинства марок чугуна составляет около 788°C. При превышении этой температуры может начаться растрескивание. Хотя дуга в любом случае нагреет материал выше этого значения, очень важно, чтобы чугун не сохранял такую температуру в течение длительного времени.
Выбор электродов
Если после сварки детали предстоит подвергнуть механической обработке, потребуются сварочные материалы с содержанием никеля. Для однопроходной сварки с повышенной жидкотекучестью рекомендуются электроды Lincoln Softweld® 99Ni.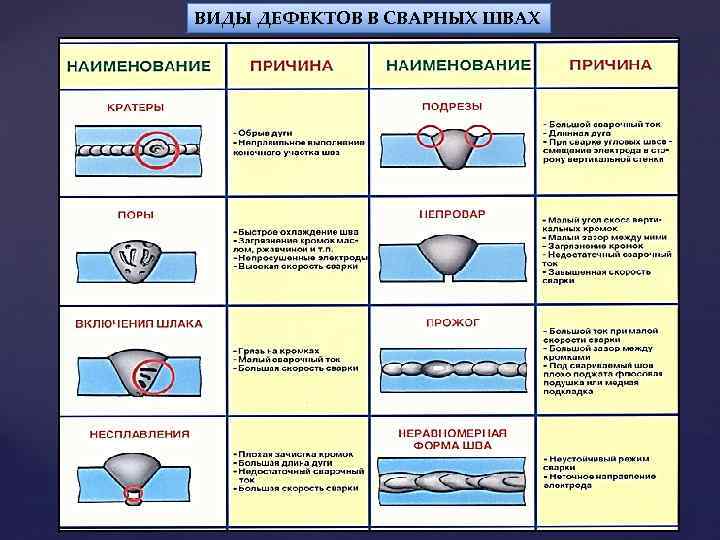 Для многопроходной сварки более предпочтительны Softweld 55 Ni. Иногда для корневого шва используются Softweld 99 Ni, после чего следуют заполняющие проходы с применением Softweld 55 Ni. Если нужда в последующей механической обработке отсутствует и допускается ржавление наплавленного металла, можно использовать электроды Lincoln Ferroweld®.
Для многопроходной сварки более предпочтительны Softweld 55 Ni. Иногда для корневого шва используются Softweld 99 Ni, после чего следуют заполняющие проходы с применением Softweld 55 Ni. Если нужда в последующей механической обработке отсутствует и допускается ржавление наплавленного металла, можно использовать электроды Lincoln Ferroweld®.
Нагревать или не нагревать
Как правило, при сварке чугуна рекомендуется проводить предварительный нагрев — причем достаточно сильный. Еще один способ — сохранять чугун прохладным, но не холодным. Ниже будут описаны оба метода. Однако после того, как вы начнете процесс по одному из них, перейти с него на другой будет невозможно.
Техника сварки с предварительным нагревом
Предварительный нагрев чугуна перед сваркой позволит замедлить скорость остывания сварного шва и зоны вокруг него. По возможности всегда рекомендуется проводить нагрев всего изделия. Обычно температура нагрева составляет 260-650°C. Избегайте температуры выше 760 градусов, которая является для такого материала критической. Нагревание должно происходить медленно и равномерно.
Избегайте температуры выше 760 градусов, которая является для такого материала критической. Нагревание должно происходить медленно и равномерно.
Проводите сварку на низких токах. Это поможет снизить остаточное напряжение и содержание примесей. В некоторых случаях может понадобиться ограничить длину швов до коротких, приблизительно 3-сантиметровых отрезков, чтобы избежать скапливания остаточного напряжения, которое может привести к растрескиванию материала. В этом также может помочь проковка шва.
После сварки дайте детали постепенно остыть, чтобы сократить скорость остывания и вероятность растрескивания детали.
Техника сварки без предварительного нагрева
Иногда в силу размера детали или других причин предварительный подогрев может быть невозможен. В таком случае деталь нужно сохранять прохладной, но не холодной.
Температуру детали рекомендуется поднять до примерно 38°C. Например, если деталь расположена рядом с двигателем, перед сваркой его можно запустить на несколько минут. Однако деталь должна оставаться достаточно прохладной, чтобы к ней можно было прикоснуться голыми руками.
Однако деталь должна оставаться достаточно прохладной, чтобы к ней можно было прикоснуться голыми руками.
Делайте короткие швы длиной примерно 2-3 см. При такой технике требуется проковка шва после сварки. Дайте сварному шву и детали достаточно времени остыть. Не охлаждайте деталь водой или сжатым воздухом. Вы можете начать сварку в другой зоне детали в то время, пока предыдущая остывает. Все сварочные кратеры должны быть заполнены. По возможности сварка должна вестись в одном направлении, а концы сварных швов — не сходиться вместе.
Заполнение трещин
Из-за особенностей чугуна даже при соблюдении всех правил сварки возле сварного шва могут возникать небольшие трещины. Это может оказаться важным, если деталь должна быть водонепроницаемой. В большинстве случаев протечки можно устранить каким-либо герметиком или позволить им заржаветь в ходе эксплуатации.
Метод соединения шпильками
Одним из методов ремонта крупных поломок больших чугунных деталей является просверливание и нарезание резьбы в отверстиях в поверхностях со скосами для наплавленного металла. После этого в отверстия ввинчиваются стальные шпильки, оставляя над поверхностью 5-6 мм от длины шпильки. Пользуясь вышеописанными методами, шпильки завариваются, а вся поверхность зазора покрывается наплавленным металлом. После этого обе стороны трещины свариваются вместе.
После этого в отверстия ввинчиваются стальные шпильки, оставляя над поверхностью 5-6 мм от длины шпильки. Пользуясь вышеописанными методами, шпильки завариваются, а вся поверхность зазора покрывается наплавленным металлом. После этого обе стороны трещины свариваются вместе.
Можно ли сваривать чугун со сталью? И как это сделать — WeldPundit
В то время как сталь является наиболее распространенным металлом для сварки, чугун — нет. Часто возникает вопрос, можно ли сваривать чугун со сталью, поскольку эти два металла совершенно разные.
Большинство типов чугуна можно сваривать со сталью с помощью соответствующих сварочных материалов и четко определенной процедуры, учитывающей их механические и химические различия. Однако соединение этих металлов вместе не рекомендуется для критических работ, поскольку они очень разные. Процедура похожа на обычную сварку чугуна, поскольку сваривать его труднее, чем сталь.
Сварка чугуна со сталью не рекомендуется для сварных швов, которые должны выдерживать сильные или частые механические или термические нагрузки. Но вы можете сваривать их для простых проектов, например, для ремонта простых отливок или изготовления каких-либо произведений искусства из этих материалов.
Но вы можете сваривать их для простых проектов, например, для ремонта простых отливок или изготовления каких-либо произведений искусства из этих материалов.
Если вы новичок в сварке чугуна, на Weldpundit есть статья о свариваемости чугуна для начинающих.
Содержание
- В чем разница между чугуном и сталью?
- Как лучше всего сваривать чугун со сталью?
- Можно ли использовать сварку MIG?
- Можно ли использовать сварку TIG?
- Как приварить чугун к стали?
- Альтернативный способ сварки чугуна со сталью
- Заключение
- Можно ли сваривать чугун с нержавеющей сталью?
- Можно ли сваривать чугун с оцинкованной сталью?
В чем разница между чугуном и сталью?
Основное различие между чугуном и сталью заключается в содержании углерода. Чугун имеет 1,7-4% углерода, а сталь 0,05-1,7%. Кроме того, чугун имеет большее количество кремния, а также большее количество примесей. Эти различия влияют на такие характеристики, как литейность, свариваемость, твердость, пластичность, температура плавления и скорость усадки.
Эти различия влияют на такие характеристики, как литейность, свариваемость, твердость, пластичность, температура плавления и скорость усадки.
1. Наиболее существенным отличием является содержание углерода
Углеродистые стали представляют собой простые сплавы. Их свариваемость зависит от того, сколько в них углерода:
- Наиболее распространенным типом стали является низкоуглеродистая или мягкая сталь . Он содержит всего 0,05-0,30% углерода и, безусловно, является самым легким металлом для сварки.
- После этого идет среднеуглеродистая сталь с содержанием углерода 0,30-0,50%, которую трудно сварить. Это потому, что при остывании он становится твердым и ломким и может треснуть. Во избежание растрескивания среднеуглеродистая сталь нуждается в предварительном нагреве.
- Далее следует высокоуглеродистая сталь с содержанием углерода 0,50-0,90%, которую очень трудно сваривать. Высокоуглеродистая сталь требует более высокого предварительного нагрева и дополнительной термической обработки после сварки, чтобы предотвратить ее хрупкость.
- Наконец, сталь с сверхвысоким уровнем содержания углерода 0,90-1,70% редко сваривается. Это потому, что он используется для закаленных инструментов и оборудования, а металлургические изменения, вызванные сварочным теплом, не позволят ему служить своей первоначальной цели.

Поскольку высокоуглеродистые стали очень трудно свариваются, легко понять, что чугун, который обычно содержит 3-3,5% углерода, исключительно трудно сваривается. Существует четыре основных типа чугуна:
- Серый чугун является наиболее распространенным. Он очень хрупок и почти не обладает пластичностью (эластичностью). Это делает серый чугун очень легко растрескивающимся, особенно когда он остывает. Чтобы избежать растрескивания, вы предварительно нагреваете отливку и предотвращаете ее быстрое охлаждение после сварки. Однако в некоторых случаях, упомянутых ниже, вы можете сваривать серый чугун без предварительного нагрева.
- Белый чугун слишком твердый и хрупкий и практически не поддается сварке. То же самое относится ко всем высоколегированным чугунам .
- Ковкий чугун представлял собой белый чугун, который прошел термообработку и приобрел пластичность. По этой причине он поддается сварке с меньшей вероятностью растрескивания, чем серый чугун. Однако без дополнительной термической обработки тепло сварки сделает ковкий чугун более твердым и лишит пластичность зоны термического влияния (ЗТВ). ЗТВ – это область рядом со сварным соединением.
- Ковкий (или шаровидный) чугун приобретает пластичность за счет добавления легирующих элементов, таких как магний. Подобно ковкому чугуну, он имеет меньшую вероятность растрескивания, но теряет пластичность в ЗТВ.
 То же самое относится ко всем высоколегированным чугунам .
То же самое относится ко всем высоколегированным чугунам .Огромное количество углерода делает чугун хрупким еще до его сварки. В результате быстрое расширение, вызванное теплом сварки, может привести к его растрескиванию.
После сварки горячее железо становится еще тверже, по мере остывания становится еще более хрупким. Если он сжимается быстро, он треснет в нескольких точках.
Если он сжимается быстро, он треснет в нескольких точках.
Содержащийся в нем углерод также может мигрировать в металл сварного шва, делая его твердым и хрупким.
2. Их температура плавления также различается
Еще одно различие между двумя металлами заключается в их температуре плавления .
Чугун имеет более низкую температуру плавления 2200 °F (1205 °C). С другой стороны, углеродистая сталь плавится при температуре от 2600 ° F (1425 ° C) до 2800 ° F (1540 ° C) в зависимости от состава.
Эта разница огромна, и вы должны помнить об этом, когда будете сваривать эти металлы вместе.
3. Они имеют различное изменение объема при высоких температурах
Изменения объема от расширения и сжатия при сварке также различны.
Серый чугун остается прежним, и если силы расширения или сжатия станут достаточно сильными, он сломается. Ковкий и ковкий чугун незначительно расширяется и сжимается. Это снизит риск взлома.
Это снизит риск взлома.
С другой стороны, сталь расширяется и сжимается гораздо сильнее, чем чугун. Эти движения добавят дополнительную нагрузку на чугунную сторону и увеличат вероятность растрескивания. Это основной недостаток стального компонента.
4. Чугун содержит много примесей
По своей природе чугун, особенно низкокачественные отливки, содержат различные примеси, такие как:
- Свободный углерод.
- Сера и фосфор.
- Масло и смазка.
- Песок.
- Воздушные зазоры.
Эти примеси смешиваются в луже и вызывают множество дефектов, таких как пористость и горячее растрескивание. Сталь намного чище по сравнению с ней.
Чугун также обладает более высокой износостойкостью, стойкостью к истиранию и коррозии. Он также может поглощать вибрации намного лучше, чем сталь.
Как лучше всего сваривать чугун со сталью?
Процесс сварки электродами (SMAW) в сочетании с никелевыми сварочными прутьями является лучшим процессом для сварки чугуна со сталью. Кроме того, надлежащий нагрев до и после сварки с последующим медленным охлаждением дает наилучшие шансы избежать растрескивания. Тем не менее, для легких работ можно обойтись без предварительного и послесварочного нагрева.
Кроме того, надлежащий нагрев до и после сварки с последующим медленным охлаждением дает наилучшие шансы избежать растрескивания. Тем не менее, для легких работ можно обойтись без предварительного и послесварочного нагрева.
Сварка стержнем имеет много преимуществ, которые в целом делают ее лучшим методом сварки чугуна со сталью:
- Сварка стержнем обеспечивает отличный ручной контроль тепла, поступающего в металл.
- Имеет различные сварочные стержни, предназначенные для сварки чугуна со сталью.
- Все чугунные присадочные металлы дороги, но вы можете купить небольшую упаковку стержней весом 1 фунт (450 г).
- При сварке электродом (и других процессах дуговой сварки) можно обойтись без предварительного нагрева, если вы используете чугунные никелевые стержни.
- Это переносной процесс, более удобный для полевых работ.
Вот статья о том, как сварить чугун.
Лучшие электроды для сварки стержнями
Лучшим электродом для сварки чугуна со сталью является ENiFe-CI. После этого вы можете использовать ENi-CI или ENiCu. Стальной стержень ESt и обычные сварочные стержни не рекомендуются, поскольку они не обеспечивают пластичность металла шва и высокую степень усадки. В результате они не могут противостоять сжимающим силам, исходящим от стального компонента.
После этого вы можете использовать ENi-CI или ENiCu. Стальной стержень ESt и обычные сварочные стержни не рекомендуются, поскольку они не обеспечивают пластичность металла шва и высокую степень усадки. В результате они не могут противостоять сжимающим силам, исходящим от стального компонента.
Сварочные прутки для чугуна имеют проволоку на основе никеля и флюсовое покрытие, обеспечивающее:
- Сварной металл с малым расширением и усадкой.
- Низкое проникновение.
- Низкое поглощение углерода.
- Кроме того, их металл сварного шва поддается механической обработке, поэтому его можно сверлить или резать.
Электрод ENiFe-CI или ENi55 e содержит никель ( Ni ), железо ( Fe ) и изготовлен для чугуна ( CI ). В целом, это лучший стержень, поскольку он препятствует поглощению углерода чугуном, предотвращая затвердевание металла сварного шва. Кроме того, наплавленный металл ENi55 обладает высокой пластичностью и устойчив к растрескиванию, вызванному попаданием примесей в отливку.
Кроме того, наплавленный металл ENi55 обладает высокой пластичностью и устойчив к растрескиванию, вызванному попаданием примесей в отливку.
Стержень ENi-CI или ENi99 также может сваривать разнородные металлы, но он не так эффективен, как ENiFe-CI. Кроме того, он дороже и может треснуть, если в отливке есть примеси. Преимущество этого стержня в том, что он оставляет мягкий и поддающийся механической обработке металл сварного шва.
Стержень ENiCu обладает высокой пластичностью, но меньшей прочностью и более чувствителен к поглощению углерода.
Можно ли использовать стержни из мягкой стали?
При сварке чугуна со сталью стержнем из ЭСт или обычными стержнями, такими как Е7018, Е6013 или, что еще хуже, Е6011, высок риск образования трещин. Эти стержни будут начинаться как низкоуглеродистые стержни и заканчиваться высокоуглеродистым наплавленным металлом без пластичности. В результате наплавленный металл сильно усаживается, растягивая и растрескивая чугун.
Стержень EST изготовлен из чугуна, но наплавленный металл не обладает пластичностью. Он подходит для небольших ремонтных сварных швов на сером чугуне, но может треснуть, если одна из частей стальная.
Было бы лучше использовать эти стержни для небольших ремонтных сварных швов или малоценных проектов. Если вы решите их использовать, вам потребуется более высокий предварительный и послесварочный нагрев, чем обычно, и безупречная процедура сварки.
В Weldpundit уже есть подробная статья о электродах для сварки чугуна.
Если вы хотите избежать высокой стоимости никелевых стержней, постарайтесь приобрести хотя бы один или два. Во-первых, используйте их для сварки поверхности чугунной детали. Это называется намазывание маслом . Этот метод герметизирует чугунную сторону, поэтому углерод или примеси не могут выйти за пределы новой никелевой поверхности. После этого вы можете использовать другие более дешевые стержни, такие как ESt или даже E7018, чтобы сварить его со стальным компонентом.
Можно ли использовать сварку MIG?
Вы можете сваривать чугун со сталью MIG, используя: режим переноса короткого замыкания, никелевую проволоку, предназначенную для чугуна, защитный газ 75 % аргона и 25 % гелия, а также соответствующую процедуру. Большим недостатком сварки MIG является высокая стоимость никелевой проволоки и дополнительного газа.
Проволока ERNiFe-CI лучше всего подходит для сварки чугуна со сталью. Но самая маленькая двухфунтовая (900 г) никелевая катушка обойдется вам более чем в 100 долларов.
Кроме того, вы должны добавить дополнительные расходы на соответствующий защитный газ. Для режима короткого замыкания производители проводов рекомендуют использовать газовую смесь 75% аргона и 25% гелия.
Но вы также можете использовать тримикс для нержавеющей стали, если он у вас уже есть. В любом случае, оба они стоят больше, чем обычные защитные газы для стали.
Использование проволоки из мягкой стали , такой как ER70S-6, не рекомендуется даже для легких работ, поскольку она имеет высокий риск растрескивания, аналогичный или более серьезный, чем стержни для дуговой сварки.
Однако, если вы хотите попробовать, используйте 75% аргона и 25% газа CO2, так как он обеспечивает более низкое проникновение, чем 100% CO2.
Можно ли использовать сварку TIG?
Вы можете сваривать чугун со сталью методом TIG, используя никелевые стержни, изготовленные для чугуна, такие как ERNiFe-CI или ERNi-CI, и соответствующую процедуру. При сварке TIG очень важно, чтобы как основной металл (особенно чугун), так и присадочный металл были абсолютно чистыми.
Использование стержней из мягкой стали , таких как ER70S-6, не рекомендуется, поскольку они имеют высокий риск растрескивания, аналогичный или более серьезный, чем стержни для дуговой сварки.
Полное удаление флюса с никелевого сварочного стержня и сварка TIG с его использованием является лучшим вариантом.
Как сварить чугун со сталью?
Наиболее распространенный сценарий — это когда у вас есть декоративная отливка из серого чугуна со сломанной частью, и вы хотите заполнить недостающую часть мягкой сталью, так как ее легко найти и с ней легко работать. Перед началом убедитесь, что на вас надеты все необходимые средства индивидуальной защиты.
Перед началом убедитесь, что на вас надеты все необходимые средства индивидуальной защиты.
1. Идентификация металлов
Первым шагом является определение металлов. Наиболее распространенным железом является серое железо, но может быть шанс, что у вас есть ковкое или шаровидное железо. Важно быть уверенным в природе чугунной детали.
Если вы ошибетесь при определении стального компонента, процедура, которую вы будете использовать, все равно будет работать с большинством сталей.
Есть еще одна причина проверить чугунную деталь. Это может быть литая сталь, а не чугун. Это хорошо, потому что литая сталь гораздо лучше поддается сварке, и вам не нужна строгая процедура и дорогие присадочные металлы, которые нужны железу.
В Weldpundit уже есть подробная статья о том, как идентифицировать металлы. Если вы не уверены, какой у вас чугун, сварите его с присадочным металлом NiFe-CI.
2. Очистите оба металла
Металлы, трудно свариваемые, требуют чистых соединений, а чугун часто содержит множество различных примесей. Очистите не менее 1 дюйма (2,5 см) рядом с соединением до блеска металла.
Очистите не менее 1 дюйма (2,5 см) рядом с соединением до блеска металла.
Можно использовать болгарку или пескоструй. Наконец, используйте напильник для удаления остатков углерода или абразивного материала.
Если чугунный компонент впитал масло, вы можете использовать газовую горелку и предварительно нагреть ее, чтобы сжечь масло. Или вы можете использовать обезжириватели без хлора для удаления масла.
Никогда не используйте продукт, содержащий хлор, при сварке, поскольку электрическая дуга или газовое пламя могут выделять из него различные ядовитые газы.
Вот статья о том, как защитить себя от сварочного дыма и газов.
3. Подготовьте шов
Если вы используете никелевый присадочный металл, скосы должны быть не менее 35 градусов, чтобы улучшить текучесть вялого металла шва.
Лучший способ снять фаску с чугунной стороны – молотком и долотом. Таким образом, вы избежите загрязнения пористого литья абразивами.
Вторым лучшим способом является использование прямошлифовальной машины с твердосплавными жерновами. Но будьте осторожны с любым летящим мусором.
Наконец, можно использовать угловую шлифовальную машину малого диаметра. Будьте осторожны, чтобы не нагреть чугун слишком сильно. Не должно быть обесцвечивания. Затем с помощью напильника удалите остатки абразивного материала.
4. Предварительный нагрев соединения
Предварительный нагрев предотвратит неравномерность температуры в чугуне и снизит риск растрескивания, особенно при остывании. Вы можете предварительно разогреть духовку или газовую горелку.
Вы можете проверить температуру с помощью палочек для измерения температуры сварки. Типичная температура предварительного нагрева серого чугуна составляет 500 ° F (260 ° C). Вы можете использовать цифровой инфракрасный термометр, но они не так надежны.
Пока вы не закончите сварку, следите за тем, чтобы температура оставалась неизменной. При необходимости снова нагрейте металлы.
5. Наварить мелкие валики, разбросанные по стыку
Вы не можете начать сварку сплошного валика, даже если предварительно нагрели металлы. Чугунная деталь будет поглощать слишком много тепла и заполнится многочисленными трещинами. Вместо этого приварите маленькие валики размером 1 дюйм (2,5 см) , разбросанные по стыку, а не рядом с предыдущим.
Некоторые дополнительные советы:
- Так как одна сторона из чугуна, а другая из стали, дугу или пламя следует сфокусировать немного больше на компоненте из мягкой стали, если вы используете газокислородное оборудование. Таким образом, вы:
- Меньше тепла поступает в чугун, что защищает его от быстрого расширения, а при охлаждении возникает меньшее остаточное напряжение.
- Предотвращает попадание большого количества углерода и примесей в ванну.
- Подать больше тепла стальному компоненту, так как он имеет более высокую температуру плавления.
- Лучше всего приварить прямые валики (или стрингеры) без плетения.
- Скорость перемещения должна быть высокой, чтобы чугун не перегревался.
- Сохранить короткую дугу .
- Используйте наименьшую возможную силу тока .
- Избегайте запуска дуги на чугуне, но на стыке или на предыдущих валиках.
- Всегда засыпать кратер . Если есть зазор, усадочные силы могут его расколоть.
- Если появится трещина , остановите и просверлите отверстия на обоих концах, чтобы она не расширялась. Затем скосите его и сварите.
- Если заброс нерегулярный, Сначала сварите более толстые участки.
- Наденьте рабочий (или заземляющий) зажим на отливку для лучшего соединения, особенно при сварке MIG.
6. Зачеканить каждую бусину
Зачеканка – это процесс многократного удара по каждой бусине небольшим закругленным молотком со средней силой.
Проклевка предотвращает усадку металла сварного шва и очень важна, поскольку одна сторона стальная. Как уже упоминалось, сталь будет тянуть чугун, и он может треснуть.
Если вы не используете присадочные металлы на основе никеля, упрочнение имеет первостепенное значение, и вы никогда не должны забывать об этом.
7. Повторный нагрев перед тем, как дать металлам остыть
После завершения сварки необходимо убедиться, что металлы имеют по крайней мере одинаковую температуру предварительного нагрева и равномерно распределены. Проверьте температуру и при необходимости подогрейте металлы.
8. Защитите металлы, чтобы они могли медленно остывать
Наиболее важным шагом для предотвращения растрескивания чугунной детали является покрытие ее изоляцией по мере остывания. Если вы использовали печь для предварительного нагрева, используйте ее снова, чтобы медленно охладить металлы.
В противном случае вы можете использовать сварочные покрытия, аналогичный материал из стекловолокна или сухой песок. Сварка небольшой детали из мягкой стали с чугуном с помощью сварочного аппарата и стержня ENiFe-CI
Можно ли сваривать их без предварительного нагрева?
Если вы не можете или не хотите использовать предварительный нагрев для сварки чугуна со сталью, то вы должны: использовать только присадочный металл на основе никеля, наваривать очень короткие валики, разбросанные по всему стыку, и никогда не забывать проковывать их. Наконец, дайте каждому валику полностью остыть перед повторной сваркой.
Наконец, дайте каждому валику полностью остыть перед повторной сваркой.
Имейте в виду, что холодная сварка не дает наилучших результатов. Но этого вполне достаточно, так как сварка чугуна со сталью предназначена для некритичных проектов.
Наиболее важные этапы здесь:
- Всегда используйте никелевый присадочный металл, чтобы получить преимущества от отсутствия усадки, высокой пластичности и низкого поглощения углерода.
- Перед повторной сваркой каждый валик должен остыть. Вы должны касаться шарика голой рукой , но не допускать, чтобы она опустилась ниже 100 °F (38 °C).
Не рекомендуется пропускать этап предварительного нагрева, если вы хотите использовать обычный присадочный металл. Чугунная деталь и металл сварного шва почти наверняка заполнятся трещинами при остывании.
Без предварительного нагрева вы также пропустите шаги 7 и 8.
Альтернативный способ сварки чугуна со сталью
Сварка обеспечивает проникновение в основной металл, обеспечивая прочное соединение. Но это также основная причина появления трещин. Если вашему проекту не нужна эта сила, вы можете использовать метод сварки припоем для соединения чугуна со сталью.
Но это также основная причина появления трещин. Если вашему проекту не нужна эта сила, вы можете использовать метод сварки припоем для соединения чугуна со сталью.
Сварка пайкой похожа на сварку плавлением, но использует другой присадочный металл на основе меди. Оборудование и конструкция соединения одинаковые.
Этот метод плавит только присадочный металл, но не основной металл. Это значительно улучшает сцепление чугуна со сталью без образования трещин. Это также дешевле, чем использование никелевых стержней.
Но ему не хватает прочности и термостойкости сварки плавлением. Кроме того, он всегда оставляет золотистую бусину.
У Weldpundit есть статья, в которой обсуждается, когда лучше паять или сваривать чугун.
ОбъявленияЗаключение
Чугун и сталь очень разные. Поэтому соединение их не рекомендуется для критических работ, поскольку соединение может выйти из строя в тяжелых условиях эксплуатации.
Для достижения наилучших результатов используйте никелевый наполнитель, такой как NiFe-CI. Предварительный нагрев хотя бы чугунной детали повысит вероятность успеха. Всегда обеспечивайте медленное охлаждение чугуна.
Предварительный нагрев хотя бы чугунной детали повысит вероятность успеха. Всегда обеспечивайте медленное охлаждение чугуна.
Если ваш проект не требует прочности или термостойкости сварки, пайка пайкой является отличной альтернативой.
Вопросы по теме
Можно ли сваривать чугун с нержавеющей сталью?
Можно сваривать чугун с нержавеющей сталью. Тем не менее, это не рекомендуется для каких-либо критических работ, потому что эти два металла имеют очень разные механические и химические свойства. Но вы можете сваривать эти металлы вместе для простых проектов, например, для художественных работ.
Существует три основных типа нержавеющей стали. Аустенитные, ферритные и мартенситные. Аустенитная сталь является наиболее популярной и свариваемой. Если магнит не прилипает к нержавеющей стали, значит, она аустенитная. Популярными являются марки 304 и 316.
Сварка чугуна с нержавеющей сталью затруднена, поскольку они очень разные:
- Чугун – хрупкий металл. Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали.
- Нержавеющая сталь обладает гораздо более высокой прочностью на растяжение (насколько вы можете тянуть ее, прежде чем она сломается) и коррозионной стойкостью.
- Чугун остается твердым под воздействием тепла сварки и сохраняет свою форму. Нержавеющая сталь, с другой стороны, имеет огромную скорость расширения и сжатия, которая создаст огромную нагрузку на чугунную сторону и расколет ее.
 Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали.
Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали.Лучшим присадочным металлом для сварки чугуна с нержавеющей сталью является NiFe-CI, а затем Ni-CI. Они имеют самую низкую степень усадки и помогают противостоять изменениям объема компонентов из нержавеющей стали.
Так как нержавеющая сталь сильно расширяется и сжимается, лучше избегать предварительного нагрева и холодной сварки деталей.
Можно ли использовать присадочный металл из нержавеющей стали?
Плохая идея сваривать чугунную деталь с использованием присадочного металла из нержавеющей стали, такого как 309 или 312. Они популярны для сварки разнородных металлов, но чугун содержит слишком много углерода.
Они популярны для сварки разнородных металлов, но чугун содержит слишком много углерода.
При образовании лужи углерод в железе и хром в присадочном металле химически соединяются с образованием карбидов хрома. Это очень твердый и хрупкий материал, который сразу же треснет, когда бусина начнет остывать.
Кроме того, поскольку хром больше не является свободным для предотвращения коррозии, буртик и стальная ЗТВ будут ржаветь.
Сварка нержавеющей стали с чугуном методом намазывания
Техника намазывания очень полезна для защиты нержавеющей стали от углерода. Сначала вы свариваете поверхность чугунной детали никелевым присадочным металлом.
После этого вы можете использовать более дешевый присадочный материал из нержавеющей стали, такой как 309L, для приваривания никелевой поверхности к детали из нержавеющей стали.
Так как эти два металла очень разные, вы можете рассмотреть другие методы соединения, такие как сварка пайкой. Или даже использовать болтовые или эпоксидные изделия, если они могут удерживать металлы в зависимости от их размера, формы и условий эксплуатации.
Можно ли сваривать чугун с оцинкованной сталью?
Чугун можно сваривать с оцинкованной сталью, если предварительно удалить цинковое покрытие. После этого это похоже на сварку чугуна с типичной сталью. В качестве альтернативы вы можете использовать метод сварки пайкой, так как он дает хорошие результаты, не повреждая цинковое покрытие.
Оцинкованная сталь имеет прочно прикрепленный к поверхности слой цинка для предотвращения ржавчины. Цинк имеет низкую температуру кипения . Если его сварить, он испарится, создав большой шлейф вредных паров. Если вы вдохнете эти пары, вы заболеете металлической лихорадкой (ссылка на pubmed).
Кроме того, если цинк попадет в ванну, это может вызвать горячее растрескивание вдоль борта. Даже если не произойдет немедленного растрескивания, полученный валик будет иметь много дефектов, таких как пористость, что сделает его более слабым.
Поэтому, если вы хотите сваривать оцинкованную сталь, вы должны снять покрытие не менее чем на 2 дюйма (5 см).
После этого лучше всего использовать присадочный металл NiFe-CI, так как он допускает наличие остаточного цинка в стали.
Сварка твердым припоем очень эффективна при соединении разнородных металлов. Он не плавит основной металл и не повреждает цинковое покрытие. Полученный шарик достаточно прочен, чтобы удерживать небольшие и средние проекты для некритической работы.
Если металлы, которые вы соединяете, большие и тяжелые, лучшим вариантом будет сварка.
Другие статьи Weldpundit
- Как сваривать чугун в среде инертного газа: с предварительным подогревом и без него
- Как сваривать чугун в среде инертного газа: с предварительным нагревом и без него
- Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих.
- Как приклеить нержавеющую сталь к углеродистой стали: шаг за шагом.
- Можно ли научиться сварке самостоятельно? Что вам нужно.
- Сварочная маска Запотевает? 10 способов предотвратить это.
- Устройства понижения напряжения (VRD) при сварке: Руководство для начинающих.

Чугунные стержневые сварочные электроды
Чугунные стержневые сварочные электроды
44 изделия
Чугунные стержневые электроды служат присадочным металлом для сварки чугуна и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Сварки с высокой никелевой палочкой
. Электроды сварки никеля/железной палочки
Без никеля.
Электроды, отсортированные по общему диаметру, по возрастанию4 Загрузка … Никель/Железная сварка. , sorted by Overall Diameter, ascending
Loading… AC/DCEP
Loading . ..DCEP
Loading… All Position, Except Overhead
DCEN
Loading.
 Электроды, отсортированные по общему диаметру, по возрастанию
Электроды, отсортированные по общему диаметру, по возрастанию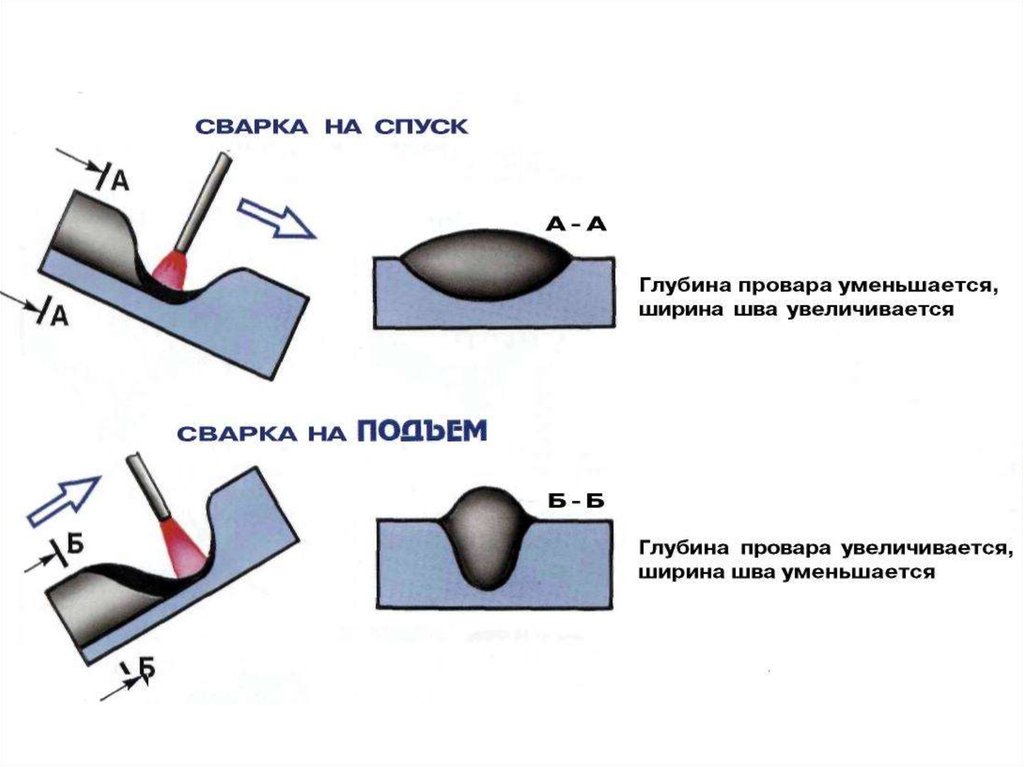 ..
..