Сварка чугуна фото: Сварка чугуна
alexxlab | 14.02.2023 | 0 | Разное
Сварка чугуна: технологии и особенности металла
Содержание:
- Виды чугуна
- Характеристика сплава
- Способы сварки
- Правильная подготовка чугуна к сварке
- Как сваривать электросваркой
- Сварка полуавтоматом
- Сварка аргоном
- Газовая сварка
- Сварка инвертором
- Интересное видео
Чугун является прочным металлическим сплавом, который состоит из двух видов металла – железа и углерода. Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Но при изготовлении различных конструкций, требуется знать, как выполняется сварка чугуна, потому что именно от соблюдений важных принципов будет зависеть прочность и износостойкость готового изделия.
Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.
Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах – в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |
Характеристика сплава
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов – железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида – белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги.
 В результате этого происходит отбеливание, изменение состава в области сваривания металла;
В результате этого происходит отбеливание, изменение состава в области сваривания металла; - сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.
 В результате этого происходит отбеливание, изменение состава в области сваривания металла;
В результате этого происходит отбеливание, изменение состава в области сваривания металла;Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания – холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.
Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна – фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение.

После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида – местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.

Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.
При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
- выполнение разделки кромок. Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
 Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида.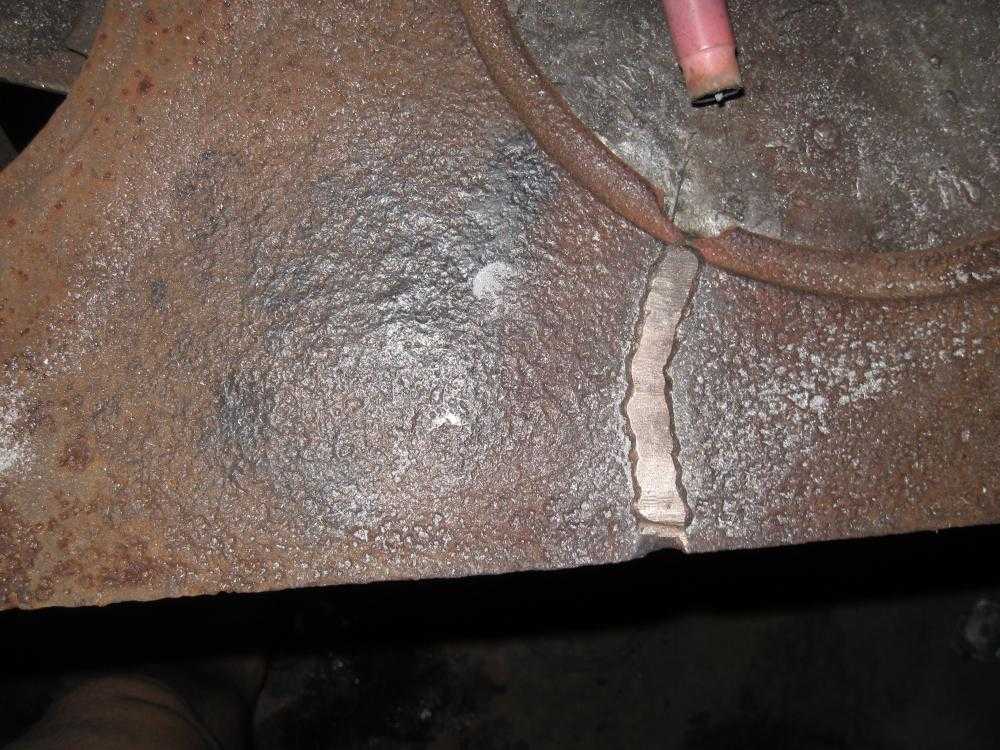 В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.
Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов – никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.

Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.
Также потребуется специальная проволока для сварки полуавтоматом чугуна.
Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
 Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;Сварка аргоном
Сварку чугуна аргоном используют многие начинающие сварщики по совету опытных товарищей, часто прибегают к свариванию полуавтоматом в аргоновой среде. Этот метод не оправдывает себя для изделий из чугунных сплавов. Соединение получается как на воздухе с подогревом, но при этом сильно возрастают затраты.
Технология сварки чугуна и стали аргоном обычно предусматривает наличие нейтральной среды. Конечно, в атмосферной среде шов можно получить, но при этом сильно ухудшится его качество. При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.
При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.
Если дополнительно к сварке подать инертный газ аргон, то химический состав в сварочной ванне никак не поменяется. Если применяется аргон, совсем не имеет значения способ сварки. Качество сварных швов получается одинаково хорошее при любом соединении деталей – встык, внахлест, заплатка.
TIG сварка чугуна с использованием аргона считается самым оптимальным вариантом, который позволяет сделать прочный шов. При помощи газа можно варить практически любые сочетания. Если же имеются некоторые сложности с приобретением аргона, то лучше оставить его для соединения чугуна и стали.
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.
Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока – 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
 Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов – шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.

Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек.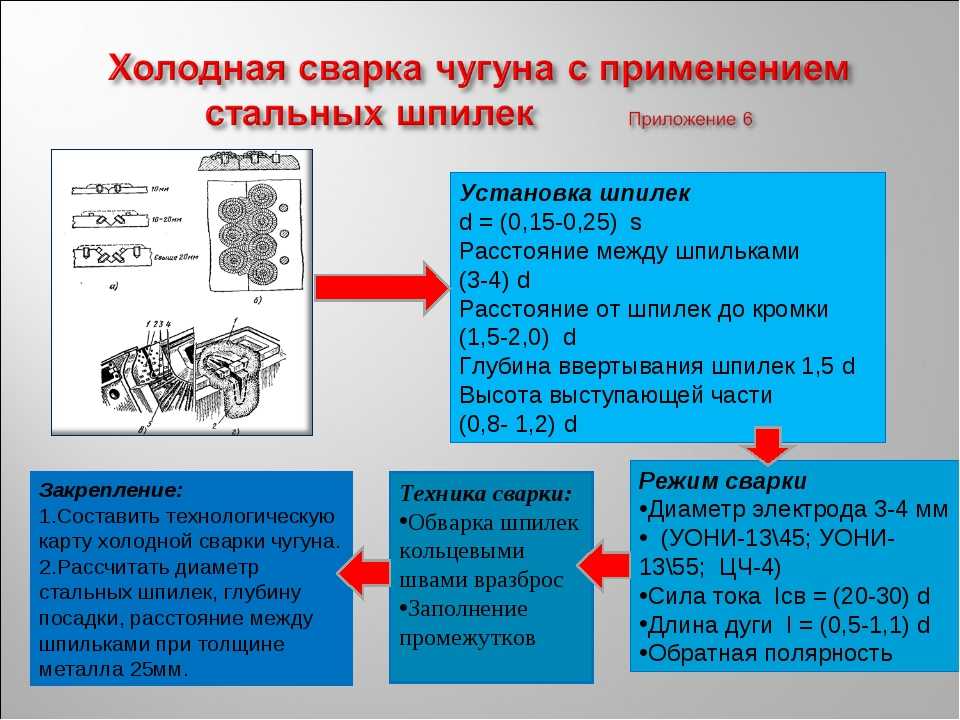 После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок – электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Интересное видео
 youtube.com/embed/ey2FqekhRLY?autoplay=0&start=0&rel=0″>
youtube.com/embed/ey2FqekhRLY?autoplay=0&start=0&rel=0″> Холодная сварка чугуна: сложности, виды, рекомендации
Главная » Обработка металла » Сварка » Правила холодной сварки чугуна
На чтение 5 мин
Содержание
- Сложности
- Виды сваривания
- Электродами
- Полимерные составы
- Производители
- Подготовка к свариванию
- Как правильно использовать?
- Советы и рекомендации
При нагреве чугуна углерод выгорает, и металл становится хрупким, разрушается. Соединить детали, исправить дефекты лучше холодной сваркой чугуна. Высокоуглеродистый сплав не перегревается, графит между кристаллами сохраняется. Соединение холодным способом выполняется медными электродами и подходит для швов с небольшими нагрузками.
Холодной сваркой называют совершенно разные по технологии процессы: соединения медными электродами и заделка дефектов специальным клеевым составом. Каждый метод имеет свои преимущества, недостатки.
Сложности
В чугунных сплавах высокое содержание углерода. Часть графита находится в кристаллах, остальной располагается между зернами. При его выгорании связи нарушаются, металл может рассыпаться при ударе. Это свойство чугуна создает препятствие для традиционных способов соединения заготовок.
Второе препятствие — низкая теплопроводность металла, которая приводит к образованию трещин по границе нагрева. Набрав тепло, материал медленно остывает, долго остается горячим. Применяют специальные чугунные электроды марок ОЗЧ, МНЧ. При этом возникают сложности:
- различные оксиды в составе чугуна окисляются при температуре ниже, чем сам чугун, образуется непровар;
- в околошовной зоне образуется твердый и хрупкий цементит;
- температура плавления электрода больше, чем основного металла, соединение материалов происходит плохо;
- чугун характеризуется высокой жидкотекучестью и удержать его в сварочной ванне сложно;
- при сварке углерод сгорает, газы образуют поры и воздушные раковины в шве.

Перед соединением с помощью графитового и чугунного электрода, высокоуглеродистые материалы традиционно нагревают, применяя ступенчатую технологию поднятия температуры и выдержку до полного прогрева. Различают 2 процесса сварки:
- высокотемпературная — горячая, с нагревом 600 – 650⁰;
- полугорячая — 350⁰.
Для крупных деталей процесс выдержки в печи длится 20–24 часа. После заварки дефектов и соединения заготовок, делается длительный отпуск. Процесс занимает много времени, более 2 суток.
Виды сваривания
Термин «холодная» означает, что подогрев деталей в печи перед электродной сваркой не производится и сварка чугуна проходит по специальной технологии, имеющей свои особенности. Шов ложится на холодный металл.
Способов холодной сварки на практике два:
- специальными медными электродами;
- полимерными клеящими составами.
Оба способа имеют один недостаток. Применять их можно для создания швов с малой нагрузкой. Прочные соединения, выдерживающие вибрации, удары, изгибы, делаются только горячим способом.
Прочные соединения, выдерживающие вибрации, удары, изгибы, делаются только горячим способом.
Электродами
Для холодной сварки применяют электроды с медным стержнем. Пластичный металл легко образует соединение с чугуном. Шов получается мягче, чем сами соединяемые детали, он выдерживает статические нагрузки на изгиб.
На производстве при сваривании деталей более 20 мм толщиной применяются комбинированные электроды из стали и меди. Они имеют разные варианты:
- медный стержень покрыть стальной фольгой;
- трубка из цветного металла заполнена стальным порошком.
Заварка широких швов, наплавка, производятся пучком электродов. Для холодной сварки используют связки из стальных и медных электродов с обмазкой.
Во всех электродах для холодной сварки используется медь. Цветной металл проникает между кристаллами чугуна и создает с ним прочное соединения без напряжений переходной зоны. Условием создания плотного материала шва является проковка. Сразу после отведения электрода в сторону, горячий сплав следует уплотнить, проковав его молотком. Попавшие внутрь газы выйдут. Слои металла плотно улягутся, образуя однородный сплав.
Сразу после отведения электрода в сторону, горячий сплав следует уплотнить, проковав его молотком. Попавшие внутрь газы выйдут. Слои металла плотно улягутся, образуя однородный сплав.
Технологический процесс сложный. Требует точного соблюдения всех пунктов, от подготовки до проковки.
Полимерные составы
Холодной сваркой называется термостойкая полимерная паста на основе эпоксидной смолы. Она содержит чугунный порошок и применяется в основном для заделки раковин. Готовят двухкомпонентный состав непосредственно перед применением. Плотно заполняют клеем пустоту в металле или разделанный шов.
Полимерные средства по сварке отличаются допустимой температурой нагрева и твердостью после застывания. После механической обработки детали клей отличается более светлым тоном. Переход размытый, четкой границы нет.
Холодную сварку применяют для ремонта небольших дефектов чугунных деталей автомобилей. В машиностроении используют для исправления литейных дефектов крупных отливок, восстановления направляющих станин, стоек.
Производители
Большинство видов электродов для холодной сварки чугуна выпускается в РФ:
- МНЧ-2;
- ОЗЖН-1;
- ОЗЧ-6;
- ЦЧ-4.
Их используют при ремонте машин, подварке радиаторов отопления, на крупных литейных и машиностроительных предприятиях. Популярные производители:
- Фрунзе-электрод;
- Aspik;
- СпецЭлектрод.
Из зарубежных компаний расходные материалы для сварки холодyого чугуна выпускают немецкие компании:
- CAPILLA;
- UTR SchweiBmaterial.
Другие фирмы ограничиваются выпуском электродов и проволоки для горячей сварки чугуна.
Подготовка к свариванию
Швы толщиной до 10 мм следует разделать V-образно, выложив на рабочую плиту прихватить через 100–150 мм.
При соединении толстых деталей, в зону разделки вставляются шпильки. Их размер и количество определяются шириной разделки, типом соединения. Под шпильки сверлятся отверстия, в них нарезается резьба.
При наличии в заготовках дефектов, в виде отбела чугуна, раковин, трещин, сначала исправляются они дополнительным отжигом и подваркой или заливкой. Затем разделываются кромки под сварку.
Подготовка инструментов (Фото: Instagram / dvizhok_125)Как правильно использовать?
Марка электродов подбирается по эксплуатационным условиям детали. Для заделки отверстия в радиаторе отопления достаточно выбрать низкотемпературный электрод, выдерживающий 236⁰. Он хорошо соединяется с чугуном за счет меди, имеет высокую твердость, благодаря содержанию высокоуглеродистой стали, переносят нагрузки на удар и изгиб.
Жаростойкими электродами, выдерживающими до 1300⁰C, подваривают детали, работающие при высоких температурах и малых механических нагрузках. В домашних условиях удобнее всего варить стержнем с диаметром 3–4 мм, ток постоянный — 120–150 А.
Советы и рекомендации
Чугун имеет высокую жидкотекучесть и удержать его в ванне трудно. Специалисты рекомендуют располагать детали на плите таким образом, чтобы разделка располагалась горизонтально, внизу.
Сделав прихватки, следует накладывать короткие швы длиной до 25 мм сразу их проковывать легкими ударами молотка. Располагаться они должны на расстоянии 150–200 мм. Если соединение короткое, следует ждать охлаждения заготовок. Проверить готовность материала к свариванию можно рукой. Она будет чувствовать приятное, не обжигающее тепло.
Любители ремонтировать самостоятельно могут использовать холодную сварку дома, ремонтируя автомобиль, бытовую технику. Небольшие швы на мелких деталях не перегреют чугун и будут хорошо держать.
( 1 оценка, среднее 1 из 5 )
Поделиться
Сварка чугуна – Основные советы и руководство для начинающих 2023
В этом посте могут быть партнерские ссылки.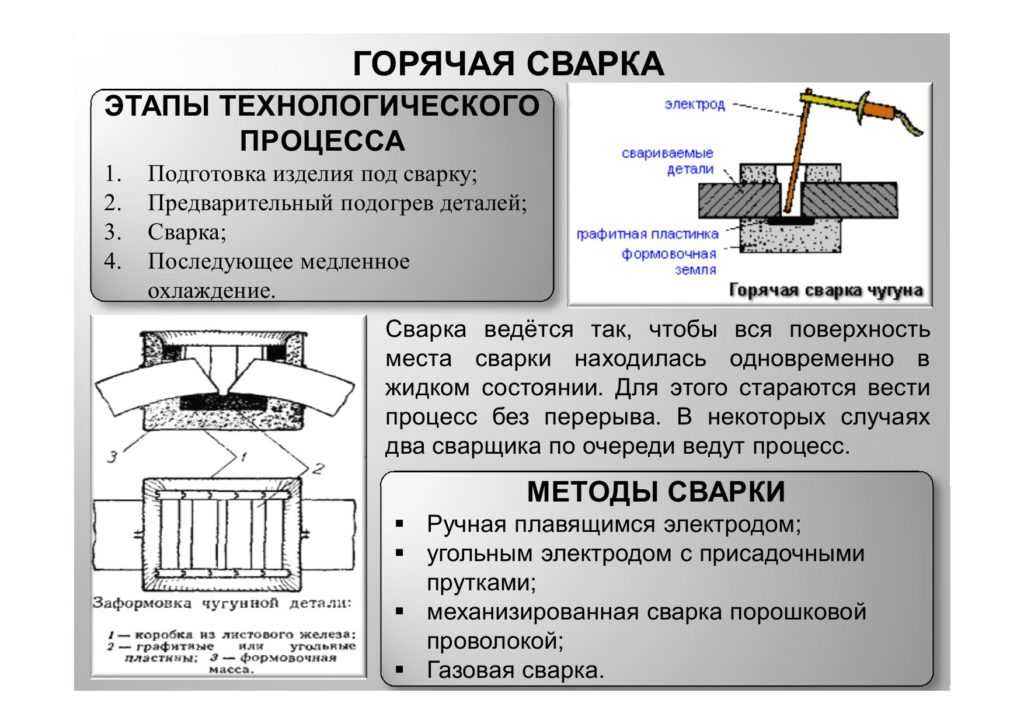 Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Сварка чугуна всегда была сложной задачей, особенно если вы неопытный сварщик. Тем не менее, возможность сделать это самостоятельно может сэкономить вам много времени и денег.
Если вы планируете выполнять сварку чугуна на дому, вам следует изучить тему и ознакомиться со всеми тонкостями процесса.
Это не так просто, как вы думаете (но и не так сложно, как раньше). К счастью для вас, эта статья содержит все, что вам нужно знать об успешной сварке чугуна.
Быстрая навигация
- Основные этапы сварки чугуна
- Самая важная часть — определение сплава
- Очистка отливки
- Предварительный нагрев чугуна
- Окончательная обработка и процесс охлаждения
- Выбор процесса сварки и присадочного материала
- Дуговая сварка чугуна
- MIG сварка чугуна 9
- Газовая сварка чугуна – OxyFuel
- Сварка пайкой
- Дополнительные советы и методы
- Использование V-образной канавки
- Штифтовое соединение
- Заключение
Основные этапы сварки чугуна
Если вы заметили трещину на имеющейся у вас чугунной детали, вы можете легко устранить проблему. Тем не менее, многие люди обращаются за помощью к квалифицированным сварщикам и сварочному оборудованию для таких ремонтов. Знание того, как сваривать чугун, является ценным навыком, и не многие люди могут делать это должным образом.
Тем не менее, многие люди обращаются за помощью к квалифицированным сварщикам и сварочному оборудованию для таких ремонтов. Знание того, как сваривать чугун, является ценным навыком, и не многие люди могут делать это должным образом.
Тем не менее, научиться этому можно. Это требует времени и практики, и в определенный момент вы можете накопить достаточно навыков и научиться делать это правильно.
Самая важная часть — определите сплав
Чугун — это любой сплав, состоящий из железа, углерода и кремния. Количество присутствующего углерода должно быть выше 1,7% и ниже 4,5%. Высокое содержание углерода придает чугунным деталям характерную твердость.
К сожалению, чугун также имеет некоторые недостатки, в том числе низкую пластичность и меньшую пластичность по сравнению со сталью, нержавеющей сталью или кованым железом.
Некоторые виды чугуна легче свариваются, чем другие.
Обычно в процессе сварки процесс охлаждения и нагревания вызывает сжатие и расширение материала, вызывая в металле прочность на растяжение. Однако чугун не способен ни растягиваться, ни деформироваться. Вместо этого он трескается, что затрудняет правильную сварку. К счастью, эти характеристики можно улучшить, просто добавив различные типы сплавов.
Однако чугун не способен ни растягиваться, ни деформироваться. Вместо этого он трескается, что затрудняет правильную сварку. К счастью, эти характеристики можно улучшить, просто добавив различные типы сплавов.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Серый чугун – наиболее распространенный и поддающийся сварке
Серый чугун является наиболее распространенной формой чугуна. Он имеет низкую пластичность, а это означает, что он не будет расширяться и подвержен растрескиванию. Во время производства углерод осаждается в виде графитовых чешуек с кристаллической микроструктурой перлита или феррита.
На самом деле, он гораздо лучше поддается сварке, чем белый чугун, но его сварка может быть трудной даже для самых опытных сварщиков. Это связано с тем, что графитовые чешуйки могут попасть в сварочную ванну и вызвать хрупкость металла сварного шва.
Белый чугун – не поддается сварке
Что касается белого чугуна, то он удерживает углерод в виде карбида железа и не выделяет его в виде чешуек графита. Кристаллическая микроструктура цементита делает этот материал одновременно очень твердым и хрупким. Многие сварщики считают белый чугун практически не свариваемым.
Кристаллическая микроструктура цементита делает этот материал одновременно очень твердым и хрупким. Многие сварщики считают белый чугун практически не свариваемым.
Ковкий, шаровидный или ковкий чугун – Трудно определить – Поддается сварке
Эти типы чугуна считаются менее хрупкими из-за микроструктурных различий в процессе их производства. Благодаря уникальным производственным процессам они имеют сфероидальную углеродную микроструктуру.
Определение типа сплава
Самый надежный способ — просто проверить спецификацию металла или использовать спектрохимический анализ. Обычно это недоступно, поэтому вы также можете вернуться к некоторым основным методам.
Наряду с точкой излома серый чугун обычно имеет серый цвет из-за его графитовой микроструктуры. Это работает только в том случае, если вы знаете, что ваш металл — серый или белый чугун.
При работе с ковким чугуном это будет не так просто, так как он имеет белый цвет вдоль излома, но при этом гораздо лучше поддается сварке.
Как проводить искровые испытания
Искровые испытания обычно проводятся опытным металлургом и определяют тип чугуна, с которым вы работаете. Ниже представлен хороший визуальный обзор того, как это работает на практике.
Очистка отливки
Очистка отливки и подготовка ее к сварке является важной частью головоломки. Это касается всех сплавов, а не только чугуна. Сначала вы должны удалить все поверхностные материалы и убедиться, что область сварки отливки полностью чистая. Краску, жир, масло и другие посторонние материалы следует тщательно удалить.
Лучше всего как можно более осторожно и как можно медленнее нагревать зону сварки в течение некоторого времени, чтобы удалить любые захваченные газы из зоны сварки.
Хорошим методом, который можно использовать для проверки готовности чугунной поверхности к сварке, является нанесение сварочного прохода на металл. Он будет пористым, если на нем есть какие-либо примеси. Затем вы можете отшлифовать проход и сделать это несколько раз, пока пористость не исчезнет.
Предварительный нагрев чугуна
Все типы чугуна подвержены растрескиванию под воздействием сварочных напряжений. Если вы хотите избежать трещин, вам необходимо контролировать температуру.
Термическое расширение – самая большая проблема здесь, потому что когда вы нагреваете металл, он расширяется. Напряжение отсутствует, если объект нагревается и расширяется с одинаковой скоростью. Однако напряжение начинает накапливаться, когда тепло локализуется в небольшой зоне термического влияния. Следовательно, локальное нагревание может ограничить расширение зоны термического влияния.
Напряжения в стали и других пластичных металлах, создаваемые ограниченным расширением и сжатием, могут быть сняты растяжением. К сожалению, усадки также могут вызвать растрескивание из-за плохой пластичности чугуна. Предварительный нагрев уменьшит температурный градиент между телом отливки и зоной термического влияния. Это приведет к минимизации растягивающих напряжений, создаваемых сваркой.
К сожалению, усадки также могут вызвать растрескивание из-за плохой пластичности чугуна. Предварительный нагрев уменьшит температурный градиент между телом отливки и зоной термического влияния. Это приведет к минимизации растягивающих напряжений, создаваемых сваркой.
Предварительный нагрев размягчит область рядом со сварным швом. Это дегазирует отливку и уменьшает пористость наплавленного металла. Кроме того, это увеличит скорость сварки.
Завершение и процесс охлаждения
Пока сварной шов чугуна, над которым вы работаете, остывает и сжимается, растягивающее напряжение может накапливаться. Таким образом, фаза термического сжатия является той частью, где чугун наиболее вероятно растрескивается.
Лучший способ уменьшить растрескивание – приложить сжимающее напряжение, которое может противодействовать растягивающему напряжению в процессе охлаждения. В этом случае сварщики используют технику, называемую проковкой, которая включает в себя умеренные удары молотком с шариковой ручкой. Они используют молоток на деформируемом валике сварного шва, пока шов еще мягкий. Пенинг уменьшит риск растрескивания, но его можно применять только при работе с относительно пластичным металлом сварного шва.
Они используют молоток на деформируемом валике сварного шва, пока шов еще мягкий. Пенинг уменьшит риск растрескивания, но его можно применять только при работе с относительно пластичным металлом сварного шва.
После того, как вы закончите сварку чугуна, медленно остудите. Медленного охлаждения можно добиться, обернув отливку изолирующим одеялом или закопав ее в песок. Сварщики-любители могут также использовать угольный гриль и поместить его в ведро с песком. Хороший метод — поместить сваренный кусок в дровяную печь, чтобы он остыл, когда огонь угаснет.
Выбор процесса сварки и присадочного материала
Когда речь идет о чугуне, следует выбрать правильный метод сварки. Одними из наиболее распространенных методов сварки являются дуговая сварка, кислородно-ацетиленовая сварка и сварка пайкой.
Дуговая сварка чугуна
Наиболее предпочтительным методом сварки чугуна является процесс сварки металла в среде защитной дуги. Существует четыре типа присадочного металла, которые будут использоваться: покрытые чугуном электроды, покрытые электроды из сплава на основе меди, покрытые электроды из сплава на основе меди и покрытые электроды из мягкой стали.
Существует четыре типа присадочного металла, которые будут использоваться: покрытые чугуном электроды, покрытые электроды из сплава на основе меди, покрытые электроды из сплава на основе меди и покрытые электроды из мягкой стали.
Вам нужно будет выбрать один из них в зависимости от обрабатываемости наплавки, прочности наплавки, соответствия цвета наплавки и пластичности конечного сварного шва.
Чугунные электроды
Сварка чугунными электродами требует предварительного нагрева от 250 до 800°F (от 121 до 425°C). Погонная энергия будет зависеть от размера и сложности отливки, а также от необходимости обработки наплавки и области вокруг нее. Чем больше тепла вы подаете, тем легче будет обрабатывать наплавленный металл.
Рекомендуется использовать электроды небольшого размера и настройку низкого тока. Кроме того, используйте дугу средней длины и попробуйте сваривать металл в горизонтальном положении. Вы также должны применять процедуры блуждания и пропускать сварку, в то время как перфорация уменьшит напряжение и сведет к минимуму деформацию.
Электроды на основе никеля
Никелевые электроды можно использовать без предварительного нагрева, но все же рекомендуется нагревать их до 100°F (38°C). Вы можете использовать эти электроды в любом положении, но лучше всего они работают в горизонтальном положении. Удалите сварочный шлак между проходами сварочного металла.
Никелевый пруток 99%
Сварочный пруток с содержанием 99% никеля представляет собой специальную никелевую проволоку и считается лучшей проволокой для сварки чугунного литья. Они дороги, но также лучше всего подходят для обработки с низким и средним содержанием фосфатов.
Никелевый пруток 55%
Сварочный пруток 55% является практически более дешевой версией 99%. Они имеют более низкий коэффициент расширения, что приводит к меньшему напряжению и меньшему количеству трещин плавления. Они очень хороши при работе с более толстыми кусками металла, а также поддаются механической обработке.
Электроды из мягкой стали
Если вы планируете обрабатывать наплавку, вам следует избегать использования электродов из мягкой стали. Мягкая сталь будет поглощать достаточно углерода, чтобы образовать высокоуглеродистый осадок, что делает ее не поддающейся механической обработке. Депозит также будет иметь пониженную пластичность. Эти типы электродов следует использовать только для мелкого ремонта с минимальным предварительным подогревом.
Мягкая сталь будет поглощать достаточно углерода, чтобы образовать высокоуглеродистый осадок, что делает ее не поддающейся механической обработке. Депозит также будет иметь пониженную пластичность. Эти типы электродов следует использовать только для мелкого ремонта с минимальным предварительным подогревом.
Сварка ВИГ Чугун
Сварка ВИГ возможна благодаря наличию никелевой проволоки. Этот присадочный металл дорог, но его преимущество заключается в том, что с его помощью можно получить очень прочные и чистые сварные швы. Предварительного и последующего нагрева можно избежать, если выбрать правильную проволоку и газ.
Для предотвращения хрупкости сварных швов следует использовать газовую смесь 75% аргона и 25% СО2.
Сварка чугуна MIG
Процесс MIG может применяться при сварке ковкого чугуна и углеродистой стали. Он никогда не должен использоваться с проводом большого диаметра и должен использоваться с низкими настройками усилителя. В качестве электрода можно использовать следующую проволоку:
- Мягкая сталь – Используйте с 75% аргона и 25CO2.
- Кремниевая бронза – 50 % аргона и 50 % гелия.
- Медно-никелевая проволока – 100% аргон.

Газовая сварка чугуна – OxyFuel
В этом методе также используются электроды, но источником энергии является кислородно-ацетиленовая горелка. Лучшими электродами для этого метода являются чугунные и медно-цинковые электроды.
Будьте осторожны, чтобы не окислить деталь при работе с ацетиленом, так как это приведет к потере кремния и образованию белого железа. Чтобы свести температурные градиенты к минимуму, вы должны плавить стержень в расплавленной сварочной ванне, а не подносить его непосредственно к пламени.
Сварка пайкой
Это широко используемый метод соединения чугунных элементов благодаря малому воздействию на металл. Припой представляет собой наполнитель, который прилипает к поверхности чугуна. Благодаря более низкой температуре плавления припоя припой не растворяется в чугуне, а прилипает к его поверхности.
Вы должны как можно лучше очистить поверхность, так как это очень важный элемент. Если площадь поверхности соединения грязная, сварной шов не будет иметь надлежащей адгезии.
Если площадь поверхности соединения грязная, сварной шов не будет иметь надлежащей адгезии.
Дополнительные советы и приемы
Теперь давайте рассмотрим некоторые профессиональные идеи, которые улучшат ваш успех и общую прочность соединения.
Есть много вещей, которые вы могли бы сделать для дальнейшего улучшения качества своей работы, но вот два наиболее часто используемых.
Использование V-образной канавки
Если вы будете использовать канавку, необходимо использовать V-образную канавку с углом 60-90°. Вы должны расширить канавку примерно на 1/8 дюйма от дна трещины. Кроме того, необходимо просверлить небольшие отверстия на концах трещины, чтобы предотвратить дальнейшее распространение трещины.
Шпилька соединения
Если вы ремонтируете большую отливку, может оказаться полезным использовать шпильки. Во-первых, вам нужно будет сделать V-образный паз с помощью болгарки.
С каждой стороны паза необходимо просверлить и нарезать отверстия, а затем вкрутить шпильку в каждое из этих отверстий на расстояние, примерно равное диаметру шпильки. Верхние концы шпилек должны выступать примерно на 1/4 дюйма над поверхностью.
Верхние концы шпилек должны выступать примерно на 1/4 дюйма над поверхностью.
Затем эти шпильки необходимо приварить по одному или двум валикам вокруг каждого из них, а затем соединить сварными валиками.
Сварные швы должны выполняться на коротких расстояниях, и каждый из них должен быть зачищен, пока он горячий. Это делается для предотвращения напряжения или растрескивания при охлаждении.
Заключение
Если вы думаете о выполнении какой-либо работы, связанной со сваркой чугуна, обязательно сначала подготовьтесь. Независимо от того, работаете ли вы со строительной техникой или простой боковой панелью, вы должны применять правильную технику, чтобы хорошо выполнять работу. Самая важная часть, которую следует помнить, это то, что быстрое охлаждение плохо, а охлаждение сварного шва должно происходить медленно.
Чугун – один из самых сложных металлов для сварки, но это возможно. Пока сварщик применяет правильную технику, с ним все будет в порядке.
Адам Мейсон
Сварщик по профессии более десяти лет. Сейчас также веб-дизайнер и владелец блога. Делать обзоры продуктов и вести блоги о сварочном деле, плюсах и минусах работы сварщиком.
Сейчас также веб-дизайнер и владелец блога. Делать обзоры продуктов и вести блоги о сварочном деле, плюсах и минусах работы сварщиком.
Умная сварка чугуна | Откройте для себя решения Muggy Weld Solutions
В Muggy Weld у нас есть все сварочные материалы, которые могут вам понадобиться для любого применения, в том числе ряд сварочных прутков из чугуна и другие продукты, подходящие для использования с чугуном. Мы предлагаем вам широкий выбор продуктов и гарантируем, что у вас есть необходимые знания для улучшения и развития вашего бизнеса. Чугун является популярным выбором для сварочных проектов из-за его невероятной универсальности, поэтому мы обязательно располагаем продуктами, которые подходят для всех проектов и задач из чугуна, с которыми вы сталкиваетесь.
О компании Muggy Weld
Мы являемся семейным предприятием, которое занимается поставками сварочных материалов уже более 30 лет. Наша высококачественная продукция включает в себя сплавы и электроды, подходящие для обработки различных металлов, от алюминия до чугуна и стали. Мы разработали наши комбинации стержней и флюсов, чтобы они идеально работали вместе и обеспечивали высококачественную отделку для всех областей применения. Если вы хотите сэкономить время и деньги для вашего бизнеса, мы можем сделать это возможным.
Мы разработали наши комбинации стержней и флюсов, чтобы они идеально работали вместе и обеспечивали высококачественную отделку для всех областей применения. Если вы хотите сэкономить время и деньги для вашего бизнеса, мы можем сделать это возможным.
Сварка чугуна
Всем сварщикам в какой-то момент своей карьеры приходится заниматься сваркой чугуна. На самом деле, это металл, с которым вы, вероятно, будете регулярно сталкиваться из-за его чрезвычайной популярности. Чугун прочен, доступен и долговечен, что делает его идеальным выбором для широкого спектра применений. Он может создавать проблемы из-за своего состава, но к его сварке можно легко подойти, если у вас есть нужные инструменты и материалы, а также необходимые знания.
Мы делаем сварку чугуна более удобной с помощью наших электродов, состав которых специально разработан для сварки чугуна. Хотя большинство никелевых стержней, используемых сварщиками, тверже основного металла, что затрудняет работу с чугуном, наши электроды мягче и хорошо поддаются механической обработке. Они были разработаны с уникальными свойствами, так что сварной шов может растягиваться на 300 процентов больше, чем другие стержни. Преимущество этого заключается в том, что основной металл и сварной шов защищены, что снижает вероятность образования трещин во время сварки.
Они были разработаны с уникальными свойствами, так что сварной шов может растягиваться на 300 процентов больше, чем другие стержни. Преимущество этого заключается в том, что основной металл и сварной шов защищены, что снижает вероятность образования трещин во время сварки.
Наши изделия для сварки чугуна включают стержни для серебряного припоя для пайки чугуна (SSF6), а также шприцевую версию серебряного припоя (SSQ6). Наши три электрода, 77, 75 и 72, также доступны для всех ваших потребностей в сварке чугуна. Мы стремимся всегда предоставлять нашим клиентам инновационные и высококачественные продукты, подходящие для конкретных областей применения и решающие некоторые проблемы, с которыми могут столкнуться сварщики.
Узнайте больше из наших видеороликов о сварке чугуна
Наш центр знаний полон ценных материалов, предоставляя вам советы и знания, необходимые для улучшения ваших бизнес-операций. Посмотрите наши видеоролики о сварке чугуна, чтобы освоить новые навыки, познакомиться с нашими электродами для сварки чугуна и другой продукцией, а также получить полезные советы о том, как максимально эффективно их использовать.