Сварка электродом: основные правила сварки металлических конструкций для новичков
alexxlab | 30.05.2023 | 0 | Разное
Сварка вольфрамовым электродом – особенности, технология, оборудование
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
1 / 1
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ – вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.
Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.

Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.
Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.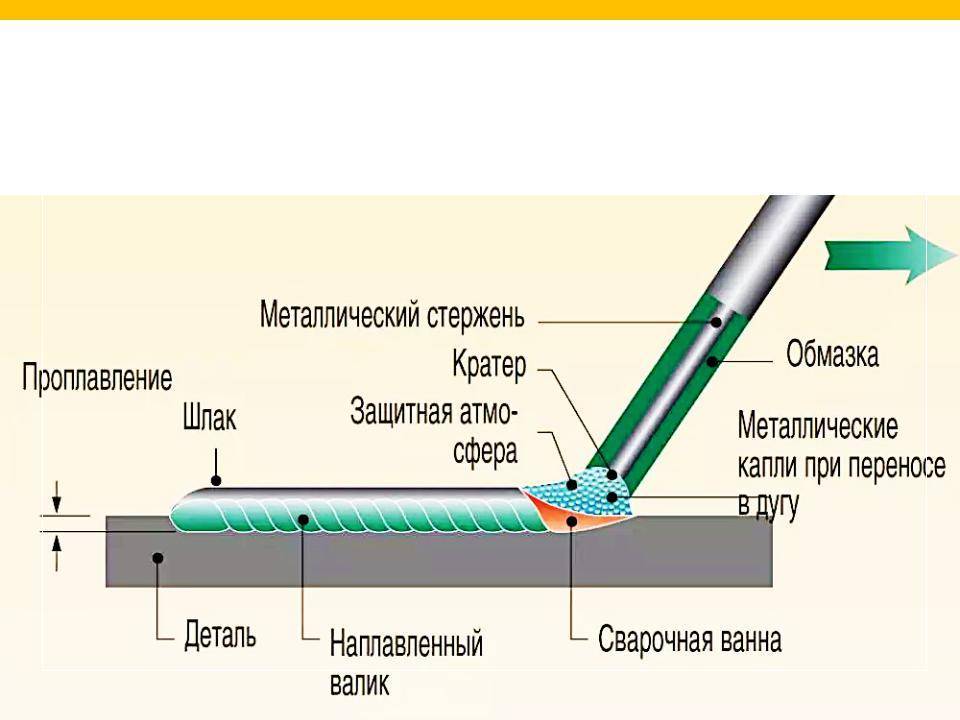
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор.
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ – аргон;
- присадочная проволока – пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Новые уроки сварки электродом – правильная сварка в лодочку
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Чтобы образовалась дуга к электроду, а затем поддерживалась, подводится для сварки ток. Если к конструкции подсоединяется положительный полюс, то сварка осуществляется на прямой полярности. А если отрицательный, то на обратной. Под дугой электрод из металла со своим покрытием с одной стороны, и конструкция — с другой стороны, плавится.
Металл электрода переходит в сварочную ванну, где перемешивается с металлом основным, а оставшаяся ненужная часть всплывает. Чем дальше удаляется дуга, тем металл сильнее кристаллизуется, и образуется шов, соединяющий детали.
Чем дальше удаляется дуга, тем металл сильнее кристаллизуется, и образуется шов, соединяющий детали.
Виды движения электрода при сварке
Сварщик выбирает тот или иной тип выполнения сварки, в зависимости от положения в пространстве шва. Чтобы знать, как правильно варить сваркой электродами, нужно знать техники, используемые в разных положениях.
Различаются положения нижнее — от нуля до шестидесяти градусов, вертикальное — от шестидесяти до ста двадцати градусов и потолочное — от ста двадцати до ста восьмидесяти градусов.
Уроки сварки электродом
Сварка электродом в нижнем положении
При сварке в этом положении, главное — нужно полностью проплавить сечения таким образом, чтобы не образовались прожоги. Когда осуществляются односторонние швы, сложно обойтись без прожогов. Для этого используются методы удержания ванны для сварки.
В этом случае сварка выполняется следующими способами: конструкция поворачивается на сорок пять градусов в положение в лодочку или электрод наклоняется. Сварка в лодочку здесь подойдет больше, потому что, работая наклонным электродом, сложно избежать подрез по вертикали и, в то же время, хорошо проварить нижнюю поверхность, потому что металл при расплавлении отекает.
Сварка в лодочку здесь подойдет больше, потому что, работая наклонным электродом, сложно избежать подрез по вертикали и, в то же время, хорошо проварить нижнюю поверхность, потому что металл при расплавлении отекает.
Сварка электродом в вертикальном положении
При осуществлении такой сварки, металл, расплавляясь, также воздействует на то, как будет формироваться шов и глубина проплавления. Вертикальные швы, обычно, осуществляют на подъем. Таким образом, получится, как следует проварить и поддержать раскаленный металл на кромках.
Но сварка в этом случае будет отличаться низкой производительностью, однако она увеличивается при спуске. Маленькая проплавляемая глубина получится только для такого металла, у которого будет небольшая толщина. Использоваться в этом случае должны специальные электроды.
Выполнять горизонтальные швы на вертикальной поверхности крайне неудобно, потому что раскаленный металл постоянно натекает на деталь, находящуюся внизу.
Сварка электродом в потолочной позиции
В такой позиции сварка также очень сложна. Металл, чтобы не вытечь, удерживается в сварочной ванне. Следовательно, нужно сделать так, чтобы раскаленный металл не завышал данную силу. Поэтому сварочная ванна здесь может быть уменьшена, и сварка выполняется короткими постоянными замыканиями, помогая металлу кристаллизоваться постепенно. Также здесь можно использовать диаметры электродов меньшего размера, снижение силы тока, использование других электродов, которые дадут вязкую ванну для сварки.
Металл, чтобы не вытечь, удерживается в сварочной ванне. Следовательно, нужно сделать так, чтобы раскаленный металл не завышал данную силу. Поэтому сварочная ванна здесь может быть уменьшена, и сварка выполняется короткими постоянными замыканиями, помогая металлу кристаллизоваться постепенно. Также здесь можно использовать диаметры электродов меньшего размера, снижение силы тока, использование других электродов, которые дадут вязкую ванну для сварки.
Плюсы и минусы
Плюсы сварки электродом заключаются в возможности ее применения при разных позициях в пространстве, в труднодоступных местах, в быстроте перехода от одного материала сварки к другому, сварке разных сталей из-за большого выбора электродов, простоте оборудования, легкости при перемещении и транспортировке.
Минусы сварки состоят в низкой производительности, если сравнить другие технологии, вредных условиях при осуществлении сварки и в том, что качество в большей степени зависит от профессионализма.
Инверторный аппарат
Если сварщик выполняет сварочные работы не так часто или нерегулярно, то лучшим решением для него будет инвертор. Это устройство, где выполняется формирование напряжения специальным прибором. Инвертор имеет несколько значительных преимуществ.
Это устройство, где выполняется формирование напряжения специальным прибором. Инвертор имеет несколько значительных преимуществ.
Он совершенно не реагирует на скачки, случающиеся в напряжении. Полученный шов будет иметь лучшее качество, чем при применении других устройств.
Используются разные электроды для сварки инвертором, и для каждого материала будут применяться разные электроды. Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.
От чего зависит конечный результат
Чтобы сварка в итоге была качественная, нужно сделать прочный шов. В процессе сварки важно не только следовать правильной технологии и иметь долю опыта и мастерства, но и крайне необходимо делать правильный выбор материала для сварки. Лучше всего будет обратиться по этому вопросу к специалисту, который поможет выбрать наиболее подходящий материал, чем пытаться, не разбираясь в вопросе, выбирать самостоятельно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочные электроды
Сварочные электродыМобильное меню
- Продукты
- /
- Сплавы для наплавки
- /
- Сварочные электроды
Чистый, хорошо очерченный, без дефектов
Электроды с ручным покрытием обладают исключительной привлекательностью для сварщиков, создавая чистые, четко очерченные валики без дефектов. Уникальные функции включают в себя:
- Флюс с уникальной формулой – может использоваться в качестве многопозиционного электрода
- Отличное отделение шлака
- Низкое содержание водорода, кислорода и азота в металле сварного шва способствует улучшению механических свойств
Применимые процессы:
- Ручная электродуговая сварка
Стандартные диаметры электродов
2,6 мм (3/32 дюйма)
3,2 мм (1/8 дюйма)
4,0 мм (5/32 дюйма)
5,0 мм (3/16 дюйма)
6,4 мм (1/4 дюйма) )
Электроды поставляются длиной 350 мм (14 дюймов) в пластиковых герметичных коробках по 5,0 кг (11 фунтов).
Примечание. Дополнительные диаметры, длины стержней и упаковка доступны по запросу.
Сплавы, доступные в форме стержней, см. в таблице ниже.
Наш квалифицированный персонал всегда готов помочь.
Связаться с нами
Support:
Components & Stellite 6B
T 1.613.968.3481
T 1 800 267 2886 (North America)
Consumables & Equipment
T 1 574 534 2585
T 1 800 235 9353 (Северная Америка)
Электронная почта
Stellite является товарным знаком Kennametal Inc. Kennametal Inc. Все права защищены. | Условия использования | Условия продажи | Политика конфиденциальности данных
✉ Оставайтесь на связи
Подпишитесь на нашу рассылку
Scroll Top
Пожалуйста, настройте следующие свойства из
Каталожный номер ISO
Каталожный номер ANSI
найти похожие товары.
Совместимость решений
Вы собираетесь создать дубликат. Вы хотите продолжить?
Вы собираетесь удалить Вы хотите продолжить?
Во что бы вы хотели переименовать свой?
Имя
Пожалуйста, введите действительное имя
Пожалуйста, введите имя дубликата
Введите имя дубликата
Пожалуйста, введите действительное имя
Вы собираетесь добавить на свою страницу “Мои решения”. Вы хотите продолжить?
Создать имя
Пожалуйста, введите действительное имя
Отправить копию
Кому:
Пожалуйста, введите действительный адрес электронной почты
Имя решения:
Пожалуйста, введите действительное имя
Доступны следующие файлы САПР
Выберите файл для загрузки
Вы должны войти в систему, чтобы увидеть информацию о панели управления
Сессия истекла из-за бездействия, войдите снова
Товар/ы (), которые вы пытались добавить в корзину, недоступны, пожалуйста
обратитесь в службу поддержки клиентов.
товар(ы) успешно добавлен(ы) в корзину
Посмотреть корзину
ТИП СКАЧИВАНИЯ: PDF
Excel
Включить примечания
Благодарим вас за регистрацию, в ожидании одобрения и завершения регистрации, ваш доступ в настоящее время ограничен. Полное использование возможностей поиска продуктов и пространства для совместной работы доступно и останется. Пожалуйста, подождите 2 рабочих дня для завершения регистрации.
Вы собираетесь выйти из процесса создания решения.
Вы уверены, что хотите уйти?
Корзина
Итого: {{subTotal.formattedValue}}
Товар
Количество
Цена
Итого
{{#каждая запись}}
{{product.name}}
Продукт №{{product. code}}
code}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}}pkg {{else}}each {{/ifpkg}}
Каталожный номер{{product.catalogISO}}
Количество: {{количество}}
{{количество}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}}pkg {{else}}каждый {{/ifpkg}}
{{ totalPrice.formattedValue}}
{{еще}}
Ваша корзина пуста, Продолжить покупки
{{/каждый}}
Стальной сварочный электрод Harris Super Missileweld 1/8 дюйма 1 фунт
Количество:
Добавление в корзину… Товар добавлен
- Описание
- Технические характеристики
SUPERMISSILEWELD® — идеальный электрод для сварки сталей с высочайшей прочностью и максимальной пластичностью (переменный/постоянный ток). Он обеспечивает отсутствие трещин при сварке проблемных сталей, таких как высокоуглеродистые стали, инструментальные стали, нержавеющие стали, пружинные стали, марганцевые стали и разнородные стали. Сопротивление трению отличное, сопротивление абразивному износу умеренное, и он не поддается термической обработке. Используйте с обратной полярностью переменного или постоянного тока. Технология Super Missileweld особенно выгодна, когда известно содержание сплава в свариваемой стали. Этот уникальный электрод настолько универсален, что число его применений практически невозможно описать. В течение многих лет он был «резервным» для технического обслуживания и ремонта в каждой отрасли по всему миру. Удобная упаковка для демонстрации на месте покупки.
Он обеспечивает отсутствие трещин при сварке проблемных сталей, таких как высокоуглеродистые стали, инструментальные стали, нержавеющие стали, пружинные стали, марганцевые стали и разнородные стали. Сопротивление трению отличное, сопротивление абразивному износу умеренное, и он не поддается термической обработке. Используйте с обратной полярностью переменного или постоянного тока. Технология Super Missileweld особенно выгодна, когда известно содержание сплава в свариваемой стали. Этот уникальный электрод настолько универсален, что число его применений практически невозможно описать. В течение многих лет он был «резервным» для технического обслуживания и ремонта в каждой отрасли по всему миру. Удобная упаковка для демонстрации на месте покупки.
Характеристики
- Электрод для обслуживания и ремонта для сварки сталей.
- Сварные швы с использованием SuperMissileweld обладают высочайшей прочностью.
- Обеспечивает максимальную пластичность при сварке «проблемных» сталей.

- Обеспечивает плотные сварные швы без трещин на различных «проблемных» сталях.
- Не поддается термообработке
- Универсальный электрод с широким спектром применения
- Хорошо работает с высокоуглеродистыми сталями, инструментальными сталями, нержавеющими сталями, пружинными сталями, марганцевыми сталями и разнородными сталями, а также в случаях, когда состав стали неизвестен.
- Использование с переменным или постоянным током с обратной полярностью
- Считается резервным для технического обслуживания и ремонта во всех отраслях промышленности по всему миру
Общие сплавы
| Сплав типа | Специальность |
| Классификация | Изготовлено в соответствии с внутренними инженерными стандартами Harris | .
| Диаметр | 1/8″” (3,18 мм) |
| Материал | Сталь |
| Прочность на растяжение (PSI) | До 120 000 фунтов на кв.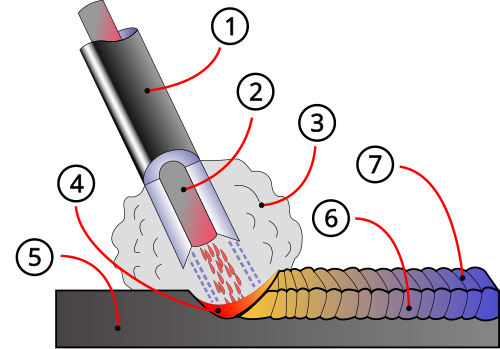 |